Регулировка и ремонт
Регулировка включает обязательные этапы:
- установка величины люфта, который образуется между направляющими у станины и основанием задней бабки;
- минимальные зазоры в подшипниках пиноли, если она вращается;
- устранения смещения центра по отношению к шпинделю.
Как часто необходимо совершать проверку и ее порядок указаны в паспортной документации к каждому станку.
Если возникла необходимость, то проводятся восстановительные или ремонтные работы. Восстанавливают следующие параметры:
- точную стыковку станины с узлом задней бабки;
- высоту расположения шпинделя и пиноли.
Также часто приходится восстанавливать точность отверстия, куда закреплена пиноль.
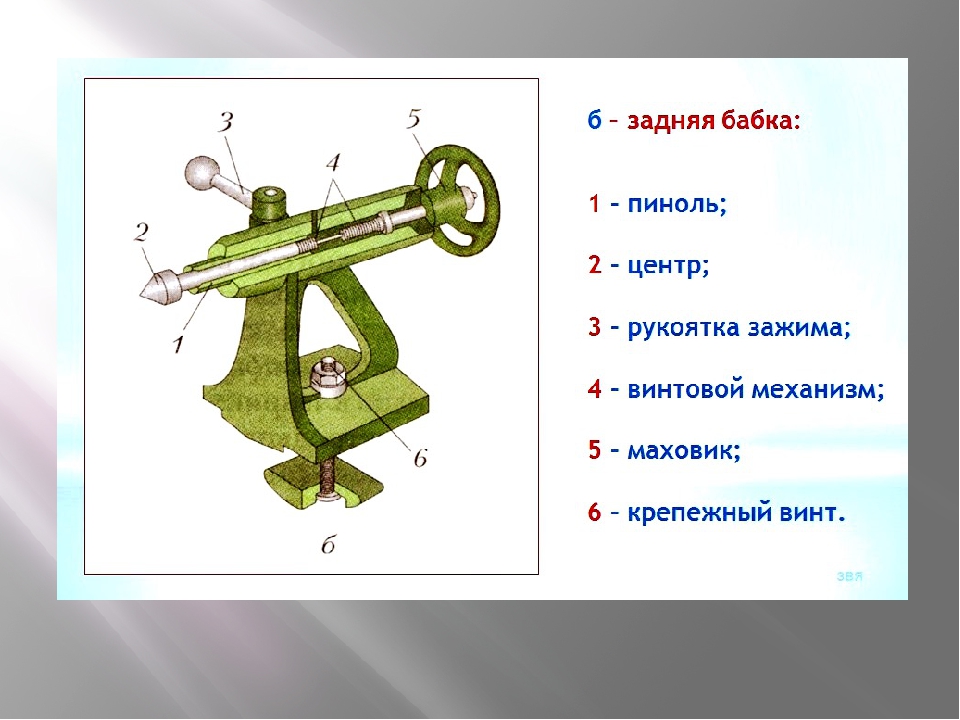
Задняя бабка
Задняя бабка входит в стандартную комплектацию любого токарного станка, производимого Тверским станкостроительным заводом.
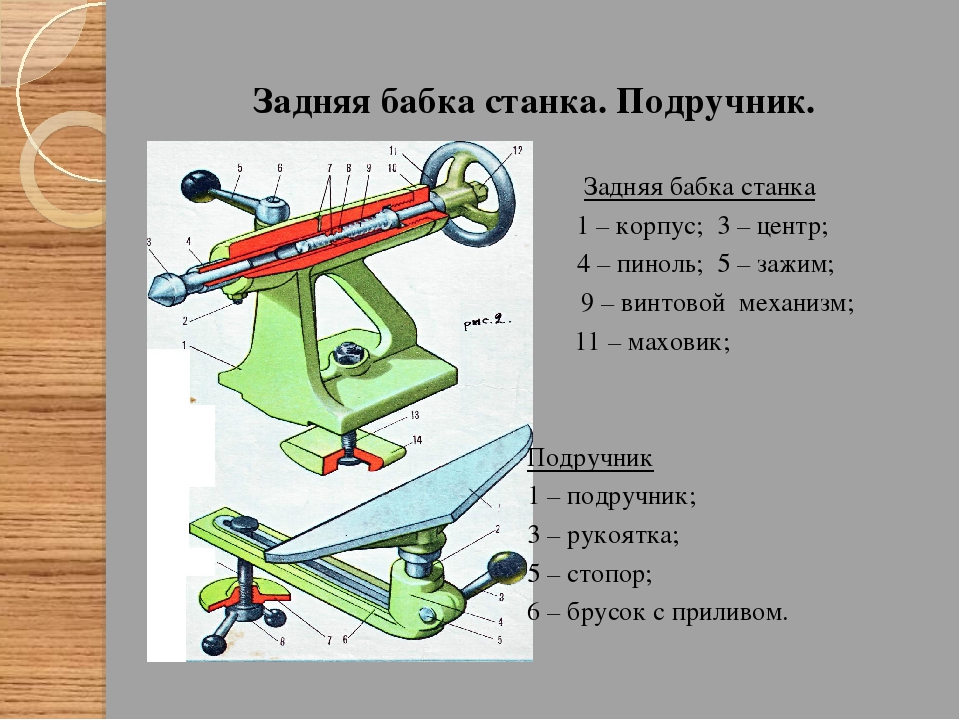
Устройство задней бабки токарного станка
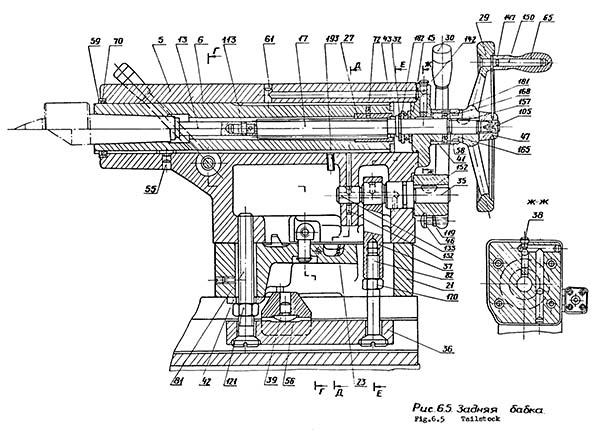
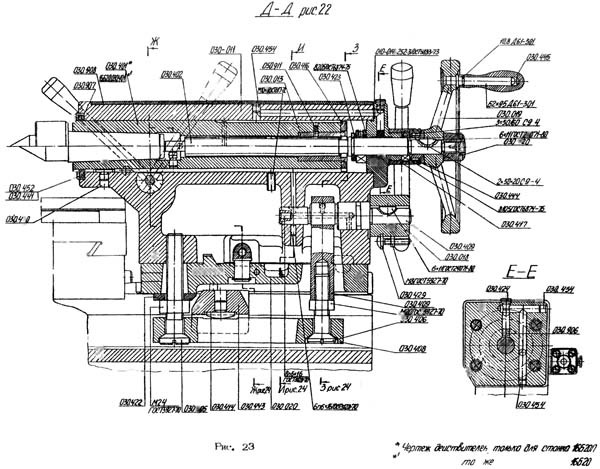
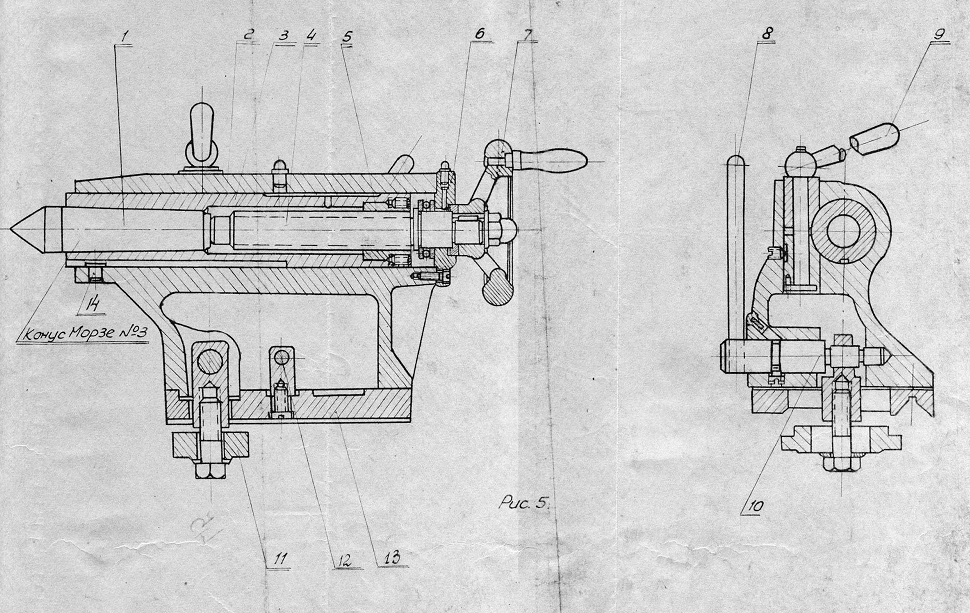
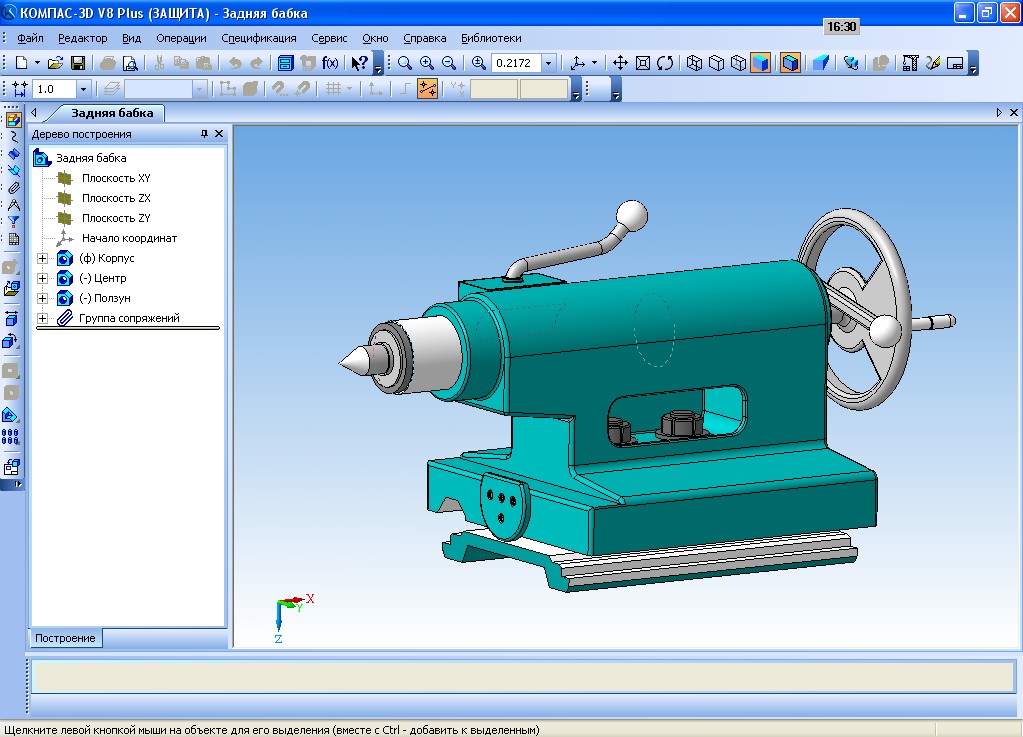
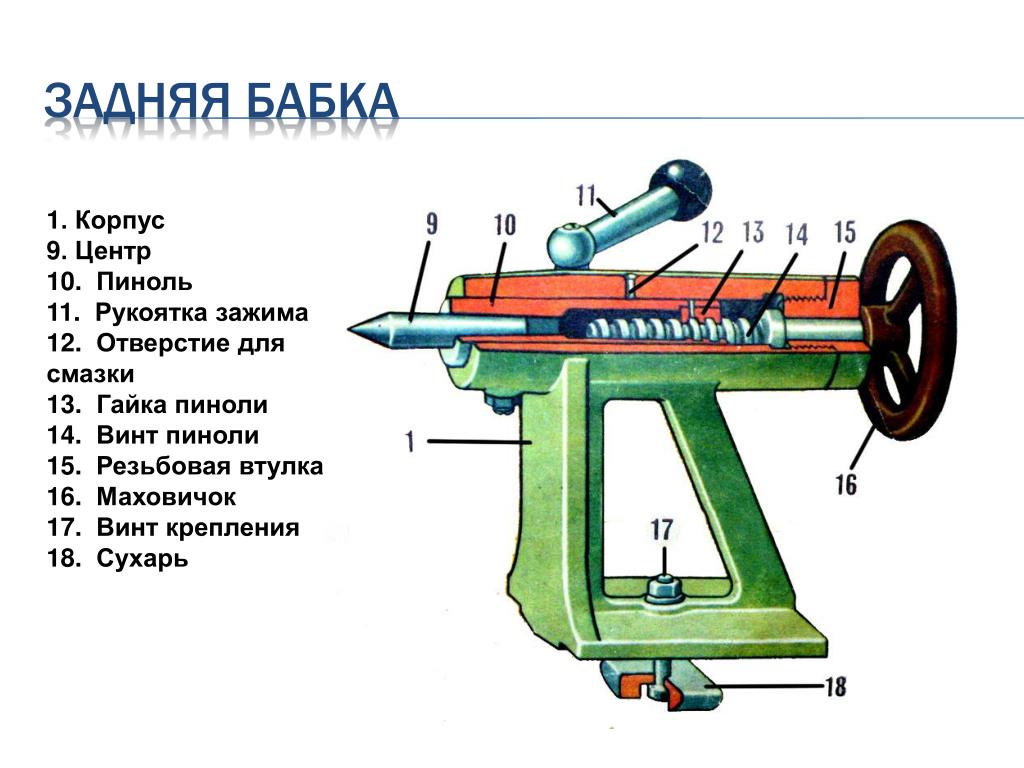
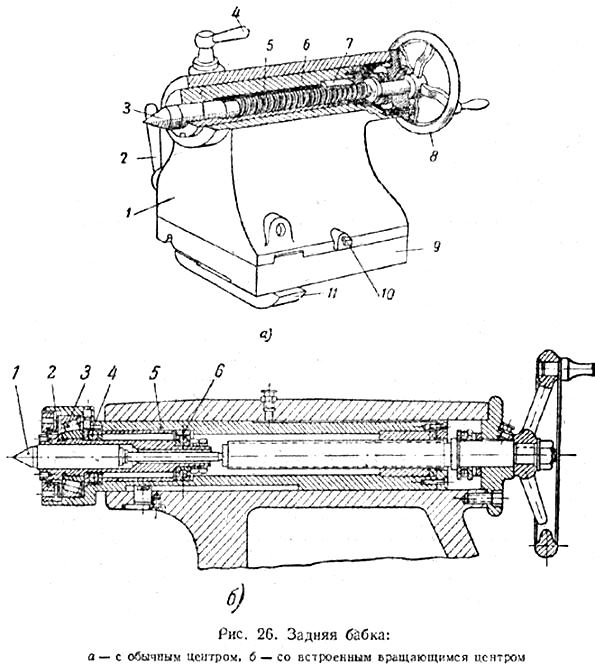
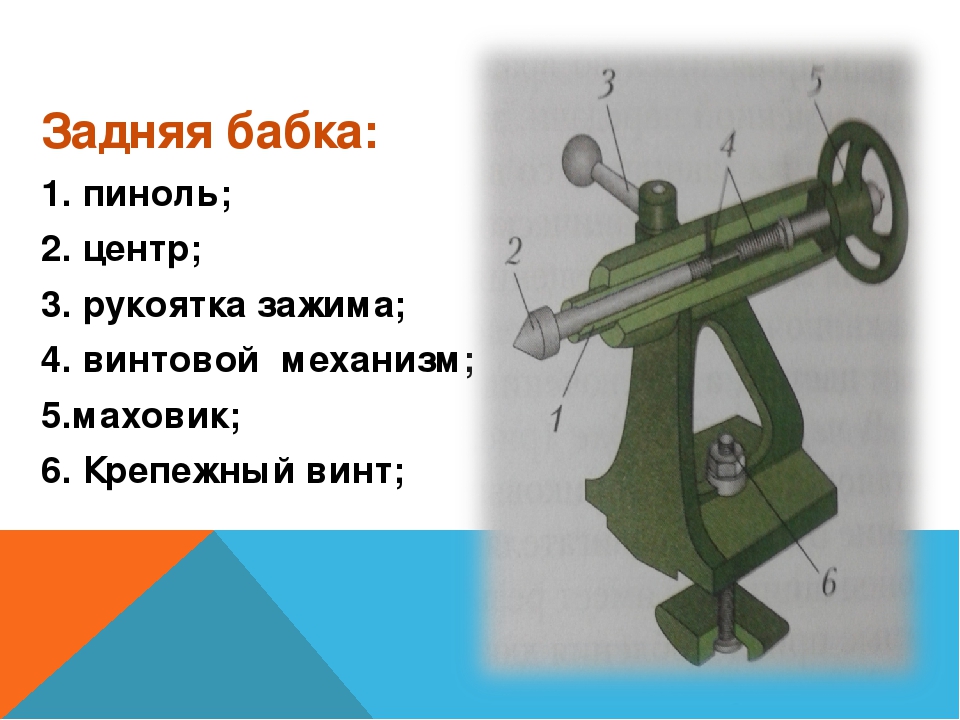
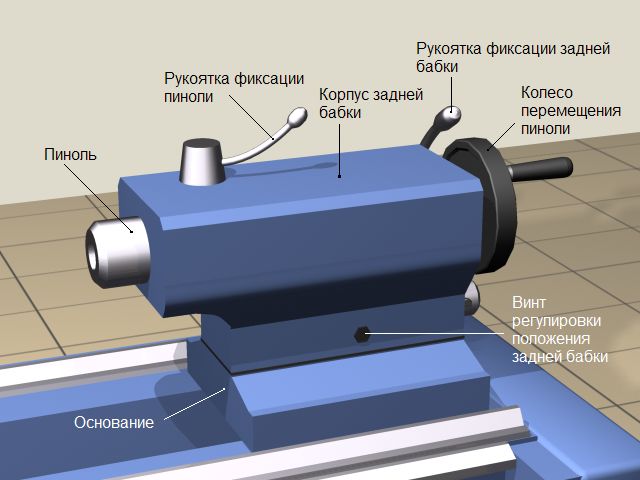
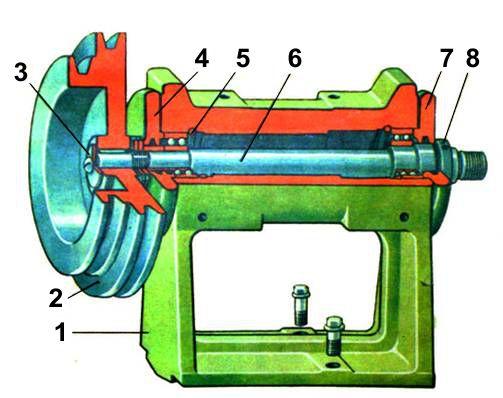
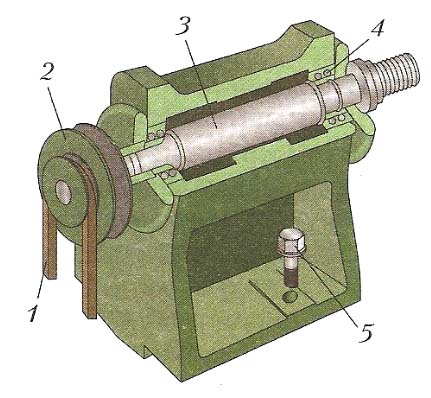
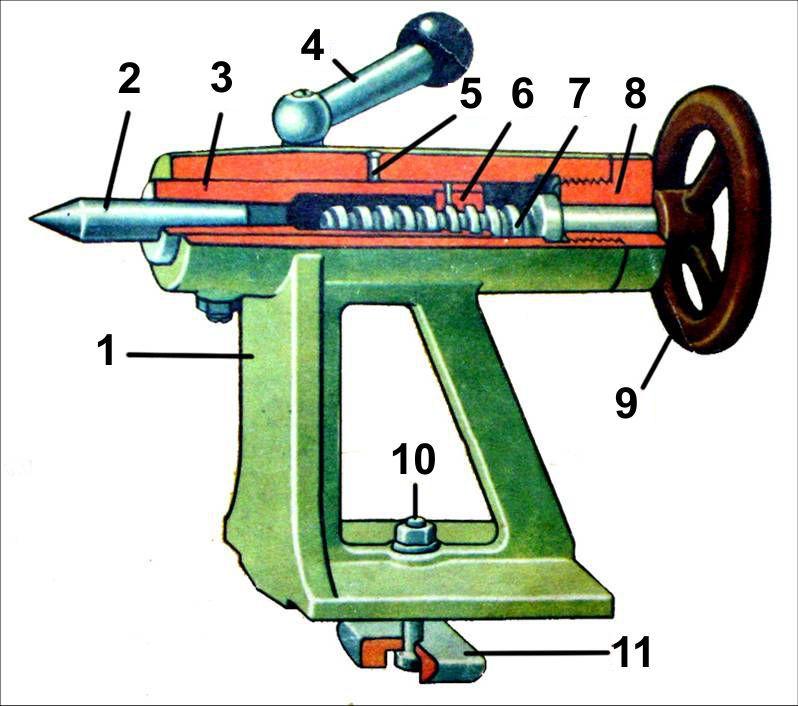
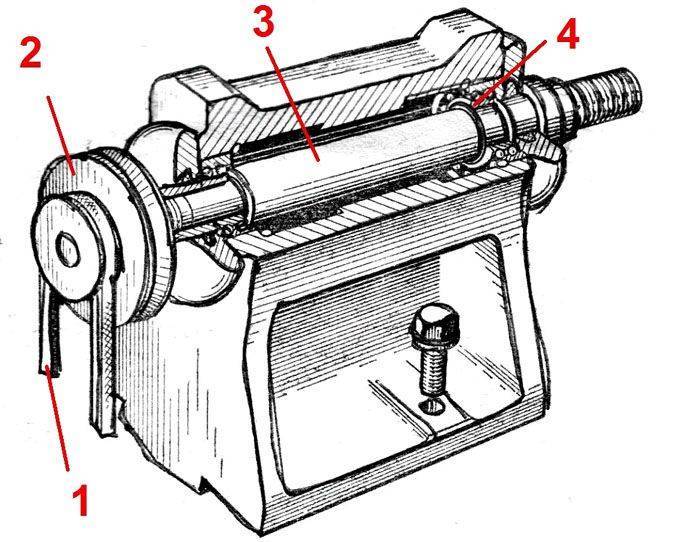
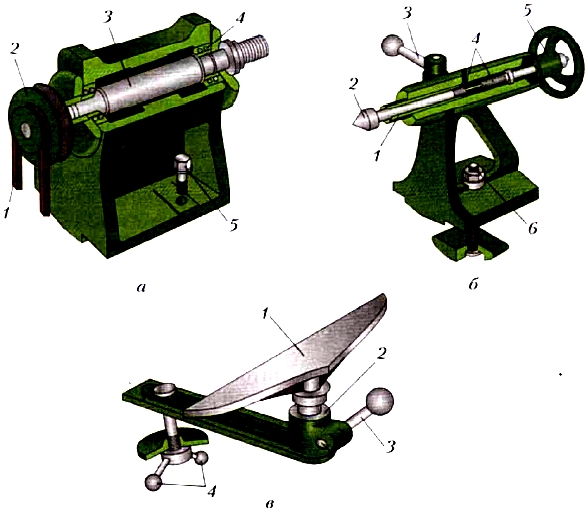
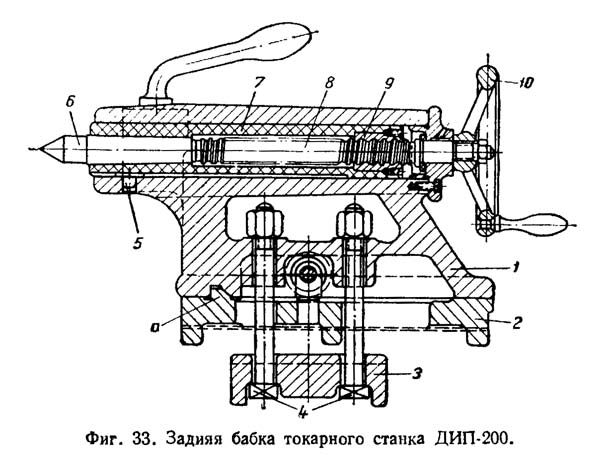
Упорная бабка состоит из плиты (основания, опирающегося на направляющие станины), корпуса, пиноли, штурвала перемещения пиноли) и рукояток фиксации пиноли и задней бабки. В левом торце пиноли имеется коническое отверстие, служащее для установки и фиксации приспособлений и инструмента.
Задняя бабка станка чаще всего перемещается вручную оператором. На некоторых моделях станков может присоединяться к суппорту и совместно перемещаться вдоль оси Z к месту зажима.
Пиноль задней бабки выдвигается и отводится, перемещением маховика. Возможна установка гидравлического или электро-механического устройства выдвижения
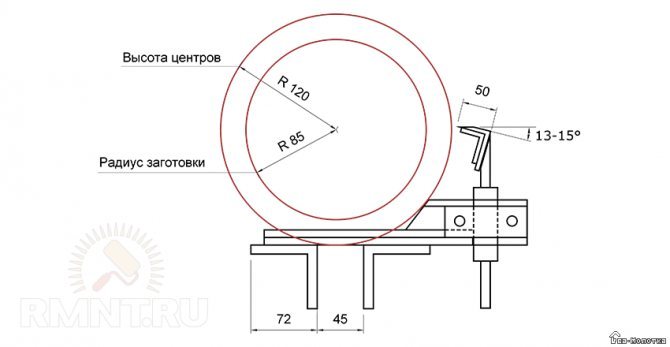
Для регулировки соосности оси шпинделя и оси пиноли задней бабки при обработке заготовок применяют поперечное смещение оси задней бабки (к оператору или от оператора).
В токарных обрабатывающих центрах задняя бабка может иметь управляемое от ЧПУ перемещение (ось W). Также возможно замена пиноли на противошпиндель.
Настройка и регулировка
Регулировка задней бабки токарного станка выполнена на заводе изготовителе. Дополнительная регулировка требуется при ухудшении точности станка. Заключается она в установке минимальных зазоров в передних и задних подшипниках пиноли (модели с вращающейся пинолью), компенсации люфта между опорными поверхностями упорной бабки и направляющими станины, исключению смещения относительно оси шпинделя.
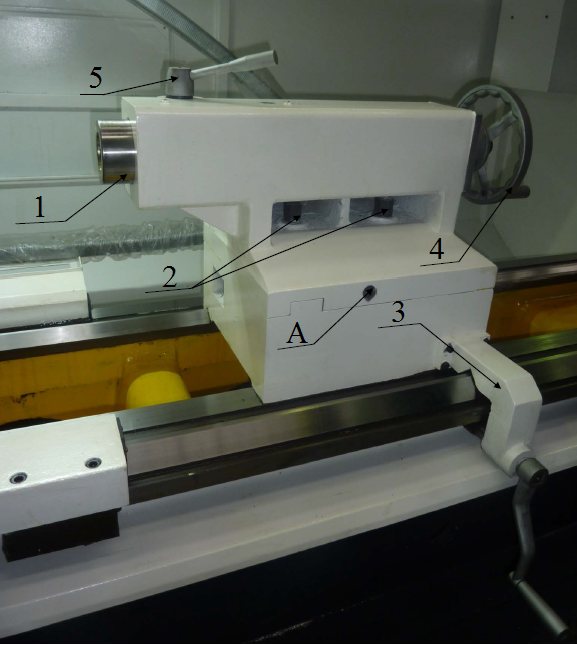
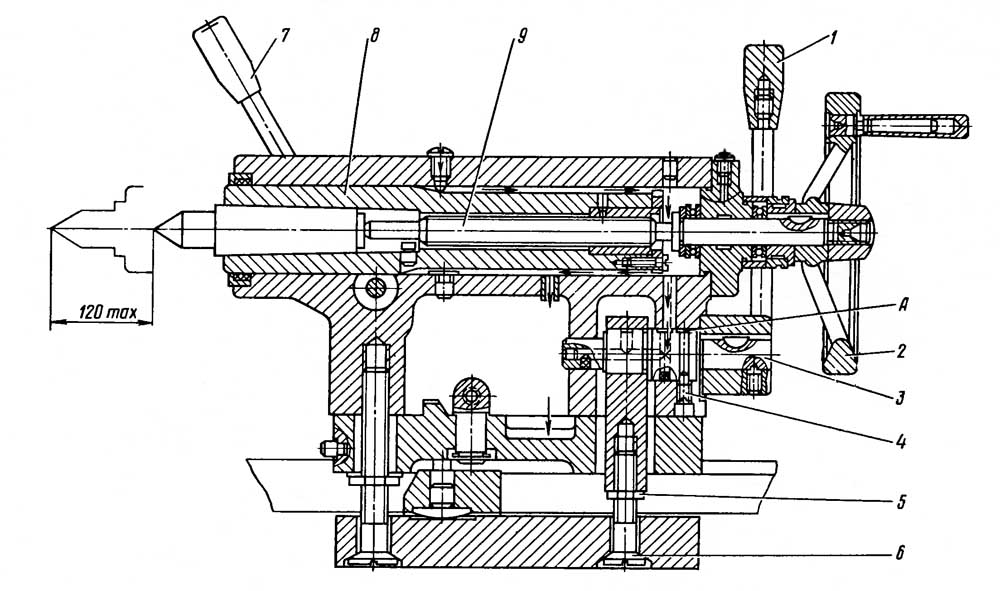
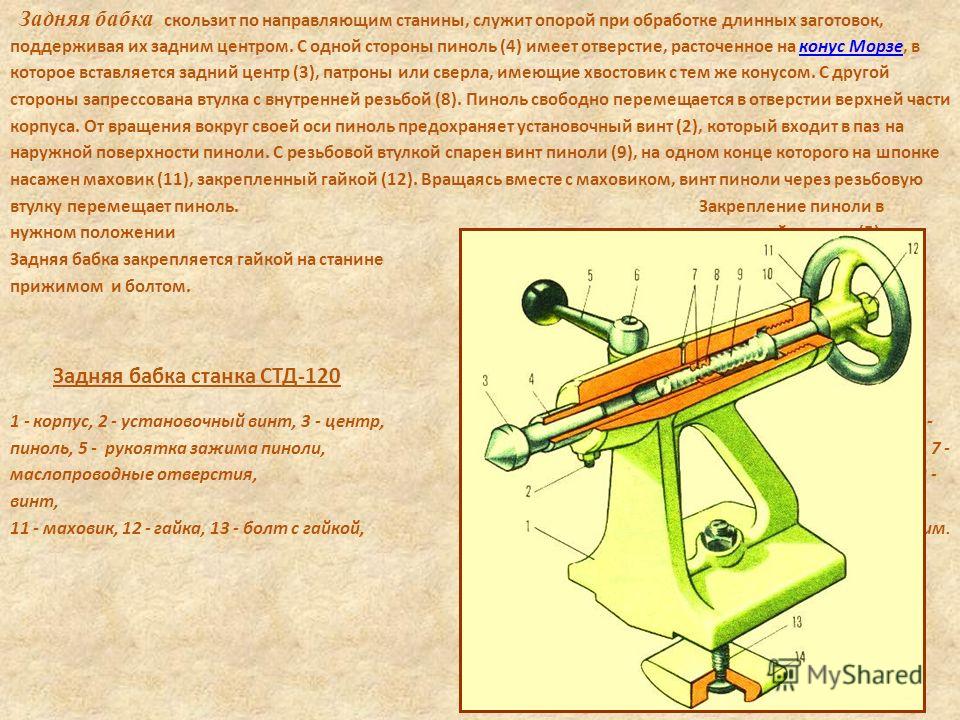
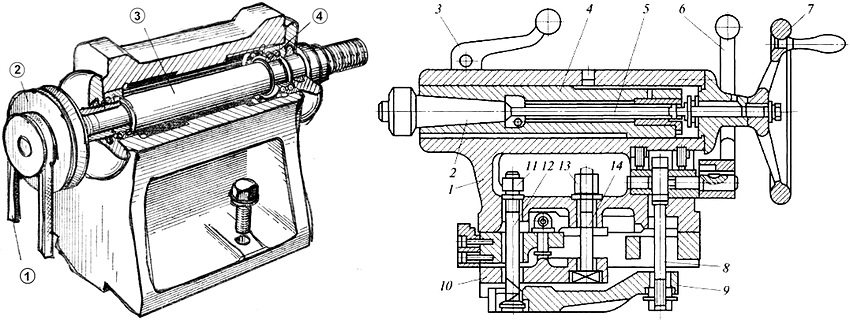
Фиксация задней бабки станка к направляющим осуществляется при зажиме гаек 2, пиноль 1 фиксируется рычагом 5. Перемещение пиноли происходит при вращении штурвала 4. Для облегчения позиционирования задней бабки по направляющим станины может использоваться система разгрузки или механизм 3, при ослаблении болтов крепления 2 задняя бабка перемещается в направлении противоположном направлению вращения рукоятки механизма 3. В корпусе пиноли расположена масленка для выполнения ручной смазки. Регулировка оси пиноли в горизонтальной плоскости производится с помощью установочного винта (под штурвалом пиноли) и двух винтов А.
Геометрическую соосность передней и задней бабок проверяют, зажимая поверочную скалку (диаметр и длина зависит от РМЦ станка) в неподвижных центрах бабок токарного станка. Стойка с индикатором часового типа, установленная на суппорт или револьверную головку, перемещается вдоль осевой линии заготовки в вертикальной и горизонтальной плоскости. После проверки и при необходимости производится настройка задней бабки.
Лучшие токарные станки по дереву
Настольный токарный станок по древесине выполнит операции по обточке, шлифованию, выборке пазов и нанесению резьбы. Спецификой является использование ручных резцов и фасонных приспособлений. Для фиксации рабочего инструмента используется подручник, который устанавливают между передней и задней опорой
Команда проекта VyborExperta.ru предлагает обратить внимание на 4 модели, которые помогут обработать дерево с безупречным качеством. Оборудование отличается хорошим функционалом и надежными электродвигателями, удобным в работе форматом
Энкор Корвет-74
Стационарный токарный станок по дереву для домашней мастерской с мощным электродвигателем. При весе в 77 кг отличается хорошей устойчивостью, что положительно влияет на качество обработки деревянных заготовок. Асинхронный электромотор вращает шпиндель со скоростью от 500 до 2000 об/мин. Расстояние между центрами в 845 мм позволяет обрабатывать балясины и другие габаритные детали. При работе с компактными заготовками используется планшайба.
За плавную регулировку скорости вращения шпинделя отвечает вариатор. Снизить нагрузку на электродвигатель помогает ременная передача. В ассортименте производителя есть копировальное устройство, которое можно приобрести дополнительно для повышения производительности. Для обработки деталей диаметром более 300 мм, передняя бабка имеет поворотную конструкцию.
Достоинства:
- Регулируемый резцедержатель;
- Надежная защита от самопроизвольного пуска;
- Основание в стандартной комплектации;
- Двигатель рассчитан на интенсивную работу;
- Низкая цена.
Недостатки:
Недостаточная мощность мотора для заготовок более 300 мм в диаметре.
Einhell 1000/1
Разработка немецких инженеров привлекла небольшим весом, мощным двигателем и четырехступенчатой коробкой скоростей. Электромотор разгоняет шпиндель до 2600 об/мин. Двигатель рассчитан на интенсивную продолжительную работу, это позволяет использовать станок в небольших мастерских по производству столярных изделий. Двойная рама обеспечивает хорошую устойчивость оборудования.




Габариты станка подходят для заготовок, диаметром до 280 мм. Особенностью конструкции задней бабки является поворотный шпиндель, что упрощает фиксацию детали. Для работы с небольшими заготовками предусмотрена планшайба.
Достоинства:
- Низкая цена;
- Легко регулируется суппорт;
- Упор в комплекте;
- Низкий уровень шума;
- Максимальная длина заготовки 1 метр.
Недостатки:
Греется при интенсивной работе с сырым деревом.
Skrab 57000
Настольный станок с мощным электродвигателем, который раскручивает шпиндель со скоростью 5000 об/мин. Регулировка оборотов бесступенчатая, крутящий момент передается с помощью зубчатой ременной передачи. Оборудование можно использовать для обработки дерева и пластика. Есть возможность подключения фирменного гибкого вала.
Максимальная длина обрабатываемой заготовки 300 мм, диаметр – не более 40 мм. Это делает оборудование привлекательным для моделистов-конструкторов или ювелиров, производителей сувенирной продукции. К координатным столам станок крепится через резиновые опоры, которые снижают вибрацию. Направляющая имеет идеальную поверхность, изготавливается из сплава на основе алюминия, устойчивого к коррозии.
Достоинства:
- Защитный кожух из прочного пластика;
- Низкое энергопотребление;
- Обороты регулируются в автоматическом режиме;
- Рассчитан на интенсивную работу.
Недостатки:
Высокая цена для своего класса.
Record Power DML 305
Настольная модель с двигателем 370 Вт со ступенчатой регулировкой скорости шпинделя. Электромотор рассчитан на продолжительную работу под нагрузкой, а 6 скоростей позволяют решать задачи любой сложности. Это делает оборудование актуальным для профессиональных мастерских. Тяжелая чугунная станина отличается прочностью, обеспечивает хорошую устойчивость в паре с двумя массивными опорами.
Шпиндель задней бабки имеет фиксатор со шкалой деления. Это гарантирует точность настройки. Переключение скоростей выполняется с помощью эргономичных шкивов, доступ к которым очень удобный. Модель рассчитана на обработку деталей, длиной 393 мм, но есть возможность приобрести удлинитель станины для заготовок до 1 метра.
Достоинства:
- Качество сборки;
- Диаметр заготовок до 305 мм;
- Хорошая комплектация;
- Широкий выбор дополнительных опций;
- Стабильная работа под нагрузкой.
Недостатки:
- Завышенная цена;
- Нет функции поворота передней бабки.
Классификация
Токарные станки выпускаются для промышленного производства и для домашнего использования. Промышленные агрегаты обычно имеют большие габариты, значительный вес (более 1 т), высокую точность. Они работают от сети напряжением 380 В, режут заготовки больших размеров (длиной 500 мм и более).
Бытовое оборудование не предназначено для работы с крупногабаритными тяжёлыми заготовками. Их длина не превышает 1000 мм. Токарный станок размещается в обычном гараже или сарае. Он работает от напряжения 220 В, имеет низкую мощность и точность резания. Средний вес 50-80 кг.
По типу операций и конструкции станки делят на:
Токарно-винторезные – предназначены для нарезания внутренней, наружной резьбы, расточки, обработки торцов, зенкерования. Наиболее популярный вид.
Расточные – сверлят, растачивают отверстия, нарезают резьбу, пазы, зенкеруют. Относятся к универсальному оборудованию.
Сверлильные – предназначены для создания отверстий разного диаметра в заготовках и нарезки резьбы.
Шлифовальные – служат для внешней и внутренней шлифовки деталей с помощью шлифовальных дисков, резки заготовок, заточки инструментов.
Токарно-фрезерные – позволяют проводить фрезеровку, сверление, формирование резьбы, заточку деталей, расточку с помощью металлорежущих резцов, установленных во фрезерную головку.
Универсальные станки с числовым программным управлением – выполняют различные задачи по резанию металла с помощью настроенных программ. Они точны, продуктивны и легки в эксплуатации.
Бытовые станки бывают напольные и настольные. Напольное оборудование имеет станину, которая укрепляется на виброгасителях или отдельном фундаменте. Агрегат весит 200-400 кг и более, имеет длину 1-1,5 м. На нём обрабатываются заготовки длиной до 750 мм и диаметром до 300 мм.


Настольный станок размещается на тяжёлом столе или станине. Он имеет меньшие габариты и вес до 200 кг. Предназначен для обработки небольших деталей, заготовок. Легкие модели вибрируют, поэтому не дают высокой точности работы.
В зависимости от расположения шпинделя токарные станки бывают горизонтальные и вертикальные. Большинство моделей имеют горизонтальную подачу детали на шпинделе для дальнейшей обработки. Вертикальные – используют для точения крупных заготовок большого диаметра и незначительной длины.
Пошаговая сборка и монтаж своими руками
После изучения схем и чертежей можно переходить к сборке и монтажу обоих узлов токарного станка. Затем понадобится наладка и настройка оборудования.
Передней бабки
Алгоритм изготовления передней бабки:
- Выточить корпус цилиндрической формы с толщиной стенок в 10 мм.
- Швеллер, который будет необходим, чтобы изготовить стоку для крепления бабки к станине, приварить к уголку из листовой стали.
- Закрепить на стойку бабку.
Цилиндрический корпус имеет следующие размеры:
- наружный диаметр – 56 мм;
- длина – 18 см;
- посадочные гнезда диаметром 24 мм под подшипники;
- диаметр вала – 30 мм.
Задней бабки
Алгоритм изготовления задней бабки:
- сварить между собой 2 болта для увеличения общей длины;
- изготовить вращающийся центр из трубы такого диаметра, чтобы внешняя обойма подшипников входила в нее плотно;
- в получившейся втулке при необходимости можно сделать пропил в 2-3 мм шириной;
- будущая стенка вращающегося центра имеет тот же диаметр, что и внешняя обойма подшипника;
- обварить с правой стороны шайбу с гайкой;
- левую гайку скрутить, а коней обрезать заподлицо с шайбой;
- головку болты спилить, сам болт зажать в сверлильный станок и доработать при помощи абразивного камня.
Затем нужно изготовить корпус шпинделя. Для этого:
- Взять отрезок трубы диаметром ¾ дюйма, длиной 6-7 см.
- С двух концов привариваются гайки.
- Конус задней бабки также сделан из болта.
Предварительно перед установкой обточить хвостовик конуса до такой степени, чтобы он входил во внутреннюю обойму подшипников. Для упора внешней обоймы перед установкой подшипников следует в корпус установить кольцо из согнутой проволоки диаметром 1-2 мм.
Главные составляющие части токарного станка
Такой агрегат, как токарный станок, независимо от модели, сложен с похожих конструктивных элементов, главным образом определяющих все возможности устройства.
Наименование главных составляющих конструкции токарно-винторезного станка:
- Станина – данный элемент токарного устройства служит ни чем иным как одной из основных опор для обеих бабок и является платформой для перемещения суппорта и задней бабки. Все элементы устройства крепятся на нее. Станина представляет из себя две продольные стеночки, которые для надежности и прочности соединяются поперечными ребрами. Передняя бабка токарного станка закрепляется по левую сторону станины, противоположная сторона – это место размещения задней бабки.
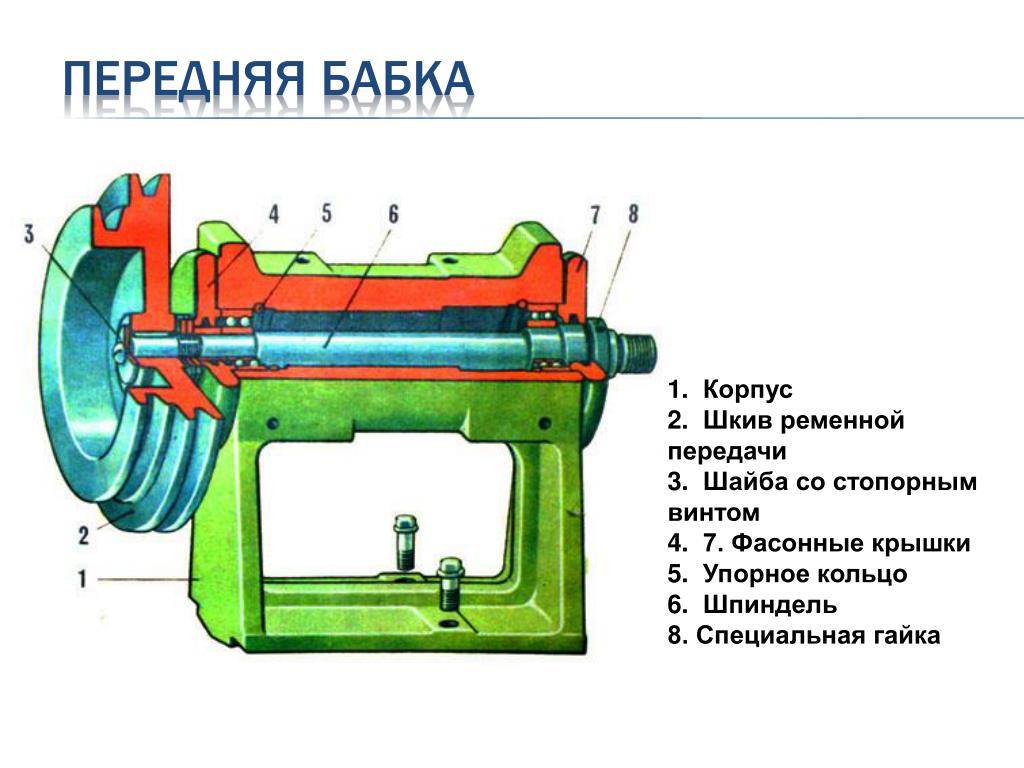
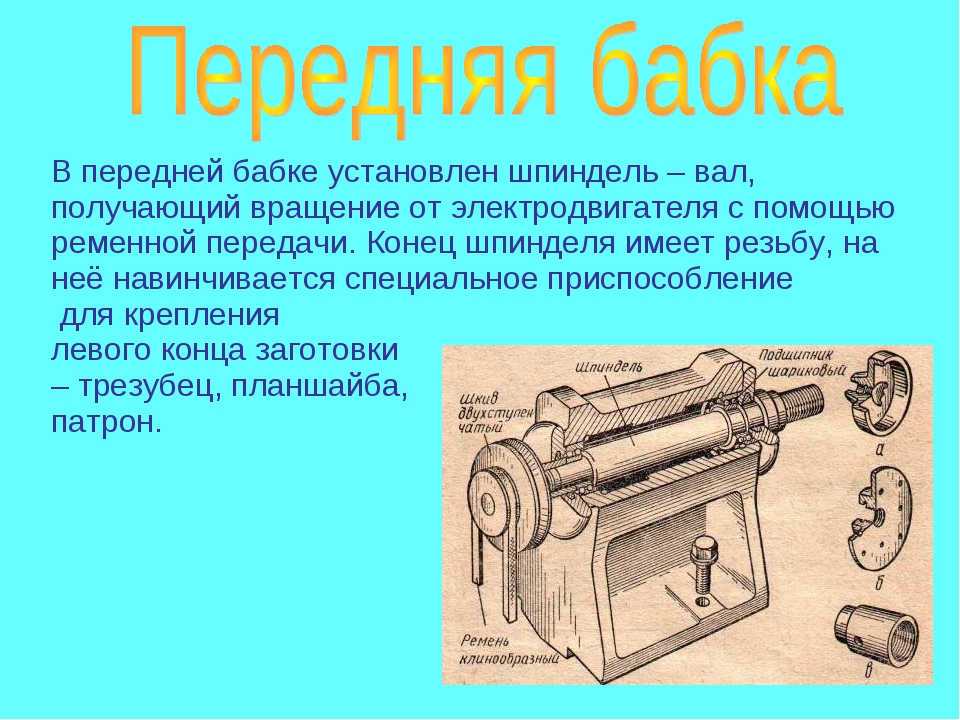
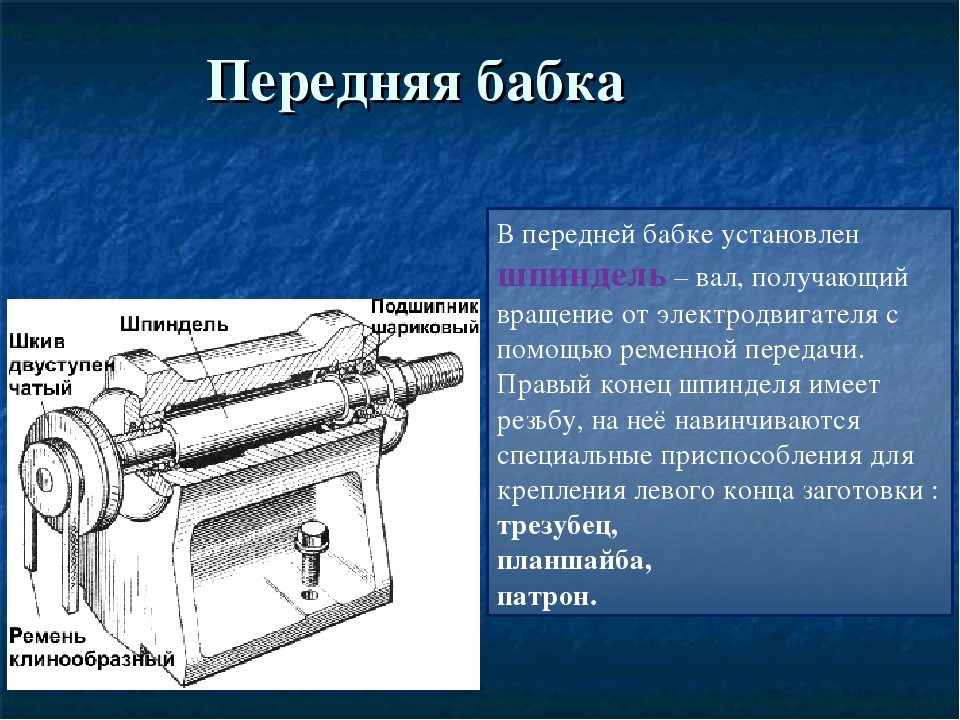
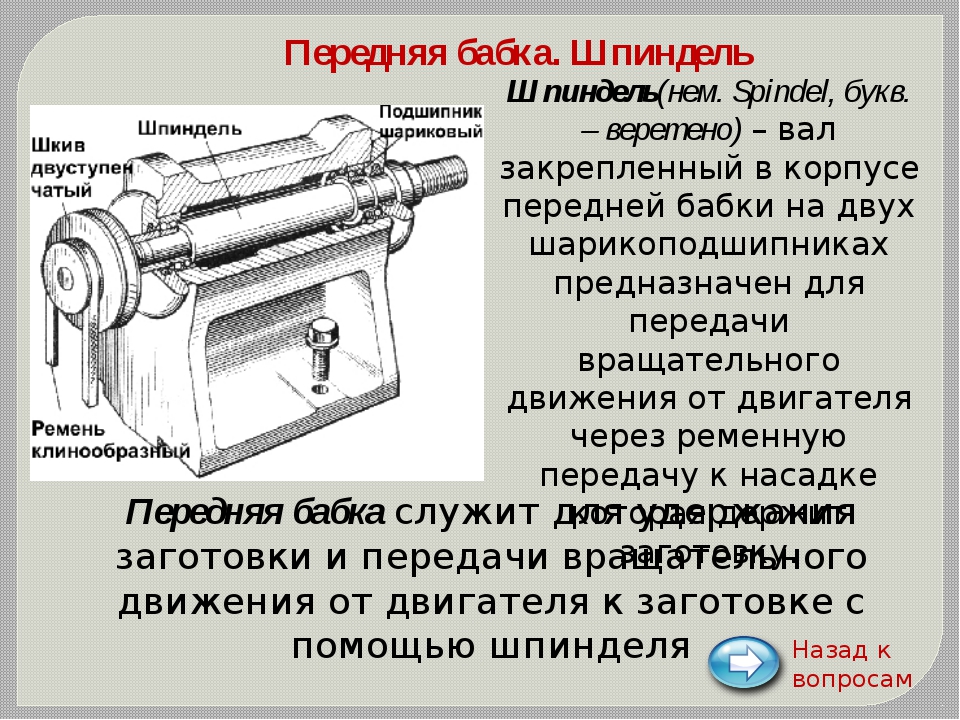
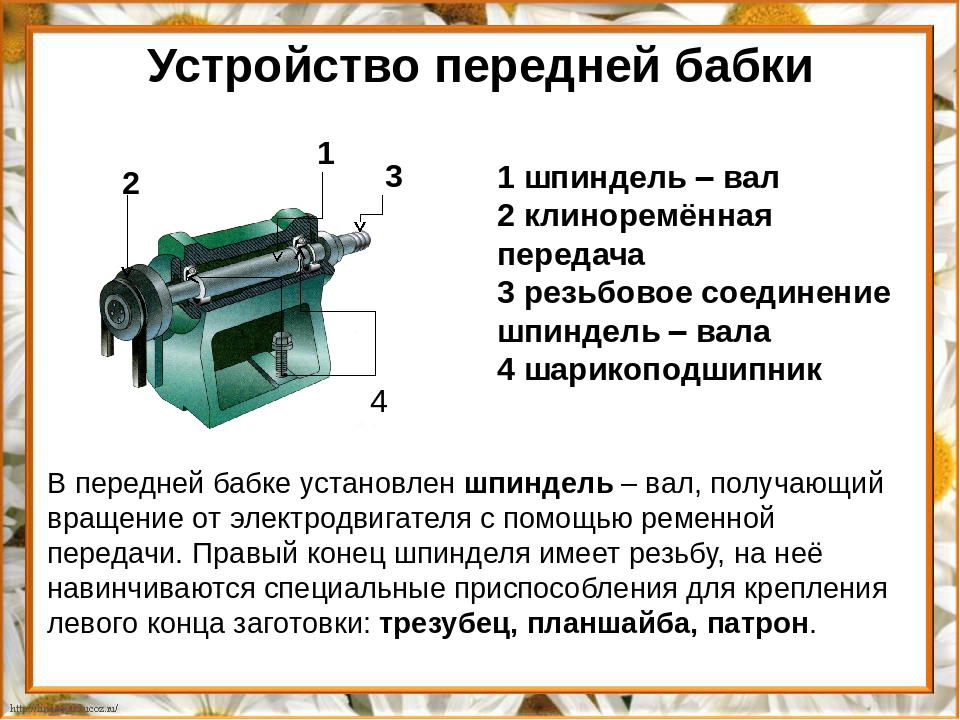
- Передняя бабка – придерживает и вращает по собственной оси обрабатываемую деталь. Во внутренней части данного элемента токарного станка находится шпиндель, совершающий обороты разной частоты в подшипниках качения и тем самым передает вращение обрабатывающейся детали. Внешние стороны обеих стеночек передней бабки оснащены рукоятками коробки скоростей, которые являются переключателями числа и скорости оборотов шпинделя. Инструкция правильного переключения этих ручников для того чтобы поставить необходимое количество оборотов находится в виде таблички из металла на внешней стороне стеночек передней бабки.
- Задняя бабка – поддерживает оставшуюся часть элемента в процессе обрабатывания. Дополнительно ее используют для установления других рабочих инструментов.
- Суппорт – перемещает режущее устройство во всех направлениях к оси токарного устройства.
- Коробка подач – для конструкции практически всех токарных станков характерен данный элемент, вращающий ходовой вал и ходовой винт и меняющий количество их оборотов вокруг своей оси. Существует большое количество систем коробок подач.
- Фартук – используется для изменения движений ходового вала.
- Категорически запрещено на данном устройстве одновременно включать механизм подачи от ходового вала вместе с замыканием маточной гайки на ходовом винте. Данное действие практически во всех случаях приводит к поломке элементов токарного устройства. Для предотвращения этого, в токарном станке находится специальный механизм, блокирующий полностью все устройство.
Главные составляющие части токарного станка
Такой агрегат, как токарный станок, независимо от модели, сложен с похожих конструктивных элементов, главным образом определяющих все возможности устройства.
Наименование главных составляющих конструкции токарно-винторезного станка:
- Станина – данный элемент токарного устройства служит ни чем иным как одной из основных опор для обеих бабок и является платформой для перемещения суппорта и задней бабки. Все элементы устройства крепятся на нее. Станина представляет из себя две продольные стеночки, которые для надежности и прочности соединяются поперечными ребрами. Передняя бабка токарного станка закрепляется по левую сторону станины, противоположная сторона – это место размещения задней бабки.
- Передняя бабка – придерживает и вращает по собственной оси обрабатываемую деталь. Во внутренней части данного элемента токарного станка находится шпиндель, совершающий обороты разной частоты в подшипниках качения и тем самым передает вращение обрабатывающейся детали. Внешние стороны обеих стеночек передней бабки оснащены рукоятками коробки скоростей, которые являются переключателями числа и скорости оборотов шпинделя. Инструкция правильного переключения этих ручников для того чтобы поставить необходимое количество оборотов находится в виде таблички из металла на внешней стороне стеночек передней бабки.
- Задняя бабка – поддерживает оставшуюся часть элемента в процессе обрабатывания. Дополнительно ее используют для установления других рабочих инструментов.
- Суппорт – перемещает режущее устройство во всех направлениях к оси токарного устройства.
- Коробка подач – для конструкции практически всех токарных станков характерен данный элемент, вращающий ходовой вал и ходовой винт и меняющий количество их оборотов вокруг своей оси. Существует большое количество систем коробок подач.
- Фартук – используется для изменения движений ходового вала.
- Категорически запрещено на данном устройстве одновременно включать механизм подачи от ходового вала вместе с замыканием маточной гайки на ходовом винте. Данное действие практически во всех случаях приводит к поломке элементов токарного устройства. Для предотвращения этого, в токарном станке находится специальный механизм, блокирующий полностью все устройство.
Шпиндель как элемент токарного станка
Наиболее важным конструктивным узлом токарного станка является его шпиндель, представляющий собой пустотелый вал из металла, внутреннее отверстие которого имеет коническую форму. Что примечательно, за корректное функционирование данного узла отвечают сразу несколько конструктивных элементов станка. Именно во внутреннем коническом отверстии шпинделя фиксируются различные инструменты, оправки и другие приспособления.
Чертеж шпинделя токарно-винторезного станка 16К20
Чтобы на шпинделе можно было установить планшайбу или токарный патрон, в его конструкции предусмотрена резьба, а для центрирования последнего еще и буртик на шейке. Кроме того, чтобы предотвратить самопроизвольное откручивание патрона при быстрой остановке шпинделя, на отдельных моделях токарных станков предусмотрена специальная канавка.
Именно от качества изготовления и сборки всех элементов шпиндельного узла в большой степени зависят результаты обработки на станке деталей из металла и других материалов. В элементах данного узла, в котором может фиксироваться как обрабатываемая деталь, так и инструмент, не должно быть даже малейшего люфта, вызывающего вибрацию в процессе вращательного движения. За этим необходимо тщательно следить как в процессе эксплуатации агрегата, так и при его приобретении.
Пошаговая сборка и монтаж своими руками
После изучения схем и чертежей можно переходить к сборке и монтажу обоих узлов токарного станка. Затем понадобится наладка и настройка оборудования.
Передней бабки
Алгоритм изготовления передней бабки:
- Выточить корпус цилиндрической формы с толщиной стенок в 10 мм.
- Швеллер, который будет необходим, чтобы изготовить стоку для крепления бабки к станине, приварить к уголку из листовой стали.
- Закрепить на стойку бабку.
Цилиндрический корпус имеет следующие размеры:
- наружный диаметр – 56 мм;
- длина – 18 см;
- посадочные гнезда диаметром 24 мм под подшипники;
- диаметр вала – 30 мм.







Задней бабки
Алгоритм изготовления задней бабки:
- сварить между собой 2 болта для увеличения общей длины;
- изготовить вращающийся центр из трубы такого диаметра, чтобы внешняя обойма подшипников входила в нее плотно;
- в получившейся втулке при необходимости можно сделать пропил в 2-3 мм шириной;
- будущая стенка вращающегося центра имеет тот же диаметр, что и внешняя обойма подшипника;
- обварить с правой стороны шайбу с гайкой;
- левую гайку скрутить, а коней обрезать заподлицо с шайбой;
- головку болты спилить, сам болт зажать в сверлильный станок и доработать при помощи абразивного камня.
Затем нужно изготовить корпус шпинделя. Для этого:
- Взять отрезок трубы диаметром ¾ дюйма, длиной 6-7 см.
- С двух концов привариваются гайки.
- Конус задней бабки также сделан из болта.
Предварительно перед установкой обточить хвостовик конуса до такой степени, чтобы он входил во внутреннюю обойму подшипников. Для упора внешней обоймы перед установкой подшипников следует в корпус установить кольцо из согнутой проволоки диаметром 1-2 мм.
Подробное изучение станка
Все токарные станки устроены аналогичным образом и по конструкции выстроены из одних и тех же узлов. Каждый узел в станке выполняет свою функцию и имеет свои особенности строения.
Станина
Это основа любого станка. Станина является литой частью оборудования и предотвращает излишнюю вибрацию, которая может привести к износу станка и неточности при обработке заготовке.
Фартук
Фартук преображает вращательное движение ходового винта в поступательное перемещение суппорта. Движение от ходового валика применяется при механическом перемещении поперечных салазок. Ходовой винт – необходим при нарезании резьбы, а ходовой валик – для всех прочих токарных работ.
Фартук содержит 4 кулачковые муфты, которые отвечают за прямой и обратный ход каретки и салазок. Также фартук имеет блокирующее устройство, которое препятствует одновременному включению продольной и поперечной передачи.
Суппорт
Суппорт предназначен для закрепления и перемещения режущего инструмента. Суппорт расположен на нижних салазках и само движение задается вращением винта.
Передняя бабка
Шпиндельная бабка – один из основных узлов любого токарного станка. От этой детали зависит точность расположения и движения заготовки. Передняя бабка состоит из: корпуса, шпинделя, подшипников, устройство для контроля движения шпинделя, кнопка для включения и выключения оборудования. Основанием для всех частей шпиндельной бабки является ее корпус. Форма корпуса может различаться в зависимости от модели станка.
Задняя бабка
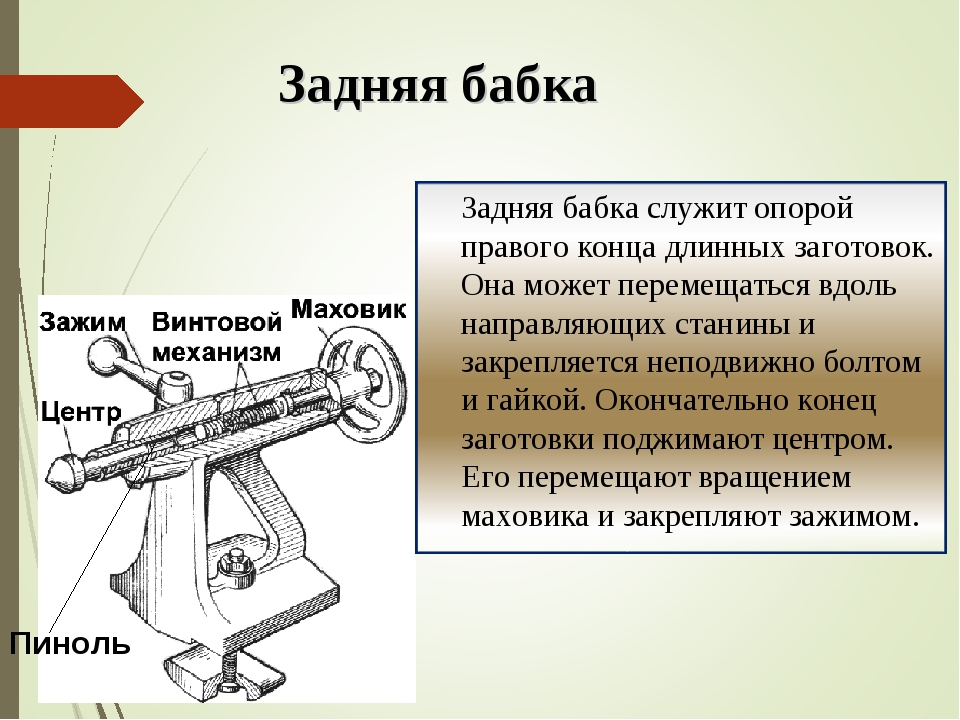
Упорная бабка также крепится на станине и необходима для закрепления режущего инструмента. Также это опора правого конца заготовок. Опорную бабку подводят к болванке по направляющим станины и закрепляют неподвижно посредством болта и гайки.
Подручник или держатель резцов
Еще одна основная деталь для стандартного токарного станка по дереву. От него зависит удобство работы и безопасность всего процесса.
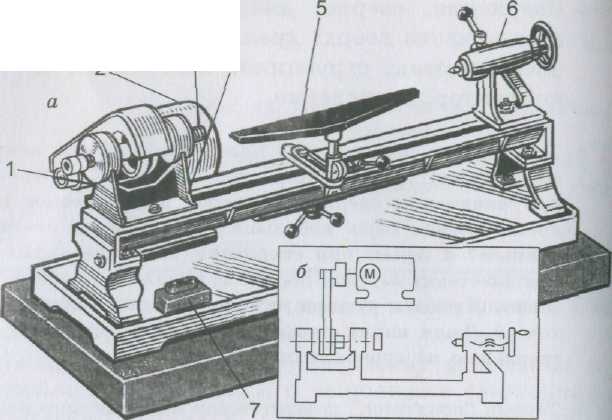
Принцип действия
Основой станка является станина. На ней расположена передняя бабка, а изнутри – электродвигатель. Движок вращает шпиндель с конусом Морзе, а с противоположной стороны оборудования крепится задняя (опорная) бабка.
Подручник, который может поворачиваться в любую сторону крепится как можно ближе к заготовке и направляет резец, поддерживая его. Станок может иметь ручную регулировку коробки передач или автоматическую. На наиболее современных моделях стоит вариатор, который позволяет регулировать быстроту хода.
Шпиндель
Наименование данного элемента происходит с немецкого языка и переводится как «веретено». Эта деталь являет собой вал, который оснащен механизмом для крепления заготовки, которая обрабатывается. Обычно вал делается с отверстием, в котором обрабатываются пруты. Шейка шпинделя конусную или цилиндрическую форму.
Основные нормы в работе шпинделя:
- Точность оборачивания – оно настраивается, исходя от стандартов, и имеет прямую зависимость от предназначения самого устройства, его точности.
- Жесткость самого шпиндельного узла – данное требование также выполняется, исходя от общепринятых стандартов.
- Виброустойчивость – она ни в коем образе не является определителем качества обрабатываемой детали.
- Быстрота оборотов шпинделя – чем большая быстроходность этого узла, тем выше качество готового изделия.
- Несущая способность – этот параметр почти полностью зависит от качества шпиндельных опор и жидкости для смазки устройства.
- Долговечность – данный пункт зависит только от качества подшипников.
- Нагрев, допустимый для подшипников.
Одним из главных условий для того чтобы изготовляемая деталь была как можно точнее и аккуратнее обработана, является правильное кручение шпинделя. Он должен равномерно и легко вращаться.
Как изготовить подручник в домашних условиях?
Опора для ведения резца вдоль ствола заготовки это и есть подручник. Лучше всего изготовить его из стальной трубы или уголка, потому что деревянные опоры быстро стираются и не способны выдерживать столь серьезные нагрузки, как металлическая деталь того же размера.
Можно изготовить его, сварив т-образно две трубы, а можно поступить еще проще и закрепить на станине кусок доски с деревянной бобышкой, однако точность и износостойкость такой конструкции не долговечна. Главное, в обустройстве подручника-это то, что верхняя грань трубы или уголка должна соответствовать оси вращения заготовки: в таком случае риск сломать стамеску минимален.
Важно!
При работе на токарном станке можно обрабатывать только нижнюю часть заготовки! В противном случае резец может зажевать и надломить, что может привести к серьезным травмам. При работе на деревообрабатывающем станке обязательно используйте защитные очки для ликвидации риска получить травму.
Изготовление станка.
Первым делом понадобится подходящая деталь для зажимной обоймы, нашёлся вот такой шкив от Волги, по размерам подошёл идеально.
Срезаем шкив пополам, а из листа металла толщиной 4 мм, нарезаем и привариваем крепления. Затем зажимаем в тисках обе половинки и сверлим отверстия под стяжки, вставляем в отверстие болты и закручиваем гайки. Гайки прихватываем сваркой и обойма готова.



Раму сделал из профильной трубы 20 х 40 мм. На раме закреплён светильник, его крепление сделано из деталей реечного стеклоподъёмника от Волги.
Из него так же сделан упор под резцы. Конструкция следующая. Платформа с направляющими пазами (рейки от стеклоподъёмника), по которой перемещается каретка с упором, а в нужном положении каретка фиксируется барашковой гайкой
Две рейки, брусок металла (ширина- по размеру пазов, высота- по высоте основания), две пластины с вырезом под брусок (металл 2 мм. и напильник в помощь), пара втулок (труба подходящего диаметра) и пара полосок металла для жёсткости (обрезки от деталей оконных конструкций) .
К бруску, привариваем одну из пластин заподлицо. Затем вставляем всё в паз верхней рейки и с обратной стороны привариваем к бруску вторую пластину. Проверяем ход каретки. Если всё работает чётко, без заеданий, просверливаем в задней части обе пластин, отверстие диаметром 6 мм.
Со стороны нижней пластины вставляем болт и фиксируем его головку сваркой. Сверху, будет накручиваться барашек (ним мы будем фиксировать каретку в нужном положении. Затем ставим втулки, нижнюю рейку и стягиваем всё болтами.
Подгоняем нижнюю рейку относительно верхней, что бы ход каретки был без заеданий, а нижняя часть бруска не доходила до нижней кромки рейки где-то в пределах 1 мм. (зазор выводится подгонкой высоты втулок и делается для того, что бы нижняя часть бруска при перемещении не касалась рабочей поверхности стола). Закончив с подгонкой, вставляем между двумя рейками, с обеих сторон, полосу и окончательно свариваем всё.
Остаётся приварить к передней части каретки отрезок профильной трубы в которую будут вставляться упоры для резцов. В качестве основания, взял профиль 30 х 30 мм, для упоров 25 х 25 мм.
Фиксатор упора простейший. На высоте 2/3 от низа основной трубы, просверливаем отверстие 7 мм. к нему привариваем гайку на 6 мм. В него вкручивается болт-барашек и фиксирует упор.
В качестве основания, взял фанеру толщиной 12 мм. Крепление рамы под дрель- на саморезах. Снизу предусмотрен выдвижной ящик под резцы и оснастку. Чтобы он ничего не цеплял, крепление платформы каретки сделано на закладных пластинах.
В качестве крепежа напилил пластины толщиной 6 мм, просверлил три отверстия. В центральном нарезал резьбу под болты, через два крайних пластина крепится к столу саморезами.
Крепление пластины.
Крепление платформы для упоров сделано поворотным. Угол фиксированый- 90°. Ниже, на фото, всё видно. Для поворота, необходимо выкрутить болт в задней части платформы. Перевести её в нужное положение и зафиксировать. После пробных «заездов», сделал вывод о необходимости замены болта на «барашек».
После всей подгонки красим железо и ставим на место.
Столешницу планировал оставить как есть, но практичность победила. Сверху закреплён лист алюкобонда. Вещь вечная и в плане уборки удобней.
Напряжение подводится с помощью шнура.
Дрель подключается к розетке. Питание на неё, подаётся с помощью клавишного выключателя. Фиксируем кнопку на дрели в включённом положении, а дальше работаем выключателем. И удобно и кнопка дрели дольше проживёт. Вторая клавиша выключателя, работает на подсветку.
Поводка снизу, сделана по принципу крепления закладных пластин. Фрезернул дорожки, уложил провода, зафиксировал их термоклеем и всё это дело закрыл пластиком.
Дополнительно сделан второй упор под резцы. Он шире основного. С его помощью удобно делать круглые заготовки. Но он выполняет ещё одну функцию.
В верхней части просверлил отверстия и нарезал резьбу. Теперь берём кусок текстолита, просверливаем отверстия и получаем столик для шлифовки.
С помощью насадки для шлифовальных дисков, теперь можно быстро и удобно подводить кромки заготовок.
Станок предназначен для мелких токарных работ.
Пример изготовленных деталей на станке.
Вот такой токарный станок из дрели можно сделать своими руками.
Автор самоделки: Дмитрий. источник
1 Станина и передняя бабка токарного агрегата
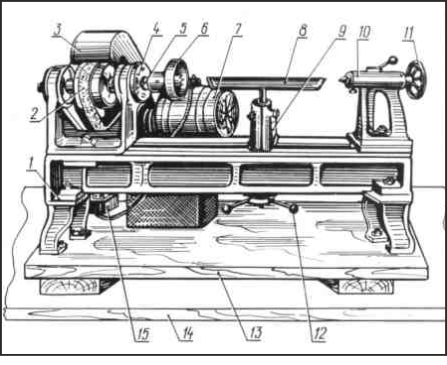
Можно выделить следующие основные узлы любого станка для выполнения токарных работ по металлу – станина, две бабки (передняя и задняя), фартук, суппорт, коробки подач и скоростей, шпиндель, электродвигатель. Все механизмы и части токарного агрегата устанавливаются тем или иным образом на станине. Именно этот узел представляет собой базовый центр станка.
Станина – это продольные стенки в количестве двух штук, которые между собой соединяются поперечными ребрами, увеличивающими общую жесткость установки. Интересующий нас узел, кроме того, располагает несколькими направляющими, часть из коих имеет призматический вид. Задняя бабка в токарных агрегатах всегда располагается на внутренних направляющих. По ним она передвигается на требуемое при работе расстояние.

На внешней стороне передняя бабка располагает рукоятками еще одной важной части станка – коробки скоростей. Эти рукоятки позволяют выбирать во время работы нужное число оборотов шпиндельного узла
На табличке, которую прикрепляют к бабке (имеется в виду передняя бабка), есть схематический чертеж с указанием того, каким именно образом нужно поворачивать рукоятку, чтобы выставить требуемые обороты. Шпиндель вращается в подшипниках качения либо скольжения в корпусе бабки. На окончание шпинделя с резьбой надевается патрон поводкового или кулачкового типа.






Подручник
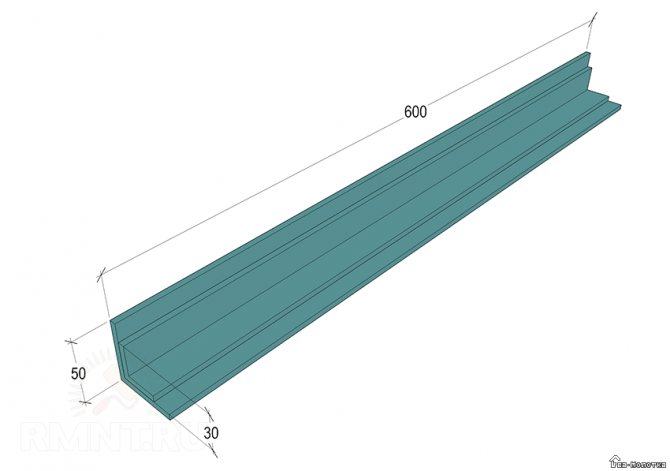
Этот элемент условно состоит из двух частей. Для обеих нужен один тип заготовки — 50 мм уголок, внутрь которого вложен другой, шириной 30 мм. Свариваются они вдоль кромок, в итоге должно получиться два отрезка по 260 и 600 мм.
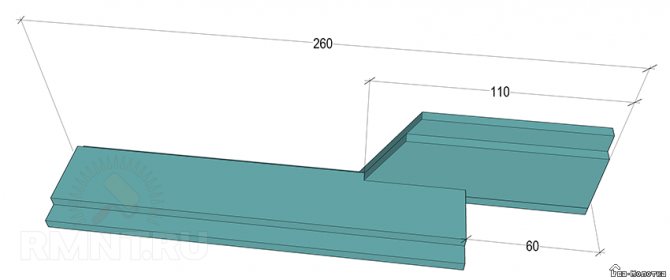
Короткая деталь — регулируемое основание подручника. Одна из полок срезается, но не полностью, оставляется отрезок 110 мм длиной с наклонным срезом. Другая полка подрезается под прямым углом в 60 мм от заднего края. Из толстой стальной пластины нужно изготовить ответную рамку, которая будет зажимать направляющую стойки подручника.
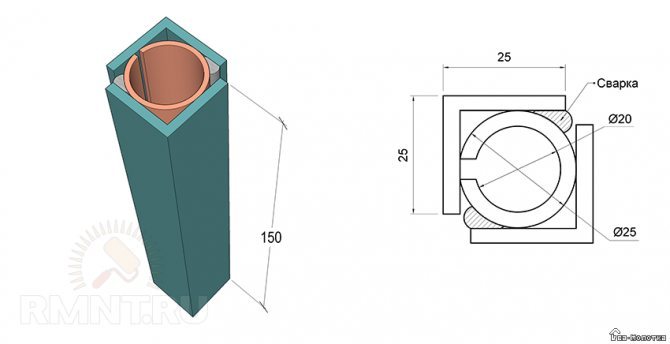
Для изготовления направляющей с зажимом возьмите обычную трубу на дюйм и сделайте в ней продольный надрез болгаркой. Получившаяся гильза должна быть длиной около 150 мм, её вкладываем в 25 мм уголок, ориентируя прорезью наружу перпендикулярно одной из полок. Стягиваем детали струбциной и провариваем по всей длине, ближайшей к прорези полки. Накрываем заготовку вторым уголком такой же длины и крепим его к трубке с обратной стороны.
Направляющая приваривается плашмя к выступающей полке регулировочной рейки с внутренней её стороны. Для фиксации используется винт с длинной ручкой и приваренная к рейке гайка. С обратной стороны ответная планка скреплена шплинтованным пальцем или даже приваренным прутком.
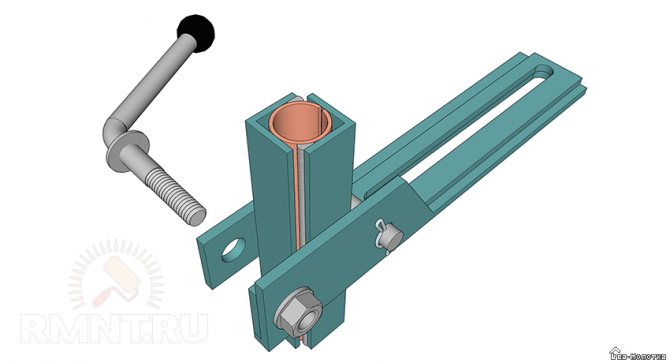
Подручник крепится на стержне 20 мм гладкой арматуры, который расположен по центру с внешней стороны угловой заготовки. Стержень плотно входит в трубку направляющей системы, а при затягивании винта его надёжно обжимает со всех сторон. Длинная угловая заготовка длиной 600 мм приваривается к прутку с небольшим наклоном на себя и слегка «заточенной» передней кромкой.