
Регулировка входного давления
Чтобы правильно настроить инструмент, необходимо знать, какое давление нужно для краскопульта. Рекомендованные значения указаны в инструкции по эксплуатации. Настраивают прибор с помощью регулятора с манометром, расположенного возле рукоятки. При перемещении воздуха по инструменту часть давления теряется. Подключенный к рукоятке регулятор позволяет правильно выбрать параметр.

Встроенный манометр
Выбор параметров в этом случае не вызывает затруднений.
Если краскопульт снабжен встроенным электронным манометром, его настраивают так:
- полностью открывают винт регулировки ширины факела;
- нажимают на ручку распылителя;
- устанавливают требуемое давление, используя регулятор объема воздуха.
С помощью отдельного прибора
https://youtube.com/watch?v=Uo9BB_RD3uo
Настройку окрасочного пистолета с отдельным манометром выполняют так:
- Выставляют винты изменения размера облака и скорости воздушного потока в максимальное положение. Скорость распыления лакокрасочного состава при этом неважна.
- Надавливают на курок краскопульта так, чтобы распылитель начал подачу сжатого газа. Поворачивая регулировочный винт на манометре, выбирают нужное входное давление. Рекомендованный для конвенционального краскопульта параметр – 3-4 бар. Для приборов с низким входным давлением это значение будет составлять 1,5-2 бар.
- Выставляют регулятор подачи краски в максимальное положение. Удостоверившись, что все винты находятся в правильном положении, а вязкость состава соответствует нормальным значениям, приступают к тестированию.
Без измерителя давления
Если пистолет не имеет измерительных элементов, можно выставить примерное давление с помощью редуктора компрессора или манометра фильтрующей системы.
При настройке инструмента учитывают такие моменты, как:
- Давление в нормальном, незагрязненном фильтре должно составлять 0,3-0,5 атм. Если деталь засорена, рекомендованное значение увеличивается в 4-5 раз.
- Часть давления теряется при перемещении воздуха по шлангу. Параметр снижается на 0,6 атм.
Для подготовки прибора к работе нужно выставить винт подачи газа в максимальное положение. После этого открывают регулятор размера облака, нажимают на рычаг распыления. Устанавливают давление на редукторе, учитывая потери.
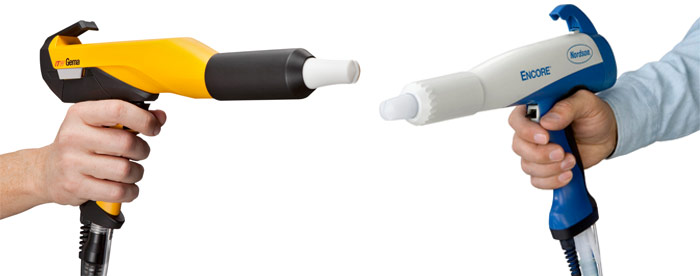
Распылители, краскопульты и пистолеты для порошкового окрашивания: отличия
Основным оборудованием, который для работы выбирают профессионалы, является электрический тип краскопульта. Он позволяет быстро и экономично окрашивать поверхность. Но стоимость его высокая, поэтому покупка целесообразна, если красить приходится много.
Трибостатический тип сложен при использовании, приходится долго ждать заряда частичек, и окраска может затянуться.
Флюидизированный позволяет покрасить поверхность несколькими слоями, регулировка толщины проста. Однако неудобство заключается в невозможности применить для покраски сложных по форме предметов. Расход порошка будет высоким, и отдельно проводится прогревание основания и его просушивание после завершения покраски.
 Основным оборудованием, который для работы выбирают профессионалы, является электрический тип краскопульта.
Основным оборудованием, который для работы выбирают профессионалы, является электрический тип краскопульта.
Пистолет для нанесения порошкового состава несложен в применение, и при желании можно собрать его своими руками. При выборе нужно учитывать вид основания, который будут красить, не все устройства подходят для сложных типов покраски
Если выбор сделан, то важно с учетом инструкции от производителя заправить оборудование и проводить само окрашивание поверхности
Подготовка поверхности перед порошковой покраской
Чтобы покраска изделий порошковой краской получилась качественной, без дефектов, надо правильно подготовить поверхность.
Начинать следует с очистки. Любые дефекты: пятна масел и жира, ржавчину, окалины, шлаки или другое надо убрать. Сделать это можно механически или специальными средствами, предназначенными для каждого конкретного случая. Затем материал надо обезжирить. Также может понадобится фосфатирование или хроматирование металла.
Далее поверхность грунтуют. Это необходимо чтобы получить лучшую адгезию (сцепку) краски с поверхностью металла.

Если маляр порошковой покраски не уделит очистке изделия должного внимания, краска будет плохо ложится, вы получите дефекты на финишном покрытии. А если неравномерно обезжирить его, то толщина покрытия будет снижаться на масляных пятнах и увеличиваться на их границах.
После подготовки можно наносить краску. Делают это специальным пистолетом-распылителем, который в процессе распыления совершает электростатический заряд порошковой смеси.
Принципы выбора порошкового пистолета
Основными критериями целесообразности той или иной модели пистолета для порошковой покраски являются:
- Производительность и размеры окрашиваемой площади.
- Условия, в которых будет проводиться окрашивание (температура и влажность воздуха, расстояние до изделия).
- Масса устройства.
- Наличие пневматического оборудования и его характеристики.
- Возможные ограничения по составу порошковой краски.
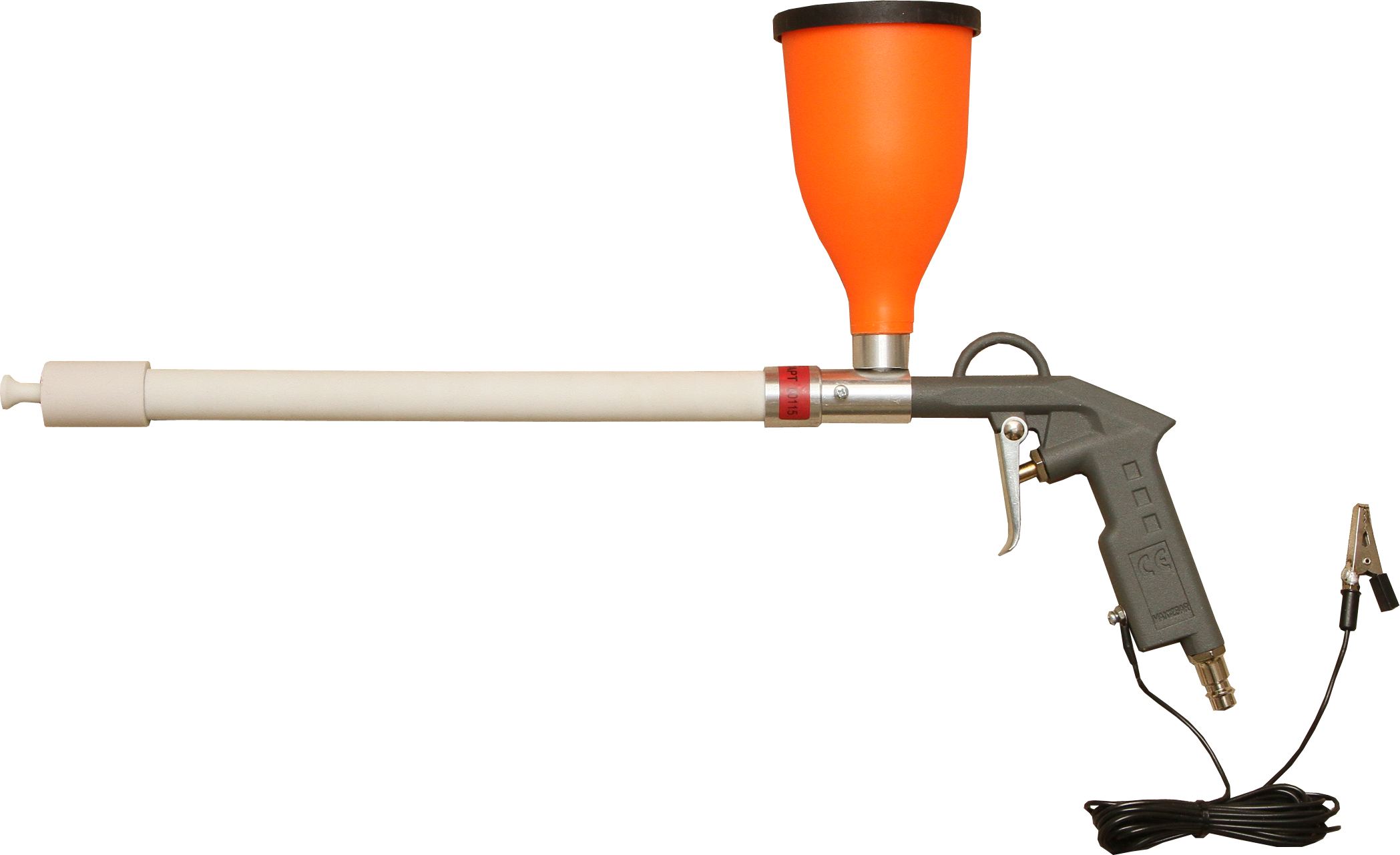
Для минимальных объёмов окрасочных работ идеальный вариант – трибостатические пистолеты линейки Старт. Они отличаются минимальной массой и ценой, а также просты в применении.
Посадочное место под бачок унифицировано с целью возможного применения и более вместительных ёмкостей. Необходимое разрежение создаётся мини-электродвигателем, работающим от сети 220 В, и потребляющего не более 2…3 Вт мощности. Расстояние до объекта невелико, зато цена устройства – до 11000 руб. – вполне оправдывает его использование в бытовых целях.
Технически более сложными моделями считаются порошковые пистолеты Лидер. В отличие от предыдущей марки здесь выброс частиц красящего порошка производится под воздействием электромагнитного импульса. Потребляемая мощность несколько выше – до 5 Вт, зато и расстояние между соплом и окрашиваемой поверхностью можно увеличить, что положительно повлияет на производительность окрашивания. Цена вопроса – до 12000…13000 руб.
Электростатический пистолет Ransburg No2 – единственный представитель подобного оборудования, которому не требуется воздух. О компактности придётся забыть, однако КПД распыления при помощи центробежного диска – максимально возможное, и достигает 97…98%. Цена комплекта – от 560000 руб., что предполагает значительные объёмы окрасочных работ.
Альтернативой предыдущей модели являются электростатические пистолеты Tesla impuls. Они компактны, допускают регулировку параметров процесса распыления, отличаются простотой в управлении, да и стоят намного дешевле – до 13000…15000 руб.
Мозаично-шлифовальная машина. Превращаем бетон в зеркало
Электрический тельфер. Обязательный механизм крупного производства
Электростатическое напыление
Технология порошковой окраски электростатическим напылением.
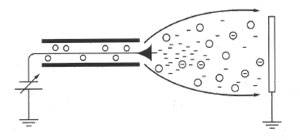
Рис. 1 – Технология зарядки коронным разрядом
Его популярность обусловлена следующими факторами: высокая эффективность зарядки почти всех порошковых красок, высокая производительность при порошковом окрашивании больших поверхностей, относительно низкая чувствительность к влажности окружающего воздуха, подходит для нанесения различных порошковых покрытий со специальными эффектами (металлики, шагрени, мауары и т.д.).
Наряду с достоинствами электростатическое напыление имеет ряд недостатков, которые обусловлены сильным электрическим полем между пистолетом распылителем и деталью, которое может затруднить нанесение порошкового покрытия в углах и в местах глубоких выемок. Кроме того, неправильный выбор электростатических параметров распылителя и расстояния от распылителя до детали может вызвать обратную ионизацию и ухудшить качество полимерного порошкового покрытия.
Оборудование для порошковой окраски – электростатический пистолет распылитель есть типовом комплексе порошковой окраски Альфа Колор.

Рис. 2 – Эффект клетки Фарадея
Эффект клетки Фарадея – результат воздействия электростатических и аэродинамических сил.
На рисунке показано, что при нанесении порошкового покрытия на участки, в которых действует эффект клетки Фарадея, электрическое поле, создаваемое распылителем, имеет максимальную напряженность по краям выемки. Силовые линии всегда идут к самой близкой заземленной точке и скорее концентрируется по краям выемки и выступающим участками, а не проникают дальше внутрь.
Эффект клетки Фарадея наблюдается в тех случаях, когда наносят порошковую краску на металлоизделия сложной конфигурации, куда внешнее электрическое поле не проникает, поэтому нанесение ровного покрытия на детали затруднено и в некоторых случаях даже невозможно.
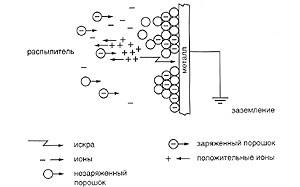
Рис. 3 – Обратная ионизация
Обратная ионизация вызывается излишним током свободных ионов от зарядных электродов распылителя. Когда свободные ионы попадают на покрытую порошковой краской поверхность детали, они прибавляют свой заряд к заряду, накопившемуся в слое порошка. Но поверхности детали накапливается слишком большой заряд. В некоторых точках величина заряда превышается настолько, что в толще порошка проскакивают микро искры, образующие кратеры на поверхности, что приводит к ухудшению качества покрытия и нарушению его функциональных свойств. Также обратная ионизация способствует образованию апельсиновой корки, снижению эффективности работы распылителей и ограничению толщины получаемых покрытий.










Для уменьшения эффекта клетки Фарадея и обратной ионизации было разработано специальное оборудование, которое уменьшает количество ионов в ионизированном воздухе, когда заряженные частицы порошка притягиваются поверхностью. Свободные отрицательные ионы отводятся в сторону благодаря заземлению самого распылителя, что значительно снижает проявление вышеупомянутых негативных эффектов. Увеличив расстояние между распылителем и поверхностью детали, можно уменьшить ток пистолета распылителя и замедлить процесс обратной ионизации.
Собирается мини устройство орального распыления
Объем переносимого КМ зависит от диаметра трубок. Распылитель рассчитан на работу с жидкой краской. Покрытие не всегда получается качественным. Могут быть подтеки. Это мини устройство, которое быстро собирается своими руками для покрытия небольших площадей и деталей.
Конструкция собирается из деталей:
- ручка гелиевая или шариковая;
- в качестве резервуара используется банка или бутылка небольших размеров;
- пенопласт, можно заменить бруском из дерева размером 5х2х1 см;
- наждачка;
- термопистолет.
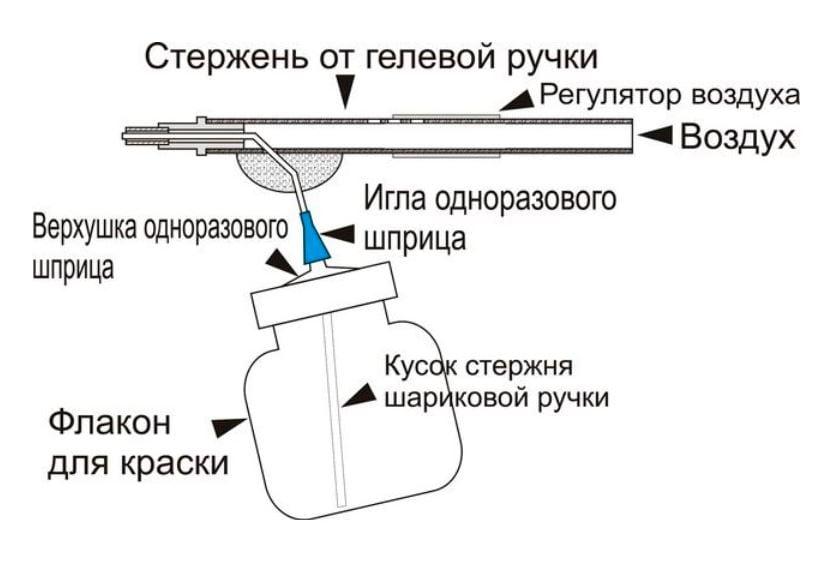
- Ручка разбирается на корпус (для прохождения потока) и стержень (для выхода КМ).
- Зауженный носик стержня расширяется до 3 мм диаметра.
- Вытаскивается из носика стержня шарик. Нужно потереть наждачкой до тех пор, пока он не деформируется и выпадет.
- Удаляется чернильная масса.
- Под углом 90 о обе трубки соединяются в одной точке. Для закрепления положения используется деталь, напоминающая спичечную коробку. По горизонту занимает положение корпус ручки, по вертикали – стержень (канал для движения КМ). Возможно установка выходных отверстий будет корректироваться. Поэтому сразу прочно закреплять трубки не нужно. Достаточно использовать скотч.
- Выполняется распыление.
Устройство работает по принципу: КМ вытягивается из емкости по трубке за счет воздуха который пролетает над ней. Небольшое количество красителя разбивается на мелкие частицы под напором воздушных масс и пролетает вперед.
Техника безопасности при работе с порошковым пистолетом:
При работе с краскопультом следует соблюдать определенные правила:
– помещение, где будут проводиться покрасочные работы, должно хорошо вентилироваться;
– порошковый пистолет должен быть исправным и грамотно заземленным, особенно это касается электростатических пистолетов;
– манипуляции по покраске должны проводиться в защитных очках и перчатках, в обуви на резиновой подошве, что исключит поражение электрическим током;
– периодически проверять изоляцию пистолета;
– не распылять порошковую краску вблизи с открытым огнем, а также при высоких температурах, что может привести к ее мгновенному воспламенению.
 Порошковая покраска – производительный и эффективный приём нанесения атмосферостойких защитных покрытий на различные металлические поверхности. С этой целью используются полупрофессиональные и профессиональные распылительные системы. Непременной частью каждой из них является пистолет для порошковой покраски.
Порошковая покраска – производительный и эффективный приём нанесения атмосферостойких защитных покрытий на различные металлические поверхности. С этой целью используются полупрофессиональные и профессиональные распылительные системы. Непременной частью каждой из них является пистолет для порошковой покраски.
Технология порошковой окраски авто
Перед нанесением металлическая поверхность детали тщательно зачищается и обезжиривается. При прохождении каналов в распылителе для порошковой покраски, частицы краски электризуются от внешнего источника или же получают заряд при трении. Далее за счет образования электрического поля они попадают и закрепляются на металле, который имеет противоположный заряд. Те частицы порошкового материала, которые не фиксируются на поверхности, отбираются в окрасочную напылительную камеру, и могут быть повторно использованы для окрашивания деталей. Далее обработанная кузовная деталь перемещается с помощью специальных стендов в камеру для полимеризации и сушки. В результате получается надежный слой ЛКП, который по характеристикам значительно опережает простые эмали.
Сам процесс полимеризации происходит за счет помещения стенда с закрепленной деталью в специальную камеру, где происходит нагрев материала до стадии плавления. После этого в случае использования термореактивных материалов то идет процесс медленного отвердения, если же в работе термически пластичные составы, то обеспечивают процесс охлаждения детали.
В конечном итоге на обрабатываемой поверхности создается плотная пленка, которая не только внешне украшает деталь, но и хорошо защищает его от коррозии, и достаточно устойчива к механическим повреждениям.
Принцип работы инструмента
Суть работы данного оборудования можно разделить на три основных шага:
- В пульверизатор насыпают краску и подключают оборудование для электризации частиц материала. Заряд они получают при прохождении каналов распылителя.
- Обрабатываемую деталь заземляют.
- Наносят заряженные частицы краски на металлическую поверхность.
Помимо самого краскопульта для порошковой покраски в линию обработки входит определенный набор узлов, список которых ниже.
- емкость для порошковой краски.
- стенды для крепления изделий, с крепежными зажимами и крюками.
- автоматические линии для перемещения стендов в камеру для последующей обработки.
- напылительная камера.
- циклон для придания заряда частицам краски.
- фильтры.
- разгрузочная камера.
- камера для нагрева и полимеризации порошкового материала.
- вентиляция.
- осветительные приборы.
- компрессор.
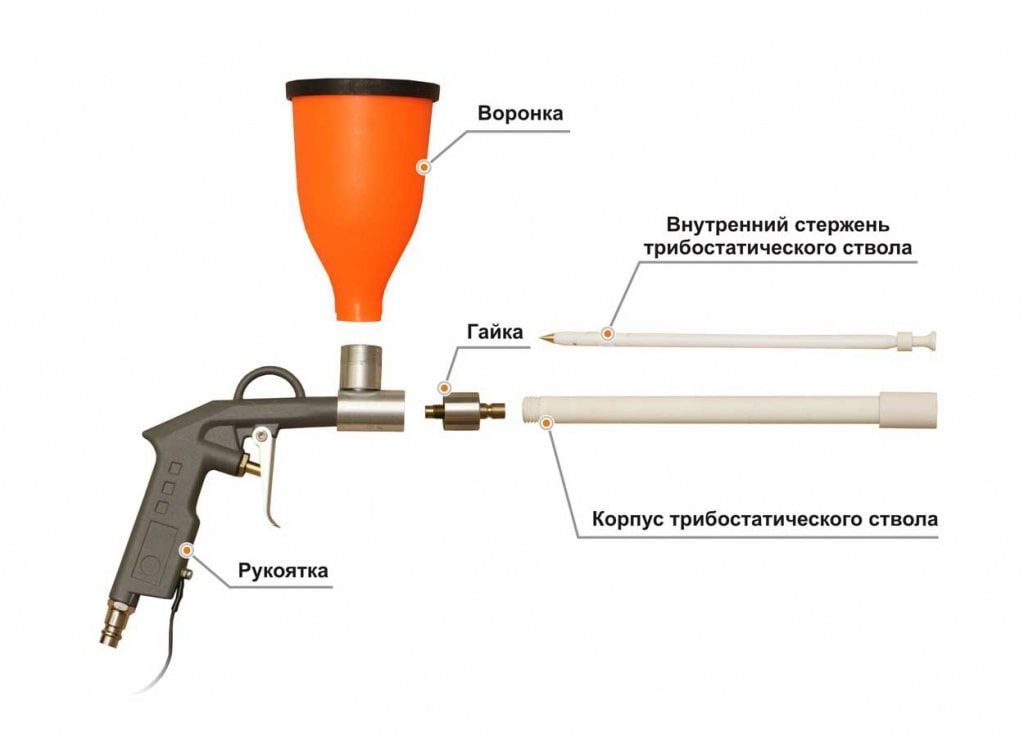
Если говорить о схеме самого пистолета для порошковой краски, то она следующая:
- Канал подачи воздуха.
- Линия для подачи краски.
- Заряжающие поверхности.
- Заземление.
- Порошковая смесь.
- Головка для распыления готового состава на металлическую поверхность.
Виды краскораспылителей
В зависимости от технологии, которая лежит в основе такого инструмента можно выделить несколько основных видов оборудования.
- Электростатический пистолет для порошковой покраски. С помощью данного устройства можно наносить очень тонкий слой материала 30-250 мкм. Хорошо обрабатывает не только ровные поверхности, но и рельефные формы детали. Характеризируется экономным расходом краски и легкостью обслуживания. Но главный минус – это высокая цена. При обработке поверхность не нужно предварительно разогревать. Для заряда частиц материала используют электрические генераторы.
- Трибостатический пистолет. Также часто используется при работе с порошковой краской. В этой технологии процесс электризации частиц краски происходит за счет трения их друг об друга. Тут не подключают специальных генераторов для заряда. Из недостатков можно выделить проблемы с набором нужной величины заряда частицами и зависимость от влажности в самом рабочем помещении. Такие факторы могут сказаться на плохом осаждении частиц краски на металлической детали, что приведет к повышению расхода материала, и снижению качества самого покрытия.
- Флюидизированный. Данная технология заключается в том, что деталь предварительно нагревают, после чего наносят краскопультом порошок, далее он расплавляется, образуется пленка и идет процесс сушки. Так можно накладывать несколько слоев краски. Таким подходом пользуются редко, да и реставрирую в основном ровные поверхности.
Важный момент! При работе с порошковыми красками используйте средства личной защиты, такие как перчатки, очки, респиратор и одежда с длинным рукавом. Связанно это с тем, что этот материал имеет в своем составе вредные вещества, среди которых: свинец, кадмий, отвердитель триглицилизоцианурат, аллергены, эпоксидные смолы.
Установка порошкового напыления «Tesla 201R DUO»
Имеет на входе регулятор давления и фильтр масло-влаго отделитель. Защита от высокого давления воздуха на входе для предотвращения разрушающего воздействия на пневмокомпоненты.
Весь ассортимент продукции высочайшего качества и соответствует полному списку клиентских запросов. При этом наша неоспоримая компетентность, высочайшая профессиональная подготовка и опыт – гарант своевременного получения качественных товаров.
Сотрудники компании «Техноколор» для выполнения желаний заказчиков предлагают продажу оборудования для тщательной предварительной подготовки любых окрашиваемых изделий и ряд полезных услуг:
Камеры напыления[ | ]
Камеры напыления для порошковой окраски имеют в основном то же назначение, что и для нанесения жидких: они ограждают зону напыления, отделяя её от помещения цеха.
По конструкции и габаритам Камеры напыления весьма разнообразны. Они могут быть:
- стационарными и движущимися,
- тупиковыми и проходными,
- одно- и двухпостовые.
Кроме того, распылительные камеры различаются:
- расположением транспортных и рабочих проемов,
- направлением движения запыленного воздуха (иметь поперечный или нижний отсос),
- конструкцией днища и системы отбора с него порошка.
Стенки камеры обычно выполняют из стали, стекла или пластмасс (чаще всего полипропилена, содержащего антистатик).
Технология
Процесс окраски металлических деталей порошковыми составами можно разделить на три этапа. Это подготовка поверхности, непосредственное окрашивание (напыление) и закрепление результата (полимеризация).
Подготовительный этап
Он самый важный. От того, насколько качественно будет подготовлена к окрашиванию поверхность, зависит результат работы. Следуйте следующим инструкциям:
- Возьмите обычную чистую тряпочку и очистите всю поверхность обрабатываемой детали от пыли и грязи.
- Наждачной бумагой или специализированными металлическими щетками зачистите участки с коррозией.
- Обезжирьте растворителем деталь, это увеличит адгезию поверхности с краской.
- Проведите грунтование. Для этого покройте изделие краской на основе неорганических веществ. Благодаря этому слою сводится на нет риск проникновения воздуха, а также влаги под высохшую краску.
- Нанесите сверху детали слой, состоящий из соединений натрия и нитрата хрома. Этот процесс имеет название пассивирование. Он проводится, чтобы ржавчина не появилась в период подготовки детали к покраске. Все действия довольно просты, поэтому все можно сделать в домашних условиях своими руками.
- Просушите заготовку в самодельной печи.
Правильная настройка и применение покрасочного пистолета. Видео
Сегодня мы поговорим на достаточно интересную тему, а именно: как настраивать покрасочные пистолеты.
Начнем с того, что бывает два основных вида покрасочных пистолетов: HVLP и LVLP. Первый из них (High Volume Low Pressure) предлагает мастеру использовать большой объем и маленькое давление воздуха, тогда как второй – Low Volume Low Pressure, что значит, «маленький объем и низкое давление». В основном используются пистолеты первой категории, но, невзирая на то, какое бы устройство не использовалось, настройки, практически, одинаковые.
Главное, на что следует обращать внимание во время настройки:
-подача воздуха – снизу;
-подача смеси, а именно – самой краски;
-настройка ширины факела, в частности, сверху;
-или снизу.
Изначально в пистолете необходимо все показатели выставлять на «ноль».
Открываем давление воздуха.
Слишком много выставлять не нужно, средний расход – 2 атмосферы.
После этого открываем факел.
Если чувствуется, что воздуха мало, его нужно немного добавить.
И в конце постепенно добавляется краска.
При этом, следует сделать немного шире факел.
В основном, хороший факел должен иметь овальную форму и примерно следующие размеры.
Некачественный факел имеет разные размеры с двух противоположных сторон, а также подтеки.
В то же время, если до конца убрать факел, получится прокрашивание точкой, при этом, понадобится также убрать краску.
Этот вариант подходит в том случае, если надо покрасить полости, аккуратно и красиво, в разных местах.
Для оптимальной покраски «обычным» факелом желательно, чтобы каждый последующий штрих наполовину перекрывал следующий. Этот вариант покраски называется «в два слоя».








Сопло до окрашиваемой поверхности должно быть примерно на расстояние ладони с вытянутым большим пальцем.
Если приставить пистолет ближе к поверхности, которая будет окрашиваться, возможны подтеки; если расстояние будет большим – будет плохое перекрытие, в результате чего получится не очень презентабельный вид. Поэтому желательно выполнять процесс ритмично и на одинаковом расстоянии.
В качестве эксперимента попробуем покрасить деталь от автомобиля джип, которая ставится на кузов и получается универсал.
В нашем случае понадобилось выполнить кантики по краям, а отдельные части были дополнены элементами из стекловолокна, поэтому в процессе покраски нам придется немного импровизировать.
После настройки пистолета, приступаем к процессу покраски.
Начинать необходимо с проема, первый слой краски будет использовать примерно 70%. Если краски будет мало, ее можно добавить, но не слишком много.
Между нанесением слоев нужно делать паузу минимум пять минут, чтобы краска хорошо «пропиталась». Как только металик начнет приобретать матовую окраску, это будет значить, что он уже высох.
Второй слой следует наносить способом двойного перекрытия, чтобы поверхность была мокрой, но без подтеков.
Не следует забывать о необходимости периодического прочищения фильтра.
После того, как второй слой подсохнет, понадобится сделать немного меньше давление, чтобы краска вылетала из пистолета крупинками.
Расстояние необходимо будет увеличить и покрывать поверхность для того, чтобы выровнять отдельные участки. Этот заключительный этап называется «эффектный слой».
Наносить его нужно равномерными движениями, чтобы всюду получилось равномерное покрытие.
Тоже самое касательно настроек для лака. Понадобится:
-побольше открыть подачу;
-открыть на максимум факел;
-настроить подачу немного больше 2-х атмосфер.
Сразу видно, что от лака факел намного шире, поэтому наносить лак понадобится гораздо быстрее и чаще.
После этого, мы выставляем и наносим приблизительно 70% лака, как и в случае с краской. Если сразу наложить влажный лак, он может поднять грунт или старую, плохую краску. Поэтому первым делом необходимо наносить такой «туманный» слой, который поможет устранить разного рода мелкие неприятности, в частности, между такими капельками будет выходить растворитель и отвердитель.
Далее нужно нанести второй слой.
По окончании покраски нужно сполоснуть пистолет, для чего, перед началом чистки, понадобится вылить весь лак. Промывать лучше не менее двух раз, для этого следует залить в него 646 растворитель, закрыть крышку и хорошо его потрясти. После этого нужно слить лишнюю жидкость. В самом конце нужно открутить носик и оставить его в растворителе, чтобы он не засыхал.
В самом пистолете нужно оставить немного растворителя, чтобы внутри ничего не засыхало. Главное, чтобы после окончания работы не оставалось никаких пропусков, потому что их закрашивать достаточно тяжело.
Как проходит покраска металла порошковой краской
Металлические поверхности, в большинстве случаев, постоянно сталкиваются с воздействием окружающей среды и поэтому лакокрасочный состав очень быстро изнашивается. Порошковые краски отличное решение этой проблемы.
Стоят они относительно не дорого, поэтому стоимость здания из металлоконструкций особо не изменится, а множество положительных качеств данного материала надолго защитят поверхность постройки.
Единственный минус — технология нанесения порошковых красок, которая требует определенных познаний.
Как покрасить металл порошковой краской?
Как уже было сказано ранее, лучшая краска для металлического забора — это порошковая краска. Подготовка поверхности, которую требует технология порошковой покраски металла, практически не отличается от подготовки металла для других видов лакокрасочных изделий.
Чаще всего применяется обезжиривание, фосфатирование и травление поверхности металла.
Далее наступает этап непосредственной покраски металла порошковой краской. Если требуется окрасить большую однородную металлическую поверхность, то выгоднее использовать электростатическое нанесение.
Суть заключается в том, что с помощью специального прибора частицы краски наделяются электрическим зарядом и направляются на поверхность металла. Этот метод обеспечивает равномерное нанесение порошковой краски на металл.
Вторая технология нанесения порошковых красок заключается в нанесение лакокрасочного изделия на «кипящий слой».
Для этого изделие, которое необходимо окрасить, чаще всего это сета или металлическое изделие неправильной формы, нагревается до температуры в 55-60 градусов Цельсия, и на небольшое время опускается в специальную ёмкость с порошковой краской, оборудованную мембранами с нижней стороны, через которые поступает сжатый воздух, который доводит порошок до температуры кипения.
Растворяясь, частицы краски оседают на нагретой поверхности металла и формируют гладкий равномерный слой.
Цена оборудования для порошковой краски
В бытовых условиях, чаще всего, используются ручные электрические распылители, работающие от обычной розетки в 220 вольт.
Стоимость таких приспособлений варьируется от 1800 рублей до 12000 рублей и зависит, в основном, от именитости производителя.
Промышленное же оборудование для покраски металла порошковой краской очень разнообразно и может стоить от нескольких десятков тысяч рублей до нескольких миллионов рублей.
Как наносить порошковые краски на металлические поверхности?
К сожалению, в домашних условиях качественно нанести данный вид лакокрасочного покрытия на металлическую поверхность не получится. Для этого используются специальные покрасочные камеры.
Это связано, в первую очередь, с тем, что около 30% частиц порошковой краски по металлу не оседают с первого раза на поверхности и в случае открытого пространства осядут на всем, что окружает объект окрашивания. В покрасочной камере данные частицы улавливаются и снова направляются в работу.
Стоит отметить, что такое улавливание частиц порошковой краски по металлу не только оберегает окружающие предметы от порчи, но и снижает расход лакокрасочного материала.
Как говорилось ранее, после нанесения порошковой краски на металлическую поверхность, изделие отправляется в специальную полимеризационную камеру. На данном этапе нет никаких особенностей, необходимо просто следовать технологии.
Несколько слов о преимуществах порошковых красок по металлу
Данный вид лакокрасочных материалов имеет ряд преимуществ, которые выделяют его среди других возможных кандидатов на металлические поверхности:
- При помощи данного лакокрасочного материала достигаются уникальные физико-химические свойства;
- Покрытие из порошковых красок по металлу достаточно наносить всего в один слой, что существенно снижает расходы;
- Лакокрасочное покрытие из данного лакокрасочного материала обладает более высоким уровнем ударопрочных и антикоррозийных свойств, по сравнению с лакокрасочными материалами другого вида;
- Затвердевание покрытия происходит очень быстро — всего за 30 минут. Эта величина не достижима ни для одного другого вида лакокрасочного покрытия;
- Процесс окрашивания порошковыми красками по металлу является одним из самых экологически безопасных.
Оборудование для безвоздушного нанесения краски
Оборудование для безвоздушной покраски от вышеописанных устройств отличается тем, что при его использовании не применяется сжатый воздух для дробления капель. Сам термин «безвоздушное напыление» является условным. В таких аппаратах лакокрасочное покрытие подается под высоким давлением и вытесняется через специальное сопло малого диаметра.

Электрический безвоздушный распылитель
Размер капель распыляемой краски в этом случае зависит от формы и геометрических размеров сопла, а также от давления краски.
Среди достоинств такого метода нанесения ЛКП, можно выделить следующие моменты:
- Потери краски на много меньше, так как отсутствует туманообразование;
- Возможность распыления более вязких составов. К примеру, оборудование для покраски жидкой резиной должно быть безвоздушным.
- Нет необходимости в использовании мощной вентиляции, так как остается необходимость лишь в удалении паров растворителя;
- Более высокая производительность труда, что особенно заметно при покраске больших площадей.
- Благодаря возможности нанесения более толстого слоя покрытия, снижается трудоемкость покрасочных работ.
Отличительной особенностью данного метода покраски является резко очерченный факел распыляемого покрытия, так как практически полностью отсутствует туманообразование.
Безвоздушное оборудование делится на несколько видов, в зависимости от типа привода, оно бывает:
- Электроприводным;
- Бензиноприводным;
- С пневматическим приводом.

Устройство для электростатического распыления ЛКП
Аэрозоль из б/у баллончика
Хороший краскопульт для водоэмульсионной краски получается из аэрозольного баллончика. Выбирают любой использованный, диаметр механизма которого совпадает с размером крышечки пластиковой бутылки. От баллончика понадобится только распылитель с частью корпуса, которые аккуратно отрезают.









Пластиковую бутылку берут на 1,5 л. В ее стенке проделывают отверстие, куда продевают ниппель от велосипедной камеры, обрезанный по кругу диаметром 3 см, приклеивают. Этот узел служит для нагнетания воздуха в емкость. Распылитель краски приклеивают на крышку бутылки холодной сваркой, ожидают полной полимеризации. Предварительно в крышечке просверливают отверстие под трубочку форсунки.
Приспособления

По принципу осуществления работы все пистолеты можно разделить на такие типы:
- Элетростатические. Их применение дает возможность сформировать максимальное тонкое покрытие (от 30 до 250 микрон). Их можно использовать при обработке оснований и изделий любых конструкций. При необходимости без труда можно осуществить замену одной краски на другую. Что удобно, так это то, что перед проведением работы детали нет необходимости нагревать. Но стоимость таких моделей отнюдь не дешевая.
- Трибостатические. Такие оборудования не содержат в себе генератора частичек. В этом случае заряд формируется за счет того, что частички красителей трутся друг об друга. К достаточно серьезным минусам такого типа оборудования можно причислить проблемы чрезмерно уровня величины заряда, в связи с чем достаточно часто нужно проводить регулировку первичных красителей.
- Флюидизированные. Приспособления данного типа в большинстве случаев используются с целью сформировать покрытие в виде наслоения одного пласта на другой. За счет такого наслоения образуется достаточно плотное и прочное покрытие (до 250 микрон). Также такая методика порошкового окрашивания дает возможность по большому счёту постоянно следить за тем какой толщины напыление будет по завершении. К минусам использования таких агрегатов можно причислить достаточно высокий расход красителей, то что перед началом покраски изделия нужно в обязательном порядке нагреть и хорошо высушить, и также невозможность работать с поверхностями и изделиями сложной формы.





