Назначение и принцип работы станка плоскошлифовального станка модели 3Г71
плоскошлифовальный металлорежущий станок
Плоскошлифовальный станок модели 3Г71 в основном предназначен для шлифования поверхностей периферией круга. На станке торцом круга возможна обработка поверхностей, расположенных под углом 900 к зеркалу стола. С применением различных приспособлений возможно профильное шлифование различных деталей. Точность профиля при этом зависит от метода заправки профиля круга и от точности применяемого приспособления для крепления детали.
На плоскошлифовальном станке при работе периферией круга по методу врезания можно выполнять черновое и чистовое шлифование изделий, ширина которых меньше ширины круга (рис. 1.1, а), и чистовое шлифование изделий с профильными поверхностями небольшой ширины и глубины профиля (рис. 1.1, б). При этом необходимы три движения формообразования. Вращательное главное движение сообщается шлифовальному кругу и определяет скорость резания. Шлифовальной бабке сообщается вертикальная подача на глубину резания. Продольное перемещение на величину подачи сообщается столу с заготовкой. При работе периферией круга с поперечной подачей можно выполнять черновое и получистовое шлифование изделий с достаточной жесткостью, большой глубиной резания и малой поперечной подачей (рис. 1.1, в) и чистовое шлифование термообработанных изделий с малой глубиной резания и большой поперечной подачей (рис. 1.1, г). При этом методе обработки необходимы четыре движения, так как добавляется поперечная подача. Четыре движения необходимы также и при шлифовании торцом круга поверхностей, расположенных под углом 900 к зеркалу стола.
На станке может также выполняться обработка фасонной поверхности изделий по участкам непрофилированным (прямолинейные участки) и профилированным (криволинейные участки) кругом (рис. 1.1, д) с использованием синусных тисков, магнитных поворотных плит, делительных приспособлений и т.д.
Рис. 1.1 — Схемы обработки на плоскошлифовальном станке
Степень автоматизации
Под степенью автоматизации в шлифовании понимается создание устройства с автоматическим управлением. В шлифованных станках применяют автоматические устройства для погрузки/разгрузки заготовок, контроль и смену инструмента, и управление оборудованием по циклу без участия людей.
Основные виды:
- Механизированный вид, происходит ручное управление пуска и остановки станка, также ручное переключение скоростей, подвод и отвод инструментов, снятие обработанных деталей и другие операции. На таких станках существует только одна автоматизированная функция (н-р зажим заготовки или подача инструмента);
- Полуавтомат, имеет автоматический цикл, но для повторения которого обязательно вмешательство рабочего (н-р рабочий снимает деталь и устанавливает новую заготовку и только за тем, включает станок для работы в следующем цикле);
- Автомат, изготавливает детали без вмешательства рабочего, который только наблюдает за работой станка, контролирует качество производства и при необходимости подналаживает станок.
Система питания электрооборудования станка 3Г71М
Станок подключается к сети трехфазного переменного тока напряжением ~380 В, частотой 50 Гц.
- На асинхронные короткозамкнутые электродвигатели M1-M3, М5, М6, М8 и трансформатор ТР3 подается напряжение 380 В переменного трехфазного тока.
- На электродвигатель М7 подается напряжение ~220 В переменного трехфазного тока, снимаемого с трансформатора Тр3.
- На цепи управления и электромагнит ЭМ1 подается напряжение ~110 в переменного тока от трансформатора Тр2.
- На кронштейн местного освещения ЛI подается напряжение ~24 В переменного тока от трансформатора Тр2.
- На аппаратуру сигнализации Л2 и Л3 подается напряжение ~5 В переменного тока от трансформатора Tpl.
- На электромагнитное приспособление подается напряжение 110 В постоянного тока через выпрямитель Д11. Цепи управления постоянного тока работают от напряжения, снимаемого от выпрямителя Д10, на вход которого подается напряжение 36 В переменного тока от трансформатора Tpl.
- Питание бесконтактного конечного выключателя ВБ2 осуществляется постоянным напряжением, снимаемым с выпрямителя Д26, на вход которого подается напряжение 31 В с обмоток 36 В и 5 В трансформатора Tpl, включенных встречно.
Сведения о производителе плоскошлифовального станка 3Е711В
Производитель плоскошлифовального станка 3Е711В Оршанский станкостроительный завод Красный борец, основанный в 1900 году.
В 1959 году на заводе началось производство плоскошлифовальных станков высокой и особо высокой точности.
В 1967 году был выпущен плоскошлифовальный станок 3711 первый в СССР металлорежущий станок особо высокой точности.
Универсальный плоскошлифовальный станок высокой точности 3Е711В с горизонтальным шпинделем заменил устаревший станок 3Г71.
Станки, выпускаемые Оршанским станкостроительным заводом
- 3Б70В — станок плоскошлифовальный с горизонтальным шпинделем 160 х 400
- 3Г71 — станок плоскошлифовальный с горизонтальным шпинделем 200 х 630
- 3Г71М — станок плоскошлифовальный с горизонтальным шпинделем 200 х 630
- 3Д711ВФ11 — станок плоскошлифовальный с горизонтальным шпинделем 200 х 630
- 3Е710В — станок плоскошлифовальный с горизонтальным шпинделем 125 х 250
- 3Е711В — станок плоскошлифовальный с горизонтальным шпинделем 200 х 630
- 3711, 3701 — станок плоскошлифовальный особо высокой точности 200 х 630, 125 х 400
- Орша-Ф32Ш — станок консольно-фрезерный широкоуниверсальный 320 х 1400
- ТШ-1 — станок настольный точильно-шлифовальный Ø 250
- ТШ-2 — станок точильно-шлифовальный Ø 300
- ТШ-3 — станок точильно-шлифовальный Ø 400
- ТШ-4 — станок точильно-шлифовальный Ø 400
https://youtube.com/watch?v=-xJcsn1CF3A
https://youtube.com/watch?v=DM9B39Fz3uY
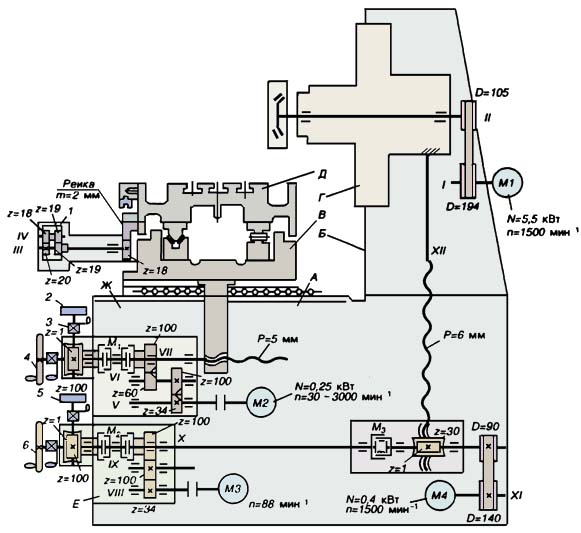
2 Принцип работы станка, его составные части и кинематическая схема
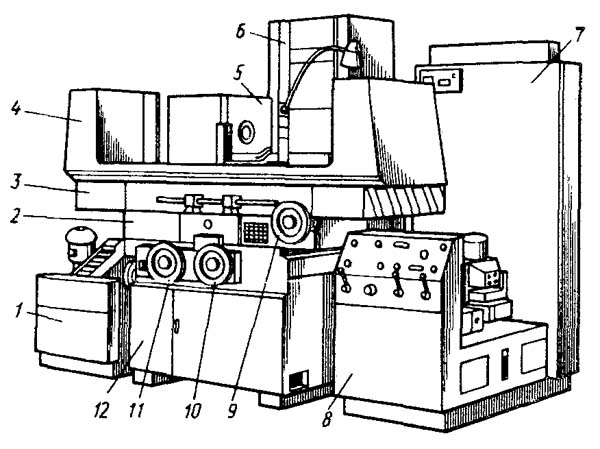
Шлифовальная горизонтальная установка Оршанского завода состоит из следующих основных компонентов:
- кран управления;
- колонна и станина;
- гидрокоммуникация;
- устройство реверса (продольного) стола;
- электрическое оборудование;
- система смазки колонны;
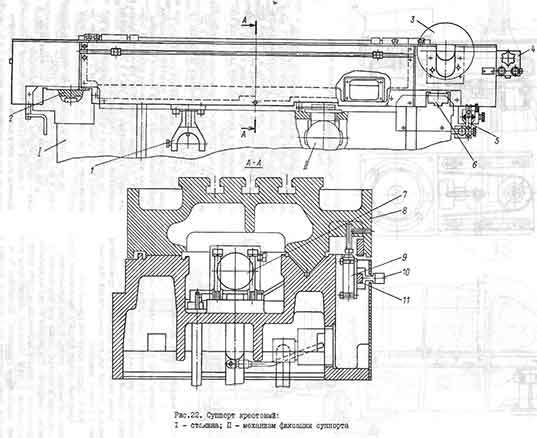
- крестовый суппорт;
- распределительная панель;
- кожух;
- рабочая поверхность (стол);
- гидравлический агрегат;
- устройство продольного реверса;
- устройство вертикальной подачи;
- шлифголовка;
- устройства поперечной подачи и поперечного реверса.

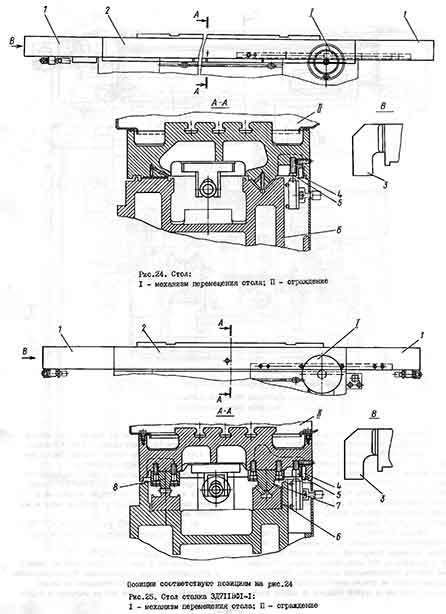
Крестовый суппорт поперчено передвигается по двум направляющим на станине, которые имеют форму латинской буквы V. По ним же, а также по плоской направляющей происходит и передвижение стола, но уже продольно. Перемещение рабочая поверхность получает от гидравлического цилиндра, который располагается между направляющими. В нижней части крестового суппорта (внутри данного узла) установлено несколько устройств:





- ВШПГ–35 – гидропанель;
- передвижения стола в продольном направлении;
- распределительный блок;
- поперечной подачи;
- реверса (поперечного) стола.
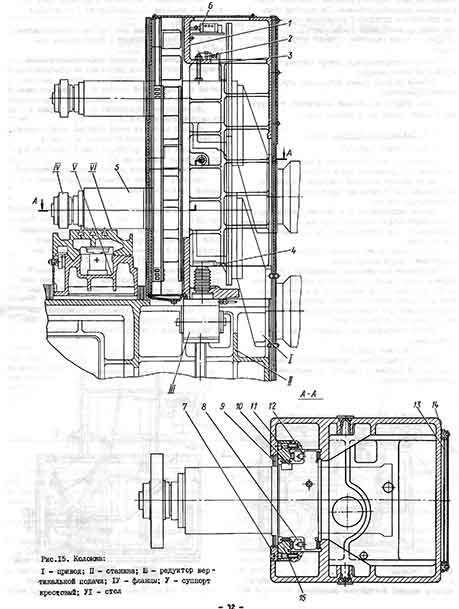
В задней части станины монтируется колонна, шлифовальная головка передвигается по направляющим вертикального вида. Бак охлаждения находится рядом с агрегатом с правой его стороны. А гидравлический механизм размещается внутри станины. Обслуживать данный узел можно через дверку с левой стороны станины. Шпиндель вращается через плоскоременную передачу от электрического двигателя, который отвечает за главное движение. Ручная вертикальная подача идет через червячный механизм от маховика, а автоматическая обеспечивается гидроприводом посредством гидравлического цилиндра, оснащенного лопастями.

Аналогично гидроцилиндром производится и поперечная автоподача. При этом винт поворачивается через шестерни и обгонную муфту за счет вращения ротора гидравлического цилиндра. Ручная подача в поперечном направлении выполняется рукояткой или от маховика. Реверс рабочей поверхности становится возможным благодаря наличию установленного на столе кулачка. Вручную же перемещать стол можно при помощи рейки и маховика.
Технические характеристики
Основные характеристики токарного станка ИТ-1М:
- Максимальный диаметр, обрабатываемого изделия зависит от расположения: непосредственно над станиной – 400, над выемкой – 550, над суппортом – 225.
- В выемке максимальная длина обработки – 30 см.
- Параметры диаметра прутка, проходящего в отверстие шпинделя – 36 мм.
- Количество передач, чтобы переключать обороты шпинделя– 12.
- Ограничение длины заготовки – 140 см.
На станке обеспечивается вращение в прямом и обратном направлении. Основной привод агрегата имеет мощность 3 кВт и номинальную частоту вращения 1410 об/мин. Точность обработки – нормальная (Н).
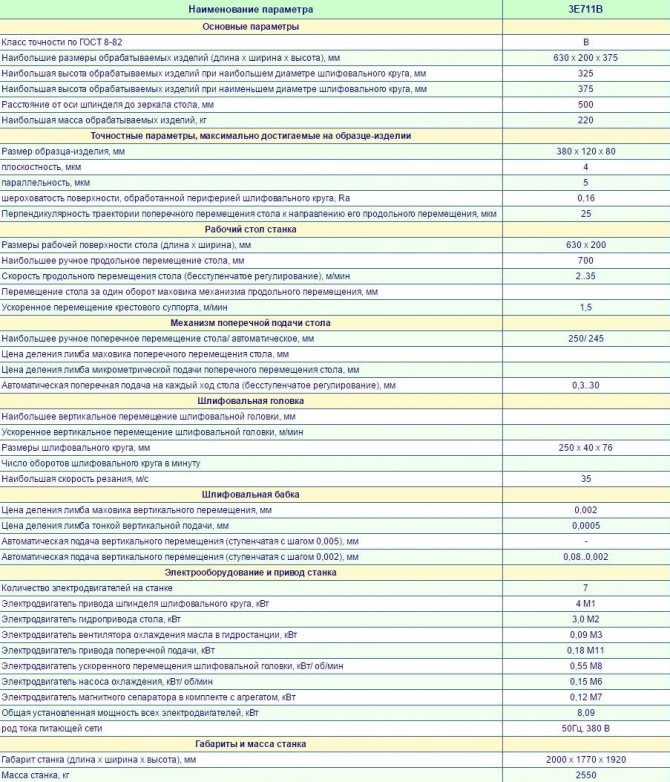
Технические данные и характеристики станка 3Е711В
| Наименование параметра | 3Г71 | 3Е711В |
| Основные параметры | ||
| Класс точности по ГОСТ 8-82 | В | В |
| Наибольшие размеры обрабатываемых изделий (длина х ширина х высота), мм | 630 х 200 х 320 | 630 х 200 х 375 |
| Наибольшая высота обрабатываемых изделий при наибольшем диаметре шлифовального круга, мм | 325 | |
| Наибольшая высота обрабатываемых изделий при наименьшем диаметре шлифовального круга, мм | 375 | |
| Расстояние от оси шпинделя до зеркала стола, мм | 80…445 | 500 |
| Наибольшая масса обрабатываемых изделий, кг | 220 | |
| Точностные параметры, максимально достигаемые на образце-изделии | ||
| Размер образца-изделия, мм | 380 х 120 х 80 | |
| плоскостность, мкм | 4 | |
| параллельность, мкм | 5 | |
| шероховатость поверхности, обработанной периферией шлифовального круга, Ra | 0,16 | |
| Перпендикулярность траектории поперечного перемещения стола к направлению его продольного перемещения, мкм | 25 | |
| Рабочий стол станка | ||
| Размеры рабочей поверхности стола (длина х ширина), мм | 630 х 200 | 630 х 200 |
| Наибольшее ручное продольное перемещение стола, мм | 710 | 700 |
| Скорость продольного перемещения стола (бесступенчатое регулирование), м/мин | 5..20 | 2..35 |
| Перемещение стола за один оборот маховика механизма продольного перемещения, мм | 15,3 | |
| Суппорт стола. Механизм поперечной подачи стола | ||
| Наибольшее ручное поперечное перемещение стола/ автоматическое, мм | 235 | 250/ 245 |
| Цена деления лимба маховика поперечного перемещения стола, мм | 0,05 | |
| Цена деления лимба микрометрической подачи поперечного перемещения стола, мм | 0,01 | |
| Автоматическая поперечная подача на каждый ход стола (бесступенчатое регулирование), мм | 0,3…4,2 | 0,3..30 |
| Ускоренное перемещение крестового суппорта стола, м/мин | 1,5 | |
| Шлифовальная головка. Шлифовальный круг | ||
| Наибольшее вертикальное перемещение шлифовальной головки, мм | 365 | |
| Ускоренное вертикальное перемещение шлифовальной головки, м/мин | 0,27 | |
| Размеры шлифовального круга, мм | 250 х 32 х 76 | 250 х 40 х 76 |
| Число оборотов шлифовального круга в минуту | 2740 | |
| Наибольшая скорость резания, м/с | 35 | |
| Цена деления лимба маховика вертикального перемещения, мм | 0,001 | 0,002 |
| Цена деления лимба тонкой вертикальной подачи, мм | 0,0005 | |
| Автоматическая подача вертикального перемещения (ступенчатая с шагом 0,005), мм | 0,005…0,05 | – |
| Автоматическая подача вертикального перемещения (ступенчатая с шагом 0,002), мм | – | 0,08..0,002 |
| Электрооборудование и привод станка | ||
| Количество электродвигателей на станке | 5 | 7 |
| Электродвигатель привода шпинделя шлифовального круга, кВт | 2,2 | 4 М1 |
| Электродвигатель гидропривода стола, кВт | 1,1 | 3,0 М2 |
| Электродвигатель вентилятора охлаждения масла в гидростанции, кВт | – | 0,09 М3 |
| Электродвигатель привода поперечной подачи, кВт | – | 0,18 М11 |
| Электродвигатель ускоренного перемещения шлифовальной головки, кВт/ об/мин | 0,18 | 0,55 М8 |
| Электродвигатель насоса охлаждения, кВт/ об/мин | 0,125 | 0,15 М6 |
| Электродвигатель магнитного сепаратора в комплекте с агрегатом, кВт | 0,08 | 0,12 М7 |
| Общая установленная мощность всех электродвигателей, кВт | 3,685 | 8,09 |
| род тока питающей сети | 50Гц, 380/220 В | 50Гц, 380 В |
| Габариты и масса станка | ||
| Габарит станка (длина х ширина х высота), мм | 1870 х 1550 x 1980 | 2000 х 1770 х 1920 |
| Масса станка, кг | 2000 | 2550 |
Список литературы:
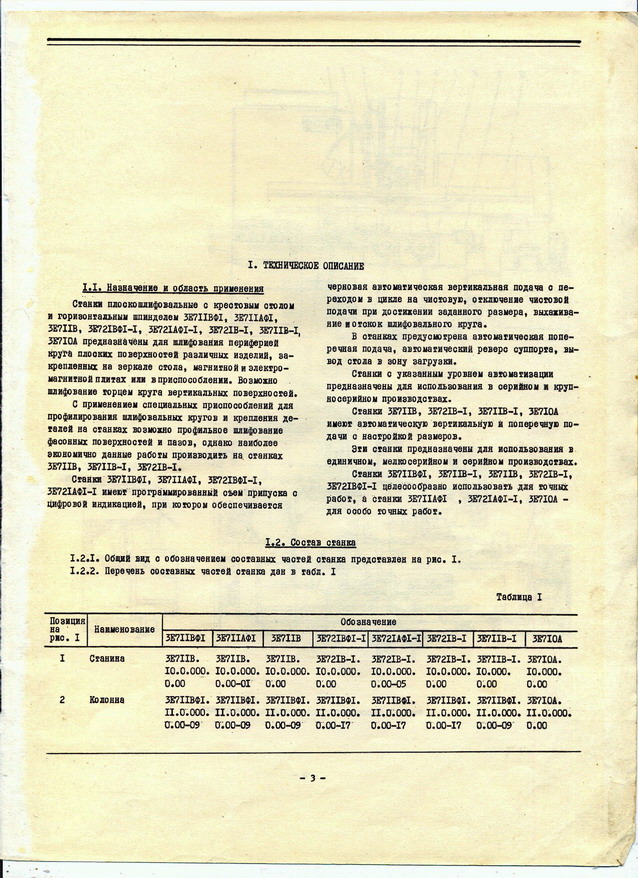
Станки плоскошлифовальные 3Е711ВФ1, 3Е711АФ1, 3Е711В, 3Е721ВФ1-1, 3Е721АФ1-1, 3Е721В-1, 3Е711В-1, 3Е710А. Руководство по эксплуатации, 1978 Станок плоскошлифовальный 3Е711В. Руководство по эксплуатации. Электрооборужование, 1983
Альперович Т.А., Константинов К.Н., Шапиро А.Я. Конструкция шлифовальных станков, 1989
Альперович Т.А., Константинов К.Н., Шапиро А.Я. Наладка и эксплуатация шлифовальных станков, 1989
Дибнер Л.Г., Цофин Э.Е. Заточные автоматы и полуавтоматы, 1978
Генис Б.М., Доктор Л.Ш., Терган В.С. Шлифование на круглошлифовальных станках, 1965
Кащук В.А., Верещагин А.Б. Справочник шлифовщика, 1988
Куликов С.И. Хонингование, 1973
Лисовой А.И. Устройство, наладка и эксплуатация металлорежущих станков, 1971
Лоскутов В.В. Шлифование металлов, 1985





Лоскутов В.В. Шлифовальные станки, 1988
Лурье Г.Б. Шлифовальные станки и их наладка,1972
Лурье Г.Б. Устройство шлифовальных станков,1983
Меницкий И.Д. Универсально-заточные станки ,1968
Муцянко В.И. Братчиков А.Я. Бесцентровое шлифование, 1986
Наерман М.С., Наерман Я.М. Руководство для подготовки шлифовщиков. Учебное пособие для ПТУ, 1989
Попов С.А. Шлифовальные работы, 1987
Терган В.С. Шлифование на круглошлифовальных станках, 1972
Шамов Б.П. Типы и конструкции основных узлов шлифовальных станков, 1965
Связанные ссылки. Дополнительная информация
Главная О компании Новости Статьи Прайс-лист Контакты Справочная информация Скачать паспорт Интересное видео Деревообрабатывающие станки КПО Производители
Шпиндельная головка
- Наибольшее вертикальное перемещение: у станка 3Г71 составляет 365 мм. У станка 3Д711ВФ11 чуть больше: 400 мм. У станков G-CS3060AH и G-CS3060AH значительно больше — 600 мм и 550 мм, соответственно. Это даёт возможность использования шлифовальных кругов большого и малого размера.
- Размеры шлифовального круга: стандартный круг для 3Г71 — это круг 250х32х76 мм. На станке 3Д711ВФ11 используется шлифовальный круг с увеличенным диаметром. Кроме того, диаметр шпинделя станка тоже больше. Размер используемого круга: 300×40×76 мм. На KAMIOKA G-CS3060AH есть возможность использовать круг не только большего диаметра, но и с большей высотой. Кроме того, шпиндель станка также больше. Размер круга: 355×50×127 мм. На станках L&W G-CS3060AH из-за изменяемого диаметра шпинделя можно использовать круги разных размеров. Малый круг: 180×13×32 мм. Большой круг: 350×38×127 мм.
- Частота вращения: 2 680 оборотов в минуту для 3Г71. Чуть меньше для 3Д711ВФ11 — 2 230 оборотов в минуту. Ещё меньше у рекомендуемых нами G-CS3060AH и G-3A3060 — 1 750 и 1 500 оборотов в минуту. Может возникнуть вопрос — почему частота вращения меньше, ведь от частоты вращения зависит качество обработки. Это так, но вместе с тем быстрее происходит износ подшипников и увеличивается вибрация. За счёт использования массивной станины, укреплённых направляющих, виброгасящих стоек и особой конструкции шпинделей тайваньские производители смогли увеличить качество обработки до уровня C, увеличив при этом износоустойчивость своих станков.
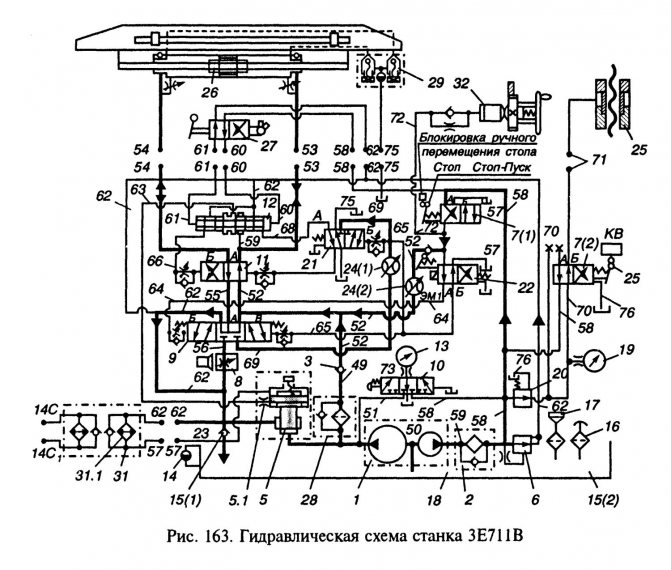
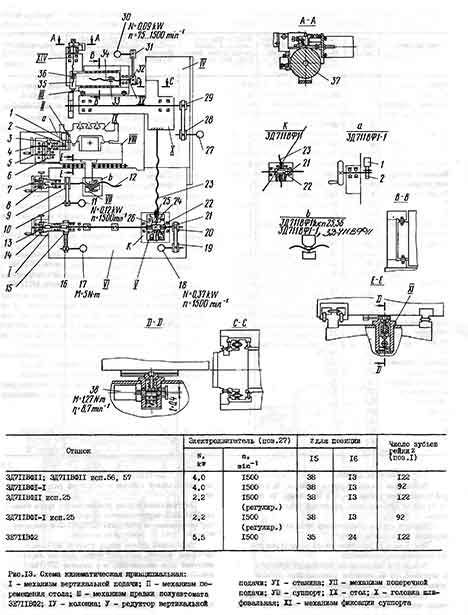
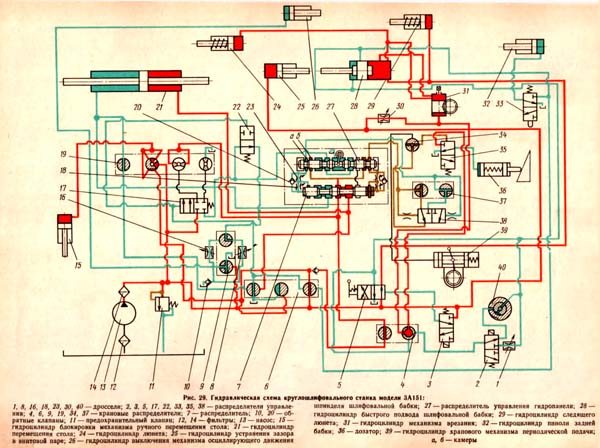
Работа гидропривода и взаимодействие узлов шлифовального станка 3Г71М
Гидропривод станка включается в работу нажатием на кнопку «Пуск гидропривода» с последующей установкой крана гидропанели 17 в положение «Пуск». Поток масла, нагнетаемый лопастным насосом 2, через фильтр 4 по трубопроводу 12 поступает в центральную проточку реверсивного золотника 25 панели 17. При положении золотника 25, как показано на схеме, основной поток поступает в левую проточку и по трубопроводу 18 в гидроцилиндр 20 перемещения стола. Стол движется в направлении стрелки. Слив из гидроцилиндра 20 происходит по трубопроводу 21 через дроссель 14, клапан II в гидробак I.
Скорость перемещения стола регулируется дросселем 14. Перемещение стола вправо происходит до момента, пока упор 19, связанный со столом, не перебросит рычаг реверса 23, который через систему рычагов произведет переключение золотника управления 24 в левое положение. При этом правая торцевая камера золотника реверса соединяется с давлением, золотник 25 перемещается влево, в результате чего происходит реверс стола. Трубопровод 21 становится напорным, трубопровод 18 — сливным. Стол движется в обратном направлении до тех пор, пока упор 22 не перебросит рычаг 23 в обратное положение.
Далее цикл повторяется аналогично выше описанному.
Автоматическая вертикальная подача осуществляется с включением электромагнита реверсивного золотника 28.
Поток масла по трубопроводу 12 через реверсивный золотник и трубопровод 27 поступает в нижнюю полость моментного гидроцилиндра, из верхней полости масло по трубопроводу 26 через золотник и трубопровод 29 сливается в гидробак. Происходит поворот флажка по часовой стрелке. Через систему шестерен вращение передается на винт вертикальной подачи. Происходит вертикальная подача шлифовальной головки.



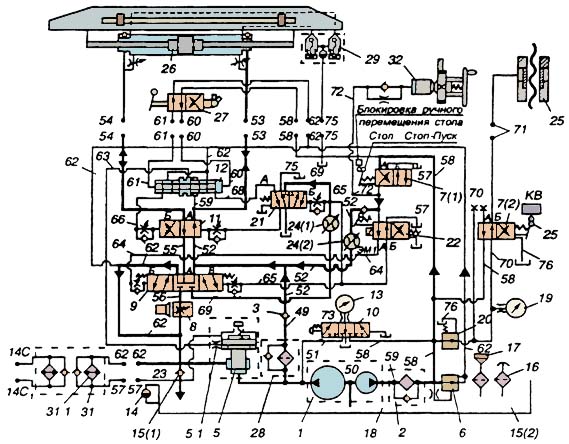




При отключении электромагнита трубопровод 26 становится напорным, трубопровод 27 — сливным. Флажок возвращается в исходное положение
Смазка направляющих стола и крестового суппорта, винта и направляющих вертикальной подачи и винта поперечной подачи производится от трубопровода 13 через фильтр 10 и трубопровод 15.
Расход масла на смазку направляющих стола и крестового суппорта регулируется дросселем 16.
Подача масла на смазку винта и направляющих вертикальной подачи и винта поперечной подачи включается периодически нажатием на кнопку 9.
Излишки масла, поступающие с направляющих стола и крестового суппорта, по трубопроводам 7 и 8 сливаются в гидробак.
Главные устройства и передвижения
Схема, по которой собран станок и его ходы выглядят так. К станине крепят колону. По горизонтальным направляющим качений станины движется крестовый суппорт. Вместе с ним передвигается и верстак, который выполняет продольно-поступательные ходы назад. По вертикальным направляющим передвижения колоны, передвигается шлифовочная головка.
Поршневые компрессоры воздушные масляные и безмасленые устройство, схемы
На внутренней нижней стороне суппорта на станок гс 3е711в закрепили:
- блок реверса поперечной подачи;
- блок реверса продольного передвижения верстака;
- блок продольного реверса верстака;
- блок поперечной реверсировки верстака;
- панель распределения;
- гидропанель.
Шлифовальный шпиндель собирают с предварительным натягом, этому способствуют высокоточные радикально-упорные подшипники, которые смазаны «непропадающей» смазкой. Гидростанция на ргс 3е711в оснащается насосом объемной регулировки. Ее схема действий заключается в создании плавного регулирования быстроты передвижения верстака.
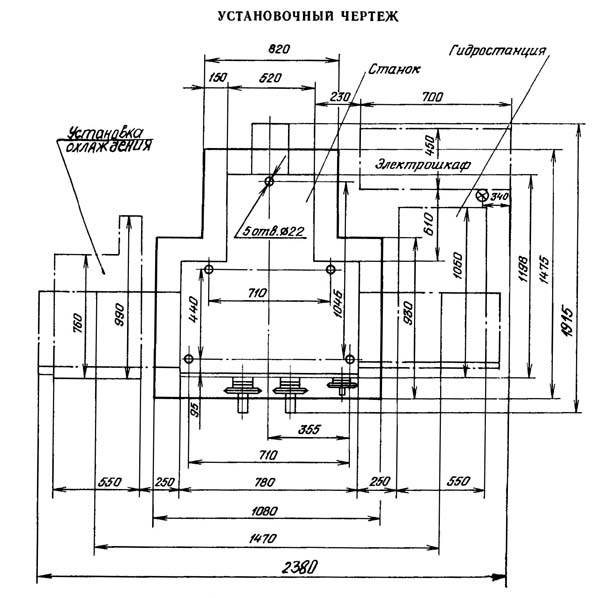
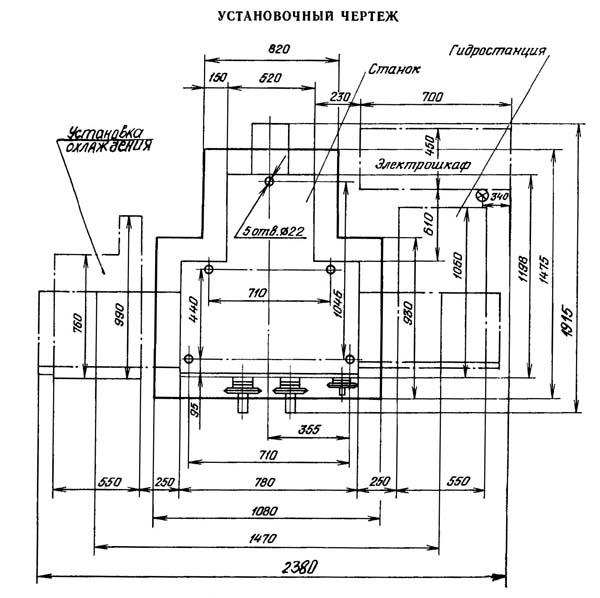
Установочный чертеж 3Е711В
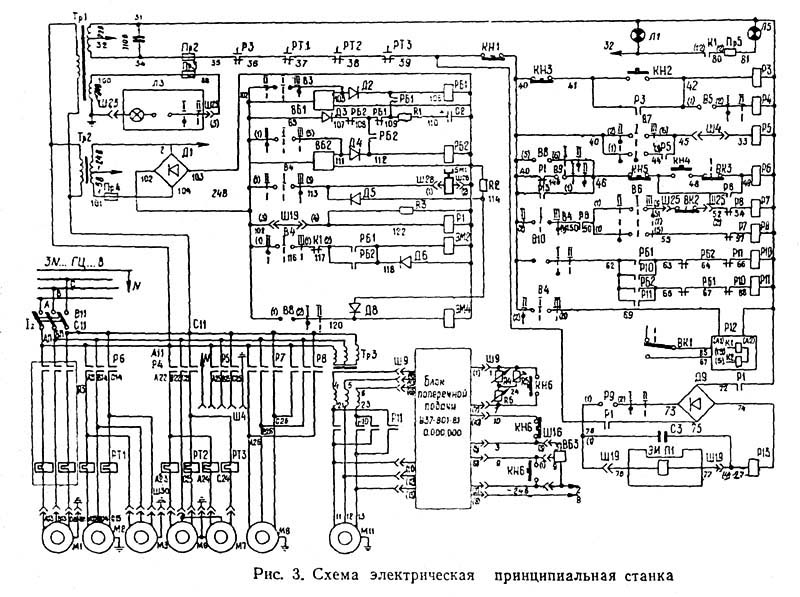
Особенности электрической схемы
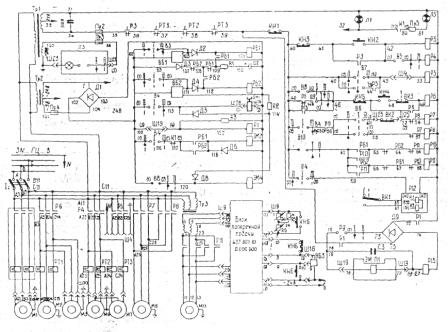
Электросхема данного станка выглядит следующим образом. Питающее напряжение осуществляют проводом их меди (сечение на 4 мм2). Входят провода питания сквозь фланцевый угольник, размещенный на стене электрошкафа справа. Проводки ввода заводят на клемник, устроенный на стене электрошкафа справа. Затем их заводят на входной блок автоматвыключателя типа АК63-3М. Такая электросхема довольно сложная.
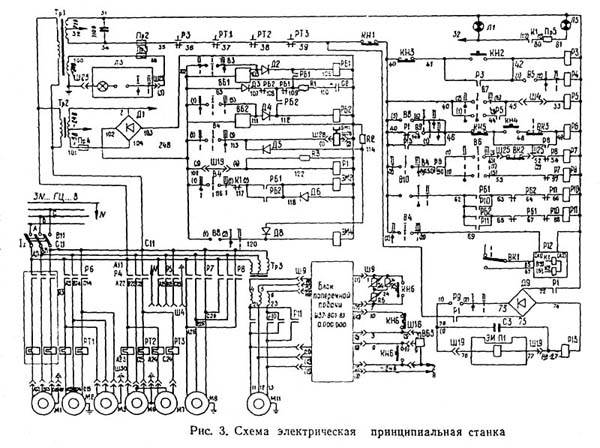
Электрическая схема 3Е711В
На станке применяют:
- Силовая цепь -380 В.
- Управляющая цепь -110 В; 29 В. Показатель постоянного тока -24 В.
- Цепочка местной подсветки – 24 В.
- Сигнализационная цепь — 22 В.
- Цепочка электромагнитной плитки (постоянный показатель) -110 В.
Назначение станка по металлу 3Е711АФ1
Для шлифования плоских поверхностей из чугуна и стали, закрепленных на зеркале стола на магнитной или электромагнитной плите
Технические характеристики станка 3Е711АФ1
Предлагаем купить новые или после капремонта аналоги оборудования типа Станок плоскошлифовальный с крестовым столом и горизонтальным шпинделем 3Е711АФ1 по выгодной цене. Подбор подходящей модели можно произвести самостоятельно на нашем сайте в разделе КАТАЛОГ, или получив консультацию у сотрудников коммерческого отдела нашей компании.






Продажа аналогов станка модели 3Е711АФ1 производится при 100% предоплате при наличии оборудования на складе и 50% предоплате при запуске станка в производство на заводе-изготовителе и оплате оставшихся 50% после сообщения о его готовности к отгрузке. Возможен другой совместно согласованный порядок оплаты.
Гарантия на продукцию, аналогичную изделию — Станок плоскошлифовальный с крестовым столом и горизонтальным шпинделем 3Е711АФ1 составляет:
- новые станки — 12 мес.,
- после капитального ремонта — 6-12 мес..
Предприятия-производители оставляют за собой право на изменение стандартной комплектации и места производства оборудования без уведомления!
Обращаем Ваше внимание на то, что цены, указанные у нас на сайте, не являются публичной офертой, а стоимость оборудования уточняйте у наших менеджеров по продаже станков и кузнечно-прессового оборудования!
Если Вам необходимо купить Станок плоскошлифовальный с крестовым столом и горизонтальным шпинделем 3Е711АФ1 звоните по телефонам:
в Москве +7 (499) 372-31-73 в Санкт-Петербурге +7 (812) 245-28-87 в Минске +375 (17) 246-40-09 в Екатеринбурге +7 (343) 289-16-76 в Новосибирске +7 (383) 284-08-84 в Челябинске +7 (351) 951-00-26 в Тюмени +7 (3452) 514-886
в Нижнем Новгороде +7 (831) 218-06-78 в Самаре +7 (846) 201-07-64 в Перми +7 (342) 207-43-05 в Ростове-на-Дону +7 (863) 310-03-86 в Воронеже +7 (473) 202-33-64 в Красноярске +7 (391) 216-42-04
в Нур-Султане +7 (7172) 69-62-30;
в Абакане, Альметьевске, Архангельске, Астрахани, Барнауле, Белгороде, Благовещенске, Брянске, Владивостоке, Владимире, Волгограде, Вологде, Иваново, Ижевске, Иркутске, Йошкар-Оле, Казани, Калуге, Кемерово, Кирове, Краснодаре, Красноярске, Кургане, Курске, Кызыле, Липецке, Магадане, Магнитогорске, Майкопе, Мурманске, Набережных Челнах, Нижнекамске, Великом Новгороде, Новокузнецке, Новороссийске, Новом Уренгое, Норильске, Омске, Орле, Оренбурге, Пензе, Перми, Петрозаводске, Пскове, Рязани, Саранске, Саратове, Севастополе, Симферополе, Смоленске, Сыктывкаре, Тамбове, Твери, Томске, Туле, Улан-Удэ, Ульяновске, Уфе, Хабаровске, Чебоксарах, Чите, Элисте, Якутске, Ярославле и в других городах
По всей России бесплатный номер 8 (800) 775-16-64.
В странах СНГ — Беларуси, Казахстане, Туркменистане, Узбекистане, Украине, Таджикистане, Молдове, Азербайджане, Кыргызстане, Армении в городах Нур-Султан, Бишкек, Баку, Ереван, Минск, Ашхабад, Кишинев, Душанбе, Ташкент, Киев и других для покупки оборудования типа Станок плоскошлифовальный с крестовым столом и горизонтальным шпинделем 3Е711АФ1 звоните на любой удобный номер, указанный на нашем сайте, или оставьте свои контакты под кнопкой ЗАКАЗАТЬ ЗВОНОК вверху сайта — мы сами Вам перезвоним.