
Почему бензопила пилит криво, и как быстро решить проблему
Многие владельцы бензопил знают, что при работе с деревом, диаметр которого превышает тридцать сантиметров, резка материала сопровождается изгибом покрышки, которая как бы отодвигается в сторону. Проблема становится очевидной, когда диаметр ствола увеличивается, когда операторы используют технику «двойного реза» (отрезание сверху, затем переворачивание ствола и выполнение второго реза для чистовой обработки материала). Если бензопила режет криво, необходимо немедленно определить причину.
Когда ослаблена цепь и чем это опасно
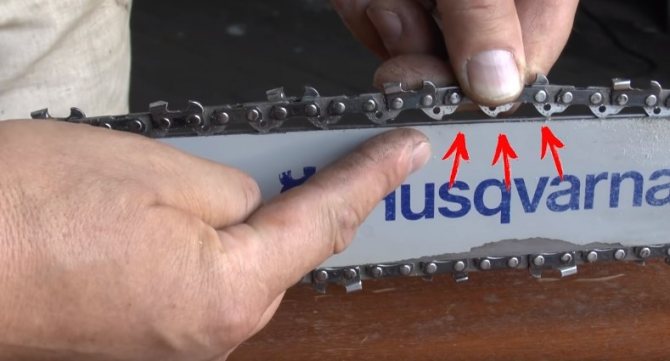
Каждую бензопилу необходимо регулярно натягивать. При несоблюдении этого правила последствия могут быть очень травматичными. Большинство пилотов знают, что это такое и как правильно натягивать или натягивать цепь. Правильное натяжение режущего приспособления. при попытке оторвать его от шины полностью видны три стержня, как показано на фото ниже.
Если цепь провисает или перетягивается, шина изнашивается. И не только направляющая, но и звездочка, подшипник и мотор. Поэтому возьмите за правило проверять натяжение цепи перед использованием инструмента.
Тщательное обслуживание инструмента, регулярная проверка основных узлов устройства позволяет быстро найти неисправность. А так как в бензопиле узлы соединены между собой, быстрое устранение одной проблемы снижает шансы других.
Как избежать неправильной заточки
Чтобы предотвратить кривую резку из-за неравномерной заточки, вы можете использовать специальный точильный станок, чтобы время от времени или в случае серьезных повреждений выправлять цепь. Купите станок и заточите сами или отправьте в мастерскую на заточку.
Дело в том, что станок при заточке настраивается по наиболее изношенному зубу, который имеет самый маленький размер среди всех. После заточки все зубья будут иметь одинаковый размер, который будет равен зубу, на котором производилась регулировка.
Проблемы с цепью бензопилы
Кроме проблем с двигателем, у бензопилы могут появляться проблемы в работе из-за неисправности режущего (пилящего) узла, состоящего из масляного насоса, шины и пильной цепи.
На шину не поступает масло
Обычно, если не поступает масло на цепь бензопилы, требуется выполнить проверить каналы, по которым идет подача масла на шину, и очистить их от загрязнений. Если предыдущие действия не обнаружили причину неполадки, то придется проверять масляный насос. Для этого нужно:
- снять часть кожуха бензопилы;
- снять муфту;
- открутив 3 винта, снять крышку, скрывающую насос;
- добраться до шестерни червячного механизма, которая вращает вал насоса.
Если резьба на ней износилась, то вал не вращается, насос не работает, цепь не смазывается. Изношенную шестерню нужно заменить. Также можно вытащить сам масляный насос и вручную попробовать прокачать через него масло. Если оно не прокачивается, насос следует заменить.
Масляный фильтр бензопилы
Также недостаток смазки может быть по причине ее утечки. Следует проверить, насколько герметично подсоединены трубки, идущие от масляного насоса. Если герметичность нарушена, трубки меняются на новые.
Цепь рвется
Если цепь порвалась во время работы бензопилы, то произойти это могло при попадании ее на твердый предмет, например, на гвоздь. Если же цепь постоянно рвется, то причины могут быть следующие.
- Низкое качество металла, из которого изготовлена пильная цепь. Необходимо покупать пилы для бензорезов от известных брендов.
- Перегрев цепи из-за плохой смазки. В результате пила перегревается, изменяются свойства металла, и она рвется под нагрузкой. Требуется проверка всей системы смазки бензопилы (рассматривалось выше).
Также о причинах частых обрывов цепи можно узнать из этого видео.
Цепь не крутится
Данная неприятность часто преследует неопытных владельцев бензопил. Они забывают после запуска двигателя снять тормоз. В результате цепь не крутится, происходит перегрев тормозной системы, и выходит из строя механизм сцепления. Проблема решается снятием пилы с тормоза. Если сцепление не “сгорело”, вы заметите вращение цепи. В противном случае потребуется замена механизма сцепления.
Цепь быстро тупится
В основном, причина того, что цепь быстро тупится, является плохое качество пилы. Пытаясь сэкономить на покупке фирменных цепей, владельцы бензопил покупают пилы неизвестных производителей, либо по неопытности приобретают подделки под известные бренды. Лучше всего покупать режущий элемент для бензореза в фирменных магазинах. Большой популярностью среди владельцев данной техники пользуются пильные цепи Stihl (Штиль).
Цепь не останавливается
Если при работе бензопилой вы заметили, что пильная цепь не останавливается в нужный момент, то у этой поломки может быть 2 варианта.
- Загрязнилась тормозная лента. При работе пилы под ленту может попадать грязь, опилки, пыль и т.д. В результате происходит блокировка тормозного механизма, и цепь не останавливается при сбросе газа. Устраняется проблема чисткой данного узла.
- Износилась тормозная лента. Необходимо заменить данный элемент тормозной системы.
Цепь клинит
Такое случается, когда изнашивается ведущая или ведомая звездочка. Цепь обычно начинает клинить под нагрузкой. Но без нагрузки пила может вращаться. На фото ниже показана изношенная ведущая звездочка бензопилы.
На следующем фото видно, что причину, почему клинит цепь, нужно искать в месте расположения ведомой звездочки.
Но что же делать, если бензопилу заклинило полностью, и все попытки потянуть за стартер безрезультатны? Такая неисправность иногда встречается на бензопилах китайского производства. Вызывается она открутившимися от вибрации болтами, которыми прикручивается двигатель к пластиковому кожуху агрегата. Эти болты находится прямо под маховиком (магнето). На фото ниже стрелками показано расположение проблемных болтов.
Выкручиваясь, они начинают тереться о маховик и могут полностью заклинить бензопилу. На следующем фото показан маховик с имеющимися потертостями от болтов.
Для устранения неисправности потребуется снять маховик с вала двигателя и закрутить болты.
Бензопила криво пилит
Данная проблема может возникнуть, если цепь затупилась или неправильно заточена. Это, в большей мере, относится к новым бензопилам. Но если износилась шина, то даже после замены цепи вы заметите, что пилу уводит в сторону. Износ шины можно легко определить, если поставить ее на ровный стол и приложить к ней угольник, как показано на следующем фото.
В данном случае можно заметить, что между шиной и уголком есть зазор примерно в 2 мм. Именно из-за такого одностороннего износа шины бензопила пилит криво. Решается проблема только заменой шины на новую.
Когда ослаблена цепь и чем это опасно
Каждая бензопила нуждается в том, чтобы регулярно осуществлять натяжение цепи. Если это правило не соблюдаются, то последствия могут быть очень травматическими. Большинство пильщиков знает, о чем идет речь, и как надо правильно натягивать или подтягивать цепь. Правильное натяжение режущей гарнитуры — когда при попытке ее оттягивания от шины полностью видны три хвостовика, как показано на фото ниже.
Это интересно!Не забывайте, что цепь натягивать необходимо только после того, как она остынет. Если выполнить натяжение еще не остывшей детали, то после ее остывания она станет перетянутой. Если цепь ослаблена или чрезмерно натянута, то это приводит к износу шины. Причем не только направляющей, но еще и звездочки, подшипника и двигателя. Именно поэтому возьмите себе за правило осуществлять контроль натяжения цепи перед началом эксплуатации инструмента.
Во-вторых.
Как только ширина пропила достигает необходимого размера, и остаток высоты бревна дошёл до получения нужного размера, его переворачивают. То есть если Вы пилите брус к примеру на 150, то и ширина пропила и высота остатка бревна должны соответствовать этому значению, даже быть больше, с учётом снятия горбыля.
Для этого, после переворота бревна, начинайте расчёт от конечного размера до полного использования высоты бревна, но при этом не забывайте учитывать размер пропила, который как нам уже известно составляет от 2 до 5 мм.
К примеру — у Вас на эстакаде бревно, которое вы срезали до размера в 260 мм. Перевернем бревно и продолжим.









Конечный результат, которого мы хотим добиться — лафет, толщиной 150 мм. Далее, нехитрым способом сосчитав, что 260 мм-150 мм=110 мм. Мы получаем целых 110 мм толщины дополнительного материала. И именно его необходимо правильно рассчитать.
Берём этот дополнительный размер и высчитываем, для получения плахи, которая имеет размер 50 мм, 110-50=60, не забываем пропил, а у нас он составляет 2 мм, 60-2=58 мм, затем тесины, равной 25 мм, 58-25-2=31 мм, подгорбыльник 20 мм, 31-20-2=9 мм.
Как видите, из наших расчётов, получается 9 мм горбыль, 20 мм подгорбыльник, 25 мм тесина и 50 мм плаха. А конечный размер составит 150 мм.
Основные ручные пилы
В любой домашней мастерской должно быть по меньшей мере три-четыре пилы разного типа.
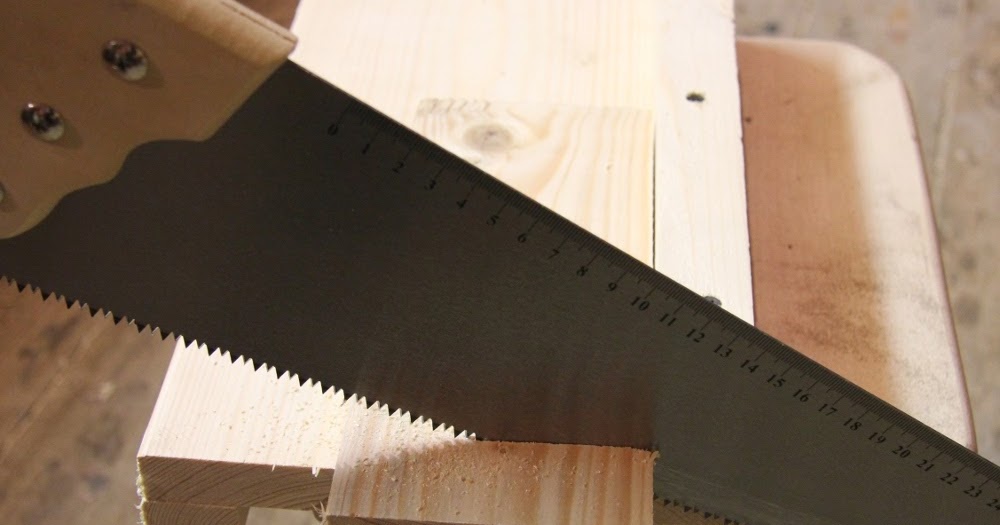
Ножовка с широким полотном для грубого распила крупногабаритных деталей и заготовок. Чем полотно длиннее, тем быстрее идет работа. Однако по той же причине возрастает подвижность самого полотна, из-за чего пилу, что называется, уводит в сторону
Поэтому важно внимательно следить за линией распила, не допуская его отклонения от разметки. Новинка последних лет — тефлоновое покрытие полотна ножовки, которое значительно облегчает распиливание свежего дерева, а также защищает пилу от ржавчины
Пила со «спинкой» отличается от обычной ножовки не только тем, что имеет жесткую насадку, которая «гасит» колебания полотна, но и более мелкими, близко стоящими зубьями
Такая пила позволяет делать чистый и тонкий распил. Пила для чистовой распиловки обеспечивает ровный и аккуратный срез. Пила с узким полотном предназначена для выпиливания закругленных деталей и больших отверстий. Основное правило ухода за любой пилой: ее полотно всегда должно быть сухим и чистым. Зубья пилы — даже закаленные — следует регулярно затачивать.
Принципы правильной работы
После того как лобзик куплен, мастер должен научиться им пользоваться. Лобзик инструмент простой. Но даже молотком – чего уж проще – можно пользоваться по-разному.
В использовании лобзика у мастера есть «три степени свободы». Мастер должен:
- Правильно выбрать оснастку (пилку).
- Установить оптимальную амплитуду подкачки и скорость вращения электродвигателя.
- Использовать наиболее подходящие приёмы работы.
По каждому пункту можно говорить долго, но мы постараемся выделить основное.
Выбор оснастки
Разновидностей пилок выпускается и продаётся великое множество. Они отличаются сортом стали, из которой изготовлены, длиной и шириной полотна, формой и размером зуба:
- Чем твёрже материал, который нужно распилить, тем мельче должен быть зуб на выбранной пилке.
- Для криволинейного реза пилку нужно выбирать узкую. Для распила по прямой – как можно шире.
- Длина подбирается исходя из толщины заготовки, которую нужно распилить.
Особенно много различных пилок выпускается для работ с древесиной. Для быстрого поперечного реза выбирайте пилку с крупными разведёнными зубьями. Крупный шаг позволяет пилить очень быстро, но даём много сколов. Для чистого реза зуб должен быть поменьше.
Пилки для резки металла очень похожи на обычное ножовочное полотно по металлу.
Подкачка и скорость
Подкачка может значительно увеличить скорость распиливания. Обычно её включают, когда нужно побыстрее распилить большую деревянную деталь по прямой. В остальных случаях она не особо помогает и даже может затруднить работу или ухудшить качество распила.
Фигурное выпиливание производится с полностью отключенной подкачкой. Общих рекомендаций здесь дать нельзя. Нужно пробовать разные режимы. Самое правильное решение – вначале потренироваться на каких-нибудь обрезках материала.
Неопытные мастера стремятся работать с лобзиком сразу на максимальной скорости. Это неправильно.
При резке пластиков пилка может на большой скорости сильно нагреваться и пластик начнёт плавиться. Не все металлы любят большие скорости.
Приёмы работы
Как уже многократно говорилось, электрический лобзик – инструмент для множества применений. Однако многообразие ситуаций сводится всего к трём случаям: пиление по прямой, криволинейный рез и вырезание отверстий.
Прямолинейный рез
Это наиболее простой случай. Намечаете карандашом линию и плавно ведёте по ней лобзик. Встроенный лазерный указатель окажется здесь более, чем полезен. Иногда для такой работы может пригодиться параллельный упор, который закрепляется на станине лобзика.
Скорость пилки может быть максимальной. Подкачка ещё больше увеличит быстроту реза.
Чтобы выдерживать прямую линию, приходится всё время «подруливать» лобзиком. Но даже самая тщательная «наводка» даёт посредственный результат. В этом виде работ лобзик и по качеству реза, и по скорости проигрывает циркулярной пиле.
Криволинейный рез
Такие резы – родная стихия электрических лобзиков. Они для этого «рождены».
Главный секрет успеха – не спешить. Тщательно нанесите на деталь разметку. Удобно наклеить на поверхность заготовки малярный скотч и нарисовать линии карандашом. Ведите лобзик по линии разметки, поворачивая его с некоторым опережением. Изгибы малого радиуса нужно проходить особенно медленно, чтобы на каждый ход пилки продвижение вперёд было минимальным.
Вырезание отверстий
Это одна из тех операций, в которых лобзик не имеет конкурентов. Типичные примеры: вырезать отверстие в столешнице для установки варочной панели или мойки, проделать отверстие в стенке шкафа для розетки и ещё тысячи подобных случаев.
Чтобы вырезать отверстие в детали, сначала нужно с помощью дрели просверлить одну или несколько «стартовых» дырочек. В них помещается пилка лобзика и распил начинается и заканчивается в этом отверстии.
Если предстоит вырезать очень большое окно, удобнее выпиливать его частями.
Пиление под углом к поверхности детали
Все описанные выше пропилы можно делать не только перпендикулярно поверхности, но и под произвольным углом вплоть до 45 градусов к плоскости детали. Нужда в таких спилах возникает, например, если нужно соединить две детали «на ус».
Износ шины — как устранить неисправность полотна
Если направляющая имеет неравномерный износ с двух сторон, то рекомендуется ее заменить. Однако есть способ восстановления детали, для чего понадобится минимальный набор необходимых инструментов. Выравнивание осуществляется при помощи болгарки и заточного диска (не отрезного). Для начала проверяем шину, и убеждаемся в том, что она имеет неравномерный износ. Как проверить износ направляющей, выше уже упоминалось.
Далее рассмотрим инструкцию, как устранить неравномерный износ направляющей:
Установить в шпиндель болгарки зачистной диск, после чего закрепить болгарку в тисках
Изготовить ровную поверхность, на которой будет располагаться направляющая. В качестве поверхности рекомендуется воспользоваться отрезком ДСП, который нужно закрепить при помощи струбцины
Прислонить угольник, и выровнять зачистной диск относительно поверхности
Приступать к выравниванию шины
Для этого располагаем ее на поверхности, включаем болгарки, и осуществляем ее продольное перемещение
При выравнивании направляющей важно выбрать равномерную скорость ее перемещения. Осуществлять стачивание необходимо до момента, пока оба края не будут иметь одинаковый размер
Проверку нужно выполнить при помощи угольника
Причем выравнивание нужно произвести для обеих сторон шины. После окончания работ можно установить гарнитуру на инструмент, и произвести проверку
Немаловажно отметить, что осуществлять выравнивание направляющей, которая имеет неравномерный износ одной стороны, уместно только в том случае, когда паз имеет достаточную глубину для прохождения хвостовика цепи. Если паз становится мелким, то шина подлежит замене
Это интересно!Удостовериться также необходимо в исправности звездочки бензопилы, которая может иметь соответствующий износ.
Как видно из материала, имеется множество причин, почему бензопила пилит криво. Однако найти эту причину и устранить ее сможет даже новичок, если подойти к решению этого вопроса соответствующим образом. Начинайте проверку по порядку, как указано в описании, и вы обязательно определите причины, которые можно устранить разными способами.








![Как правильно заточить пилу по дереву | [инструкция]](https://molibden-wolfram.ru/wp-content/uploads/5/5/d/55d2c6659a4e03fbe77d213d36d75e1d.jpeg)

Что учитывать для правильной заточки ручной ножовки
При заточке рассматриваемого инструмента требуется придерживаться ряда таких рекомендаций:
- Чтобы не только обеспечить высокое качество заточки, но еще и исключить получение травмы, нужно надежно фиксировать полотно в тисках
- Рабочее место, где планируется проведение основных работ, должно быть хорошо освещаемым. Хороший свет понадобится также для проверки качества выполненной работы
- Насечка играет основополагающую роль при заточке, так как чем мельче размер насечки, тем выше качество заточки
- Полезная работа выполняется при движении напильником только в одном направлении, но никак не в двух, как делают многие начинающие мастера
- Если заточка ножовки произведена правильно, то на свету звенья будут блестеть.

Каленые зубья на ножовке
Если собираетесь заточить ножовку с калеными зубьями, то делать это не рекомендуется, так как сделать напильником это невозможно, а при воздействии болгарки звено может отколоться. Подводя итог о проделанной работе, можно сказать, что процесс заточки не трудный и вполне реализуем в домашних условиях. Кроме того, для его реализации не понадобится применение замысловатых приспособлений и инструментов. Убедитесь, что работать заточенной пилой намного проще и эффективней, чем пытаться что-то сделать «тупой» ножовкой.
Публикации по теме
Главное что нужно знать при выборе ножовки по газобетону
Зажимные тиски — их виды, назначение, выбор и способы ремонта
Реверсивная отвертка и предназначение инструмента
Ножовка для резки гипсокартона эффективность инструмента
Заточка пил самостоятельно
Приемы работы ножовкой.
Правильная заточка пил требует выполнения определенных требований. Прежде всего, пилу следует четко закрепить под нужным углом или перпендикулярно поверхности верстака. Для этих целей используется приспособление, которое устанавливается на верстаке. Можно изготовить его своими руками. Для этого на деревянном бруске размером 0,2х0,5 м и толщиной не менее 2 см крепятся 2 равносторонних прямоугольных треугольника из стальной полосы шириной 2 см и толщиной 2,5-3,5 мм. На них устанавливается пластина из дерева размером 15х40 см, толщиной порядка 2 см. К этой пластине с помощью шарниров снизу прикрепляется прижимная пластина, аналогичная по размеру. Для обеспечения угла 45° опорная пластина крепится к гипотенузе треугольника, а угла 90° – к вертикальному катету.
Сам процесс обработки производится напильниками разного типа и насечки. Рельеф их насечки должен быть четким. Точение проводится плавными движениями инструмента и только в одну сторону – от себя. Ножовочное полотно устанавливается между пластинами приспособления так, чтобы резцы выступали над их срезом на высоту 16-22 мм. При этом правила заточки для разного типа пил несколько отличаются друг от друга.
Поперечная ножовка фиксируется под углом 45°. Точение осуществляется напильником трехгранной формы. Инструмент подводится к зубу под углом 65-76°. В первую очередь точатся левые грани дальних зубов (нечетных). После этого пила переставляется и обрабатываются левые грани четных резцов. По завершении процесса должны сформироваться острые кромки и вершины на всех без исключения зубьях.
Продольная пила, или универсальная, требует вертикальной установки полотна. Для обработки ее элементов применяются напильники ромбовидной формы с мелкой зернистостью (можно задействовать надфили). Направление движения инструмента – параллельно верстаку, а в целом точильные мероприятия проводятся так же, как и обработка поперечной пилы.
Проведение работ по профилактике и заточке ножовки в домашних условиях требует наличия следующих инструментов: напильники (круглый, треугольный, ромбовидный, плоский) с разной степенью зернистости, набор надфилей, тиски, наждачный брусок, плоскогубцы, молоток, штангенциркуль.Ножовка по дереву – простой и нужный в хозяйстве инструмент, но для ее эффективного применения необходимо периодически правильно выполнять заточку режущей кромки. Такие работы вполне можно проводить своими руками.
Процесс заточки
К ручной заточке зубьев ножовки по дереву предъявляют следующие требования:
- для работы необходимо использовать качественные напильники (надфили);
- напильники должны применяться только для обработки пилы;
- на каждый зуб должно приходиться равное количество проходов вне зависимости от формы зуба;
- запрещено менять угол наклона напильника и вращать его в процессе заточки;
- напильник необходимо двигать только в одну сторону, от себя;
- грань зуба должна быть матовой, при наличии глянца необходимо повторить заточку;
- при работе полотно необходимо надежно фиксировать в тисках, при этом зубцы должны немного выступать и располагаться на одинаковой высоте;
- рабочее место должно быть хорошо освещено.
Для заточки пилу нужно жёстко зафиксировать, чтобы при воздействии на неё напильником она не вибрировала. Иначе качество работы будет низким.
Фиксируют полотно ножовки вертикально, часто в тисках, в самодельных струбцинах, но если нет ни того ни другого, то можно обойтись и без них.
Предлагаем ознакомиться Клей для сотового поликарбоната
Метод фиксации без специальных приспособлений — «на краю верстака». Полотно ножовки укладывают так, чтобы с края стола свисали лишь зубья пилы. Однако ручки пилы всегда толще полотна, а потому место рядом с ней не получиться положить плотно к верстаку. Поэтому нужно использовать угол стола, и тогда рукоять пилы не будет мешать.
Фиксация пилы
Если есть струбцина, то зафиксировать можно так.
Фиксация пилы без струбцины
1 В правую руку берётся напильник или надфиль, и, прижимая левой рукой полотно ножовки, приступают к заточке.
2 Точиться зубья пилы через один. Движения напильника при таком способе производят сверзу вниз. Напильник прикладывается к затачиваемому зубу и поступательным движением вниз с усилием перемещают вниз.
3 Напильник нужно держать с наклоном в двух плоскостях. В горизонтальной – это около 30 градусов. В вертикальной – около 60 градусов. Углы наклона индивидуальны для каждой пилы, ведь они могут отличаться как по форме зуба, так и по его размеру.
4 Заточка левой грани зуба.
Заточка левой грани зуба
5 Заточка правой грани зуба.
Заточка правой грани зуба
6 Вот, что должно получаться: справа от указки-напильника – обработанные зубья, слева – нет.
Справа от указки-напильника – обработанные зубья, слева – нет
Как проверить правильность натяжения цепи
Другая причина, по которой пила криво пилит, – неправильное натяжение цепи. Согласно инструкции, проверяют инструмент так: оттягивают цепь, и если видно нижнюю поверхность только 3 хвостовиков, все в порядке. Однако, при таком тестировании выявить проблему получается не всегда.
Способ проверки с помощью оттягивания цепи помогает быстро оценить степень натяжения, но работает это не во всех случаях.
Опытные владельцы пил используют 2 других метода:
- прокручивают цепь вручную – она должна легко двигаться;
- осматривают цепь выключенного инструмента – та не должна провисать.
Важно понимать, что в процессе работы металл нагревается. При этом он расширяется, а значит, цепь удлиняется и слегка провисает
Распространенная ошибка неопытного человека – стремление подтянуть расширяющуюся от нагрева цепь. Из-за этого после остывания, когда металл примет исходные размеры, цепь окажется перетянутой. При следующем использовании инструмента перетянутая цепь вызовет перегрев шины. Та увеличится в размерах и спровоцирует дополнительное натяжение.
Слишком сильно натянутая цепь ведет к увеличению нагрузки сразу на несколько важных узлов: шины, подшипников, звездочки.
Простая замена цепи не решит проблему: если изношена шина, пила будет пилить так же криво.
Почему пила начинает криво пилить
Чаще всего инструмент начинает плохо работать из-за неравномерного износа зубьев цепи. В процессе распила цепь может натыкаться на препятствия, например, на незамеченный гвоздь. В этот момент пила начинает работать медленнее, а владелец, пытаясь вернуться к прежнему темпу, давит на нее. Затупившиеся о металл или другой твердый предмет зубья перестают резать нормально, проходят по поверхности древесины, не цепляясь за нее. Цепь отклоняется, надавливая на ребро шины, деформируя пазы.










Так выглядит ребро искривленной шины в разрезе. Цепь в пазах с деформированными стенками не может удерживаться прямо.
При этом изнашиваются и хвостовики. Это ведет к тому, что цепь не удерживается в пазу в нормальном вертикальном положении, а слегка отклоняется в сторону, встречая даже малейшее сопротивление. Чем дольше работать пилой в таком состоянии, тем сильнее будет износ всех деталей.
Зачем и когда нужно точить?
Квалифицированные специалисты знают следующие признаки, свидетельствующие о скором выходе пилы из строя:
- при распиле древесины ножовка начинает звучать по-иному;
- визуально становится заметно, что кончики зубьев скруглились, потеряли остроту;
- цвет зубцов меняется;
- увеличивается усилие при пилении;
- плохо выдерживается направление пилы;
- происходят частые заклинивания зубьев в древесине.
Разведение зубцов обязательно должно предварять процесс затачивания зубьев. При разведении должно быть достигнуто отклонение зубьев от плоскости ножовки влево и вправо под определённым углом. Слишком маленький угол отклонения зуба приведёт к тому, что зубья будут «засаживаться» в дереве. И, наоборот, слишком большой угол отклонения зубьев делает пропил слишком широким, повышает количество отходов (опилок) и требует слишком больших затрат мышечной энергии на протягивание ножовки. Целью затачивания зубьев является восстановление следующей геометрии зубца:
- шаг;
- высота;
- угол профиля;
- угол скашивания режущих кромок.
Предлагаем ознакомиться Дуб — дерево из Северного полушария Чтобы проделать заточку с минимальными потерями времени и качества, нужно пользоваться такими специальными приспособлениями и инструментами, как:
- верстак;
- слесарные тиски;
- пассатижи;
- точильный брус;
- наждачная бумага;
- транспортир и штангенциркуль;
- молоток;
- возможно применение оснастки, которая позволяет закреплять полотно ножовки с углом в 90 или 45 градусов.
Обязательно нужно пользоваться следующими напильниками:
- с треугольным сечением;
- с ромбическим сечением;
- плоский;
- набор надфилей.
На протяжении всего времени заточки напильник/надфиль должен двигаться без рывков, необходимо обеспечить постоянный нажим, движения должны производиться без отклонений от постоянного угла. Процесс заточки идёт только движениями напильника «от себя». Возвращать напильник/надфиль нужно по воздуху, при этом контакт с ножовкой должен отсутствовать.
При затачивании таких зубцов используется мелконасечный трёхгранный напильник. Направление движения инструмента – угол в 60 градусов. Ножовку закрепляют в приспособлении под углом 45–50 градусов к верстаку. Напильником/надфилем нужно водить строго горизонтально (сохраняя угол в 60–75 градусов к ножовке), начиная заточку с первого левого зуба.
Начинать нужно с «настройки движения руки с инструментом», для чего им проводят по каждой левой грани нечётного ряда дальних зубцов, что придаст движениям рук нужный автоматизм. После этого то же самое повторяют, затачивая правые грани нечётных зубцов для завершения затачивания режущей кромки и заострения вершин.
Зубья ножовок продольного пиления имеют угол менее 60 градусов, поэтому пользуются надфилями с крупными насечками либо мелконасечным напильником ромбического сечения. Трёхгранные напильники в данном случае применять категорически не рекомендуется. Для заточки ножовку вертикально фиксируют в устройстве. Есть два метода наточить ножовку, которые отличаются приданием различных углов затачивания.
Прямой. Надфиль/напильник ставится под углом 90 градусов. Ему придают параллельное ножовке направление, заостряют и задние, и передние режущие поверхности каждого зубца. Это повторяют для всего дальнего ряда зубьев. Затем ножовку переворачивают в зажимном устройстве на 180 градусов и повторяют ту же операцию для других зубьев, которые будут составлять дальний ряд.
Косой. Этот способ отличается от прямого лишь углом направления движения инструмента к плоскости полотна – угол заточки уменьшается от прямого к 80 градусов. Процесс происходит точно так же, но зубцы после заточки напоминают зубцы лучковой пилы.





