
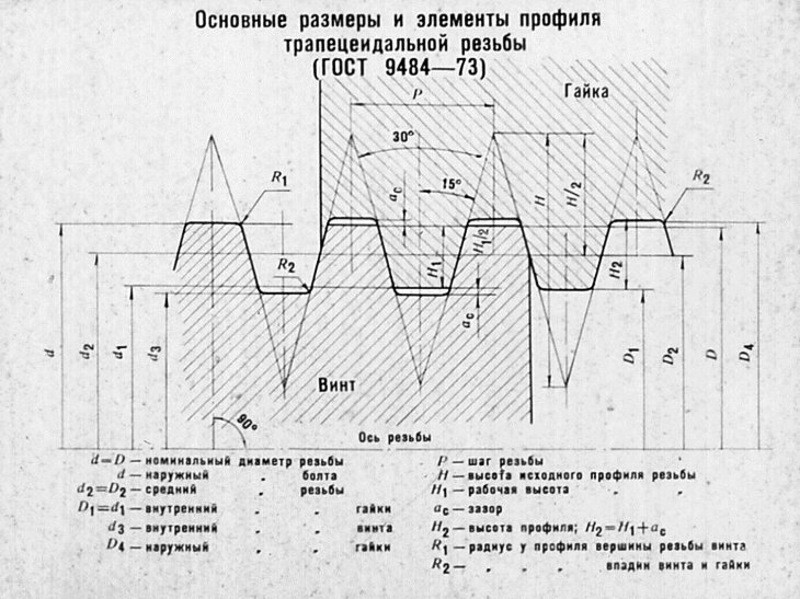
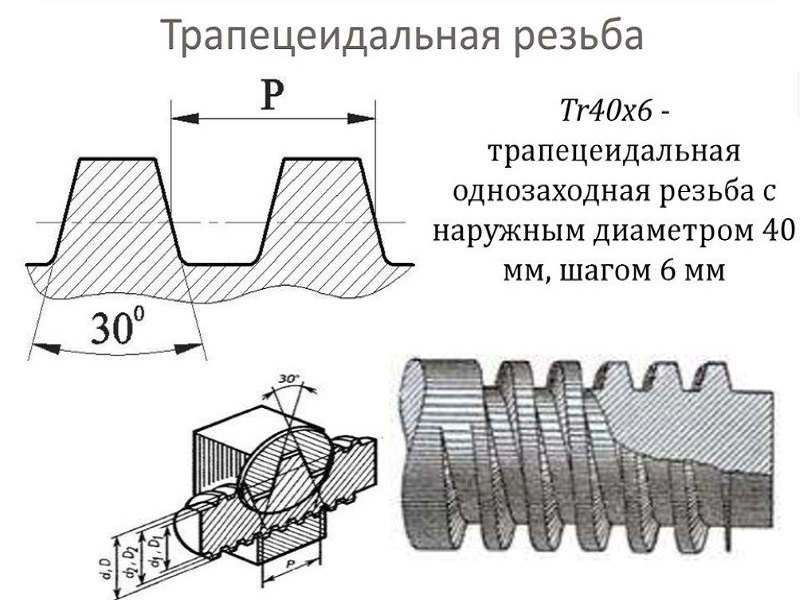
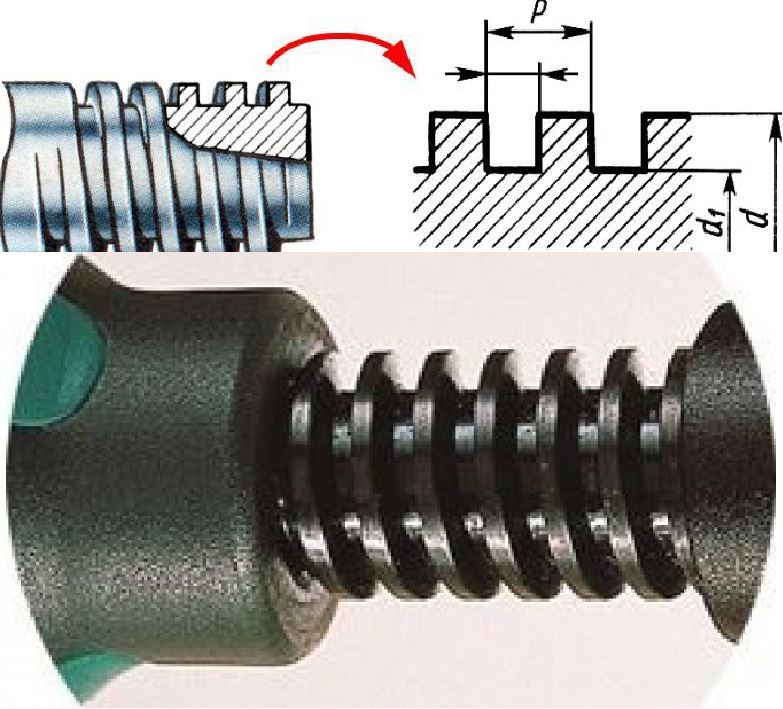
Размеры трапецеидальной резьбы
Главные размерные характеристики трапецеидальной резьбы:
- величина условного прохода (диаметр номинальный): от 1,5 до 48 мм;
- расстояние между соседними точками профиля: от 0,75 до 24 мм;
- усредненный угол профиля: 30°;
- ширина зазора не более 0,5 мм.
Основные размеры трапецеидальной однозаходной резьбы являются табличными величинами и указаны в ГОСТ 24737-81. В нем представлены значения диаметров для наружной и внутренней резьбы с трапециевидным профилем:
| Условный проход | Дистанция между соседними точками профиля | Величина удвоенного радиуса | |
| При внешнем нарезании | При внутреннем нарезании | ||
| 6 – 7 | 1.02 – 1.04 | 6.03- 8.02 | 8.03 – 8.03 |
| 8 – 10 | 1.05 – 1.09 | 7.03 — 9.05 | 9.03 – 9.05 |
| 11 – 13 | 2.05 – 2.09 | 8.03 — 10.02 | 10.05 – 10.07 |
| 13 — 15 | 3.05 – 3.09 | 9.03 -12.05 | 12.05 – 12.03 |
| 16 – 19 | 4.05 – 4.09 | 11.03 — 14.02 | 14.03 – 14.05 |
| 20 – 21 | 5.05 – 5.09 | 13.03 — 16.03 | 16.05 – 16.07 |
| 22 – 23 | 6.05 – 6.09 | 16.03 — 18.02 | 18.03 – 18.03 |
| 24 — 25 | 7.05 – 7.09 | 17.03 — 20.05 | 20.05 – 20.07 |
| 26 – 29 | 8.05 – 8.09 | 19.03 — 22.03 | 22.03 – 22.05 |
Таблица размеров для многозаходной трапецеидальной резьбы представлена ГОСТ 24739-81:
| Условный проход | Дистанция между ближайшими точками профиля | Количество выступов винтовой нарезки | ||||
| 2 | 3 | 4 | 6 | 8 | ||
| Дистанция по линии, расположенной в параллельно основной оси | ||||||
| 10 — 12 | 0.5 – 1.07 | 3.03- 5.02 | 4.05 – 5.02 | 6. 03 – 8.05 | 9 — 11 | 12 – 14 |
| 2.03 – 2.05 | 4.03 – 6.05 | 6.05 – 8.05 | 8.03 – 10.05 | 12.05 – 14м | 16.05 – 18.05 | |
| 12 — 14 | 2.03 – 2.05 | 4.03 – 6.02 | 6.05 – 8.02 | 8.03 — 10.05 | 12.05 – 14.05 | 16.05 – 18.05 |
| 16 — 19 | 2.03 – 2.05 | 4.03–6.05 | 6.05 – 8 .02 | 8.03- 10.05 | 12.05 – 14.05 | 16.05 — 18.05 |
| 20 — 22 | 2 – 2.5 | 4.03 – 6.02 | 6.05 – 8.05 | 8.03 – 10.05 | 12.05 – 14.05 | 16.05 – 18.05 |
| 24 — 32 | 2 – 2.5 | 4.03– 6.05 | 6.05 – 8.02 | 8.03 – 10.05 | 12.05 – 14.05 | 16.05 – 18.05 |
| 3 – 3.5 | 6.03 – 8.02 | 9.05 – 11.05 | 12.03– 14.05 | 18.05 – 20.05 | 24.05 — 26.05 |
Данные государственные нормативы необходимы для стандартизации маркировки изделий, изготавливаемых на территории Российской Федерации.
Основная информация и сферы применения
Чаще всего резьбовое соединение изготавливается в метрической системе. Размеры резьбы могут быть абсолютно разными. Витки наносятся на наружные или внутренние поверхности какого-либо элемента цилиндрической формы. Именно такой вид имеют наиболее распространённые крепёжные детали:
- Гайки.
- Шпильки.
- Болты.
- Винты и так далее.
Изделия с конической формой с метрическим типом резьбы нужны в тех случаях, когда соединению требуется высокая герметичность. Профиль под углом позволяет не использовать дополнительные уплотнители. Такой вид с успехом себя зарекомендовал во время монтажа трубопроводов, по которым движутся жидкости и газы. Трубная резьба при невысоком давлении среды отлично справляется с задачей без прокладок. Также конический тип применяется при создании крышек для различных ёмкостей для герметизации отверстия.
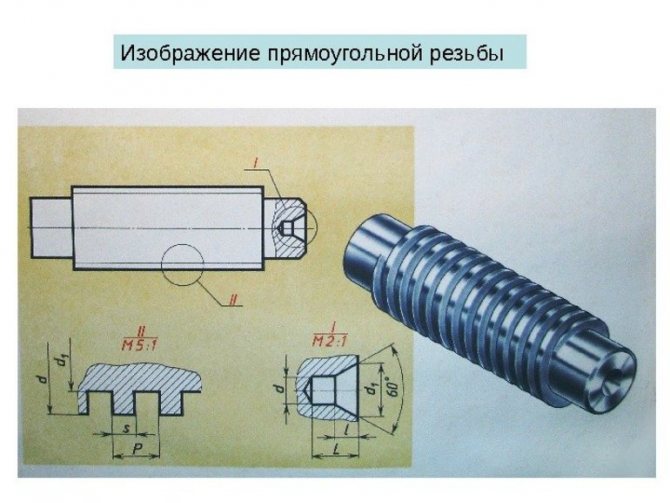
Существует и менее распространённый тип резьбы. Он называется ленточным (прямоугольным). Такой вид применяется в основном в машиностроении.
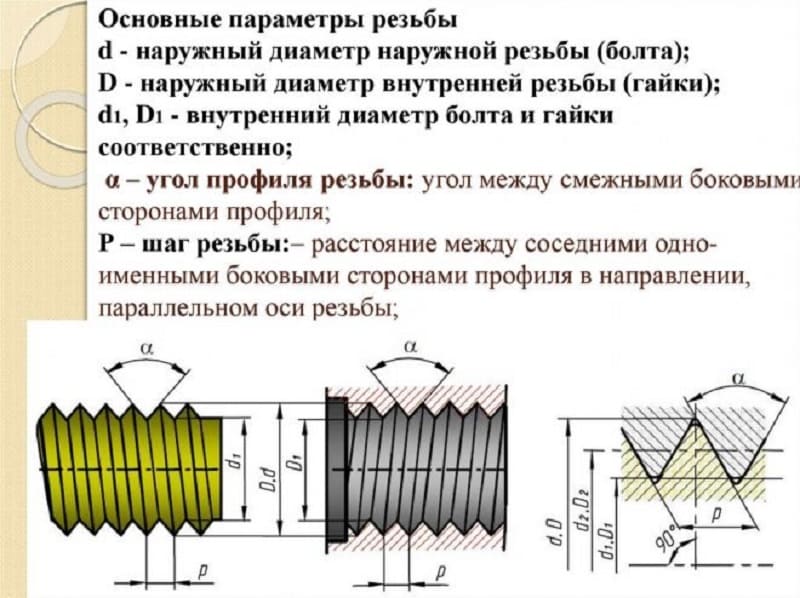
Метрический тип соединений имеет ряд таких параметров:
- Диаметр.
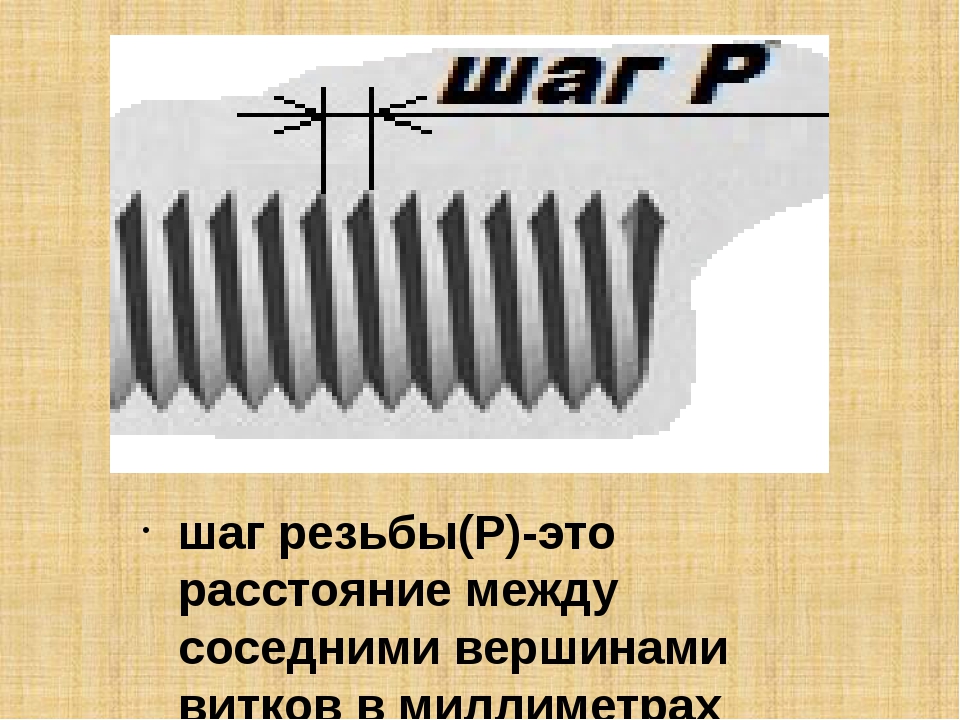
- Шаг резьбы.
- Толщина и расположение.
- Высота.
- Направление витков.
Чтобы понять, что такое шаг резьбы, достаточно взглянуть на обычный болт (неважно, шестигранная головка или стандартная). Это расстояние между отдельными витками. Есть и другие параметры, благодаря которым метрические соединения подразделяются на виды, имеющие свои условные обозначения из букв и цифр
Есть и другие параметры, благодаря которым метрические соединения подразделяются на виды, имеющие свои условные обозначения из букв и цифр.
Резьбовые соединения получили огромную популярность из-за большого количества преимуществ, среди которых:
- Надёжность и длительный эксплуатационный срок.
- Возможность регулировать степень сжатия.
- Простота конструкции.
- Фиксация в закрученном положении.
Из недостатков можно выделить неравномерность распределения номинальной нагрузки по всей ширине и длине витков. Если часто разбирать и собирать конструкцию, то это ускоряет износ элементов. Чтобы продлить срок службы, желательно каждый раз снимать фаску на глубину повреждения, но это применимо не во всех случаях. Также детали с разным шагом не подойдут друг к другу.
Технология нарезания внутренней резьбы
Как уже говорилось выше, перед началом работы надо просверлить отверстие, диаметр которого должен точно подходить под резьбу определенного размера. Следует иметь в виду: если диаметры отверстий, предназначенных под нарезание метрической резьбы, выбраны неверно, это может привести не только к ее некачественному выполнению, но и к поломке метчика.
Учитывая тот факт, что метчик, формируя резьбовые канавки, не только срезает металл, но и продавливает его, диаметр сверла для выполнения резьбы должен быть несколько меньше, чем ее номинальный диаметр. Например, сверло под выполнение резьбы М3 должно иметь диаметр 2,5 мм, под М4 – 3,3 мм, для М5 следует выбирать сверло диаметром 4,2 мм, под резьбу М6 – 5 мм, М8 – 6,7 мм, М10 – 8,5 мм, а для М12 – 10,2.
Читать также: Номинальный диаметр резьбы винта
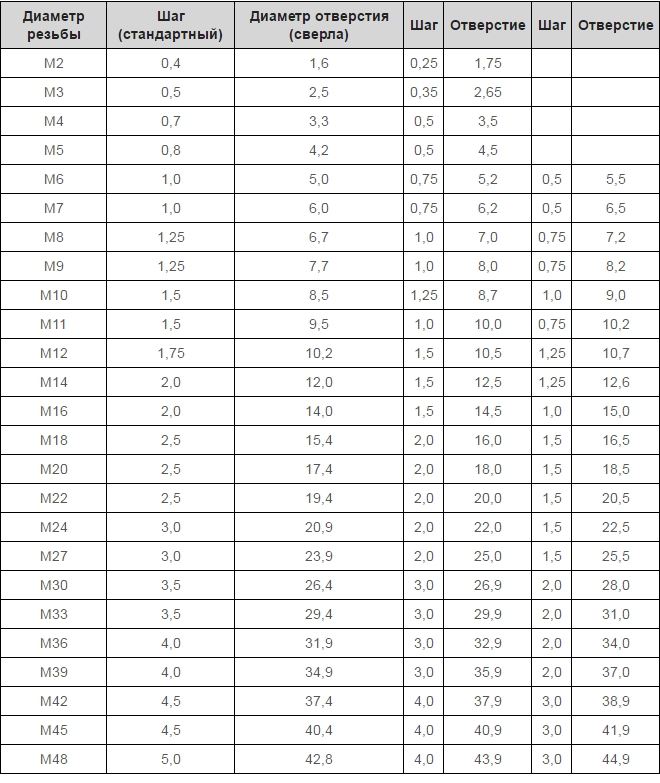
Таблица 1. Основные диаметры отверстий под метрическую резьбу
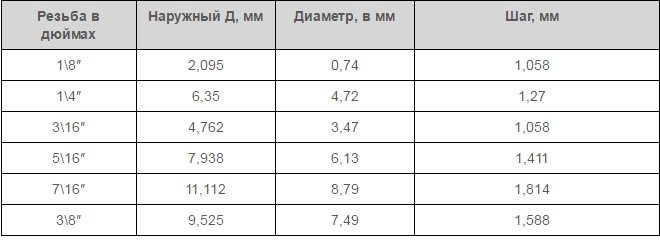
Таблица 2. Диаметры отверстий под дюймовые резьбы
Все диаметры сверл под резьбу ГОСТ приводит в специальных таблицах. В таких таблицах указаны диаметры сверл под выполнение резьбы как со стандартным, так и с уменьшенным шагом, при этом следует иметь в виду, что для этих целей сверлятся отверстия разных диаметров. Кроме того, если резьба нарезается в изделиях из хрупких металлов (таких, например, как чугун), диаметр сверла под резьбу, полученный из таблицы, необходимо уменьшить на одну десятую миллиметра.


Диаметры сверл под метрическую резьбу можно рассчитать самостоятельно. От диаметра резьбы, которую требуется нарезать, необходимо вычесть значение ее шага. Сам шаг резьбы, размер которого используется при выполнении таких вычислений, можно узнать из специальных таблиц соответствия. Для того чтобы определить, какого диаметра отверстие необходимо выполнить с помощью сверла в том случае, если для резьбонарезания будет использоваться трехзаходный метчик, надо воспользоваться следующей формулой:
До = Дм х 0,8, где:
До – это диаметр отверстия, которое надо выполнить с помощью сверла,
Дм – диаметр метчика, которым будет обрабатываться просверленный элемент.
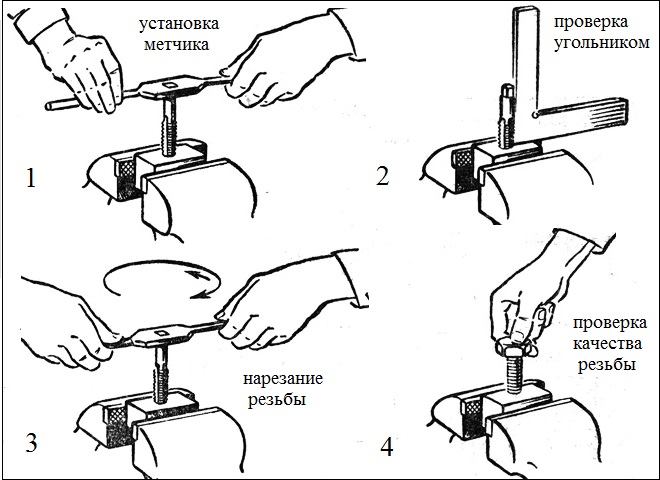
Схема нарезания внутреней резьбы метчиком
Воротки, в которые вставляется резьбовой метчик, могут иметь простейшую конструкцию или оснащаться трещоткой. Работать такими приспособлениями с зафиксированными в них инструментами следует очень аккуратно. Чтобы получить качественную и чистую резьбу, вращение метчика по часовой стрелке, совершаемое на пол-оборота, необходимо чередовать с его проворачиванием на одну четвертую оборота против хода резьбы.
Резьба будет нарезаться значительно легче, если в процессе выполнения этой процедуры использовать смазку. Роль такой смазки при нарезании резьбы в изделиях из стали может играть олифа, а при обработке алюминиевых сплавов – спирт, скипидар или керосин. Если таких технических жидкостей нет под рукой, то для смазки метчика и нарезаемой резьбы можно использовать обычное машинное масло (однако оно обладает меньшим эффектом, чем перечисленные выше вещества).
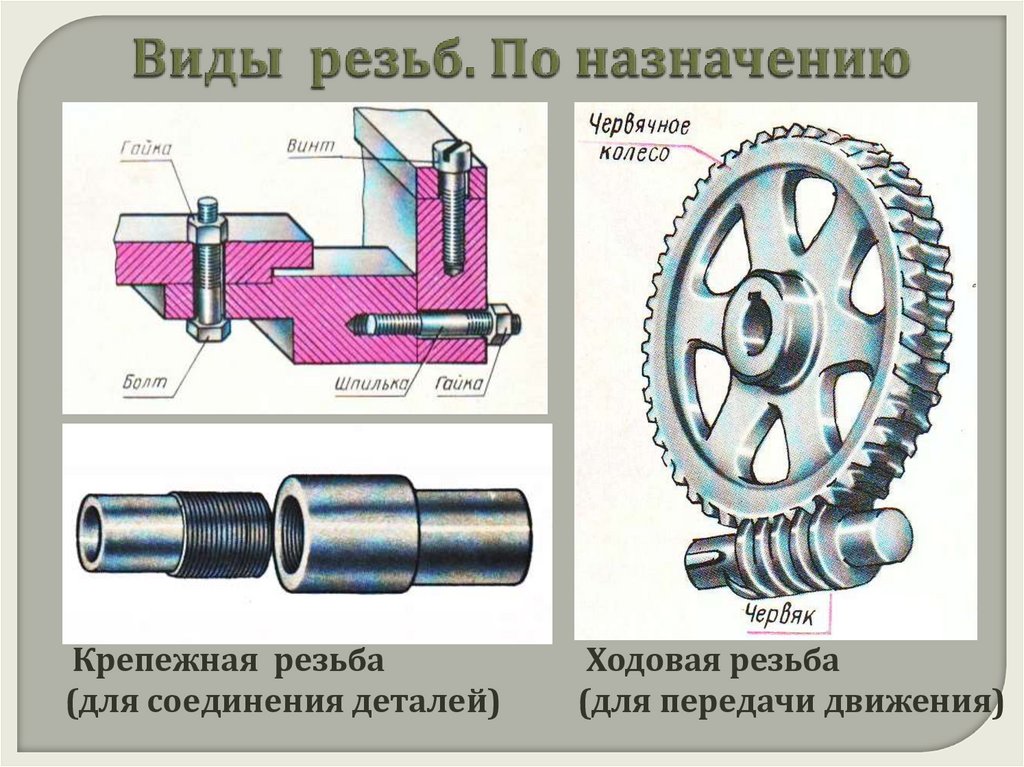
Резьбовые соединения широко применяются в устройстве различных механизмов и машин. Болты, шпильки, винты, гайки – это универсальные, взаимозаменяемые крепежные изделия. Однако бывают случаи, когда требуется нарезать резьбу вручную. Качественно выполнить эту работу поможет специализированный инструмент.
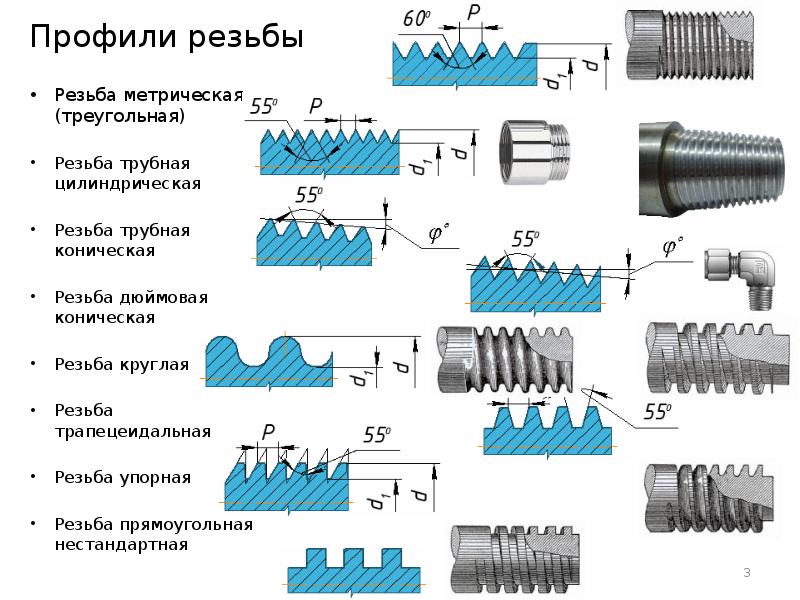
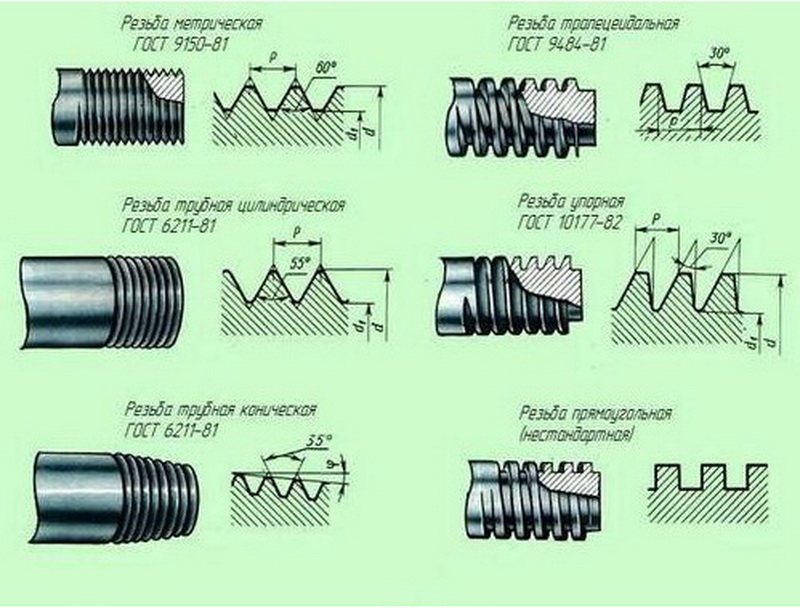
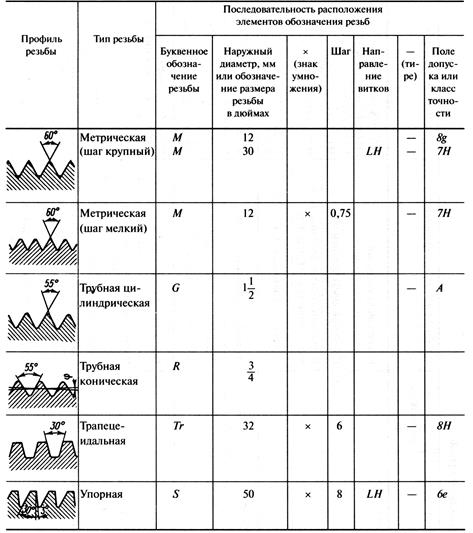
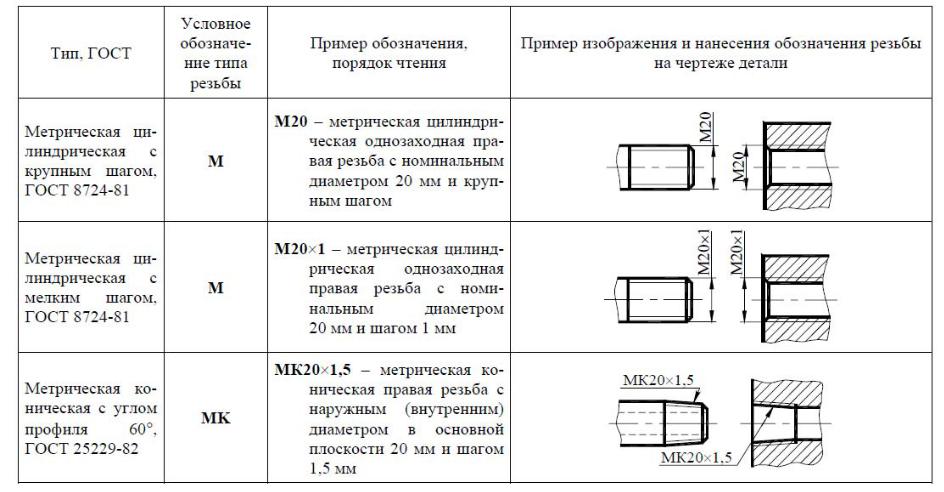
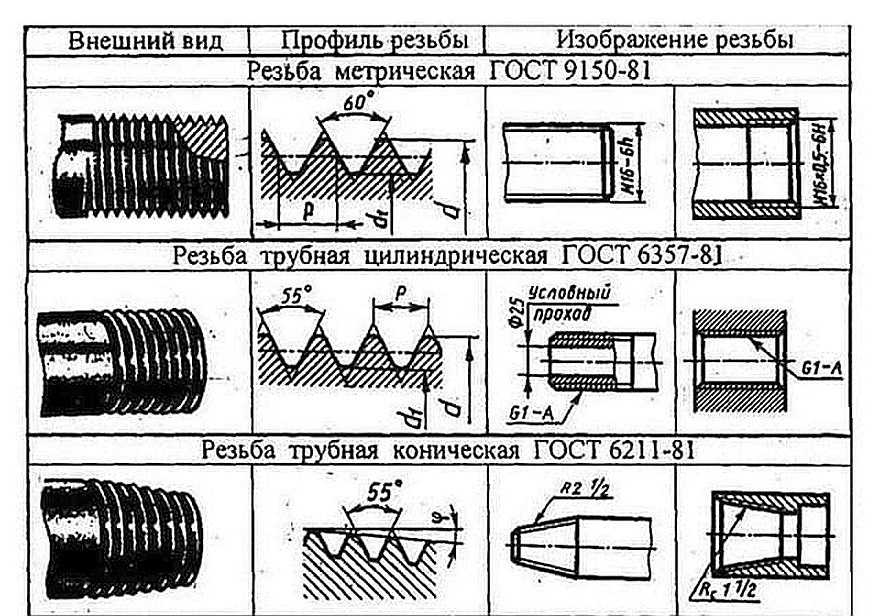
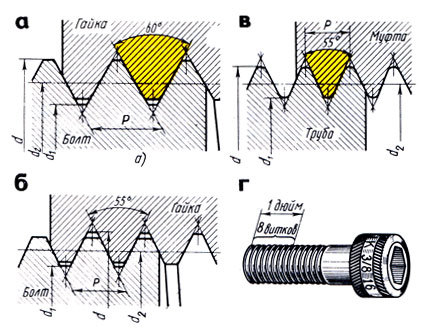
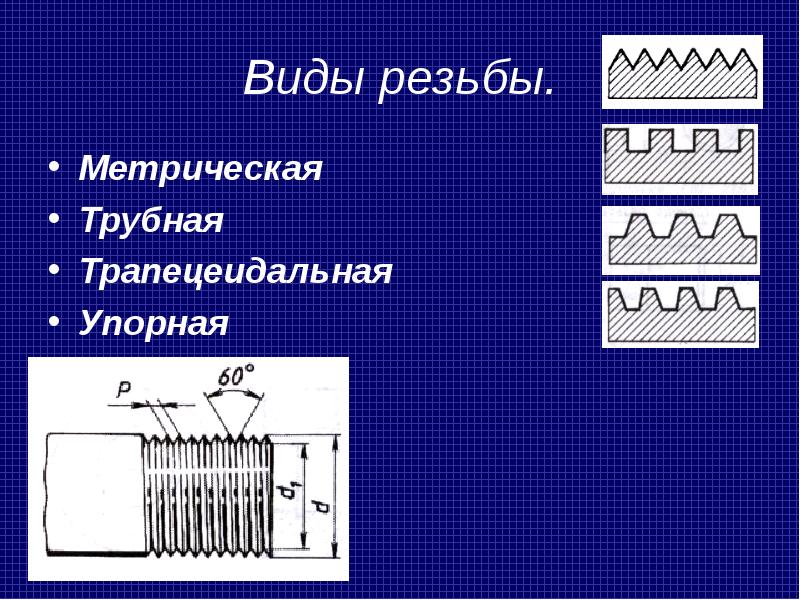
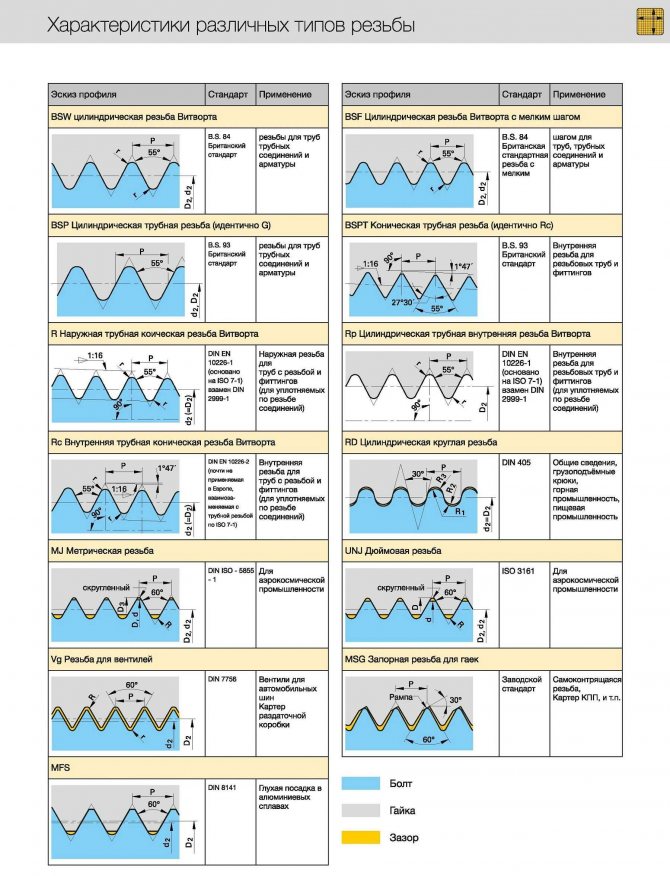
В машиностроении выделяют три основные системы крепежных резьб: метрическую, дюймовую и трубную.
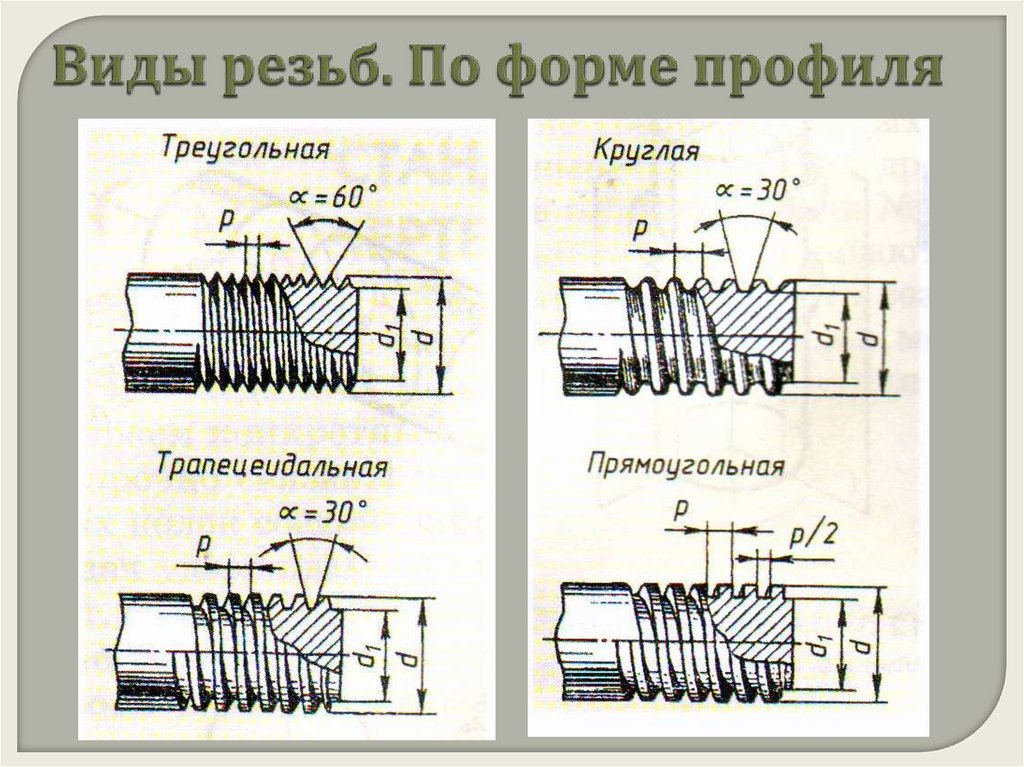
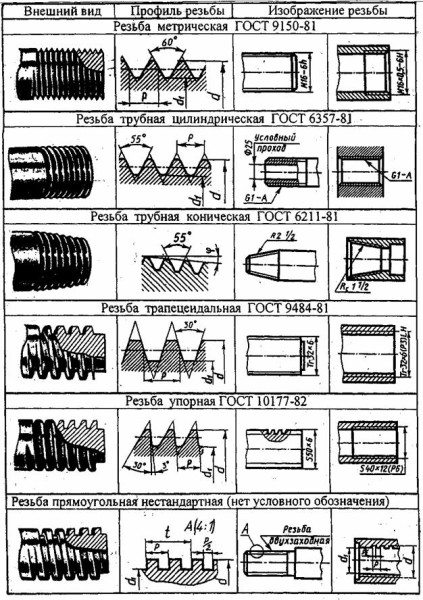
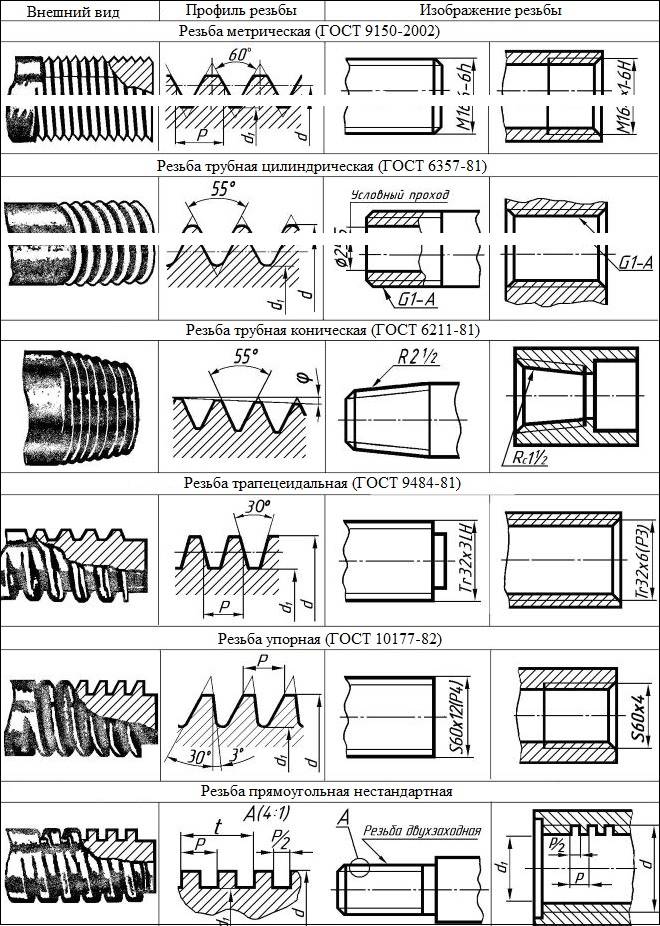
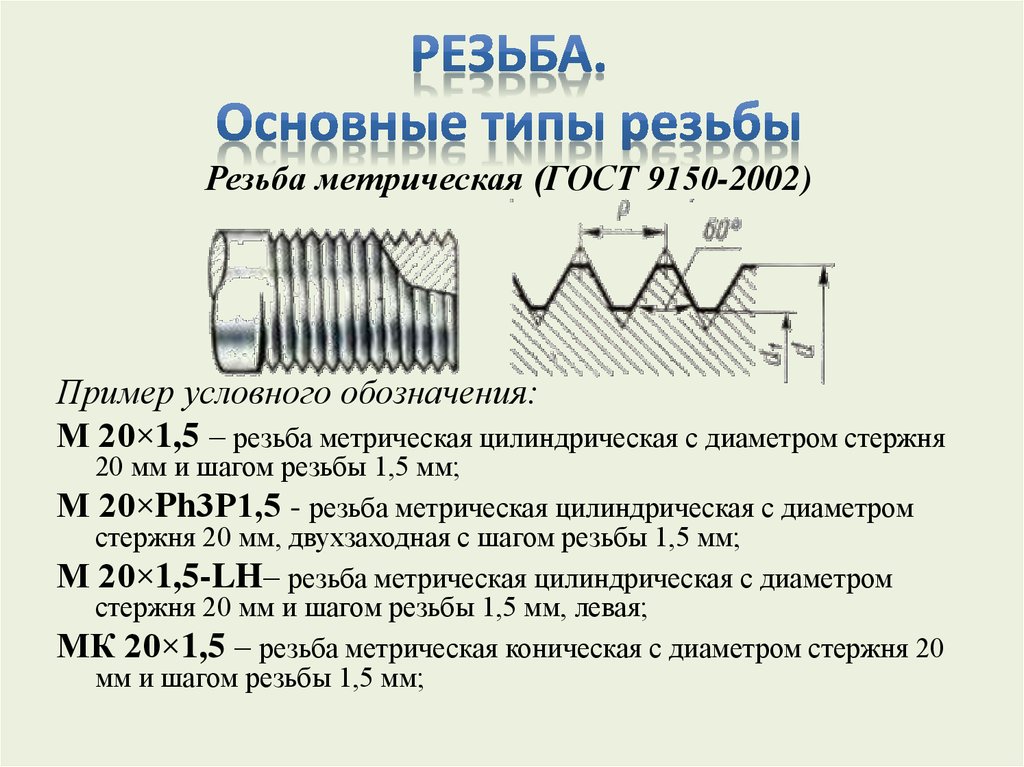
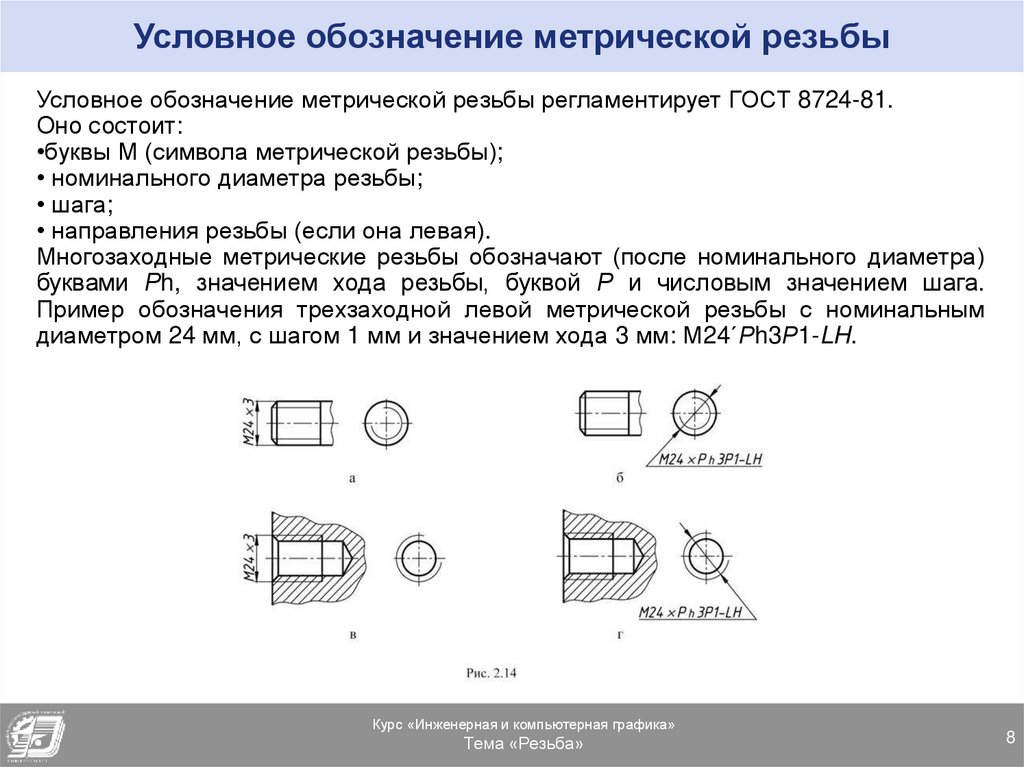
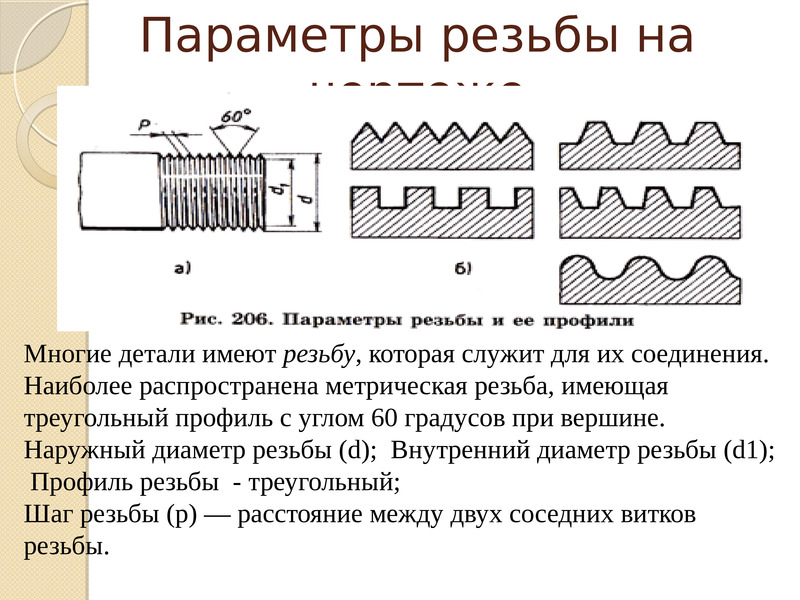
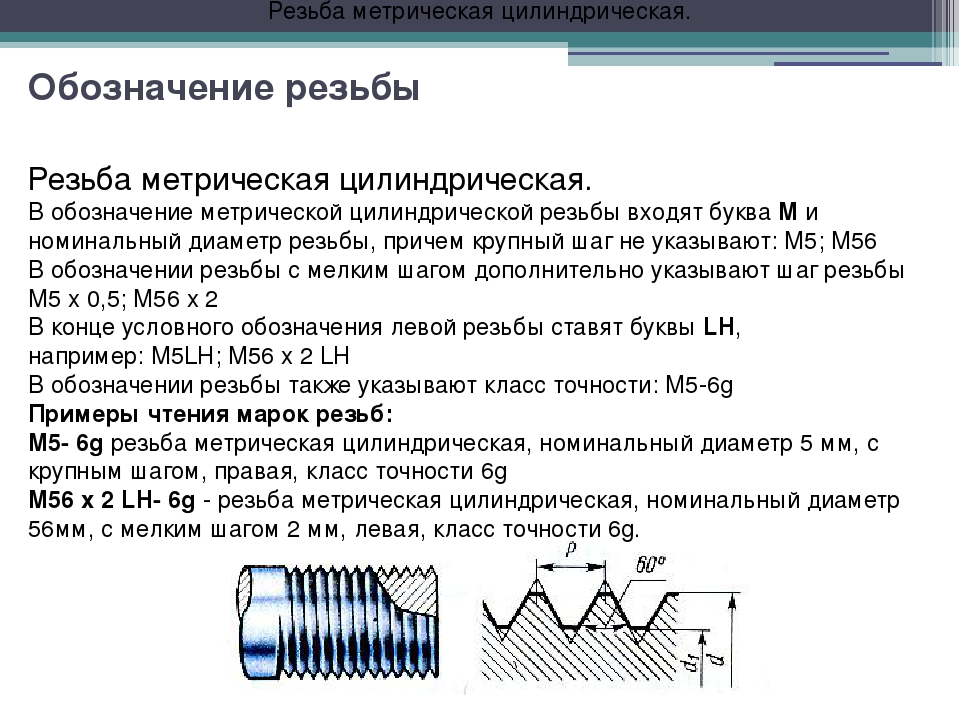
Метрическая резьба получила наибольшее распространение. Она имеет треугольный профиль с углом 60˚. Её основные параметры, диаметр и шаг, выражаются в миллиметрах. Пример обозначения: М16. Это означает, что резьба метрическая, имеет диаметр 16 мм с крупным шагом 2,0 мм. Если шаг мелкий, тогда указывается его значение, например, М16*1,5.
Диаметры дюймовой и трубной резьбы выражаются в дюймах. Шаг характеризуется числом ниток на дюйм. Указанные параметры стандартизированы, поэтому всегда есть возможность подобрать необходимый инструмент.
Особенности и маркировка
Для начала необходимо сказать о том, что существует множество видов подобных типов соединений. Они отличаются по форме зубцов, ширине шага и длине, но принцип работы их остается одинаковым. Учитывая это, делается трубная коническая резьба по ГОСТу и специально маркируется, чтобы мастера могли отличать все эти типы.
Метчики для нарезки внутри трубы или отверстия маркируются в соответствии с типом изготавливаемого вида соединения
Преимущества
Прежде всего, необходимо сказать о том, что именно данный вид резьбы больше всего подходит для труб. Дело в том, что при закручивании острие конуса немного заминается, обеспечивая хорошую плотность стыка и герметизацию. Однако инструкция по эксплуатации не рекомендует постоянно разбирать и собирать этот тип соединений, поскольку это приведет к выработке.

Принцип изготовления наружной нарезки ручным методом, с использованием плашки и специального воротка
- В отличие от других типов подобных элементов такую резьбу можно легко изготовить самостоятельно. Для этого просто понадобится соответствующая плашка или метчик. Другие же резьбы очень трудно создавать своими руками, особенно если их создают на материале большого диаметра.
- Стоит отметить, что для самостоятельного изготовления такого типа соединений необходимо приобрести соответствующий инструмент. Его цена может показаться довольно большой, но такая стоимость вполне оправдывает себя за все время эксплуатации.

Самостоятельно легко нарезать изделия из конструкционной и углеродистой стали, но при наличии заготовок из легированного или каленого материала могут возникнуть трудности связанные с необходимость прикладывать больше сил
Необходимо упомянуть и о том, что данный тип наружной резьбы отлично подходит даже к внутренней прямоугольной насечке. Поэтому ее используют чаще всего.
Размеры и маркировка данных типов нарезки в соответствии с ГОСТом, представленные в виде схемы соединения и таблицы с указанием всех допустимых данных
Маркировка
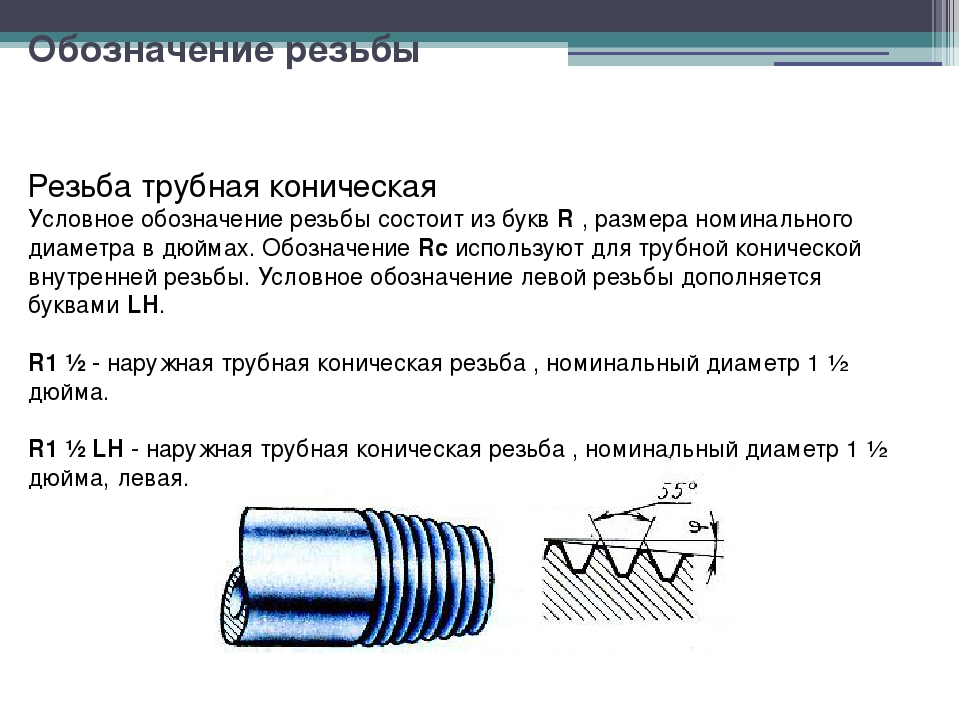
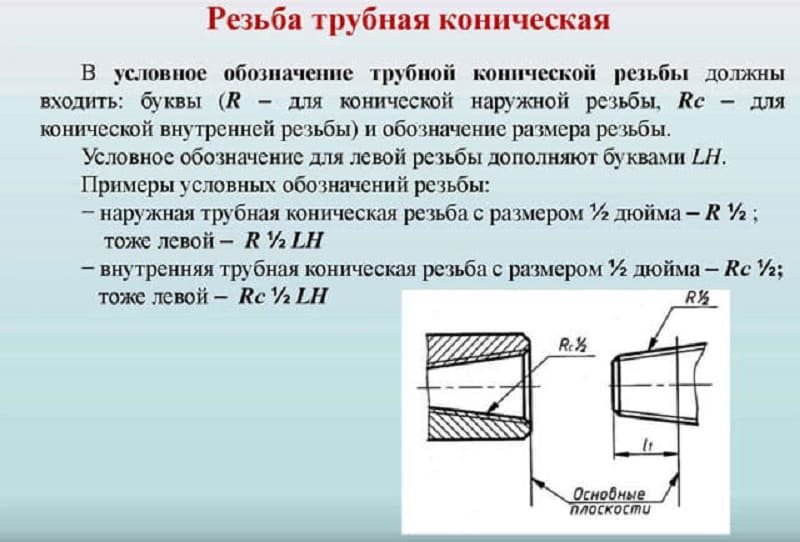
Прежде всего, данный тип соединения обозначают буквой R. При этом для внутреннего изделия к маркировке добавляют литеру С. Поэтому, трубная коническая резьба RC1 2 говорит о том, что она расположена внутри и имеет размер 1/2, что также определяет номинальный диаметр.
Различные виды нарезки на трубах и других элементах
Стоит отметить, что обычно шаг, высота и длина такого соединения зависят от диаметра и увеличиваются пропорционально вместе с ним. Поэтому нет смысла запоминать все обозначение трубной конической резьбы, поскольку намного проще воспользоваться специальной справочной литературой.

Также все водопроводные системы выпускают с одинаковыми параметрами таких насечек, а значит, просто достаточно подобрать изделия с соответствующим диаметром.
Угол наклона при изготовлении конической резьбы позволяет осуществлять плотное соединение практически с полной герметизацией
Рекомендации мастеров
Обычно размеры трубной конической резьбы подбирают в соответствии с ее диаметром, поскольку они соответствуют оптимальным критериям соединения. Поэтому не стоит заниматься самодеятельностью и искать инструмент для создания другого сечения. Это практически невозможно и очень непрактично.
Стоит отметить, что инструмент для создания подобной резьбы значительно отличается по своей форме от того, который используют для других типов нарезки
- При самостоятельном изготовлении резьбы стоит использовать небольшое количество машинного масла, чтобы облегчить ход метчика или плашки по металлу трубы.
- Когда делается резьба необходимо сразу удалять стружку, чтобы она не попала на режущую поверхность и не порвала нить.
Подробные чертежи ниппельной системы с муфтой, где будет использовано соединение, основанное на данном типе нарезке
https://youtube.com/watch?v=_pFRndTMJQs
Для работы используют несколько метчиков или плашек, которые соответствуют черновой и чистовой обработке материала.

Профессиональные мастера или слесаря, которым постоянно приходится сталкиваться с подобными работами рекомендуют приобретать для данных целей соответствующие наборы, но при этом обязательно необходимо проверить качество металла, из которого они изготовлены
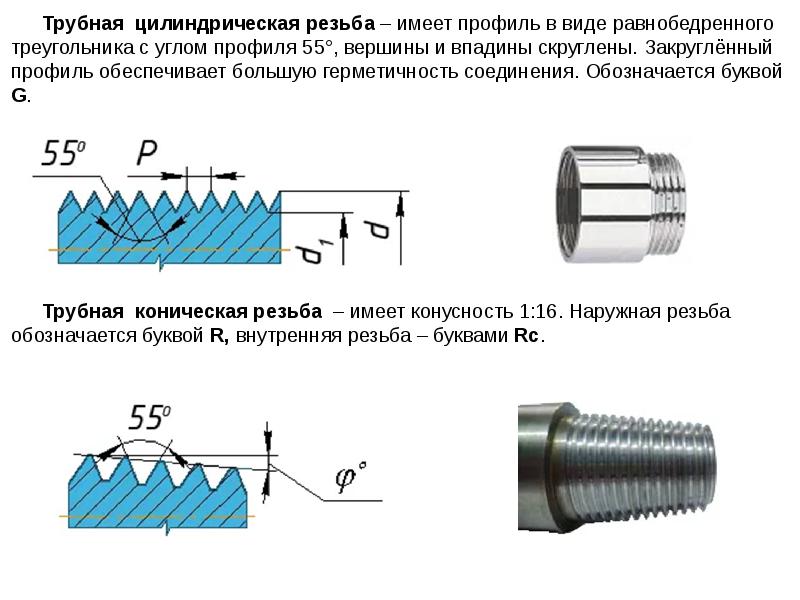
Трубная цилиндрическая резьба
- Единица измерений параметров — дюйм.
- Направление будет левым.
- Класс точности: Класс А в этом случае повышен, а класс В средний.
Почему измерение происходит в дюймах
Дюймовые размеры пришли к нам от западных производителей, так как требования действующего на постсоветском пространстве ГОСТа сформулированы на базе особой резьбы BSW (British Standart Whitworth либо резьба Витворта). Инженер-конструктор Джозеф Фитворт (1803−1887 год) изобрёл в далёком 1841 году и продемонстрировал такой же винтовой профиль для соединений разъёмного типа, и демонстрировал его как совершенно универсальный, надёжный, а также комфортный для использования.
Такой тип осуществления резьбы применяется как в простых трубах, так и в их элементах и соединениях: контргайках, муфтах, угольниках, тройниках.
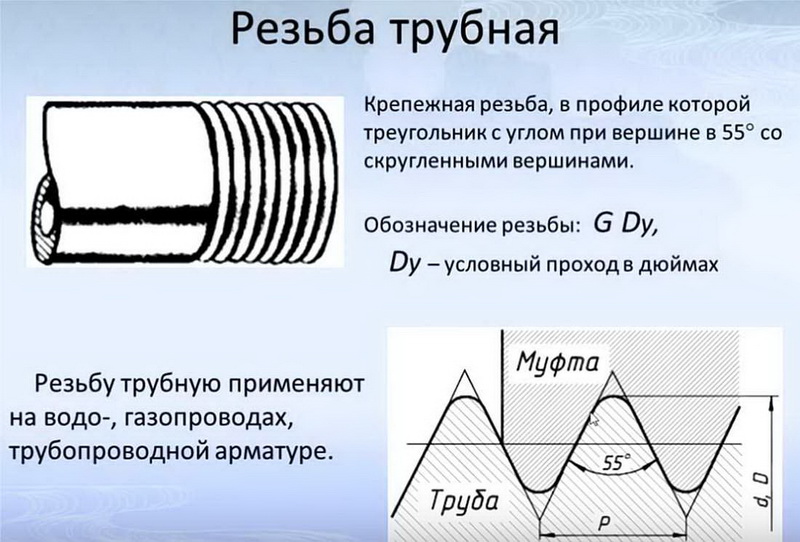
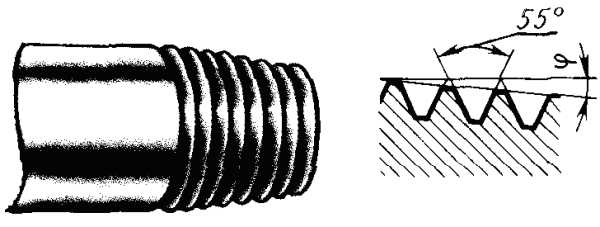
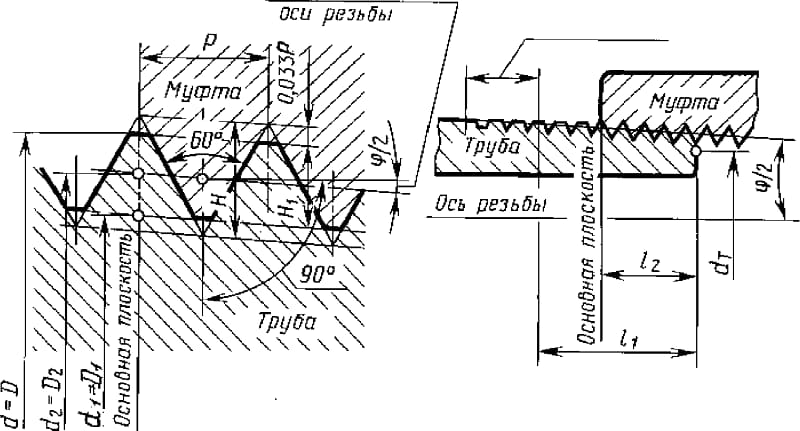
В сечении профиля можно увидеть равнобедренный треугольник с общим углом в 55 градусов и закруглениями на вершинах и в самих впадинах контура, которые используются для более высокого герметичного соединения.
Нарезка резьбовых соединений должна осуществляться на размере до 6. Все трубы создаются крупными, для особой надёжности и предотвращения процесса разрыва трубы в соединениях стоит фиксировать дополнительной сваркой.
Условные обозначения в стандарте.
- Международная: G.
- Япония: PF.
- Англия: BSPP.
Указания буквы G, а также диаметр отверстия в проходе будут указываться в виде дюймов. Наружный диаметр непосредственно резьбы в обозначении найти нельзя.
Размеры резьбы трубной дюймовой
G ½ — трубы в виде цилиндра наружного типа, внутренний диаметр отверстия равен ½. Наружный диаметр у такой трубы будет равняться 20,995 мм, число шагов по длине — 25,4 мм, что значит около 14 шагов.
Например:
- G ½ -В— резьба трубная цилиндрическая, внутренний диаметр отверстия ½ дюйма, класс точности трубы совпадает с отметкой В.
- G1 ½ LH-B— труба цилиндрического типа, внутренний диаметр отверстия доходит до ½, класс точности В, левая.
Для внутренней цилиндрической трубы стоит использовать отверстие, которое будет полностью соответствовать параметрам.
Как быстро найти шаг в трубе
Можно рассмотреть дополнительные фотографии с англоязычных сайтов, которые смогут наглядно продемонстрировать методику использования и построения конструкции. Трубочная резьба характеризуется в большинстве случаев не общим размером между вершинами профиля, а числом общих витков на 1 дюйм вдоль всей оси поверхности. При помощи простой рулетки, а также линейки прикладываем, отмеряем один дюйм (25,4 мм) и визуально высчитываем количество шагов.
Будет намного проще, если в вашем ящике с инструментами будет находиться резьбомер для дюймового отмера. Таким прибором довольно просто проводить все измерения, но стоит помнить о том, что резьба может различаться углами вершин — 55 и 60 градусов.
Коническая трубная резьба ГОСТ 6211081
Единица измерения всех параметров в этом случае — дюйм.
Форма такой трубы будет соответствовать профилю трубной цилиндрической вырезки с общим углом в 55 градусов Цельсия.
Главные обозначения:
- Международная — R
- Япония — PT.
- Великобритания BSPT.
Для этого стоит указывать букву R и общий номинальный диаметр Dy. Обозначение в виде буквы характеризует наружный тип резьбы, Rc внутренний, а Rp – внутренний цилиндрический. По такому же аналогу с цилиндрической трубой для левой резьбы стоит применять LH.

Примеры:
R1 ½ -это наружная труба конической вырезки, номинальный диаметр которой равен Dy ½ дюйма.
R1 ½ LH — это наружная коническая труба, номинальный диаметр которой Dy будет равняться ½ дюйма.
- Дюймовая вырезка конической формы по ГОСТу 6111−52.
- Единица измерения в этом случае — также дюйм.
- Происходит его изготовление на поверхности с конусностью 1:16.
Обладает общим углом профиля около 60 градусов. Используется в изготовлении трубопроводов (водяных, воздушных, а также топливных) машин и станков с невысоким давлением при работе. Применение такого вида соединений включает в себя особую герметичность и стопорение резьбы без воздействия дополнительных подручных средств (льняных нитей, а также пряжи с суриком).
Главные обозначения
Первой в названии имеется буква К, а после идёт слово ГОСТ.
Пример: К: ½ ГОСТ 6111–52 .
Расшифровывается такая надпись так: резьба коническая дюймовая с наружным, а также внутренним диаметром в основной плоскости, примерно равной наружному либо внутреннему разъёму трубы цилиндрического типа G ½.
Метрически конический тип вырезки. По ГОСт у 25229 -82.
Единицей измерения в этот раз выступает мм.
Процесс создания трубы происходит на поверхностях с общей конусностью в 1:16.
Применяется во время соединения трубопроводов. Угол в самой вершине витка будет доходить до 60. Главная плоскость смещена, если смотреть на торец.
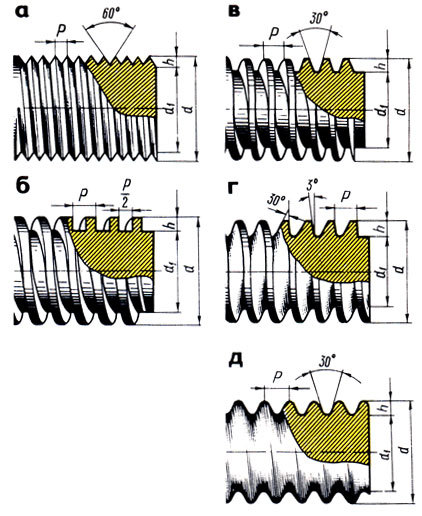
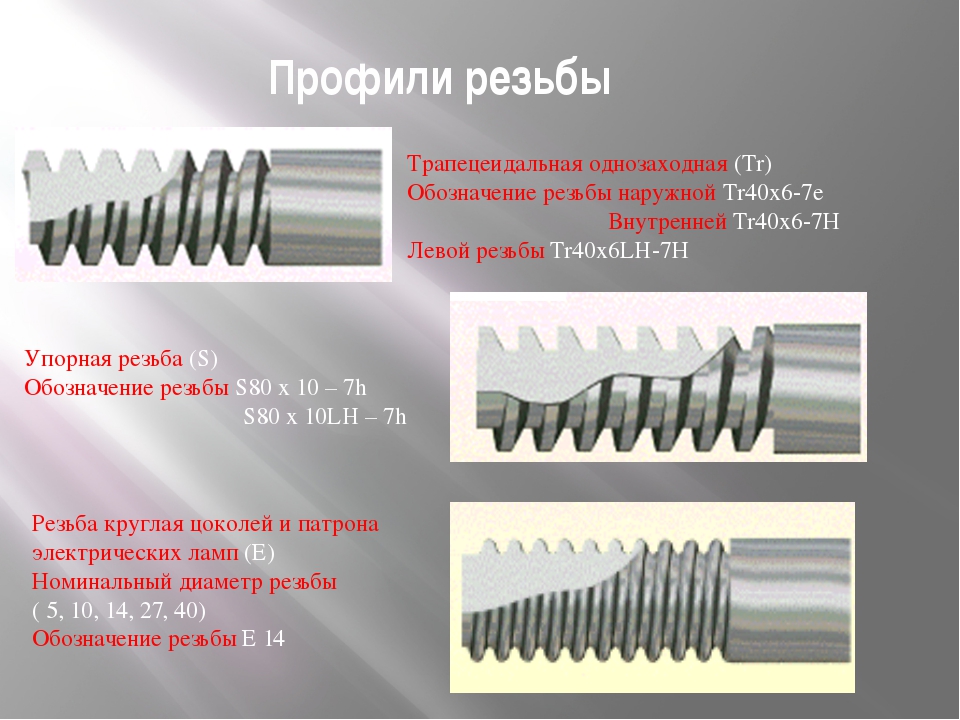
Коническая, круглая и трапецеидальная резьба

Конические детали отличаются от обычных тем, что на их поверхность наносится конусная резьба. Угол равняется 1/16. Такие изделия применяются при необходимости герметизации соединений. Производители должны соблюдать требования, прописанные в ГОСТ 25229–85 . Для обозначения деталей применяется буквенная маркировка МК. После этого уже идут числовые параметры, которые соответствуют геометрическим показателям.
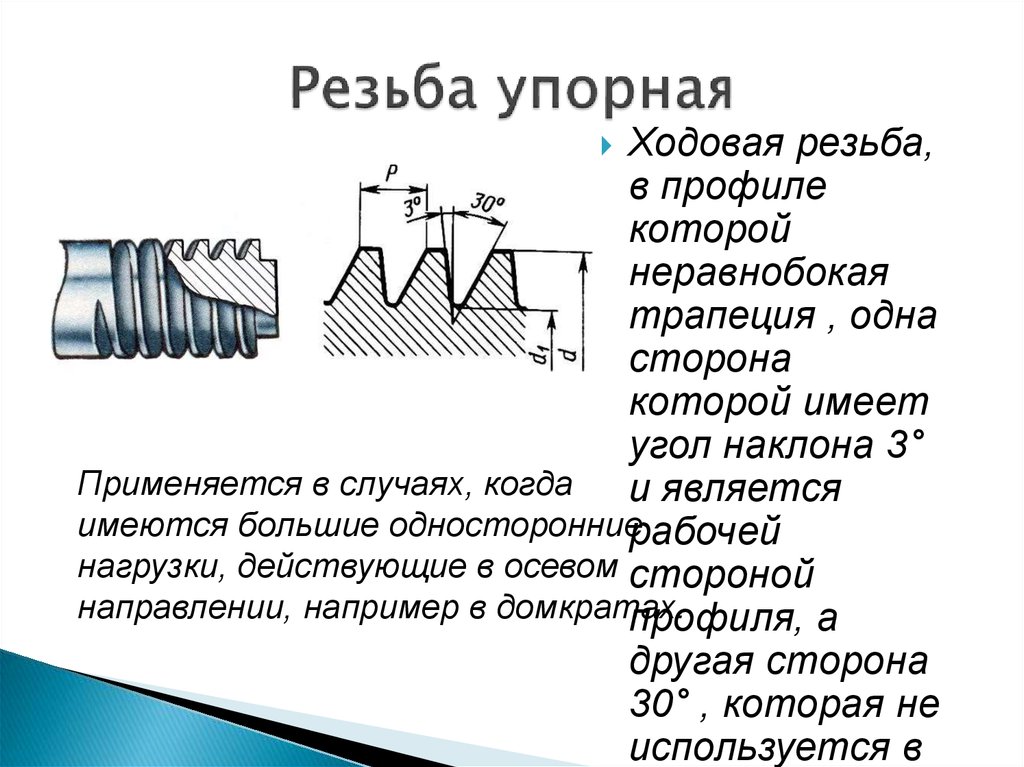
Круглый профиль используется при изготовлении различных трубопроводных кранов и другой запорной арматуры. Все нормативы для этого вида можно узнать из ГОСТ 13536–68 . В документации, на чертежах и схемах применяется обозначение из букв Кр. Угол возле вершины витков равняется 30 градусам.
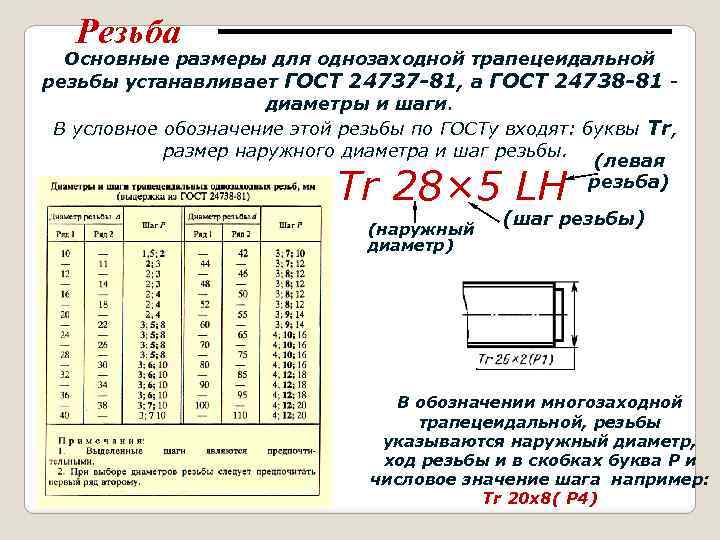
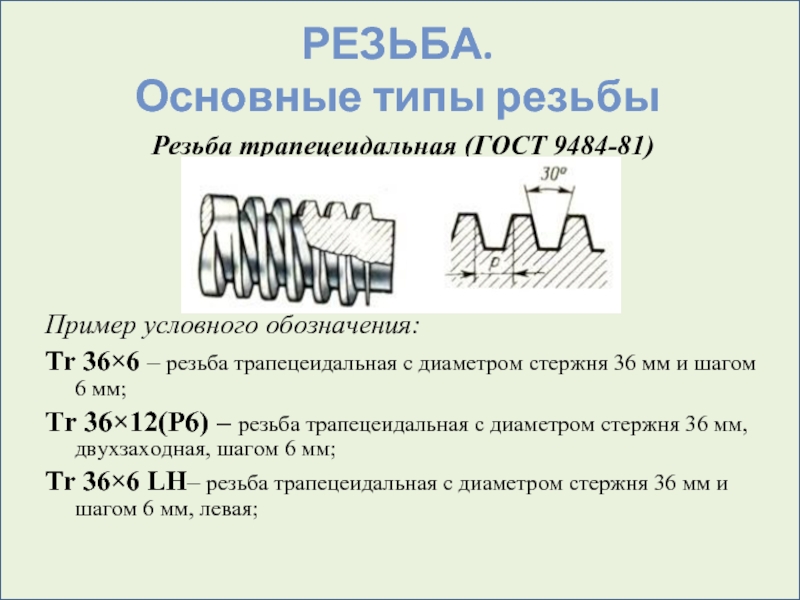
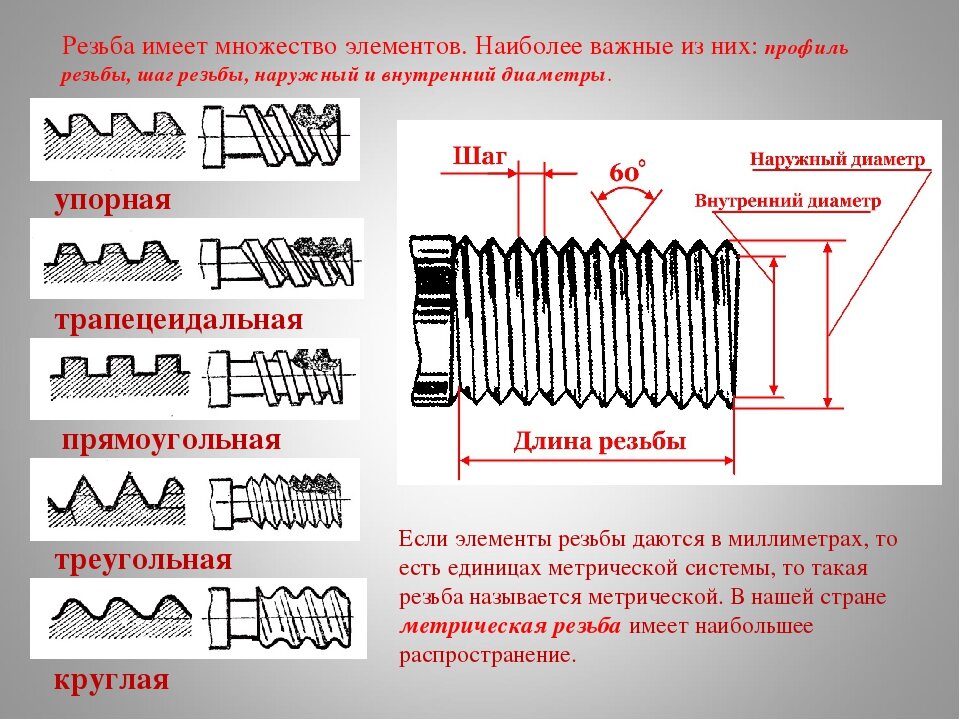
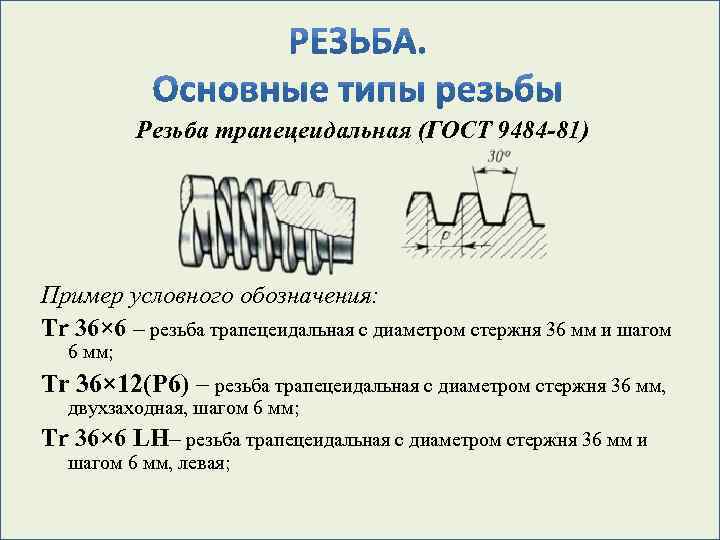
Особенность трапецеидальных резьб заключается в том, что они являются самонарезающими. Во время перемещения гайки создаётся очень высокая сила трения. Благодаря этому не требуется дополнительная фиксация. Изделия такого типа производятся в размерах 8−640 мм. Шаг нанесения витков варьируется от 1,5 до 12 мм. Все требования к готовым деталям прописаны в ГОСТе 24738−81.
Как нарезать многозаходную резьбу. Видеоролик.
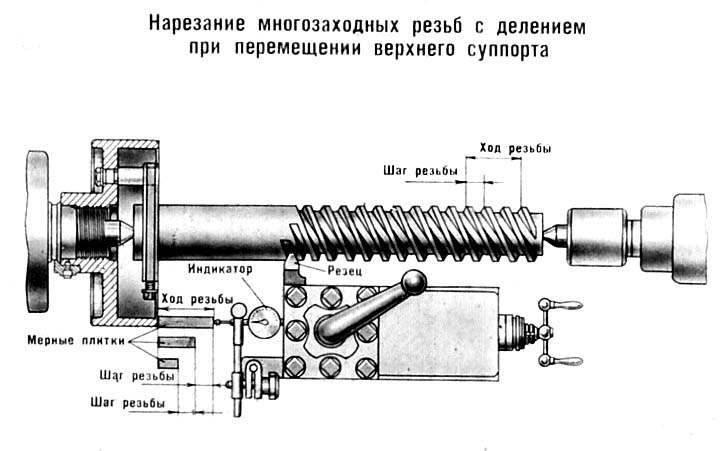
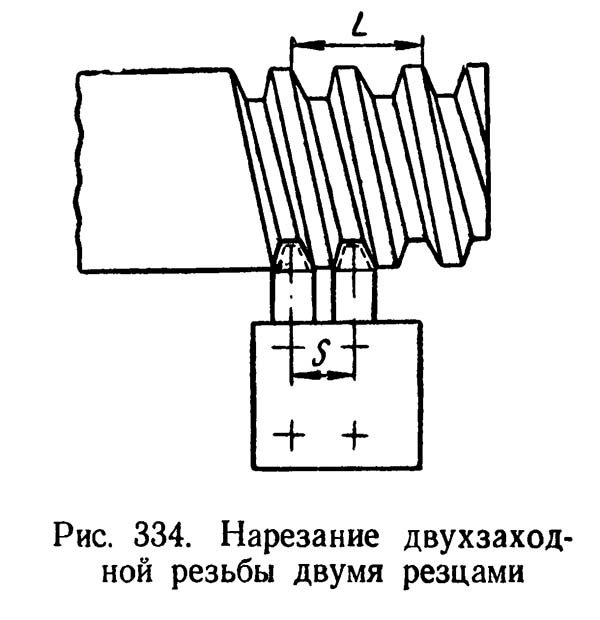
Нарезание многозаходной резьбы любого профиля начинают так, как если бы требовалось нарезать однозаходную резьбу с шагом, равным длине хода. Нарезав одну винтовую канавку на полный профиль, отводят резец обратно (на себя) и, дав ходовому винту обратный ход, возвращают суппорт в начальное положение. После этого при неподвижном ходовом, а, следовательно, и неподвижном резце поворачивают деталь на такую часть окружности, сколько заходов имеет резьба, т. е. при двухзаходной — на половину оборота, при трехзаходной — на третьи т.д.
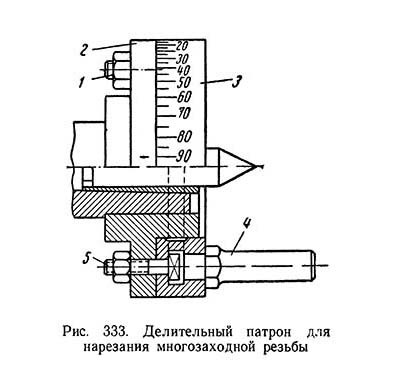
Весьма просто нарезается многозаходная резьба при помощи поводкового патрона с несколькими пазами; количество пазов должно равняться количеству заходов винта или быть кратным этому количеству (Рис. 7,а).
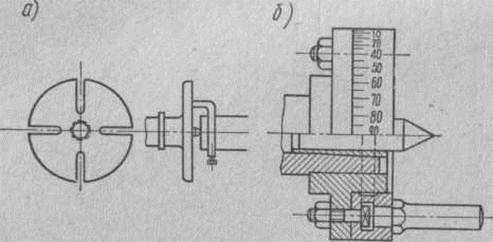
Рис.7. Поводковые патроны.
а — с пазами; б — со специальной планшайбой
После нарезания каждого хода деталь снимают с центров и ставят вновь на них так, чтобы хомутик попал в следующий паз поводкового патрона, затем нарезают следующий ход.
Большое распространение имеет метод нарезания многозаходных при помощи специальной планшайбы (рис. 7, б) с двумя дисками; один из этих дисков может поворачиваться относительно и» на различные углы в зависимости от числа заходов резьбы. На цилиндрической поверхности вращающегося диска нанесены деления, при помощи которых один диск устанавливается относительно другого на определенный угол.


На токарных станках, имеющих передачу к ходовому винту через сменные зубчатые колеса (рис. 8), многозаходные резьбы можно нарезать при помощи промежуточного колeca 1 и колеса 2, сцепляемогос ним на гитаре. На колесе 1 имеется метка, после чего гитара расцепляется, а шпиндель поворачивается на угол, соответствующий количеству зубьев колеса и количеству заходов нарезаемой резьбы.
Многозаходную резьбу можно нарезать при помощи многорезцовых державок в которых резцы отстоят друг относительно друга на опрелделенном расстоянии.
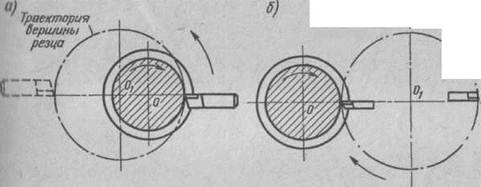
Рис. 9. Схема нарезания резьбы вращающимися резцами (вихревой метод нарезания резьбы): О—Охрасстояние между осями вращения
Деталь, на которой должна быть нарезана резьба, закрепляется в центрах или патронеи и медленно вращается. В специальной головке, установленной на суппорте станка (рис. 9, а), закрепляется резец с пластинкой из твердого сплава. Головка, вращающаяся от специального привода, расположенаэксцентрично относительно оси нарезаемой детали. Таким образом, при вращении головки резец, закрепленный в ней, описывает окружность, диаметр которой больше диаметра детали. Периодически(один раз за каждый оборот головки) резец соприкасается с деталью по дуге и за каждой оборот головки прорезает серповидную канавку, имеющую профиль резьбы. За каждый оборот вращающейся детали при перемещении вращающейсяголовки вдоль оси детали на величину шага резьбы на детали, будет образовываться один виток резьбы. При нарезании резьбы головку повертывают относительно оси детали на величину угла подъема винтовой линии резьбы.
Нарезание резьбы плашками и самораскрывающимися резьбонарезными головками
Основной недостаток всех типов плашек — это необходимость свинчивания их по окончании нарезания, что вызывает значительную затрату времени и снижает производительность, а также ухудшает качество резьбы.
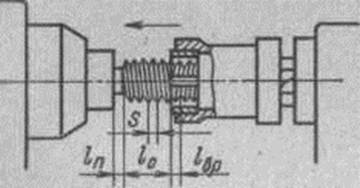 |
Рис. 10. Схемы нарезания резьбы:
а — круглой плашкой; б — резьбонарезной головкой
Нарезание резьбы самораскрывающимися резьбонарезными головками (рис. 10,6), применяемыми на автоматах, револьверных и болторезных станках, значительно производительнее (в 3—4 раза), чем нарезание плашками (рис. 10,а), так как благодаря автоматическому раскрыванию обратного свинчивания их не требуется. Резьбонарезные головки нормализованной конструкции изготавливаются серийным порядком с тангенциальным и радиальным расположением плашек, а также с круглыми плашками.
Не нашли то, что искали? Воспользуйтесь поиском:
Лучшие изречения: Для студента самое главное не сдать экзамен, а вовремя вспомнить про него. 9755 – | 7376 – или читать все.
91.146.8.87 studopedia.ru Не является автором материалов, которые размещены. Но предоставляет возможность бесплатного использования. Есть нарушение авторского права? Напишите нам | Обратная связь.
Отключите adBlock! и обновите страницу (F5)очень нужно
Происхождения слова
Первое упоминание об этой фигуре встречается еще в трудах известного древнегреческого математика Евклида.
В его книге «Начала» этим термином описывается абсолютно любой четырехугольник, который не является параллелограммом.
Если кто не помнит, параллелограммом называют четырехугольник, у которого противоположные стороны параллельны. Выглядит эта фигура в классическом понимании вот так:

Интересно, что и всем известные фигуры – квадрат, прямоугольник (что это?) и ромб (это как?) – также являются частным случаем параллелограмма. Ведь действительно – у них противоположные стороны параллельны друг к другу.

И получается, что Евклид был в целом прав. Он просто поделил все четырехугольники на две большие категории – параллелограммы и трапеции.
Кстати, само слово ТРАПЕЦИЯ также имеет греческое происхождение. В древние времена оно звучало как «трапедзион». И в переводе это означает «обеденный стол». Поэтому слово «трапеза», которое у нас является синонимом любого приема пищи тоже родом оттуда.
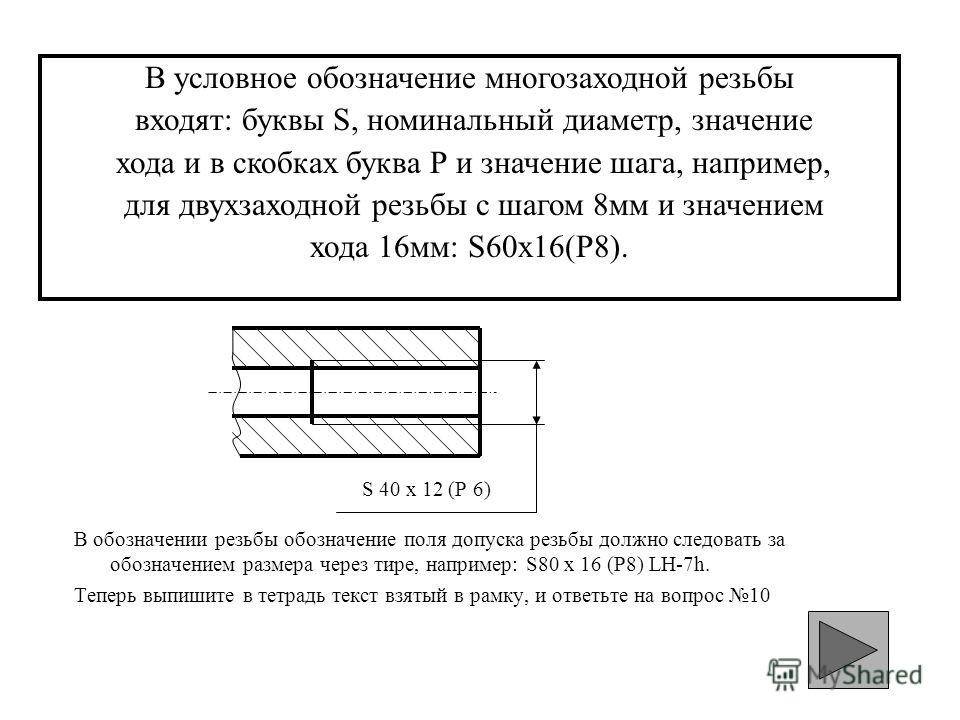
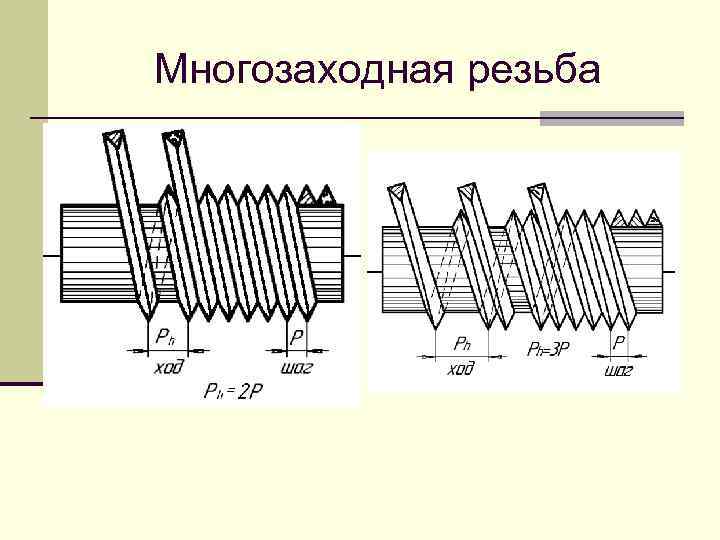
Резьба многозаходная
Одним из параметров, определяющим вид резьбы, является количество заходов. Оно варьируется в зависимости от степени сложности решаемых задач. Одной из самых технологических сложных является резьба многозаходная. Это число может равняться двум, трём, четырём или более (встречается достаточно редко). Чем больше значение данного параметра, тем сложнее она в исполнении. Наиболее сложной и трудоёмкой в производстве является четырёхзаходная резьба.

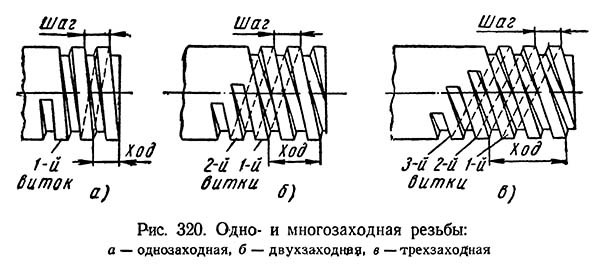
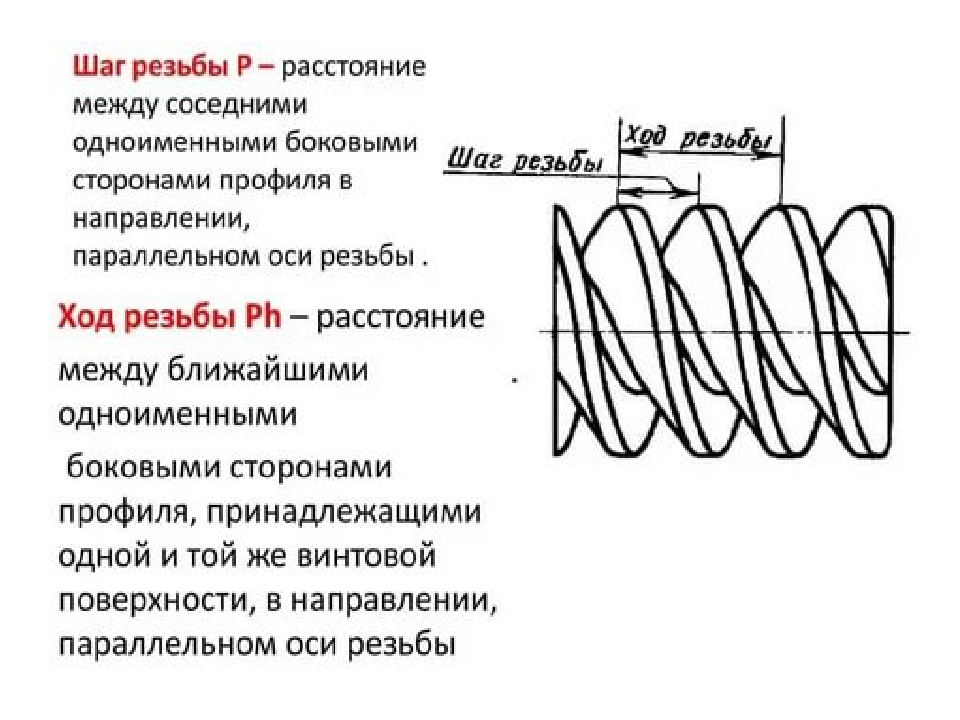
Не зависимо от числа она имеет равномерно расположенные заходы. Их располагают на одинаковом расстоянии друг от друга, разбивая внешнюю окружность детали на равное количество секторов. Например, двухзаходная резьба будет иметь два захода, расположенные симметрично, через сто восемьдесят градусов. Для неё ходом считается расстояние, которое измеряется вдоль оси изделия (болта, гайки, вала и так далее) между витками, выполненными в одном заходе, пропуская другие витки. При однозаходной, понятия шаг и ход являются идентичными, для многозаходной они имеют свой технический смысл. Ход всегда равен шагу, умноженному на количество выполненных заходов.
Если зуб имеет форму классической трапеции, она называется многозаходная трапецеидальная резьба. В поперечном сечении винт с многозаходной резьбой представляет фигуру с заданным значением выступов. Их число равно количеству нарезанных элементов.
С помощью многозаходной резьбы решают следующие задачи:
- увеличивают прочность соединения (во многих специализированных соединениях);
- изменяют передаточное число (в редукторах различного назначения);
- создать значительное смещение гайки вдоль стержня винта при незначительном количестве произведенных оборотов (например, в тормозной системе шахтных электровозов).

Многозаходные системы имеют следующую последовательность маркировки. На первом месте расположена буква. Она означает принадлежность к конкретному виду резьбы: М – метрическая, Уп или Сп специальные многозаходные. Далее проставлено число, которое указывает номинальный диаметр. После этого числа отмечается количество заходов, например Х2 –значит два захода. В круглых скобках число с индексом «Р» означает значение шага. Например, маркировка многозаходной резьбы М30Х2(Р15) свидетельствует, что она является метрической, диаметром 30 миллиметров с числом заходов равным двум и шагом в 15 миллиметров.
Для специальных видов маркировка может иметь вид Уп 22,5х(3х4,5). Первое число 22,5 означает величину наружного диаметра, 3 – указывает на число заходов, 4,5 – величину шага. Для многозаходной конструкции с такими характеристиками величина хода будет равна произведению 3 и 4,5 мм, что составляет 13,5 мм. Число заходов можно определить визуально, если подсчитать количество витков на торце гайки, винта или вала.
По международной системе обозначения может быть указано направление резьбы: L – левая, R — правая. Сама многозаходная резьба обозначается латинской буквой S.
Метрическая и дюймовая
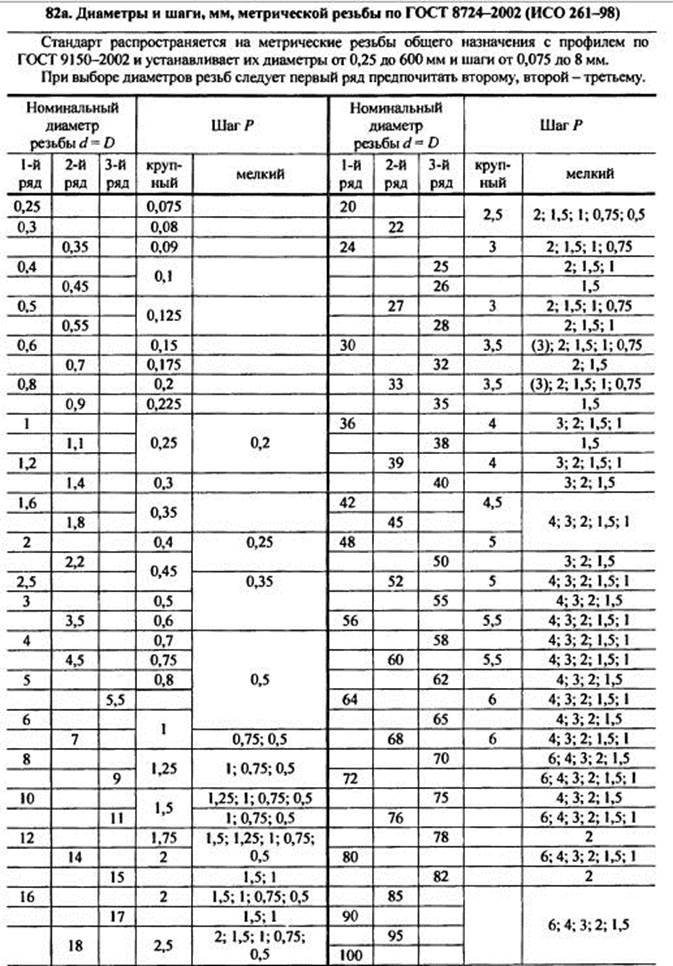
Метрическая резьба изготавливается на основании нормативов, прописанных в ГОСТ 8724–2002 . Зачастую такой тип используется для создания крепежей. Этот вид может применяться в качестве ходовой, если были соблюдены определённые условия.
Основой для метрического типа служит равносторонний треугольник, угол которого у основания составляет 60 градусов. Изготовленная резьба может иметь от одного до нескольких заходов. Второй вариант используется тогда, когда нужно увеличить прочность сочленения.
Сейчас производят изделия с сечением до 600 мм и шагом витков до 6 мм. Небольшие используются в тех случаях, когда нужно сделать разъёмное крепление на тонких стенках устройства. Этот вид очень распространён в автомобилестроении.
Резьба может быть левой или правой. Сначала указывается буква М, которая обозначает, что изделие выполнено в соответствии с метрической системой. После этого указывается размер и шаг в миллиметрах.
Дюймовая система в основном используется при изготовлении трубопроводных фитингов и арматур. Маркировка наносится как на пластиковые, так и на металлические изделия. Все требования прописаны в ГОСТ 6111–52 . В этом нормативном документе есть таблицы с размерами и шагом для конкретного вида. Все обозначения в дюймах.
Недостатки соединений
Отрицательных сторон у данного вида соединений не так уж и много. Одна из них – это возникновение большого напряжения во впадинах. Кроме того, их нельзя применять в устройствах и механизмах, которые обладают высокой вибрацией, так как винты могут самостоятельно выкручиваться, что не является хорошим знаком.
Поэтому необходимо следить за этим, и в случае возникновения такой ситуации — исправить положение винтов.
Такое качество, как стоимость, можно отнести как к положительным, так и к отрицательным сторонам.
Одноходовые резьбы стоят значительно ниже, чем многоходовые. Здесь каждый выбирает в соответствии с личными предпочтениями. Многие конструкторские организации используют именно многоходовые резьбы, так как они отличаются надежностью и прочностью.
Итак, мы выяснили, что собой представляет такой вид соединения, как трапецеидальная резьба, размеры ее, преимущества и недостатки.





