Принцип работы и особенности
Патрон ставится в универсальный или узкоспециализированный станок. Нужен он для монтажа элементов на оси шпинделя. Они дают надёжный захват заготовочного предмета, и заодно улучшают зажим при высоких оборотах.
Эксплуатируются в чистом сухом месте, все химические жидкости, провоцирующие коррозию, удаляются для сохранности патрона. Затем перед работой все стяжные болты закручиваются до упора гаечным ключом. Следующее действие — это крепёж патронного элемента в токарный агрегат, болты затягиваются гайками и включают станок.
Лучше всего запускать агрегат на малых оборотах, дабы проверить прочность сборки и заодно откалибровать значения торцевого и радиального биений на холостом ходу.
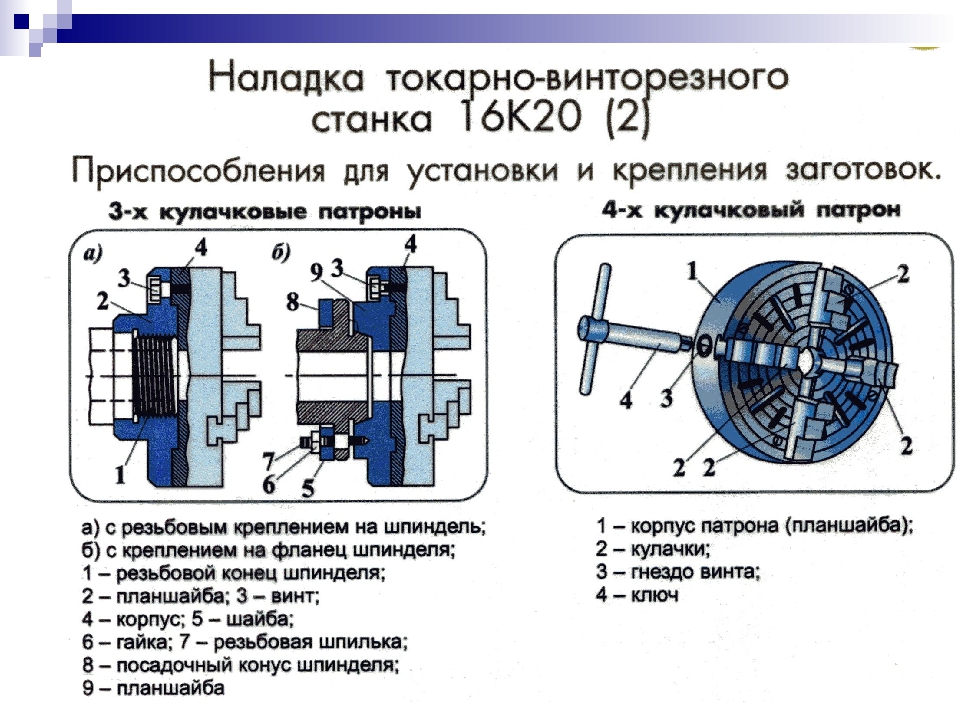
Для того чтобы закрепить заготовку на станке, чаще всего применяют патрон с двумя или тремя кулачками. При этом есть детали с независимым движением кулачков.
Эти самые зубцы двигаются вместе в радиальную сторону, за счёт чего происходит удержание заготовки в зоне обработки.
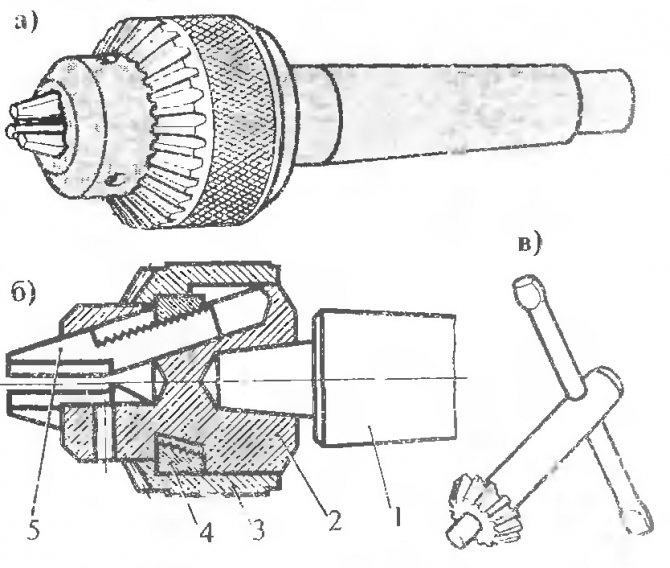
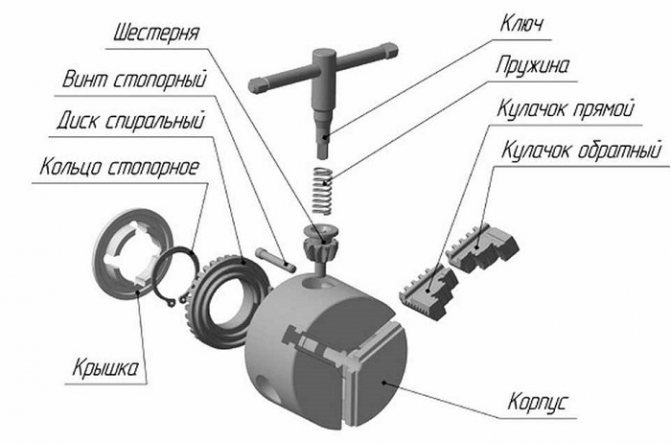
Кулачки перемещаются посредством диска, который на одной своей части имеет пазы «архимедова спираль», а с другой стороны, находится коническое зубчатое колесо, взаимодействующее с остальными колёсами.
Через ключ начинает двигаться первое колесо, а заодно начинает работу диск, который одновременно двигает кулачки. Если они движутся ближе к середине патрона, то заготовка сжимается, если же наоборот, отдаляются, то заготовка освобождается.
Назначение.
Патрон токарный самоцетрирующий трехкулачковый относится к классу спирально-реечных самоцентрирующих трехкулачковых патронов с цилиндрическим пояском и креплением на токарном станке через промежуточный фланец. Самоцентрирующие спирально-реечные токарные патроны предназначены для установки на универсальные токарные, револьверные, внутришлифовальные станки. Применяются в условиях единичного, мелкосерийного и серийного производства.В трехкулачковых самоцентрирующих патронах закрепляют заготовки круглой и шестигранной формы или круглые прутки большого диаметра. В отличие от токарных патронов клинореечного типа, не требуют времени на переналадку в том случае, когда требуется установка на другой диаметр зажима.
Основные узлы, из которых состоит токарный станок по металлу
Любой токарный станок по металлу включает в себя основные конструктивные узлы и элементы.
Станина
Основной и самый крупный элемент, на котором крепятся все остальные детали. Это неподвижная деталь, представляющая собой две параллельные стенки, неподвижно соединенные между собой поперечинами. Станина имеет ножки-тумбы, в которых хранится инструмент.
Верхние рейки служат направляющими, по которым двигаются суппорт токарного станка и задняя бабка. Они могут быть плоского и призматического вида. Направляющие выполнены строго параллельно друг другу.
Передняя бабка
Эта деталь по-другому может называться шпиндельная бабка. Внутри нее находятся следующие детали:
- шпиндель;
- подшипники (два);
- шкив;
- коробка скоростей.
Передняя бабка поддерживает заготовку и придает ей вращение.
Шпиндель
Шпиндель является основной деталью передней бабки. Он представляет собой металлический вал конусообразной формы. В нем фиксируются различные инструменты, оправки и другие приспособления.
Шпиндель токарного станка, шейка и подшипники должны быть гладкими, чисто отшлифованными, без люфтов, потому что это влияет на качество расточки деталей. Шпиндель имеет резьбу, а в некоторых станках еще и специальную канавку для того, чтобы патрон самопроизвольно не открутился.
Механизм поперечной и продольной подачи
Суппорт может двигаться вдоль и поперек, благодаря механизму подачи. Направление задает трензель, находящийся в корпусе передней бабки. Снаружи станка есть рукоятки, которыми можно изменять направление и амплитуду движения суппорта.
Важно!
Суппорт
Суппорт – это характерный элемент любого токарного станка, с помощью которого осуществляется перемещение режущего инструмента в продольном, поперечном и наклонном направлении. Продольное движение по салазкам станины производит каретка, поперечное совершает верхняя часть суппорта. Резцедержатели (одно или многоместные) устанавливаются в верхнюю часть суппорта.
Фартук
За корпусом фартука находятся механизмы, связывающие суппорт с зубчатой рейкой и ходовым винтом. Управление фартуком вынесено на корпус станка, что упрощает регулировку хода суппорта.




Задняя бабка
В заднюю бабку закрепляется деталь на шпинделе, поэтому этот элемент подвижный. Деталь состоит из двух частей: нижней – плиты и верхней – держателя шпинделя. Задняя бабка токарного станка движется по станине и может быть зафиксирована в любом месте благодаря рычажной рукоятке. Конус задней бабки называется пиноль. В нем крепится инструмент или приспособление. Также задняя бабка служит второй опорой при обработке длинных деталей.
Каретка
Каретка предназначена для продольного движения суппорта по салазкам станины. От ее исправности зависит свободное движение этого элемента.
Вал
Вал вращения шпинделя имеет две ручки включения. При среднем положении ручек он выключен. Положение вверх – вал вращается против часовой стрелки (рабочее движение), положение вниз – вал вращается по часовой стрелке (обратное движение).
Weldon-патроны
Применяется для инструмента с Weldon-хвостовиком. Принцип действия прост: хвостовик инструмента имеет лыску, зажатие осуществляет закручиванием винта, винт упирается в площадку лыски, надёжно фиксируя инструмент.
Достоинства: большая, по сравнению с цанговым патроном, жёсткость, простота.
Недостатки: для инструментов с различным диаметром хвостовика нужны разные патроны.
На практике инструмент с хвостовиком Weldon часто зажимают в другие типы патронов. Это допускается, но ведёт к некоторым проблемам:
- Асимметрия инструмента с Weldon-хвостовиком увеличивает дисбаланс. Теоретически эта проблема легко решается путём балансировки оправок с инструментом, однако в действительности балансировочные машины редко встречаются на российских предприятиях.
- Гидропатрон можно сломать, зажав в него инструмент с хвостовиком Weldon.
Наиболее широко Weldon применяется для зажима инструментов с большим диаметром хвостовика (20 мм и более). Как правило, это сверла, фрезы и расточки со сменными пластинами. Единственной альтернативой данной технологии в этой области являются модульные системы оснастки.
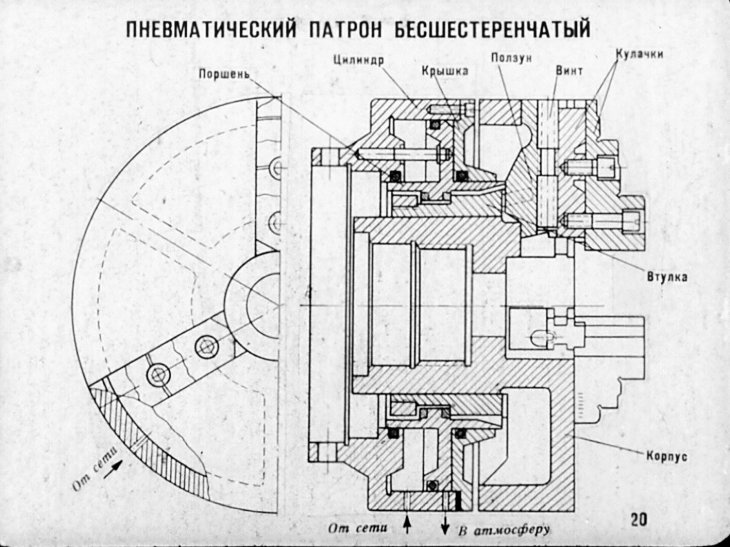
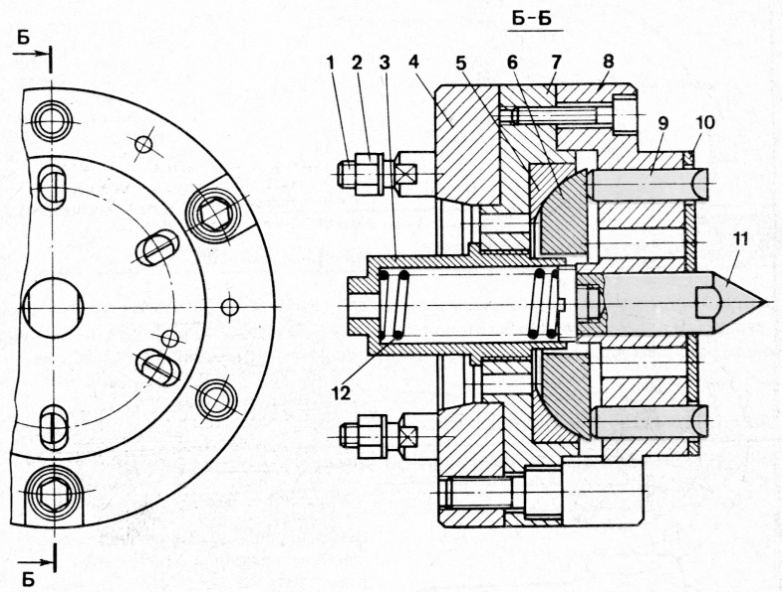
Патрон переналаживаемый универсальный гидравлический
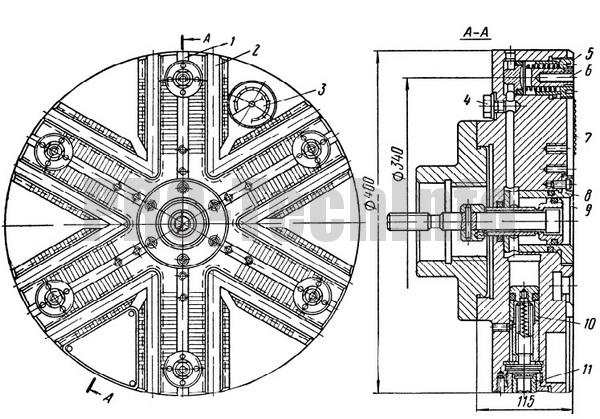
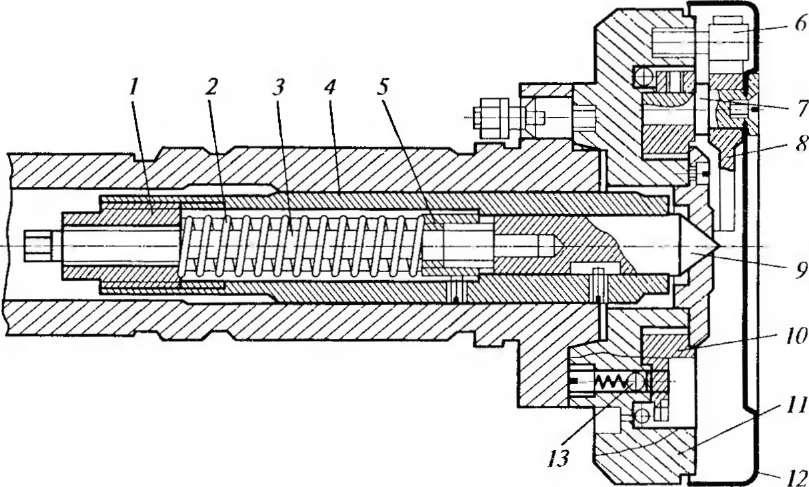
Патрон оснащен сменным наладочным устройством, допускает установку и крепление различных по форме и размерам заготовок, имеющих в качестве базы цилиндрическую наружную или внутреннюю поверхность.
Наладочные устройства центрируются по отверстию цилиндра 8. Элементы зажима устанавливаются по рифленой поверхности 7, а также по пазам 1 и 2.
Для зажима служат шесть силовых узлов 6, действующих от пневмо- гидравлического привода (гидравлическая часть смонтирована в корпусе патрона). Одновременно могут работать от одного до шести силовых узлов. Ненужные силовые точки выключают завертыванием гаек 5 до отказа. Избыточное давление в гидравлической среде создается поршнем 9, который приводится в действие от пневматического привода. Для предварительного зажима заготовки служит поршень 10, перемещающийся при повертывании винта 11. Отверстие 4 служит для заливки масла. Манометр 3 указывает давление в гидравлической среде.
Техническая характеристика
- Ход плунжера силового узла 10—14 мм;
- Усилие плунжера силового узла 50—800 кгс;
- Усилие на штоке пневмопривода станка 1200 кгс;
- Ход штока пневмопривода 50 мм.
Единая система обозначения токарных патронов
Шифр патрона состоит из 8 цифр и буквы, указывающий класс точности изделия. Воспользовавшись соответствующей таблицей по такой маркировке можно определить:
- Количество кулачков в патроне
- Диаметр патрона
- Основные размеры патрона
- Вид крепления на конце шпинделя
- Исполнение кулачков
- Класс точности патрона Н, П, В, А
Пример условного обозначения патрона типа 1, диаметром 200 мм, с цельными кулачками, класса точности Н:
Патрон 7100-0007 ГОСТ 2675—80
То же, патрона типа 2 диаметром 200 мм, устанавливаемого на шпиндель с условным размером 5, со сборными кулачками, класса точности П:
Патрон 7100—0032—П ГОСТ 2675—80
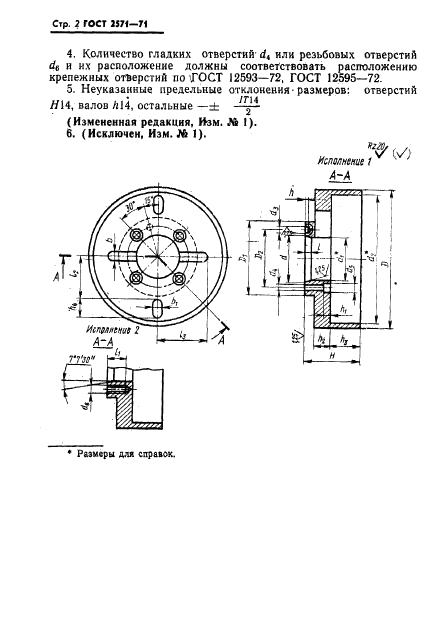
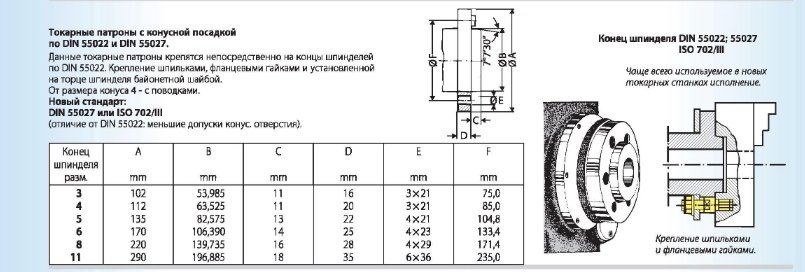
Фланцы промежуточные к самоцентрирующим патронам
Перед применением токарный патрон необходимо установить и закрепить на переднем конце шпинделя, но учитывая разницу конструкции и размеров посадочных мест токарных патронов и шпинделей не всегда можно закрепить патрон непосредственно на переднем конце шпинделя, например:
- Если патрон имеет центрирующий поясок (уступ), то для его установки на шпиндель обязательно требуется промежуточный (переходной) фланец, независимо от типа конца шпинделя
- Если патрон имеет центрирующий конус, но размер конуса не совпадает с размером центрирующего конуса конца шпинделя, также требуется промежуточный (переходной) фланец
- Если конец шпинделя заканчивается резьбой, то для установки на него любого патрона обязательно требуется промежуточный (переходной) фланец
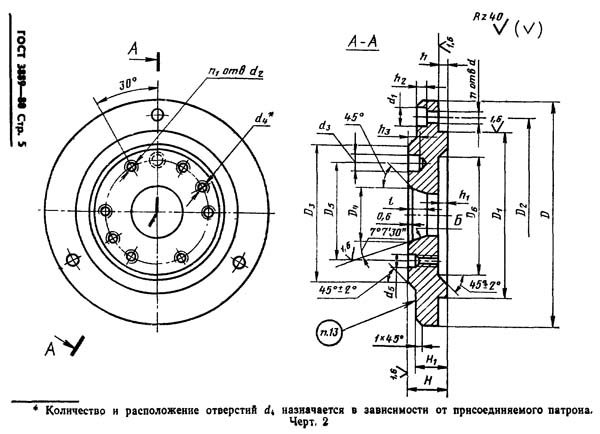
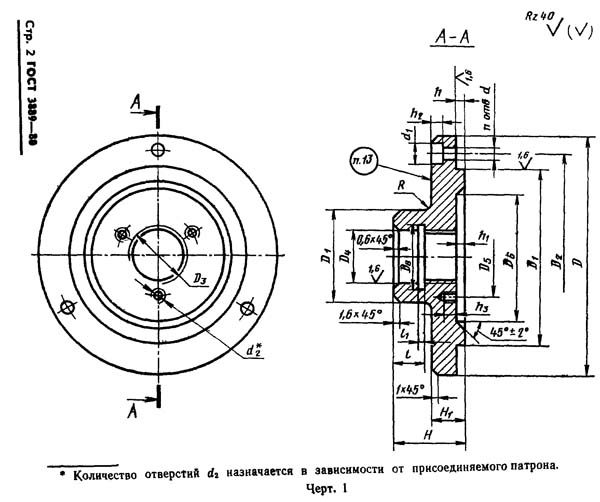
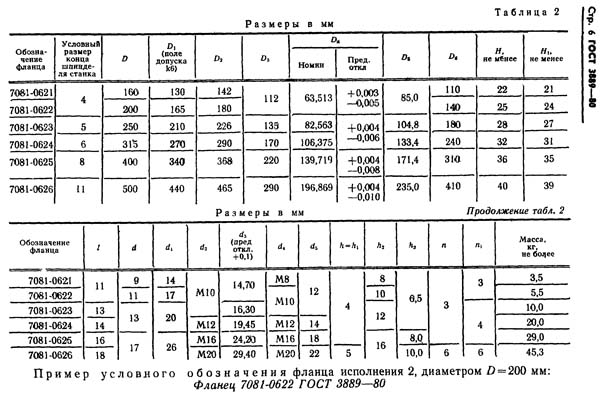
ГОСТ 3889-80 (DIN 6350) Фланцы промежуточные к самоцентрирующим патронам
Настоящий стандарт распространяется на промежуточные фланцы, предназначенные для установки на концы шпинделей металлорежущих станков самоцентрирующих патронов общего назначения.
Промежуточные фланцы (их называют еще План-шайбы) необходим для центрирования и крепления патронов с центрирующим пояском (ГОСТ 2675 тип 1) на любой из 4-х типов концов шпинделей токарных станков.
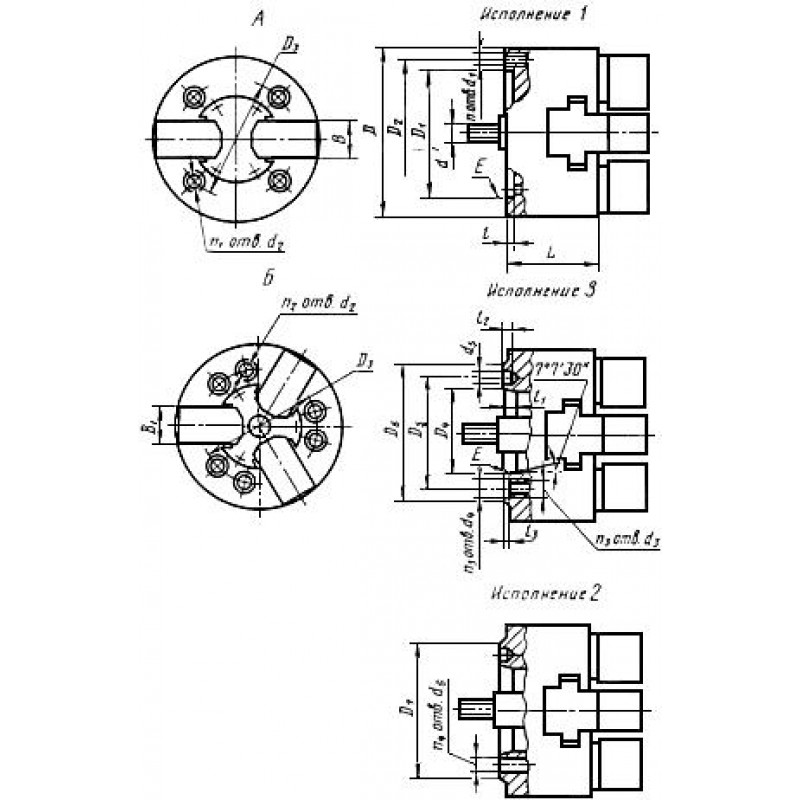
ГОСТ 3889-80 Фланцы должны изготавливаться исполнений:
- Исполнение 1 — устанавливаемое на резьбовые концы шпинделей по ГОСТ 16868;
- Исполнение 2 — устанавливаемое на фланцевые концы шпинделей по ГОСТ 12593 под поворотную шайбу;
- Исполнение 3 — устанавливаемое на фланцевые концы шпинделей по ГОСТ 12595 исполнения 1;
- Исполнение 4 — устанавливаемое на фланцевые концы шпинделей по ГОСТ 12595 исполнения 3.
ГОСТ 3889 Исполнение 1. Фланцы промежуточные на резьбовые концы шпинделей
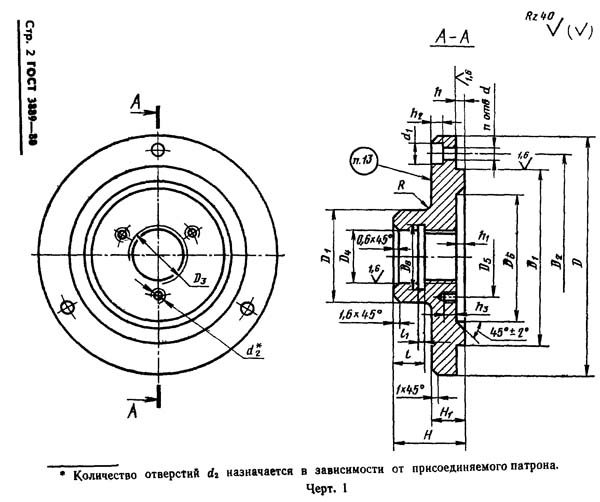
ГОСТ 3889 Фланцы промежуточные на резьбовые концы шпинделей
Для того, чтобы на переднем конце шпинделя закрепить токарный патрон, необходимо изготовить или приобрести промежуточный (переходной) фланец, который еще называют планшайбой.
Со стороны шпинделя промежуточный фланец должен навинчиваться на резьбу шпинделя d и очень точно надвигаться на центрирующий поясок — цилиндр диаметром Ø d1 и длиной l мм.
Со стороны токарного патрона промежуточный фланец должен иметь центрирующий поясок — ступеньку D4 для точной установки и центрирования токарного патрона на промежуточном фланце, а также иметь сквозные отверстия для крепления патрона. Очевидно, что для каждого типоразмера токарного патрона должен быть свой промежуточной фланец.



Допускается устанавливать на промежуточном фланце исполнения 1 запорное устройство против самоотвинчивания.
Процесс установки токарного патрона состоит из следующих этапов:
- Промежуточный фланец навинчивается на резьбу шпинделя до упора. Отверстие во фланце должно плотно садиться на поясок шпинделя
- Закручиваются винты запорного устройства против самоотвинчивания
- Проверяется биение центрирующего пояска на фланце (D1) и опорной торцевой поверхности со стороны патрона
- На центрирующий поясок (D1) устанавливается патрон и крепится болтами
- Проверяется радиальное и торцевое биение патрона
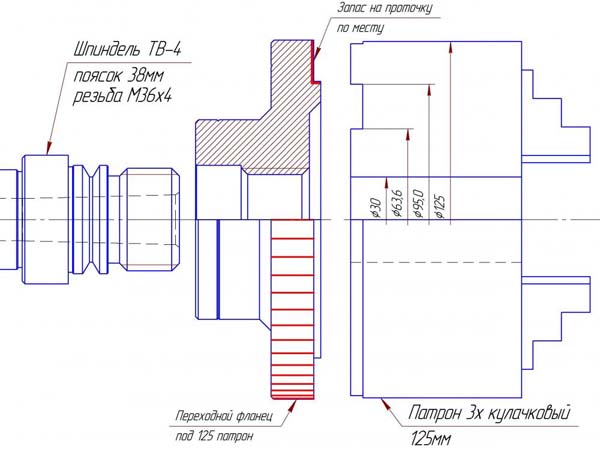
Пример: фланец промежуточный к токарному станку ТВ-4
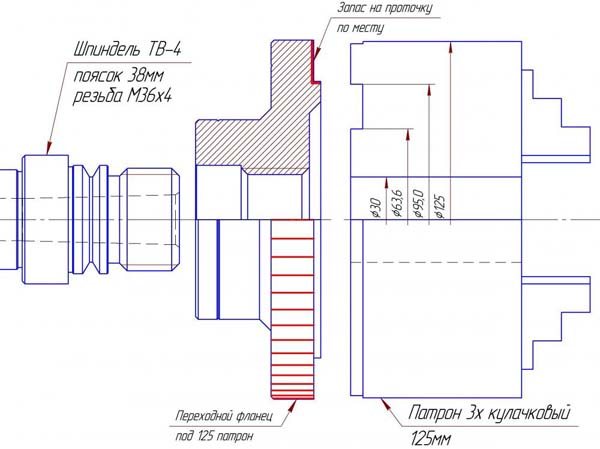
Фланец промежуточный к токарному станку ТВ-4
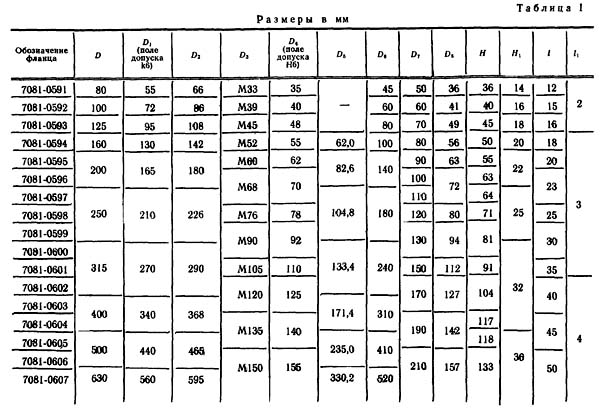
Пример условного обозначения фланца исполнения 1, диаметром 100 мм:
Фланец 7081-0592 ГОСТ 3889-80
Пример условного обозначения фланца исполнения 1, диаметром 125 мм:
Фланец 7081-0593 ГОСТ 3889-80
Фланец промежуточный к токарному станку с резьбовым концом шпинделя

ГОСТ 3889-80 Фланцы промежуточные под поворотную шайбу
Технические характеристики
Корпус патрона выполнен из высококачественного специального чугуна
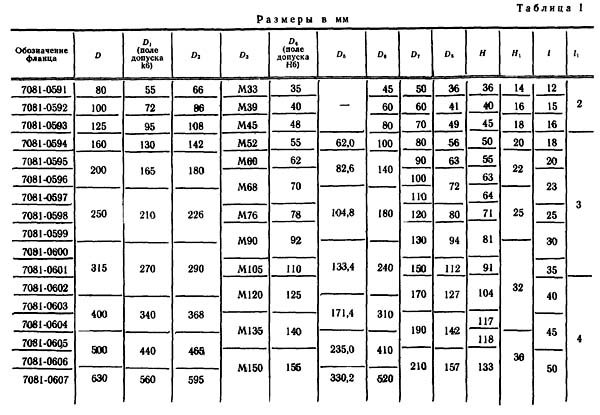
Таблица 1
| Наименование параметров | Значения величин |
| Диаметр наружный D, мм | 250 |
| Диаметр присоединительного пояска D2, мм | 200H7 |
| Диаметр отверстия в корпус D1, мм | 76 |
| Диаметр расположения крепежных отверстий, мм, D3 | 224 |
| Наружный диаметр изделия, зажимаемого в прямых кулачках,мм наибольший | 120 |
| Наружный диаметр изделия, зажимаемого в обратных кулачках, мм наибольший | 266 |
| Максимально допустимая частота вращения, мин ‘ | 2000 |
| Высота бортика под фланец | 5 |
| Высота патрона без кулачков | 85 |
| Высота патрона в сборе | 119 |
| Масса патрона, кг | 29 |
| Крепеж | 6 болтов М12 |
С помощью токарного патрона, используя прямые и обратные кулачки, можно зафиксировать заготовки следующего диапазона размеров
Кулачок прямой предназначен для закрепления обрабатываемой заготовки за наружную поверхность для вала или за внутреннюю поверхность отверстия в заготовке. Кулачок обратный предназначен для закрепления обрабатываемой заготовки за наружную поверхность.
Точностные характеристики токарного патрона
Рис.2.1 — Токарный патрон на холостом ходу
патрон обеспечивает следующие точностные характеристики: Радиальное биение a – 0,045мм;
Торцевое биение c – 0,025мм.
Закрепляя заготовку в патроне можно добиться следующих характеристик:
Схема I :
диапазон закрепляемых заготовок от 5 до 118мм;
Радиальное биение a на длине 80 мм – 0,040мм.
Схема II :
диапазон закрепляемых заготовок от 77 до 188мм и от 160 до 250мм;
Радиальное биение a – 0,045мм;
Торцевое биение c – 0,025мм.
Схема III:
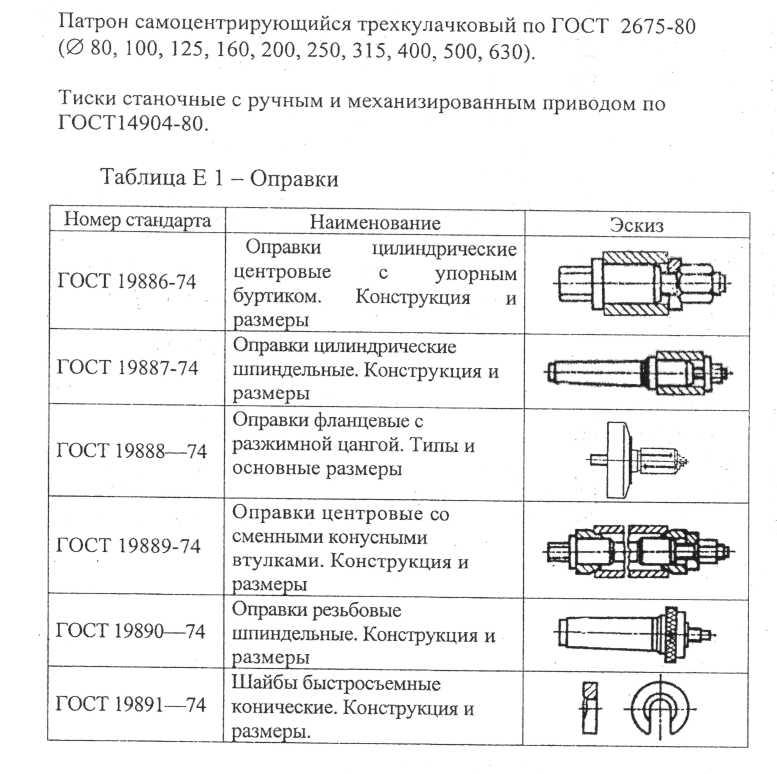
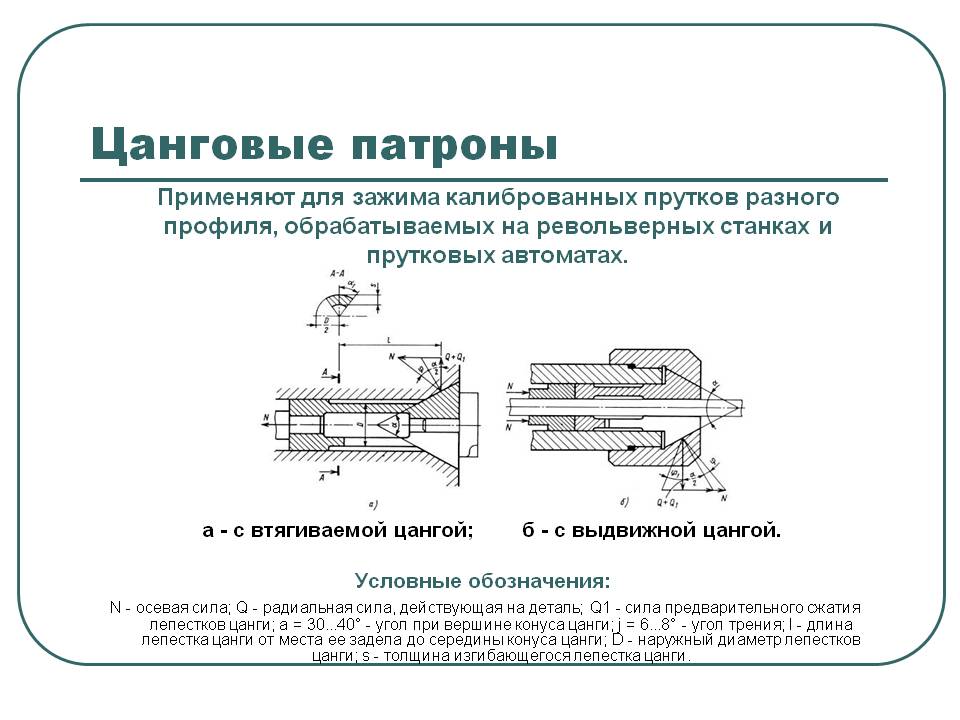
Цанговые патроны
Цанговый патрон – специальное приспособление, используемое для зажима инструмента при выполнении токарных, фрезерных, сверлильных и прочих операций связанных с обработкой металлических заготовок на основании технического задания (последовательности выполняемых операций, технологии обработки, прилагаемого эскиза изделия).
Цанги
Виды и принципы действия зажимных патронов
Цанговые патроны используют в основном при обработке холоднокатаного прутка или других металлических изделий имеющих уже обработанную поверхность.
Конструктивно патроны можно классифицировать по функциональности:
- с неподвижным механизмом;
- с выдвижным механизмом;
- с втягиваемым механизмом.
Каждая конструкция имеет свои особенности. Подающий тип выполнен в виде стальной втулки с 3-мя разрезами образующими лепестки, которые обладают пружинящим эффектом.




Тип F
Цанги типа F – зажимные главного шпинделя используются для закрепления обрабатываемого изделия.
Тип LN
Цанги типа LN – противошпинделя производятся удлиненными, размер Е зависит от типоразмера.
Тип R
Типа R – являются цангами тянущего типа.
Чертеж № 5 цанги BF
Тип BF
Цанга, подающая типа BF — предназначена для подачи прутка.
При установке на станке подающая цанга по резьбе крепится на трубу с помощью, которой подается в рабочую зону. Необходимо учитывать конструктивную особенность – размер и форму цанги, которая в обязательном порядке должна соответствовать профилю обрабатываемого прутка.
В ходе подготовки к обработке пруток продвигается через лепестки, которые за счет конструктивных особенностей плотно удерживают заготовку. В ходе обработки при подаче заготовки за счет вращения увеличивается сила сцепления между лепестками и изделием.
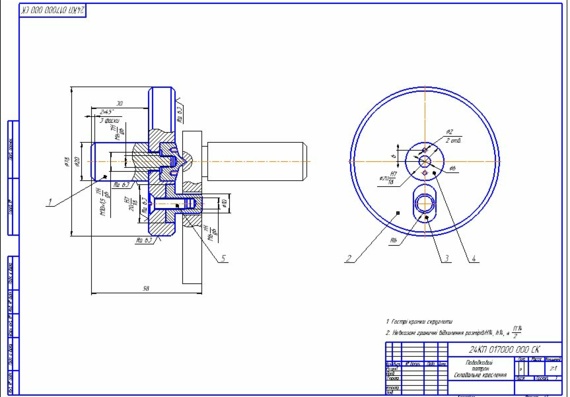
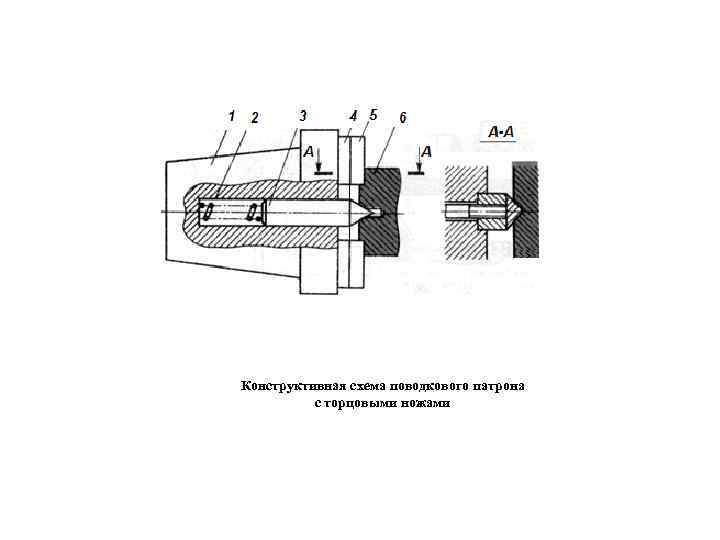
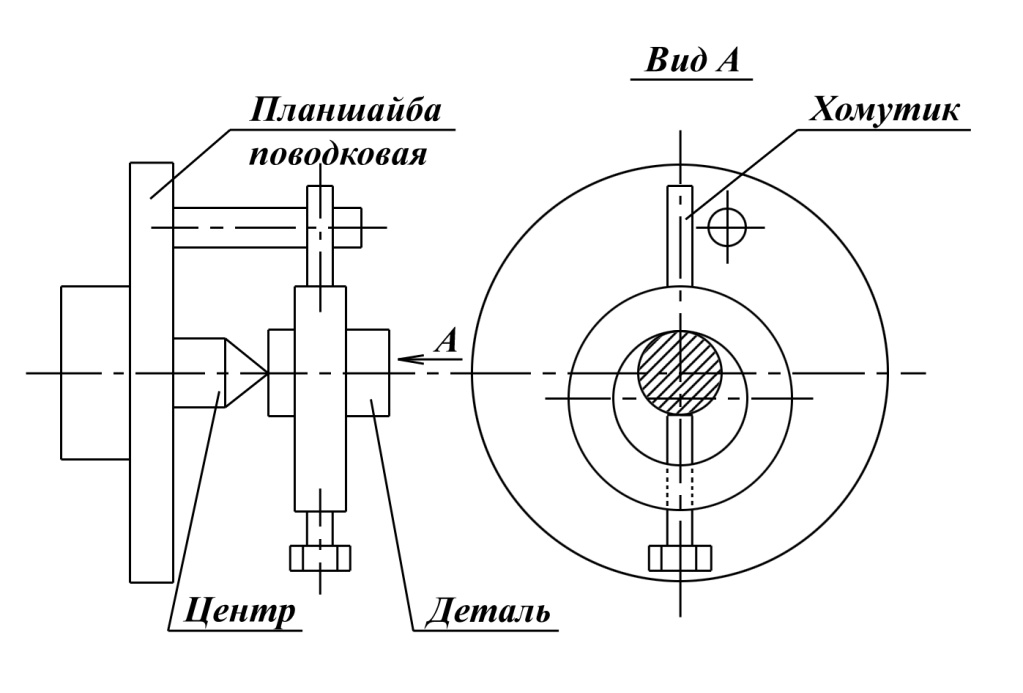
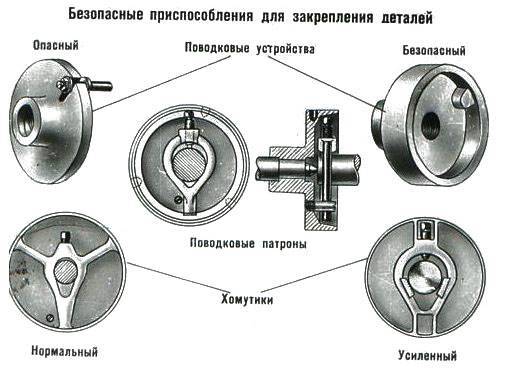
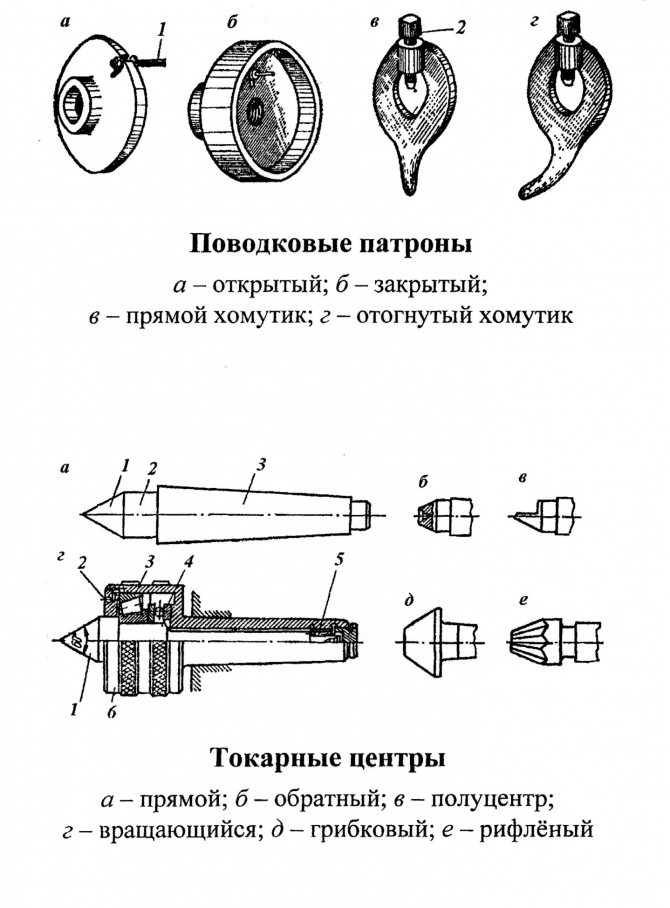
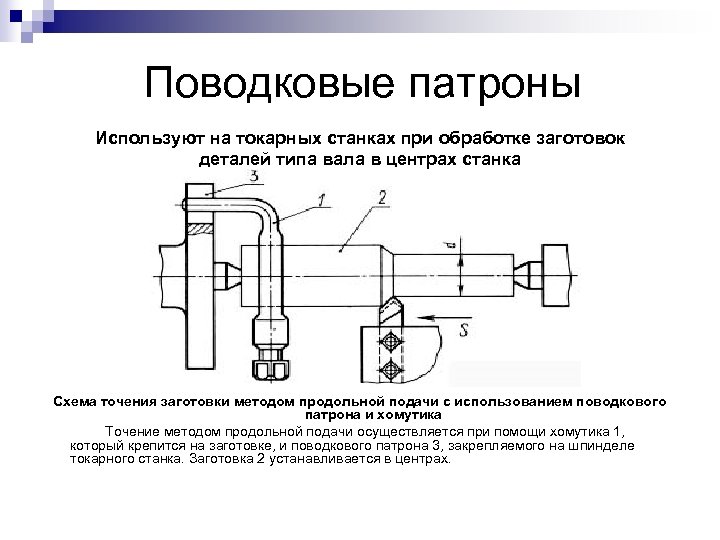
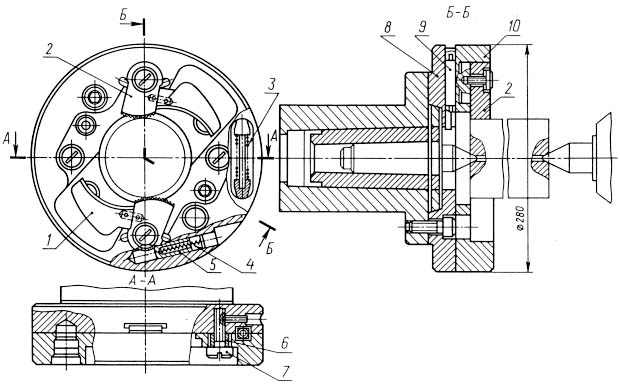
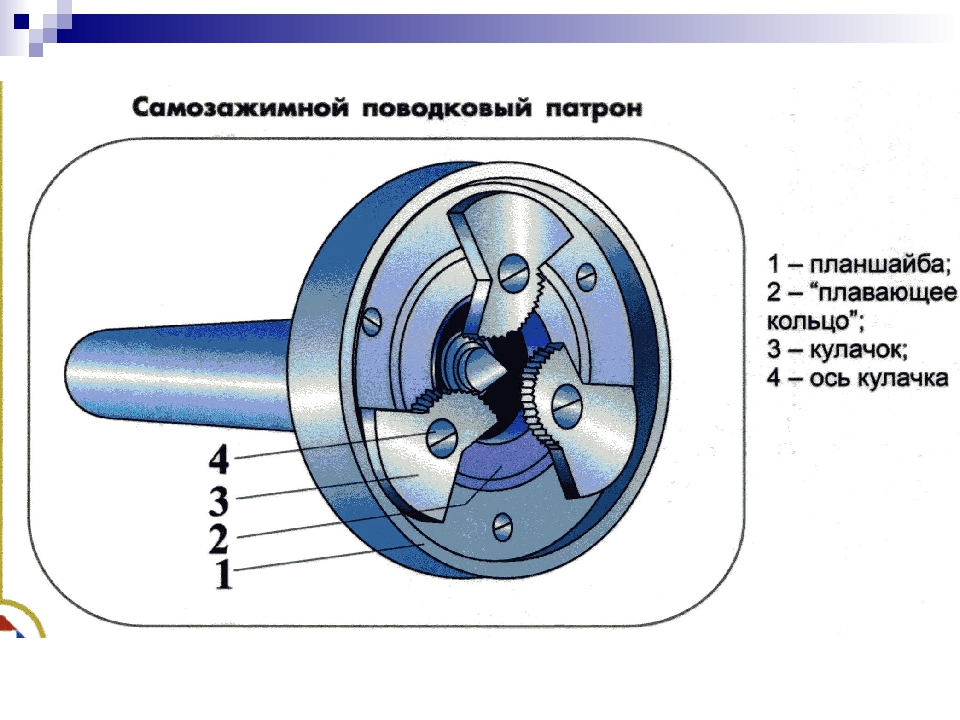
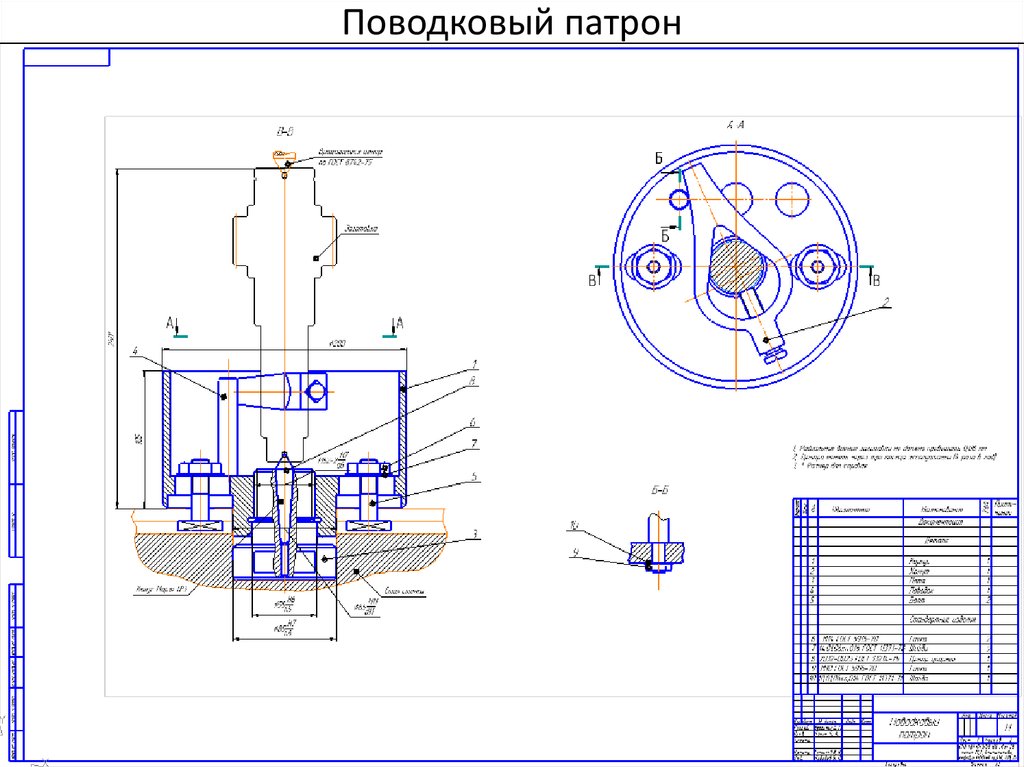
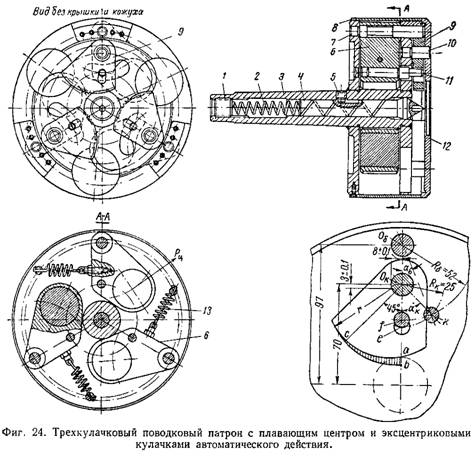
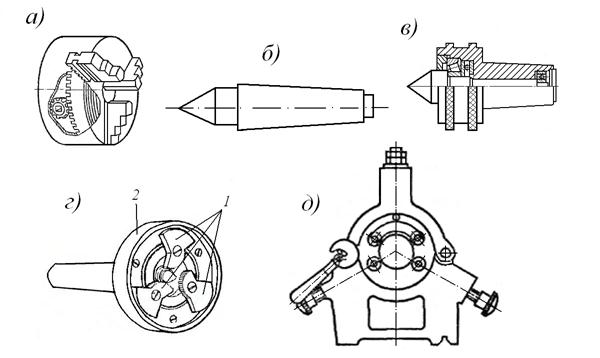
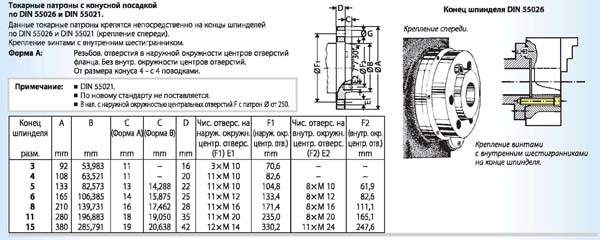
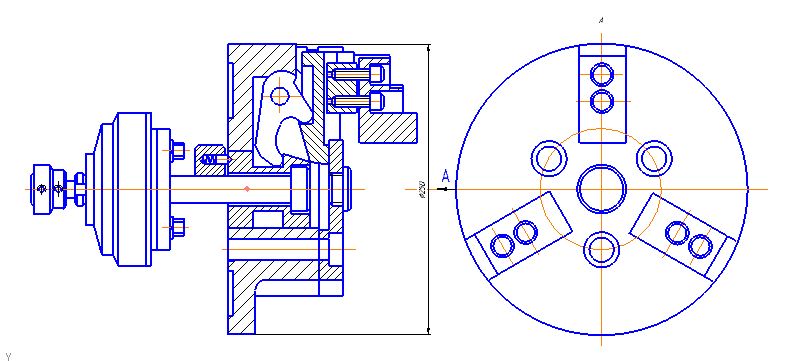
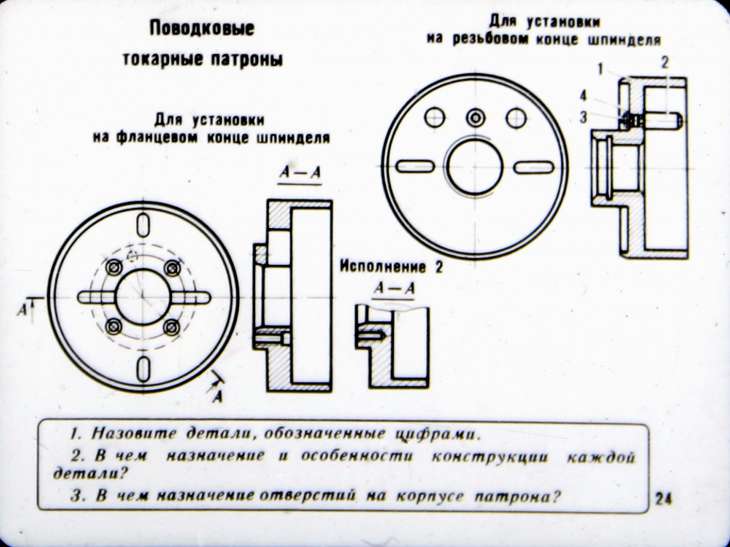
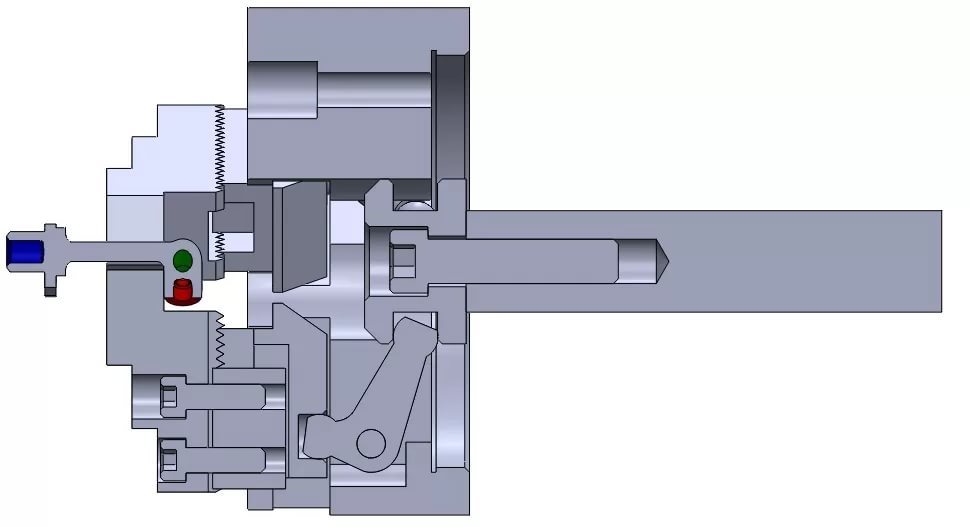
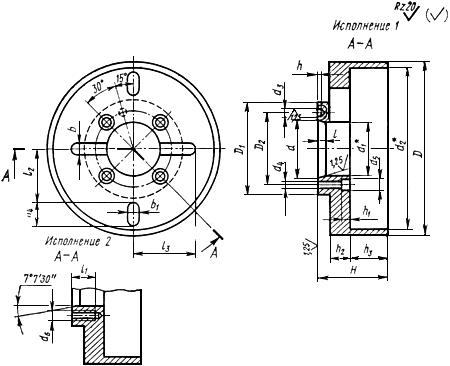
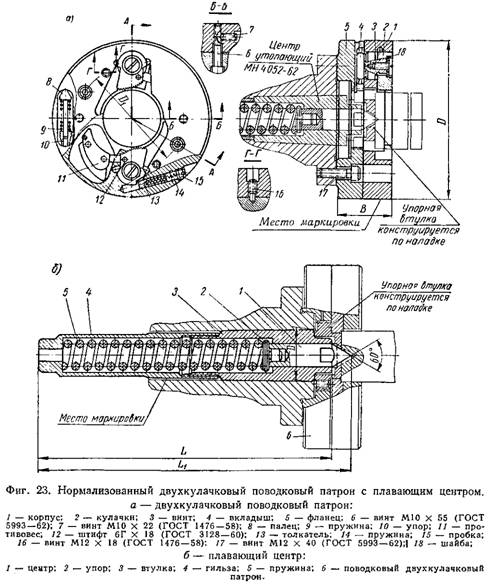
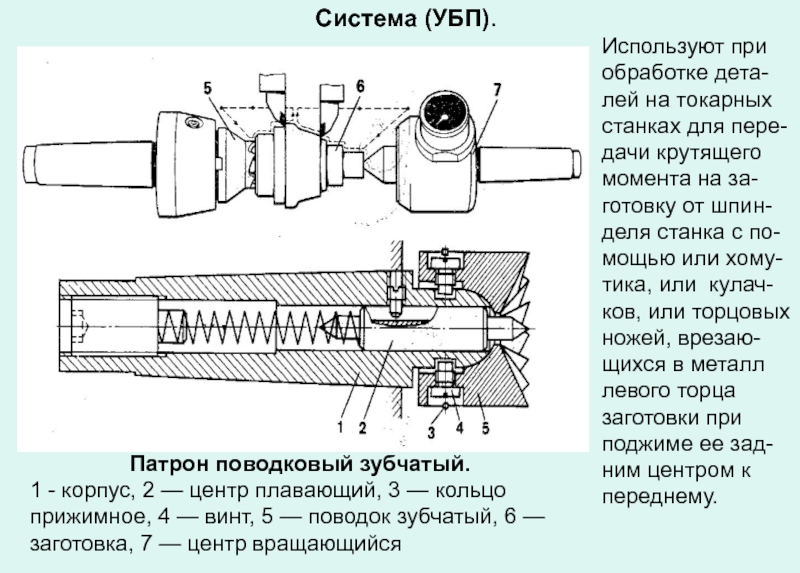
Патроны трехкулачковые поводковые
Патроны трехкулачковые поводковые предназначены для крепления заготовок, устанавливаемых в центрах.
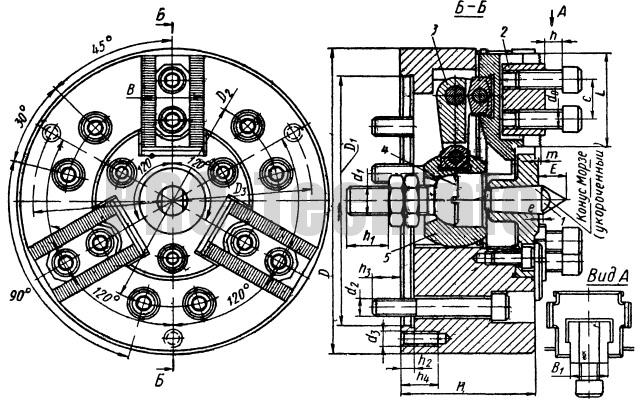
Передний центр 1 неподвижно закреплен в патроне. Предварительную настройку кулачков 2 на заданный размер производят перестановкой их по рифленой поверхности. Благодаря шарнирному соединению тяги 4 с муфтой 5 кулачки могут самоустанавливаться, чем достигается равномерность зажима заготовки. Соотношение плеч рычага 3 составляет 1 : 2,5. Устанавливают на переходном фланце.
Привод — пневматический.
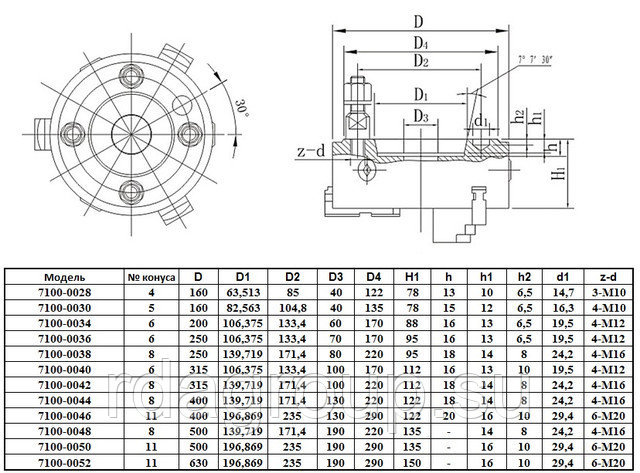
Размеры в мм
| Диаметр заготовки | D | D1 (доп. откл. по А) | D2 | D3 | С | L | d0 | d1 | d2 | d3 | h | h1 | h2 | h3 | h4 | m | B | B1 (доп. откл. по С) | Е | е | H | № конуса Морзе* | |
| min | max | ||||||||||||||||||||||
| 65 | 83 | 200 | 165 | 133,5 | 180 | 25 | 60 | М12 | М20 | М12 | М10 | 10 | 27 | 8 | 16 | 24 | 2 | 40 | 20 | 20 | 4 | 85 | 2b |
| 95 | 114 | 250 | 210 | 171,5 | 226 | 30 | 70 | М16 | М16 | М12 | 13 | 30 | 25 | 28 | 23 | 4,5 | 110 | 3b | |||||
| 116 | 140 | 320 | 270 | 235 | 290 | 100 | М27 | М20 | М16 | 36 | 10 | 30 | 32 | 50 | 25 | 125 |
* Укороченный.
Токарный патрон
Токарный самоцентрирующий трёхкулачковый патрон с ключом.
Токарный самоцентрирующий трёхкулачковый патрон на шпинделе токарного станка.
Обычно используется в составе передней бабки (шпинделя) токарного станка для зажима обрабатываемой детали. Иногда используется в составе поворотных столов и делительных головок.
Различают самоцентрирующиеся патроны (для установки осесимметричных деталей) и патроны с независимыми кулачками (для несимметричных деталей).
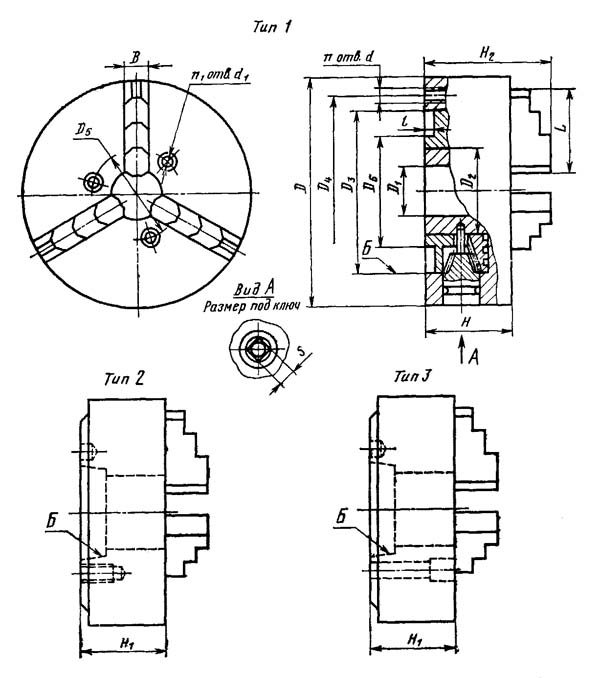
На оси шпинделя патрон может крепиться:
- тип 1 — с цилиндрическим центрирующим пояском и с креплением через промежуточный фланец (в простонародье «планшайба»);
- тип 2 — с креплением непосредственно на фланцевые концы шпинделей под поворотную шайбу по ГОСТ 12593 (конус);
- тип 3 — с креплением непосредственно на фланцевые концы шпинделей по ГОСТ 12595 (конус, сквозное крепление).
Патрон имеет три гнезда для ключа, однако для работы используется всегда один, помеченный «0». Обычно, если нулевое гнездо расположить сверху, то внизу будет 1-й кулачок (или 3-й в некоторых импортных патронах). Номер кулачков обычно помечен на их нерабочей части, так же его можно узнать, первый имеет самую близкую к центру гребёнку, второй — на шаг дальше и т. д.
По количеству кулачков подразделяются на:
- двухкулачковые;
- трехкулачковые;
- четырёхкулачковые.
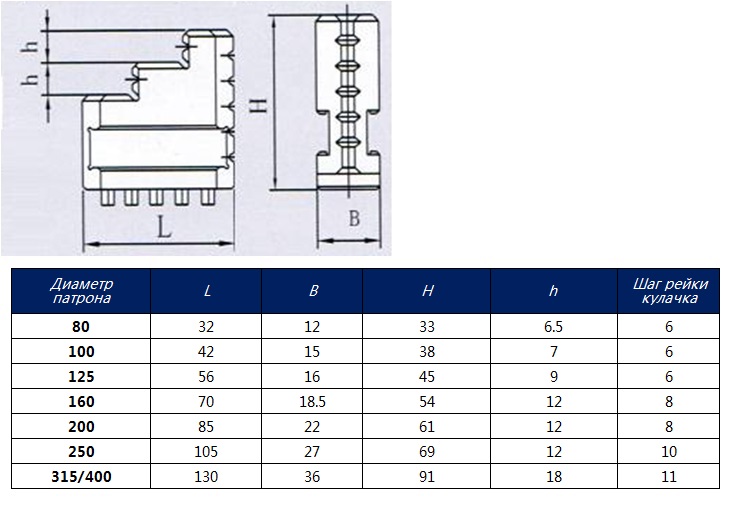
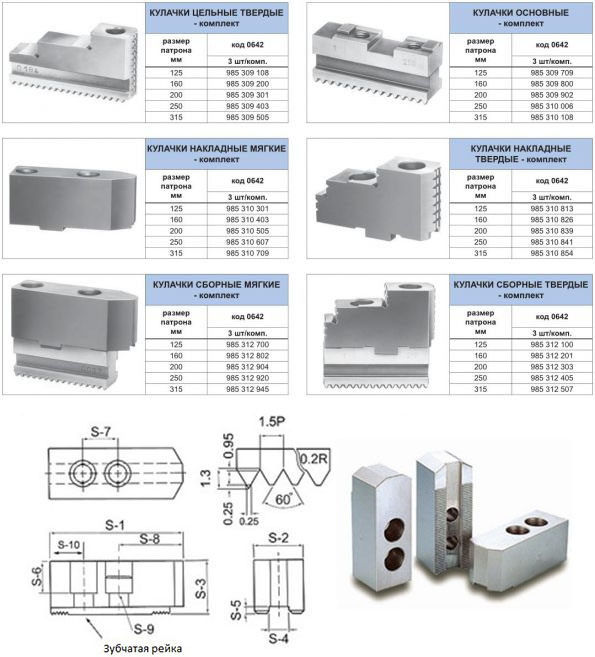
Кулачки для патронов токарных клиновых двух- и трехкулачковых механизированных
| Модель патрона | Основной кулачок | Накладные кулачки | |
| незакаленный | закаленный | ||
| Диаметр 200 | |||
| 7102-0021М-1-2 | 7102-0071У-1-2/002М | 7102-0071У-1-2/005М | 7102-0071У-1-2/003М |
| 7102-0070М-1-2 | |||
| 7102-0071М-1-2 | |||
| 7102-0075М-1-2 | |||
| Диаметр 250 | |||
| 7102-0027М-1-2 | 7102-0073У-1-2/004М | 7102-0073У-1-2/007М | ПКВ-250⌀8.95/006М |
| 7102-0072М-1-2 | |||
| 7102-0073М-1-2 | |||
| 7102-0076М-1-2 | |||
| 7102-0077М-1-2 | |||
| 7102-0078М-1-2 | |||
| Диаметр 315 | |||
| 7102-0080М-1-2 | 7102-0080У-1-2/002М | 7102-0088У-1-2/007М | ПКВ-400⌀11.93/006М |
| 7102-0081М-1-2 | |||
| Диаметр 400 | |||
| 7102-0085М-1-2 | 7102-0088У-1-2/004М | 7102-0088У-1-2/007М | ПКВ-400⌀11.93/006М |
| 7102-0086М-1-2 | |||
| 7102-0087М-1-2 | |||
| 7102-0088М-1-2 | |||
| Диаметр 500 | |||
| 7102-0092М-1-2 | 7102-0092У-1-2/004М | 7102-0088У-1-2/007М | ПКВ-400⌀11.93/006М |
| 7102-0093М-1-2 |
Четырехкулачковые патроны
4-х кулачковые патроны применяются для зажима заготовок некруглой и несимметричной формы. Кулачки четырехкулачкового патрона регулируются независимо и для обработки поверхности детали необходимо установить таким образом, чтобы ее ось совпала с осью шпинделя. Самоцентрирующие встречаются не часто. Приспособления являются универсальными и применяются в единичном и мелкосерийном производстве в ремонтных и инструментальных цехах.
Каждый кулачок перемещается в радиальном направлении отдельно за счет вращения винтов.
Чтобы определить возможность обработки в 4-х кулачковом патроне необходимо рассчитать отношение длины заготовки и ее диаметра. Если полученный результат будет более 4 единиц, то возможность обработки отсутствует.
На токарных станках крепятся через промежуточный фланец или непосредственно на фланцевых концах шпинделя.
Предприятия — производители токарных патронов
- Гродненский завод токарных патронов — В настоящее время — БелТАПАЗ выпускает токарные патроны и является самым крупным их производителем на территории СНГ;
- Барановичиский завод станкопринадлежностей БЗСП — Завод выпускает патроны токарные ручные стальные, патроны токарные с механизированным зажимом стальные 2-х, 3-х, 4-х кулачковые;
- Инрост, ООО г. Екатеринбург — Компания выпускает патроны токарные ручные 3-х кулачковые;
- Псковский завод технологической оснастки изготавливает самоцентрирующие токарные патроны с ручным приводом;
- Оршанский инструментальный завод ОИЗ — Завод выпускает сверлильные трехкулачковые патроны, резьбонарезные патроны и станочную оснастку;
- Новосибирский инструментальный завод — Завод выпускает сверлильные трехкулачковые патроны.
Предприятия — производители токарных патронов в СССР
- Псковский машиностроительный завод Псковмаш — изготавливал самоцентрирующие токарные патроны с ручным приводом;
- Павелецкий завод станочных узлов ПЗСУ — Завод прекратил существование. Завод являлся единственным в России изготовителем 4-х кулачковых токарных патронов с независимым перемещением кулачков;
- Борисоглебский завод токарных патронов — Выпуск токарных патронов прекращен. Завод выпускал трехкулачковые самоцентрирующие и четырехкулачковые патроны с независимым перемещением кулачков.
- Луганский станкостроительный завод — В настоящее время — Луганский Патронный Завод — токарные патроны завод не выпускает. Выпускал токарные патроны диаметром 125 мм (7100-0003), 250 мм (7100-0009) с посадкой на планшайбу
- Фрунзенский машиностроительный завод им. Ленина — В настоящее время — Бишкекский машиностроительный завод. Наиболее известная продукция: токарные патроны диаметром 160 мм (7100-0005), 250 мм (7100-0009)
Иностранные поставщики токарных патронов в Россию
- BISON-BIAL Польша — Официальный представитель завода в России — ООО «Скальт» Санкт-Петербург
- Jet, Китай — Токарные патроны для станков Jet
- Proma, Китай — Токарные патроны для станков Proma
Фланцы промежуточные к самоцентрирующим патронам
Перед применением токарный патрон необходимо установить и закрепить на переднем конце шпинделя, но учитывая разницу конструкции и размеров посадочных мест токарных патронов и шпинделей не всегда можно закрепить патрон непосредственно на переднем конце шпинделя, например:
- Если патрон имеет центрирующий поясок (уступ), то для его установки на шпиндель обязательно требуется промежуточный (переходной) фланец, независимо от типа конца шпинделя
- Если патрон имеет центрирующий конус, но размер конуса не совпадает с размером центрирующего конуса конца шпинделя, также требуется промежуточный (переходной) фланец
- Если конец шпинделя заканчивается резьбой, то для установки на него любого патрона обязательно требуется промежуточный (переходной) фланец
ГОСТ 3889-80 (DIN 6350) Фланцы промежуточные к самоцентрирующим патронам
Настоящий стандарт распространяется на промежуточные фланцы, предназначенные для установки на концы шпинделей металлорежущих станков самоцентрирующих патронов общего назначения.
Промежуточные фланцы (их называют еще План-шайбы) необходим для центрирования и крепления патронов с центрирующим пояском (ГОСТ 2675 тип 1) на любой из 4-х типов концов шпинделей токарных станков.
ГОСТ 3889-80 Фланцы должны изготавливаться исполнений:
- Исполнение 1 – устанавливаемое на резьбовые концы шпинделей по ГОСТ 16868;
- Исполнение 2 – устанавливаемое на фланцевые концы шпинделей по ГОСТ 12593 под поворотную шайбу;
- Исполнение 3 – устанавливаемое на фланцевые концы шпинделей по ГОСТ 12595 исполнения 1;
- Исполнение 4 – устанавливаемое на фланцевые концы шпинделей по ГОСТ 12595 исполнения 3.
ГОСТ 3889 Исполнение 1. Фланцы промежуточные на резьбовые концы шпинделей
ГОСТ 3889 Фланцы промежуточные на резьбовые концы шпинделей
Для того, чтобы на переднем конце шпинделя закрепить токарный патрон, необходимо изготовить или приобрести промежуточный (переходной) фланец, который еще называют планшайбой.
Со стороны шпинделя промежуточный фланец должен навинчиваться на резьбу шпинделя d и очень точно надвигаться на центрирующий поясок – цилиндр диаметром Ø d1 и длиной l мм.
Со стороны токарного патрона промежуточный фланец должен иметь центрирующий поясок – ступеньку D4 для точной установки и центрирования токарного патрона на промежуточном фланце, а также иметь сквозные отверстия для крепления патрона. Очевидно, что для каждого типоразмера токарного патрона должен быть свой промежуточной фланец.
Допускается устанавливать на промежуточном фланце исполнения 1 запорное устройство против самоотвинчивания.
Процесс установки токарного патрона состоит из следующих этапов:
- Промежуточный фланец навинчивается на резьбу шпинделя до упора. Отверстие во фланце должно плотно садиться на поясок шпинделя
- Закручиваются винты запорного устройства против самоотвинчивания
- Проверяется биение центрирующего пояска на фланце (D1) и опорной торцевой поверхности со стороны патрона
- На центрирующий поясок (D1) устанавливается патрон и крепится болтами
- Проверяется радиальное и торцевое биение патрона
Пример: фланец промежуточный к токарному станку ТВ-4
Фланец промежуточный к токарному станку ТВ-4
Пример условного обозначения фланца исполнения 1, диаметром 100 мм:
Фланец 7081-0592 ГОСТ 3889-80
Пример условного обозначения фланца исполнения 1, диаметром 125 мм:
Фланец 7081-0593 ГОСТ 3889-80
Фланец промежуточный к токарному станку с резьбовым концом шпинделя

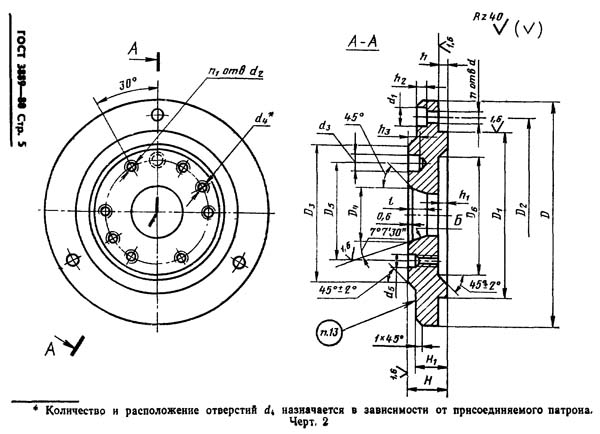
ГОСТ 3889-80 Фланцы промежуточные под поворотную шайбу

ГОСТ 3889-80 Фланцы промежуточные к концам шпинделей типа А. Исполнение 1

Предприятия – производители токарных патронов
- Гродненский завод токарных патронов – В настоящее время – БелТАПАЗ выпускает токарные патроны и является самым крупным их производителем на территории СНГ;
- Барановичиский завод станкопринадлежностей БЗСП – Завод выпускает патроны токарные ручные стальные, патроны токарные с механизированным зажимом стальные 2-х, 3-х, 4-х кулачковые;
- Инрост, ООО г. Екатеринбург – Компания выпускает патроны токарные ручные 3-х кулачковые;
- Псковский завод технологической оснастки изготавливает самоцентрирующие токарные патроны с ручным приводом;
- Оршанский инструментальный завод ОИЗ – Завод выпускает сверлильные трехкулачковые патроны, резьбонарезные патроны и станочную оснастку;
- Новосибирский инструментальный завод – Завод выпускает сверлильные трехкулачковые патроны.
Предприятия – производители токарных патронов в СССР
- Псковский машиностроительный завод Псковмаш – изготавливал самоцентрирующие токарные патроны с ручным приводом;
- Павелецкий завод станочных узлов ПЗСУ – Завод прекратил существование. Завод являлся единственным в России изготовителем 4-х кулачковых токарных патронов с независимым перемещением кулачков;
- Борисоглебский завод токарных патронов – Выпуск токарных патронов прекращен. Завод выпускал трехкулачковые самоцентрирующие и четырехкулачковые патроны с независимым перемещением кулачков.
- Луганский станкостроительный завод – В настоящее время – Луганский Патронный Завод – токарные патроны завод не выпускает. Выпускал токарные патроны диаметром 125 мм (7100-0003), 250 мм (7100-0009) с посадкой на планшайбу
- Фрунзенский машиностроительный завод им. Ленина – В настоящее время – Бишкекский машиностроительный завод. Наиболее известная продукция: токарные патроны диаметром 160 мм (7100-0005), 250 мм (7100-0009)
Иностранные поставщики токарных патронов в Россию
- BISON-BIAL Польша – Официальный представитель завода в России – ООО “Скальт” Санкт-Петербург
- Jet, Китай – Токарные патроны для станков Jet
- Proma, Китай – Токарные патроны для станков Proma