
Немного об экструдере для сварки
Благодаря ручному сварочному экструдеру можно делать много видов разнообразных работ с полипропиленом и полиэтиленом.
Сначала может показаться, что данные материалы не являются очень распространенными и редко где применяются.
Но в действительности их применяют во многих сферах. Из подобных материалов с помощью данного типа ручного экструдера делают системы для очищения воды, различных типов емкости и т. д. Преимущественно данные материалы пойдут как вспомогательные, но без них в любом случае нельзя обойтись.
Сварочный ручной экструдер имеет ряд преимуществ. Любая выбранная модель экструдера для экструзионной сварки будет гораздо лучше других.
Подобным экструдером работать можно абсолютно в любом помещении и при различных условиях. Проще говоря, для работы не надо подготавливать специально обустроенное пространство или рабочий цех.
Ручным экструдером для сварки можно делать швы на разнообразные формы и конструкции. Это достаточно удобно, ведь при этом можно самостоятельно контролировать всю работу. Нередко случается, что в одном районе шов нужно сделать тонким, а немного дальше – толще. Ни одно оборудование не может такого сделать автоматически.
Помимо всего вышеперечисленного, стоит учесть, что данное устройство не слишком дорого стоит. Его цена будет приемлема практически для любого человека. Экструдер сварочный необязательно применять во время производства. Довольно часто его применяют дома. Дальнейший уход и обслуживание не заберут много денег. Данный экструдер может производить свою работу в течение многих лет, и он всегда остается актуальным и нужным приспособлением.
Ручные сварочные экструдеры бывают таких видов:
- безшнековые;
- шнековые;
- комбинированные.
Комбинированные экструдеры уместно применять при обработке композитного товара. В данных устройствах применяют и дисковую зону, и шнековую часть. Данное оборудование еще называют червячно-дисковым. К тому же у данного типа экструдеров есть прекрасная смесительная особенность.
Экструдеры, которые не имеют шнеков, используют для производства раствора полимеров, имеющих элементы высоко качества.
Обычно, приобретая данную продукцию, в комплекте покупатель получает несколько специальных насадок и подставок, но производители разные, поэтому и комплектация оборудования также различная. Сварочный ручной экструдер может работать при температурах от 180 до 260°С. Чтобы привести в работу устройство, необходимо подключить его к электрической сети. Желательно подключать его к напряжению в 220 В.
Экструзионная сварка – достаточно сложный процесс, поэтому чтобы сделать своими руками экструдер, необходимо иметь определенные знания и навыки. Разумнее будет приобрести оборудование у надежного производителя.
Экструзия считается распространенным методом получения полуфабрикатов или полимерных товаров. Такой процесс создают в пищевой промышленности или в производстве комбикорма. Расплав полимера вытаскивают с помощью головки экструдера в формующую головку со специальным профилем.
Правила эксплуатации и выбор модели ручного сварочного экструдера
Перед использованием требуется выполнить ряд условий, обычных для пластика: очистить поверхность соединяемых изделий от внешних загрязнений и не допускать работу с влажным материалом.
Успех работы зависит также от разницы в значениях температур плавления соединяемых материалов, если они обладают различным химическим составом. Например, ПНД с полипропиленом можно сваривать рассматриваемым способом, поскольку диапазоны температур их плавления полностью, либо частично перекрываются. Наоборот, сварка ПНД с ПВХ, и, тем более – с полипропиленом, проблематична или вовсе невозможна. В таких случаях сварочный экструдер можно применять лишь для соединения изделий, изготовленных из одинаковых материалов.
Компактность ручного сварочного экструдера позволяет его эффективное использование даже без прекращения работы соединяемых устройств. В частности, при сварке полипропиленовых труб необязательно отключать подачу воды по ним.
Особенности аппарата
 Несмотря на общий для всех сварочных экструдеров принцип работы, они могут иметь некоторые отличия.
Несмотря на общий для всех сварочных экструдеров принцип работы, они могут иметь некоторые отличия.
Параметры устройств обусловливают их сферу применения.
Мощность
Один из главных параметров в любом инструменте. Определяет как работу привода шнекового винта, осуществляющего измельчение и подачу пластика, так и работу нагревательного элемента. Непосредственно от мощности зависит производительность экструдера, то есть насколько быстро он может работать с максимальной длиной сварочного шва. Как и любой предмет с электрическим нагревом, ручной экструдер должен иметь довольно большую мощность для комфортной и быстрой работы. У большинства представленных на рынке устройств она находится в пределах от 1600 до 3600 Ватт. Чем больше этот параметр, тем больше пластика он может расплавить и подать через башмак на свариваемые заготовки.










Толщина соединяемых изделий
Определяет, с какими заготовками может допускается работа аппарата. Линейно зависит от мощности — чем она выше, тем толще можно брать детали на сварку. Параметр актуален для производства и ремонта, так как далеко не у всех есть необходимость производить сварку толстых листов. Нижний порог обычно начинается от 1,5 мм. Соединить можно и более тонкие листы, однако в этом случае заготовка может деформироваться под влиянием мощного разогрева. Верхний предел у мощных устройств может достигать 40 мм. При большей толщине прочность сварочного шва резко падает, так как прогреть и расплавить такую заготовку на всю глубину уже проблематично.
Диаметр прутка
Для моделей с подачей именно пластикового стержня вводится параметр допустимого диаметра. У профессиональных моделей он составляет 5 — 6 мм, в противном случае обеспечить необходимую производительность килограмм пластика в час не удастся. Компактные модели для меньшей толщины изделий и пруток используют 3 мм.
Тип подаваемого материала
 Для работы экструдерам требуется непрерывная подача материала, который аппарат в расплавленном состоянии выдавливает на заготовки.
Для работы экструдерам требуется непрерывная подача материала, который аппарат в расплавленном состоянии выдавливает на заготовки.
Материал может быть в двух вариантах исполнения — пластиковый присадочный пруток либо гранулят.
Первый вариант оказался удобнее и получил значительно большее распространение, чем второй по нескольким причинам:
- Пруток, смотанный в бухты, удобнее транспортировать. В случае повреждения транспортировочной упаковки материал не получает критических повреждений. А вот гранулят при разрыве мешка высыпался, и никто его уже не собирал.
- Пруток, заведённый в приёмную камеру, может подаваться до тех пор, пока не размотается бухта. Нужно лишь слегка высвобождать несколько витков для последующей работы. Гранулят засыпается в специальный бункер. Для того, чтобы заполнить, его нужно снять. Бункер открытого типа неудобен в работе, материал из него может высыпаться. Но даже в этом случае для снаряжения экструдера нужно либо оторваться от работы, либо иметь в штате помощника-ассистента.
Органы управления
Простые модели экструдеров оснащены всего лишь парой механических переключателей — рукояток с делениями. С помощью них можно отрегулировать температуру подаваемой пластиковой массы и скорость её подачи. Продвинутый профессиональный инструмент комплектуется электронными системами. Здесь за регулировку отвечает электронный блок, а информация выводится на жидкокристаллический дисплей. Как вишенка на торте — оснащённость датчиками окружающей температуры для минимизации перепада на выходе пластиковой массы.
Производительность
Поскольку далеко не все операторы могут напрямую безошибочно связать мощность и объём работы, который позволяет выполнить инструмент, вводится понятие производительности в единицу времени. Эта характеристика показывает, сколько расплавленной пластиковой массы может произвести аппарат в час. Соответственно, чем больше показатель, тем более пригоден прибор для профессионального использования при больших объёмах работы. Измеряется в килограммах в час, может варьироваться в пределах от 0,5 до 3 кг/ч.
Вам приходилось работать ручным сварочным экструдером?
Было дело!Не довелось
Особенности и назначение
На производстве, где происходит упаковка всевозможных товаров, при прокладывании труб из пластика довольно сложно обойтись без приспособления, которое могло бы с высокой надежностью соединять поверхности предметов, что могут плавиться только при низких температурных показателях. Работа с данными материалами сводится к использованию сварочного экструдера. Он необходим для сварки пластика, листового полипропилена, ПНД, листов полиэтилена.
Ручным сварочным экструдером принято считать термомеханический вид устройств, что поочередно выполняет две важных задачи:
- нагревает легко плавящийся пластик до вязкости;
- выдавливает вещество на поверхность стыкового участка.

Таким образом, после застывания легко плавящихся пластических масс получается сварочный шов с высокой прочностью. Наиболее комфортным в использовании считается ручной пистолет. В схеме устройства сварочного экструдера имеются такие компоненты:
- электрический мотор;
- питатель;
- камера экструзионного типа;
- шнековое устройство для дробления;
- камера, где плавится пластик;
- термонагреватель;
- сопло;
- оборудование по управлению прибором.
Принцип функционирования термомеханического устройства довольно прост. После подачи нагретого воздуха из сопла агрегата происходит нагревание пространства, а именно сварочной канавки и стыка между поверхностями изделий.
Приоритетность использования данных термомеханических устройств связана со следующими моментами:
- возможностью приваривать толстые поверхности;
- высокой скоростью процесса сваривания;
- сведением к минимуму использование человеческого труда – при этой работе нет необходимости отслеживать и контролировать правильность выведения шлака;
- возможностью применения людьми, у которых в сварке нет опыта.


Устройство и принцип действия ручного аппарата для сварки пластика
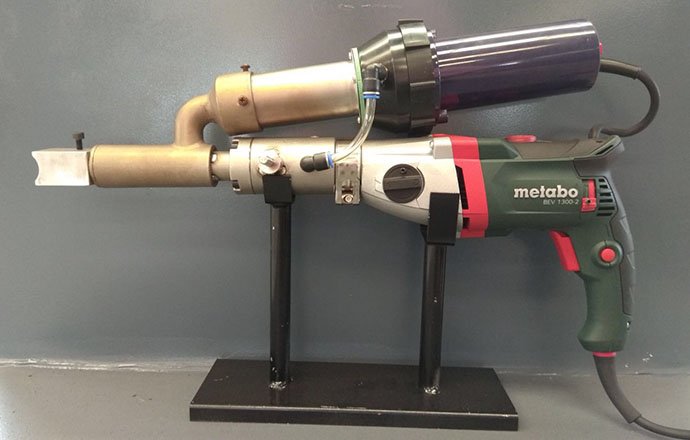 По форме экструдер несколько напоминает пистолет-пулемёт времён Второй мировой войны с боковым расположением магазина, только массивнее и более угловатый.
По форме экструдер несколько напоминает пистолет-пулемёт времён Второй мировой войны с боковым расположением магазина, только массивнее и более угловатый.
Агрегат для сварки изделий из пластика чаще всего выполняется с рукояткой пистолетного типа, как и многие другие инструменты, например, электродрель.
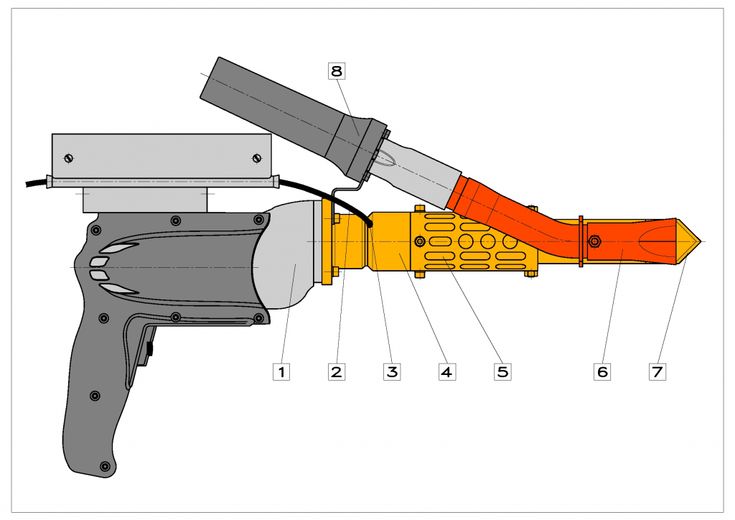
В конструкцию любого экструдера входят следующие элементы:
- Электропривод. Эту функцию выполняет мощный электромотор, который устанавливается в задней части прибора. Питание производится от сети 220 вольт.
- Электронагреватель с вентилятором. Здесь снова же с помощью электричества формируется поток горячего воздуха, предназначенный для приведения заготовок в размягчённое состояние.
- Камера подачи материала. Имеет трубчатую форму, внутри полая, но по центру её проходит ось шнекового винта, как в мясорубке. При вращении он не только измельчает материал, подаваемый в камеру, но и продвигает его к выходу, формируя необходимое давление.
- Экструзионная камера. Здесь измельчённый и расплавленный пластик скапливается и под давлением начинает выходить из отверстия в конце камеры.
- ТЭН. Создаёт нагревательную рубашку вокруг камеры подачи и экструзии, обеспечивая нагрев и расплавление пластика.
- Сварочный башмак. Это насадка, надевающаяся на подающее сопло экструзионной камеры. Благодаря башмаку разогретая пластиковая масса имеет определённую форму. Это позволяет работать с разной конфигурацией сварочных швов.
- Блок регулировок. Имеет органы управления для изменения параметров нагрева и скорости вращения шнека.
Принцип действия ручного сварочного экструдера принципиально выглядит следующим образом: подаваемый внутрь аппарата присадочный пруток или гранулы пластика в загрузочной камере начинают размягчаться и становятся вязкими.
Шнековый винт измельчает и продвигает пластик, пока тот не накопится в экструзионной камере. Оттуда тот выдавливается под давлением, как с помощью кондитерского шприца выдавливают крем. Одновременно горячий воздух, подаваемый на заготовки из сопла, разогревает их до состояния склеивания с выходящей массой.










Мнение эксперта
Куликов Владимир Сергеевич
Результат — шов, который составляет около 80% прочности монолитного изделия. В случае тонких листовых конструкций линия излома даже не пройдёт по сварке, так как шов будет обладать большей прочностью, чем поверхность.
Разновидности
Ручные агрегаты для сваривания могут быть нескольких разновидностей. Каждой модели свойственны определенные характеристики и функциональные возможности.
Шнековые
Во время проведения процедуры происходит расплавка присадочного материала, который расположен в экструзионном отделе, и его последующее выдавливание шнеком наружу. В данном случае присадочным материалом служат пруты либо гранулы, которые определяют в шнековый отдел. В этом же месте осуществляется воздействие высокой температурой на материал. В результате получается однородная масса, что готова к применению.

Безшнековые
Второй разновидностью экструдера является безшнековое оборудование. В плунжерном приспособлении пруты нагреваются электронагревателем около обрабатываемого участка. Задачей тыльной твердой доли присадочных материалов является замена поршня для более вязкой массы, расположенной спереди.

Комбинированные
Экструдеры комбинированного типа сочетают в себе характеристики двух вышеперечисленных видов термомеханического устройства.

Правила эксплуатации
Ручной экструдер для сварки пластика достаточно прост в использовании. Для получения базовых навыков достаточно ознакомиться с обучающими видеоматериалами на просторах интернета. В процессе работы необходимо руководствоваться инструкцией по эксплуатации аппарата и учитывать свойства и тип соединяемого материала – подход к листовым изделиям отличается от методов сварки труб.
Перед эксплуатацией необходимо тщательно подготовить рабочую поверхность. Для этого ее очищают от загрязнения и удаляют влагу.
При соединении разнородных материалов требуется особое внимание, поскольку температура плавления различных материалов может отличаться. Например, сварка пластика низкого давления и полипропилена не будет проблемой, за счет схожих температурных характеристик, а вот ПНД и ПВХ соединить невозможно
Для получения качественного и надежного шва, следует соблюдать следующие правила:
- Необходимо контролировать правила загрузки прутков в аппарат. Неправильная подача чревата нарушениями работы измельчительного механизма, что может привести к получению неоднородной рабочей массы.
- Устанавливайте температуру нагрева в соответствии с применяемыми материалами.
- Насадка должна прочно прижиматься к поверхности. Если соединяемые элементы имеют простую форму, то данное требование соблюдать просто. При работе с криволинейными листами и прочими поверхностями сложной формы, необходимо пользоваться сменными соплами.
- При отсутствии информации о материале изготовления, следует воздействовать на заготовку потоком горячего воздуха, без применения присадочных прутков. Температурный режим, при котором деталь начнет плавиться, позволит определить ее состав с высокой точностью.
Использование
Важным этапом в экструзионной сварке считается подготовительный. Даже небольшое загрязнение может повлечь за собой изготовление низкого качества швов. Под влиянием воздушных масс многие термопласты окисляются. По этой причине чистка кромок должна проводиться перед процессом сваривания. Если поверхность очистить более чем за 20 минут до проведения процедуры, она может загрязниться, в результате чего потребуется повторная уборка.
Если экструдером пользовались ранее, то в первую очередь стоит ликвидировать старый присадочный материал. Даже если последний имеет аналогичный состав с тем, что будет использоваться, его применять не стоит, так как это может стать причиной снижения прочности материала. Непосредственно перед сваркой снимают блокировку на холодном пуске, агрегат со сварочным башмаком нагревают до нужной температуры.
В самом процессе работы стоит придерживаться заданного угла наклона. При необходимости на время прервать работу стоит поставить экструдер на предназначенную для него подставку.

Перед каждым началом работы стоит делать проверку:
- прямолинейной подачи прута во втулке аппарата;
- эффективности температурного режима нагревания прута до того момента, пока его состояние не станет вязким;
- надежности прижатия сопла к поверхности соединения, в частности к тем, что имеют сложную конфигурацию;
- возможности плавки соединения от тепла, что передается термонагревателем.
Сварка при помощи ручного экструдера – это один из самых простых вариантов ее выполнения. Для того чтобы пользоваться данным приспособление, не нужно иметь профессиональных навыков
Главное, о чем должен помнить мастер при работе, – это соблюдение мер предосторожности, а также инструкции по использованию экструдера

О том, как работать сварочным экструдером, смотрите в следующем видео.
Самодельное устройство
Сварочный экструдер относится к сложным механизмам для профессионального использования. Его цена начинается от 30 тысяч рублей за самую простую модель, и может доходить до ста тысяч и более за мощную и высокопроизводительную. Отечественные разработки также представлены на рынке, они на 10-20% дешевле импортных, но все равно стоят достаточно дорого.










Поэтому при возникновении разовой необходимости сварить, к примеру, две водопроводных трубы (их обычный материал изготовления — полипропилен) проще воспользоваться экструдером, сделанным своими руками. Самый простой вариант конструкции представляет собой мощный строительный фен, снабженный насадкой для прутка — либо самодельной, из жести, либо промышленного изготовления .
Подача прутка в этом случае будет производиться вручную. Мощности фена хватит для его расплавления, но качество шва, конечно, будет ниже, чем у промышленных моделей.
Если позволяют возможности, фен можно соединить со шнековым или плунжерным приводом для подачи питания. В этом случае, если смонтировать приемную камеру, можно будет использовать гранулированное сырье.
Производители
В отличие от такого распространённого инструмента, как дрели, болгарки и перфораторы, ручные сварочные экструдеры характеризуются весьма узкой специализацией. Массовый спрос на них практически отсутствует, зато те специалисты, которые приобретают данный аппарат хорошо разбираются в характеристиках и готовы выложить за профессиональный инструмент не одну сотню тысяч рублей. Правда, и риск высок.
К примеру, экструдер приобретается для сращивания пластиковых элементов бассейна. Стоимость личного плавательного водоёма весьма высока, а если представить, что резервуара клиентов начали давать течь из-за сварки некачественным аппаратом… Это не пару саморезов закрутить. Убыток от рекламаций способен поставить на прибыльном бизнесе крест. Поэтому и покупают дорогой фирменный прибор, чтобы не запятнать репутацию.
Так складывается ситуация на рынке оборудования. Ручной экструдер практически невозможно найти в обычном строительном магазине. Его реализуют либо специализированные организации под заказ, либо через интернет на профильных сайтах. И цена у такого устройства стартует от 50 тысяч рублей. Мощные экземпляры стоят уже значительно дороже: 200 — 500 тысяч.
Взять «левый» инструмент в профессиональном деле подобно провалу поэтому сосредоточить внимание стоит на продукции надёжных производителей.

Munsch
Германия. Вроде настоящая, без китайской сборки. Качественная надёжная сборка и материалы
Высокая ремонтопригодность, что немаловажно для аппарата такого класса — после поломки его не выкинешь, будет жалко потраченных денег. Впрочем, поломке ещё надо случиться, ведь всё продумано до мелочей
Большинство инструментов имеют раздельный нагрев массы и заготовки, что позволяет работать на улице при низких температурах.
Leister
Швейцария. Где находится производство, компания не афиширует, а пользователи доверяют ей, пока их устраивает высокое качество инструмента. Известная марка в России, есть несколько линеек разной мощности. «Фишкой» Ляйстера является продвинутая система интеллектуального управления процессом экструзии. Информация выводится на дисплей, пользователь имеет доступ к большому числу точных настроек.

Stargun (Ritmo)
Италия. Достойный конкурент приведённых выше аппаратов. Большинство изделий характеризуются высокой мощностью (минимальная производительность 2 кг/час). Имеет компактные размеры и различные удобства вроде эргономичных рукояток, выверенного центра тяжести и подсветки зоны сваривания.
Weldy
Дочерний бренд Leister. Видя, что многие хотят подешевле, швейцарцы организовали сборку в Китае, немного снизили качество и ощутимо сбросили цену. Впрочем, бояться инструмент, как кота в мешке, не стоит: даже китайская сборка всё равно опережает российскую, тем более что контроль качества всё же не пропускает откровенно ущербные аппараты на рынок.
Отечественное производство
Маркируется РСЭ, то есть просто аббревиатурой, за которой идёт расшифровка мощности и других параметров. Иногда могут брендироваться именем собственным, например, Урал-1. Собирается на отечественных заводах или на китайских по заказу из Москвы. По обещанию некоторых производителей, окупает себя после первого выполненного заказа.









Конструкция
Любой сварочный экструдер, независимо от модели и назначения, состоит из двух узлов:
- Температурный. Отвечает за нагрев пластика до рабочей температуры. Большинство моделей оснащены реле, ограничивающим степень воздействия.
- Рабочий. Подающий механизм отвечает за подачу присадочного материала на соединяемую заготовку через шнековый аппарат.
В качестве расходного материала используют специальные прутки или гранулы.
Отдельные аппараты оснащены измельчительным механизмом, для подготовки присадочного состава к эксплуатации. Речь идет о профессиональных экструдерах для сварки полипропилена. Они адаптированы под пластик любого типа, независимо от размеров и крепости. Бюджетные модели способны функционировать только на гранулах.
Типовая модель состоит из следующих элементов:
- электрический двигатель,
- загрузочный узел,
- шнековый механизм,
- зона расплава,
- нагревательный элемент,
- насадки для нанесения состава на поверхность,
- Блок управления с тепловым реле.

Производители экструдеров для сварочных работ
Чаще всего потребители приобретают для проведения сварочных работ ручные экструдеры от следующих производителей:
может быть различной и определяться функциональностью и производительностью конкретной модели. Если рассматривать агрегаты от российских производителей, то в среднем их можно приобрести за 30-55 т. р. Зарубежные производители готовы продать сварочный экструдер собственного производства не менее, чем за 50 тыс. руб.
Пластиковые трубы, которые за последнее время приобрели большую популярность, сегодня широко используются на самых разных объектах. Нередко сами владельцы решаются поменять систему водопровода на новую, выполненную из этого технологичного материала. Но для соединения элементов труб необходимо специализированное оборудование.
Довольно часто специалисты для выполнения подобного рода работ используют сварочный экструдер, который поддерживает работу с изделиями не только из ПВХ, но и других видов пластика. Однако работа с этим устройством требует знания особенностей не только сварочного аппарата, но также и материалов, которые планируется соединять. Не всем известно о том, что разница температур плавления у разных материалов может негативно повлиять на надежность создаваемого соединения. Поэтому экструдер не всегда может рассматриваться как самый подходящий тип инструмента для выполнения сварочных работ.
Также существует и ряд других важных параметров
, которые должны учитываться при выборе экструдера для сварки пластиковых изделий. Подобной информацией большинство рядовых пользователей, как правило, не владеет, поэтому вполне понятно, почему сварочный экструдер считается рабочим инструментом профессионалов.
Если и возникнет желание самостоятельно выполнить сварку труб из ПВХ, то желательно это делать под руководством опытного специалиста и с точным соблюдением его указаний по проведению рабочего процесса. Иначе все может закончиться весьма плачевно для владельца вплоть до возникновения аварийных ситуаций в самый неожиданный момент.
Слово «экструдер» в буквальном смысле означает «выталкиватель». Так называют группу аппаратов, предназначенных для выдавливания на поверхность различных полужидких масс, в том числе полимерных (пластиковых), резиновых и прочих. Экструдер для резиновой массы иногда называется также шприц-машиной.
Сварочный экструдер — специализированный аппарат для так называемой экструзионной сварки, которая применяется для соединения полимерных материалов различных классов — полиэтилена высокой (ПВД) и низкой (ПНД) плотности, полипропилена, поливинилхлорида (ПВХ) и других наиболее часто применяемых в быту и промышленности пластиков.
Экструзионная сварка — это процесс соединения полимерных материалов с помощью расплавленной до консистенции густой сметаны массы из материала, однородного со свариваемыми или схожего с ними по физико-химическим свойствам.
В отличие от более известной сварки металлов, соединение деталей из пластмассы экструзией не подразумевает расплавления кромок соединяемых деталей, хотя нагрев до определенной степени все равно происходит.
Шов образуется при отвердевании и схватывании с кромками полурасплавленной экструдированной массы. При этом достигается высокая прочность сварного соединения — до 0,8 от прочности основного материала.
Сварка пластика экструдером наиболее часто применяется в сантехнике — для соединения водопроводных труб, в строительстве, при различных работах, целью которых является изготовление любых пластиковых конструкций — баков, понтонов, теплиц.
Изготовление экструдируемой массы осуществляется либо из полимерных гранул — исходного материала для создания любых пластиков, либо из так называемых присадочных прутков, которые перемалываются до гранулированного состояния внутри самого экструдера.
В роли прутка в некоторых (не во всех) моделях может выступать узкий отрезок того же материала, который планируется сварить. Например, при можно применять в качестве прутка ненужный отрезок полипропилена, но не другого пластика.









Большинство сварочных экструдеров западного производства предназначены для использования с присадочным материалом от того же производителя. Отечественные разработки менее требовательны к присадке. Ручной сварочный экструдер в обиходе часто называют экструзионным пистолетом. \





