
Нормы расхода и давление СОЖ
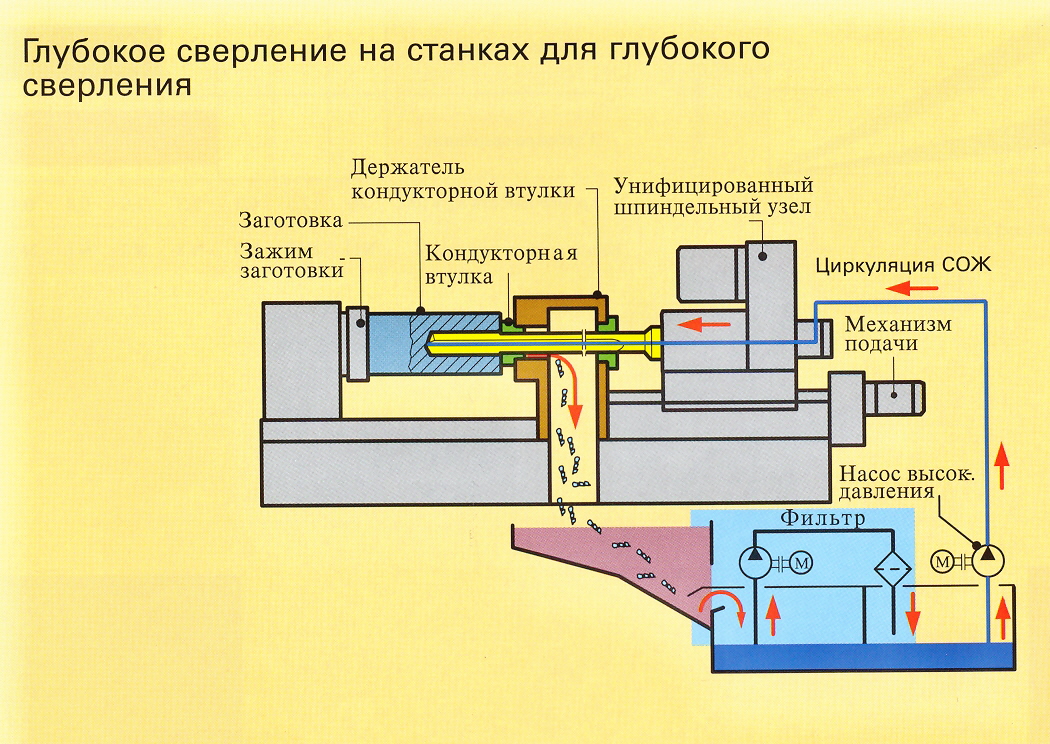
Производительность насоса, подающего СОЖ в зону глубокого сверления, рассчитывают, исходя из условия, что скорость транспортирующей жидкости должна быть не меньше скорости образования стружки. Практические нормы расхода и величины давления СОЖ на станках при сверлении кольцевыми сверлами обычно несколько превышают расчетные величины.
Объем резервуара ( бака- отстойника) для СОЖ универсального станка для глубокого сверления желательно принимать с расчетом обеспечения 10- минутной работы насоса. Но для станков средних размеров ёмкость бака- отстойника не должна превышать 6м3. В целях стабилизации температуры жидкости в систему подачи СОЖ встраивают теплообменники и охладители.
Протягивание.
На операциях протягивания внутренних и наружных поверхностей СОЖ обычно подают, поливом, стараясь создать на зубьях протяжки равномерный слой смазки еще до их контактирования с материалом обрабатываемой заготовки. Одновременно следует подавать СОЖ и в зону выхода протяжки для её охлаждения и смывания стружки. При обработке тонкостенных деталей необходимо охлаждать их третьей струёй жидкости. При протягивании отверстий лучшие результаты дают кольцевые устройства, с помощью которых обеспечивается более равномерное распределение СОЖ по всему периметру обрабатываемой поверхности.
Нормы расхода СОЖ при протягивании зависят от многих факторов: принятой схемы и режимов резания, конструкции и материала протяжки, конфигурации обрабатываемой поверхности, материала обрабатываемой детали и другие. Для средних условий работы расход СОЖ составляет 10 – 20 л/мин. При скоростном протягивании (20 – 60 м/мин) расход СОЖ увеличивается до 30 – 50 л/мин. Примерно столько же СОЖ подают при наружном протягивании.
Большие затруднения встречаются подавая СОЖ при протягивании глубоких отверстий, а так же при обработке поверхностей большой длины. На таких операциях желательно увеличивать давление подаваемой СОЖ до 8 – 10 кгс/см2, направляя поток СОЖ против направления протягивания. Если повышение давления СОЖ почему-то окажется невозможным, следует использовать стандартные электронасосы большой производительности.
Нарезание резьбы метчиком
Нарезание резьбы метчиком, выполняют с подачей СОЖ поливом или с импульсной подачей СОЖ на метчик перед началом цикла. Особые трудности возникают при нарезании резьбы в глухих отверстиях.
Наиболее радикальным методом решения задачи отвода стружки из зоны резания, повышения производительности и качества нарезания резьбы метчиками является применение метчиков с каналами для подвода СОЖ в зону резания. Каналы для подвода СОЖ повышают стойкость метчиков в 1,5-2 раза, исключают их поломки вследствие затупления, улучшают качество резьбы. Зона обработки должна быть надежно экранирована, что бы предотвратить разбрызгивание СОЖ. Но при этом затрудняется наблюдение за процессом резьбонарезания.
Виды, состав и характеристики
Существует десятки видов СОЖ, которые различаются по составу и характеристикам. Выполняемые функции для одинаковы, но каждый по-разному вид повышает эффективность того или иного действия при работе со станком.
Масляные
Главным компонентом охладителя является минеральное масло, которое смешивается с минеральными элементами. В составе сож находятся такие вещества: антиизносные, антифрикционные и антизадирные присадки. Также присутствуют ингибиторы и средства против оксидаций и появления туманностей.
Характеристики веществ:
- Антиизносные присадки – уменьшают износ рабочих инструментов.
- Антифрикционные присадки – технические масла.
- Антизадирные – защищает инструменты от перегревания и износа при тяжелых условиях.
- Ингибиторы – используются для защиты инструментов от коррозийных реакций.
- Противотуманные присадки – снижают риск возникновения маслянистых туманов.
Эмульсол – маслянистая жидкость, которая изготавливается из веретенного масла и нескольких присадок. Главное преимущество – отличная защита от коррозии. В сочетании с водой становится универсальной жидкостью, которая прекрасно справляется с защитой и охлаждением.
Но также, маслянистый раствор имеет недостатки – низкая степень охлаждения, в сравнении с остальными видами жидкостей.
Синтетические
Средство используется для абразивной обработки металлических заготовок. Состоит из нескольких присадок, которые обладают сбалансированным составом. Если смешать синтетическую жидкость с водой вы получите прозрачную микроэмульсию.
Синтетическая СОЖ – отличный охладитель для токарных станков, так как охлаждение её главное преимущество.
Синтетический охладитель снижает риск дымообразования на рабочем месте. Используется в различных составах воды.
Состав образован из устойчивых минералов, которые справляются с пенообразованием.
Эта жидкость применяется не всегда. Ей пользуются при работе с определенными металлами: сталь, чугун, сплавы из стекла и алюминия, нержавеющая сталь.
Полусинтетические
В отличие от предыдущего вида жидкости, он не только отлично охлаждает станок, но ещё и смазывает детали.
В составе имеет небольшое количество минеральных масел, которые смешаны с небольшим количеством других минеральных добавок.
Эмульсол, который является главным компонентом, позволяет эффективно смазывать и охлаждать детали оборудования.
Эмульсол лучше подходит для токарных станков, которые специализируются по работе с тяжелыми металлами.
Эмульсия используется для некоторых видов работ, лучше всего для абразивной обработки чугуна. Но это не единственный вид работы, сюда относится лезвийная и точильная обработка сложных металлов.








На водной основе
Жидкости на основе воды имеют одну функцию – смазывание деталей. Хоть они не являются охладителями, но лучше всех смазывают заготовленные материалы и оборудование.
Существует множество водянистых растворов, но расскажем об одном из основных:
- Водный раствор с небольшим содержанием соды (0.8%) и нитрата натрия (0.25%). Защищает заготовки и инструменты от коррозии.
- Кипяченая вода с содержанием тринатрийфосфата – 1.5%. Используется для обтачивания заготовок.
- Раствор воды с 2-3% эмульсола и небольшим количеством кальцинированной соли (1.5%). Используется для ускоренной обработки, но имеет низкое качество очистки.
Подача водянистых сож на токарном станке помогает ускорить работу по обработке материалов.
Подача СОЖ через шпиндель
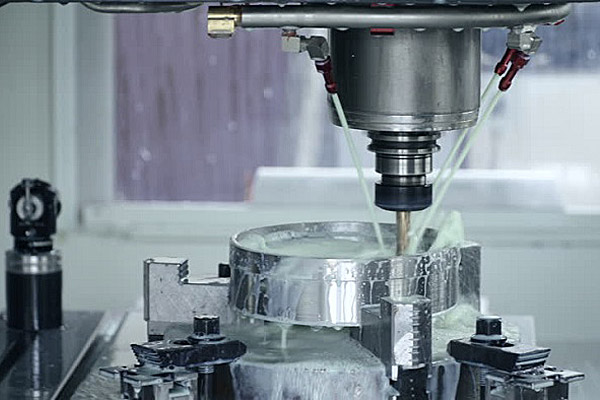
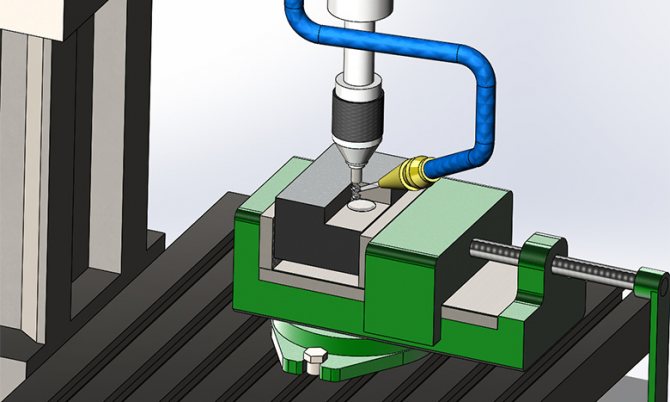
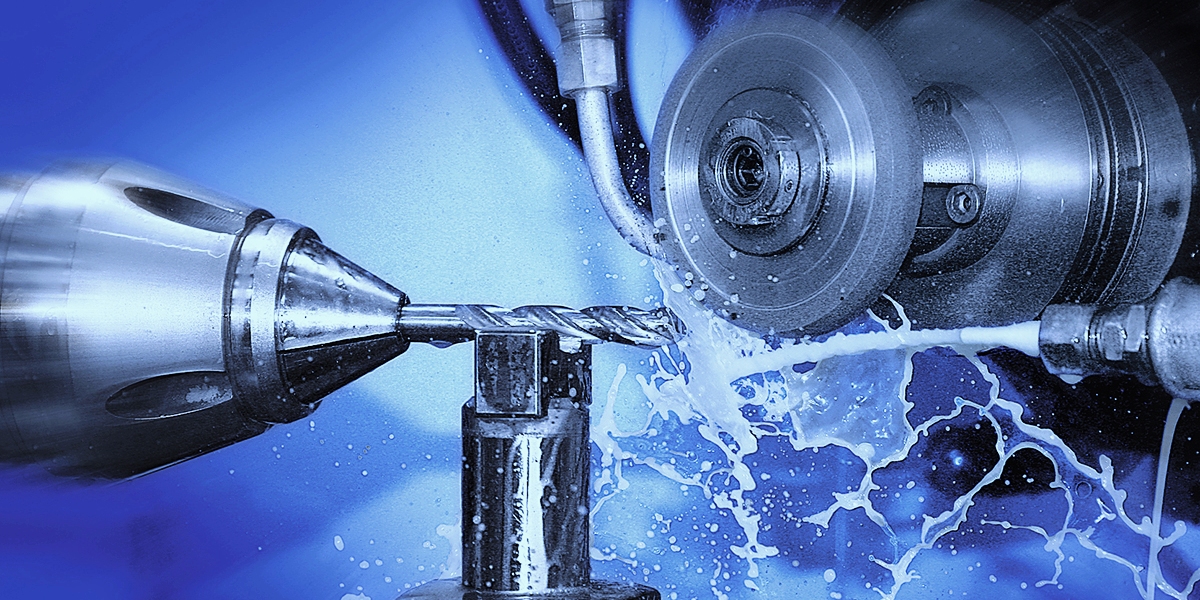
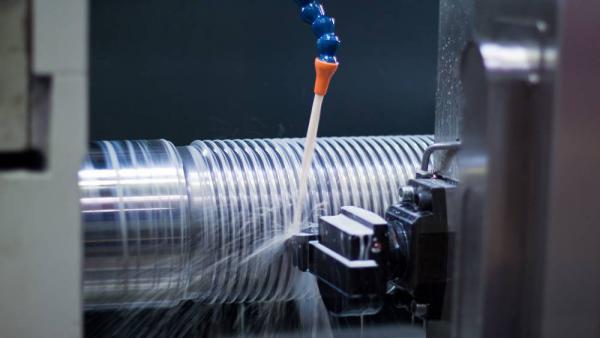
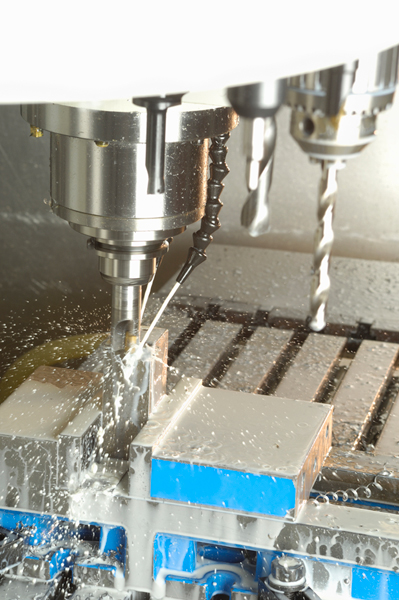
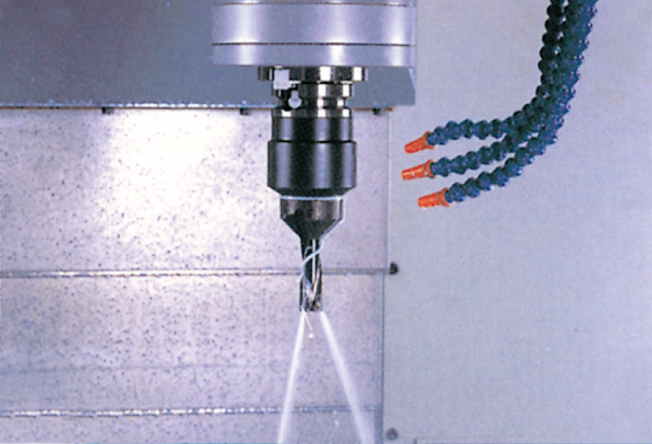
 Принцип работы системы подвода СОЖ через шпиндель состоит в подаче эмульсии под регулируемым напором через державку и каналы в инструменте (Рис.6) прямо на режущие кромки, за счет чего обеспечивается максимально эффективное охлаждение зоны обработки, надежное удаление стружки. Это делает возможным сокращение технологического цикла при одновременном продлении ресурса инструмента, чистовое сверление глубоких отверстий, применение скоростных технологий для обработки мягких, вязких металлов.
Принцип работы системы подвода СОЖ через шпиндель состоит в подаче эмульсии под регулируемым напором через державку и каналы в инструменте (Рис.6) прямо на режущие кромки, за счет чего обеспечивается максимально эффективное охлаждение зоны обработки, надежное удаление стружки. Это делает возможным сокращение технологического цикла при одновременном продлении ресурса инструмента, чистовое сверление глубоких отверстий, применение скоростных технологий для обработки мягких, вязких металлов.
При эксплуатации станка, оснащенного устройством подвода СОЖ через шпиндель, предъявляются особо жесткие требования к чистоте эмульсии – мелкая стружка, частицы пыли засоряют подводящие каналы. Поэтому одним из важнейших требований к рабочей жидкости является хорошая фильтруемость.
Когда требуется замена СОЖ
Замена эмульсола производится по истечению срока годности продукта, а также в тех случаях, когда в процессе использования его качество, внешний вид и эксплуатационные характеристики значительно ухудшились.
Как показывает практика, масляные эмульсолы имеют более длительный срок годности по сравнению с СОЖ на водной основе. Это объясняется тем, что вода является хорошей средой для развития всевозможных микроорганизмов, что приводит к снижению уровня кислотности рН и появлению неприятного запаха. Вредными факторами для водосмешиваемых СОЖ являются также повышенные температуры, загрязнение смазочными материалами и абразивами. Такая эмульсия теряет стабильность и свои свойства, становится более токсичной. Текущий контроль состояния СОЖ дает возможность своевременно выявить несоответствия и внести корректировки. Периодичность контроля устанавливается стандартами:
- для масляных СОЖ: 1 раз в месяц
- для полусинтетических и синтетических СОЖ: 1 раз в 2 недели
- для эмульсионных СОЖ: 1 раз в неделю
Классы опасности эмульсола для человека и окружающей среды
В соответствии с ГОСТ 12.1.007-76 класс опасности эмульсола для человека определяется по компоненту, оказывающему наиболее вредное воздействие на организм.
Предельно допустимую концентрацию (ПДК) вредных веществ в воздухе рабочей зоны и классы их опасности регламентирует ГОСТ 12.1.005.
Самый популярный в нашей стране эмульсол ЭКС-А относится к III классу опасности, но ему на смену приходят менее токсичные составы (например, смазка для форм и опалубочных конструкций OILCOOL FORM имеет IV класс опасности).
В процессе применения эмульсола возможна термическая деструкция его компонентов, что приводит к повышению класса опасности.

Основные меры безопасности при работе с эмульсолами:
- применение технологий производства, исключающих контакт персонала с вредными веществами;
- использование индивидуальных средств защиты (спецодежды, респираторов, очков), соблюдение правил гигиены;
- обеспечение надлежащей вентиляции производственных помещений, промышленной чистоты по требованиям ГОСТ Р 50558-93;
- организация контроля воздуха в рабочих зонах по ГОСТ 12.1.005-88.
Согласно документу «Перечень и коды веществ, загрязняющих атмосферный воздух» код загрязняющего веществ «эмульсол» – 2868, где число 28 означает принадлежность к группе «Прочие соединения», а число 68 – порядковый номер вещества в ней.
Расчет выбросов вредных веществ в атмосферу производится по ГОСТ 32602-2014, а их предельно допустимые значения регламентирует ГОСТ 17.2.3.02-2014.
Класс опасности отработанных эмульсолов зависит от содержания масла или нефтепродуктов: при количестве до 15% отходы относятся к IV классу опасности, а свыше 15% – к III.
Когда использовать дополнительный фильтр
Давайте подробнее рассмотрим, как СОЖ сливается в бак и когда необходимо использовать этот дополнительный фильтр.
Отверстия впускной панели очень малы, они отлично удерживают даже мелкую стружку или «мелкие частицы», как их обычно называют. Вы можете видеть, что даже эти мелкие частицы, расположенные над входной зоной, почти не попадают с охлаждающей жидкостью в ёмкость ниже. Через решетку проходят только самые маленькие частицы. Несмотря на это, если в течение многих месяцев вы имеете дело с очень мелкой стружкой, или, например, вы обрабатываете чугун и получаете зернистую субстанцию, то большое количество стружки может попасть в бак с охлаждающей жидкостью. Количество стружки будет постепенно увеличиваться. В этом случае, вам следует подумать об использовании этого дополнительного комплекта для фильтрации СОЖ.
Сетка-фильтр растягивается на металлической корзине и располагается над входной панелью бака. Она позволяет СОЖ проходить через неё, но предотвращает попадание в бак мелкой стружки.
Как выбрать смазочную жидкость
Чтобы качество заточки оставалось на высоком уровне, а техника преждевременно не ломалась, при выборе необходимо учитывать ряд факторов.
Если речь идет о скоростной заточке, то подойдут составы с повышенной активностью охлаждающих и смазывающих свойств.
Многое зависит от свойств материала, который планируется обрабатывать. Например, для обработки черных металлов применяют концентраты с мощными присадками против образования коррозии.









Имеет значение и вид обрабатывающего инструмента. Эмульсии, содержащие более 1,5% соды, нельзя использовать с абразивными инструментами на бакелитовой связке, так как они обладают повышенной чувствительностью к этому соединению.
СОЖ для нержавеющей стали
Работа с нержавеющей сталью, также требует дополнительного использования СОЖ. Рекомендуется использовать эмульсию, с так называемыми антизадирными присадками, это позволит улучшить качество обработки, и поверхности детали на выходе в целом.
Такими свойствами обладают обычно масляные жидкости. Для того чтобы определить для себя одну смазку из множества аналогичных моделей, следуйте общим советам:
- Отсутствие в составе хлора.
- Наличие высоких смазываемых качеств.
- Более прозрачная жидкость, для лучшего обзора просматриваемой рабочей поверхности.
- Безопасность для работников, отсутствие масляного «тумана».
Это основные рекомендации, которых стоит держаться при выборе СОЖ для нержавеющей стали.
Смазка для сверления нержавейки
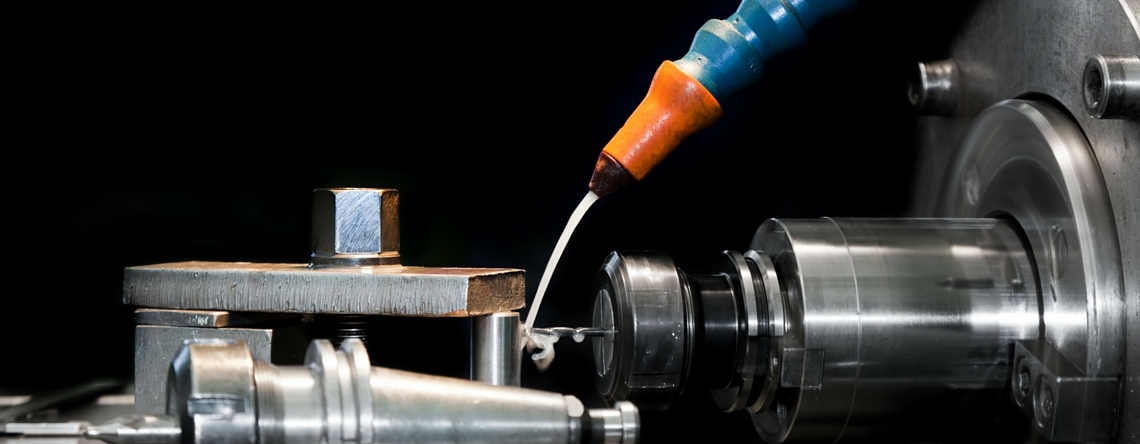
Для выполнения операции сверления, также требуется нанесение охлаждающей смазки. Делается это больше для сохранения инструмента. В процессе непрерывного сверления отверстия, в металлах прочного состава, зачастую начинается сильный перегрев сверла, и последующее его затупление.
Имеется два известных способа решения данного вопроса — это периодические остановки, в течении которых сверло будет остывать, либо использование эмульсии для охлаждения. Как правило, предпочтителен второй вариант, он сэкономит время, и деньги на новое сверло. Для этого используют смазку для сверления нержавейки на масляной основе, в качестве домашнего аналога, справедливо использование обычного машинного масла.
Немного просверлив отверстие, добавьте масло в него, или периодически смазывайте сверло средством с помощью кисточки.
Где сделать заказ
Наша компания несколько лет занимается поставками высококачественных СОЖ и систем их подачи. Работаем исключительно с проверенными производителями и без посредников — тем самым удерживаем минимальный уровень цен.
Чтобы сотрудничество было удобным для клиентов, мы предусмотрели бесплатную доставку по СПб и доставку транспортными компаниями по всей России. Продажа возможна от 1 штуки. Уже в течение суток товар будет отгружен.
Наши профессиональные консультанты с удовольствием помогут в выборе интересующей продукции. Звоните, чтобы получить ответы на все интересующие вопросы.
Изготовление своими руками
Существуют различные виды жидкостей, особенно водянистых. Можно долго перечислять виды и составы жидкостей, но вряд ли это вместится в одну статью. В нашей статье мы продемонстрируем только один пример охладителя, на основе масла.
В нашем примере будем рассматривать рецепт эмульсии на основе жидкого мыла. Кроме того, нам понадобится нерафинированное подсолнечное масло, керосин и кальцинированная сода, а также некоторые предметы бытовой химии.
Большинство перечисленных веществ имеется в каждом доме, за исключением керосина.
Рецепт
- Залить жидкое мыло в граненый стакан, смешать с подсолнечным маслом, керосином и кальцинированной водой. Желательно подготовить 3 таких стакана и вылить в 1 емкость от 10 л.
- В полученную смесь добавляем половину стопки отбеливателя и четверть стопки моющего средства для посуды, например Fairy.
- Залить раствор теплой водой. Использовать емкость объемом в 10л. Лить воду до тех пор, пока емкость не будет полностью заполнена.

- Нагреть жидкость до температуры 90 градусов. При нагревании жидкость необходимо непрерывно перемешивать.
- Выливаем полученную смесь в емкость, и смешиваем с водой. Соотношение раствора с водой должно быть равно 1:3.
Наш раствор готов, можете смело использовать его на рабочем месте.
Если же нет некоторых компонентов, то вот вам более простой раствор. Возьмите и смешайте индустриально масло, воду и поверхностно-активное вещество.








Особенности выбора эмульсола для опалубки и смазки форм ЖБИ
Применение эмульсола позволяет сделать процесс демонтажа опалубки быстрым и легким, улучшить качество литых бетонных изделий.
При его выборе следует учитывать целый ряд факторов:
- технические характеристики, влияющие на эксплуатационные свойства и расход продукта;
- материал опалубки или формы (если она металлическая, в составе смазки должны быть антикоррозионные присадки);
- рабочую температуру (в холода расход эмульсола увеличивается);
- положение обрабатываемых поверхностей (при горизонтальном и наклонном можно применять средства меньшей плотности, чем при вертикальном).
В России наиболее популярны эмульсолы для опалубки и смазки форм ЖБИ отечественного производства:
- ЭКС – самый дешевый, используется только для безарматурных бетонных изделий;
- ЭКС-2 – специальная смазка для металлических форм ЖБИ;
- ЭКС-А – подходит для смазывания опалубки и форм ЖБИ из любых материалов, имеет высокие антикоррозионные характеристики, не оставляет на бетоне маслянистых пятен, экономно расходуется, отлично держится на вертикальных поверхностях;
- ЭКС-М – усовершенствованный вариант эмульсола ЭКС-А. Без проблем разводится холодной водой любой жесткости;
- ЭКС-ИМ – состав с улучшенными смазывающими, антиокислительными, защитными свойствами для работы в зимних условиях;
- ЭКС-А Elit – применяется при повышенных требованиях к внешнему виду и прочности монолитных конструкций.
Для работ с белыми и пигментированными цементами эмульсолы ЭКС не подходят. В этом случае смазка форм ЖБИ производится средствами АГАТ-С5, АГАТ-БИО или их аналогами, в составе которых нет растворителей, способных изменить цвет бетона.
Как сделать сож для станка своими руками

Приготовить масляную или водорастворимую СОЖ своими руками реально в домашних условиях. Для этого нужно немного свободного времени и простой набор компонентов.
СОЖ своими руками потенциально опасен для вашего оборудования и здоровья! Мы не отвечаем за негативные последствия. Используя рекомендации из этой статьи, вы действуете на свой страх и риск!
Популярность смазочно-охлаждающих жидкостей (СОЖ) объясняется их широким спектром действия.
Они продлевают срок службы станка за счет охлаждения режущего инструмента, улучшают качество обработки, повышают скорость и производительность, делают выполнение операций более безопасным и комфортным.
Не всегда покупка готовой жидкости — самый простой и очевидный способ получить эти выгоды. Иногда проще подготовить СОЖ для станков своими руками.
Имеет ли право на жизнь самодельная СОЖ? Вы можете заменить дорогостоящие компоненты более доступными, но не сможете гарантировать, что полученная в домашних условиях жидкость будет правильно «работать».
Виды, состав и характеристики
Существует десятки видов СОЖ, которые различаются по составу и характеристикам. Выполняемые функции для одинаковы, но каждый по-разному вид повышает эффективность того или иного действия при работе со станком.
Изготовление своими руками
Существуют различные виды жидкостей, особенно водянистых. Можно долго перечислять виды и составы жидкостей, но вряд ли это вместится в одну статью. В нашей статье мы продемонстрируем только один пример охладителя, на основе масла.
Эмульсию сложно приготовить, так как для создания используется большое количество компонентов.
В нашем примере будем рассматривать рецепт эмульсии на основе жидкого мыла. Кроме того, нам понадобится нерафинированное подсолнечное масло, керосин и кальцинированная сода, а также некоторые предметы бытовой химии.
Большинство перечисленных веществ имеется в каждом доме, за исключением керосина.
Рецепт
- Залить жидкое мыло в граненый стакан, смешать с подсолнечным маслом, керосином и кальцинированной водой. Желательно подготовить 3 таких стакана и вылить в 1 емкость от 10 л.
- В полученную смесь добавляем половину стопки отбеливателя и четверть стопки моющего средства для посуды, например Fairy.
- Залить раствор теплой водой. Использовать емкость объемом в 10л. Лить воду до тех пор, пока емкость не будет полностью заполнена.
- Нагреть жидкость до температуры 90 градусов. При нагревании жидкость необходимо непрерывно перемешивать.
- Выливаем полученную смесь в емкость, и смешиваем с водой. Соотношение раствора с водой должно быть равно 1:3.
Наш раствор готов, можете смело использовать его на рабочем месте.
Если же нет некоторых компонентов, то вот вам более простой раствор. Возьмите и смешайте индустриально масло, воду и поверхностно-активное вещество.
Правила эксплуатации СОЖ для станков
Недостаточно просто залить детали небольшим количеством раствора, это может плохо отразиться на его работе.
Для повышения эффективности при работе на токарных станках придерживайтесь следующих правил:
- Расход жидкости не менее 10л на 1 минуту.
- Вещество должно располагаться в месте, которое нагревается больше остальных, например стружка от заготовочного материала.
- Подачу жидкости осуществлять после нагревания.
При работе со сложными металлами, большая часть жидкости должна уходить на заднюю поверхность резца.
Виды и применение смазочно-охлаждающих жидкостей
В процессе металлообработки всегда происходит сильное трение заготовки об инструмент. Особенно это является существенным для токарных станков, где резец сильно нагревается.










Интенсивное трение вызывает и преждевременный износ инструмента для холодной пластической деформации, особенно для таких операций, как скоростная многопозиционная высадка или холодное выдавливание.
Во всех этих случаях необходимо применение специальных смазочно-охлаждающих жидкостей.
Несмотря на то, что эта СОЖ является синтетической , она имеет минимальную стоимость, характерную для минеральных продуктов.
Эта СОЖ выпускается в форме концентрата. Она имеет янтарный цвет и приятный карамельных запах, не содержит формальдегидов, хлора и вторичных аминов, поэтому не оказывает вредного влияния на здоровье.
Изготовленная из синтетических компонентов с добавлением (до 15%) композиции минеральных масел, СОЖ EFELE CF-621 обладает хорошей биостойкостью и высокими эксплуатационными свойствами.
Это позволяет вести обработку металлов при меньшей концентрации раствора.
Классификация и состав эмульсолов
В зависимости от основы эмульсолы делятся на:
- минеральные – содержат до 85% нефтяных масел. При разбавлении водой образуют грубые непрозрачные эмульсии молочного цвета;
- полусинтетические – с содержанием нефтяных масел до 50%. Смешиваясь с водой, образуют полупрозрачные микроэмульсии;
- синтетические – безмасляные. При смешивании с водой образуют прозрачные растворы, позволяющие легко контролировать процессы обработки деталей.
Наиболее широкое применение в металлообрабатывающей промышленности имеют недорогие эмульсолы, состоящие из минеральных масел, эмульгаторов, ингибиторов коррозии и бактерицидов.
С целью получения высококачественных ЖБИ в эмульсолы для смазки форм и опалубки вводятся присадки, препятствующие образованию воздушных пор и раковин.
Состав и технические характеристики эмульсола конкретной марки регламентируются соответствующим ГОСТ или ТУ производителя, испытания качества проводятся по ГОСТ 6243-75, отбор проб – по ГОСТ 2517-2012.
Какие СОЖ используются при фрезеровании
Точение и другие способы токарной обработки лезвийным инструментом:
- углеродистых и легированных сталей, чугуна и алюминиевого сплава — эмульсии;
- легированных и труднообрабатываемых сталей — эмульсии с добавлением дисульфида и молибдена, масел с противоизносными присадками;
- титановых сплавов, жаропрочных сталей и сплавов — эмульсии с добавками йода, серы, хлора и фосфорорганических соединений;
- алюминиевых сплавов — масло с добавками серы, хлора, фосфорорганических соединений.
Цена РЎРћР– (Рмульсии) для металлообработки Ratak 6210R
Концентрат СОЖ в канистрах
5 литров: 2 400 рублей с НДС 10 литров: 4 400 рублей с НДС 20 литров: 7 400 рублей с НДС
Есть в наличии
Видео получения готовой СОЖ из концентрата
Технические данные в таблицах
| Лезвийная обработка материалов легкой и средней степени сложности (углеродистые,инструментальные, низколегированные стали, цветные сплавы) | 5% |
| Лезвийная обработка труднообрабатываемых материалов (коррозиестойкие и жаропрочные стали и сплавы, титан и сплавы на его основе) | 5 — 15% |
| Шлифование | 1 — 2% |
| Показатели | Единица | Значение | Метод |
| Плотность при 20°С | г/мл | 0,860-0,920 | ГОСТ 3900 |
| Кинематическая вязкость при 40°С | мм2/с | 45 | ГОСТ 33 |
| Тест на коррозию, эмульсия 5% чугун марки СЧ 18-36 | Выдерживает | ГОСТ 6243 | |
| рН, эмульсия 5% | 8,0 – 10,5 | ГОСТ 6243 | |
| Содержание масла | % | 80 |
| Наименование показателя | Норма |
| Внешний вид СОЖ | Однородная маслянистая жидкость |
| Вязкость кинематическая, при 50 °C, в пределах | 45-95 |
| Стабильность при низких температурах ( — 15 °C) | Стабильна |
| Содержание масла, %, не менее | 20 |
| Внешний вид 3 % водной эмульсии | Полупрозрачная |
| pH 3% водной эмульсии | 8,5 — 10,0 |
| Коррозийная агрессивность 2,5 % эмульсии по отношению к черным металлам ГОСТ 6243 | Выдерживает |
| Плотность при 20 °C, r/см3 | 1,028 |
ИНФОРМАЦИЯ ДЛЯ ПОКУПАТЕЛЕЙ:
Это интересно: Струбцина своими руками из дерева или металла — излагаем во всех подробностях
Эмульсолы в строительстве
Постоянно расширяющиеся объёмы монолитного строительства предусматривают широкий объём монтажных работ, в ходе которых бетон заливается в опалубку прямо на стройплощадке. Кроме этого, сменная опалубка применяется и при заливке фундаментов.
Производительность заливки зависит от трудоёмкости подготовительных работ, связанных с переустановкой элементов опалубки. Демонтаж её частей затруднён, поскольку остатки бетона прочно сцепляются с металлическими элементами опалубки. Ранее для снижения трения применяли обычный мазут. Однако данный нефтепродукт отличается высокой вязкостью, огнеопасен, оставляет трудносмываемые пятна. Именно эмульсолы оказались теми составами, которые эффективно можно использовать для опалубки.

После смазки опалубки эмульсолами (например, марок ЭГТ, ЭКС-А) на поверхности металлических деталей опалубки формируется тонкая плёнка, которая образована диспергированными в воде или в синтетических составах частичками масел пониженной вязкости. Применение эмульсолов облегчает демонтаж опалубки из бетонного массива и препятствует развитию коррозионных процессов.





Особенность строительных марок эмульсолов – их устойчивое действие при отрицательных температурах внешнего воздуха.
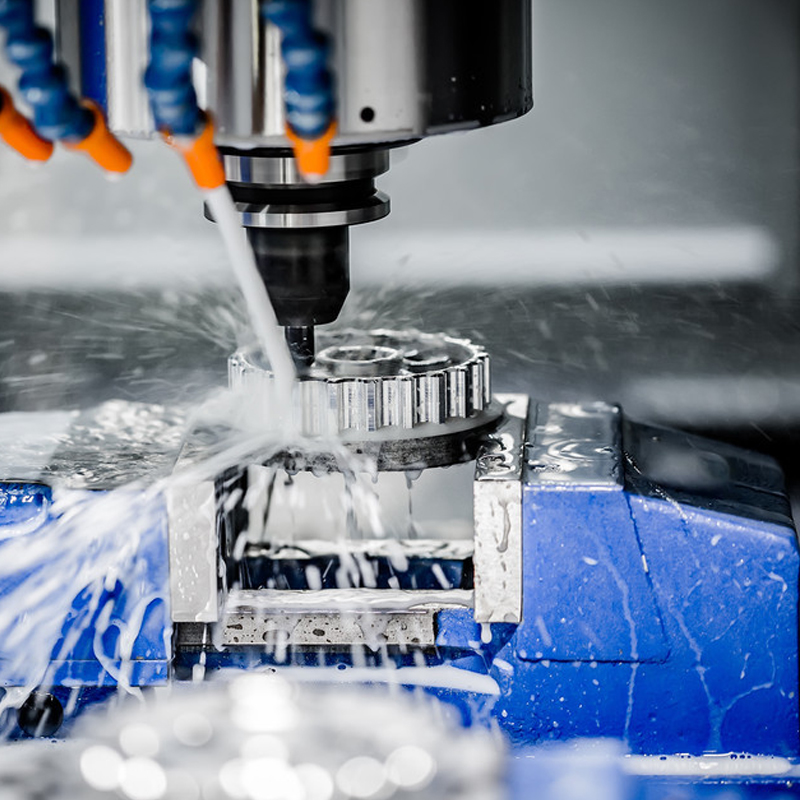
Что такое хорошая охлаждающая жидкость
Главные задачи СОЖ — охлаждать и смазывать зону резания, удалять стружку от фрезы и обеспечивать коррозионную защиту. Наиболее эффективно эти задачи решаются при надлежащей чистоте и правильном подборе продукта. Прежде чем мы перейдем к демонстрациям, давайте рассмотрим основные виды&bsp;СОЖ, основные их отличия и возможности. Существуют четыре основные типа охлаждающей жидкости: нерастворимые чистые масла, водорастворимые, синтетические и полусинтетические.
Чистые масла — это нефтяные или минеральные масла, которые не растворяются в воде. Исторически, такие масла были первыми жидкостями, которые применялись в качестве охлаждающей жидкости в процессе обработки. Однако, на современных станках с ЧПУ такие масла практически полностью были заменены различными смесями смазок и присадок, которые смешиваются с водой. Чистые масла обычно используются для таких процессов, как зубофрезерование, где скорость резания и температура низкие, а смазка и эвакуация стружки имеют первостепенные значения. Станки HAAS не предназначены для работы с чистыми маслами.
Растворимые масла представляют собой эмульсию, состоящую из 50–80% масла плюс присадки, которые смешиваются с водой. Высокая смазывающая способность делает их эффективными для тяжелых режимов работы и защищает детали от ржавчины. Также они, как правило, являются наименее дорогим выбором. С другой стороны, растворимые масла склонны к бактериальному заражению и их охлаждающая способность не самая лучшая. Кроме того, они имеют более высокий показатель выноса со стружкой и более низкий срок стойкости, чем у других СОЖ.
Синтетические охлаждающие жидкости не содержат натуральных масел, обладают превосходной охлаждающей способностью и мало выносятся со стружкой. Они также обладают высокой биологической стабильностью и имеют удвоенный срок службы по сравнению с растворимыми маслами. С другой стороны, они более дорогие и смазывающая способность у них не такая хорошая. Их обычно используют при шлифовании и легкой обработке. Синтетические масла чувствительны к концентрации и, как правило, хуже защищают станок и детали от ржавчины.
Полусинтетические охлаждающие жидкости являются гибридами растворимых и синтетических СОЖ с содержанием масла в диапазоне от 5 до 50% объема концентрата. Такая СОЖ больше уходит со стружкой, но лучше охлаждает, чем растворимые СОЖ и лучше смазывает, чем синтетические. Полусинтетические СОЖ с содержанием масла до 50% устойчивы к коррозии и также сводят на нет большинство последствий бактериальной инфекции. Однако, они обычно на 20% дороже, чем сопоставимые растворимые СОЖ. Полусинтетика обеспечивает увеличение срока службы СОЖ в баке как минимум на 50%.
Теперь, когда мы сравнили все типы охлаждающей жидкости, Вы можете ясно увидеть, что полусинтетика имеет наибольшее количество положительных оценок. Такие СОЖ могут стать вашим лучшем выбором. Именно эта СОЖ используется здесь, на заводе Haas Automation.





