
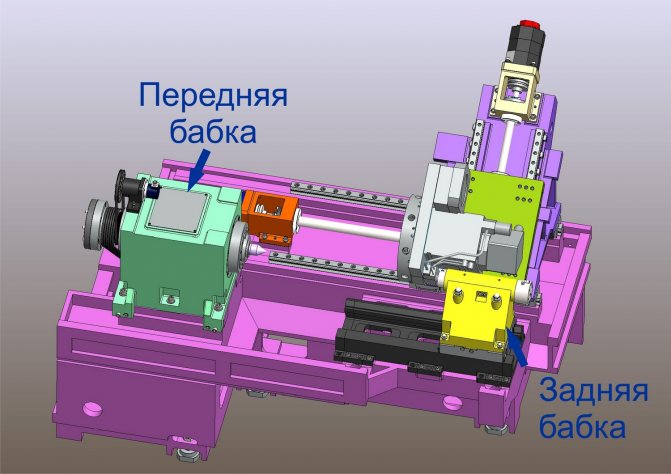
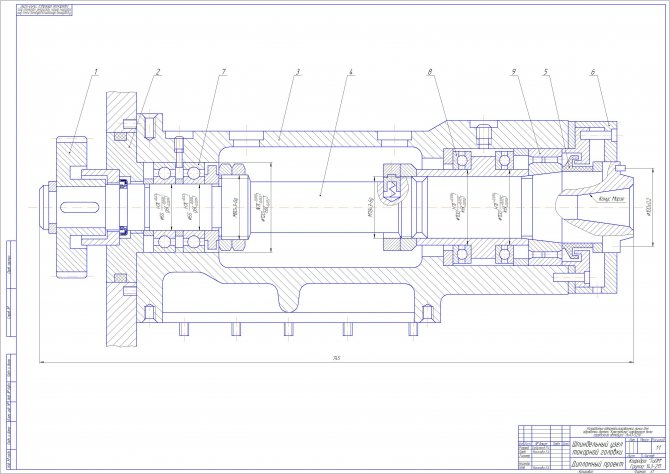
Основные узлы и компоненты
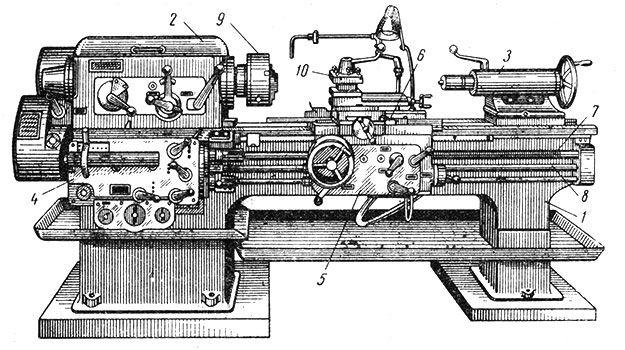
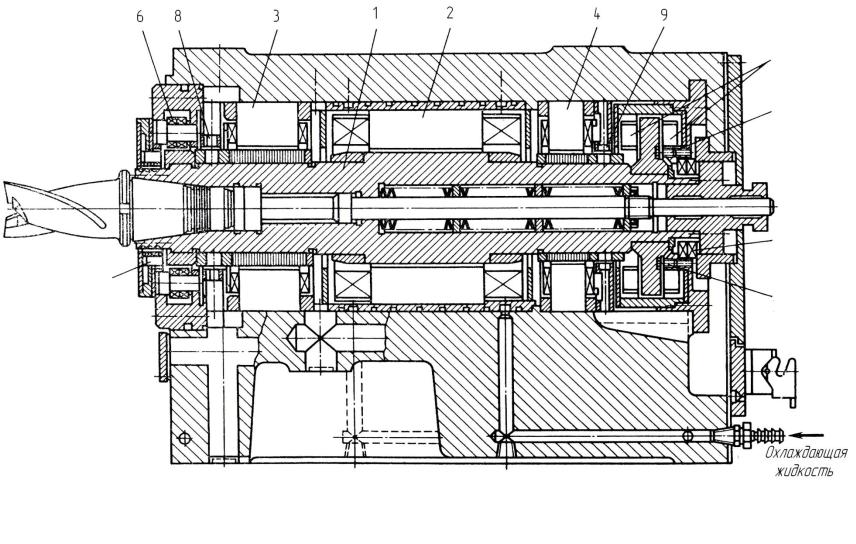
токарно-винторезный станок: 1 — станина; 2 — передняя бабка с шпинделем; 3 — задняя бабка; 4 — коробка подач; 5 — фартук; 6 — суппорт; 7 — ходовой винт; 8 — ходовой вал; 9 — патрон; 10 — резцедержатель
Главный привод — подает болванке или резцу движение соответствующих параметров для выполнения резания. Как правило, движение вращения поступает через главный привод на шпиндель, где зафиксирована болванка или резец. Чтобы контролировать скорость движения главного привода используют:
- коробки передач;
- коробки скоростей;
- вариаторы;
- бесступенчатые системы регулировки.
Привод подачи — он используется для передвижения резца вдоль или вокруг болванки, придавая ей необходимую форму.
Привод позиционирования — его задача передвижение механизма из одной точки в другую. Он задействуется, например, при выработке ряда параллельных выемок, отверстий или поверхностей, находящихся на одной детали. В токарных и фрезерных станках с ЧПУ главный привод сочетает в себе эту функцию.
Несущая система — это набор определенных, скрепленных между собой деталей. Стыки между ними могут быть фиксированными и подвижными. Этот узел отвечает за взаиморасположение обрабатываемой детали и инструмента во время работы.
Манипуляторы — автоматизируют вспомогательные процессы: зажим, подачу, поворот болванки, замену резца, отведение пыли. Современные станки с программным управлением оснащаются несколькими манипуляторами или одним универсальным, который управляется ЧПУ.
Узел измерительных и контрольных приспособлений — создан для контроля над выполнением основных задач. Эти устройства следят за состоянием основных механизмов, размерами болванки и готовой детали. В наиболее автоматизированных станках данные контроля передаются в узел управления, который подает сигналы для корректировки.
Изготовление
В качестве основы предлагается взять дешевый фрезерный станок с числовым программным управлением.
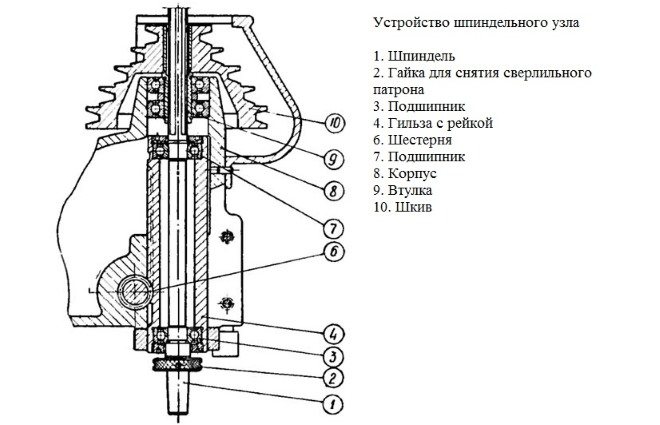
Для конструирования устройства шпинделя потребуется:
- электродвигатель (можно применить марку NTM серия 50-50, 5800 об/мин и мощностью 2 кВт);
- конусообразный вал;
- контроллер для электродвигателя;
- 2 подшипника;
- зажим в виде цанги;
- прибор для определения работоспособности, в том числе вычисления скоростных характеристик при вращении, углов наклона, шагов. Это устройство называется сервотестер.
Последний можно приобрести по низкой цене, важно лишь при выборе принять во внимание удобство крепления
- В конструктивном исполнении двигателя имеются два подшипника качения. На вал тоже следует установить два подшипника при помощи держателей. На удлиненном вале устанавливается цанговый зажим для закрепления фрезы. Такое приспособление отлично решает вопрос возникающих боковых нагрузок, которые могут возникнуть не только во время фрезерования металла, но и обработке дерева.
- Установка контроллера на самодельном устройстве способствует стабилизации крутящих моментов в случаях изменения нагрузки. Это необходимо при производстве чистовых операций.
Стабильность работы самодельного шпинделя можно регулировать за счет сервотестера.
Система охлаждения
Не важно, самодельный шпиндель или приобретенный, в конструкции обязательно должна быть предусмотрена система охлаждения
- Водяная. В корпусе имеются отверстия, специально предусмотренные для прохода воды. От нагрева металла выделяется тепло, которое принимает вода. Теплая жидкость выливается в емкость. Последняя зачатую мешает при обслуживании и ремонтах станка, поэтому наиболее распространен иной вид охлаждения.
- Воздушная. Воздухозаборники способствуют обдуванию подвергаемых нагреву элементов. Но недостаток существует и у этого устройства – фильтры быстро загрязняются, и их следует постоянно чистить. Но шпиндели, установленные на фрезерном станке при данной системе охлаждения, прослужат намного дольше.
Передняя и задняя бабки токарного станка
За точность установки и обработки детали в токарных станках отвечают специальные узлы — токарные бабки.Шпиндельная (передняя) бабка — устройство токарного станка, предназначенное для сообщения заготовке вращательного движения. Обрабатываемая деталь закрепляется в кулачки патрона, цангу, планшайбу установленные на переднем торце шпинделя или фиксируется центрами между передней и задней бабками. Частота вращения заготовки и направление могут регулироваться от системы управления.
Задняя (упорная) бабка — узел токарного станка для фиксации (поджатия) обрабатываемых заготовок с помощью упорного или вращающегося центра. На универсальных станках также используется для установки режущего инструмента: сверл, зенкеров, разверток.

Инструкция по эксплуатации
Перед тем, как вообще использовать шпиндель с токарным патроном для работы с заготовками, необходимо провести обкатку, о которой чуть позже.
После того, как обкатка была завершена, можно приступать к самой работе. Если в шпиндельном узле используются подшипники, то их смазывают специальной смазкой, которая помогает использовать возможности шпинделя по полной на высокой скорости.
Это позволяет шпиндельным узлам служить на протяжении всего времени, которое им отводят производители. Конструкция шпинделя сделана так, чтобы эта замазка могла смазывать все движущиеся части, при этом не позволяя ей выбраться из подшипника.
Также, благодаря конструкции, не только смазка не может выбраться наружу, но и различная грязь не сможет забраться внутрь шпиндельного узла.
Промывку необходимо производить с тщательным соблюдением мер обеспечения чистоты рабочего места и инструментов. При промывке подшипника, в случае констатации предельных или запредельных люфтов, а также износа беговых дорожек или выкрашивании текстолитового сепаратора, рекомендуется произвести полную замену подшипников шпинделя.
Кроме, выше указанного, в ряде случаев, когда шпиндель имеет высокую степень технологической загрузки, а режим его работы относится или близок к категории «круглосуточный», замену смазки в подшипниках следует производить по истечении определённого эмпирическим путем периода времени работы шпинделя.
Сборка и ремонт
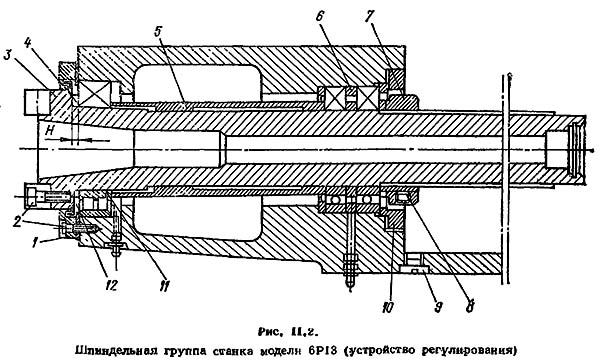
Изначально настройка и сборка шпиндельной бабки производиться в заводских условиях, поэтому вмешиваться конструкцию узла не нужно. Все работы выполняют согласно ремонтной документации узла бабки шпиндельной. Дополнительную регулировку можно проводить после определенного срока эксплуатации, когда заметно ухудшение точности. Настройка проводится с помощью регулировочной шайбы.
Ремонт шпинделя должен выполняться квалифицированным мастером, его сложность зависит от типа износа:
- Износ шейки. Во время эксплуатации шейка покрывается большим количеством задирок. Избавиться от них можно проточив шейку, с последующей шлифовкой и полировкой. Полировку можно выполнять мелкой наждачной или пастой ГОИ. При работе со шлифовальной машиной нужно смазывать деталь маслом.
Главное, чтобы после ремонта не уменьшился диаметр шейки, если достичь того невозможно, шейка обтачивается и на нее надевается посадочная втулка из стали той же марки.
- Износ конуса. Наиболее часто встречающаяся проблема, которая возникает из-за небрежного обращения со станком. Износ происходит из-за провертывания хвостовика инструмента и забивания металлической пылью. Степень износа определяется с помощью калибра. На него наносят несколько полосок мелом, вставляют калибр в конус, и по стертому мелу определяют проблемные места. Перед проверкой конус обязательно чистится и шлифуется. В случае обнаружения проблем, конус пришлифовывается или растачивается.
- Износ посадочного места. Посадочное место часто ослабляется в местах установки подшипников. Для исправления проблемы его хромируют или металлизирует. В некоторых случаях можно установить кольцо и обточить его до необходимого диаметра.
- Износ шпоночных пазов. Шпоночный паз обычно подгоняется под необходимую шпонку. В некоторых случаях нарезается новый паз в другом месте.
- Износ подшипников. В случае сильного износа подшипников лучше всего полностью их изменить, так как выполнять самостоятельный ремонт без специального инструмента невозможно. При использовании подшипников скольжения есть возможность постепенной регулировки зазоров, что значительно увеличивает срок эксплуатации.
Качественная шпиндельная бабка токарного станка при правильной эксплуатации и уходе будет качественно выполнять свою работу весь эксплуатационный срок. Главное, периодически проверять износ узла и точность обработки заготовок.
Устройство вертикально-сверлильного станка
Главная » Статьи » Профессионально о металлообработке » Сверлильные станки
Рекомендуем приобрести:
Установки для автоматической сварки продольных швов обечаек — в наличии на складе!
Высокая производительность, удобство, простота в управлении и надежность в эксплуатации.
Сварочные экраны и защитные шторки — в наличии на складе!
Защита от излучения при сварке и резке. Большой выбор. Доставка по всей России!
В вертикально-сверлильных станках главным движением является вращение шпинделя с закрепленным в нем инструментом, а движением подачи — вертикальное перемещение шпинделя. Заготовку обычно устанавливают на стол станка или на фундаментную плиту, если она имеет большие габаритные размеры. Соосность отверстий заготовки и шпинделя достигается перемещением заготовки.
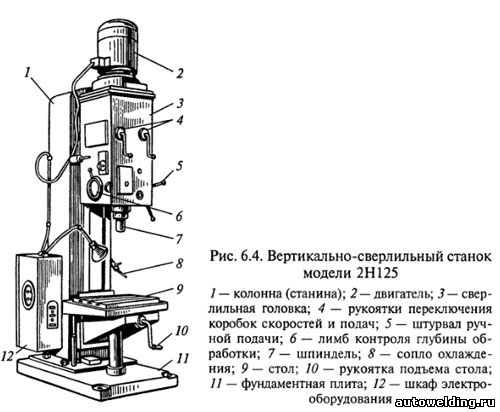
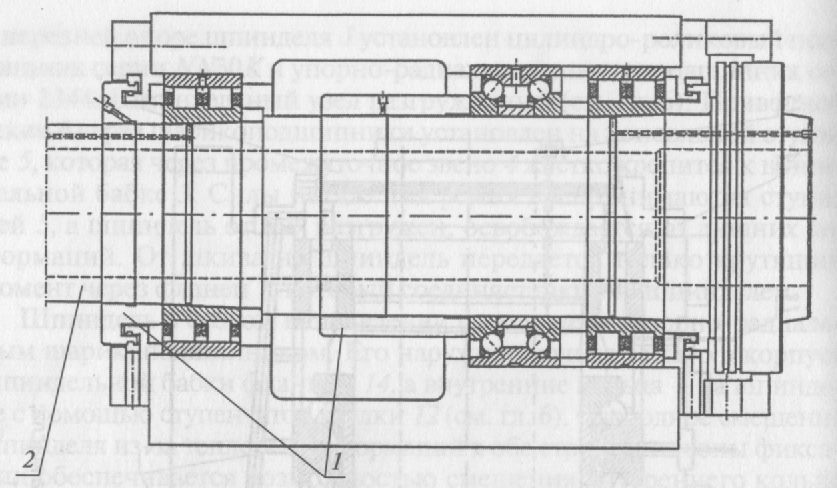
На станине (колонне) 1 станка (рис. 6.4) размещены основные узлы. Станина имеет вертикальные направляющие, по которым перемещается стол 9 и сверлильная головка 3, несущая шпиндель 7 и двигатель 2. Управление коробками скоростей и подач осуществляют рукоятками 4, ручную подачу — штурвалом 5. Контроль глубины обработки производят по лимбу 6. В нише размещают электрооборудование и противовес. В некоторых моделях для электрооборудования предусмотрен шкаф 12. Фундаментная плита 11 служит опорой станка. В средних и тяжелых станках ее верхнюю плоскость используют для установки заготовок. Иногда внутренние полости фундаментной плиты являются резервуаром для СОЖ. Стол станка служит для закрепления заготовки. Он может быть подвижным (от рукоятки 10 через коническую пару зубчатых колес и ходовой винт), неподвижным (съемным) или поворотным (откидным). Стол монтируют на направляющих станины или изготовляют в виде тумбы, установленной на фундаментной плите.
Охлаждающая жидкость подается электронасосом по шлангу 8. Смазывание узлов сверлильной головки также производят с помощью насоса. Остальные узлы смазывают вручную.

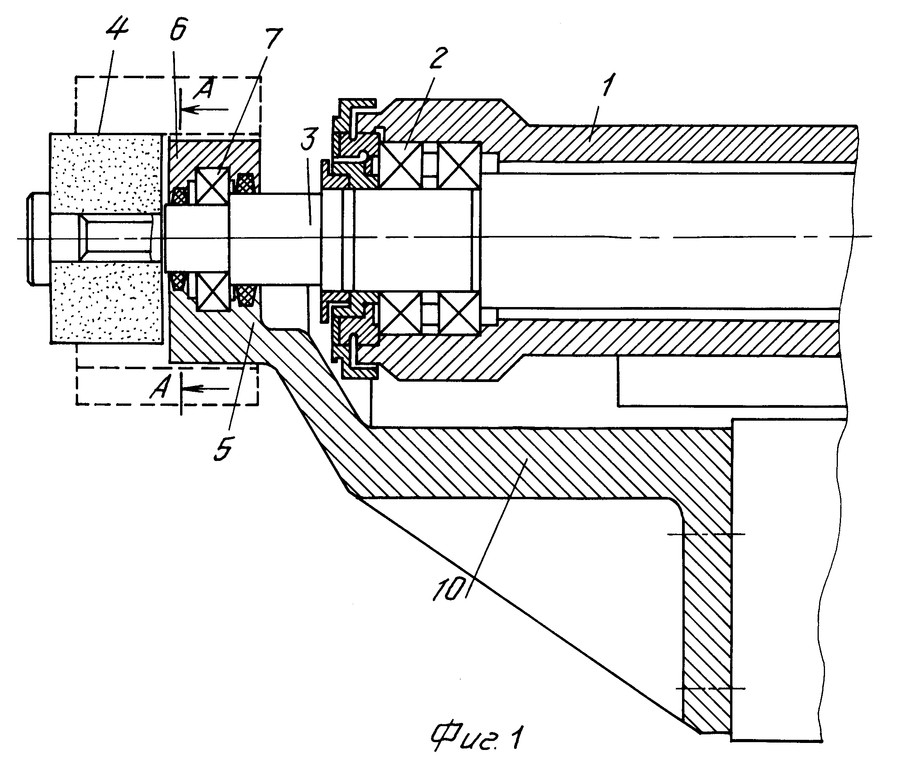
Сверлильная головка (рис. 6.5) представляет собой чугунную отливку, в которой смонтированы коробки скоростей и подач, шпиндель и другие механизмы. Коробка скоростей включает в себя двух- и трехвенцовый блоки зубчатых колес, которые переключают с помощью рукоятки 15 и сообщают шпинделю различные угловые скорости. Это выполняется кулачково-зубчатым механизмом, передающим движение штангам, на которых укреплены вилки, связанные с переключаемыми блоками. Например, шпиндель станка модели 2Н135 имеет двенадцать ступеней частоты вращения (от 31,5 до 1400 мин-1), обеспечиваемых коробкой скоростей и двухскоростным электродвигателем 16. Коробку скоростей крепят к сверлильной головке 4 сверху.

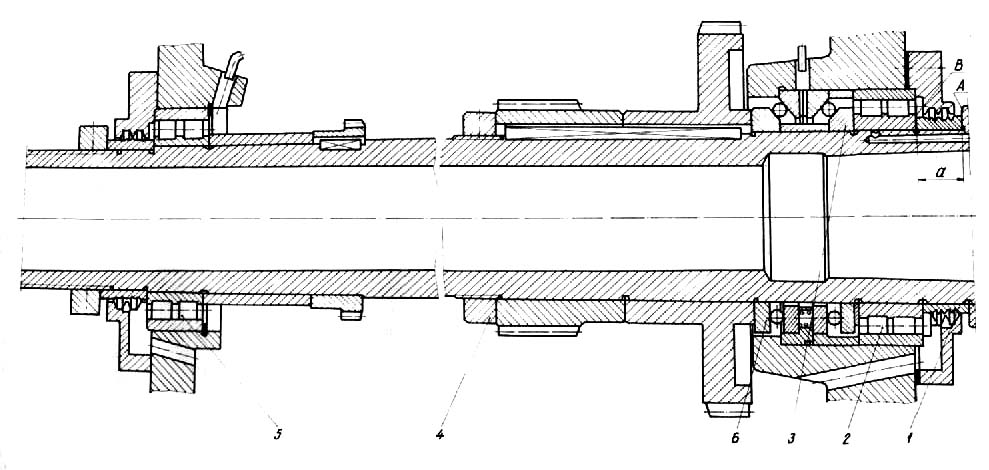
Шпиндель станка получает вращение от шлицевой передачи, входящей в коробку скоростей 1, что позволяет шпинделю одновременно вращаться и перемещаться в осевом направлении совместно с гильзой. Осевые нагрузки, возникающие при сверлении, воспринимаются подшипниками, смонтированными в гильзе шпинделя.
Уравнение кинематической цепи вращения шпинделя
Коробка подач 2 обеспечивает девять подач в диапазоне 0,1… … 1,2 мм/об. Переключение подач осуществляется рукояткой 3. Коробка подач получает вращение от вала VIII коробки скоростей, связанного со шпинделем постоянной передачей с зубчатыми колесами z = 34 и z = 60.
Уравнение кинематической цепи движения подачи шпинделя
Передача движения от штурвала 5 механизма 6 через реечную передачу 7 непосредственно на гильзу 9 шпинделя 8 осуществляется при включенной муфте Мф. На рисунке показан шпиндель станка с установленной на нем четырехшпиндельной головкой.
Для извлечения инструмента из конуса шпинделя применяют специальный механизм, состоящий из выбивного кулачка 18, обоймы 17 и кожуха 19. При подъеме шпинделя обойма задерживается нижней стенкой корпуса сверлильной головки, а шпиндель, продолжая уходить вверх, увлекает за собой кулачок, который закреплен в нем шарнирно. Конец кулачка упирается в остановившуюся обойму, кулачок поворачивается и выдавливает инструмент из конуса шпинделя.
Станки снабжают устройствами для автоматического выключения механической подачи при достижении заданной глубины обработки. Глубина обработки устанавливается с помощью механизма 12, смонтированного на левой стороне головки. Механизм приводится в действие зубчатой парой и имеет диск с кулачками для установки глубины сверления и автоматического выключения с реверсом, а также лимб для визуального отсчета.
Затраты времени на вспомогательные ходы сокращаются благодаря механизму 13 ускоренного перемещения шпинделя с электроприводом 14. Управление универсальным станком осуществляется с помощью кнопочной станции 11, а автоматизированным станком — панели 10.
Шпиндель станка: определение, назначение, устройство
Производственное оборудование получило весьма широкое распространение, так как за счет механизации процесса существенно повышается качество получаемого результата, снижается его стоимость, а также ускоряется процедура. Довольно большое распространение получило понятие шпинделя. Шпиндель станка устанавливается для фиксации инструментов, а также заготовок. Бытовой вариант исполнения напоминает фрезерный станок или дрель. Подробное описание того, что такое шпиндель во многом позволяет определить его предназначение и многие другие свойства. Рассмотрим особенности конструкции подробнее.

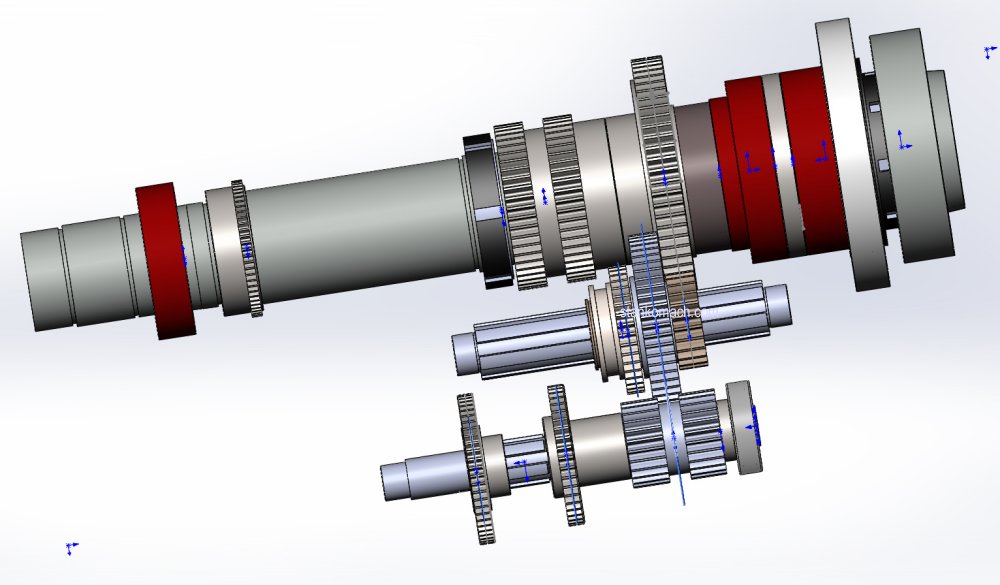
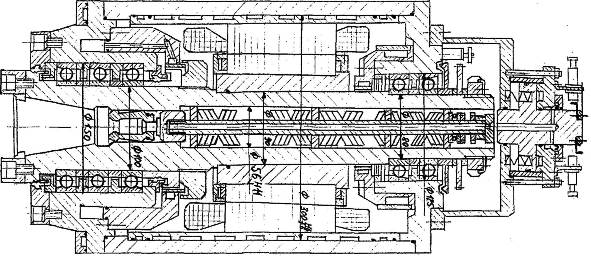
Коробка 16К20М
Сегодня я расскажу про станок 16К20М — это модификация очень распространенного универсального токарно-винторезного станка 16К20.
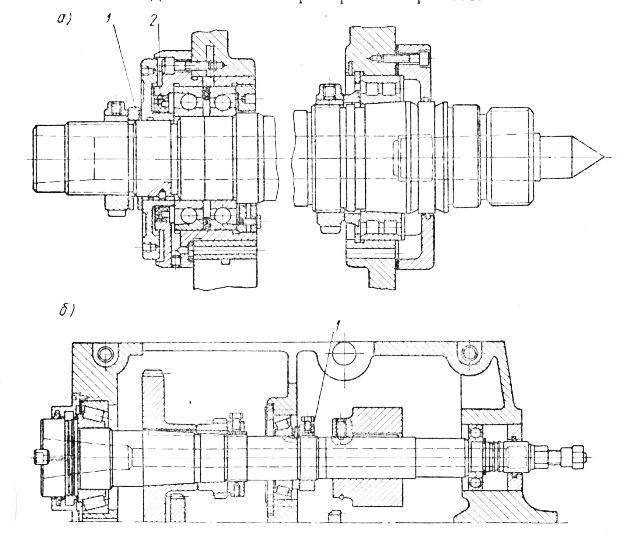
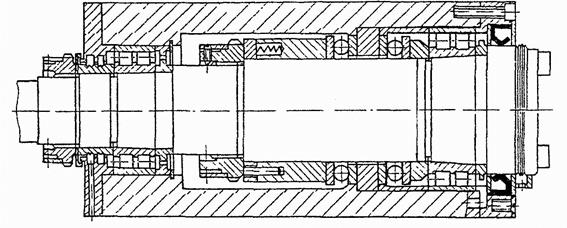
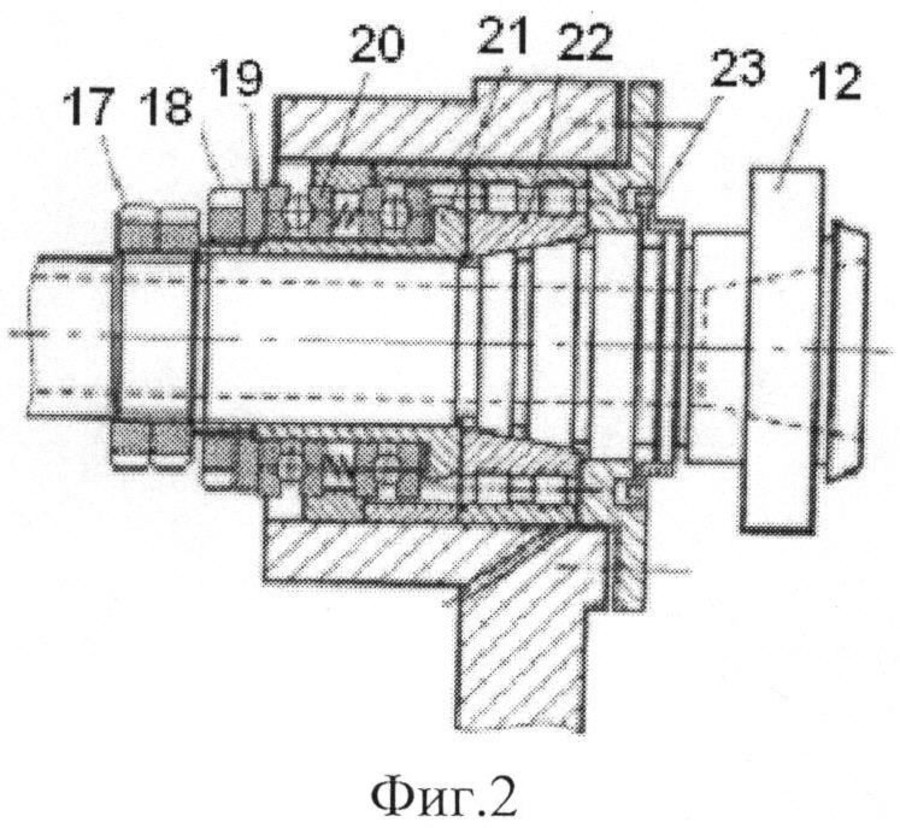
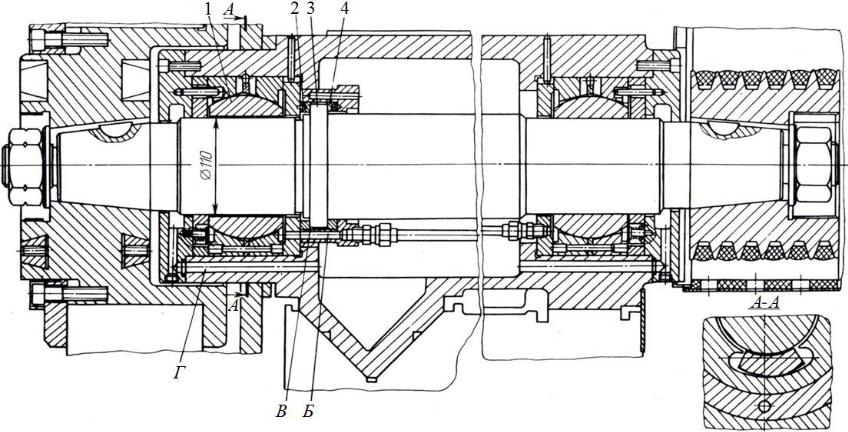
Коробка 16К20М Главное отличие коробки скоростей станка 16К20М от своего «прародителя» — это конструкция шпиндельного узла.
Напомню, что на «классике» 16К20 шпиндель установлен на таких подшипниках: спереди 3182120 4-й класса и сзади 46216Л 5-го класса.
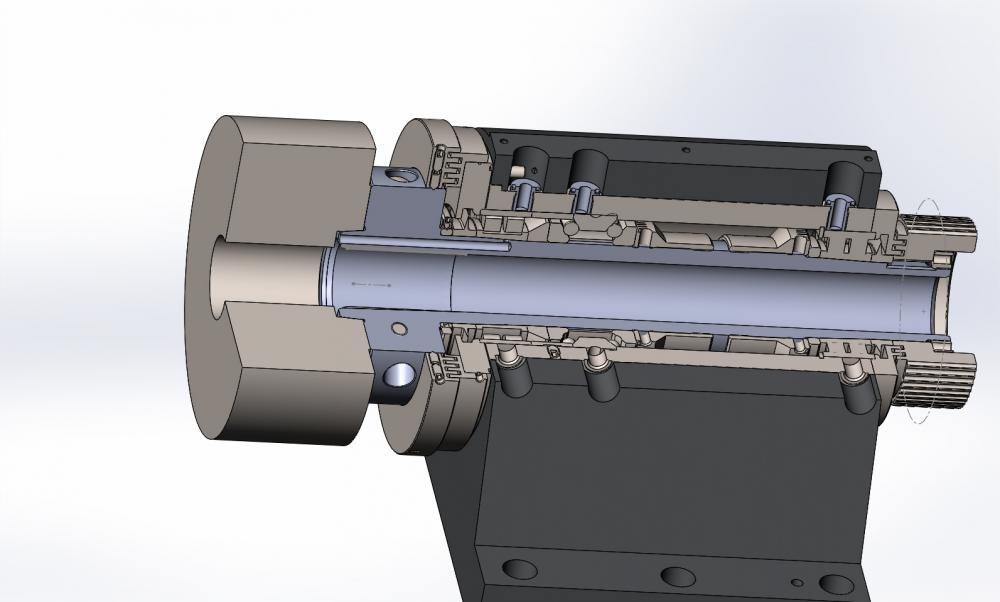
А вот на рассматриваемом станке 16К20М шпиндель устанавливается на подшипнике 697920Л 2-го класса спереди и 17716Л 2-го класса сзади.
На рисунке внизу — объединенная схема расположения подшипников станков 16К20 и 16К20М. Для станка 16К20М следует смотреть на схему в верхней части (номера позиций 100 и 101).
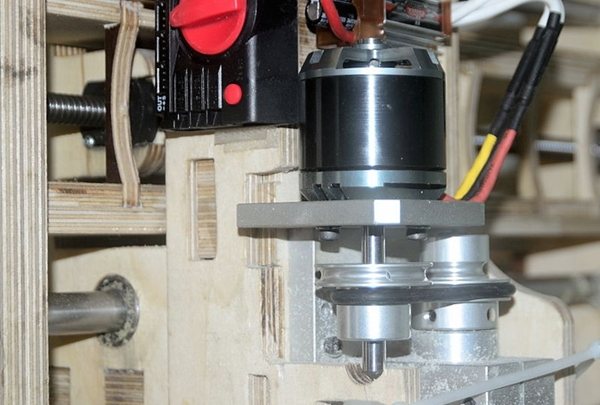
Добавление от 28.08.2011: фото — коробка станка 16К20М, со шпиндельными подшипниками 697920Л спереди и 17716Л сзади
Производство выбирает недорогое решение для гибки и отгибки — гибочный станок ручной.
Эксплуатационные свойства ШУ
Вам будет интересно:Мощность одной секции алюминиевого радиатора: особенности и отзывы
Жесткостью и точностью набор важных технико-физических показателей шпинделя не ограничивается. Среди других значимых свойств данного механизма стоит выделить:
- Вибростойкость. Способность ШУ к обеспечению стабильного вращения без колебаний. Полностью исключить вибрационный эффект представляется невозможным, однако благодаря тщательным конструкционным расчетам его удается минимизировать, снижая действие источников поперечных и крутильных колебаний наподобие пульсирующих сил в зоне обработки и крутящего момента в приводе станка.
- Быстроходность. Характеристика скорости шпиндельного узла, отражающая количество допустимых для оптимального рабочего состояния оборотов в минуту. Иными словами, предельно допустимая частота вращения, которая определяется конструкционными и технологическими качествами изделия.
- Нагрев подшипников. Интенсивное тепловыделение является естественным производным фактором при механической обработке на высоких скоростях. Поскольку нагрев может привести к деформации элементной базы, этот показатель должен рассчитываться в ходе проектирования. Наиболее чувствительным к тепловому воздействию компонентом узла является подшипник, изменение формы которого может нарушить функцию шпинделя. В целях снижения тепловых деформирующих процессов изготовители должны придерживаться норм допустимого нагрева наружных подшипниковых колец.
- Несущая способность. Определяется через коэффициент работоспособности шпиндельных подшипников в условиях предельно допустимых статических нагрузок.
- Долговечность. Временной показатель, указывающий на количество часов наработки изделия до капитального ремонта. При условии обеспечения сбалансированных показателей осевой и радиальной жесткости шпиндельного узла долговечность может достигать 20 тысяч часов. Минимальные показатели времени наработки до первого отказа составляют две и пять тысяч часов, что характерно соответственно для шлифовальных и внутришлифовальных станков.
Сверлильный инструмент
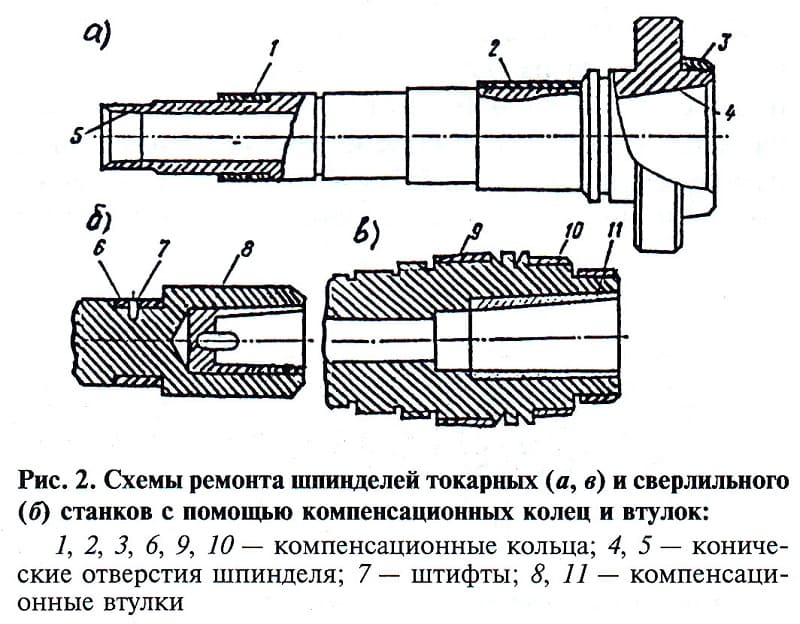
Чтобы закрепить режущий инструмент (сверла, развертки, зенкера, метчики) используют специальные патроны и промежуточные приспособления, а если позволяют размеры инструмента, то устанавливают непосредственно в шпиндель.
Посадочные отверстия шпинделей станков стандартизированы. Как правило, они имеют коническую форму (конус Морзе).


Если конус хвостовика режущего инструмента имеет отличный конус от конуса шпинделя вертикально-сверлильного станка, то применяют переходные втулки. Например, сверло крепится во втулке, а втулка в посадочном гнезде шпинделя. При необходимости закрепить цилиндрическое сверло, то используют разрезные втулки: внутри они имеют цилиндрическое отверстие, снаружи – коническое.
Сверлильные патроны более универсальные, т.к. в них легче и быстрее закрепить режущий инструмент, а если они быстрозажимные, то это сокращает еще и время.
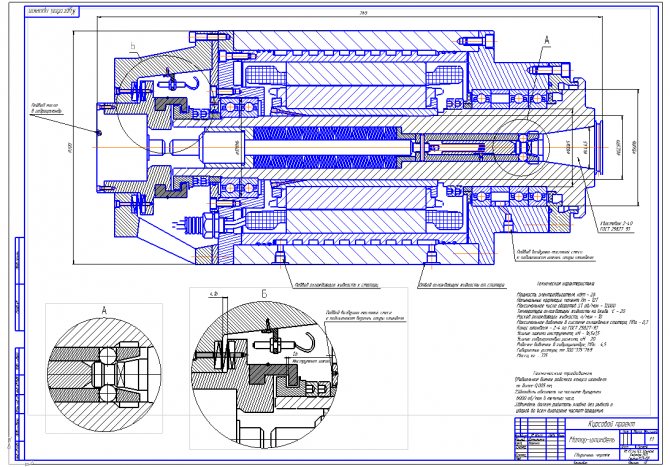
Концы шпинделей фланцевые под поворотную шайбу ГОСТ 12593
ГОСТ 12593-93 (DIN 55027, ИСО 702-3-75). (Взамен ГОСТ 2570-58). Станки металлорежущие. Концы шпинделей фланцевые под поворотную шайбу и фланцы зажимных устройств.
Настоящий стандарт распространяется на фланцевые концы шпинделей с коротким конусом 1:4 (7°7′30″) и поворотной шайбой для токарных станков и на фланцы зажимных устройств, устанавливаемых на концы шпинделей. ГОСТ 12593-93 представляет собой полный аутентичный текст ИСО 702-3-75 «Станки. Концы шпинделей и планшайбы. Размеры для взаимозаменяемости. Часть III. Байонетный тип».
Фланцевые концы шпинделей типа Б имеют сквозные крепежные отверстия по окружности фланца и байонетную поворотную шайбу которые служат для для крепления патрона без свинчивания крепежных гаек, что позволяет быстро закреплять и снимать патроны. Для концов шпинделей такого типа (Б) должны использаваться зажимные быстросменные патроны 3 типа по ГОСТ 2675-80 Тип 3.

Крепление патрона на фланцевый конец шпинделя под поворотную шайбу
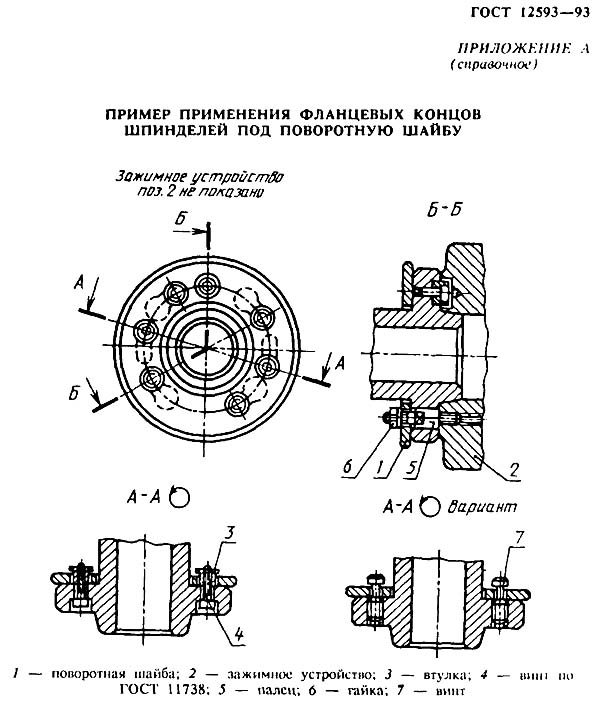
Пример применения фланцевых концов шпинделей под поворотную шайбу

Исполнения фланцевых концов шпинделей под поворотную шайбу
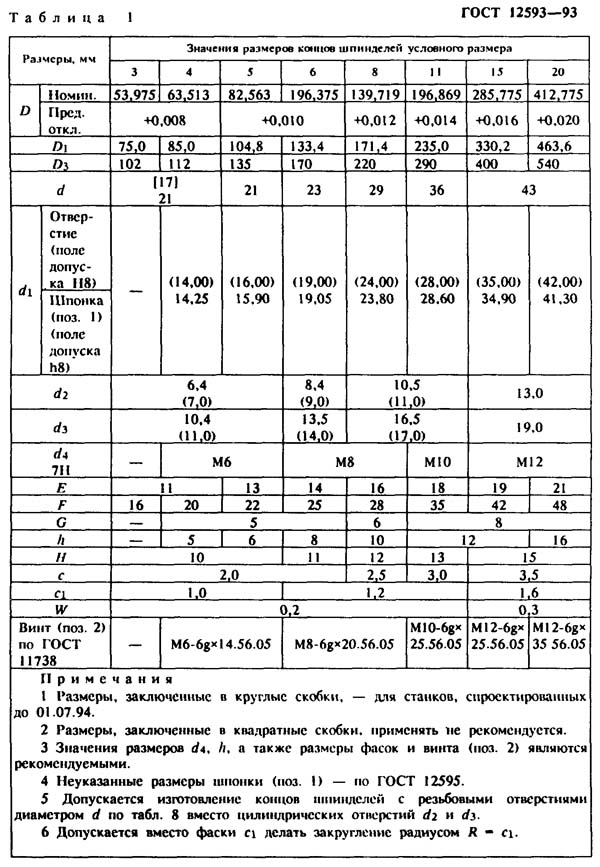
Размеры фланцевых концов шпинделей под поворотную шайбу

Токарный патрон по ГОСТ 2675-80 Тип 3 для установки c поворотной шайбой
Фланцы для быстросменных патронов (тип Б) с посадкой на конус 1:4 (7°7′30″) под поворотную шайбу выполняются восьми условных размеров (3, 4, 5, 6, 8, 11, 15, 20) с номинальным наружным диаметром 102, 112, 135, 170, 220, 290, 400, 540 мм.
Фланцевые концы шпинделей с поворотной шайбой могут изготавливаться в трех исполнениях:
- Условный размер конца шпинделя 3 и 4;
- Условный размер конца шпинделя 5, 6, 8;
- Условный размер конца шпинделя 11, 15, 20.
На рисунке показана установка быстросменного токарного патрона 2 на фланцевом шпинделе с помощью байонетной поворотной шайбы 1. Шпильки 5, имеющие в средней части цилиндрическое утолщение с лыской под ключ, завинчиваются в торец патрона и при установке пропускаются через отверстие фланца и поворотной шайбы 1. После этого шайбу поворачивают по часовой стрелке и гайками 6 зажимают патрон на конусе шпинделя.
Сама поворотная шайба крепится к фланцу шпинделя с помощью втулки 3 и винта 4 (вариант 1) или только винтом 7 (вариант 2), при этом она остается подвижной и может вращаться на шпинделе в пределах вытянутого крепежного отверстия.
Крепление на фланцевом шпинделе с поворотной шайбой отнимает немного времени, вместе с тем фланцевое соединение обеспечивает высокую точность центрирования (отсутствует зазор), полную надежность при больших оборотах шпинделя.
Сверлильные аппараты для использования в производственных условиях
Достаточно взглянуть на чертежи или фото производственных сверлильных станков, чтобы понять, что они представляют собой значительно более сложные устройства, чем бытовые модели. Большая часть моделей таких станков – это универсальное оборудование, позволяющее выполнять не только сверление по металлу и прочим материалам, но и ряд других технологических операций.

Многошпиндельный сверлильный станок GILLARDON RF 25
К производственным сверлильным станкам относятся устройства следующих категорий.
Станки настольного типа
Такие станки отличаются небольшими размерами и незначительным весом. Их применяют для сверления отверстий, имеющих небольшой диаметр.

Вертикально-сверлильные (колонные) станки
Эти станки используют для оснащения мелкосерийных и единичных производств. С их помощью можно получать в заготовках из металла отверстия, диаметр которых находится в интервале 18–75 мм.
Радиально-сверлильные аппараты
Данное оборудование служит для обработки массивных деталей из металла или заготовок, в которых необходимо сформировать отверстия с центрами, расположенными по дуге окружности. Устройство сверлильного станка этой категории характеризует достаточно большой вылет шпиндельного узла, величина которого может доходить до 1300–2000 мм.
Координатно-сверлильные устройства
Использование таких станков актуально в тех случаях, когда предъявляются высокие требования к точности расположения нескольких отверстий в детали.
Горизонтально-сверлильные аппараты
На этих устройствах обрабатывают отверстия, отличающиеся значительной глубиной (валы, оси, штоки и др.).
Центровальные станки
Такое оборудование используется для формирования центровых отверстий, расположенных на торцах обрабатываемых деталей.
Многошпиндельные станки
На агрегатах, оснащенных несколькими шпиндельными головками, может одновременно выполняться обработка множества отверстий, расположенных в вертикальной, горизонтальной и наклонной плоскостях.
Комбинированные станки
На устройствах сверлильно-фрезерной, сверлильно-токарной, сверлильно-долбежной и ряда других категорий могут одновременно выполняться различные технологические операции.

Универсальный сверлильно-фрезерный станок Stalex-LM1450-2
Наиболее распространенными считаются станки вертикально- и горизонтально-сверлильной группы. Многие современные модели сверлильных станков оснащают системами числового программного управления, что позволяет серьезно повысить производительность такого оборудования и обеспечить высокую точность обработки. Станки с такой системой управления используют преимущественно для оснащения серийных и крупносерийных производственных предприятий.
Среди специального сверлильного оборудования следует упомянуть магнитные станки, которые применяются для получения отверстий в крупногабаритных деталях. Такие устройства, оснащенные специальным магнитным основанием, размещаются непосредственно на поверхности обрабатываемой детали и надежно удерживаются на ней за счет мощного магнитного поля. Большим преимуществом станков данной категории является то, что их можно располагать в любом пространственном положении.

Уникальная конструкция магнитных станков предоставляет возможность обрабатывать металл там, где это невозможно сделать обычным оборудованием
Несмотря на то, что любой станок сверлильной группы можно использовать для получения отверстий в заготовках из различных материалов, для деревообрабатывающих и мебельных фабрик создаются особые модели, которые могут оснащаться одним или несколькими шпинделями, в том числе и рабочими головками поворотного типа. При помощи такого оборудования можно не только делать отверстия в деталях из древесины, но и создавать гнезда, пазы, удалять сучки.
Принцип работы шпинделя и из чего он состоит
Практически все оборудование с данным элементом заключается в применении режущей кромки по подготовленному материалу. Конструктивная особенность вала в том, что можно производить надежную фиксацию инструмента в одном из режимов работы станка – в силовом или скоростном. Во втором случае основная задача аппарата заключается в том, чтобы в максимально короткие сроки срезать верхний слой с поверхности обрабатываемой заготовки. У скоростного принципа работы есть свои особенные черты:
- Увеличивается производительность. Перед тем как просто выбрать высокую частоту вращения, необходимо провести измерения и занести все параметры в технологическую карту.
- Максимальное распространение данный вариант получил в случае финишного точения или при тонкой фрезерной обработки, поскольку нужно снимать только крайне тонкий слой на высокой скорости.
- Наиболее частый тип исполнения – это асинхронный двигатель с ременной или зубчатой передачей.
- Но иногда элемента-посредника попросту нет. Но из-за этого нельзя давать на аппарат слишком большое усилие, это грозит перегрузкой мотора. Но это еще и существенно уменьшает минимальные размеры всей установки, поэтому технология прямого подключения применяется в различных ручных электроинструментах.
Вторая категория – силовые аппараты – имеют следующие характерные черты изготовления и эксплуатации:
- Между резцом (сверлом) и самим крепежным устройством электрошпинделя необходимо вставлять втулки – это прокладки конической формы, которые существенно увеличивают положительные качества изделия и снижают вибрации, хорошо влияют на прочность. Их необходимо выбирать в зависимости от хвостовика – диаметра и типа.
- Не рекомендуется подключение напрямую к мотору, так как переменная нагрузка выводит его из строя. Основной способ передач – клиноременная или с помощью шестерен.

Основные требования к деталям
Шпиндели для станков с ЧПУ обладать следующими качествами:
- точностью вращения. Нормы осевого, радиального и торцового биения переднего конца регламентирует ГОСТ 9726-89 п. 3.4.12, 3.4.15 или аналогичные импортные;
- статической жесткостью. Параметр определяется упругими деформациями шпинделя под воздействием сил, возникающих при обработке;
- износостойкостью. Для изготовления деталей используются сплавы с низкой склонностью к истиранию и образованию задиров;
- виброустойчивостью. Максимальные требования предъявляются к высокоскоростным устройствам с ЧПУ, которые используются для чистовой обработки.
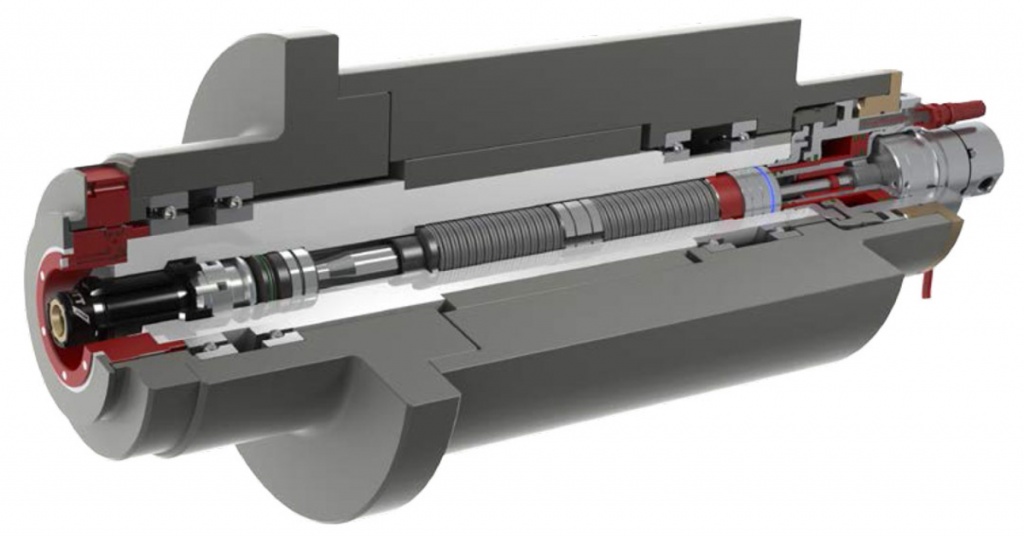
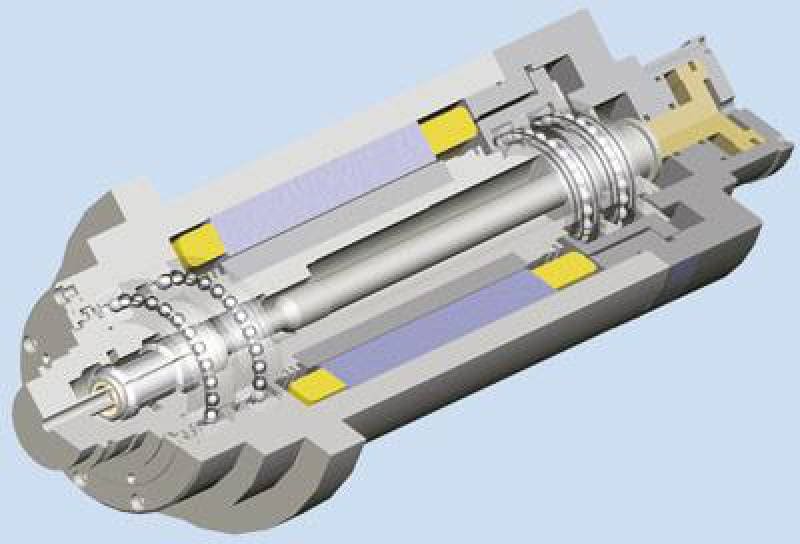
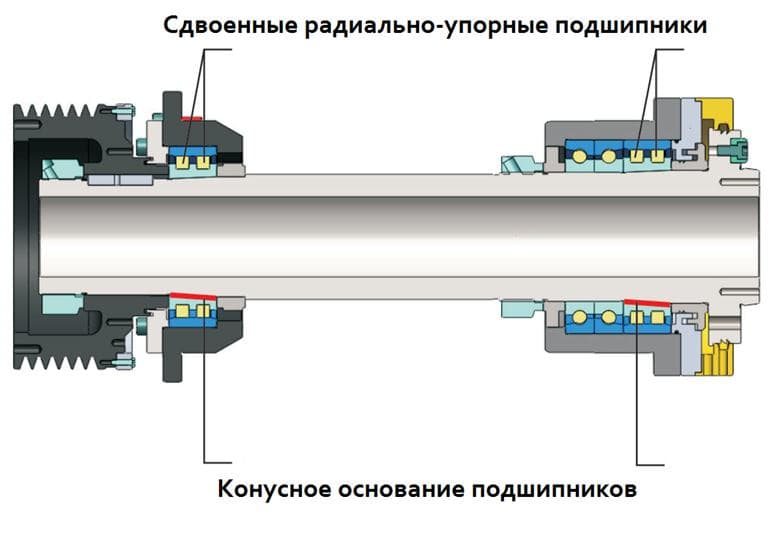
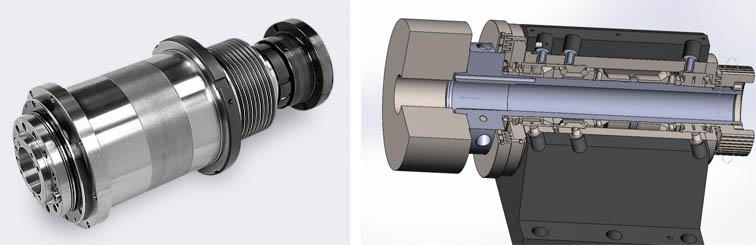
Общие сведения об изделии
Данный механизм также называется мотор-шпинделем и образует собой одну из ключевых сборочных единиц современных дерево- и металлообрабатывающих станков. От его характеристик зависит производительность и еще в большей мере точность механического воздействия на заготовку. Как уже отмечалось, речь идет о целом комплексе элементов, формирующих основу шпиндельных узлов. Опоры, система смазки, уплотнители, средства для передачи крутящего момента и подшипниковые детали формируют базу данного механизма. Преимущественно это компоненты, которые выполняют поддерживающие и вспомогательные функции для обеспечения работы насадки в виде режущего инструмента.

Принято считать, что силовой потенциал станочного оборудования в первую очередь зависит от двигателя. Это справедливо, но лишь отчасти. Например, шпиндельные узлы металлорежущих станков имеют свой частотный диапазон вращения, обуславливая ограничительные условия для скоростей резки
Но важно понимать, что этот диапазон носит в большей мере функцию регулирующей настройки оптимального темпа обработки с поддержкой достаточно высокой точности
Еще одна из ключевых функций шпинделя – это непосредственное удержание обрабатывающего инструмента, а в некоторых случаях и самой заготовки. Для такого рода креплений используются специальные зажимы и фиксаторы наподобие инструментальной оправки и патронов
Поэтому в выборе оснастки по размерам хвостовика и определении допустимых параметров обрабатывающего процесса важно учитывать характеристики шпинделя
Принцип работы
Шпиндельные узлы осуществляют два вида движения: вращательное и поступательное. Для определённой категории агрегатов предусмотрено одновременное применение обоих видов. Например, сверлильные, токарные, расточные, фрезерные в процессе обработки одновременно производят вращение детали (режущего инструмента) и осуществляют подачу к месту обработки.
Шпиндельные узлы станков выполняют одинаковую функцию. Все шпиндельные узлы металлорежущих станков имеют схожую конструкцию.
Принцип действия этого узла основан на получении вращательного движения от двигателя и обеспечении вращения режущего инструмента или заготовки. Способы передачи крутящего момента, крепления детали или инструмента зависят от принятой кинематической схемы.





