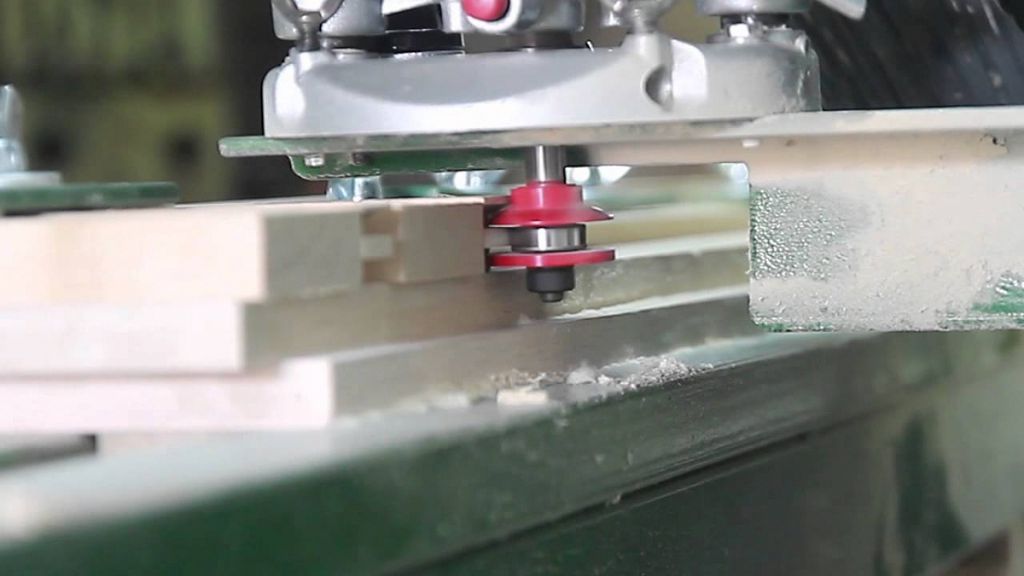
Соединение операций
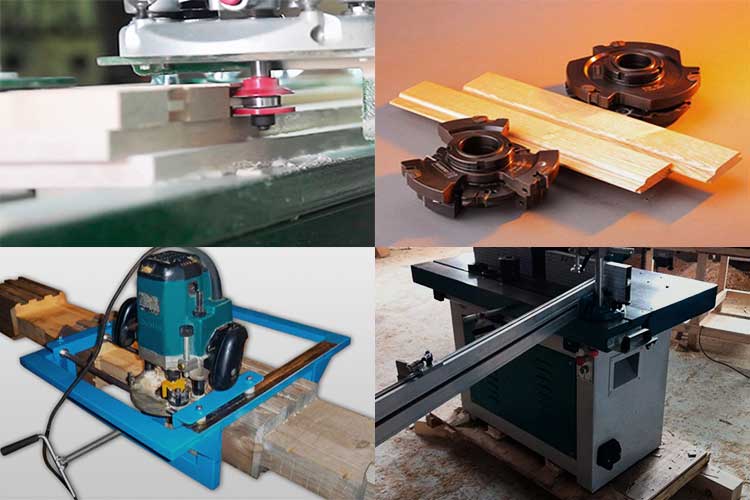
Доска – вагонка обрабатывается с 4х сторон. Для этого она сначала проходит дисковую пилу, получая ровные края, потом калибруется на рейсмусе, в заключение вырезаются фрезой профильные соединения шип/паз. Одиночная работа на разных станках займет много времени и оставит индивидуальные характеристики у каждой детали.
Объединить операции позволяет станок для изготовления вагонки, получая результат на одном столе за единичный проход заготовки. Настраивая ножи, на таком делают вагонку разного сечения, вида. Меняя фрезы можно изготавливать другие виды продукции из дерева.
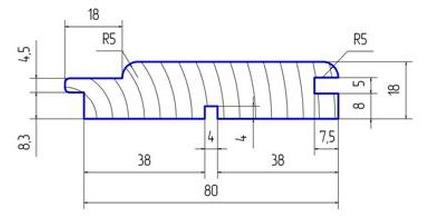
Чертеж вагонки
Конструктивное решение
Одновременное резание с разных сторон возможно, благодаря установке на одну станину по ходу движения заготовки не менее 4 (до 7) шпинделей. Заданные параметры производства вагонки достигаются подбором комплекта соответствующих фрез.
Вагонку небольшого сечения в состоянии вырабатывать небольшие мобильные модели станка. Поточное производство налаживают на стационарных агрегатах с высокой скоростью подачи, программируемым управлением. Стол таких станков может достигать в длину 12 м. Станина имеет большую массу, что гасит вибрацию и положительно сказывается на точности параметров при многократном повторении операций.

Виды евровагонки
Как своими руками обшить стены дома внутри деревянной вагонкой
Монтаж деревянной вагонки своими руками является одним из самых распространенных и низкозатратных способов обшивки стен внутренних помещений загородного дома. Перед тем как обшить деревянный дом внутри вагонкой, нужно определиться с выбором древесины. Это могут быть как хвойные, так и лиственные породы деревьев. Все будет зависеть от того, в каком помещении проводится монтаж деревянной вагонки: в жилой комнате или в помещении, используемом для других целей, например, в бане.
Деревянные обшивки стен выполняют разные задачи: с одной стороны, они прекрасно сохраняют тепло и заглушают шумы, возникающие как внутри помещения, так и снаружи, а с другой — способствуют созданию неповторимой атмосферы комфорта. Поверхности, облицованные древесиной, не наносят вреда здоровью, они теплые на ощупь, имеют привлекательный вид, достаточно прочные. Кроме того их легко чистить и содержать в порядке.
Один из наиболее распространенных способов внутренней отделки загородных домов — облицовка стен вагонкой. Изготовленная из древесины вагонка — это экологически чистый материал.
Сейчас на рынках строительных материалов можно встретить два основных вида вагонки — обычная вагонка и вагонка, изготовленная по европейскому стандарту, так называемая «евровагонка». Она имеет наиболее экономичные и практичные размеры: толщину 12,5 мм и ширину 96 мм. Покупать пиломатериалы для отделки толще нет смысла, так как вам придется платить за лишние кубические метры древесины. Если же вагонка тоньше этого размера, то она хрупкая и при стыковке может сломаться. В последнее время почти все отделочные работы внутри помещений ведутся евровагонкой.
Вагонка может быть изготовлена как из хвойных, так и из лиственных пород дерева. Для отделки жилых помещений следует использовать материал из хвойных пород, а для бани — из лиственных, так как при нагревании хвойная древесина выделяет смолу.
Как отмечают специалисты, работать с деревянной вагонкой очень удобно, она экономична и достаточно просто монтируется. Поэтому, имея необходимый инструмент и опыт работы с древесиной, можно самостоятельно обшить любые поверхности или стены дома. Но перед тем как обшить стены деревянной вагонкой, ознакомьтесь с рекомендациями специалистов.
Как установить и закрепить деревянную вагонку
Монтируется вагонка на специальный каркас (обрешетку) из брусков с примерным сечением 25×50 мм. Такой способ крепления позволяет облицевать стены, имеющие даже необработанные поверхности и некоторые неровности. Один из самых распространенных вопросов: «Как крепить деревянную вагонку – горизонтально или вертикально?».
Обычно панели располагают горизонтально, поэтому бруски каркаса прикрепляются к стене вертикально, если же вагонку кладут вертикально, то бруски — горизонтально. Пространство между панелями и стеной следует делать проветриваемым, в противном случае может появиться сырость.
Перед тем как установить деревянную вагонку в местах соединения с потолком и полом, нужно устроить отверстия для вентиляции. Кроме того, бруски каркаса покрывают антисептическими растворами.
Между собой панели вагонки фиксируются с помощью шпунтового соединения, для чего на торцах с одной стороны выполнен гребень, а с другой — паз. До того как закрепить деревянную вагонку, подготовьте гвозди или шурупы — это самый простой способ крепежа, но при этом шляпки крепежных элементов видны на лицевой поверхности. Поэтому, чтобы отделка была красивой, расстояние между шляпками гвоздей (шурупов) должно быть одинаковым, и располагают их строго на одной линии. Для того чтобы гвозди не портили внешний вид, их шляпки можно откусывать кусачками. В этом случае на поверхности досок остается лишь небольшая вмятина от гвоздя, которая впоследствии шпатлюется и закрашивается под цвет древесины. Более сложным, но зато аккуратным способом крепления вагонки является забивание гвоздя в нижнюю грань паза, при этом его шляпка утапливается в древесину.
Для защиты панелей вагонки от различных биологических воздействий рекомендуется сразу после окончания монтажа обработать поверхность антисептическим составом, и в дальнейшем эту операцию необходимо периодически повторять.
Как своими руками обшить стены дома внутри деревянной вагонкой Практические советы по обшивке дома деревянной вагонкой: этапы монтажа с фотографиями | Интернет-журнал о стройке «Строй Дом!» —, только достоверная информация.
Станок для изготовления вагонки – выгодный бизнес
В домашней мастерской появился фрезерный станок, и все объёмы по изготовлению профилированной деревянной облицовки для собственных нужд выполнены.Встаёт вопрос – почему оборудование должно простаивать? Ведь теперь можно организовать собственное дело по изготовлению и продажи готовой продукции населению.
Любой бизнес нацелен на получение прибыли. Чтобы определить рентабельность затеянного дела, нужно иметь примерный бизнес-план. Используя интернет можно произвести анализ следующих данных:
- стоимость 1 м3 необрезной доски = 5000 руб.;
- расход электроэнергии – 10 кВт\час. = 5,38 х 10 = 54 руб.;
- продажа самодельной вагонки – 1 м3 = 8000 руб.
- рентабельность изготовления 1 м3 деревянной облицовки = 8000 – (5000 + 54) = 2946 руб.
Надо понимать, что данный бизнес-план представляет примерный расчёт дохода от данного вида деятельности. Надо учитывать уплату налогов от индивидуальной трудовой деятельности и ещё много мелких расходов. Рентабельность нужно определять в каждом конкретном случае.
Главное состоит в том, что самодельный станок всегда будет полезным подспорьем в ведении приусадебного и домашнего хозяйства, а также сможет приносить прибыль.
Расчет площади
Последовательность расчета площади покрываемой поверхности лучше всего рассчитать на примере дома размерами 6х10, где обшиваться будут потолок и стены.
После чего рассчитываем квадратуру первой комнаты. Допустим, длина будет равняться 6 м, ширина — 5 и высота — 2,5 метра.
Дальше все предельно просто, как преподавали в школе:
- Длинная сторона — перемножаем высоту на длину 6х2,5=15 м2;
- Стена напротив имеет такие же размеры, по этой причине умножаем результат на два 15х2=30 м2;
- По такому же принципу высчитываем квадратуру стены поменьше 5х2,5=12,5 м2, полученный результат снова умножаем на два 12,5х2=23 м2;
- Чтобы рассчитать площадь потолка, умножаем ширину на длину комнаты 5х6=30 м2;
- Складываем полученные данные и получаем площадь покрытия этой комнаты 30+23+30=83 м2;
Таким же способом вычисляем площадь остальных комнат, складываем между собой результат, и будем знать общую квадратуру всей поверхности.
Квадратуру балкона высчитываем таким же образом, разве что в таком случае удобнее всего каждую из сторон расчленить на составляющие ее фигуры.
Изготовление вагонки при помощи циркулярки

Изготовление вагонки при помощи циркулярки

Это самый простой вариант циркульной пилы, другие имеют дополнительные суппорты для фиксации других деревообрабатывающих механизмов, что намного расширяет их возможности.

Универсальный деревообрабатывающий станок
Шаг 1. Подготовьте пиломатериалы, определитесь с их количеством. Для работы вам понадобятся строганные с двух сторон доски толщиной примерно 15–20 мм и шириной до 10 см. Шире делать не нужно, это связано с тем, что вагонка имеет самый элементарный профиль, а он не может гарантировать отсутствие коробления во время эксплуатации. Вагонка будет соединяться в четверть, а такой замок не может полностью исключить коробление. Чем шире вагонка, тем большее значения может иметь коробление, в связи с этим не рекомендуется делать ее больше 8 см.








Определяемся с размерами досок
Шаг 2. Уберите рабочее место. Заготовки должны располагаться с одной стороны пилы, готовые изделия нужно складировать с другой.
Важно! Вам ничто не должно мешать под ногами, все внимание будет обращено на работающую пилу, под ноги смотреть некогда — это увеличивает риски травматизма. Если доски длиннее метра, то не работайте самостоятельно, т. к
это трудно и очень опасно. Кроме того, значительно возрастают риски получения серьезной травмы, увеличивается количество отходов. Дело в том, что вы не сможете на выходе доски из фрезы нормально ее прижимать к линейке, на торцах нарушается линейность фрезеровки
к. это трудно и очень опасно. Кроме того, значительно возрастают риски получения серьезной травмы, увеличивается количество отходов. Дело в том, что вы не сможете на выходе доски из фрезы нормально ее прижимать к линейке, на торцах нарушается линейность фрезеровки.
Шаг 3. Подровняйте все доски по длине, осмотрите их поверхности. Если есть черные гнилые шатающиеся сучки – отбраковывайте пиломатериал. В домашних условиях такие сучки не обработать, они обязательно выпадут.
Во время складирования заготовок обращайте внимание на расположение волокон, особенно внимательно следите за расположением дефектов развития древесины. Участки со свилеватостью очень трудно обрабатываются
Располагайте доски таким образом, чтобы расположение свилеватости было по ходу вращения режущего инструмента, в противном случае чистота поверхности будет неудовлетворительной. На промышленных станках такие проблемы почти не возникают, они работают на высоких оборотах, имеют на одной головке минимум четыре ножа, механические прижимы исключают вероятность колебания доски во время обработки. За счет этого режимы резания соблюдаются идеально, качество обработки сложных поверхностей значительно повышается.

Опиливаем одну сторону доски
Важно! Никогда не снимайте с пилы защитный кожух и распорный клин. Они нужны не для того, чтобы удерживать летящие в глаза опилки, как думают неопытные столяры
Главное их назначение – не допускать обратного ударного вылета доски, при таком вылете она может пробить брюшную полость.

В отличие от других приспособлений, обеспечивающих безопасность, кожух с расклинивателем дает дополнительное удобство при пилении, так что не упускайте случай его использовать

Вот, что должно получиться
Шаг 4. Выставьте циркульную пилу. Если ширина досок неодинакова, то вначале нужно выровнять их. Для этого установите линейку пилы на нужном расстоянии от зубьев и прочно закрепите
Обращайте внимание, чтобы линейка была параллельной пиле, это очень важно. Заводские станки имеют специальные метки, для самодельных придется пользоваться угольником. Проверка правильности положения делается опытным путем
Возьмите небольшой отрезок доски и пропилите его, проверьте ширину и параллельность положения линейки. При необходимости повторите установку
Проверка правильности положения делается опытным путем. Возьмите небольшой отрезок доски и пропилите его, проверьте ширину и параллельность положения линейки. При необходимости повторите установку.
Фрезы для вагонки — создаем линию для производства
Настало время ремонта и голову посещают интересные идеи по оформлению нового интерьера? Стены, на которых обои местами затерты, где-то оторваны – повергают в чувство тоски? Есть прекрасный вариант отделки помещения – обшивка.
А изготовление панелей с помощью фрезера позволит выполнить изделия так, как хочется, а не используя готовые, стандартные модели, которые предлагают производители.
Что понадобится для изготовления панелей ручным способом?
 Процесс производства не так сложен, как кажется первоначально. Что для этого нужно?
Процесс производства не так сложен, как кажется первоначально. Что для этого нужно?
Доски необходимо обработать на фуговальном станке, чтобы убрать с них все неровности, шероховатости и трещинки. Если такого оборудования нет, строганные доски можно приобрести готовыми в магазине.







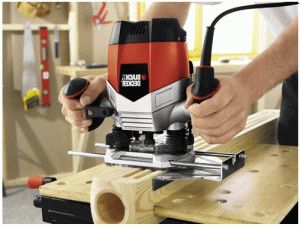
Ручной фрезер – это инструмент, с помощью которого на доске можно с легкостью снимать фаски, фрезеровать отверстия и пазы. С его помощью вагонка приобретает законченный вид.
Изготовленные вручную панели выглядят ничуть не хуже тех, что продаются, а чувство гордости от того, что все было сделано собственноручно – только добавит положительных эмоций от выполненного ремонта.
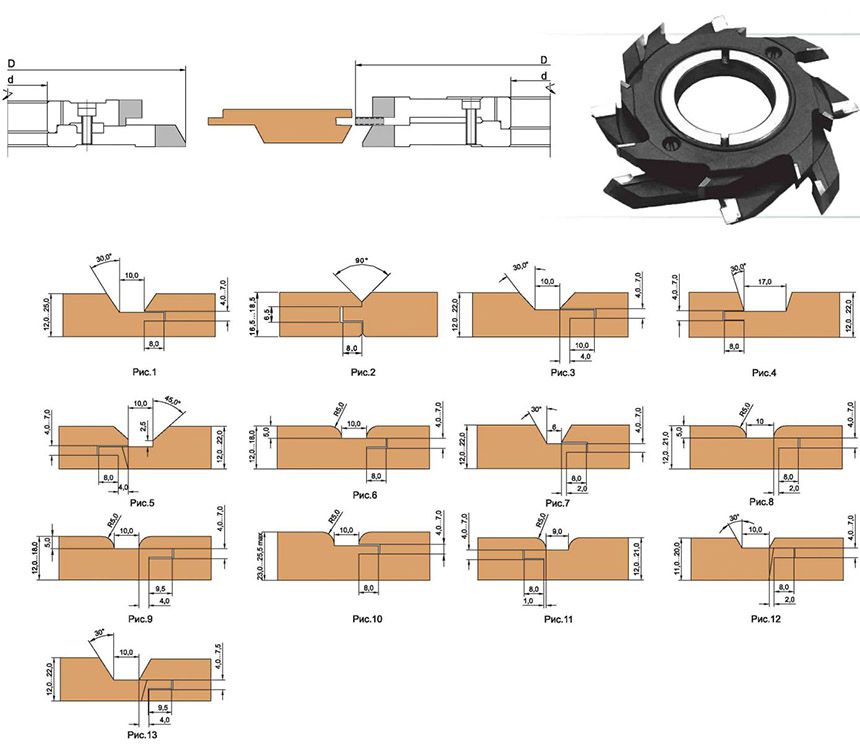
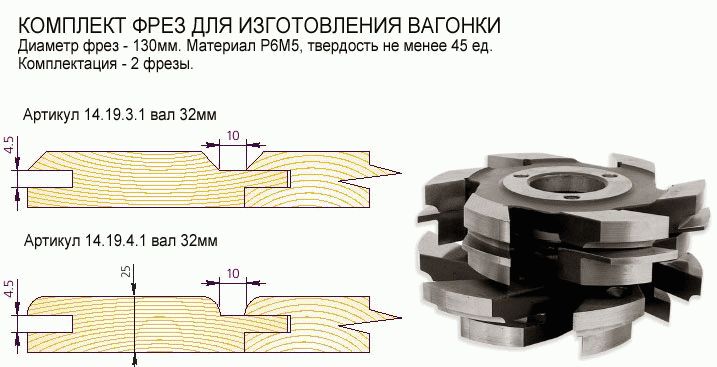
 Фрезы для изготовления вагонки представлены в разных вариантах:
Фрезы для изготовления вагонки представлены в разных вариантах:
- Подшипниковые фрезы используются для основной работы, в процессе которой получается готовая панель. Без подшипниковые фрезы понадобятся, когда нужно выполнить какую-то отдельную деталь или ее обработать. Для без подшипниковых ножей нужно будет приобрести дополнительное оборудование.
- Диаметр ножей должен иметь определенное соотношение с радиусом паза на доске: 12,7-6,35 мм., 9,5-4,8 мм., 15,8-7,9 мм.
- Если фрезы для вагонки имеют диаметр 35 мм. и 50 мм при хвостовике, диаметр которого – 8 мм., то они могут применяться со станком, оснащенном цангами или прибором для ручной работы.
 Фрезерный используется преимущественно для производства изделий из дерева, но если приобрести дополнительно специальные ножи, то можно обрабатывать даже пластмассу и металл.
Фрезерный используется преимущественно для производства изделий из дерева, но если приобрести дополнительно специальные ножи, то можно обрабатывать даже пластмассу и металл.
Инструмент хорош тем, что, несмотря на компактные размеры, с его помощью можно выполнять многочисленные работы.
Станок используется для изготовления панелей, и для фрезерования небольших отверстий для дверных ручек, петель. Им можно обработать дверные кромки, оконные рамы, стулья и другие предметы из дерева.
Ручной представлен в трех основных видах:
Фрезы для вагонки установлены под кожухом мощного двигателя, оснащенного ручками. Стойки, зафиксированные на базовой плите и опорной, дают возможность двигателю передвигаться вверх и вниз.
Его вес компенсируется пружинами возврата. Поэтому нож находится в поднятом на рамой положении еще до того, как заготовка выведена из работы. Хвостовик крепится с помощью запорной гайки в цанговый зажим.
Скорость вращения ножей может достигать 30000 об./мин. Ручки сбоку позволяют без труда управлять ручным станком. В комплект фрез для входят боковые съемные линейки для обработки кромок, для выполнения пазов, а также специальной втулкой для работы с шаблонами и копирами.
Изготовление на станке
- Фрезы для производства вагонки понадобятся после того, как начинаются работы с фугованными досками. По одной из сторон делается ровный срез, после чего необходимо определить будущую ширину изделия.
- Перед этим желательно осмотреть все доски, чтобы они не оказались уже выбранной ширины. Обычно выбирается размер доски средней величины – от 7 до 10 см.
- Если считать число проходов по ножам, то можно достигать равной толщины на всех досках.
- При удалении обзола остается дерево, которое можно потом использовать в качестве реек.
- Далее остается шпунтование доски по периметру. Вырезаются шип и паз. При поднимании и опускании стола можно регулировать углубление паза. Линейка постоянно должна быть прижата к кромке панели.
 Не стоит бояться экспериментировать, ведь то, что получается своими руками – намного дороже и лучше, чем приобретенное по самым лучшим ценам в магазине.
Не стоит бояться экспериментировать, ведь то, что получается своими руками – намного дороже и лучше, чем приобретенное по самым лучшим ценам в магазине.
Панели, выполненные собственноручно, не только украсят дом, но и «напитают» его энергетикой человека, стремящегося превратить свой дом в уютный очаг. Нужно лишь приготовить необходимые материалы и инструменты – и новое дело будет обязательно освоено.
Тот, кто привносит что-то новое в свою жизнь, осваивает иные ремесла, не боится неудач – легко заинтересует людей и научит тому, что знает сам. Так появляются настоящие мастера своего дела.
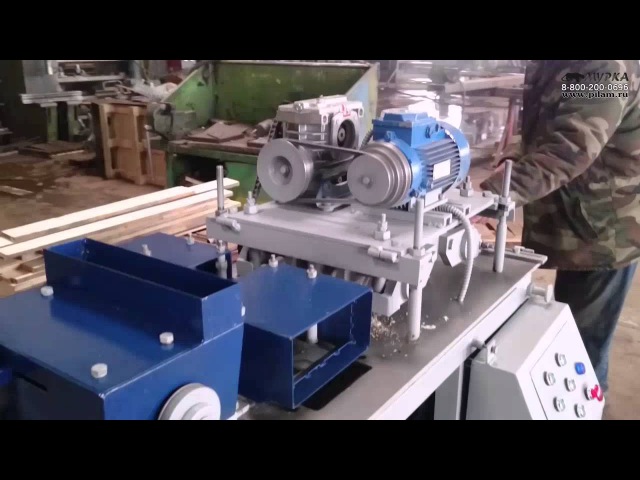
Самодельный станок для производства вагонки
Почему многих домашних мастеров интересует, как сделать вагонку самому? Всё дело в экономической стороне дела. Приобретать готовые изделия в строительном магазине будет очень дорого по сравнению с изготовлением облицовки своими руками.
Прежде чем читать статью далее, обязательно нужно посмотреть видео о том, как устроен станок для производства деревянной облицовки стен:
Стоит ли покупать
Купить вагонку нетрудно. В продажу поступают различные ее виды, они отличаются используемой древесиной, цветом, фактурой, формой наружной поверхности, поэтому можно выбрать материал, идеально подходящий для любого проекта. При всем при этом у вагонки есть существенный недостаток – высокая цена.
Затевая крупный ремонт, нелишним будет рассмотреть вариант самостоятельного изготовления вагонки. Стоит отметить, что даже самый простой станок такого типа будет иметь высокую цену, и, прежде чем решаться на покупку, надо оценить ее рентабельность.
Нужен в домашней мастерской подобный станок или нет – решать самому мастеру, можно лишь привести несколько аргументов в пользу покупки:
- производство вагонки в домашней мастерской позволит заметно сэкономить на строительном материале;
- изготовленная своими руками продукция будет заведомо более высокого качества, чем аналогичная, поступающая в продажу;
- станок может стать источником дополнительного заработка ввиду ощутимой разницы в цене между обрезной доской и готовой вагонкой.
Также нельзя забывать и о том, что данный станок многофункционален. Сфера его применения не ограничена производством вагонки. С его помощью можно изготовить ряд других профилированных изделий из дерева, среди прочего: наличники, плинтусы, фигурные рейки для всевозможных рамок.
Требования к конструкции станка для производства вагонки
- Стандартная высота рабочей поверхности стола – 800 мм. Хозяин мастерской может изменить этот размер в соответствии со своим ростом.
- Поверхность стола делают из полированного материала. Это обеспечит лёгкое и беспрепятственное перемещение деревянной заготовки. Обычно столешницу делают из стального или алюминиевого шлифованного листа. Иногда, для покрытия стола берутся использовать листы МДФ, но в этом случае столешница при интенсивной эксплуатации быстро изнашивается. Станок можно покрывать текстолитом.
- Силовое устройство состоит из электродвигателя, оснащённого лифтовым подъёмником. Часто устанавливают ручной фрезер, который уже снабжён лифтом. Головка оси фрезера должна быть приспособлена под смену фрез разного размера.
- В рабочей зоне нужно обязательно установить сопло для отсоса древесной пыли. Соответственно сопло присоединяют шлангом к пылесосу.
- Снизу стола фрезер крепят к монтажной пластине, установленной с нижней стороны столешницы. От толщины пластины во много зависит максимальный вынос фрезы над поверхностью рабочего стола.
- Прижимные устройства (параллельный, поперечный упор и толкатель) должны обезопасить руки оператора во время работы от случайного соприкосновения с режущей поверхностью фрезы.
Конструкция станка
Самодельные станки для изготовления вагонки – это фрезерное оборудование. Промышленный станок такого назначения представляет собой достаточно сложное и дорогостоящее оборудование, рассчитанное на массовое производство облицовочного материала.
Существует много вариантов изготовления своими руками станков для производства вагонки. Оборудование состоит из 3 основных частей:
- 1. Станина.
- 2. Рабочий стол.
- 3. Фрезер.
Станина
Опорную часть рабочего стола лучше всего делать из сваренных металлических деталей. Опоры делают из уголков 50 х 50 мм. Боковые стороны верстака обшивают стальным листом толщиной 2 мм. Станину собирают также из строительной фанеры. Если станок не будут интенсивно использовать, то для изготовления станины подойдёт любой прочный материал.
Стол должен иметь проём для размещения в нём силового агрегата и свободного расположения ступней ног оператора во время работы станка.
В некоторых случаях, в качестве станины стараются использовать старый деревянный стол. Но лучше этого не делать. Старые деревянные конструкции крайне ненадёжны. Во время работы станок подвергается динамическим нагрузкам. Поэтому все расшатанные узлы стола нужно обязательно укрепить.
Надо предусматривать ситуации, когда станок нужно переместить в другое место. Поэтому станина не должна быть чрезвычайно тяжёлой.
Рабочий стол
Процесс производства вагонки своими руками заключается во фрезеровании доски с двух сторон. Рабочий стол должен обеспечивать скольжение сырья по своей поверхности. Кроме того, изготавливаемая вагонка своими руками должна точно направляться упорами.










2 Станок для создания вагонки
Если для небольшого производства (с малыми объемами) необходимо оборудование, идеально подойдет четырехсторонний станок модели «Старт 160». Его основная функция – плоскостная и фасонная обработка пиломатериалов. Скорость подачи – 20 м/мин, ширина – 160 см.
2.1 Конструкция станка
Достичь фигурного профиля вагонки можно лишь с помощью специальных фрез. Для образования профиля вагонки можно использовать обычное фрезерное оборудование, но такой станок может обрабатывать лишь по одной грани за один проход. Поэтому шлифовку и обработку нужно будет проводить другими инструментами.

Трехсторонний фрезерный станок для производства вагонки
Этот вариант не подходит для большого производства, так как производительность будет небольшая.
Более удобно применять четырехсторонний станок для изготовления евровагонки. Он позволяет обрабатывать сырье одновременно с четырех сторон.
Технические особенности:
- Сложная конфигурация. Станки выполняют большое количество операций. Станину оснащают шпинделями (до восьми штук). Это нужно для изготовления стандартных размеров евровагонки и по индивидуальным заказам.
- Высокая скорость производства изделий. Это возможно благодаря мощным механизмам захвата и подачи заготовок из дерева.
- Основание под станок – стол высокой прочности. На столе располагается рабочий механизм станка, который имеет внушительный вес.
- Машина оснащена кожухами. Они защищают внутреннюю часть устройства от мусора и пыли.
- Минимальная погрешность в производстве. Точная подача деревянных брусьев.
2.2 Выбор станка для изготовления евровагонки
Для начала необходимо определиться с моделью машины и проверить качество оборудования.

Четырехсторонний станок по производству вагонки с малой степенью автоматизации
При покупке нужно учесть следующее:
- Производительность станка. Оптимальным вариантом для производства изделий является четырехсторонний станок со средней скоростью подачи заготовок.
- Масштабное производство предполагает использование оборудования с высокой скоростью подачи материала.
- Стоимость станка прямо пропорциональна стоимости фрез.
- Машина с высокой мощностью будет обеспечивать процесс изготовления с минимальной погрешностью.
- Основание станка должно быть прочным. Не допустимы вибрационные помехи во время производства.
2.3 Станок в домашних условиях своими руками
Для изготовления евровагонки необходимо устройство, которое будет обрабатывать заготовку с четырех сторон. Поэтому создание конструкции своими руками будет отличаться сложностью.
Основным параметром в характеристики станка является сечение готового материала.
Для начала нужно собрать каркас своими руками (стол и рама)
В домашних условиях важно качественно сварить все детали. Для изготовления станка используют листовое прочное железо, так как рабочая поверхность должна быть узкой, длинной и устойчивой
В центре листа нужно сделать отверстие. В процессе сборки туда устанавливаются валики. Электромотор контролирует их движения. Размер листа позволяет создавать вагонку с большим сечением и лучшими эксплуатационными свойствами.

Самодельный станок для изготовления вагонки
Самодельный аппарат должен быть как можно тяжелее. Чем больше вес, тем меньше вибрация. Вибрация устройства может сильно повлиять на качество вагонки.
Далее, необходимо сделать ножевой вал своими руками. Основную режущую деталь лучше приобрести фабричного выпуска. Сделать ее самостоятельно практически невозможно. Для крепления ножей и валов лучше применять прочные болтовые крепления и туго их затягивать.
Большая мощность не позволит добиться аккуратной обработки, меньшая – не разрежет древесину. В качестве бюджетного варианта можно взять старый двигатель из другого устройства. В последнюю очередь занимаются установкой прижимных роликов. С их помощью материал фиксируется на рабочем столе. Ролики можно приобрести в специализированном магазине или использовать старые.
Самостоятельно собрать станок возможно при наличии опыта работы с фабричным оборудованием. Новичку заниматься сборкой небезопасно. Во время эксплуатации режущего оборудования важен правильный уход и исправность инструментов. Нужно вовремя производить заточку и проверять наличие сколов.
Промышленное производство

Производственный цех Производственная технология получения ламели включает несколько этапов. Поскольку речь идет о крупных партиях, используют мощное профессиональное оборудование.
- Сначала изготавливают обрезную доску.
- Затем ламели высушивают на открытом воздухе или в камере. Влажность качественного материала не превышает 12–15%.
- Доски обстругивают с лицевой стороны и придают нужную форму.
- На станках подвергают материал фальцовке и шпунтовке, формируя не только шипы и пазы на боковых сторонах, но и специфический профиль вагонки: ланхудахус, штиль, американка.
- Материал очищают от грязи и пыли. Доски проходят стандартную проверку и сортируются по качеству и сортности.
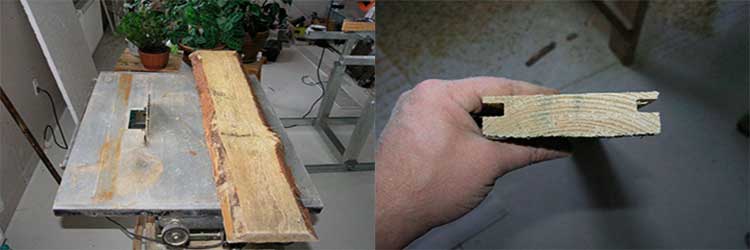
Изготовление евровагонки на фрезерном станке
Это более сложные работы, понадобится солидный опыт работы с деревообрабатывающими станками. Мы расскажем о технологии, а размеры вагонки и профили лицевых поверхностей подбирайте самостоятельно с учетом наличия инструментов и личных предпочтений.
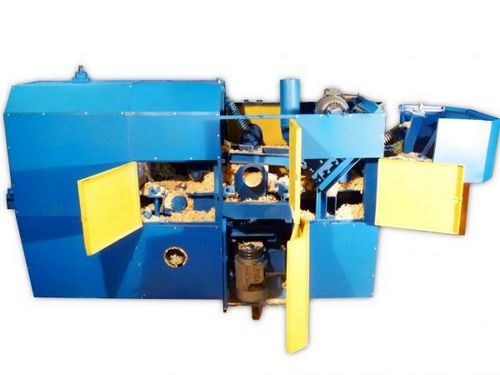
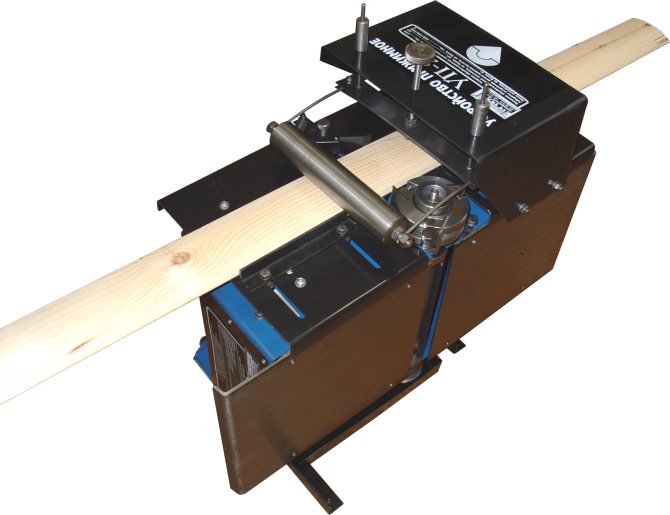
Конструкция станка достаточно сложная. В обязательном порядке к такому оборудованию должна быть приложена полноценная инструкция

Мы видим пример самодельного станка для изготовления вагонки, его составляющие и детали

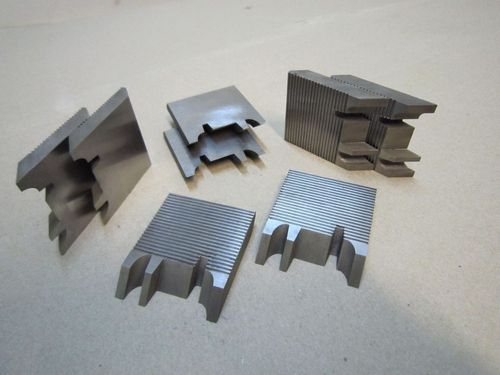
Мы видим ещё один пример самодельного станка для производства вагонки в домашних условиях
Чем отличается евровагонка от обычной?
- Соединение шип/паз более глубокое. За счет этого исключаются риски просвечивания швов во время значительного уменьшения ширины досок, упрощается монтаж обшивки. В глубокий паз проще вставлять метизы для крепления.
- Обратная сторона имеет одну или две прорези – поверхности стен могут дышать, уменьшаются статические усилия во время изменения линейных размеров вагонки. Именно в результате сильных статических усилий обшивка дома может коробиться.

Фото — евровагонка категории В
За исходные данные принимаем, что доски нужных размеров уже подготовлены, материал отсортирован и сложен в надлежащем месте.
Шаг 1. Установите на станок фрезу для проделывания паза и боковой декоративной фаски, отрегулируйте глубину. Для этого освободите линейку, приставьте торец доски к ножу и, подвигая линейку ближе или дальше, найдите нужное положение. С большим усилием закрепите фрезерную головку и линейку.



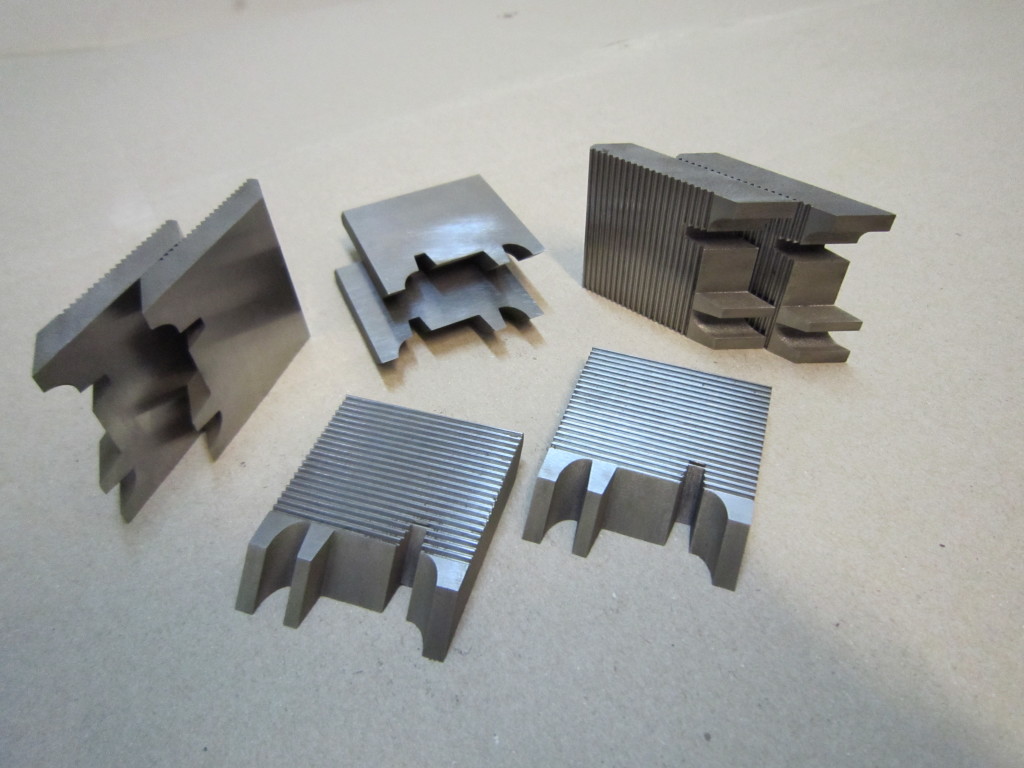






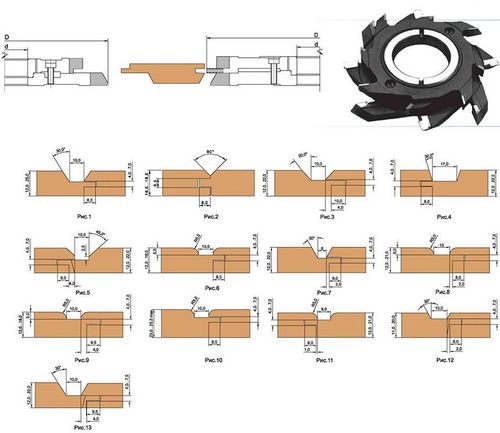
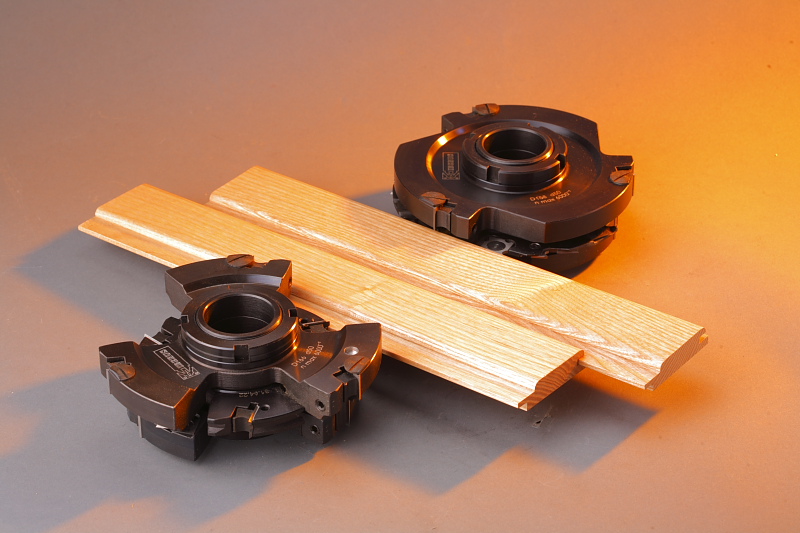
Фрезы, используемые при изготовлении пиломатериала
Для того чтобы правильно выставить все ножи на головке, нужно на пробу прострогать отрезок доски. Далее опять приставьте ее к фрезе и, медленно вращая головку в обратную сторону, проверяйте, все ли ножи работают. Узнать это можно по звуку, если все нормально, то количество незначительных касаний о доску должно отвечать числу фрез. К примеру, если головка имеет четыре ножа, а вы почувствовали только три касания, то это значит, что один нож не работает. Найдите, какой именно, отрегулируйте его положение. Делать это довольно сложно, понадобится несколько попыток. Следите, чтобы распорные клинья ножей были сильно прижаты к головке.
Ножи

Несколько различных ножей-насадок на самодельный станок для изготовления вагонки позволят создавать различные изделия из дерева
Шаг 2. Закрепите верхние и боковые прижимные упоры, установите нужное расстояние. Такие упоры намного облегчают процесс фрезеровки, улучшают качество и повышают безопасность труда. Пропустите с одной стороны все доски.
Шаг 3. Поменяйте фрезу на новую, она должна вырезать паз и снимать декоративную фаску. Прижимы повторно регулировать не нужно, ширина всех досок одинакова и во время первого прохода не изменялась.
Шаг 4. Снимите фрезу для боковых поверхностей, освободите линейку и прижимы. Установите фрезу для проделывания углублений с внутренней стороны вагонки. Размеры и количество канавок значения не имеют, подбирайте их по своему усмотрению.

Изготовление евровагонки на фрезерном станке
С чего начать
Для создания прибыльного бизнеса важно изучить строительный рынок в регионе, насколько высок спрос на деревянную облицовку. Для предварительного просчета себестоимости товара нужно знать действующие цены на рынке
При составлении бизнес-плана необходимо проанализировать количество деревообрабатывающих цехов в районе. Если их достаточно много, то еще одно предприятие не сможет обеспечить себя работой. Стоимость сырья в данной области должна быть невысокой, чтобы обеспечить конкурентоспособные цены.
Основным сырьем для вагонки станет доска, качество которой регулируется ГОСТом. Для производства используется древесина разных пород (сосна, лиственница, липа, ольха и другие).
Цех
Для деревообрабатывающего цеха подойдет отдельное помещение. Лучше, если цех будет удален от жилых районов, поскольку распил дерева создает много шума и пыли. К этой отрасли применяются жесткие требования Санитарной службы, и их придется соблюдать. Основные нормативы и правила работы указаны в СанПин 2.2.3.1385-03. Также должны соблюдаться противопожарные требования.
Второй важный вопрос — электропроводка в помещении. Станки для распила обладают высокой мощностью и создают большую нагрузку на провода. Дерево очень горючий материал, поэтому не стоит экономить на проводке и электропитании, их состояние должно быть идеальным.
Помимо станков в цеху должна разместиться сушильная камера. И отдельный склад готовой продукции.

Сырье на вагонку
Виды вагонки
Деревянная вагонка изготавливается со следующими видами профиля:
- Профиль « Стандарт» является базовым, по сечению напоминает трапецию. На поверхности обшитой стены нет зазоров и щелей, но видны небольшие углубления в местах стыков деталей, которые образуются из-за скошенных углов планок. Вызывает много нареканий из-за деформации после сборки.
- «Европрофиль или евровагонку» изготавливают по западноевропейскому стандарту DIN 68126/86. К этому виду профиля регламентируют строгие требования к влажности древесины. Панели оснащены вентиляционными отверстиями. Несмотря на более высокую цену, по сравнению со стандартной облицовкой, широко используется для отделки.
Евровагонку выпускают следующих видов:
- профиль «Штиль» обладает более закругленными деталями и за счет этого переход на стыках вагонки выглядит более плавно. Профиль делают утолщенным до 25 мм. Используют для обшивки фасадов зданий, когда нужно создать имитацию бруса;
- «Блокхаус» имеет полностью закругленную лицевую часть. Благодаря этому после монтажа стена выглядит как собранная из бревен;
- «Ландхаус» один из самых дорогих видов профиля. Выполняется с рисунком или эффектом тиснения на лицевой стороне;
- Профиль « Softline» характеризуется отсутствием углов, подходит для саун;
- «Американка» отличается скошенным профилем деталей. Создается имитация сайдинга из натурального дерева.
Вся вагонка изготавливается из одной партии, проходит через один и тот же станок. Полностью готовые доски сортируются в зависимости от наличия на них сучков, трещин и других дефектов.
Классы (сорта) вагонки:
- экстра — идеально гладкая и ровная поверхность;
- «А» или 1 сорт — допустима небольшая шероховатость поверхности. Есть по 1 сучку на 1 погонный метр. Могут быть небольшие трещины и смоляные карманы;
- «В» или 2 сорт — много сучков, из них 2 могут выпадать. Допустимо наличие трещин и нескольких червоточин. Этот сорт подходит для окрашивания;
- «С» или 3 сорт — древесина низкого качества, подходит для черновых работ и обшивки технических помещений.
Сырье
Один из важных моментов в работе деревообрабатывающего цеха — это контроль при приемке сырья
Чтобы поставлять на рынок качественные изделия, важно найти проверенного поставщика материалов. Чем тщательнее контроль за качеством сырья, тем выше сорт и цена готовой вагонки.
Вагонка производится практически из всех видов древесины. В зависимости от породы дерева разделяют следующие разновидности:
- хвойные (сосна, ель, лиственница, кедр);
- лиственные (липа, ольха, бук и другие).
Хвойные породы характерны наличием эфирных масел и смол, поэтому используются чаще для внешней отделки.
Лиственные породы преимущественно применяются для внутренней отделки, включая бани и сауны. Такие материалы отличаются меньшей долговечностью, зато обладают низкой теплопроводностью, что позволяет использовать их в сильно прогревающихся помещениях.