
Принцип действия микрометрического штихмаса
Инструмент помещают внутрь измеряемого отверстия. Начинают вращать барабан. Он соединён с измерительным наконечником, который под воздействием барабана выдвигается, пока не упрётся в стенку измеряемого отверстия. Если же сразу размер штихмаса был больше измеряемого расстояния, то наконечник ввинчивается внутрь, пока прибор не поместится в нём.
Но размеры стебля прибора ограничены. Чтобы измерить отверстие, длина которого превышает длину нутромера, используют удлинители. Они имеют постоянный размер. Он обозначен на внешней поверхности прибора. В каждом комплекте для измерения штихмасом есть несколько удлинителей разной длины.

Замеряем линейкой и рулеткой
Если на трубе видно сечение, то диаметр можно замерить обычной линейкой. Прикладываем ее к области среза так, чтобы шкала проходила ровно по центру. Берем расстояние между нужными точками (для внутреннего или наружного диаметра). Расстояние между крайними точками будет наружным диаметром. Если нужен внутренний размер, то можно узнать толщину стенок и вычесть их из получившейся цифры.
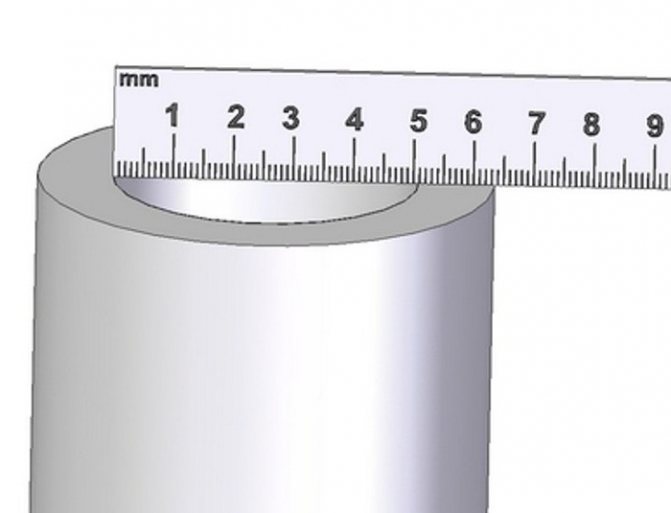
С линейкой все ясно, а как измерить диаметр трубы рулеткой? Этот инструмент подойдет для сплошных и больших конструкций, к которым сложно подобраться. Оборачиваем изделие так, чтобы лента со шкалой плотно прилегала, и находим место ее пересечения. Получившаяся цифра – это длина окружности. Чтобы получить диаметр, разделим ее на число Пи (3,14).
Нутромер микрометрический — как пользоваться с фото и подробным описанием
Пользоваться микрометрическим нутромером не сложно, но есть некоторые трудности, с которыми сталкиваются новички, что в итоге приводит к получению неправильных значений. Рассмотрим, технологию работы штрихмасом для измерения широких или больших отверстий.
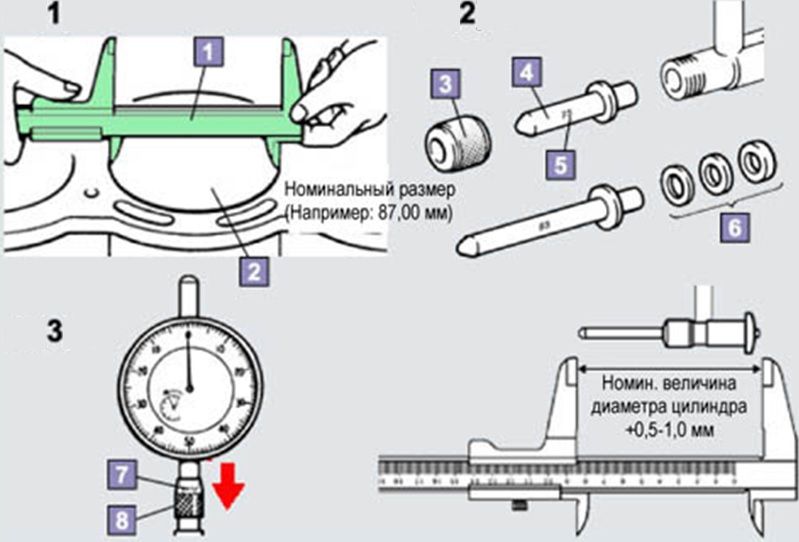
Для начала нужно правильно подготовить инструмент к работе. Имеется в виду не его настройка, выполненная в предыдущем пункте, а использование соответствующих удлинителей, размер которых зависит напрямую от диаметра измеряемой детали. Для этого следует воспользоваться штангенциркулем, которым измеряется внутренний диаметр детали.
Измеренное штангенциркулем приблизительное значение поможет подобрать необходимый удлинитель для прибора. Теперь разберемся, как подобрать необходимый удлинитель. На головке прибора указывается его общая длина, например, 75-88 мм или 50-63 мм (зависит от модели прибора). Первое значение говорит о длине без наконечника, а второе — с наконечником
Важно не путать с ГОСТом, так как на головке также указывается номер ГОСТа, например, в виде ГОСТ 10-75, как показано на фото ниже. Ниже на фото показано, как выглядит маркировка длины прибора, которая указывается на головке инструмента
Ниже на фото показано, как выглядит маркировка длины прибора, которая указывается на головке инструмента.
Когда известна общая длина инструмента, а также ориентировочный размер отверстия, которое предстоит измерить нутромером для получения точных значений, не составит подобрать подходящий удлинитель. Удлинители также имеют маркировку, поэтому, если длина измеряемого отверстия составляет 104 мм, тогда к инструменту прикручиваем удлинитель размером 40 мм (для прибора размером 50 мм)
Если подходящего удлинителя в наборе нет, тогда собираем его из нескольких составляющих, например, 25 мм и 15 мм.
Самая сложная часть работ выполнена, и теперь остается произвести измерения. Располагаем прибор внутри отверстия и, вращая барабан, добиваемся соприкосновения наконечников с внутренними стенками детали.
Прибор должен располагаться в центре детали. Наконечники не должны слишком плотно прижиматься к стенкам, а с незначительным (очень легким) усилием. После этого следует зафиксировать стопорный винт.
Извлекаем прибор из детали, и проверяем качество фиксации съемного наконечника. Если его крепление ослабло, нужно подтянуть, и произвести повторные измерения. После извлечения прибора приступаем к снятию показаний. Если пользовались микрометром, то трудностей с определений показаний нутромера не возникнет. Если же впервые слышите о микрометре, тогда показания снимаются следующим образом — сначала считаем общую длину прибора вместе с наконечником. Если используем инструмент длиной 75 мм и головку 25 мм, тогда сразу получаем 100 мм. Далее смотрим на шкалу, и считаем количество рисок
На какую шкалу нужно смотреть? Здесь многие очень часто путаются, но все очень просто Обратите внимание на расположение ноля. Если он расположен сверху, значит, отсчитываем верхние риски, деление которых равно 1 мм
По примеру на фото видим 4 риски, то есть 4 мм Последняя риска точно совпадает с барабаном, и снизу после нее нет больше рисок, поэтому на нижнюю шкалу не смотрим. Теперь считаем сотые доли мм по нониусной шкале. Смотрим на отметку нониуса, которая совпадает с продольной шкалой. Цена деления нониуса равна 0,01 мм, поэтому по примеру видим, что значение составляет 0,01 мм. Складываем полученные данные, и получаем: 100 + 4 + 0,01 = 104, 01 мм. Это точный диаметр отверстия измеренной детали.
Это интересно! Чтобы убедиться в правильности проведенных измерений, рекомендуется повторить процесс, но уже измеряя расстояние (диаметр) внутренней поверхности заготовки в другой плоскости.
Справедливости ради нужно отметить, что нижняя шкала на нутромере имеет деление 0,5 мм. Как видно из описания, пользоваться микрометрическим нутромером совсем не трудно, и с этой задачей справится каждый, если предварительно прочитает инструкцию. На видео ниже показано, как пользоваться микрометрическим нутромером, особенности его настройки и считывания показаний.
Не забывайте учитывать погрешность прибора. Ее величина обязательно указывается в паспортных данных к каждой модели.
Как читать показания штихмаса?
Когда вращение барабана прекращается и микрометрический винт перестает двигаться, стопором закрепляют его и начинают смотреть на показания прибора. Он состоит из двух шкал, расположенных перпендикулярно друг к другу. Одна, основная, находится на стебле прибора. Цена одного деления на ней 1 мм. Когда пятка прикасается к микрометрическому винту, ноль на шкале барабана совпадает с нолём шкалы на стебле. Шкала барабана разделена 50 делениями. Цифры стоят через каждые 5 делений. Цена каждого 0,01 мм. Поэтому при полном повороте барабана винт сдвигается на 0,5 мм.
Но на стебле есть своя шкала. Ее длина 13 мм. Цена деления на ней 0,5 мм и 1 мм. Поэтому сначала оценивают показания на стебле. Затем смотрят на показания на фаске барабана. Складывают эти цифры. Но это еще не все. В большинстве случаев при измерении используется удлинитель. Его длину тоже нужно прибавить к полученному значению.
Максимальная длина без удлинителя 63 мм. Чтобы прикрепить удлинитель к прибору, снимают гайку со стебля. Устанавливают нужное количество удлинителей и закручивают гайку на конец последнего.
Самый короткий удлинитель 13 мм, самый длинный – 600 мм. Кроме них есть размером 25, 50, 100, 150 и 200 мм.





Ремонт поршневого пальца
Поршневые пальцы с износом по диаметру более 0,5 мм подлежат замене, а с износом менее 0,5 мм восстанавливаются путем перешлифовывания на меньший размер (если палец был увеличенного ремонтного размера), хромированием или раздачей.
Палец шлифуют на круглошлифовальном или токарном станке при помощи специального супортно-шлифовального приспособления. Это приспособление состоит из электродвигателя со шлифовальным камнем, оно укрепляется в супорте токарного станка.
Первоначальный размер пальца восстанавливают хромированием его или раздачей. Раздачу производят в специальном приспособлении, состоящем из основания, матрицы и оправки (пуансона). Палец нагревают до температуры 800-900° и устанавливают в матрицу, затем внутри пальца под давлением пресса или ударами молотка прогоняется оправка.
Особенности устройства
Комплектовка и сборка поршня с шатуном двигателя ВАЗ
Поршень изготовлен из алюминиевого сплава и покрыт слоем олова для улучшения прирабатываемости. Юбка поршня в поперечном сечении овальная, а по высоте коническая. Поэтому измерять диаметр поршня необходимо только в плоскости, перпендикулярной поршневому пальцу и на расстоянии 52,4 мм от днища поршня.
Отверстие под поршневой палец смещено от оси симметрии на 2 мм в правую сторону двигателя. Поэтому для правильной установки поршня в цилиндр около отверстия под поршневой палец имеется метка «П», которая должна быть обращена в сторону передней части двигателя.
Поршни ремонтных размеров с 1986 г. для всех моделей двигателей изготавливаются с увеличенным на 0,4 и 0,8 мм наружным диаметром. До 1986 г. выпускались поршни следующих ремонтных размеров: для двигателей 2101 и 2103 – с увеличением на 0,2; 0,4 и 0,6 мм; для 2105 и 21011 -с увеличением на 0,4 и 0,7 мм.
Поршневой палец – стальной, трубчатого сечения, запрессован в верхнюю головку шатуна и свободно вращается в бобышках поршня.
Шатун – стальной, кованый, с разъемной нижней головкой, в которой устанавливаются вкладыши шатунного подшипника. Шатун обрабатывается вместе с крышкой, поэтому при сборке цифры на шатуне и крышке должны быть одинаковы.
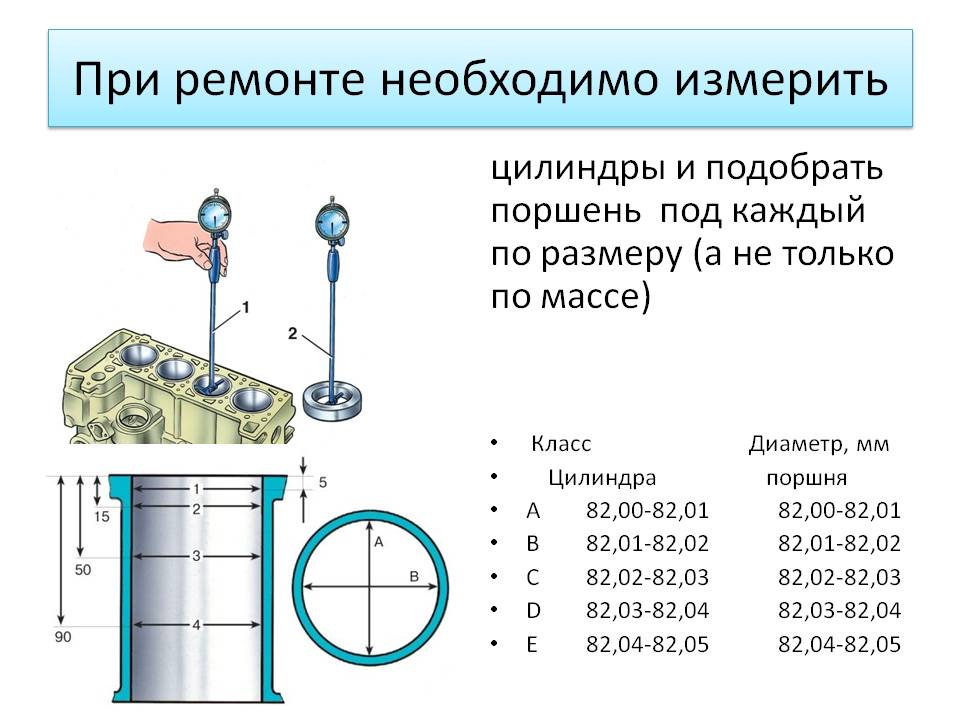
Расчетный зазор между поршнем и цилиндром (для новых деталей) равен 0,05-0,07 мм. Он определяется промером цилиндров и поршней и обеспечивается установкой поршней того же класса, что и цилиндры. Максимально допустимый зазор (при износе деталей) – 0,15 мм. Примечание. Диаметр поршня измеряется в плоскости, перпендикулярной поршневому пальцу, на расстоянии 52,4 мм от днища поршня.
В запасные части поставляются поршни классов А, С, Е. Этих классов достаточно для подбора поршня к любому цилиндру при ремонте двигателя, таккак поршни и цилиндры разбиты на классы с небольшим перекрытием размеров.
Сборка . Перед сборкой подберите палец к поршню и шатуну. У новых деталей класс отверстий под палец в шатуне и поршне должен быть идентичен классу пальца. У деталей бывших в эксплуатации, для правильного сопряжения необходимо, чтобы поршневой палец, смазанный моторным маслом, входил в отверстие поршня или шатуна от простого нажатия большого пальца руки и не выпадал из него. Выпадающий палец замените другим, следующей категории. Если в поршень вставлялся палец третьей категории, то замените поршень палец и шатун.
Сборка шатунно-поршневой группы выполняется в порядке, обратном разборке. После установки поршневого пальца смажьте его моторным маслом через отверстия в бобышках поршня. Поршневые кольца устанавливайте в следующем порядке. Смажьте моторным маслом канавки на поршне и поршневые кольца. Ориентируйте поршневые кольца так, чтобы замок верхнего компрессионного кольца располагался под углом 45° к оси поршневого пальца, замок нижнего компрессионного кольца – под углом приблизительно 180° к оси замка верхнего компрессионного кольца, а замок маслосъемного 1 кольца – под углом приблизительно 90° к оси замка верхнего компрессионного кольца Нижнее компрессионное кольцо устанавливайте выточкой вниз.
Это интересно: Тормозные диски для быстрой остановки автомобиля
Как правильно измерить диаметр поршня?
Как правильно измерить размер поршня?
Измерение следует производить при температуре поршня (+20 градусов), с помощью микрометра или аналогичного измерительного инструмента, с точностью измерения до одной сотой доли миллиметра (0,01мм).
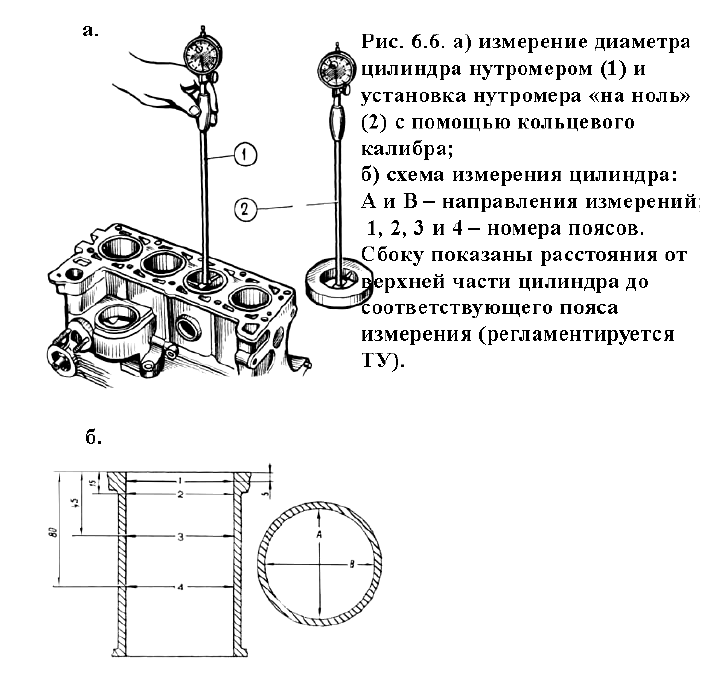
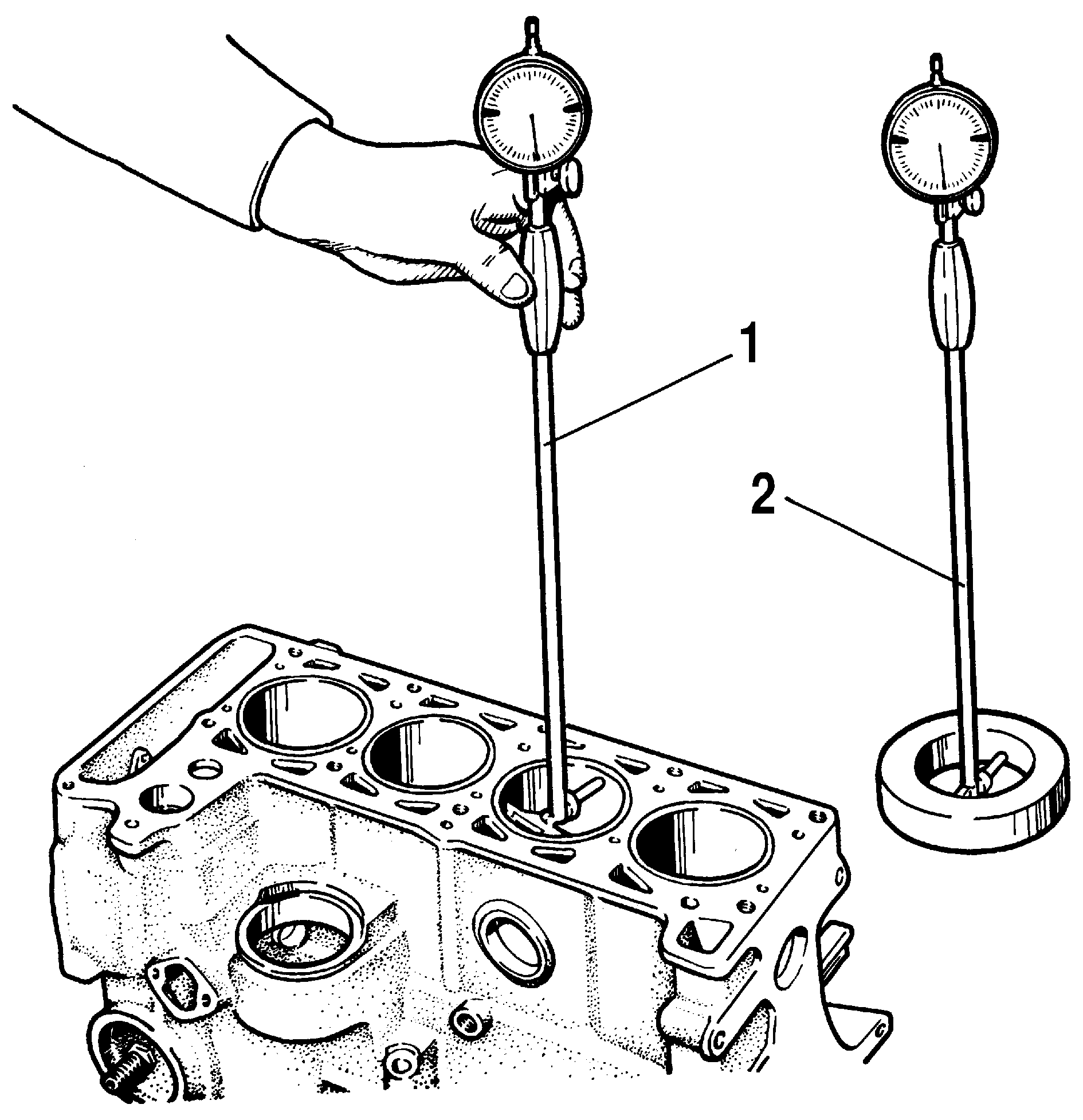
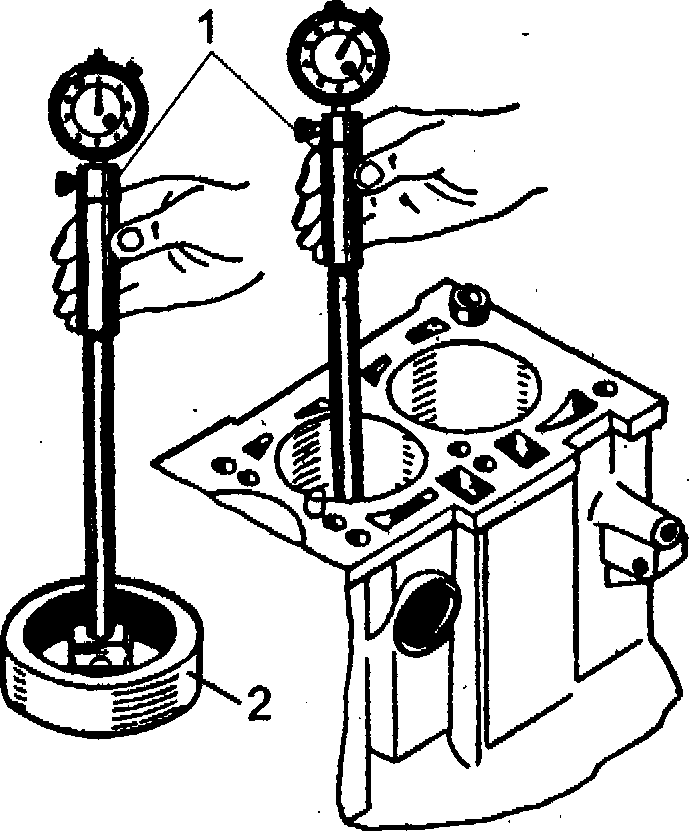
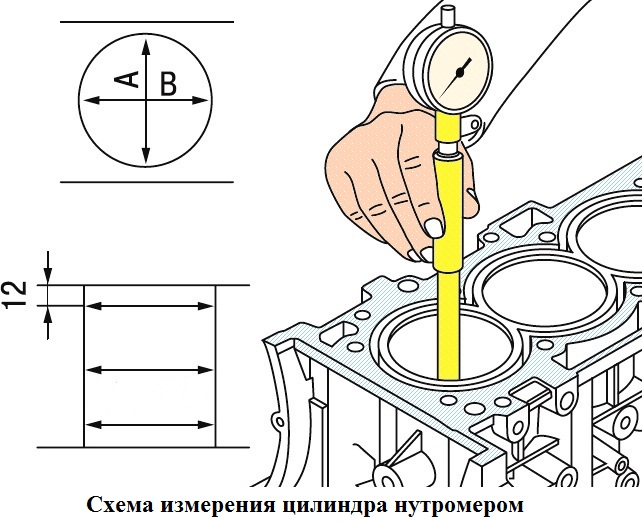
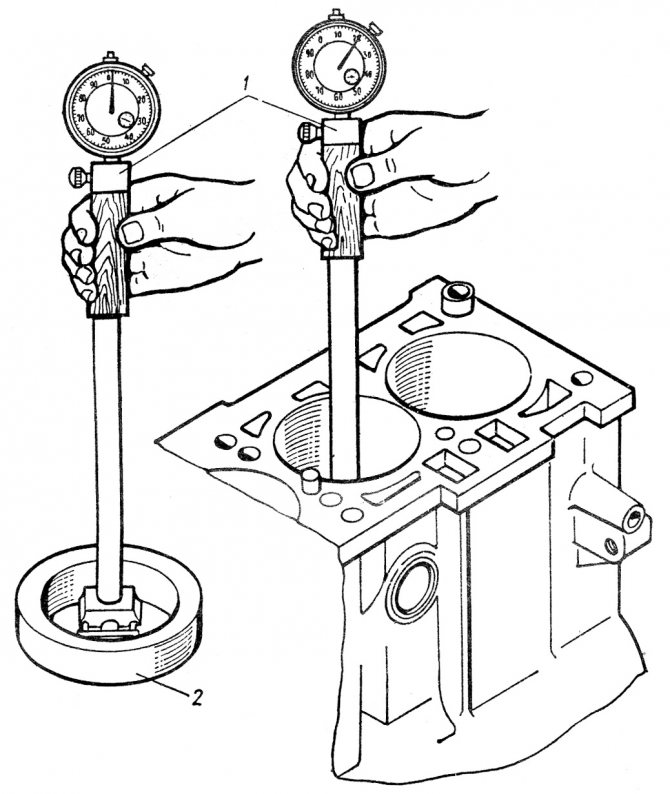
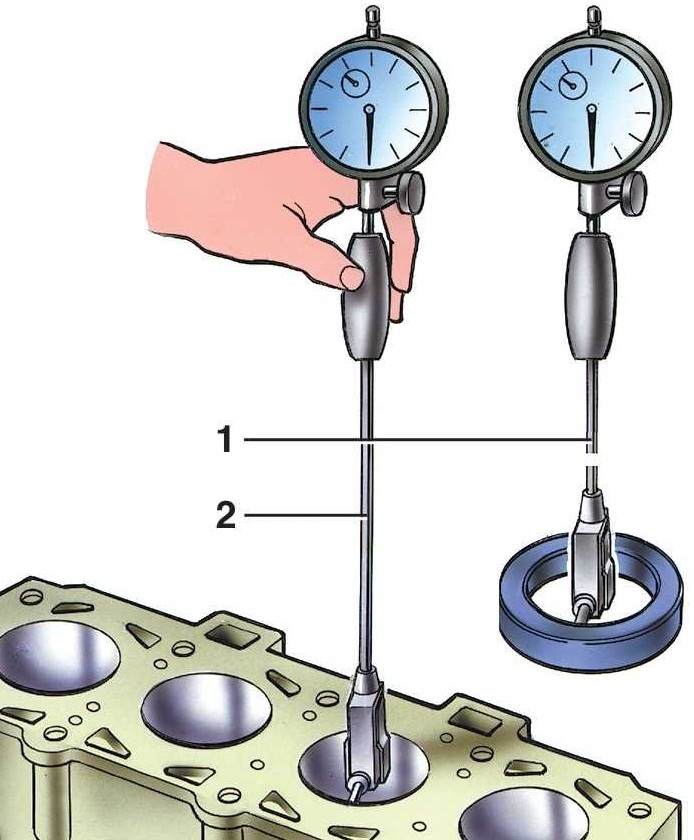
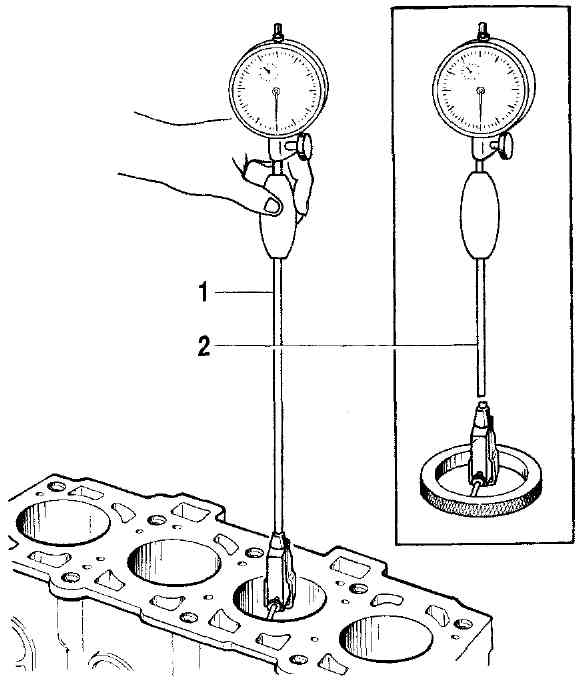
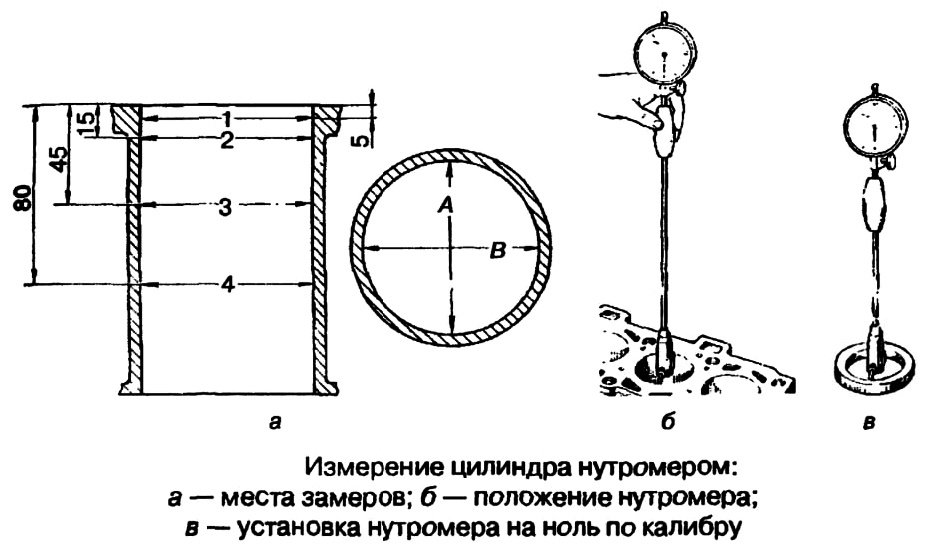
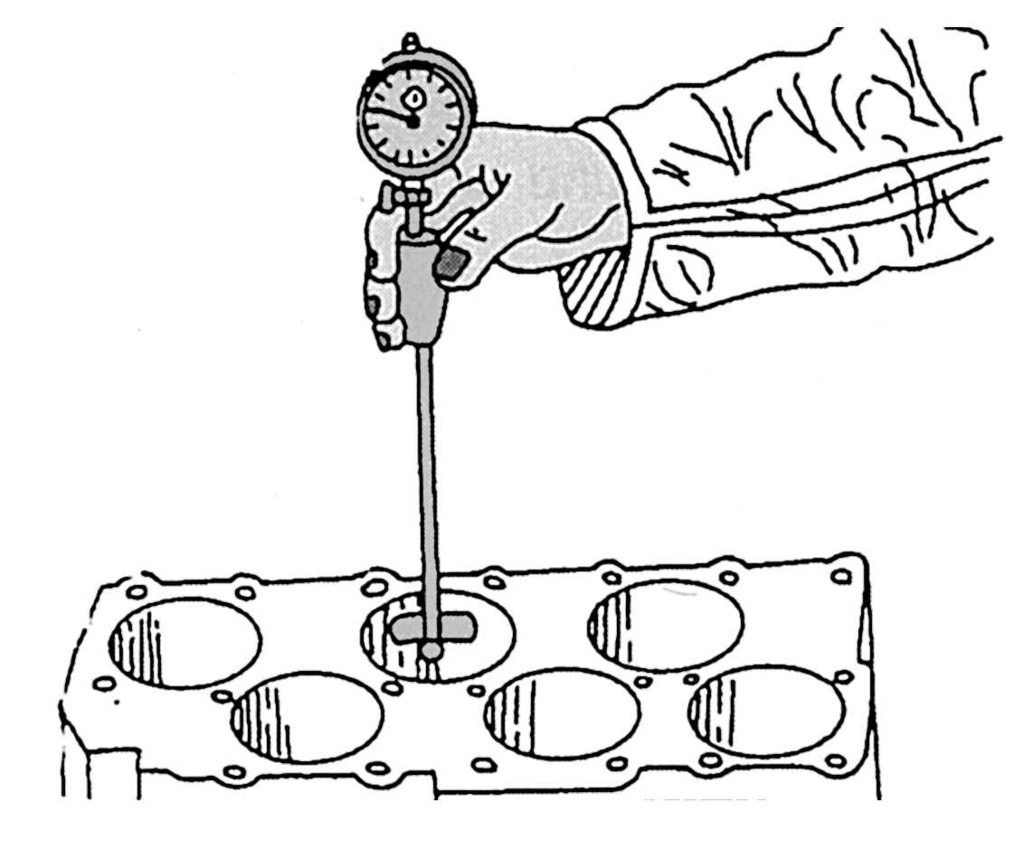
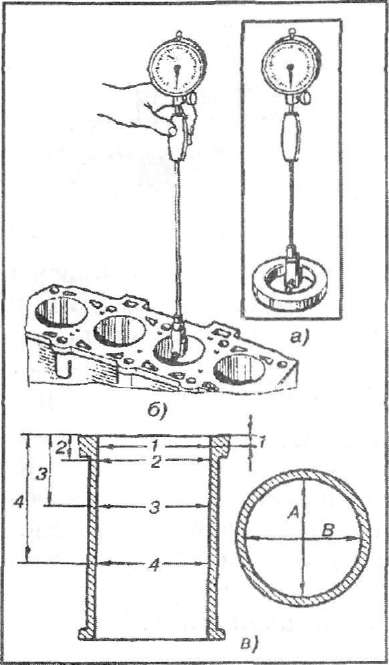
Как измерить диаметр цилиндра Нутромером?
Для измерения диаметра цилиндра на нутромере выставляется приблизительный его размер. После этого микрометрическая головка помещается в отверстие перпендикулярно его продольной оси. Вращением барабана и трещотки необходимо добиться прижатия измерительных поверхностей с двух сторон.
Что означают буквы на поршне?
Соответственно, буквы означают размер отверстия под поршневой палец, а цифры — размер диаметра поршня в районе «юбки». Ремонтный поршень имеет +0,5 мм по сравнению к стандартному по диаметру.
Как правильно измерить микрометром?
Порядок проведения измерений микрометром
Пятку слегка прижимают к детали и вращают микрометрический винт с помощью трещотки до соприкосновения его с измеряемой поверхностью. Трещотка служит для регулирования усилия натяга – делается обычно 3 – 5 щелчков.
https://youtube.com/watch?v=JBgePO4gRpw
Как измерить внутренний диаметр?
Штангенциркуль – это универсальный инструмент для измерения с точностью до 0,1 или 0,01 мм внутренних и наружных размеров, а также глубины отверстий. Если нужно будет с его помощью измерить внутренний диаметр, то можно кромку трубы, ту, что «отвечает» за ее толщину, зажать между ножек штангенциркуля.
Куда должна смотреть стрелка на поршне бензопилы?
На поршне есть стрелка, поршень в цилиндре нужно расположить таким образом, чтобы стрелка была направленна к выхлопу.
В каком месте измеряют диаметр поршня?
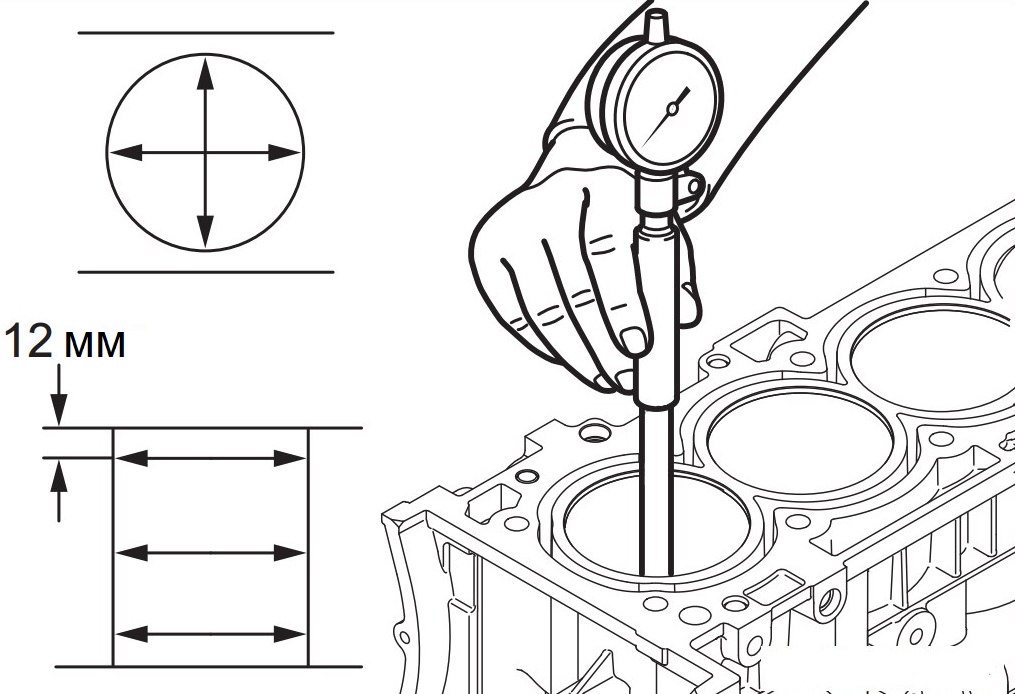
Диаметр поршня измеряется при помощи микрометра, в направлении, перпендикулярном оси поршневого пальца, на строго установленном расстоянии от низа юбки поршня, указанном в руководстве по ремонту.
Что такое класс поршня?
По номинальному размеру поршни подразделяются на 5 классов, различие между ними — 0,01 мм. Все классы маркируют буквами на днище изделия — (А, В, С, D, Е). … Помимо номинальных имеются 2 ремонтных размера поршней, которые имеют увеличенный наружный диаметр на 0,4 и 0,8 мм.
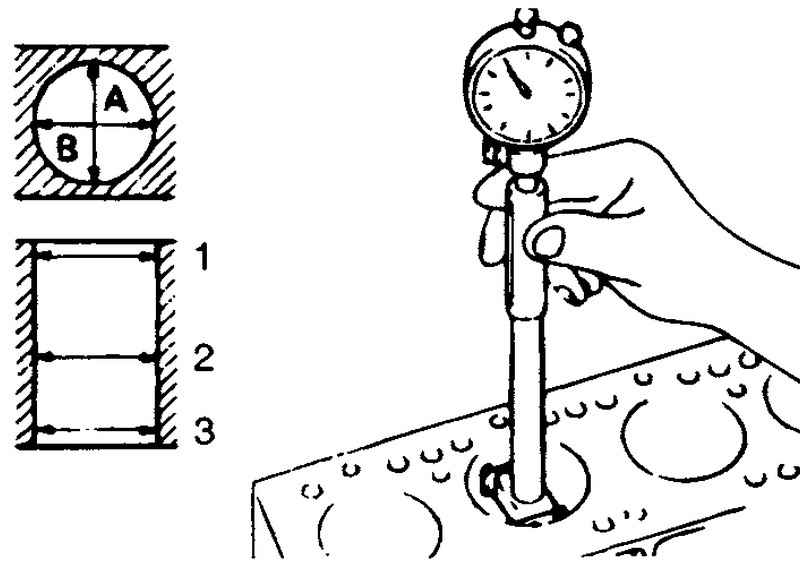
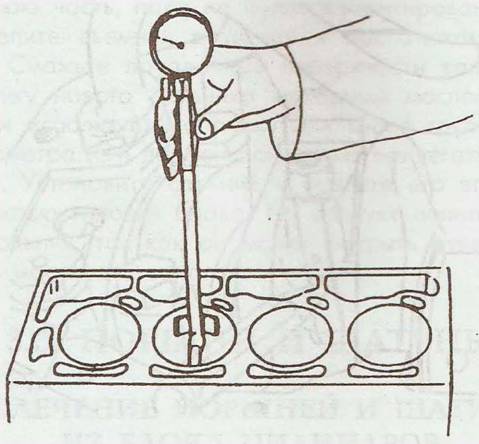
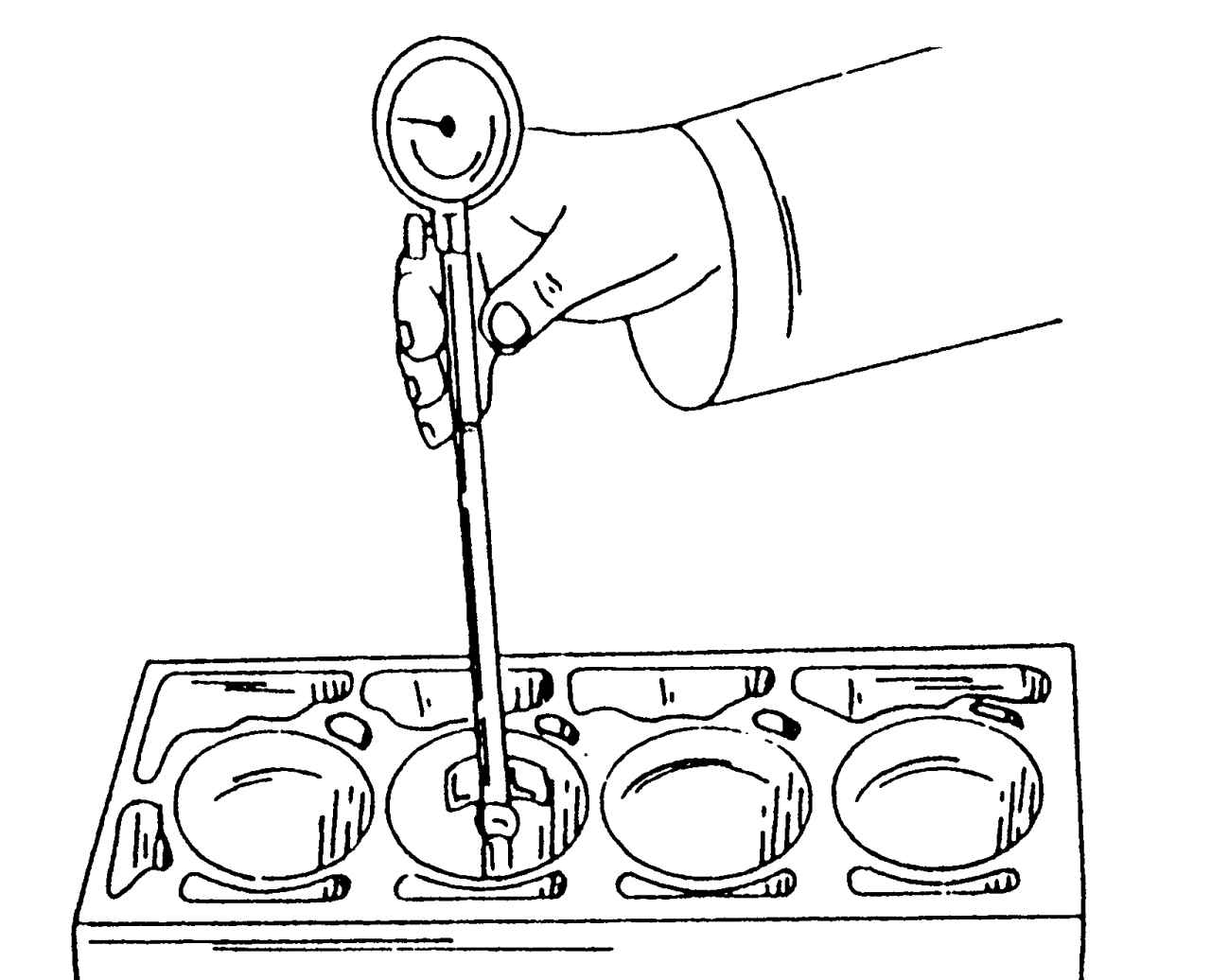
Как измерить диаметр цилиндра двигателя без Нутромера?
Для измерения диаметра цилиндра прибор помещается внутрь отверстия так, чтобы его стержень находился перпендикулярно продольной оси изделия. Нужное положение достигается с помощью легких покачиваний. Если стрелка отклоняется влево от нуля, то диаметр исследуемого отверстия больше размера образца.
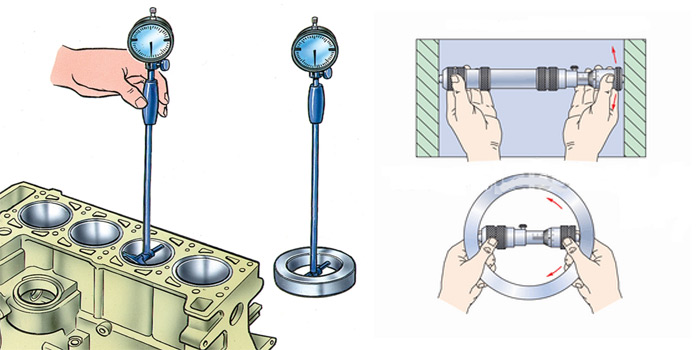
Как правильно измерить Нутромером?
нутромер фиксируется в тисках через деревянную втулку на стебле. Этим обеспечивается его неподвижность; стержень нутромера помещается между измерительными губками микрометра; отклонившаяся стрелка совмещается с отметкой «ноль» на циферблате вращением головки индикатора.
Что измеряет нутромер?
Нутромер – это высокоточный измерительный инструмент, который предназначается для измерения размеров отверстий и пазов, а также внутренних поверхностей различных деталей. … Индикаторный нутромер представляет относительный метод измерения. Такой нутромер позволяет измерять отверстия диаметром от 6 мм и более.



Какие бывают поршня?
- Поршни Autothermatik. Действуют по такому же принципу, как и авто …
- Поршни Duotherm. Чем- то похожи на авто термические, но вместо пропила в юбке имеют стальную вставку по всему диаметру. …
- Поршни с перегородками …
- Поршни EVOTEC …
- Кованные алюминиевые поршни
Работа с микрометрическими нутромерами
В общем случае она делится на два типа: первый – это подготовка (настройка, с целью подтверждения точности регистрации значений, и обнуление), второй – непосредственное снятие показаний. Рассмотрим обе стадии и действия на каждой из них.
Поверка
Общий механизм ее проведения мы приведем ниже, в разделе, посвященном эксплуатации. Здесь же скажем, что осуществляется она лишь в отношении модели, установленной «на ноль». Для этого, при температуре окружения в 20 0С, выполняют следующие действия:
- размещают сферическую головку инструмента между губками меры;
- прижимают необходимые поверхности, вращая барабан;
- фиксируют сборку при помощи специального винта;
- убеждаются, что продольная линия на стебле расположена точно по центру отметки «0».
После чего переходят к снятию показаний.
Предлагаем посмотреть, как осуществляется настройка нутромера микрометрического, видеоролик ответит на те вопросы, возникшие в процессе прочтения, и рассказывать о которых в текстовом формате было бы слишком долго.
https://youtube.com/watch?v=hyqEwtqDxNY
Все действия следует выполнять в соответствии с ГОСТом 17215-71; согласно данной методике, интервал между поверками – 1 год. Условия для их проведения должны быть неизменно следующими:
- уровень влажности – не более 80%;
- температура в помещении – от +15 до +25 градусов по Цельсию.
Внимание, на ноль прибор необходимо устанавливать перед каждым новым снятием показаний. Чтобы не спровоцировать при этом искажение значений, стоит держать инструмент во время настройки за втулку, которая не нагреется от тепла руки, в отличие от стального стержня
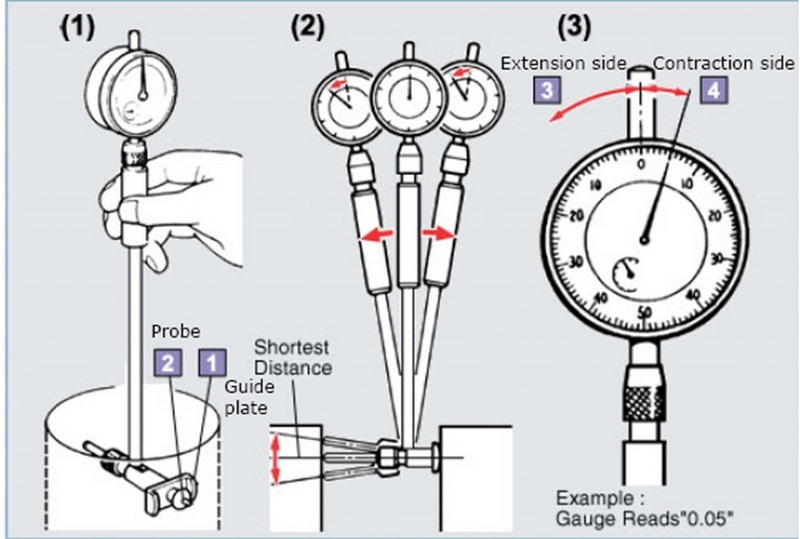
Как правильно измерять нутромером микрометрического типа
Следует выполнить следующие действия:
- выставить на приборе примерный диаметр необходимого отверстия;
- расположить сферическую головку внутри данной полости, таким образом, чтобы она была расположена под углом в 90 градусов по отношению к продольной оси;
- прижать инструмент сразу к обеим стенкам с помощью барабана и вращающейся трещотки;
- закрутить стопорный винт для закрепления результата и извлечь стержень с наконечником;
- взять полученную величину и приплюсовать к ней длину головки вместе с удлинителем (если он использовался).
Согласитесь, нет ничего сложного и результат получается достаточно точным (даже с учетом погрешности, которая незначительна). Посмотрите, как работает нутромер микрометрический, как пользоваться им: видео поможет закрепить впечатление и наглядно покажет некоторые специфические моменты. Например, лучше слов объяснит, как покачивать прибор в цилиндрических отверстиях. Согласитесь, о специфике перемещения в продольном и одновременно поперечном направлении достаточно сложно рассказывать, а между тем эту операцию необходимо проводить для определения минимума и максимума величин.
Так что ролик в данном случае будет вдвойне полезен – отметет сомнения и заодно покажет, как на практике складывать три значения для получения итогового.
Обратите внимание, условия эксплуатации те же, то есть +15…25 0С при влажности не более 80%
Определение внешнего и внутреннего диаметра трубы с помощью подручных средств
Одним из навыков, необходимых для качественной и быстрой замены труб в домашних условиях, является точное определение их диаметра с помощью подручных средств.
Прежде чем производить измерения, следует понять, в каких единицах они производятся. Общепринято, что диаметр труб всегда измеряется в дюймах (1 дюйм = 2,54 см).
Будь то проблемы с сантехникой или водопроводом в ванной комнате или же неполадки с водоснабжением на кухне, знание о том, как определить диаметр трубы с помощью подручных средств, будет как нельзя кстати.
Конечно же, существуют специальные инструменты для замера, такие как линейка-циркометр, лазерный измеритель и т.д. Но все может быть намного проще.
Прежде чем производить измерения, следует понять, в каких единицах они производятся. Общепринято, что такие значения всегда измеряются в дюймах (1 дюйм = 2,54 см), а типоразмер, например, изделия из стали чаще всего равен 1 или 0,5 дюйма. К слову, диаметры пластиковых, стальных и металлопластиковых деталей разнятся.
Следующим шагом будет выбор измеряемого значения. Наружный – более важный, т.к. именно по нему производится установка резьб и резьбовых соединений. Этот диаметр напрямую зависит от толщины стенок трубы. Размеры толщины стенок определяются разностью внешнего и внутреннего диаметра данной трубы.
Приступая от слов к делу
Чтобы правильно осуществить измерение обоих диаметров, следует учитывать особенности всех способов замера, ведь каждый из них подходит для разных условий.
Одним из методов является измерение окружности детали путем обворачивания ее сантиметровой лентой или рулеткой. Затем полученное значение нужно разделить на число Пи (3,14).
Если доступ к участку детали не затруднен и измерить его можно до монтажа, то наиболее простым способом будет использование линейки или рулетки. Внешний диаметр определяется путем накладывания линейки к самой широкой части трубы и отсчитыванием от первой наружной точки на шкале деления к последней.
Возможны случаи, когда замеры уже указаны в дюймах (импортные поставки). Для перевода в сантиметры размер умножают на 2,54, а для обратного перевода в дюймы – на 0,398.
Существует и другой способ по определению внутреннего диаметра в случае, если труба прямодоступна. Штангенциркулем или линейкой замеряются стенки по срезу, а затем полученное показание вычитают из замеров наружного диаметра и умножают на 2.



Если же прямого доступа к требуемому участку нет? Одним из методов является измерение окружности детали путем обворачивания ее сантиметровой лентой или рулеткой. Затем полученное значение нужно разделить на число Пи (3,14). Таким образом мы можем узнать внешний диаметр трубы. Данный способ подходит также, если длины штангенциркуля или линейки недостаточно.
Существует способ определения внешнего диаметра, исключающий всяческие вычисления, но только для тех деталей, у которых он составляет не более 15 см. Для этого понадобится измерить показания с помощью одного только штангенциркуля, по шкале которого и отсчитываются правильные результаты.
Одним из наиболее неординарных способов является сравнение значений трубы с каким-либо предметом, фотографирование и дальнейшее распознавание измерений. Возьмите линейку или любой предмет, длина которого уже заранее известна (монетка) и поднесите к измеряемому участку, после чего сделайте снимок. Дальнейшее масштабирование на компьютере поможет определить точные размеры внешнего диаметра. Данный способ идеально подойдет, если подобраться к измеряемому участку невозможно или же крайне затруднительно.
Устройство — микрометр
Устройство микрометра видно из фиг. Оптическая схема его подобна схеме винтового окулярного микрометра. Биссектор служит для наведения па объект и на штрихи миллиметровой шкалы, нанесенные на второй ( неподвижной) стеклянной пластинке. Таково устройство микрометров систем Люжалн, Мякишева, Фюсса. В микрометре системы Крылова возможно еще и боковое смешение изображений
Это обстоятельство важно с точки зрения подбора и возможности совмещения наиболее резко видимых точек изображения, напр, вершин мачт со срезом башен ( фиг.
| Измерение детали микрометром. |
Из приведенного описания устройства микрометра видно, что точность отсчета по микрометру равна 0 01 мм.
| Схема пневматического динамометра. |
В остальном устройство аналогично устройству пневматического микрометра.
Измерение внутренних диаметров резьбы болта может быть произведено резьбовым микрометром, устройство которого сходно с устройством обыкновенного микрометра, только вместо гладких наконечников он снабжен специальными вставками, позволяющими измерять внутренний и средний диаметры болта. Резьбовые вставки делают сменными в зависимости от шага проверяемой резьбы. Для измерения внутреннего диаметра резьбы болта применяют две призматические вставки такой формы, чтобы вершины их касались впадин резьбы.
Измерение внутреннего диаметра болта может быть произведено резьбовым микрометром, который имеет устройство, сходное с устройством обыкновенного микрометра, только вместо обычных гладких наконечников он снабжен специальными вставками, при помощи которых можно измерить внутренний и средний диаметры болта. Резьбовые вставки делают сменными в зависимости от шага проверяемой резьбы.
Измерение внутренних диаметров резьбы болта может быть произведено резьбовым микрометром, который имеет устройство, сходное с устройством обыкновенного микрометра, только вместо обычных гладких наконечников он снабжен специальными вставками, с помощью которых можно измерить внутренний и средний диаметры болта. Резьбовые вставки делают сменными в зависимости от шага проверяемой резьбы. Для измерения внутреннего диаметра резьбы болта применяют две призматические вставки такой формы, чтобы вершины их касались впадин резьбы.
| Микрометр со вставками.| Микрометр рычажный. |
Микрометрический штихмас ( рис. 29) предназначен для измерения внутренних размеров, его устройство принципиально не отличается от устройства микрометра.
Внутренний диаметр болта может быть измерен резьбовым микрометром ( рис. 27), снабженным устройством, сходным с устройством обыкновенного микрометра, только вместо обычных гладких наконечников он имеет специальные вставки, при помощи которых можно измерять внутренний и средний диаметры болта. Резьбовые вставки изготовляются сменными в зависимости от шага проверяемой резьбы.
| Микрометрический глубиномер. |
Резьбовой микрометр предназначен для измерения среднего диаметра резьбы винтов. Устройство резьбового микрометра аналогично устройству микрометра для наружных измерений и отличается от него только конструкцией пяты и наличием отверстия в микрометрическом винте. В отверстие винта вставляется конусный наконечник, а в прорезь пяты — призматический наконечник. Комплект наконечников позволяет измерять метрические резьбы с шагом от 0 4 до 6 мм. Для измерения дюймовых и трапецеидальных резьб применяются специальные наборы наконечников.
Для измерения внутренних размеров с точностью до 0 01 мм применяются микрометрические штихмасы. Устройство их сходно с устройством микрометра для наружных измерений.





