
Состав электролитов для МДО.
Состав электролита при МДО, наряду с материалом подложки, режимом и временем обработки, является определяющим фактором процесса.
Для МДО используют электролиты:
• не имеющие компонентов, образующих нерастворимые оксиды: растворы серной, фосфорной кислоты, щелочи. Покрытия, образующиеся в таких электролитах, углубляются в металл за счет его окисления. • в которых содержатся катионы или анионы, образующие нерастворимые оксиды и продукты гидролиза: алюминатные и силикатно-щелочные растворы, а также растворы, содержащие растворимые фосфаты, гидрокарбонаты и молибдаты). После термолиза эти компоненты электролита в зоне разряда входят в состав покрытия и дают дополнительный прирост размеров детали после образования оксидного слоя.
Применяемые режимы МДО различаются по:
• типу тока (постоянного, переменного тока, переменный ток, наложенный на постоянный); • полярности приложенного напряжения; • изменению электрических параметров (гальваностатический, гальванодинамический, потенциостатический, потенциодинамический, режимы постоянной или падающей мощности);• характеру разряда (искровой, микродуговой, дуговой, дуговой электрофорез); • степени управления (ручной, полуавтоматический, автоматический).
Напряжение на ванне составляет 600-1000 В, плотность тока – до 30 А/дм2, удельное потребление мощности достигает 11000-30000 Вт/дм2. Для сравнения, при анодировании выходное напряжение находится в диапазоне 12-180 В (большие значения используются крайне редко), плотность тока 0,5-2 А/дм2, удельное потребление мощности всего 6-360 Вт/дм2. Химическое же оксидирование ведется вообще без тока.
Перед нанесением покрытия не требуется особой подготовки поверхности.
На практике процесс микродугового оксидирования ведется, в основном, в слабощелочных электролитах при подаче импульсного или переменного тока.
В чем заключается метод оксидации
Большинство металлических веществ вступает в активную фазу с различными химикатами. В ряде случаев она происходит с выделением стороннего вещества, которое может стать защитой для основного изделия. В рассматриваемом способе возникает оксидная пленка после нанесения на поверхность специального раствора.

Жидкость под влиянием окислительно-восстановительной реакции приводит к созданию верхнего слоя, который увеличивает коррозийную стойкость, а также декорирует плоскость.
Следует отметить, что разновидностей процесса несколько, они выбираются в зависимости от того, какого эффекта нужно добиться, а также – какой материал подвергается обработке. Посмотрим более внимательно за видами.
Процесс оксидирования черных и цветных металлов
Оксидирование — это процесс получения на поверхности обрабатываемого металла (обработке подвержены черные и цветные металлы) пленки, состоящей в основном из оксидов самого металла. Результатом такой обработки является повышенная коррозионная стойкость, улучшенные декоративные и специальные свойства. Оксидирование может быть химическим, электрохимическим, термическим и термохимическим.
Детали после оксидирования
При оксидировании черных металлов – воронении, на поверхности образуется темная пленка, состоящая в основном из магнитного окисла Fe3O4 толщиной примерно 2-3 мкм. Цвет такой пленки зависит от технологии оксидирования, толщины пленки, а также марки материала. При оксидировании черных металлов и сплавов наиболее распространен метод химического оксидирования в щелочных или кислых растворах.
Щелочные растворы состоят в основном из щелочи и окислителей – нитратов и нитритов натрия или калия, а также специальных добавок. Часто используется оксидирование в несколько стадий (в основном в 3 стадии), что значительно повышает защитные и декоративные свойства покрытия (насыщенный черный цвет).
При оксидировании в кислых растворах получают оксидно-фосфатные темно-серые покрытия. Это промежуточный процесс, находящийся на стыке оксидирования и фосфатирования. Растворы для данного процесса содержат первичные фосфаты железа, цинка и ортофосфорную кислоту, а также окислители – нитраты бария, кальция, пироксид марганца. Оксидно-фосфатные покрытия обладают рядом преимуществ перед оксидными, полученными в щелочных растворах: антикоррозионные свойства выше в 2-3 раза, время процесса обработки снижено в 3 раза, механическая прочность пленки значительно увеличена, антифрикционные характеристики увеличены, термостойкость также выше. Недостатками такого процесса является низкая стабильность раствора и низкие декоративные качества пленок.
Цвет получаемых в процессе оксидирования окисных пленок: золотисто-желтый фиолетовый, темно-серый, черный с синим отливом и просто черный цвет.
Состав раствора и режим оксидирования черных металлов:
- Каустическая сода – 650-700 г/л.
- Нитрит натрия – 250 г/л.
- Нитрат натрия – 150-200 г/л.
- Температура – 135-1450С.
- Продолжительность оксидирования углеродистых сталей – 1,5 ч.
- Продолжительность оксидирования легированных и высокоуглеродистых сталей – 2-2,5 ч.
При приготовлении раствора для оксидирования следует избегать одновременной загрузки крупных порций каустической соды, твердые куски необходимо дробить на малые части и погружать в раствор в сетчатых корзинах. Корректировка раствора в процессе оксидирования необходима из-за того, что часть раствора уносится из ванны на поверхности извлекаемых деталей, часть раствора выкипает. В раствор доливают воду до исходного уровня и контролируют температуру кипения. Снижение температуры кипения раствора указывает на понижение концентрации раствора, повышение – на повышение концентрации.

![Оксидирование металла [химическое, анодное, микродуговое, цветное]](https://molibden-wolfram.ru/wp-content/uploads/b/4/b/b4b0968f30de2a811432b66a7dfc762c.jpeg)



Перед оксидированием (воронением) поверхность деталей обезжиривают в щелочном растворе и тщательно промывают в теплой воде. Затем детали декапируют в 5-10% растворе серной кислоты в течение 0,5-1 минуты и промывают в проточной холодной воде.
Загружать детали в ванну необходимо медленно и осторожно – возможно разбрызгивание горячего раствора. В процессе раствор должен свободно покрывать всю поверхность деталей и все время кипеть
Каждые полчаса изделия извлекают из ванны и ополаскивают в холодной воде, затем опять погружают в ванну. Мелкие детали и метизы для оксидирования загружают в корзинки, изготовленные из перфорированного металлического листа.
В процессе оксидирования могут возникать следующие отклонения:
Неоднородность оттенков окисной пленки на поверхности деталей указывает на недостаточное время выдержки.
Налет похожий на ржавчину на поверхности деталей возникает из-за недостаточной концентрации окислителя – нитрита натрия.
Образование зеленоватого налета свидетельствует о недостатке в растворе каустической соды.
Пятна разного цвета и отсутствие окисной пленки на отдельных участках свидетельствует о некачественной обработке поверхности деталей. Если проблема возникает при оксидировании метизов – необходимо усилить встряхивания (встряхивать 2-3 раза во время процесса).
Полное отсутствие окисной пленки свидетельствует о высокой концентрации раствора и соответственно высокой температуры кипения раствора
Необходимо осторожно, при перемешивании разбавить раствор водой, доводя температуру кипения до 1400С.
Оксидирование своими руками
Делать защитное покрытие в домашних условиях проще всего по старинному рецепту. Для этого стальной предмет следует очистить от всех видов загрязнений, протравить в слабом растворе кислоты. Любое оставшееся пятно будет препятствовать процессу оксидирования стали.
- Нагреть конструкционную сталь до 300 ⁰C. Легированные и углеродистые стали требуют более высоких температур. Чем больше легирующих элементов, тем сильнее следует греть.
- Опустить горячую заготовку в льняное масло на 8–18 минут.
- Для получения плотного слоя, надежно защищающего сталь от ржавчины, и создания изоляционного слоя, процедуру следует повторить 4–6 раз.
Каленые стали при нагреве до температуры выше 300 ⁰C могут отпуститься – стать мягче. Поэтому металл после закалки греют индуктором токами ТВЧ до 250–280 ⁰C. Если нет возможности нагреть только поверхность заготовки, температуру снижают до 220–250 °C, увеличив количество нагревов и погружений.
Оксидирование стали – интересный процесс. С его помощью можно самостоятельно защитить от коррозии небольшие изделия, крепеж в автомобиле и других устройствах.
Какой метод больше всего понравился нашим читателям и что они готовы применить на практике? Нам интересно ваше мнение.
Поиск записей с помощью фильтра:
Снятие анодных покрытий
Удалить некачественное анодное покрытие можно только со всей поверхности изделия, частичное восстановление пленки в большинстве случаев невозможно. Покрытие, как правило снимают в растворах, содержащих едкие щелочи. Процесс проходит под строгим контролем основных режимов, т. к. такие растворы обладают высокой степенью воздействия на основной металл. Классическим и менее всего воздействующим на поверхность алюминия признают раствор, содержащий 35 мл/л фосфорной кислоты и 20 г/мл хромовой кислоты. Обработка проходит в течение 1-10 мин, в зависимости от толщины пленки при температуре 95-100С. для снятия твердых анодных покрытий используют указанный раствор с повышенной два раза концентрацией, при этом поверхность алюминиевых сплавов, содержащих медь может окрашиваться в серый или черный цвет.
Повторная обработка изделий после удаления анодной пленки возможна после оценки состояния поверхности изделия, если чистота поверхности достаточна для нанесения покрытия и полирование не требуется, можно приступать к процессу незамедлительно.
Следует отметить, что при обработке деталей для которых необходимо точное соблюдение первоначальных размеров потребуется повторное анодирование с нанесением пленки большей толщины, чем была первоначально. Это связано с тем, что при снятии и повторном нанесении покрытия потери могут составлять от половина до двух третей первоначальной толщины пленки.
|
Оксидирование металла

Оксидирование представляет собой особый вид процедуры покрытия металлического материала оксидной пленкой. В результате данного процесса на металлической поверхности появляется тонкая пленка, которая выполняет барьерную функцию. Она защищает материала от попадания воздуха и влаги.









Оксидирование металла является одним из самых действенных методов для его защиты от образования на поверхности ржавчины. Пленка покрывает его достаточно плотным слоем. После проведения процедуры все процессы окисления металла полностью прекращаются. В итоге изделия, которые обработаны методом оксидирования, служат дольше и сохраняют свои привлекательные внешние качества на долгие годы.
Данная процедура обработки разных видов изделий применяется не только для того, чтобы защитить металлические изделия от коррозии. Данная ее функция известна многим. Однако в некоторых ситуациях она используется для того, чтобы придать металлическому изделию декоративные качества.
Сегодня процедуре оксидирования подвергаются многие виды металлов.
В связи с этим выделяют:
Оксидирование алюминия
Данная процедура встречается достаточно частою. Для нее используется:
В результате после обработки металл получает небольшой слой оксидной пленки, которая обладает отличными защитными качествами.
Сама процедура не отнимает много времени. Она проводится после предварительной подготовки металла. Его поверхность должна быть чистой и обезжиренной, чтобы оксидная пленка имела лучшее сцепление с алюминием.
Для алюминия применяется еще технология под название цветное оксидирование алюминия. Благодаря этому на поверхности металла образуется пленка определенного цвета. Этот процесс носит декоративный характер. Эффект от этого метода длится достаточно продолжительный период времени.
Оксидирование стали

Сегодня не редко проводится оксидирование стальных изделий. Они являются подверженными образованию коррозийной пленки.
Химическое оксидирование стали
Для обработки стального материала применяется химический вид оксидирования. Он заключается в том, что сталь погружается в специально приготовленный кислый раствор, который способствует образованию на поверхности стали оксидную пленку. Она обладает небольшой толщиной. Однако у нее высокий уровень прочности.
Перед тем, как металл будет обработан оксидирующим веществом, его тщательным образом подготавливают. Для этого используются специальные средства для удаления загрязнений и жирной пленки.
Оксидирование титана
Как известно такой металл, как титан и его сплавы обладают низким уровнем износостойкости. Для того чтобы металл приобрел прочность и твердость применяются разные методы. Одним из них является оксидирование. Благодаря нему на поверхности металла появляется защитная пленка, которая увеличивает прочность титана в разы.
Таблица 1. Оксидирование металла — подготовка поверхности.
| Состав и режим | Номер раствора | ||
| 1 | 2 | 3 | |
| Состав, массовая доля, % | |||
| серная кислота (плотность 1,8 г/см3) | — | 90—92 | 20—30 |
| азотная кислота (плотность 1,4 г/см3) | 95-97 | 5-6 | 40—60 |
| фтористоводородная кислота или ее соли | 3-5 | 0,5—1 | 10—12 |
| Рабочая температура, К | 290—300 | 290—300 | 290—300 |
| Выдержка, мин | 0,1—0,2 | 1—2 | 0,2—0,3 |
Как почернить алюминий в домашних условиях — Металлы, оборудование, инструкции
Сущностью процесса анодирования является наращивание оксидного покрытия, которое на алюминии и его сплавах выполняет защитную функцию от воздействий среды. Другое название – анодное оксидирование. Кроме того, оксидирование применяют для повышения эстетичности внешнего вида изделий.
Устраняются поверхностные дефекты– небольшие царапины, мелкие сколы. Можно имитировать покрытие драгоценными металлами или повысить адгезивные свойства. Покрытие можно наносить не только на производстве, но и дома.
Анодирование алюминия в домашних условиях пользуется большой популярностью у домашних умельцев. В изделиях, подвергнутых анодному оксидированию, повышается стойкость защитного покрытия.
Анодирование алюминия
Общие сведения о технологии анодирования
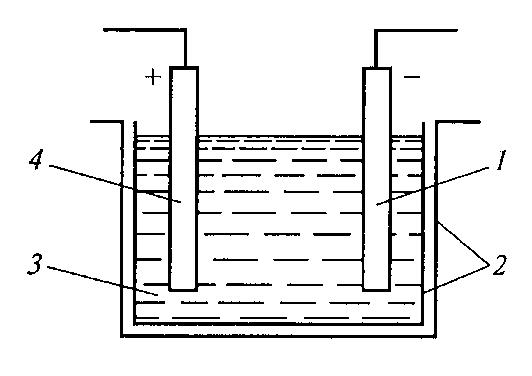
Технология анодирования алюминия схожа с гальванической обработкой. Оседание ионов оксидов раствора на заготовке происходит в жидком электролите при высоких или низких температурах. Использование нагретого раствора возможно в промышленных установках, где есть возможность тщательного контроля и регулирования напряжения и силы тока в автоматическом режиме.
В домашних условиях обычно пользуются холодным методом. Данный способ достаточно прост, не требует постоянного контроля, а оборудование и расходные материалы — доступны. Для приготовления раствора можно использовать электролит, применяемый в свинцовых автомобильных аккумуляторах. Он продается в каждом автомагазине.







Высокая прочность защитной оксидной пленки зависит от ее толщины, которая в домашних условиях получается при обработке в холодном растворе. Наращивание производится ступенчатым регулированием рабочего тока.
Результат анодирования алюминияЧерное анодирование алюминия
Оксидирование алюминия в черный цвет относится к цветному анодированию. Черный цвет получают в два этапа.
Черный алюминий широко используется в строительстве и отделке.
Подготовка электролита
Растворы кислот считаются небезопасными реактивами, поэтому для проведения анодирования алюминия в домашних условиях прибегают к другому типу раствора. Для его приготовления используют соль и соду, которые всегда есть под рукой.
Для приготовления электролита берут две пластмассовые емкости. В них наводят солевой и содовый составы, соблюдая пропорцию: на порцию соли или соды 9 порций дистиллированной воды.
Анодирование в домашних условиях
После растворения компонентов раствор выдерживается с целью оседания не растворившихся частиц на дно. При переливании в емкость для анодирования его необходимо процедить.
Способы анодирования алюминия
Разработано несколько способов обработки алюминиевых сплавов, но широкое применение нашел химический способ в среде электролита. Для получения раствора используют кислоты:
- серную;
- хромовую;
- щавелевую;
- сульфосалициловую.
Для придания дополнительных свойств в раствор добавляют соли или органические кислоты. В домашних условиях в основном используют серную кислоту, но при обработке деталей сложной конфигурации предпочтительнее использовать хромовую кислоту.
Процесс происходит при температурах от 0°С до 50°С. При низких температурах на поверхности алюминия образуется твердое покрытие. При повышении температуры процесс протекает значительно быстрее, но покрытие обладает высокой мягкостью и пористостью.
Технология твердого анодирования алюминия
Кроме химического метода в некоторых случаях используются следующие методы анодирования алюминия:
- микродуговое;
- цветное:
- адсорбцией;
- опусканием в электролит;
- опусканием в красящий раствор;
- гальваникой;
- интерферентное;
- интегральное.
Теплое анодирование
Способ теплого анодирования используется для получения основы под покраску. Покрытие пористое, но за счет этого обладает высокой адгезией. Нанесенная сверху эпоксидная краска надежно защитит алюминий от внешних воздействий.
Недостатком считается низкая механическая прочность и коррозионная стойкость покрытия. Оно разрушается при контакте с морской водой и активными металлами. Данный способ можно произвести в домашних условиях.
Процесс протекает при комнатной температуре или выше (не более 50°С). После обезжиривания заготовки устанавливаются на подвесе, который удерживает их в растворе электролита.
Анодирование продолжается до тех пор, пока на поверхности не появится покрытие молочного цвета. После снятия напряжения заготовки промываются в холодной воде. Затем детали подлежат окрашиванию. Красят их путем помещения в емкость с горячим красителем. После чего полученный результат закрепляют на протяжении 1 часа.
Технология оксидирования титана
Оксидирование титана обязательная необходимость по причине низкой износостойкости данного типа металла.
Получение оксидной пленки позволяет титановым изделиям приобрести химическую прочность, повысить фрикционные характеристики материала и изменить цвет поверхностного покрытия.
Анодное оксидирование титана предусматривает использование щавелевой, хромовой и прочих кислот или их смесей, а также иных добавок.
Черная оксидная пленка способствует упрочнению поверхностной структуры титановых изделий, является результатом применения технологии анодирования 18-ти % раствором серной кислотой.
В зависимости от режима обработки, защитная пленка приобретает определенную толщину.
Видео:



Например, если процесс выполняется при температуре 800С, плотность анодного тока составляет 0,5 Ампер с продолжительность обработки в течение 8 часов, пленочный слой будет составлять около 2,5 микрон.
При анодировании в режиме: 100ºС, продолжительность – 2 часа, плотность тока – 1 Ампер – толщина пленки будет равняться 1 микрону.
Суть и назначение технологии
В своей основе оксидирование стали имеет окислительно-восстановительную реакцию металла при его взаимодействии с кислородом воздуха, электролитом или специальными кислотно-щелочными растворами. В результате на поверхности детали образуется защитная пленка, повышающая технические характеристики металла:
- увеличивает твердость;
- снижает образование задиров;
- повышает способность деталей к прирабатыванию;
- увеличивает срок службы;
- создает декоративное покрытие.
Покрытие оксидной пленкой применяют для различных материалов. В ювелирной промышленности и при создании бижутерии используют оксидирование многих металлов:
- серебра;
- алюминия;
- меди;
- титана;
- латуни;
- бронзы.
Сущность обработки – в увеличении прочности и придании дополнительной декоративности. Изделия из серебра хорошо держат форму. Это позволяет создавать украшения с острыми углами и тонким орнаментом. С помощью оксидов создается патина, имитирующая старину, и другие эффекты.

В зависимости от характеристик и свойств металла используют различные технологии создания сложных окислов на поверхности.
К положительным качествам оксидирования относится его распределение по поверхности тонкой пленкой в несколько микрон – тысячных долей миллиметра. При этом не меняются размеры деталей и посадочных мест сверху и на поверхности.
В чем заключается метод оксидации
Большинство металлических веществ вступает в активную фазу с различными химикатами. В ряде случаев она происходит с выделением стороннего вещества, которое может стать защитой для основного изделия. В рассматриваемом способе возникает оксидная пленка после нанесения на поверхность специального раствора.

Жидкость под влиянием окислительно-восстановительной реакции приводит к созданию верхнего слоя, который увеличивает коррозийную стойкость, а также декорирует плоскость.
Следует отметить, что разновидностей процесса несколько, они выбираются в зависимости от того, какого эффекта нужно добиться, а также – какой материал подвергается обработке. Посмотрим более внимательно за видами.
Выберите регион
Россия
- Алтайский край
- Белгородская область
- Брянская область
- Владимирская область
- Волгоградская область
- Вологодская область
- Воронежская область
- Ивановская область
- Иркутская область
- Кабардино-Балкарская Республика
- Калужская область
- Кемеровская область
- Кировская область
- Костромская область
- Краснодарский край
- Красноярский край
- Курганская область
- Курская область
- Ленинградская область
- Липецкая область
- Московская область
- Нижегородская область
- Новгородская область
- Новосибирская область
- Омская область
- Оренбургская область
- Орловская область
- Пензенская область
- Пермский край
- Приморский край
- Псковская область
- Республика Адыгея
- Республика Башкортостан
- Республика Дагестан
- Республика Карелия
- Республика Коми
- Республика Крым
- Республика Марий Эл
- Республика Мордовия
- Республика Татарстан
- Республика Хакасия
- Ростовская область
- Рязанская область
- Самарская область
- Саратовская область
- Свердловская область
- Смоленская область
- Ставропольский край
- Тамбовская область
- Тверская область
- Томская область
- Тульская область
- Тюменская область
- Удмуртская Республика
- Ульяновская область
- Ханты-Мансийский АО — Югра
- Челябинская область
- Чувашская Республика
- Ярославская область
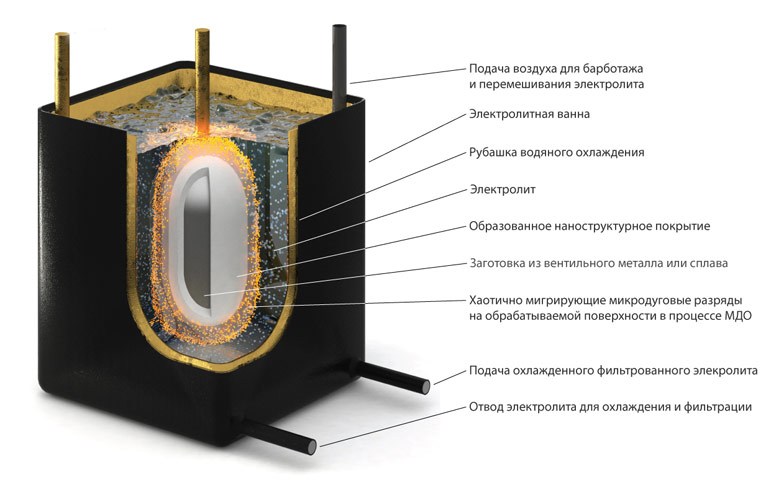
Общие сведения о микродуговом оксидировании алюминия (МДО).
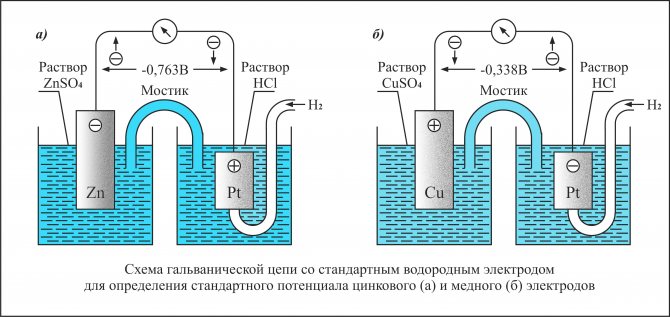
На сегодняшний день одним из самых востребованных конструкционных материалов является алюминий. Он отличается одновременно своей лёгкостью, прочностью, электро- и теплопроводностью, коррозионной стойкостью. Под воздействием кислорода воздуха или других окислителей алюминий легко пассивируется – на его поверхности возникает естественная оксидная пленка (Al2O3) толщиной 0,002-0,005 мкм. Пассивная пленка значительно тормозит коррозионные процессы на алюминии в атмосферных условиях, несмотря на то, что сам по себе он является весьма активным металлом.
Al2O3 стоек в нейтральных и слабокислых растворах, обладает выраженными диэлектрическими свойствами и является одним из самых твердых соединений в природе. Недостатком естественной защиты алюминия является малая толщина пассивной пленки. По этой причине она не обеспечивает ему должную стойкость ни против коррозии в агрессивных средах, ни против истирания.
Для улучшения этих параметров толщину оксидной пленки необходимо искусственно увеличивать. Этот процесс называется оксидированием.
Оксидирование металлов, в принципе, проводят термическим, химическим, анодным и микродуговым методами.
Для алюминия применяют последние три способа оксидирования:
• Химическое оксидирование существенно проигрывает анодному и микродуговому по эксплуатационным характеристикам, но является самым простым и дешевым.
• Хорошие результаты можно получить при анодном оксидировании (самый распространенный способ).
• Наилучшие же покрытия получаются при МДО, но это одновременно и самый дорогой, сложный и энергоемкий процесс.
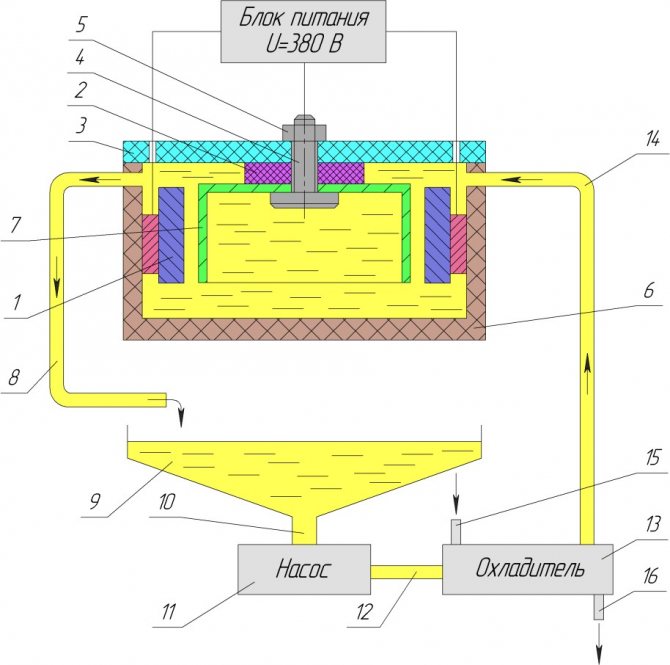
МДО является относительно новым методом модификации поверхности алюминия. Его разработали в Институте неорганической химии СО РАН в 1969 году под руководством Г.А. Маркова. МДО позволяет наносить сверхпрочные оксидные покрытия с уникальными защитными, электроизоляционными, декоративными свойствами. По внешнему виду покрытие, полученное микродуговым способом, очень похоже на керамику. Процесс применим не только к алюминию, но и к другим металлам вентильной группы, таким как Ti, Zr, Mg, Ta, Be.


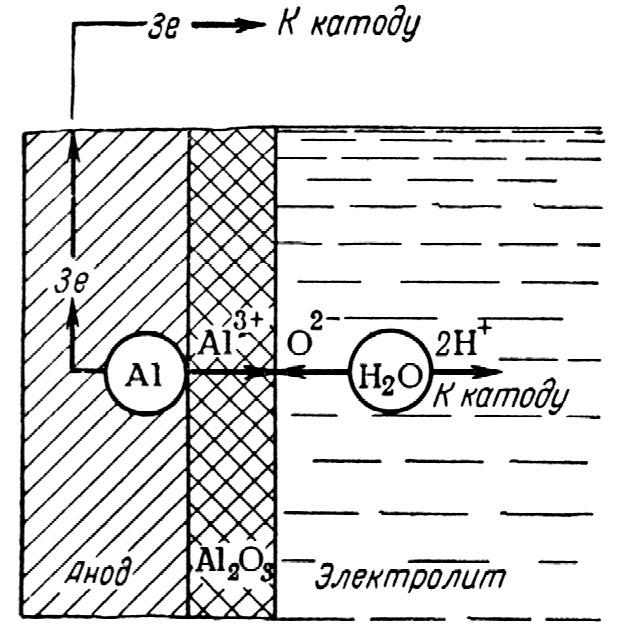

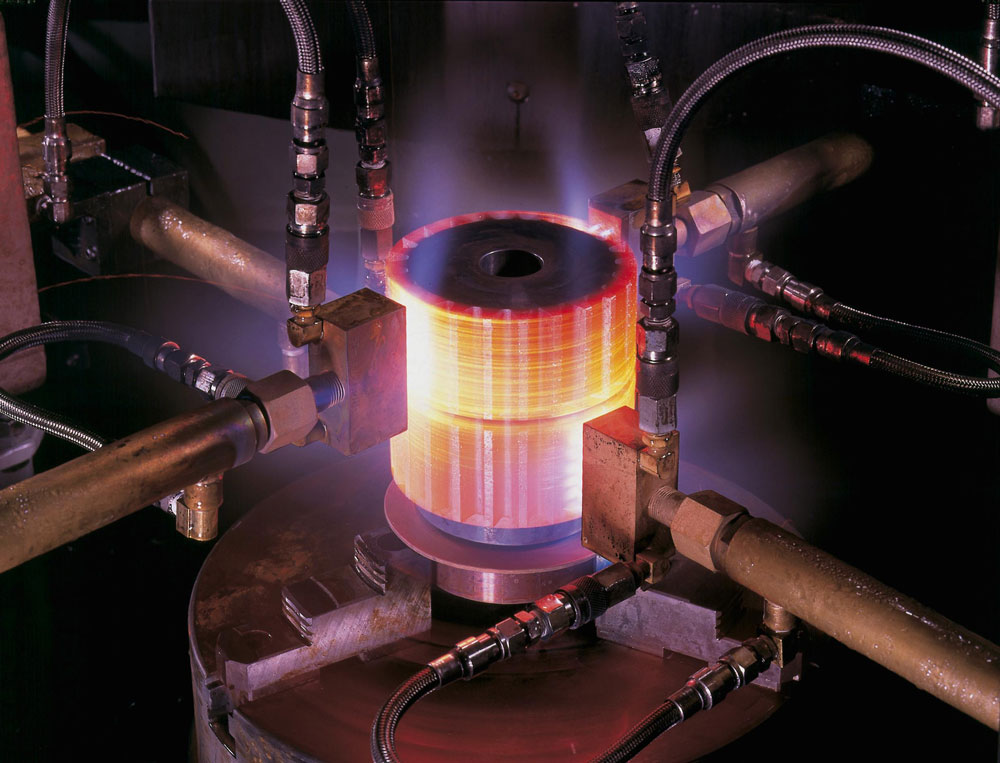


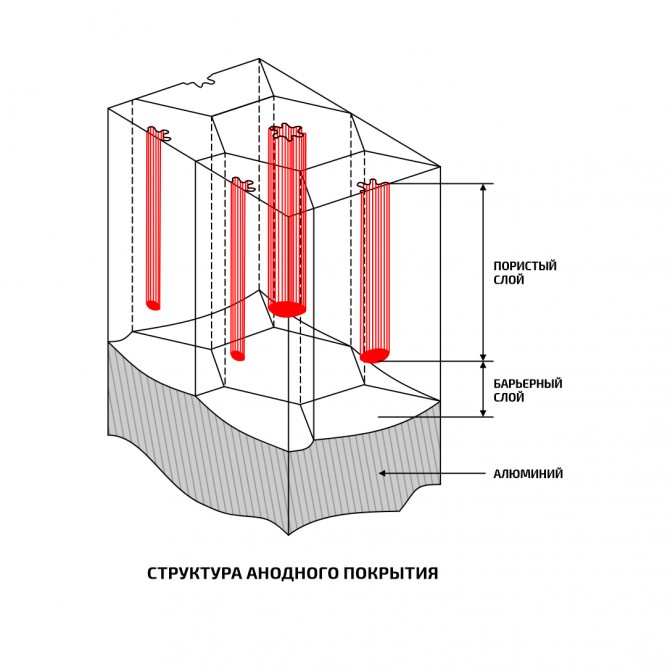
МДО выполняется в растворе электролита под током, также как и анодирование, но отличается от него использованием значительно большего напряжения и электрического тока высокой плотности. При прохождении такого тока через границу металл-электролит на поверхности детали появляются хаотичные микроплазменные разряды с высокими температурами, что внешне выглядит как светящийся ореол. Эти микроразряды оказывают на покрытие и электролит плазмохимическое и термическое воздействие. В месте разряда формируется пленка из окисленных форм металла-основы и компонентов электролита. Получать покрытия с разной толщиной, пористостью и свойствами можно, выбрав нужный режим оксидирования и состав электролита.





