
Техника сварки покрытыми
Сварка деталей из алюминия инвертором проводятся с использованием тока обратной полярности, в нижнем сварочном положении. Это обуславливается высокой текучестью расплава и необходимостью поддерживать высокую скорость движения электрода
Электрод следует подносить перпендикулярно линии шва либо с небольшим наклоном назад. Траектория движения- прямая, без поперечных качаний.
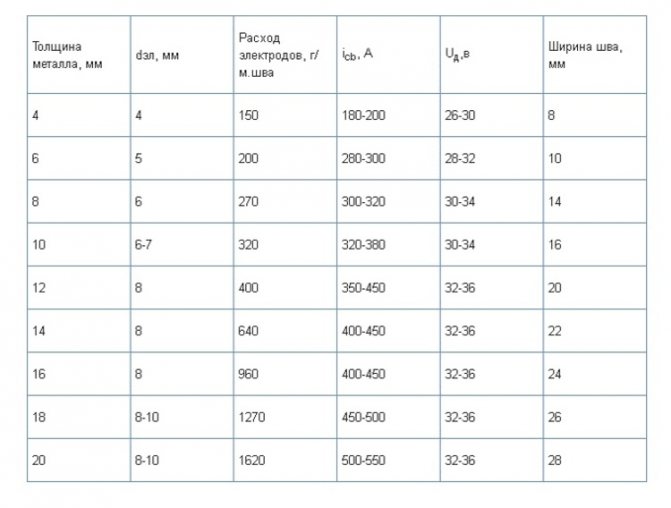
Рабочие режимы для сварки алюминиевых деталей разной толщины.
Содержащиеся в составе обмазки вещества повышают сопротивление материала сварочной ванны прохождению тока, это осложняет повторный розжиг электродуги.
Если дуга погасла, следует снять слой шлака с кратера и с кончика стержня, отступить на 1 см назад. Остаток шва и кратер должны вариться повторно, чтобы не возникла пористость.
По окончании шва его поверхность зачищается от шлаков и промывается водой.
Сложности при сварке изделий из алюминия
Выполненные из алюминия детали покрыты оксидной пленкой, которая обладает высокой температурой плавления – 2000 градусов Цельсия. В то время как сам металл плавится уже при 600 градусах. Поэтому перед началом работ пленку нужно удалить: химическим или механическим путем. Стоит помнить, что сваривать алюминий следует начинать сразу после удаления тугоплавкой пленки, чтобы избежать повторного окисления поверхности – это происходит при контакте металла с содержащимся в воздухе кислородом.
Дополнительные сложности создает тот факт, что при нагревании цвет металла не меняется. Поэтому сложно контролировать, чтобы сварной шов был одного размера на всем участке. Свариваемая конструкция может изменить форму из-за низкого значения модуля упругости. По этой же причине при остывании изделия в районе сварочной ванны могут образовываться микротрещины.
Зная об этих сложностях, можно самостоятельно сварить алюминий инвертором, не прибегая к помощи специалистов.
Требования к сварке
Сваривать алюминий необходимо строго следуя следующим правилам:
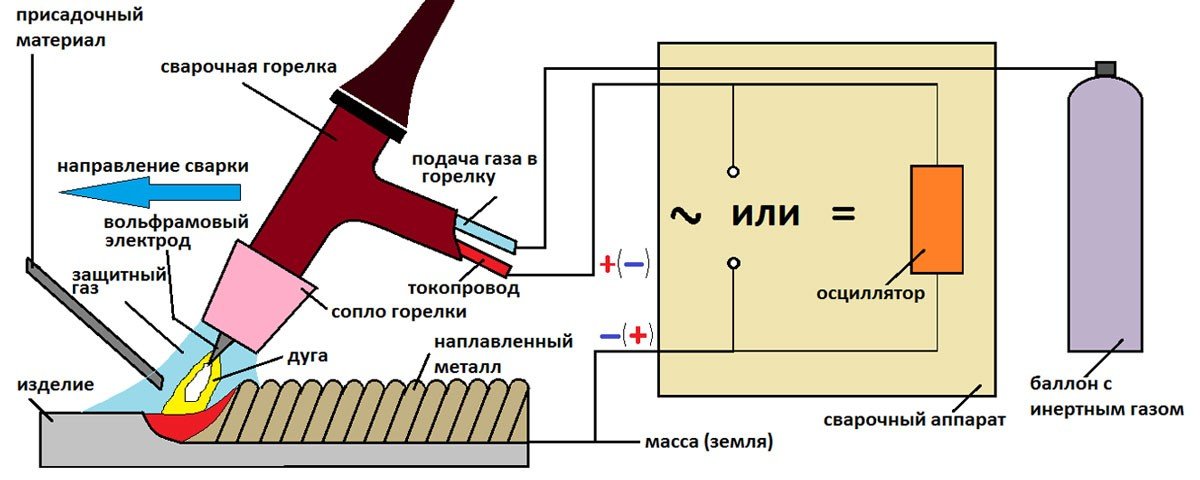
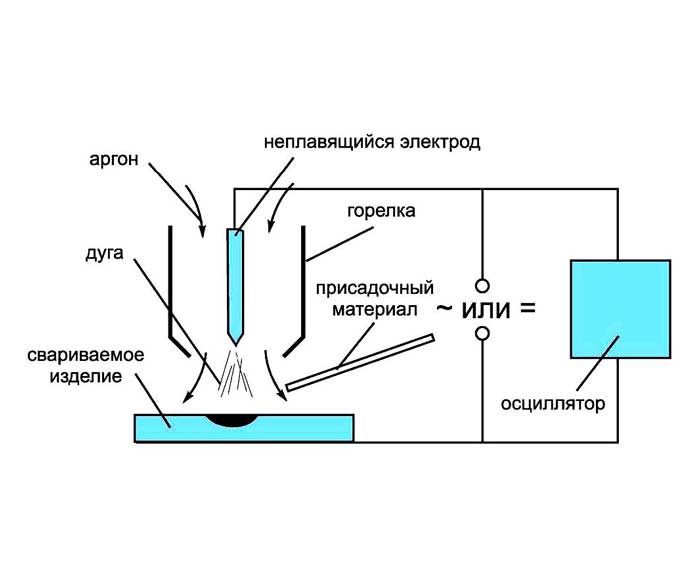
- Сварка производится только под защитой, которую обеспечивают инертные газы. Как правило, используется аргона и его смесь с гелием. Соответственно, инверторный аппарат необходимо оснастить оборудованием аргонодуговой сварки.
- Использовать лучше вольфрамовые электроды для алюминия – они не плавятся. В процессе работы нужно периодически счищать с них окислы, иначе качество шва ухудшится.
- Работы производятся при помощи переменного электрического тока, силу которого устанавливают больше, чем при работе со стальными изделиями.
- Чтобы сварной шов не деформировался из-за перепада температур, необходимо прогреть рабочую поверхность перед сваркой.
- Присадочные электроды для алюминия предварительно прогревают, помещая их в муфельную печь.
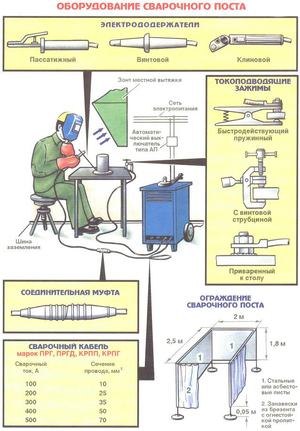
Оборудование для работы
Для сварки алюминиевых или изготовленных из сплавов алюминия заготовок могут использоваться  аппараты инверторного типа, отличающиеся по производительности и степени автоматизации процессов работы. Если нет возможности приобрести полуавтомат, можно установить приставку к инвертору, которая будет генерировать переменный ток. Это позволит эффективно работать.
аппараты инверторного типа, отличающиеся по производительности и степени автоматизации процессов работы. Если нет возможности приобрести полуавтомат, можно установить приставку к инвертору, которая будет генерировать переменный ток. Это позволит эффективно работать.
В случае, когда производится сварка алюминия инвертором типа «TIG», используются неплавящиеся вольфрамовые электроды и присадочная проволока диаметром 2-5 мм нескольких маркировок: АО, АД и АК. В ней содержится большое количество присадок сплавов магния.
Также в работе можно использовать следующие электроды для сварки алюминия инвертором: российские марок ОЗА, ОЗР ОЗАНА; либо импортные образцы марок ОК 96.20, ОК 96.40, Kobatek-213.
Проволока для полуавтоматических сварочных инверторов для алюминия обладает диаметром 0,8-1 мм. Она выпускается в катушках, вес которых составляет полкилограмма. Оптимально использовать проволоку, изготовленную из литий-кремниевого сплава двух марок – ER 4043 и ER 5356. Либо марки проволоки из сплава магния с алюминием – Св-АК 5 или Св-АМг 5.
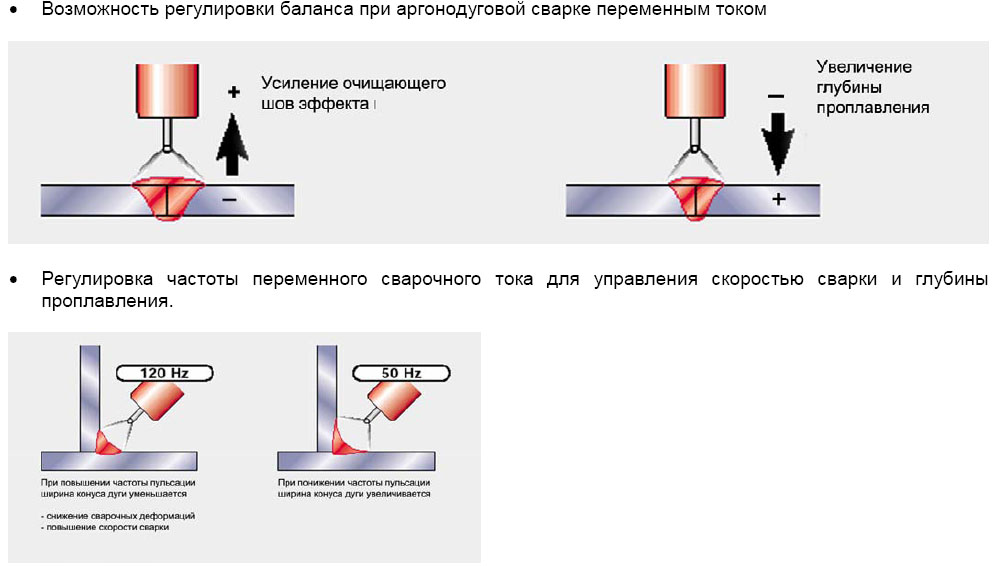
Аргонодуговой метод (AC TIG) сваривания алюминиевых деталей в основном используется при тщательной сварке. В результате не образуется пор и грубых швов. Переменный ток позволяет расплавить тугоплавкий оксидный слой на поверхности материала и создать сварочную ванну, которая необходима для соединения элементов конструкции. При использовании аппарата такого типа можно ремонтировать тонкостенные изделия из чистого металла и его сплавов. Однако, он довольно чувствителен к загрязнению используемых электродов – по этой причине их очистку нужно производить своевременно.
Популярные способы
Сварка в условиях дома выполняется не только простым способом ММА, но и некоторыми другими.
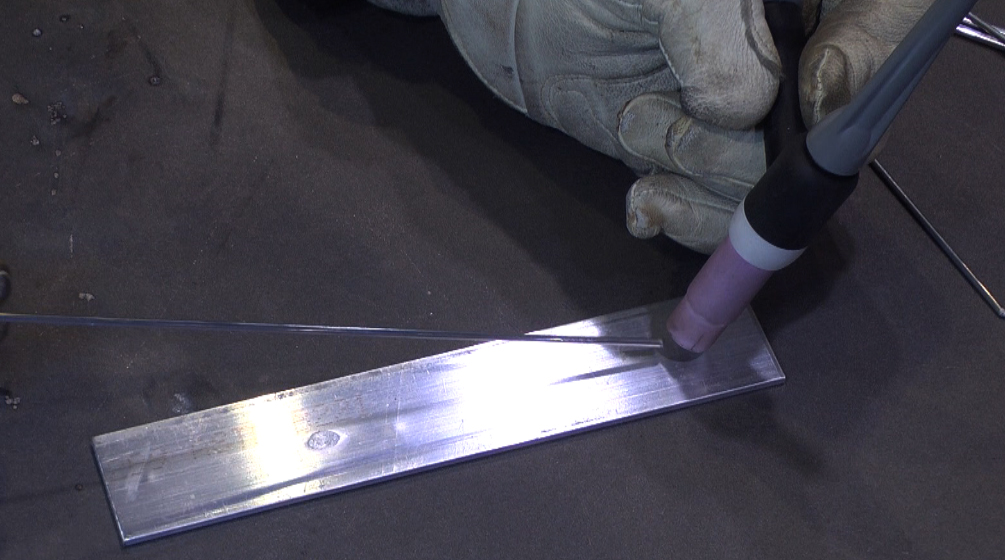
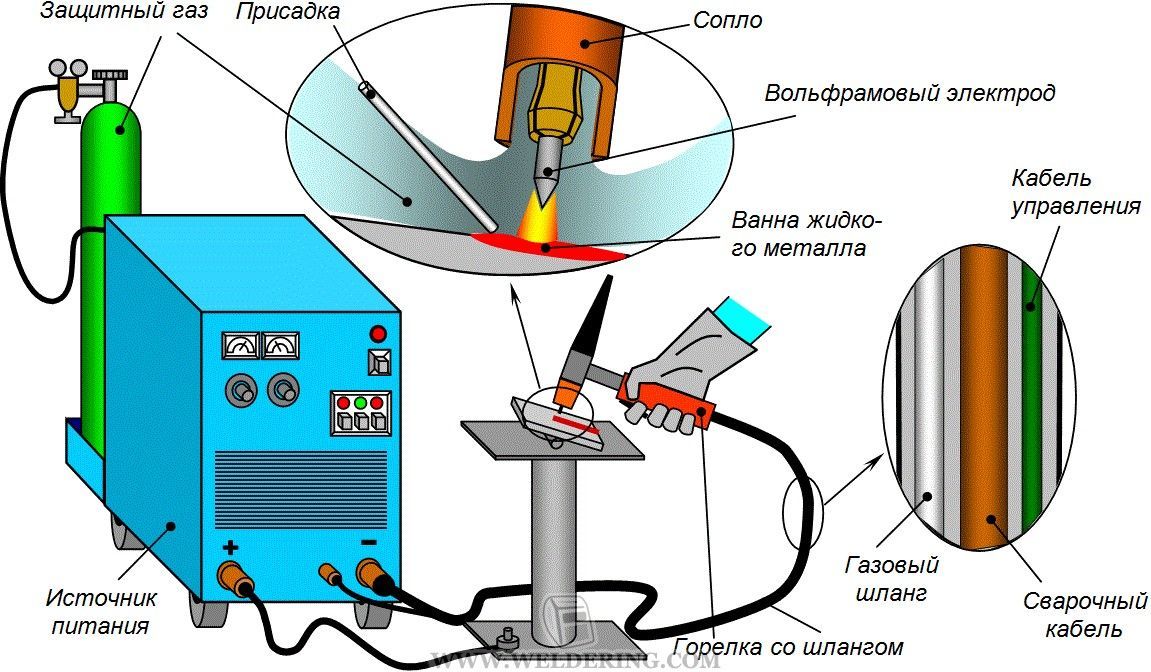
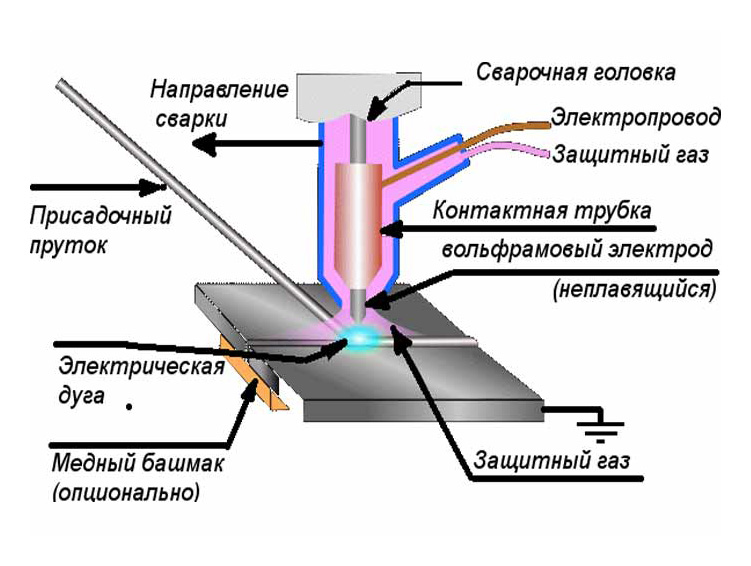
Использование вольфрамового электрода
Такой расходный материал применяют при работе в защитной газовой среде. Вольфрам выдерживает нагрев до 4000°С, поэтому электроды относят к категории тугоплавких. Их используют в сочетании с присадочной проволокой, что повышает свариваемость алюминия. Для защиты рабочей области используют гелий или аргон, поэтому сварочный аппарат соединяют с баллоном. В бытовых условиях применяют небольшие резервуары. Дуга поддерживается за счет источника переменного тока. Аргонодуговая сварка – сложный способ. Он редко применяется для рутинных операций.
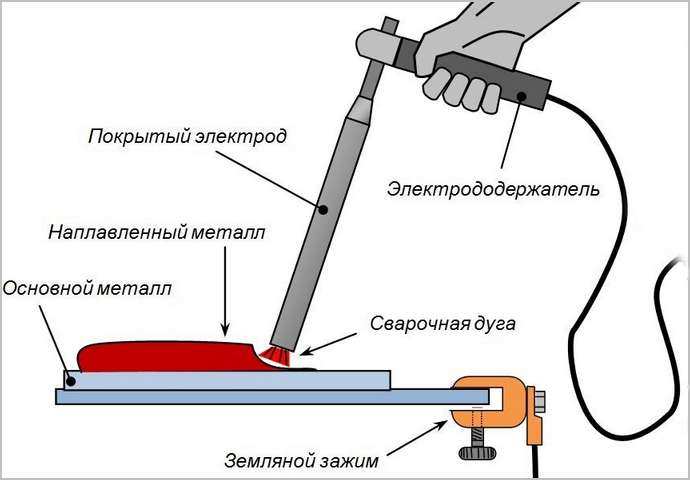






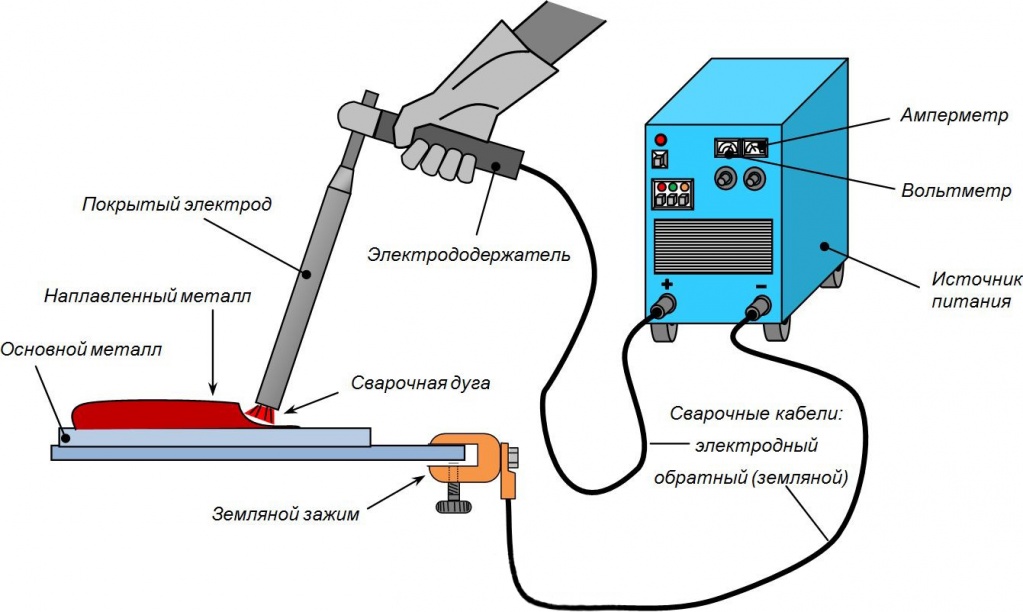
Сварка плавящимся электродом
Это самый несложный вариант соединения профилей из рассматриваемого материала. Для проведения процедуры приобретают электроды марок УАНА, ОЗА и т.п. Стержни, обработанные специальным составом, и инверторный аппарат позволяют сваривать детали любой толщины. Оборудование настраивают на режим постоянного тока обратной полярности. Сила устанавливается с учетом толщины металла. 1 мм соответствует 25 А. Для защиты сварочной ванны используют инертный газ.
Рекомендуем ознакомиться
Какие электроды по алюминию выбирать
С помощью полуавтомата
Несмотря на высокое качество сварных соединений, данный метод применяют редко. Это связано с высокой стоимостью аппаратуры. Полуавтоматическое устройство выдает короткий импульс высокого напряжения, разрушающий оксидный налет.
Частицы расплавленного электрода проникают в сварочную ванну. Чтобы понять, как заварить стык между алюминиевыми деталями, необходимо ознакомиться с особенностями работы с оборудованием:
- всегда устанавливают обратную полярность;
- чтобы проволока не застревала в механизме подачи, его снабжают специальным наконечником увеличенного диаметра;
- алюминиевый пруток образует петли, чтобы исключить этот недостаток, устанавливают подающее устройство с 4 валиками, тефлоновым вкладышем и узким рукавом;
- проволоку выводят в рабочую область ускоренными темпами, поэтому менять наконечник часто не придется.
Некоторые сварщики переделывают обычные полуавтоматы под приборы, работающие с алюминием.
Сварка алюминия газовой горелкой
В этом случае энергия газа используется для повышения температуры в обрабатываемой области. Это наиболее доступный для применения в домашних условиях метод. Газ защищает рабочую зону от контакта с кислородом. Расходные материалы и оборудование имеют среднюю цену, процесс прост в исполнении.
Сварка алюминия электродами
Проведение электросварки алюминия электродом в домашних условиях возможно только в тех случаях, если выполняется соединение деталей, не несущих высокой ответственности и нагрузки. Но при этом показатель толщины используемых алюминиевых изделий должна быть не меньше 4 мм.

Однако данный процесс может сопровождаться некоторыми негативными особенностями:
- после сваривания шов получается не сильно прочным и низкого качества. У него отмечается высокая пористость;
- расплавленный алюминий в сварке начинает разбрызгиваться вокруг соединения, а шлаки, которые образуются на поверхности шва, достаточно плохо отделяются. Все это может спровоцировать развитие коррозионных процессов.
Но все же сварка алюминия со сталью с использованием электродов и обычного инвертора ММА активно применяется для соединения металла. Раньше для этих целей применялись расходники с маркировками ОЗА-1 или ОЗА-2. Имеются наиболее качественные варианты — УАНА и ОЗАНА. Это отечественные электроды, при помощи которых можно варить чистый металл и сплавы.

Сварка алюминиевых проводов и других элементов из этого металла может выполняться с использованием расходных материалов от шведских производителей ESAB. Если в процессе сваривания применяется чистый алюминий без примесей и сплавов, то лучше применять электроды ОК 96. 10. А вот для сварки сплавов подойдут электроды марки ОК 96. 50.
Особенности проведения электродуговой сварки
Чтобы технология электродуговой сварки алюминия была проведена правильно, ее необходимо выполнять с учетом важных правил. От этого будет зависеть качество, прочность и внешний вид сварных соединений. К основным правилам электродуговой сварки относят следующие:
сваривание алюминия должно проводиться с проведением постоянного тока, но при этом он должен иметь обратную полярность (для этого на инверторе требуется поменять местами разъемы). Во время этого обязательно должны соблюдаться соотношения показателей мощности и диаметра электрода. Во время сварки алюминия постоянным током должна постоянно регулироваться его сила, она должна быть примерно по 30 ампер на каждый миллиметр диаметра;
рекомендуется предварительно выполнить нагревание деталей для сваривания. Изделия из алюминия со средней толщиной нагревают до показателей 200-300 градусов. А вот большие массивные части требуется нагреть до 400 градусов;
зажигание дуги выполняется, так как и обычно, но все же стоит учитывать, что скорость горения электродов для алюминиевого металла значительно выше, чем у обычных. По этой причине шов требуется вести немного быстрее;
ни в коем случае не стоит обрывать сваривание, так и не закончив соединение. В конце полученного шва может появляться корка шлака, которая в последующий период станет препятствием для разжигания дуги в этой области
Важно проводить планирование свариваемых швов на плавление одного электрода;
во время выполнения свариваемого соединения нельзя производить поперечных движений, как это может делаться при варке стали;
после того как процесс сваривания будет закончен весь шлак в области соединения необходимо полностью удалить. Обязательно зону сварки требуется зачистить щеткой с ворсом и хорошо промыть при помощи горячей воды.
Виды электродов для алюминия
ОЗА произведены из алюминиевой проволоки и используются для чистого алюминия и алюминиевых сплавов с кремнием.

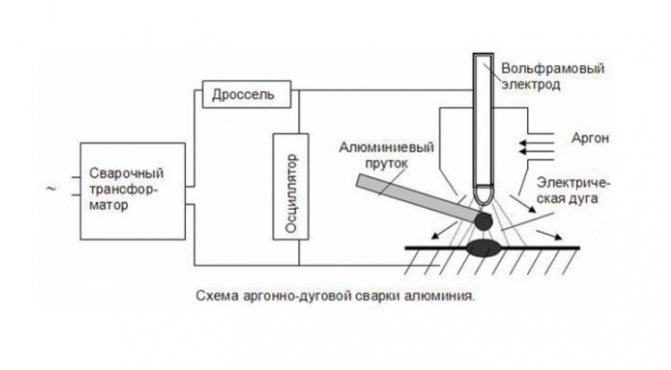
Особенности сварки алюминия аргонодуговой сваркой.
- ОЗА – 1 подходят практически для любых алюминиевых сплавов и наплавок. Это плавящиеся электроды по алюминию из металлического стержня и соляным покрытием. Диаметр может быть самым разным. В работе нужно использовать постоянный ток обратной полярности. Применяются для заготовок с толщиной кромок в диапазоне от 3-х до 16-ти мм. Предварительный нагрев деталей до температуры 250 – 400°С обязателен. Расход ОЗА – 1 довольно высокий: на килограмм металлических заготовок уходит два килограмма электродов. Состав сварного шва получается сложным: больше половины никеля, медь, марганец, железо. После выполнения шов обязательно промыть подогретой водой, затем зачистить металлической щеткой. Недостатком этих расходников является сложность сварки в вертикальном положении, при котором может образоваться ненужная боковая дуга. В итоге работать можно только в нижнем положении.
- ОЗА – 2 – узкоспециализированные расходники для алюминиевых сплавов с кремнием. Покрытие солевое. Расход такой же: два килограмма на килограмм металла.
Щелочно-солевые ОК. К этому виду относятся марки 96.10, 96.20 и 96.50.








Самый подходящий вариант для сварки технического алюминия и алюминиевых сплавов с марганцем и магнием. Чрезвычайно гигроскопичны.
- Расходники 10 шведского производства ESAB используются в аргонодуговом методе и являются самым предпочтительным вариантом в этой технологии. Их особенность – покрытие нового состава из смеси солей хлора и фтора. В результате дуга получается ровной и стабильной без разбрызгивания металла. Шов выходит качественным и эстетичным на вид. В работе предварительный нагрев заготовок предпочтителен, но не обязателен. В отличие от ОЗА -1 нагрев не влияет на качество шва, он помогает лишь уменьшить расход дорогих электродов. Еще одним позитивным отличием от ОЗА – 1 является возможность производить сварочные работы на вертикальных поверхностях. Расход электродов значительно меньший из-за особенностей покрытия и тонкой проволоки в качестве стержня, что снижает общую стоимость данной технологии. Сварной шов отличается высокой твердостью.
- ОК 96.50 очень популярны в машиностроении для деталей автомобильных двигателей, монтаже разнообразнейших строительных конструкций и исправлении литейных дефектов в алюминиевых сплавах. По составу это алюминиевый электрод: стержень выполнен из алюминия, кремния и железа с четырьмя вариантами толщины. Ток применяется постоянный обратной полярности. Обмазка с щелочно-солевым составом позволяет сформировать защитный кратер для нейтрализации оксидной пленки. Предварительный нагрев заготовок очень желателен, оптимальная температура 250 – 300°С.

Марки электродов и области применения.
Две марки вида ОЗАНА: ОЗАНА – 1 для наплавки или сварки из четырех марок алюминия А0 – А3 и ОЗАНА – 2 для сварки алюминиевых сплавов АЛ4, АЛ9, АЛ11. Пожалуй, самые популярные расходники из всех: дают возможность формировать ровную дугу и шов высокого качества. Можно работать и в вертикальном положении в отличие от других видов алюминиевой сварки.
- ОЗАНА – 1 разработаны специально для работы с деталями и наплавки из чистого алюминия. Покрытие из солевого состава, стержень – из сплава алюминия, кремния и железа. Обмазка позволяет справиться с оксидной пленкой и стабилизировать процесс плавления. Ток используется постоянный обратной полярности. Расход немного меньший в сравнении с другими расходниками: 1,7 кг на один килограмм наплавки. Шов отличается очень высоким качеством с выраженной антикоррозийной устойчивостью. Предварительный нагрев заготовок зависит от толщины кромок. Если она больше 10 мм, рекомендуется нагрев до 200°С. Если кромка тоньше 2 мм, необходимо сделать предварительную отбортовку кромок вдоль намечаемого шва. Эти расходники нужно прокаливать перед работой в течение 30-ти минут при температуре 150°С.
- ОЗАНА – 2 является обновленным вариантом ОЗАНА – 1.
УАНА – специальные расходники для работы со сплавами, которые легко деформируются.
ЭВЧ – вольфрамовые наконечники для сварки в аргоне.
Особое свойство алюминиевых электродов – их чрезвычайно высокая гигроскопичность, они ухитряются выбрать из воздуха все влагу, какую только возможно. Отсюда нужно помнить об особых условиях их хранения – во влагонепроницаемой упаковке и в только в строго сухих помещениях.
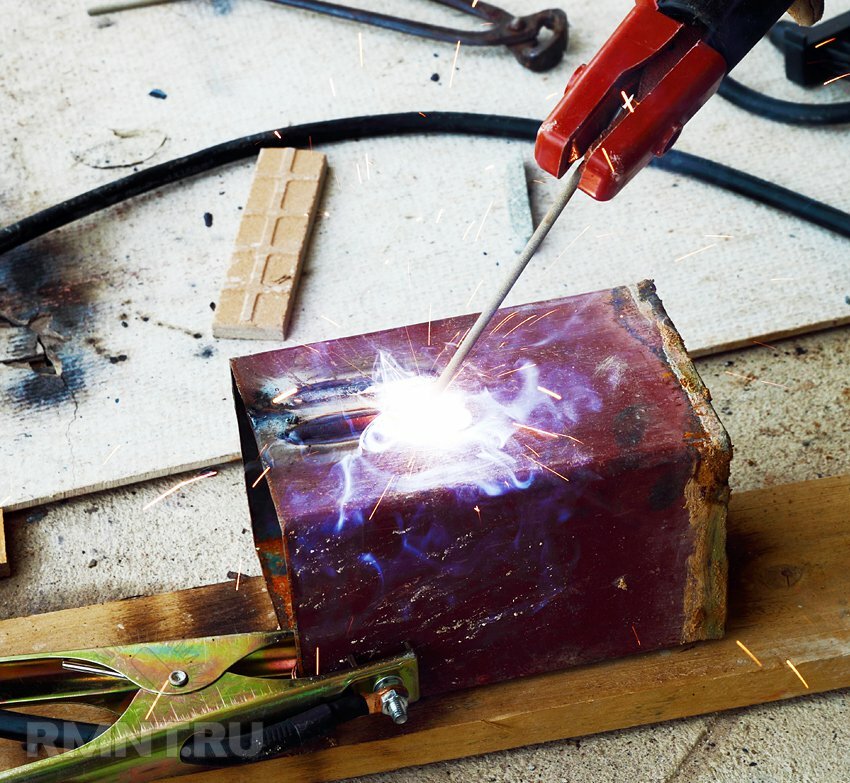
Варим с инвертором без аргона
Сварка алюминия в домашних условиях инвертором вполне возможна, и здесь нам опять помогут правильные электроды – специальные расходники по алюминию. Безусловно, качество швов с помощью аргонодуговой сварки несоизмеримо выше, чем при методах без аргона, но для домашних работ оборудование для работы в аргоне слишком дорого. У самодеятельных мастеров чаще всего в распоряжении есть лишь элементарный сварочный аппарат.

Вольфрамовые электроды для сварки алюминия.
Домашняя сварка алюминия электродом требует знания и выполнения следующих рекомендаций:
Соединения швов нужно делать только стыковыми. Другие виды типа тавровых или швов внахлест не подходят для алюминия из-за риска затекания шлака в зазоры. Впоследствии это приводит к коррозии.
Очистка шва после плавления важна так же, как очистка поверхностей перед работой
Лучший способ – промывание шва водой.
Про удаление оксидной пленки перед сваркой здесь уже писалось, но повторение лишним не будет: слишком уж важно это действие.
Разделка краев металлических заготовок также чрезвычайно важна. Все зависит от толщины кромок
Если они толще, например, 3-х мм, разделку нужно формировать под углом 60° V-образной формы.
Также не помешает предварительный нагрев заготовок перед сваркой. Таким способом вы сможете хоть немного «выровнять» дисбаланс низкой температуры плавления и высокой проводимости тепла.
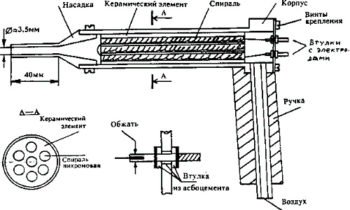
Устройство горелки для сварки.
Стержни самых популярных из них сделаны из проволоки, покрытой смесью солей хлора или фтора очень тонким слоем. Так устроен целый ряд марок электродов, причем каждая из них имеет свое точное назначение с самыми подробными деталями использования.
Электроды для сварки алюминия инвертором следующие:
- ОЗА-1 для сварки с обязательным нагревом перед процессом для заготовок из чистого алюминия с зачищенными кромками.
- ОЗА-2 для наплавки сплавов алюминия с кремнием и заделки брака, полученного во время литья.
- ОЗАНА-1 для сварки чистого алюминия с толщиной кромки больше 10-ти мм с предварительным нагревом до 400°С.
- ЩЛ96.20 для сплавов алюминия с марганцем, магнием, кремнием, дюралюминия.
Инвертор
Выбор и настройка оборудования
Сварочный полуавтомат для алюминия
Сварка алюминия стандартными MIG- аппаратами носит условный характер, т.е. сварить с ним можно, но ожидать хорошего результата не стоит.






Оптимальным решением в выборе является полуавтомат для сварки алюминия с импульсным режимом. Импульсы пробивают оксидную пленку, уменьшают перегрев алюминия и снижают вероятность прожога.
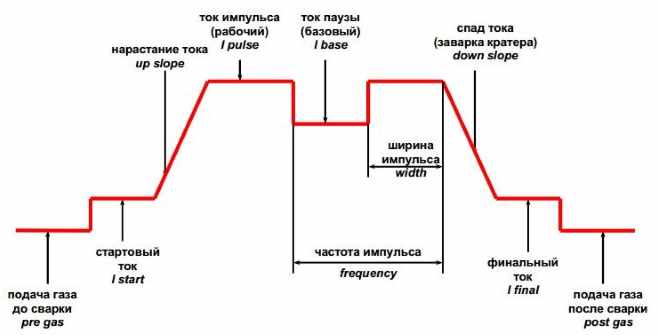
Импульсная сварка алюминия на постоянном токе
Синергетические импульсно-дуговые аппараты, снабженные специальной программой, еще больше облегчают задачу. Сварщику необходимо определиться с выбором свариваемых сплавов и подобрать соответствующую программу. Далее выставить значение силы тока кнопочным регулятором. Подбор остальным параметров осуществляется микроконтроллером автоматически.
Рекомендуем! Как правильно научиться варить инверторной сваркой
Хочется отметить, что данные полуавтоматы не дешевое удовольствие и оправданы в профессиональном применении. В домашних условиях вполне можно обойтись оборудованием без навороченных программ, однако и качество сварочного шва будет несопоставимым.
При покупке универсального сварочного полуавтомата в ценовом диапазоне до 40 т.р., рассчитанного на сварку цветных металлов, в т.ч. алюминия, можно присмотреться к следующим моделям:
- Сварог REAL MIG 200 (N24002)
- Сварог PRO MIG 160 SYNERGY (N227)
- Сварог PRO MIG 200 SYNERGY (N229)
- Grovers MULTIMIG 200 SYN
- Aurora PRO OVERMAN 180
Проволока для полуавтомата
При сварке алюминия полуавтоматом накладываются определенные требования при выборе сварочной проволоки
Важные моменты, на которые нужно обращать внимание:
- температура плавления проволоки должна быть сопоставима с температурой свариваемого металла. Меньше разброс – процесс сварки легче;
- оптимальный диаметр проволоки 1,2- 1,6 мм;
- больше диаметр-легче подача в зону сварки.
Распространенными типами алюминиевой сварочной проволоки являются ER4043 и ER5356. Предназначены для сварки и ремонта изделий из алюминия и его сплавов с содежанием кремния не более 5%.
Режимы сварки для проволок ER4043 и ER5356
| Диаметр проволоки, мм | Напряжение, В | Ток, А | Расход газа, л/мин |
| 0,8 | 13-24 | 60-170 | 15 |
| 0,9 | 13-24 | 60-170 | 15 |
| 1,0 | 15-26 | 90-210 | 16 |
| 1,2 | 20-29 | 140-260 | 19 |
| 1,6 | 25-30 | 190-350 | 25 |

Проволока для сварки алюминия ER 4043
Сварочная горелка
Для сварочной горелки применяется тефлоновая направляющая для уменьшения трения проволоки. Желательно чтобы рукав для сварки алюминия предназначался только для сварки алюминия и не был слишком длинным -3 м самое то.
Push-pul- горелка
Контактный наконечник должен быть предназначен для сварки алюминия (на них помимо диаметра проволоки выбита маркировка AL) простые, используемые для сварки черных металлов и нержавеек не подходят. Связано это с сильным расширением алюминия во время нагрева. Диаметр отверстия должен быть больше диаметра проволоки примерно на 0,4 мм, и в тоже время не сильно большим, чтобы обеспечить хороший электрический контакт.
Использовать алюминиевую проволоку диаметром 0,8 мм затруднительно ввиду пластичности металла и сложностью протяжки. Решением данной проблемы может быть применение сварочной горелки Push Pull (пуш пул). Специальный встроенный механизм улучшит подачу проволоки и позволит увеличить длину горелки.








Механизм подачи проволоки
Ввиду повышенной пластичности и мягкости алюминиевой проволоки по сравнению со стальной, подающий механизм должен иметь ряд особенностей, таких как :
- четырехроликовое подающее устройство. Необходимо для равномерного прижатия каждой пары роликов;
- подающие ролики с U- образными бороздками, созданные специально для работы с алюминиевой проволокой.
Четырехроликовый механизм подачи проволоки
Защитный газ
В качестве защитного газа наиболее часто используется аргон, обладающий хорошим очищающим эффектом и хорошим проникновением в сварочную ванну. При сварке алюминиевых сплавов с высоким содержанием магния в качестве защитного газа используются смеси аргона с гелием( до 75 % гелия в смеси). Такие смеси препятствуют образованию оксидов магния.
Здесь может возникнуть вопрос, как варить алюминий в среде углекислого газа или вообще без газа, ведь аргон достаточно дорогой?
Более дешевый углекислый газ, применяемый для сварки низкоуглеродистых сталей, в данном случае не подойдет. СО2- активный газ, он будет защищать сварочную ванну от воздуха, но при этом будет вступать в реакцию в алюминием, препятствуя образованию прочного соединения. Поэтому в данном случае применяется именно инертный газ.
Сварка полуавтоматом без газа возможна с применением специальной флюсовой проволоки, защищающей сварочную ванну.
Особенности сварки алюминия и сплавов на его основе
Конструкции чаще всего изготавливают из 99% алюминия, сплавов алюминиево-магниевых, где количество магния находится в пределах 4,8 ÷ 6,0% (остальное алюминий) и алюминиево-кремниевых (5,0 % кремния, остальное алюминий). Эти материалы характеризуются уникальными свойствами:
- небольшим весом (до 3 раз ниже, чем у стали и до 7 — у железобетона);
- коррозионной стойкостью;
- высокими прочностными характеристиками;
- не теряют своих качеств при температуре от минус 80 до 300 0С;
- соединяются всеми известными способами (механическими, с помощью пайки, сварки);
- не реагируют на воздействие большинства кислот, масел, газов, ультрафиолета;
- не теряют своих качеств в во взрывоопасных зонах и агрессивных средах;
- полируются;
- окрашиваются (анодируются);
- длительностью эксплуатации (более 80 лет).
Что нужно для сварки алюминия полуавтоматом знать сварщику? Во-первых, он должен знать какие факторы затрудняют процесс соединения деталей, во-вторых, уметь выбрать полуавтомат сварочный по алюминию и, в третьих, знать технологию проведения сварочных работ, обеспечивающую качество.
Сложность сварки сплавов на основе алюминия вытекают из физико-химических свойств, присущих этому материалу. К ним относят:
- температуру плавления;
- теплопроводность;
- электропроводность;
- текучесть;
- взаимодействие с кислородом;
- склонность к усадке;
- не возможность по внешнему виду определить процесс расплавления (цвет почти не меняется);
- количество магния в сплаве (чем больше, тем хуже свариваются детали).
Из-за наличия на поверхности оксидной пленки температура плавления у материала разная — у самого металла она составляет 660 0С, а у пленки она может доходить до 2200 0С. Происходит это в результате активного взаимодействия алюминия с кислородом воздуха. В дальнейшем она служит защитой от дальнейших окислительных процессов.
Прежде чем сваривать детали, необходимо удалить с поверхности в месте соединения эту тугоплавкую пленку. Избавиться от нее можно следующими способами:
- механическим (зачистка металлической щеткой, шлифовальной машинкой, напильником);
- химическим (травлением с помощью специальных растворов, флюсов);
- пробиванием электроимпульсом (полуавтомат должен иметь специальный режим).
Полуавтомат сварочный для алюминия должен работать на токах в диапазоне 50 ÷ 450 А. Выбор силы тока, как и напряжения, зависит от толщины заготовок и марки сплава.
Из-за повышенной теплопроводности материала он теряет прочность при нагревании, что может привести к такому дефекту, как прожог
И тут важно правильно подобрать температуру ведения сварки и длину дуги. Это зависит от толщины свариваемых деталей, их положения в пространстве, марки, Ø присадочной проволоки или электрода
В процессе сварки необходимо применять теплоотводящие подкладки (из керамики или металла), включая водоохлаждаемого типа.
Обратите внимание! Толстые детали должны перед сваркой обязательно прогреваться горелкой или в печах до необходимой температуры (зависит от марки алюминиевого сплава, но как правило не превышает 110 0С )
Важные рекомендации для сварщиков
 Как заявляют опытные специалисты, электрическая сварка такого гибкого металла без применения аргона, иногда осуществляется так же хорошо, как при аргонной сварке. Если кто-то отговаривает вас от такого решения, аргументируя это низким качеством конечного шва и плохой свариваемостью, не верьте. Скорее всего, он неправильно подошёл к методу или никогда не пробовал варить алюминий с помощью электрода.
Как заявляют опытные специалисты, электрическая сварка такого гибкого металла без применения аргона, иногда осуществляется так же хорошо, как при аргонной сварке. Если кто-то отговаривает вас от такого решения, аргументируя это низким качеством конечного шва и плохой свариваемостью, не верьте. Скорее всего, он неправильно подошёл к методу или никогда не пробовал варить алюминий с помощью электрода.






Чтобы избежать непоправимых ошибок и непредсказуемых неприятностей, достаточно соблюдать ряд рекомендаций и правил:
- Метод стыкового соединения считается самым перспективным. Остальные разновидности в виде таврового или нахлесточного сварного соединения нецелесообразны, т. к. они повышают вероятность затекания шлака в зазоры, что станет причиной коррозийной реакции.
- После сварочных мероприятий шов промывают водой для очистки заготовки от шлака.
- Непосредственно перед обработкой материал нужно правильно подготовить. Для этого следует провести удаление оксидной пленки, а также предотвратить её появление в будущем.
- При сварке массивных деталей с толщиной от трёх миллиметров требуется разделить кромки под углом 60 градусов с V — образной формой.
- Первичный прогрев алюминия осуществляется при 150−250 градусах Цельсия.
Не забывайте, что  технически чистый алюминий поддаётся свариванию гораздо лучше, чем сплавы с содержанием магния или марганца. Речь идёт о дюралюминии или силумине. Однако, изделия из чистого материала практически не эксплуатируются, поэтому при сварке могут возникать некоторые сложности.
технически чистый алюминий поддаётся свариванию гораздо лучше, чем сплавы с содержанием магния или марганца. Речь идёт о дюралюминии или силумине. Однако, изделия из чистого материала практически не эксплуатируются, поэтому при сварке могут возникать некоторые сложности.





