
ОСТ! 39502-77 с. 7
Черт, а
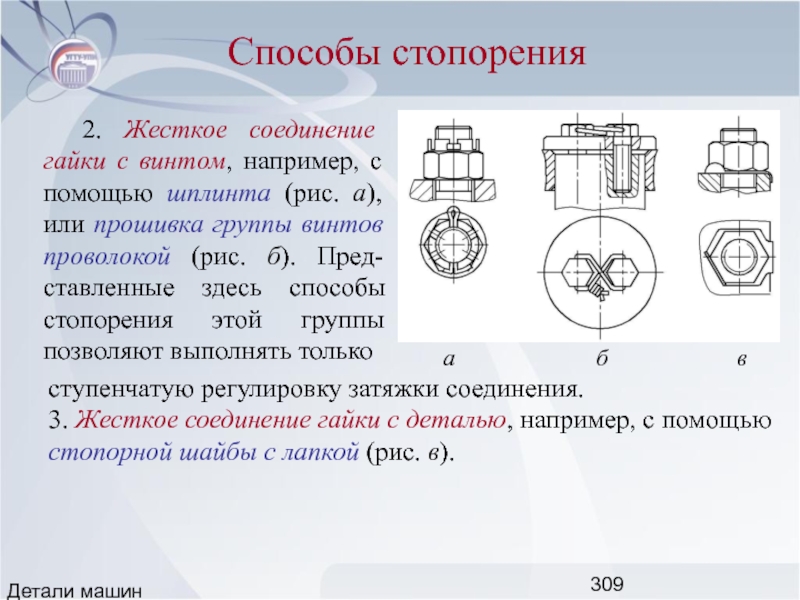
2 Л * Совмещение отверстия под шплинт в болте, винте ж шпильке с прорезью в гайке должно производиться путем подтяжки гайки на угол не более 30°, путем замены гайки или болта, винта, шпильки дат подбором тошины шайб.
Подгонка путем отворачивания гайки не допускается.
При яэдтяжта гайки превьшеяие максимально допустимого крутящего момента затяжки не допускается.
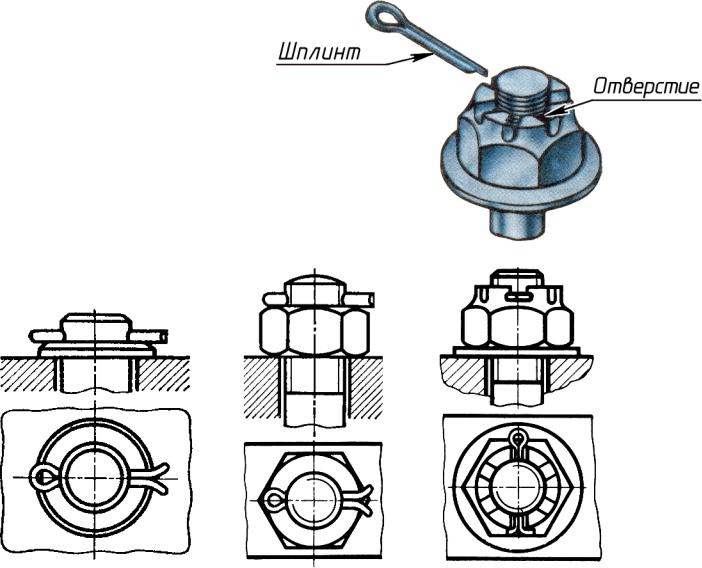
2.3. Шетшт должен входить в отверстие свободно или пед незначительной безударной нагрузкой.
2.4. Шплинт должен утопать в прорези гайки. Допускается выступание шплинта
щд прорезью гайка на величину ив болев ОД от иомвяальюго диаметра шплинта.
2.5. Допускаются:
— неплотное цдоегажие концов шплинта к поверхности гайки в пределах ОД *0,3 мм;
— касание отогнутых котов шплинта резьбы болта, винта, шпильки;
— откусьжаяш итлквтов с последующим снятием заусенцев. При необходимости
на нарушенные в результате откусывания места наносится лакокрасочное покрытие,
назначаемое разработчиком изделии.
2*6. Не допусзшютш:
— смят» головки штшвта;
— надрывы ж тр&дага* ш концах тжжтщ
— |МС1ШЮщжвада ж тертжртчдааше кошов шплинта;
— рвсжлшш’тт штшта ноше установки;
— использование шплинта более одного роза»
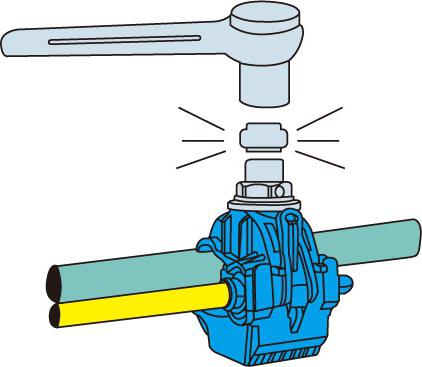
Применить в тртднедоступных местах
Трубная резьба
Она обвивает условный цилиндр и производится в виде треугольника с равными бедрами и углом наклона в 55 градусов. Причем в верхней части гребней имеются закругления, придающие уникальные характеристики данному типу нарезки.



Это позволяет избавиться от зазоров в выступающих или впавших частях, обеспечивая более высокую степень герметизации в месте соединения отдельных деталей. Она, как и предыдущий вариант, является дюймовой, но ее диаметр может достигать от 0,06 до 6 дюймов. Шаг нарезки при этом составляет 11-28 витков.
В отличие от остальных типов дюймовых нарезок шаг у трубной считается сокращенным. Это сделано для того, чтобы достичь максимальной прочности, не допустив опасного уменьшения толщины стенок профильных металлических труб. Данный тип резьбы имеет цилиндрическую или коническую форму, которая будет обладать соотношением конусности 1 к 16.

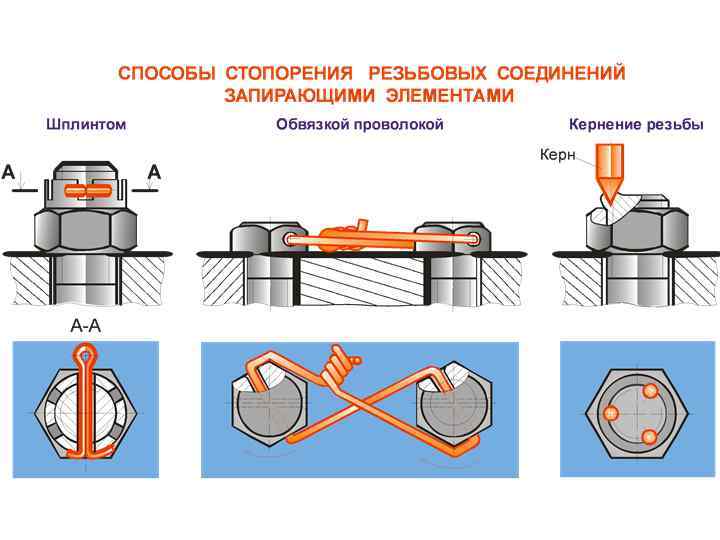
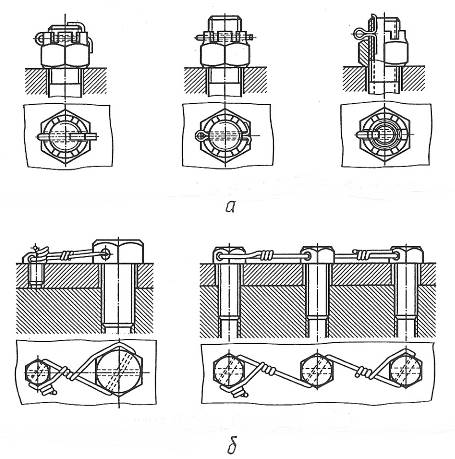
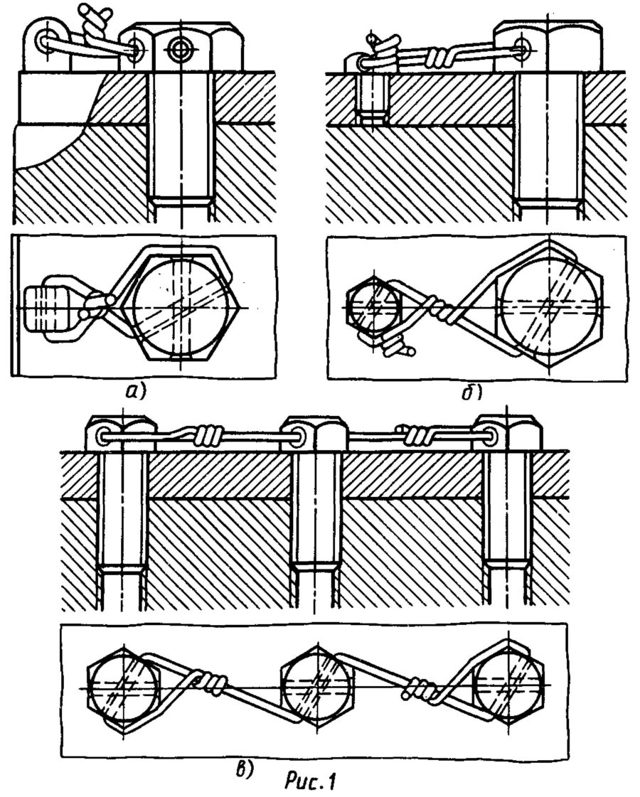
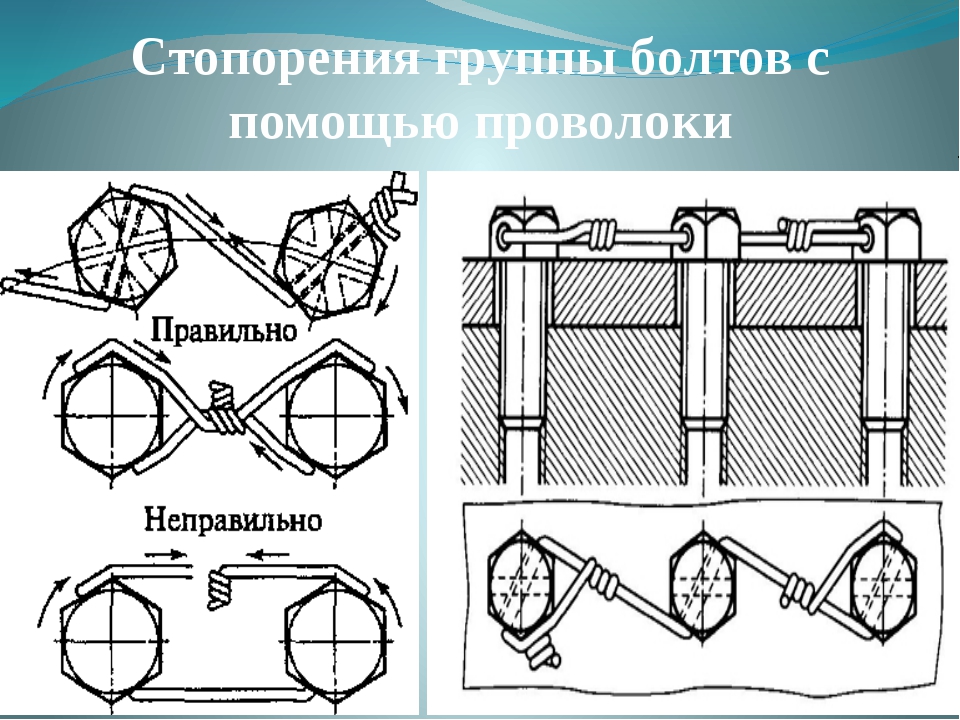
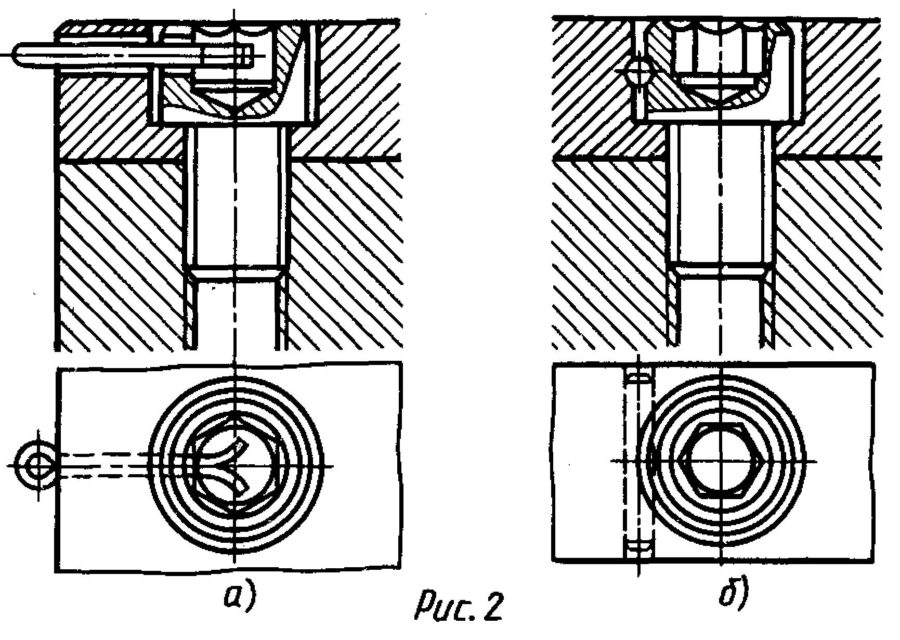
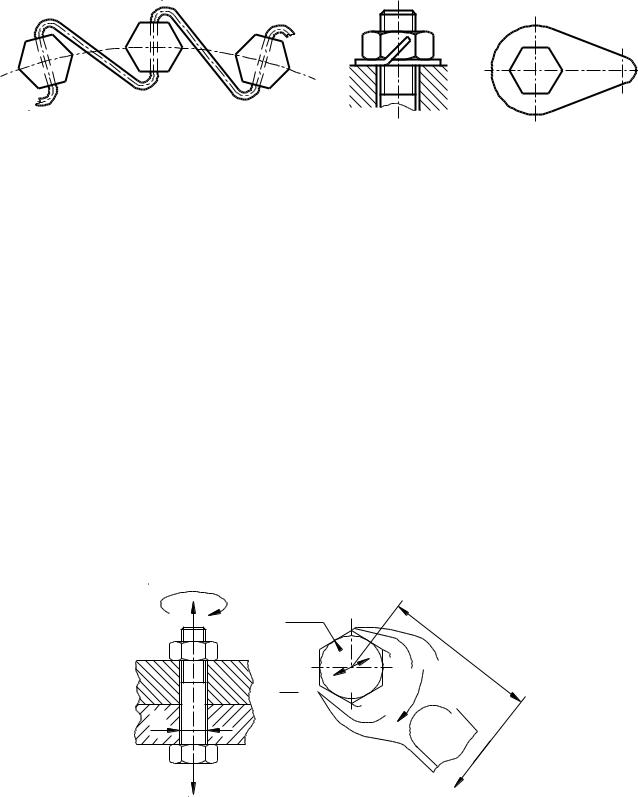
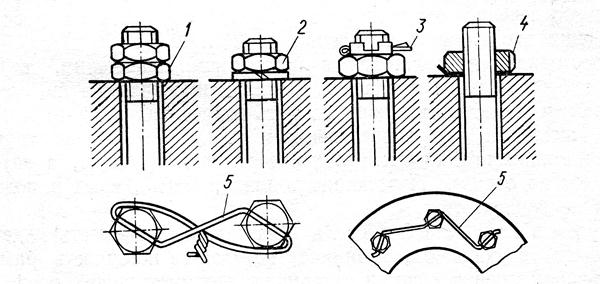
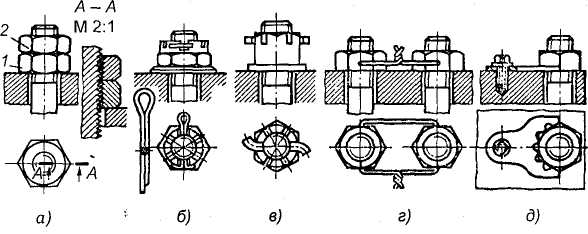
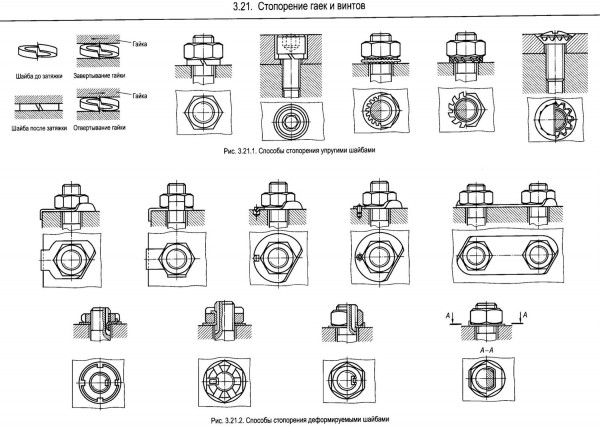
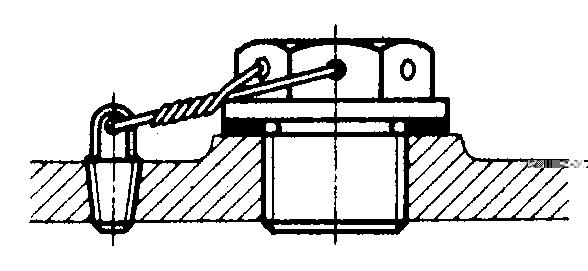
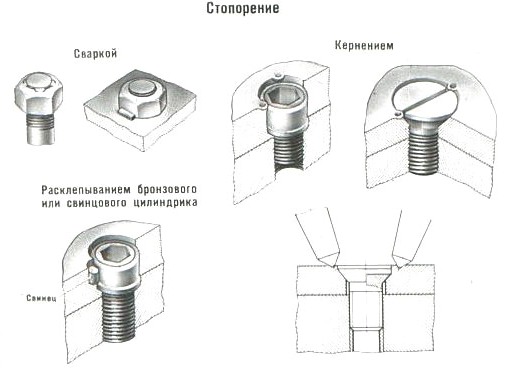
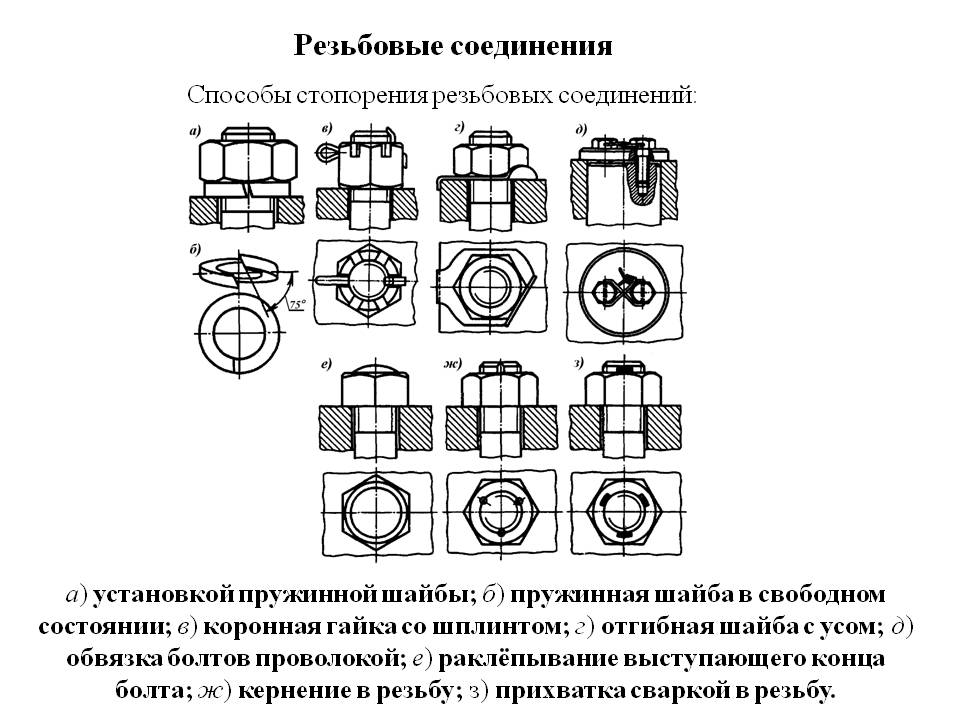
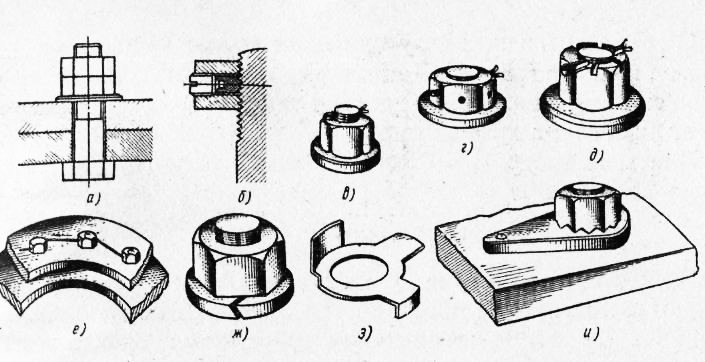
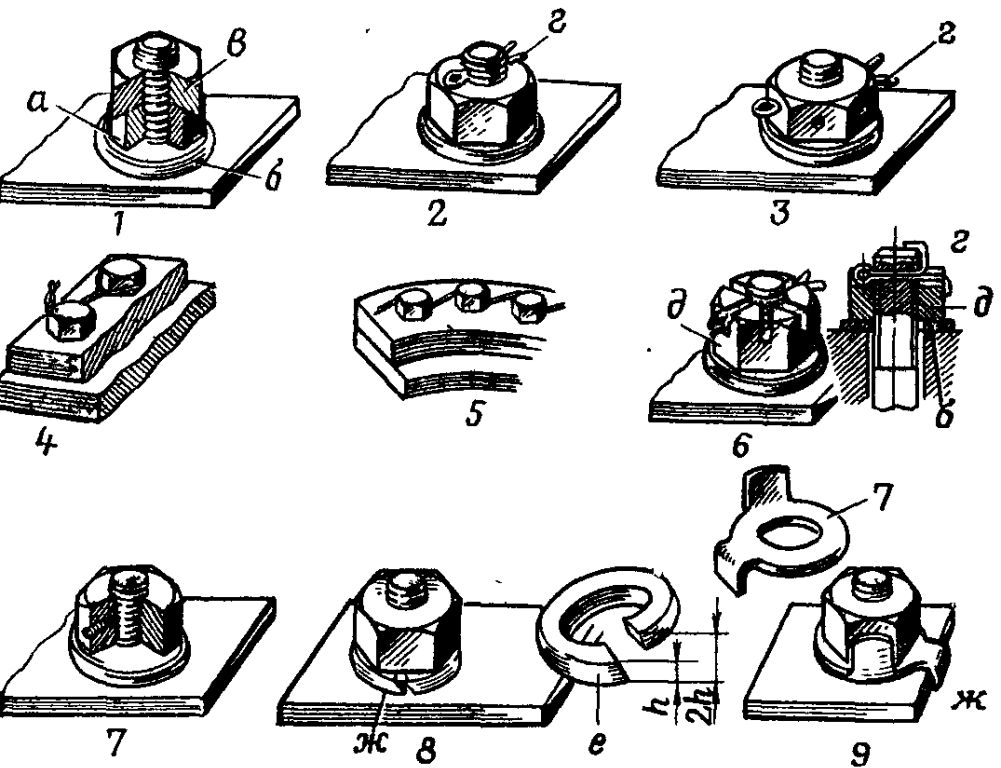
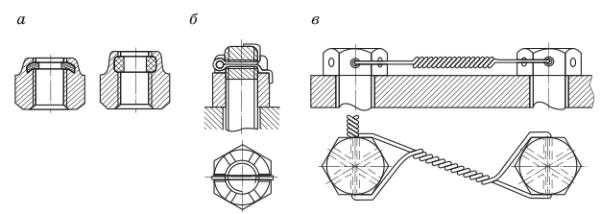
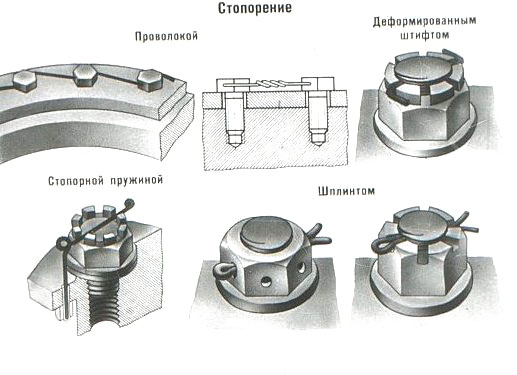
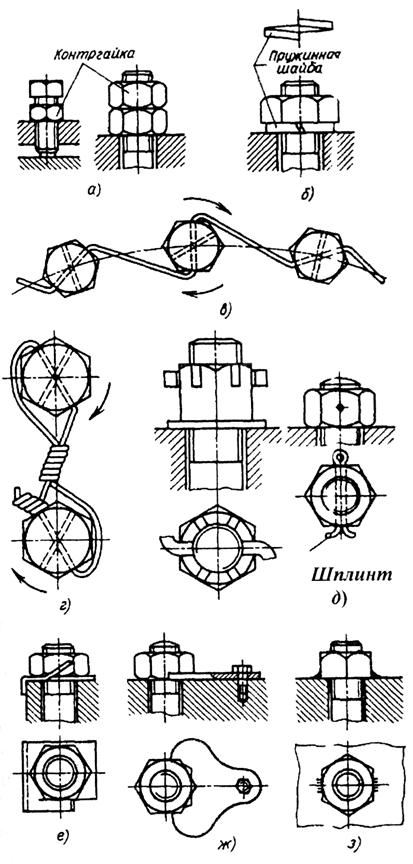
Стопорение проволокой
На основании утверждённого стандарта допускается стопорение проволокой. Такой принцип называется обвязкой. Он имеет два способа фиксации:
- стопорение между собой гайки и болта;
- фиксация гайки или болта к корпусу детали.
Для реализации этого метода в головках болтов или закреплённых гайках просверливают сквозные отверстия, через которые пропускают стальную проволоку. Их сверлят перпендикулярно поверхности фиксируемой детали. Проволокой обматывают (обвязывают) каждую деталь, зажимая их в требуемом положении. ГОСТ допускает стопорение одного конструктивного элемента или нескольких, создавая единую систему обвязки. Применение одновременной контровки группы гаек или болтов позволяет повысить надёжность всей конструкции. Повышения надёжности добиваются сверлением трёх отверстий. Крупногабаритные гайки обвязываются через шесть отверстий. Получатся бесступенчатая угловая фиксация.
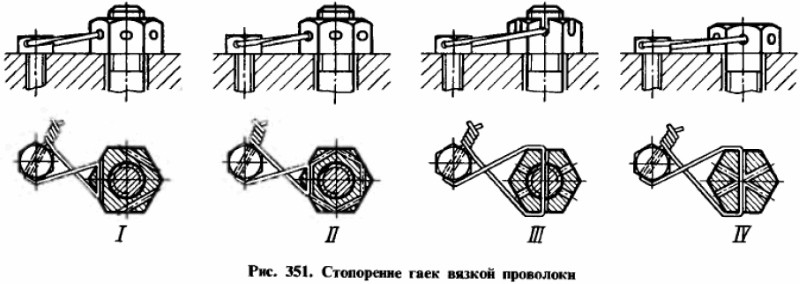
В противном случае происходит самопроизвольное раскручивание, что вызывает ослабление скрепляемой конструкции.
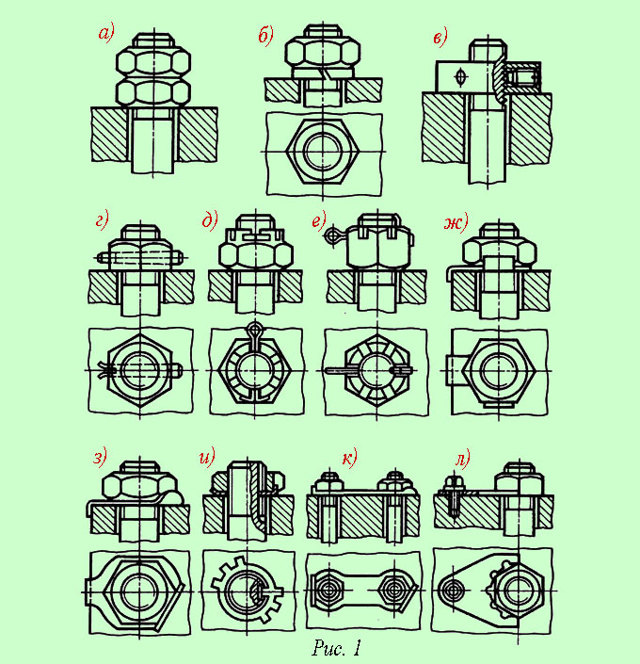
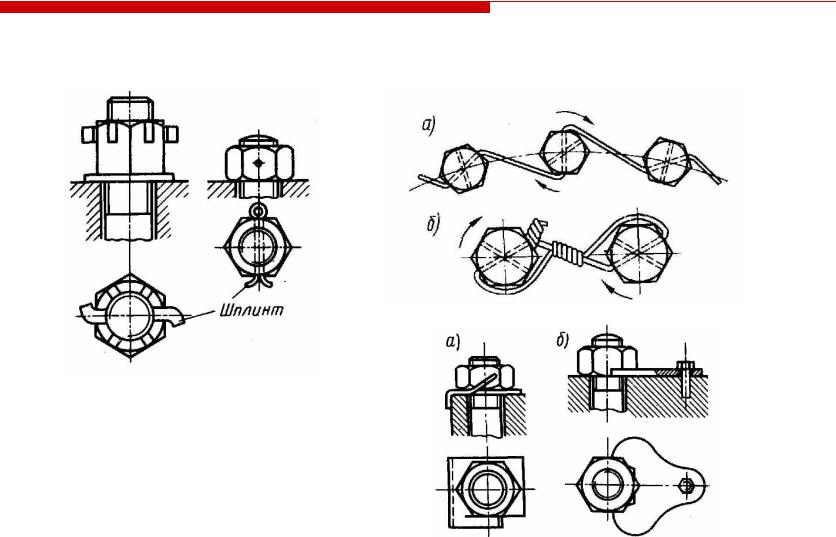
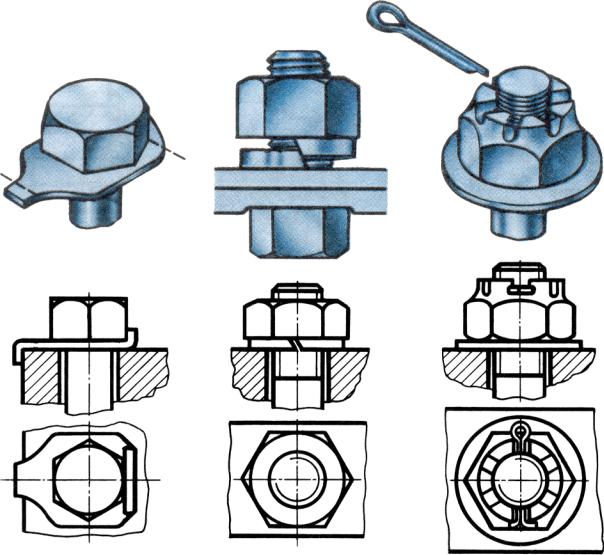
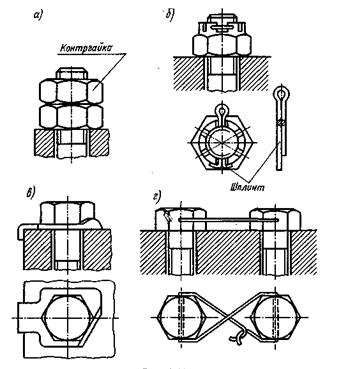
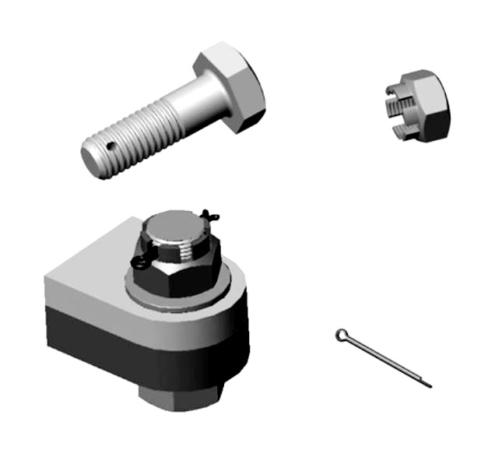
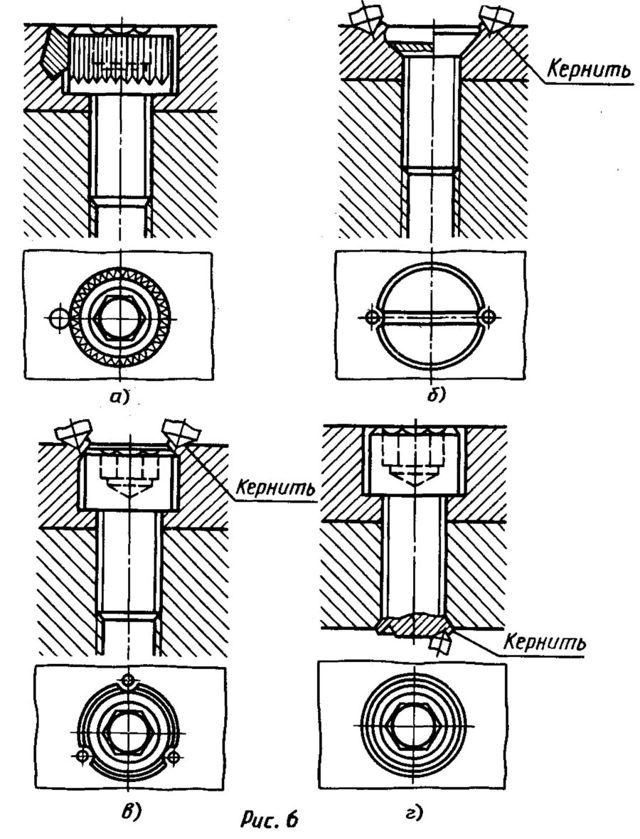
Стопорение шплинтами
Фиксация крепежных деталей может осуществляться с помощью специально подобранных шплинтов. Данное металлическое крепление, изготовленное из проволоки. Конструкция имеет форму стержня с полукруглой головкой. Крепление производится благодаря разжиманию концов шплинта. С помощью шплинта производят установку болта, винта, шпильки в требуемое положение. В них просверливают отверстие способное пропустить шплинт. Он должен достаточно свободно заполнять отверстие. Допускается небольшое применение усилия. Далее после его вставки края загибаются, обеспечивая надёжную фиксацию.

Инструментальный измерительный микроскоп
Применяются две модели инструментальных микроскопов: БМИ и ММИ. Обе они созданы согласно одной принципиальной схеме и имеют отличия друг от друга, прежде всего, в габаритных размерах, наборе принадлежностей и границах измерения. Приборы позволяют измерить все главные элементы профиля внешней резьбы, резьбовых калибров, метчиков, различных фрез и других инструментов. Путем измерения в полярных или прямоугольных координатах на микроскопах также проверяют усилие резьбового соединения, размеры и контур калибров и деталей сложной формы, фасонные резцы, фасонные фрезы, формовые детали штампов и пресс-форм, шаблоны и пр. Все измерения на микроскопе выполняются бесконтактным методом.
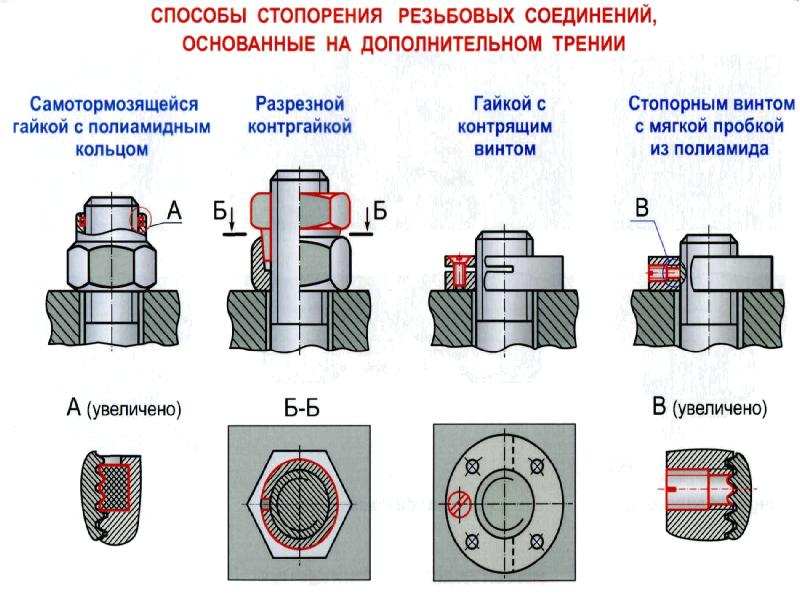
О методике изготовления самотормозящего резьбового соединения
Известно, что существующая резьба и резьбовые соединения изготавливаются при помощи специально разработанных и стандартизированных инструментов. Часто это требует соответствующего оборудования и осуществляется по существующей методике нарезания. Но известные методики и способы изготовления стандартизированной резьбы не могут быть использованы для специальной, разработанной и внедренной в производство самотормозящей резьбы. Проблема в том, что в этом случае она нарезается конической в конце болта со специальным профилем. Причем витки имеют переменную высоту, но диаметры болта остаются постоянными.

Сечение винтовой нарезки имеет три характерные части, то есть треугольник у вершины и две трапеции в ее середине и основе. Показатели прочности и момент трения в резьбе выгодно отличаются от подобных параметров стандартной резьбы. В мире также разработано специальное прочное резьбовое соединение труб, которое уже получило положительные отзывы. Основным результатом изобретения является удачное решение поставленной задачи изменением профиля.
Самотормозящий фиксатор резьбовых соединений подобного прототипа состоит из стержня и гайки с нарезками. Нарезной конец болта имеет также коническую поверхность, на которой сделана резьба так, что ее диаметры по всей длине нарезки также постоянны. Вершины профиля одной составляющей нарезного соединения выполнены в форме сегментов с одинаковым радиусом дуг. Закругления впадин второго элемента соединения выполнены тем же самым радиусом, что и вершины витков болта. Центры дуг сегментов стержня находятся на линии, которая является параллельной образующей конуса наружной поверхности стержня. Выполнение вершин профиля гайки или стержня болта в соответствии с приведенными параметрами с указанной геометрией впадин стержня или гайки позволяет получить прочный фиксатор резьбовых соединений, обеспечить надежное стопорение гайки без применения дополнительных стопорных деталей, повышать конструктивные и эксплуатационные характеристики соединения и уменьшать его металлоемкость.
Стопорение проволокой
На основании утверждённого стандарта допускается стопорение проволокой. Такой принцип называется обвязкой. Он имеет два способа фиксации:
- стопорение между собой гайки и болта;
- фиксация гайки или болта к корпусу детали.
Для реализации этого метода в головках болтов или закреплённых гайках просверливают сквозные отверстия, через которые пропускают стальную проволоку. Их сверлят перпендикулярно поверхности фиксируемой детали. Проволокой обматывают (обвязывают) каждую деталь, зажимая их в требуемом положении. ГОСТ допускает стопорение одного конструктивного элемента или нескольких, создавая единую систему обвязки. Применение одновременной контровки группы гаек или болтов позволяет повысить надёжность всей конструкции. Повышения надёжности добиваются сверлением трёх отверстий. Крупногабаритные гайки обвязываются через шесть отверстий. Получатся бесступенчатая угловая фиксация.

В противном случае происходит самопроизвольное раскручивание, что вызывает ослабление скрепляемой конструкции.
Анализ основного механизированного инструмента
Резьбовые соединения составляют до 60-80% всех видов соединений, которые есть в конструкциях машин, тракторов, автомобилей, прицепов. Трудоемкость откручивания и закручивания винтов, болтов, гаек, шпилек и всех других деталей, имеющих нарезную поверхность, на специализированных ремонтных мастерских составляет 26-64% от общей трудоемкости разборочно-сборочных работ, а на СТО этот процент еще выше. Эта информация дает понять необходимость первоочередной механизации при работах с деталями, имеющими резьбу. При разборке механизированный инструмент способствует сохранению значительного количества крепежных деталей, пригодных для повторного использования, сокращает продолжительность выполнения операции в три-пять раз. Происходит увеличение производительности труда приблизительно на 15%. Механизированный инструмент целесообразно использовать при наличии на машине значительного количества крепежных деталей одинаковых размеров, а также, когда не требуется строго соблюдать установленное усилие. При выборе механизированного инструмента для осуществления разборочно-сборочных работ нужно заранее знать моменты затяжки резьбовых соединений. При повторном закручивании деталей эту величину необходимо увеличить на 10-15%. При откручивании заржавевших гаек и винтов крутящие моменты затяжки резьбовых соединений требуется увеличивать в 1,5-2 раза.


Читать также: Реверс однофазного двигателя 220в с конденсатором
Механизированный инструмент (гайковерты, шпильковерты и т. д.) постоянно модернизируется. По типу двигателей он может быть электрическим, гидравлическим и пневматическим, а в зависимости от конструкции – ручным, подвесным, передвижным и стационарным.
Резьбовое соединение – основной способ стыковки двух конструктивных элементов между собой. В сантехнической и строительной практике резьбовые соединения применяются при монтаже трубопроводов, запорно-регулирующей арматуры и подключения к инженерным системам потребляющего оборудования.
В данной статье представлены резьбовые соединения. Мы рассмотрим их разновидности, составляющие части крепежа, способы определения размеров и конфигурации резьбы.
Инструментальный измерительный микроскоп
Применяются две модели инструментальных микроскопов: БМИ и ММИ. Обе они созданы согласно одной принципиальной схеме и имеют отличия друг от друга, прежде всего, в габаритных размерах, наборе принадлежностей и границах измерения. Приборы позволяют измерить все главные элементы профиля внешней резьбы, резьбовых калибров, метчиков, различных фрез и других инструментов. Путем измерения в полярных или прямоугольных координатах на микроскопах также проверяют усилие резьбового соединения, размеры и контур калибров и деталей сложной формы, фасонные резцы, фасонные фрезы, формовые детали штампов и пресс-форм, шаблоны и пр. Все измерения на микроскопе выполняются бесконтактным методом.
Стопорение шплинтами
Фиксация крепежных деталей может осуществляться с помощью специально подобранных шплинтов. Данное металлическое крепление, изготовленное из проволоки. Конструкция имеет форму стержня с полукруглой головкой. Крепление производится благодаря разжиманию концов шплинта. С помощью шплинта производят установку болта, винта, шпильки в требуемое положение. В них просверливают отверстие способное пропустить шплинт. Он должен достаточно свободно заполнять отверстие. Допускается небольшое применение усилия. Далее после его вставки края загибаются, обеспечивая надёжную фиксацию.

Преимущества и недостатки
Прочие достоинства резьбовых фитингов:
- Обеспечение герметичности системы. Во всех бытовых промышленных сетях невысокого давления резьбовые соединители не имеют альтернативы.
- Долговечность. Срок службы зависит от материала, температуры и рабочего давления. Латунь в любом случае может отработать лет 10, при невысокой температуре и давлении – все 20, потенциально – до 50 лет. Сталь и чугун – 20 лет, современные изделия с никелевым антикоррозионным покрытием даже больше. Срок службы меди однозначно больше 50 лет.
- Прочность, устойчивость к гидравлическим ударам.
- Химическая инертность. Особо стоит отметить устойчивость к нефти, нефтепродуктам. На внутренней поверхности не оседают соли кальция и магния.
- Устойчивость к повышенным температурам, например в системах отопления.
- Медные и латунные изделия устойчивы к коррозии. Латунь темнеет, поэтому ее покрывают никелем, реже хромом.
- Фитинги имеют небольшое гидравлическое сопротивление.
- Безвредность для человека и животных.
- Универсальность резьбовых соединителей позволяют смонтировать систему любой конфигурации, даже самой сложной.
- Экологичность – металл легко утилизируется способом переплавки.
Недостатки:
- Сталь и чугун склонны к коррозии – это значительно уменьшает срок их службы, усложняет разборку при промывке или ремонте инженерных систем.
- Латунь рассчитана на рабочее давление до 1,6 мпа и максимальное давление – 2,5 Мпа. Этого достаточно для сетей водоснабжения и канализации в жилье, сетей небольшого давления на производстве.
- Резьбовые соединения менее герметичны, чем сварные швы, поэтому резьбовые фитинги не используются в трубопроводах ответственного назначения или с агрессивными жидкостями.
Герметик резьбовой — сантехнический герметик для резьбовых соединений

Резьбовые соединения, используемые в системах водопровода, отопления и газоснабжения, должны быть полностью герметичны. Достигнуть этого только за счет качества самой резьбы, без применения дополнительных материалов, практически невозможно. Существует несколько способов уплотнения, но в последнее время огромную популярность среди мастеров завоевал анаэробный герметик для резьбовых соединений. Почему?
Естественно, что основная задача таких уплотнителей – полная герметизация стыков. Применяемый материал должен полностью исключить утечку воды или газа через резьбовой зазор. Но качественный уплотнитель должен обладать и другими немаловажными свойствами:
- Он не должен способствовать коррозии соединяемых элементов. Наоборот, наносимый для уплотнения резьбовых соединений материал призван защитить эти уязвимые места от разрушения, вызванного воздействием воды или агрессивных веществ.
- Все уплотнительные материалы, в том числе и герметики, должны обладать хорошими адгезионными свойствами, чтобы не допустить их выдавливания из соединений под напором воды или газа.
- Он должен обладать устойчивостью к воздействию перепада температур, выдерживать вибрационные колебания.
- Материалы, используемые для герметизации труб, не должны существенно затруднять сборку или разборку соединения. Очень удобно, если после демонтажа уплотнитель легко можно удалить и нанести заново.
Еще одна важная особенность, на которую следует обратить внимание, выбирая уплотнитель или герметик для резьбы, – это удобство применения. Очень часто такие соединения находятся в труднодоступных местах, где затруднены любые манипуляции
В таких случаях герметики имеют явное преимущество, так как не требуют такого аккуратного и тщательного нанесения, как уплотнительные ленты или лен.
Уплотнение льняной нитью
Это способ является самым старым. Именно так герметизировали соединения труб в советских квартирах. Если в магазине отсутствуют другие герметики, то лен и сантехническая паста найдутся наверняка. Но у этого уплотнителя можно выделить ряд существенных недостатков:
- По правилам лен используют в сочетании с олифой и свинцовым суриком. Свинец предотвращает коррозию соединения, а олифа заполняет поры льна как полимер. Но найти качественные ингредиенты довольно непросто, поэтому часто свинцовый сурик подменяют железным, который только ускоряет окисление металлических компонентов. Некоторые мастера выходят из ситуации, применяя автомобильные герметики на основе силикона.
- Сложность укладки льняной нити на резьбу. То, что так просто получается у опытных сантехников, может вызвать немало затруднений у неспециалиста. Правильно намотать лен на соединение с первого раза вряд ли получится, а любая погрешность при выполнении этой операции приведет к тому, что уплотнение продержится очень недолго.
- Лен очень плохо переносит смену условий работы. Поэтому в системах отопления его пряди будут разрушаться намного быстрее. Также этот вид уплотнителя плохо реагирует на агрессивные среды.
- Высокая гигроскопичность материала приводит к его набуханию, из-за чего недостаточно прочные соединения могут просто лопнуть. Например, не рекомендуется использовать лен при герметизации алюминиевых радиаторов.
Герметизация лентой ФУМ или сантехнической нитью
Благодаря удобству использования эти материалы завоевали высокую популярность. Для герметизации большинства резьбовых соединений в квартире достаточно намотать на трубу количество витков ленты, указанное в инструкции и затянуть при помощи ключа. При этом не требуется особой тщательности при укладке, напротив, многие производители рекомендуют мотать немного наискосок. Соединение с таким уплотнителем легко разбирается в случае необходимости.
Вместе с тем фум-лента не переносит вибраций, плохо цепляется за мелкую резьбу, может быть повреждена грубой нарезкой. Не рекомендуется герметизировать с ее помощью трубы значительного диаметра.

Использование герметиков
Наиболее оптимальным методом на данный момент является использование различных герметиков. Они обеспечивают не только полную изоляцию системы от протечек, но и защищают от коррозии металлические части.
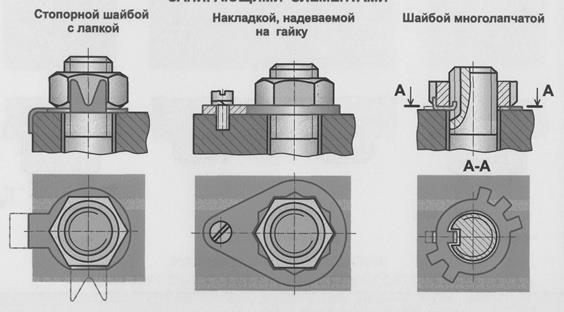
OCT I 39502-77 с. 4
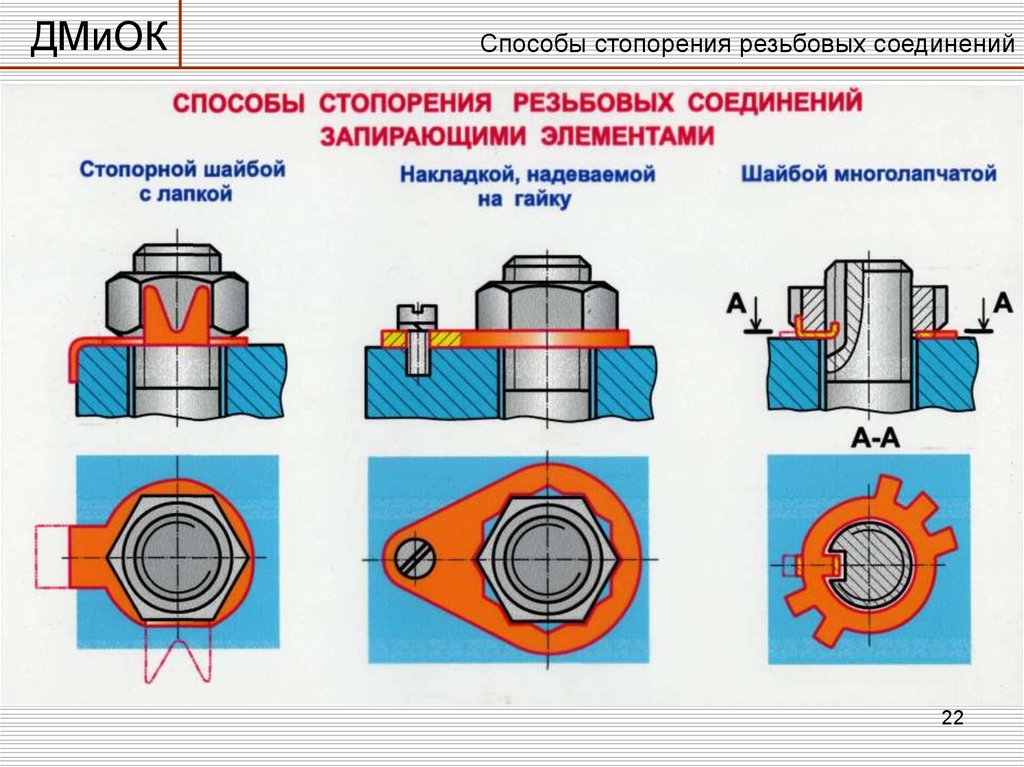
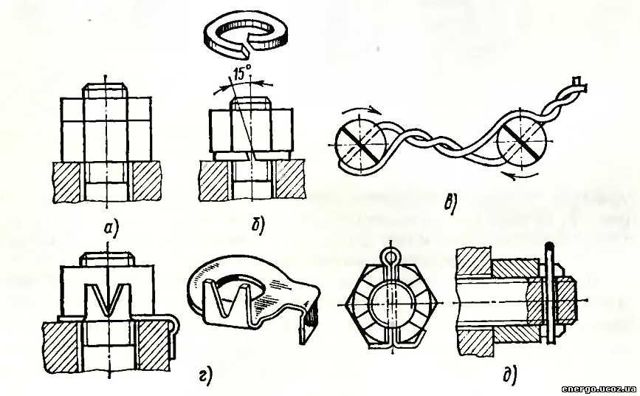
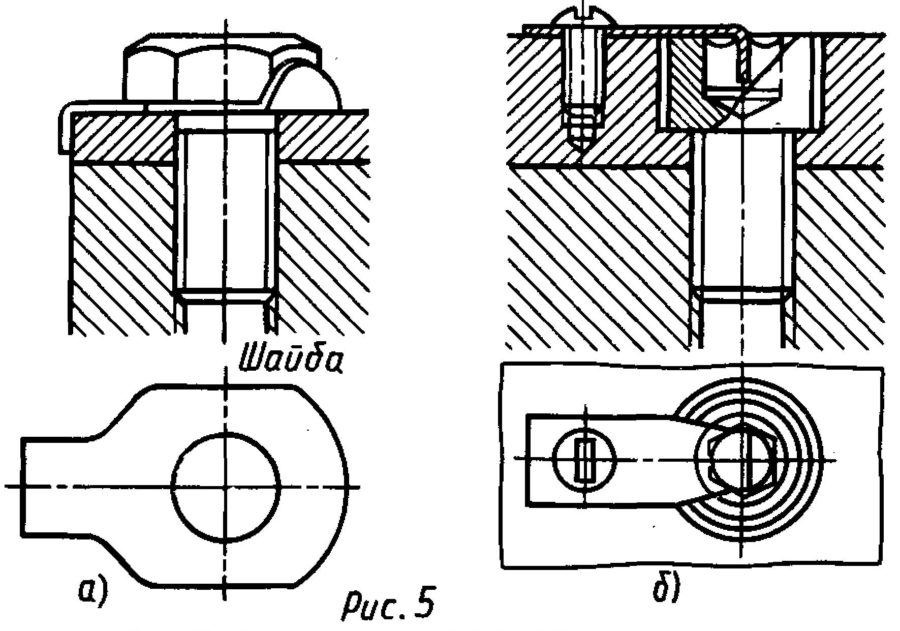
1,2* Загиб лепестков шайбы на грани шестигранника гайки (болта) производить о йшожешга шайбы, развернутой в сторожу отвинчивания до ей упора носком в гнезде детали (черт.4) дан лапкой в торец детали (черт.5).
1.3. Загнутая лйякл шайбы должна вида» сопрягать» с деталью. Допускается зазор между шайбой т деталью в месте изгиба л «наш ж лепестка шайбы.
1.4. Установка шайб на фланце и загиб лапок шайб шт ш упор в торкай бурта должны исключать вдаможность разворота шайб в сторону отвинчивания (черт.6), При стшррешш без отгиба лажи шайбы выступание лапки относительно торца упорного бурта не допускается.
При стопорении без отгиба лапки шайбы |
Черт.6
Торен
OCT I 39502-77 с. в
1.5. Подгонку совпадения лепестков шайбы с гранями гайки (головки болта) производить путем подтяжки гайки (болта) на угол не более 30° иди замены гайки (болта).
Подгонка путем отворачивания гайки не допускается.
При подтяжке гайки (болта) превышение максимально допустимого крутящего момента затяжки но допускается.
1.6. Лепестки шайб должны быть поджаты к граням гайки (головки болта).
1.7. Загиб лепестков шайбы может производиться как на одну» так и на две грани гайки (головки болта). Загиб на грань усиленны* лепестков производить той частью отгибаемого лепестка» которая обеспечивает наибольшую площадь контакта с гранью гайки (головки болта).
1.3. Не допускаются ;
т | ф со ф со |
! 1 * | ‘%■ ■? |
— срез или сдвиг материала, трещины и надрывы в месте загиба лепестков шайбы ;
— забоины и расш1ющивание лепестков шайбы при загибе;
— производить загиб лепестков боле одного раза;
— выступание лепестков над гайкой (болтом) более, чем на 2 мм |
— удары молотком по месту загиба лепестков шайбы ;
— оставлять незагкутыми лепестки шайбы.
1,9. Загиб лепестков шайбы должен производиться специальными пшпдами согласно технологии на сборку изделия. В труднодоступных, местах разрешается производить загиб лепестков шайбы с помощью спепиальвых оправок или выколоток.

‘
ОСП 39502-77 с
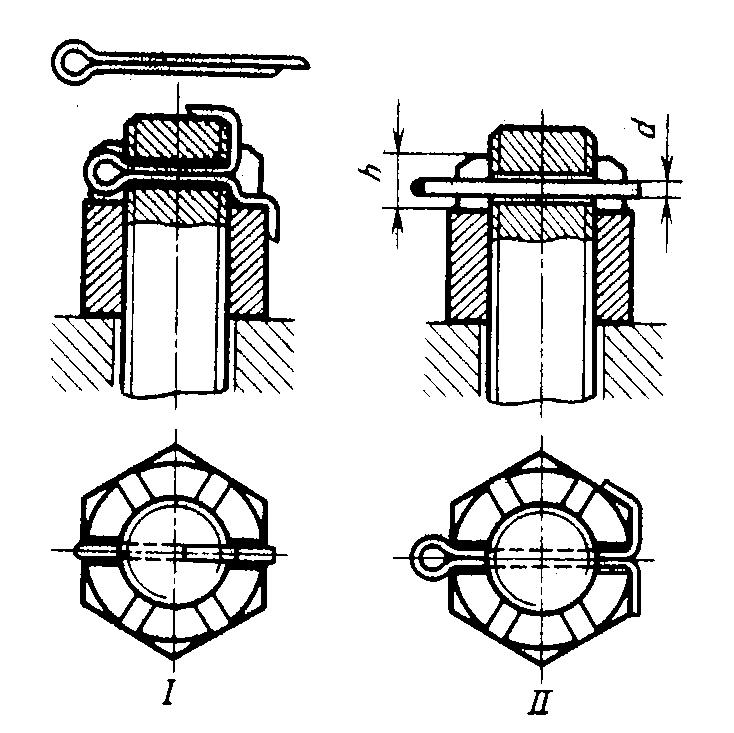
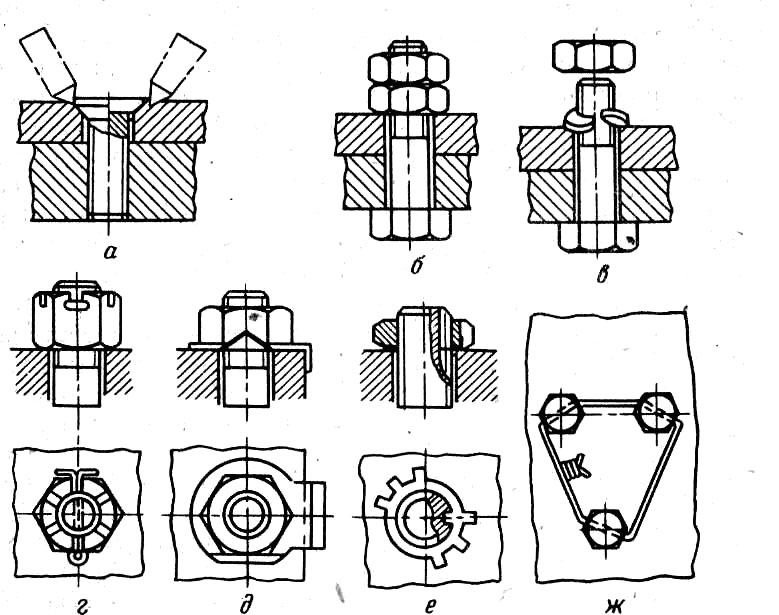
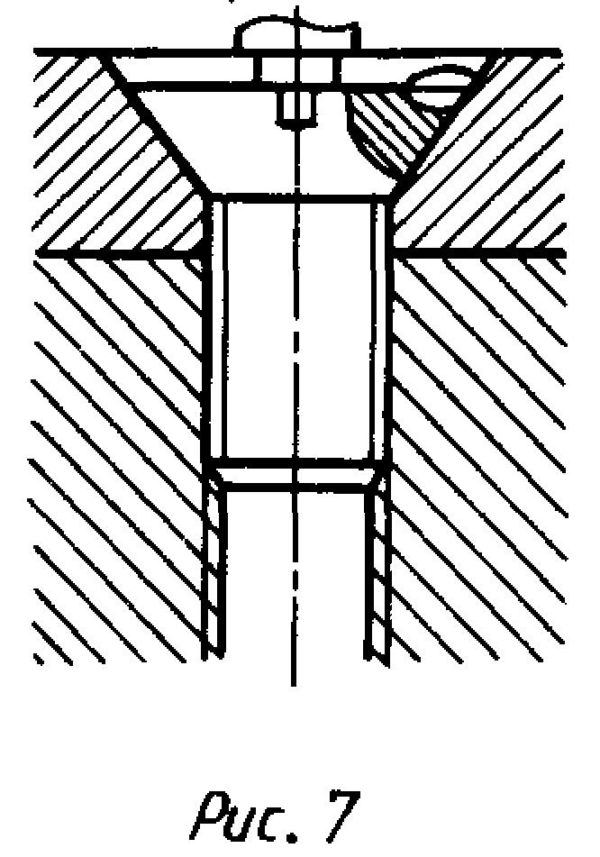
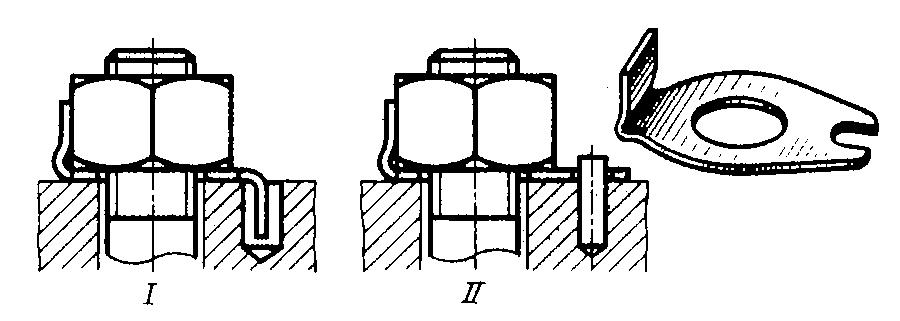
2. СТОПОРЕНИЕ ШПЛИНТАМИ Тия 2
2Л. Стошореше по типу 2 должно соответствовать указанному яа черт. 7, в ж &
ИСПОЛНЕНИЕ 2.1
Ч«р*.7 ИСПОЛНЕНИЕ 2,2
{ * 0,5 d ^ 0,75 с/ — диаметр болта» винта. шдальни |
Чарт,8
Плюсы и минусы использования жидких полимерных материалов в сантехнике
Производители уверяют, что анаэробные герметики являются идеальным материалом, не имеющим недостатков. Однако профессиональным мастерам удалось обнаружить несколько незначительных минусов в процессе использования.
| Преимущества | Недостатки |
| Соединение не теряет свойств при температуре в диапазоне -196º,-60º до 150-300ºС. Высокая устойчивость к механическим и динамическим нагрузкам. Экономичный расход материала. Нейтральность к агрессивной среде и вибрационным колебаниям. После застывания не растворяется в воде. Возможность надёжного соединения разных по структуре материалов. Устойчивость к высокому давлению: порядка 50 атмосфер и выше. | Зависимость от низких температур – увеличивается время затвердевания Ограниченность применения – не рекомендованы для герметизации труб диаметром от М80 и выше. Чувствительность к влаге – наносятся только на сухие поверхности. Обеспечивают сильную фиксацию, поэтому подходят только для неразрывных соединений. |
Некоторые монтажники выражают недовольство высокой стоимостью продукции. Однако цена выглядит вполне оправданной, если учитывать качество и экономичный расход состава.
3
Типы составов – какие есть средства для фиксации соединений?
Чтобы можно было использовать состав при монтаже разных степеней сложности, на рынке находятся герметики нескольких типов. Главное различие между ними заключается в показателях вязкости, текучести и способности проникать в самые тонкие щели. Кроме того, средство может быть предназначено не только для герметизации соединений резьбового типа, но и для фиксации фитингов, фланцев и втулок. На таре состава всегда находятся таблицы и указания, с помощью которых удастся определить подходящие сферы его использования.
В зависимости от степени прочности, герметики делятся на три вида: составы стандартной, средней и повышенной прочности. Средства первой категории применяются для работы с соединениями, которые, как правило, не подвергаются вибрации. Также эти составы используются в случаях, когда трубы нужно часто демонтировать. Мощность на срыв таких средств колеблется в пределах 4–9 Нм. Это позволяет убрать затвердевший герметик без применения специальных инструментов.
Гидроизоляция анаэробным герметиком
Составы средней прочности применяются в сервисных и ремонтных работах с целью фиксации соединений, подвергающихся вибрации или высокому давлению. В таких герметиках мощность на срыв составляет от 15 до 22 Нм. Демонтаж подобного рода средств требует использования инструментов или нагревания огнем. Герметики третьего класса применяются для резьбовых соединений, которые не планируется снимать в ближайшие несколько лет. Такие средства выдерживают самые сильные вибрации и очень высокое давление. Чтобы разорвать соединение, обработанное подобным герметиком, требуется приложить усилие не менее 55 Нм.
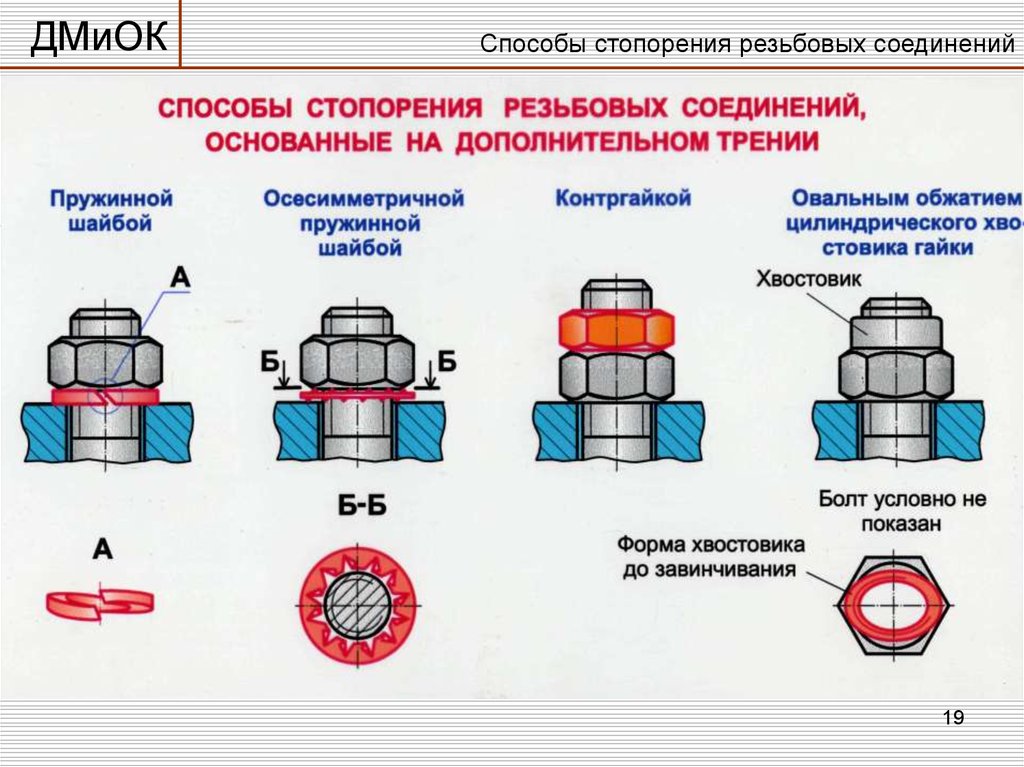
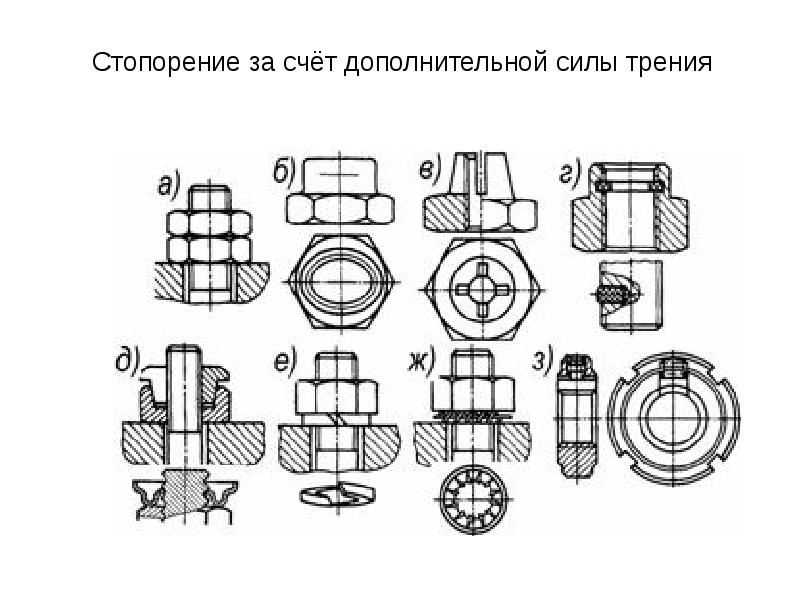
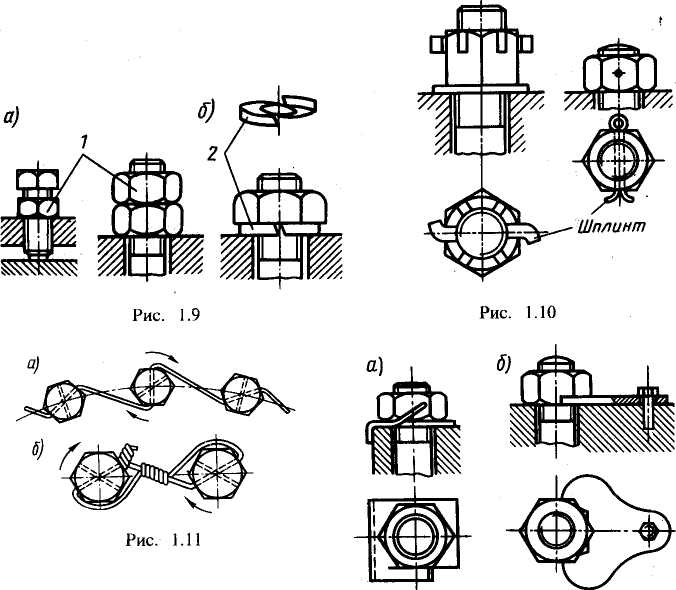
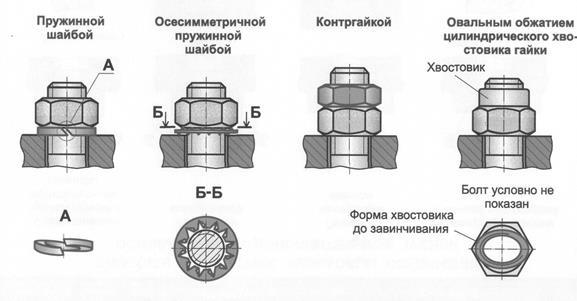
Применение контргаек
Эти гайки обычно стопорят друг друга, как это показано на рисунке 9. До сих пор идут споры, какая из гаек должна быть снизу — толстая или тонкая .
Рисунок 11 — Стопорение контргайкой
Однако, есть мнение, что этот тип стопорения является слишком непредсказуемым, чтобы быть надежным . Если внутренняя гайка затянута сильнее, чем наружная, то она «потечет» до того, как наружная гайка будет затянута до своей полной нагрузки.


С другой стороны, если наружная гайка затягивается больше, чем внутренняя гайка, то внутренняя гайка будет разгружаться. При этом наружная гайка начнет «течь» до того, как внутренняя гайка наберет свою полную нагрузку.
Это значит, что очень трудно получить правильную затяжку для каждой из этих двух гаек. Поэтому, считается , что самоконтрящие гайки являются намного более практичным выбором для стопорения, чем гайка и контргайка. Однако, например, в случаях, когда болтовое соединение не несет осевой нагрузки, применение контрящей гайки может быть вполне оправдано.
Применение калибров
Пробки со вставками являются главным типом резьбовых пробок, имеют конусный хвостовик. Они изготавливаются диаметром от 1 до 50 мм. Уплотнение резьбовых соединений с внешним диаметром от 50 до 100 мм делают в виде насадок, фиксируемых на концах пластмассовой ручки винтами. Проверку внешней резьбы производят резьбовыми кольцами, изготовленными диаметром от 1 до 100 мм. Проходные кольца нарезаются по всей ширине кольца. Их внешняя поверхность накатывается. Непроходимые кольца обладают укороченной резьбой (оставляют только два три витка с укороченной резьбой). На них создают отличительную проточку посередине внешней накатанной цилиндрической поверхности кольца.






