
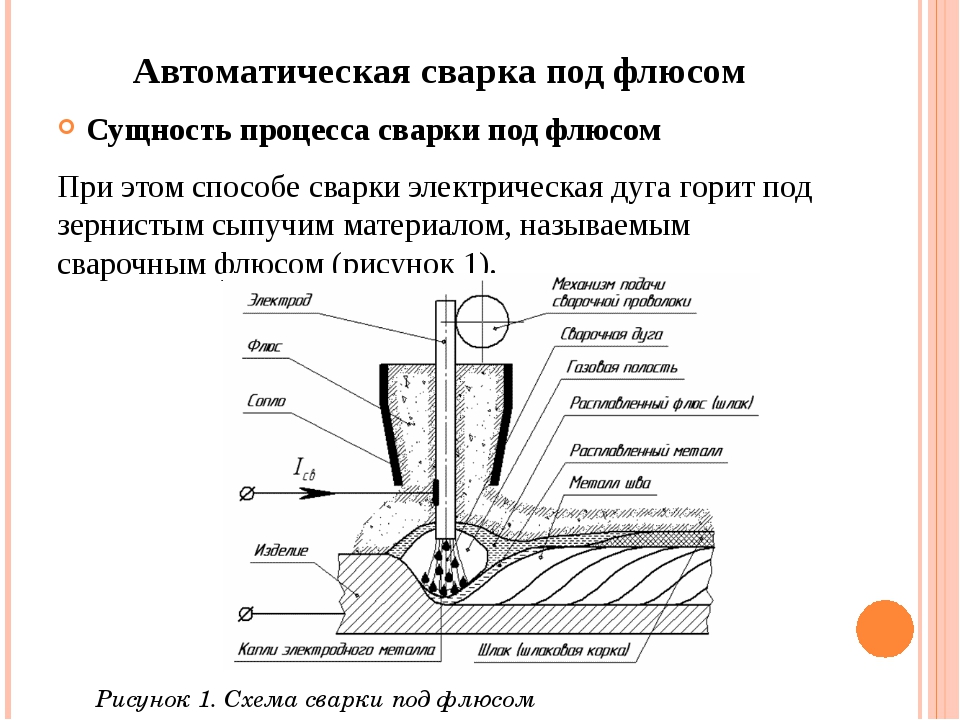
Принцип и условия работы
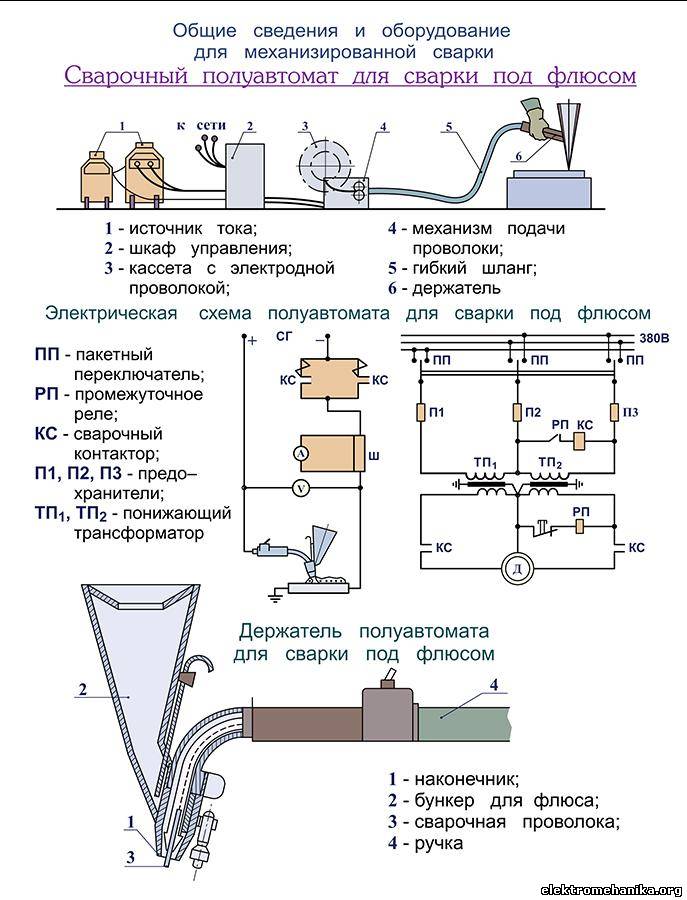
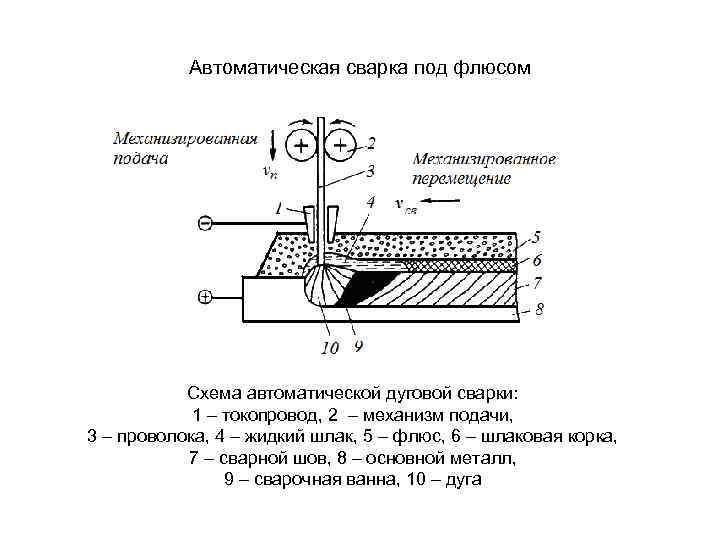
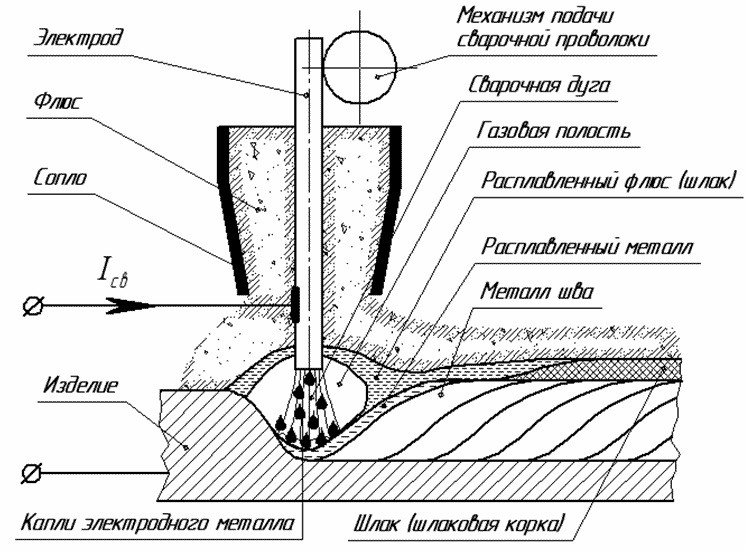
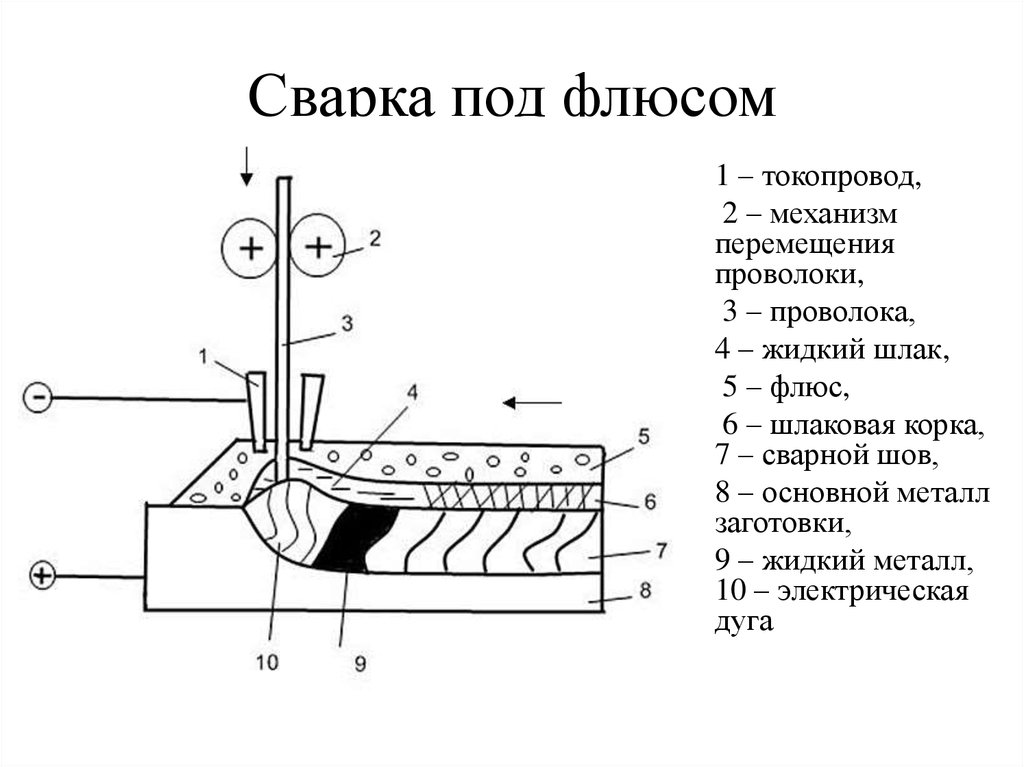
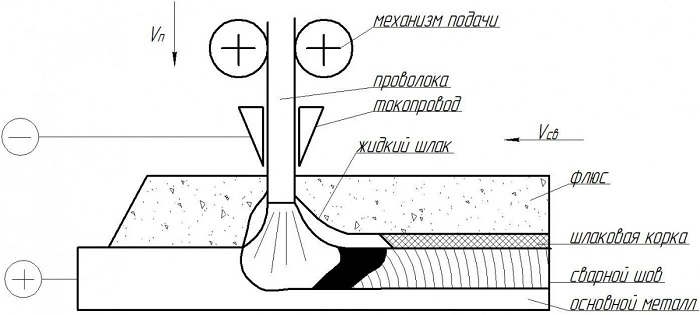
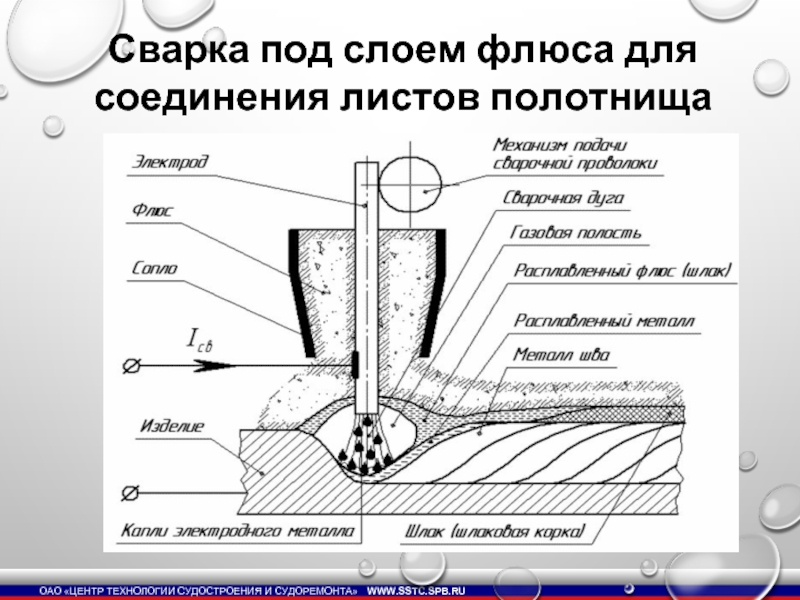
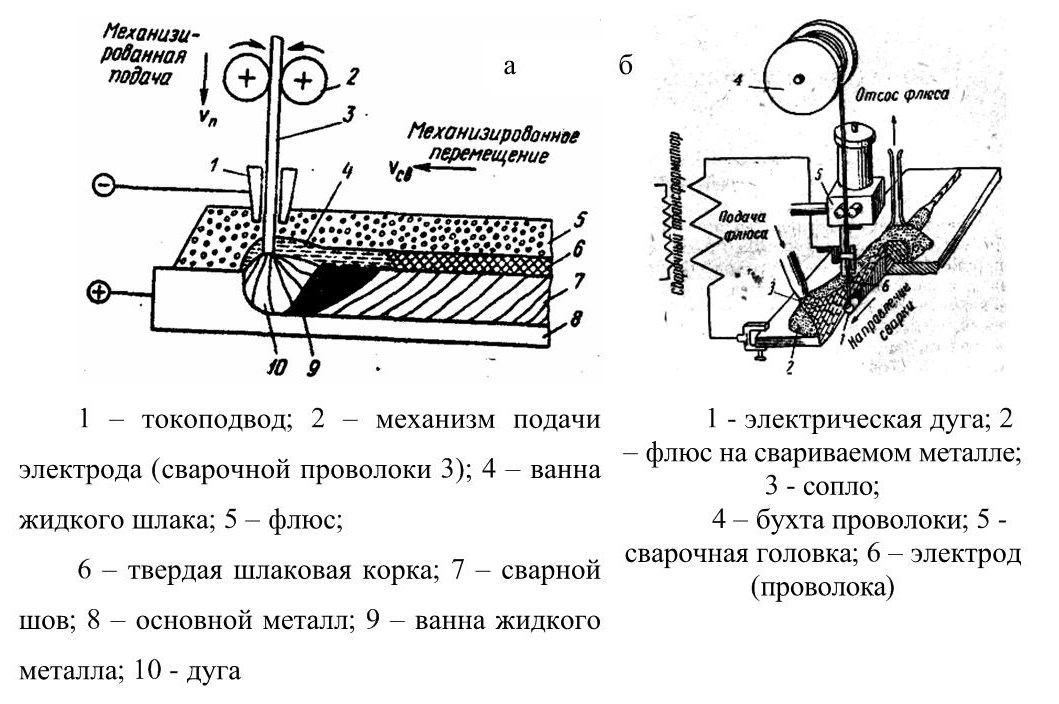
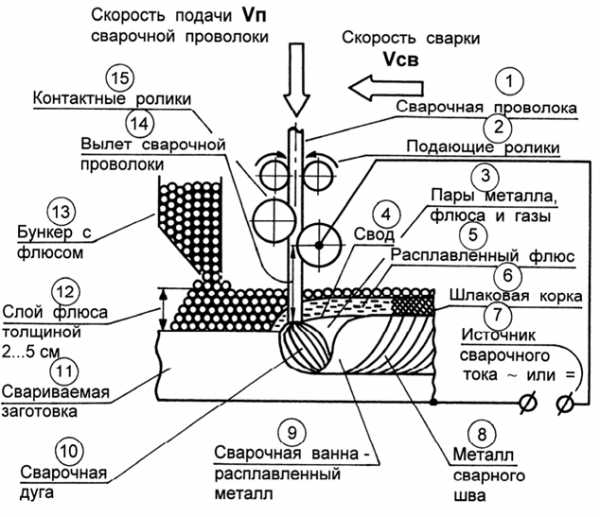
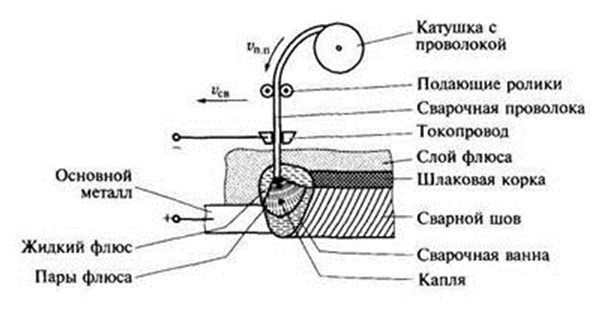
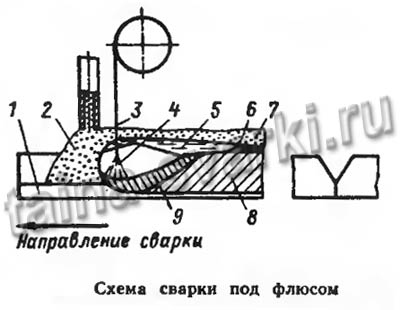
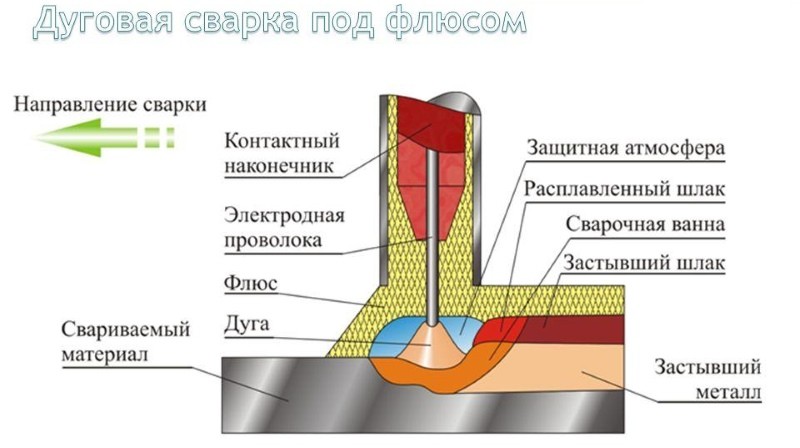
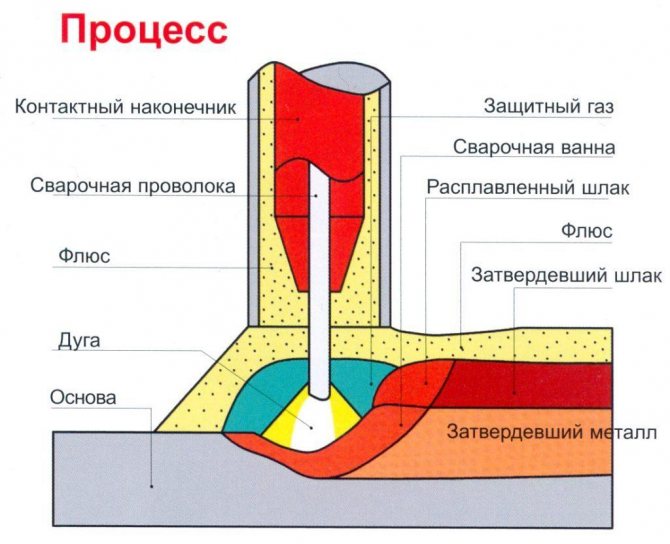
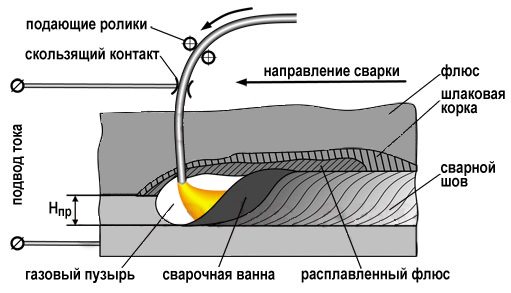
Сварочная зона при установившемся процессе включает такие области:
- Зона дугового столба с температурой внутри 4000−5000 °С.
- Зона газового пузыря, образующаяся вследствие интенсивного испарения атомов в кислородной среде.
- Шлаковый расплав, который легче металла и находится вверху газовой полости.
- Расплавленный металл — внизу полости.
- Шлаковая корка, образующая верхнюю, твердую границу зоны сварки.
На поведение свариваемого материала влияет и сварочная проволока. Так, любая сварка представляет собой миниатюрный металлургический процесс.
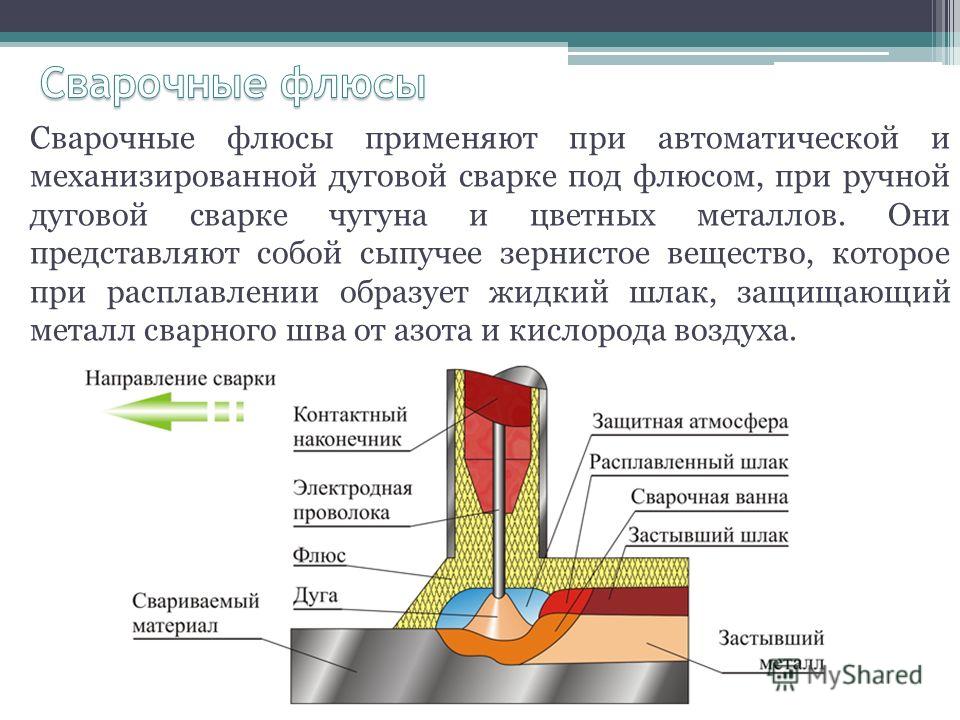
От шлаковой корки и окисления, которые ухудшают качество шва, свариваемый металл обезопасить можно путем непрерывной подачи в сварочную зону легкоплавких и одновременно химически инертных компонентов, коими и являются флюсы для сварки. Материалы могут применяться и для поверхностной наплавки. С использованием флюса снижается количество пыли, непременно образующейся в процессе работы.
Использоваться данные материалы должны при следующих условиях:
- Флюс должен не снижать производительность, а стабилизировать процесс.
- Не должно быть химической реакции флюса с основным металлом, сварочной проволокой.
- На протяжении рабочего цикла зона сварочного пузыря должна быть изолированной от окружающей среды.
- По окончании процесса остатки, связываясь с коркой шлака, должны без труда удаляться из рабочей зоны. Причем до 80% отработанного материала после очистки может использоваться снова.
Поскольку эти требования можно назвать даже противоречивыми, оптимальный состав флюса и способ его подачи определяется конкретным видом сварки, конфигурацией соединяемых деталей и производительность процесса.
Чем автоматическая сварка отличается от полуавтоматической
Различия в первую очередь проявляются в особенностях используемой аппаратуры. Однако для начала остановимся на сложности последней. Оборудование для автоматической и полуавтоматической сварки может работать с флюсом, защитным газом, также возможно применения порошковой проволоки. Основное отличие агрегатов для автоматической и полуавтоматической сварки заключается в том, насколько работник задействован в производственном процессе.
Автоматы.
Автоматическая и полуавтоматическая сварка имеют свои достоинства и возможности, которые и рассматриваются при выборе метода. Существует несколько типов автоматов:
- с одним или несколькими электродами, которые одновременно выполняют соединения;
- подвесные системы со смещающейся сварочной головкой и стационарным расположением остальных частей, их используют для фигурных швов;
- самоходные, которые перемещаются на тележке, у них подвижна не только головка, но и весь механизм, применяются они при конвейерной системе производства;
- тракторы сварочные – устройства, двигающиеся по заготовке или направляющим и выполняющие длинный шов, примером может служить производство сварочной трубы.

Еще одной классификацией автоматического оборудования является разделение по разновидностям сварочного процесса:
- работа ведется снизу (нижнее положение);
- горизонтальное соединение на вертикальных поверхностях;
- сваривание с принудительным формированием шва.
Оператор не принимает непосредственного участия в работе, не следит за расположением электрода и горелки. Основная функция работника – настройка аппаратуры и проверка ее работоспособности.
Автоматические установки – это сложное оборудование. Такие устройства имеют блок управления и электронные системы, большой срок окупаемости, стоят достаточно дорого. Поэтому покупка автоматов небольшими производствами, мастерскими – нерентабельна.
Рекомендовано к прочтению
- Резка меди лазером: преимущества и недостатки технологии
- Виды резки металла: промышленное применение
- Металлообработка по чертежам: удобно и выгодно
Полуавтоматы.
Срок окупаемости полуавтоматов небольшой. Они часто используются для сварки высокой сложности вне производства, на выезде. В полуавтоматическом оборудовании механической является только подача присадочной проволоки. Она помещается на направляющие ролики и автоматически двигается. Скорость ее перемещения регулируется оператором.
Классифицируют полуавтоматическое оборудование по:
- числу электродов;
- назначению (они могут работать со сталью, чугуном, цветными металлами);
- функциональности: аппаратура может работать без газового оборудования и подходить для любого вида сварки.

С такими аппаратами работают опытные специалисты, поскольку одновременно происходит регулировка подачи газа, отслеживание и поддержка расстояния между металлом и аппаратом, удержание дуги.
Виды сварки под флюсом
Стыковка цветных металлов методом сварки подразумевает применение различных составов. Составная часть делится на марганцевые, низко кремнистые, бескислородные изделия. Плавленые составы имеют структуру пемзы, легирующие свойства существуют у керамических изделий, улучшающие свойства крепления. Составляющие основных разновидностей:


- Солевые соединения богаты фторидами и хлоридами. С помощью них выполняется ручная аргонодуговая сварка, применяя активные составы, переплав шлаков.
- Оксидные смеси нашли свое назначение в стыковке фтористых деталей, а также низколегированных материалов. Данное изделие отличается содержанием кремния, имеет до десяти процентов фтористых составов.
- Смешанные изделия употребляются к высоколегированным сталям, структуру исполняют все элементы, перечисленные в первых двух материалах.
Тип и характеристики состава определяются технической документацией.

Режимы сварки сталей под флюсом
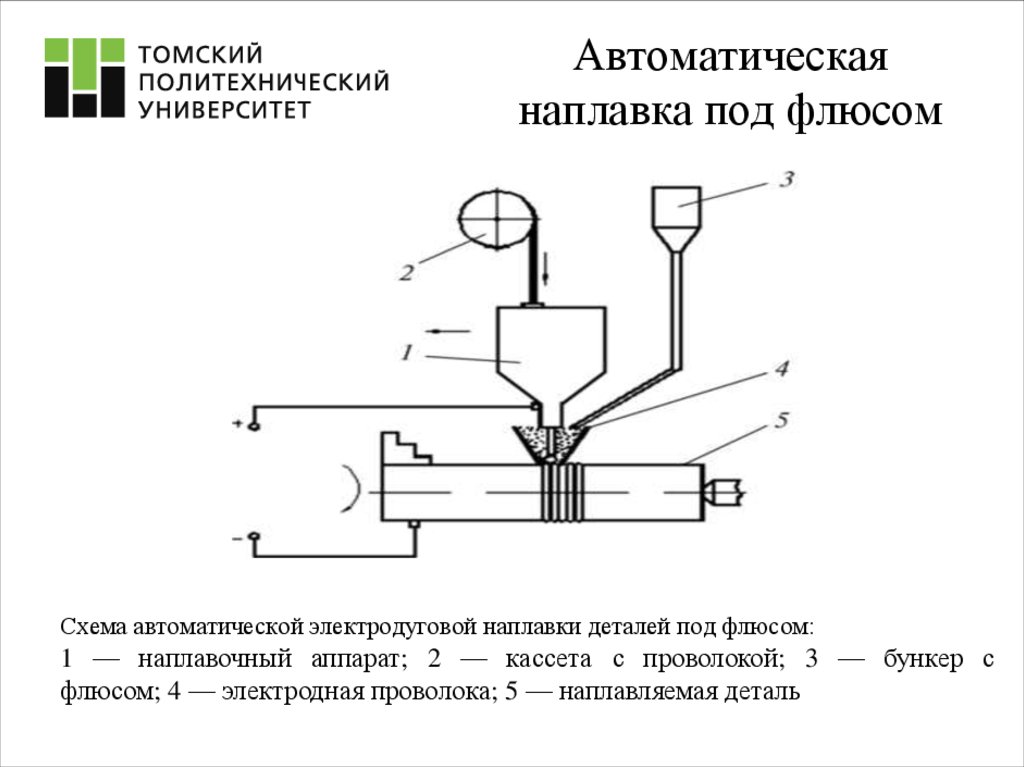
Автоматизированная сварка осуществляется таким способом, что оператор выполняет лишь отладку оборудования при соответствующем режиме работы. Последовательность действий и технология:
- К соединяемым деталям автоматическим режимом подводится флюс, высота слоя регулируется по отношению к толщине металла, забор продукта происходит из специально отведенного бункера.
- Кассетным механизмом подается проволока электрода, без которой процесс невозможен.
- Скорость работы выбирается таким образом, чтобы образовывалась качественная сварочная ванна, предотвращающая разбрызгивание металла.
- Изделие с более маленькой плотность всплывает на поверхность ванны, что не влияет на свойства шва. Неизрасходованный материал механически собирается в целях экономии.
Основным положительным качеством является увеличенная скорость путем механизированной сварки под флюсом. Благодаря этому, способ применяется различными производствами, зарекомендовал себя надежным и долговечным способом соединения сварных деталей.
https://youtube.com/watch?v=bXFLkDMFgIo
Шов выполняется по нескольким характеристикам, в зависимости от этого подбираются режимы работы. Распространённым видом является холодная сварка, применяется с пониженными температурами для соединения цветных металлов.
В случае отсутствия инструкции, вещество подбирается к работе методом пробы, важно следовать некоторым советам:
- Соединение высокого качества можно получить только при наличии стабильной дуги. Параметр регулируется путем подбора уровня скорости движения плавящего инструмента, силы тока.
- На скоростные показатели влияет степень вылета проволоки, а также легированный состав.
- Сила тока напрямую зависит на глубину, а напряжением можно производить регулировку ширины шва.

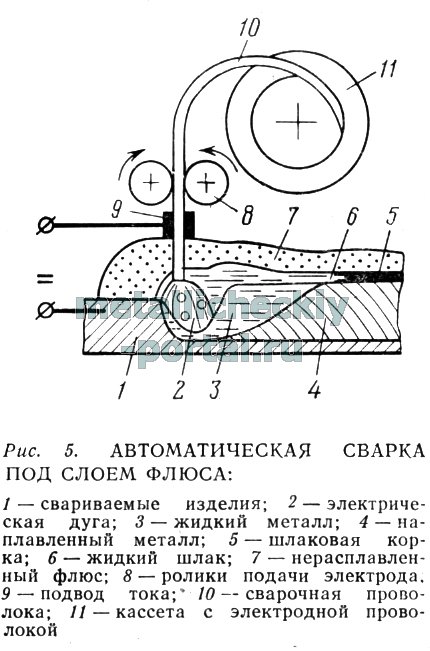
Механизм работы флюсов при сварке
Таким образом, возможно максимально точно подобрать необходимое вещество. Необходимо понимать, что пренебрегать контролем не стоит, т.к. соединение может быть нарушено при дальнейшей эксплуатации.
Сварка автомат: что это
Процесс формирования шва автоматическим способом сводится к следующим операциям:
- постоянному обновлению плавящегося электрода;
- поддержанию необходимых для получения качественного шва условий (подаче защитного газа или флюса в сварочную ванну);
- равномерному перемещению дуги по рабочей зоне с заданной скоростью;
- формированию сварного соединения.
Отличие от полуавтоматической
Разница между технологиями минимальна. Процессы различаются степенью механизации операций. Полуавтоматические аппараты имеют более простое строение. Они снабжены устройствами подачи расходного материала на держатель. Сварщик отвечает за перемещение дуги, направляет ее в нужную сторону.
При автоматической сварке все процессы контролируются оборудованием.
Инвертор и автомат
Автомат от инвертора отличается тем, что при его использовании не нужно осуществлять операции вручную. Сварщик выполняет роль настройщика, выставляя нужный режим. Инвертор использует те же расходные материалы, однако технология сварки с его использованием отличается от автоматической. Агрегат требует ручной настройки силы тока, напряжения, скорости подачи проволоки.

При использовании автомата не нужно осуществлять операции вручную.
Принцип работы
Автоматический аппарат регулирует:
- расстояние между свариваемыми заготовками и электродом;
- силу тока;
- скорость движения стержня;
- глубину прогрева свариваемых деталей.
Главным параметром является напряжение дуги, зависящее от длины. При использовании плавящегося электрода автомат обеспечивает равномерную подачу проволоки. Это помогает поддерживать стабильную длину дуги. Нарушение равенства параметров наблюдается при скачках напряжения, неправильной обработке свариваемых деталей, влиянии магнитного поля. Сварочный автомат нивелирует эти нарушения, восстанавливая нужную длину дуги. При программировании оборудования применяют 2 принципа регулировки:





- самостоятельный, срабатывающий при постоянной скорости выведения проволоки;
- принудительный, при котором характер подачи проволоки зависит от напряжения дуги.
Рекомендуем к прочтению Нюансы использования газовой сварки Принцип саморегулирования лежит в основе ряда простых сварочных аппаратов, подающих проволоку с постоянной скоростью. При использовании агрегатов с принудительной регулировкой при увеличении длины дуги возрастает ее напряжение.
Характер сварного шва
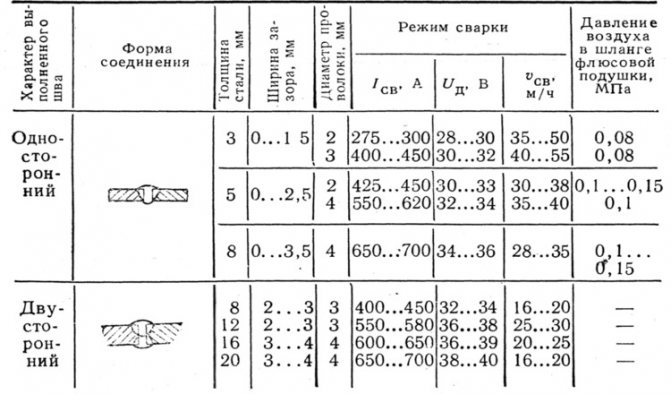
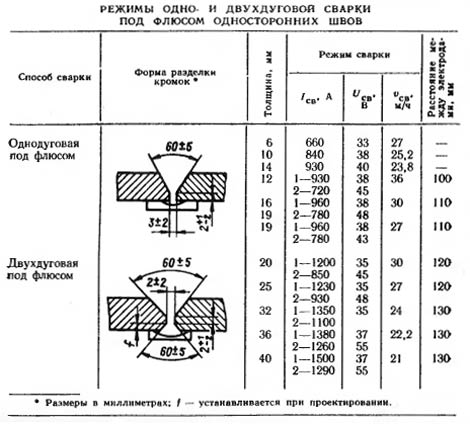
Односторонняя сварка стыков используется для менее ответственных соединений. Применяют ее и в тех случаях, когда не удается получить доступ к изнанке. Большой размер сварочной ванны, ее относительный перегрев, большой объем расплава зачастую приводят к расплескиванию расплава и его вытеканию через зазор. Для предотвращения нежелательного эффекта используют подкладочные пластины из стали или меди, а также подсыпку флюса. Наиболее распространены следующие методы выполнения односторонних швов:
- Флюсовая подушка. Под соединяемые кромки засыпают флюсовый порошок слоем 3-7 см. Прижим осуществляется за счет собственного веса или с помощью резинового баллона, наполненного сжатым воздухом. При небольших размерах соединения используется резиновый шланг. Слой флюсового порошка препятствует вытеканию расплавленной среды и предотвращает доступ воздуха к сварочной ванне.
- Медная подкладочная пластина. Медь имеет высокий коэффициент теплопроводности. Это свойство используется для отвода избыточного тепла из рабочей зоны. Таким образом не происходит пережог материала заготовок. Кроме того, пластина предохраняет расплав от вытекания через зазор. Напротив шва в пластине делается продольная выемка, ее засыпают флюсовым порошком. Благодаря такой выемке на изнаночной стороне соединения формируется сварочный валик. Медная пластина имеет ширину от 4 до 6 см, и толщину от 0,5 до 3 см.
- Медный ползун. Параллельно электроду с изнаночной стороны на шпильках движется массивный башмак с водяным охлаждением. Для снижения трения могут применяться ролики.
- Стальная подкладная пластина. Если позволяет конструкция, с тыльной стороны подкладывают контактную полосу шириной 2-5 см и толщиной полсантиметра из того же сплава, что и заготовки. Ее устанавливают с минимальным зазором и прихватывают через каждые 40 см конденсаторной сваркой. Пластина проваривается вместе с заготовками, входя в состав шовного материала. Таким образом не только предотвращается вытекание расплава, но и повышается прочность шва.
- Подварочный шов. Ручная подварка формирует корень шва, надежно фиксирует заготовки и предотвращает вытекание расплава.
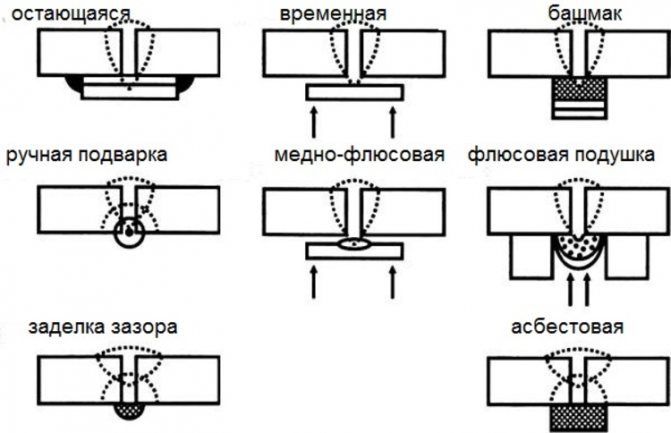
Способы защиты от вытекания, виды подкладок.Двустороння сварка стыков формирует более прочный и долговечный шов. Этот метод применяется в ходе сборки промышленных установок, станков, транспортных средств, строительных конструкций, ответственных и нагруженных изделий с высокой удельной прочностью. Проварка с двух сторон позволяет шву выдерживать как статические, так и динамические нагрузки наравне с основным материалом изделия.
При выполнении стыка в два прохода сначала заваривают шов с лицевой стороны, достигая глубины провара 60-70% от высоты. Перед этим заготовки тщательно подгоняют друг к другу, зазор не должен превышать 1 мм. Различные подкладочные средства при этом не применяют, сил поверхностного натяжения расплава достаточно, чтобы избежать вытекания. На следующем этапе проходят шов с изнаночной стороны, формируя его полный профиль.
Если по конструктивным или технологическим причинам обеспечить малый зазор не удается, используют те же методы для предотвращения протекания, что и при одностороннем способе:
- подкладочная пластина из меди;
- пластина из стали;
- слой флюсового порошка;
- подварка вручную.
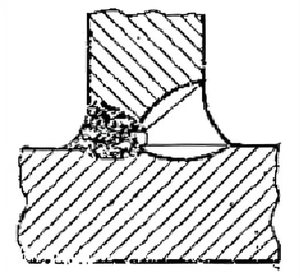
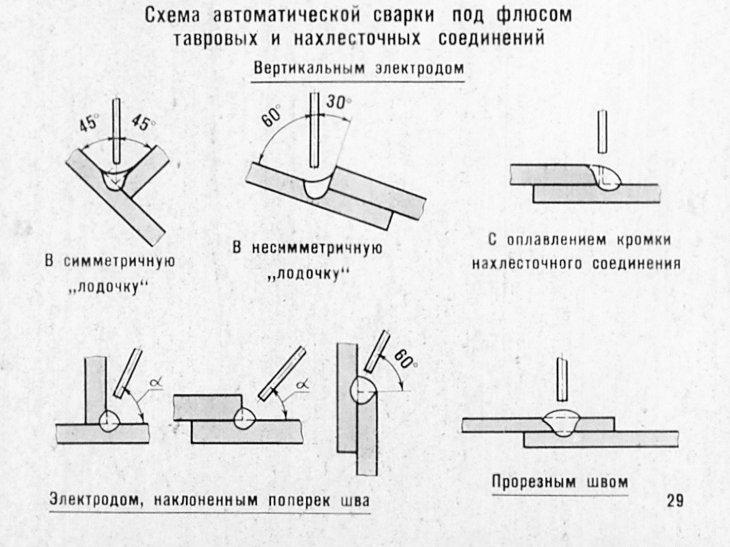
Угловые, тавровые и нахлесточные швы заваривают, располагая заготовки в лодочку. При проварке с обратной стороны кантователь с закрепленными в нем заготовками поворачивают на необходимый угол.
Виды флюсов
Как уже было сказано выше, флюс для сварки – это порошок с размерами гранул 0,2-4 мм. Его классификация зависит от многих показателей. Но есть основные характеристики, которые разделяют его на группы и классы.
По способу производства сварочные флюсы делятся на:
- плавленые: их компоненты сначала плавятся, затем гранулируются, прокаливаются и разделяются на фракции;
- неплавленые или керамические: это сухие ингредиенты, которые смешиваются с жидким стеклом, сушатся, гранулируются, прокаливаются и разделяются на фракции.
Производители и специалисты отмечают плавленый вариант, как лучший из двух представленных.
Разделение по химическому составу.
- Оксидные флюсы. В основе порошка содержатся оксиды металлов до 90% и остальное – это фторидные соединения. В этой группе есть подгруппы, которые определяют процентное содержание того или иного оксида. К примеру, оксид кремния. Если его содержится во флюсе до 1%, то такой порошок называется бескремнистый, если его содержание составляет 6-35% – низкокремнистый и больше 35% – высококремнистый. Оксидные флюсы предназначены для сварки низкоуглеродных и фтористых стальных заготовок.
- Солевые. В них нет оксидов металлов, основу составляют соли: фториды и хлориды. Такой порошок используется для сваривания активных металлов, к примеру, титан.
- Смешанные флюсы (солеоксидные). В них есть и оксиды и соли. Применяют их для соединения легированных сплавов.
Еще одна характеристика – активность флюсов. По сути, это скорость окисления порошка при его нагреве. Измеряется данный показатель от нуля до единицы и делит флюсы на четыре категории:
- Меньше 0,1 – это пассивные материалы.
- От 0,1 до 0,3 – малоактивные.
- От 0,3 до 0,6 – активные.
- Выше 0,6 – высокоактивные.
И последнее. Это деление по строению гранул. Здесь три позиции: стекловидные, пемзовидные и цементированные. Необходимо отметить, что сварка под стекловидным флюсом дает более широкий сварной шов, чем под пемзовидным. Если используется порошок с мелкими частицами, то шов под ним образуется глубокий и неширокий с высокими прочностными качествами.
Дефекты сварных швов
У начинающих сварщиков часто при выполнении швов встречаются ошибки, которые приводят к появлению дефектов. Некоторые из них критичны, некоторые — нет
В любом случае, важно уметь определить ошибку, чтобы затем исправить ее. Самые распространенные среди новичков дефекты — неодинаковая ширина шва и его неравномерное заполнение
Происходит это из-за неравномерных движений кончика электрода, изменении скорости и амплитуды движений. По мере накопления опыта эти недостатки становятся все менее заметными, через некоторое время вообще исчезают.
Другие ошибки — при выборе силы тока и величины дуги — можно определить по форме шва. На словах описать их сложно, проще изобразить. На фото ниже показаны основные дефекты формы — подрезы и неравномерное заполнение, прописаны причины, их вызвавшие.
Ошибки, которые могут возникнуть при сварке
Непровар
В стыке остаются полости воздуха или несоединенной стали.
Результат – непрочное соединение. Причина – малая сила тока или слишком быстрое перемещение электрода.
Подрез
По сути, это канавка, которая образуется так – сварная ванна очень широкая, поэтому заготовка прогревается на большое расстояние. Капля расплава сходит вниз, а на месте образуется полость. Чтобы этого не допустить, следует уменьшить электродугу. Очень характерно для вертикалов или углов.


Поры и наплывы
По сути это неровности – в одном месте кристаллизация прошла быстрее, а в другом – медленнее. Обычно виной этому неправильно подобранные электроды (просто некачественные) или сквозняк. Выглядит это так:
Прожог
С этим сталкивается каждый новичок, желающий усилить подачу электричества. Образуется полость. Здесь посоветовать можно одно – нужно плавно вести электрод, подолгу не оставлять его на одном месте. Подробнее о дефектах и причинах на видео:
Разновидности и режимы сварки
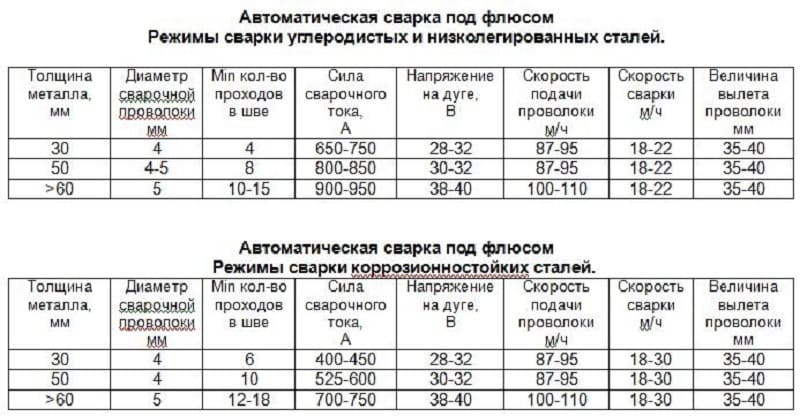
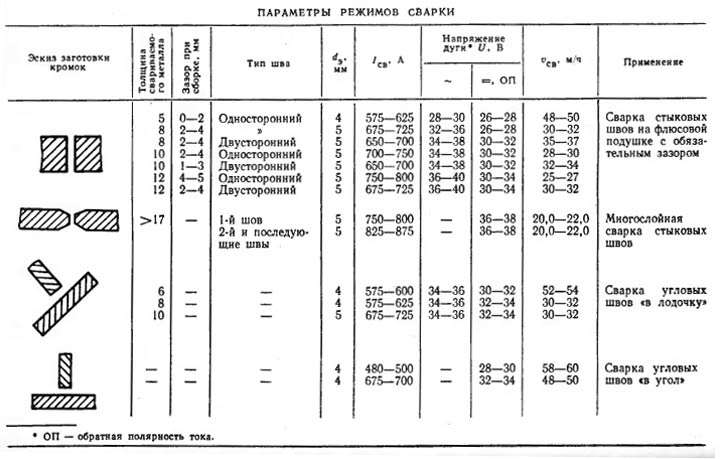
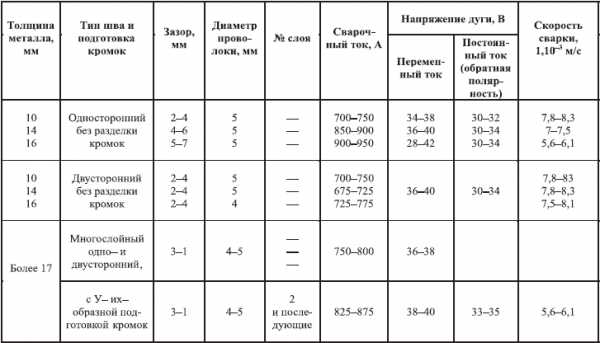
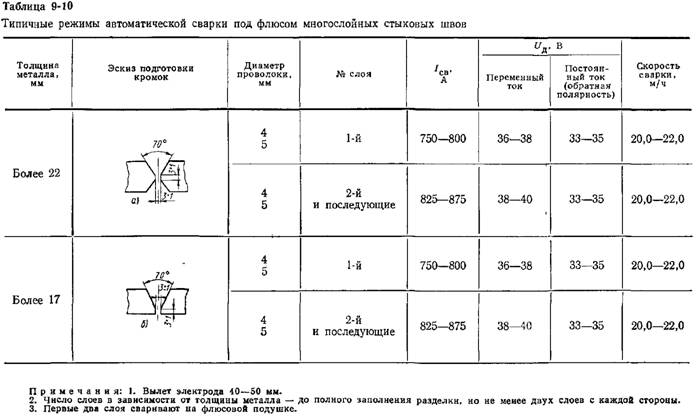
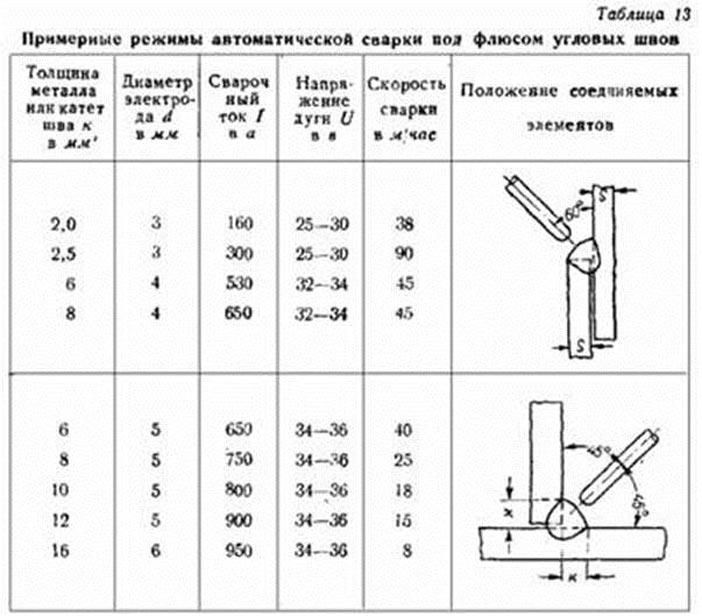
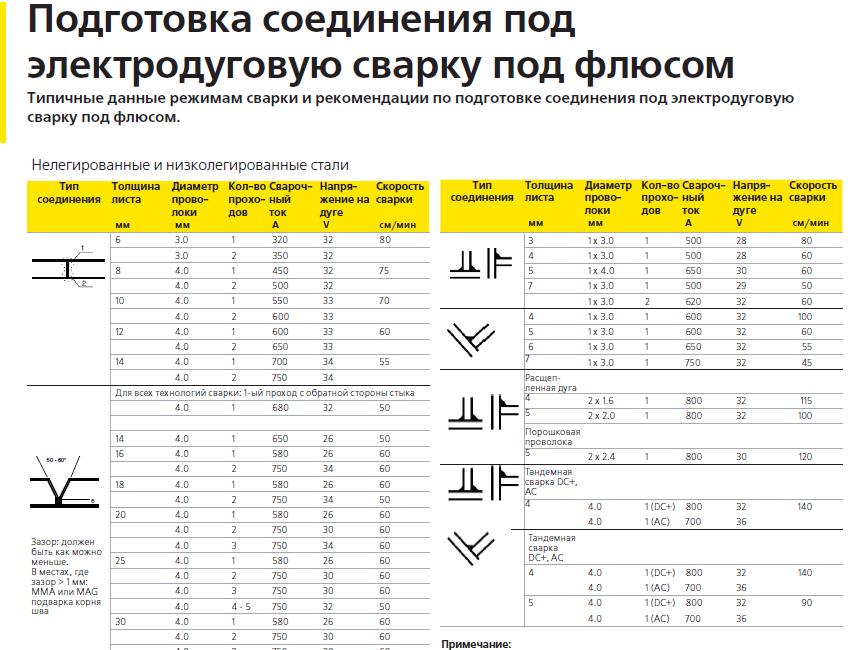
Для соединения металлов сваркой применяются разные флюсы. Найти правильный состав без опыта трудно. Поможет в этом техническая документация и таблица № 1, которые показывают режим работы с низколегированными и углеродистыми сталями.
| Толщина металла (мм) | Диаметр электрода | Кол-во проходов | Ток (А) | Напряжение (В) | Подача проволоки (м/ч) |
| 30 | 4 | 4 | 650-750 | 28-32 | 87-95 |
| 50 | 4-5 | 8 | 800-850 | 30-32 | 87-95 |
| ˃60 | 5 | 10-15 | 900-950 | 38-40 | 100-110 |
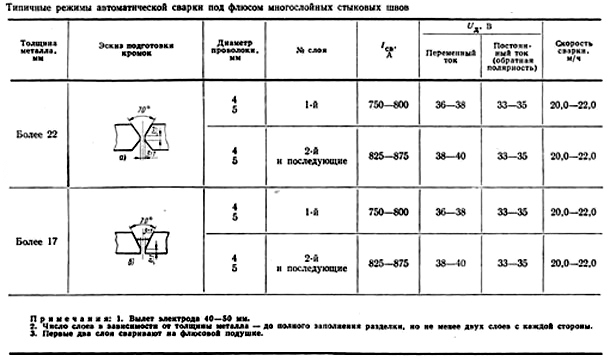
Режим сварки сталей коррозионно-стойких представлен в таблице № 2.
| Толщина заготовки (мм) | Диаметр проволоки | Кол-во проходов | Сила тока (А) | Напряжение дуги (В) | Подача электрода (м/ч) |
| 30 | 4 | 6 | 400-450 | 28-32 | 87-95 |
| 50 | 4 | 10 | 525-600 | 30-32 | 87-95 |
| ˃60 | 5 | 12-18 | 700-750 | 38-40 | 100-110 |
Оператор налаживает оборудование и заправляет его проволокой и флюсом.
Цветные металлы соединяются методом холодной сварки, при которой температура дуги понижена. Сила рабочего тока зависит от диаметра проволоки:
| Диаметр электрода (мм) | Ток (А) |
| 2 | 200-400 |
| 3 | 300-600 |
| 4 | 400-800 |
| 5 | 700-1000 |
| 6 | 700-1200 |
Для проведения работ с малоуглеродистыми сталями применяют флюс АН-348А, АНЦ-1 или ОСЦ-45. Проволока выбирается марок Св-08ГА, Св-08А или Св-10Г2. Металл со средним содержанием углерода сваривается на пониженных режимах. Работа ведется медленно, поэтому метод редко используется.
К среднелегированным металлам предъявляются повышенные требования: стойкость к коррозии, импульсным нагрузкам. Флюс нужен таких марок: АН-15, АН-17М, АН-15М, АВ-4, ОФ-6, АН-30. С этими составами используются электроды Св-08Х20Н9Г7Т, Св-20Х4ГМА, Св-10ХГСН2МТ, Св-10Х5М.
Высоколегированные стали широко применяются в нефтяной и химической промышленности. Сварка ведется проволокой 2-3 мм. Марка не играет большой роли. Флюс используется от АНФ-5 до АНФ-26.
Виды гранулированного порошка
Для осуществления сварочного процесса, флюс подразделяется на несколько типов. Все зависит от металла, который будет обрабатываться:
- Высоколегированная сталь.
- Цветные сплавы.
- Углеродистая и легированная сталь.
Методика производства также подразделяет этот гранулированный материал на несколько подвидов:
- Керамический.
- Плавленный.
 Использование первого вида позволяет получить улучшенный шов. Плавленый флюс отличается своей пемзовидной структурой.
Использование первого вида позволяет получить улучшенный шов. Плавленый флюс отличается своей пемзовидной структурой.
Чтобы получить керамический материал, сначала специальные элементы подвергают мелкому измельчению. Затем смешивают с экструзией, которая помогает получить однородную массу. В нее добавляют жидкое стекло. Такая смесь используется только в том случае, когда требуется провести ещё одно легирование материала сварочного шва.
После спекания исходных веществ, проведения их грануляции, получается плавленый флюс. Гранулы для проведения газовой сварки делятся на несколько подгрупп. Разделение зависит от их химического состава:
- Солевые. В их состав входит большое количество хлоридов, а также небольшое количество фторидов. Гранулы применяются для сваривания активных металлов. Их используют для переплава оставшегося шлака.
- Смешанные. Материал представляет собой смесь солевых гранул с оксидами. Используется для работы с легированными сталями.
- Оксидные. Смесь предназначена для обработки фтористой стали или низколегированного металла. В состав входят окислы металла вкупе с минимальным количеством фтористых соединений.
Сварка под флюсом различных типов сталей
Сварка конструкционных углеродистых сталей
При сварке конструкционных малоуглеродистых сталей используют флюсы марок АН-348А, ОСЦ-45, АНЦ-1 и другие в сочетании с малоуглеродистыми или марганцевыми проволоками марок Св-08А, Св-08ГА, Св-10Г2.
Сварку среднеуглеродистых сталей выполняют при пониженных режимах, что существенно сказывается на производительности, поэтому, при изготовлении конструкции из среднеуглеродистых сталей данный вид сварки не нашёл широкого распространения на практике.
Высокоуглеродистые конструкционные стали содержат 0,46-0,75% углерода и свариваемость их затруднена. Для сварных конструкций эти стали не используются и необходимость в их сваривании возникает, как правило, при ремонтных работах. В большинстве случае, ремонт выполняют методом наплавки.
Сварка низколегированных сталей
К низколегированным сталям относят группу сталей, содержащих в составе менее 5% легирующих элементов. Оценивая свариваемость сталей этой группы, можно сказать, что при сварке под флюсом их свариваемость существенно не отличается от нелегированных малоуглеродистых сталей. Но, легирующие элементы в составе стали повышают склонность сталей к росту зёрен в зоне термического влияния, а при высокой скорости охлаждения в них могут возникать неоднородные структуры закалочного характера.
Для сварки металлоконструкций из низколегированных сталей, с температурой эксплуатации до -40°C, используют высококремнистые марганцевые флюсы марок АН-22, АН-22М, АН-47, АН-67А и другие в сочетании с легированной сварочной проволокой марок Св-10НМА, Св-08ХМ, Св-08МХ и др.
Сварка среднелегированных сталей
Среднелегированными являются стали, содержащие в составе 5-10% легирующих элементов. Для современных среднелегированных сталей характерно легирование многокомпонентное, комплексное. Легирование этих сталей только одним элементом применяется редко.



К сварным конструкциям из среднелегированных сталей предъявляются требования повышенной прочности в условиях эксплуатации, а также, нередко, коррозионная стойкость, стойкость к импульсным (резко возрастающим, мгновенным) нагрузкам. Чем выше содержание легирующих элементов, тем труднее сваривать сталь.
Одной из главных проблем свариваемости среднелегированных сталей является их чувствительность к образованию горячих трещин в сварных швах, поэтому при их сварке необходимо тщательно выбирать композицию шва. Кроме этого, необходимо использовать технологические приёмы и выбирать режимы, которые позволят получить хороший коэффициент формы шва и снизить скорость охлаждения.
Для сварки конструкций из среднелегированных сталей сварка под флюсом получила достаточно широкое применение. Для такой сварки используются низкокремнистые флюсы марок Ан-15, АН-15М, АН-17М и бескремнистые марок АН-30, ОФ-6, АВ-4 и др.
Применение бескремнистых флюсов предпочтительно в тех случаях, когда к металлу шва предъявляются повышенные требования по ударной вязкости. В сочетании с вышеуказанными флюсами применяется сварочная проволока марок Св-20Х4ГМА, Св-08Х20Н9Г7Т, Св-10Х5М, Св-10ХГСН2МТ.
Сварка высоколегированных сталей
Высоколегированными считаются стали, содержащие в составе более 10% легирующих элементов. Сварка под флюсом высокоуглеродистых сталей нашла широкое применение в химической и нефтяной промышленности, где требуется высокая коррозионная стойкость сварных изделий и жаропрочность.
Своим широким применение для этих сталей сварка под флюсом получила благодаря постоянству процесса сварки и, как следствие, химической однородности металла шва
Это очень важно для высоколегированных сталей, учитывая, что даже незначительная химическая неоднородность металла шва может стать причиной образования в нём кристаллизационных трещин или заметно снизить коррозионную стойкость или жаропрочность
Сварка под флюсом способна обеспечить швы с гладкой поверхностью и плавным переходом к основному металлу, что позволяет повысить стойкость к коррозии по сравнению со сваркой электродами.
При сварке под флюсом высоколегированных сталей обычно применяют проволоку диаметром 2-3мм. При этом могут использоваться почти все марки проволоки по ГОСТ 224, а также многие марки проволоки, выпускаемые по ТУ, например, Св-12Х11НМФ, Св-12Х13, Св-10Х17Т, Св-04Х19Н9, ЭП467, ЭП235, ЭП497 и другие.
Для сварки жаропрочных высоколегированных сталей применяются фторидные флюсы марок АНФ-5, АНФ-8, АНФ-24 и бескремнистые флюсы марок АНФ-17, АНФ-22. Для сварки коррозионностойких высоколегированных сталей применяют флюсы с низким содержанием кремния марок АН-26, АНФ-14.
Толщина свариваемых деталей
Это важный параметр, определяющий выбор той или иной технологии, способ и конкретную форму разделки кромок, число сторон шва и число проходов. Тонкие заготовки (до 1мм) сваривают, применяя прием разделки «отбортовка». Он позволяет избежать прожога, увеличить площадь соприкосновения заготовок и повысить прочность, долговечность и герметичность (при необходимости) соединения. Заготовки от 1 до 4 мм сваривают без разделки кромок.
Небольшая толщина позволяет добиться полного провара и высокого качества шва. Заготовки толще 4 мм подвергаются разделке кромок. Это необходимо для обеспечения доступа электрода к корню шва для достижения полного и качественного провара.
Для деталей толще 60 мм используют специальные профили разделок, разнородные криволинейные или ступенчатые, и проваривают шов за несколько проходов. Сварочные смеси ГОСТ регламентирует также в зависимости от толщины.
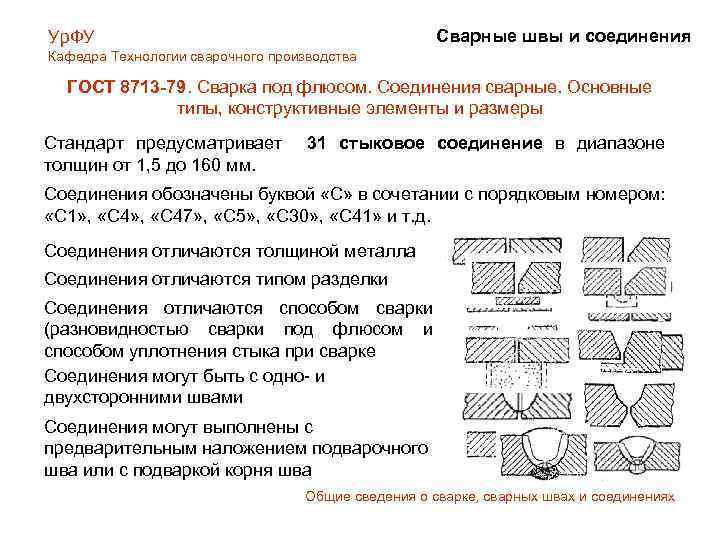
Форма подготовки кромок
ГОСТ 8713-79, описывающий сварку в защитном газе и сварные соединения, требует высокой точности при разделке кромок заготовок. Требования по точности, предъявляемые к обычной ручной сварке ММА, либо аргонодуговой, заметно ниже. Автоматический сварочный аппарат настраивается под определенный режим сварки, включая силу тока, расстояние от заготовки до электрода и его траекторию.
В ходе исполнения заложенной программы автоматический аппарат не сможет учитывать неточности обработки либо установки заготовки, как это смог бы сделать квалифицированный и опытный сварщик.
Разделку кромок проводят на установках газовой, плазменной или лазерной резки. Используются также металлообрабатывающие станки (фрезерный, строгальный, долбежный). Реже при разделке применяются установки водяной резки.
Перед началом работ необходимо провести подготовку: очистить от механических загрязнений, шлака, ржавчины, масложировых пятен. Оставшиеся загрязнения, попав в зону действия дуги, приводят к образованию таких дефектов, как:
- поры и каверны;
- трещины;
- непровар;
- посторонние неметаллические включения.
Механическую зачистку проводят с помощью пескоструйной обработки либо ручными угловыми шлифмашинами. Используется также и химическое пассивирование для более качественного удаления окисной пленки. Кроме самих кромок, зачищается и околошовная область на 5-6 мм с каждой стороны от шва. Общее обезжиривание с помощью органических растворителей или неорганических активных веществ распространяется на ту же зону.
Заготовки требуется надежно закрепить на сборочном стенде с помощью струбцин или специальной оснастки. Используется также прихватывание в заранее определенных местах ручной электродной сваркой или в среде углекислого газа. Точечные прихватки делают из полос металла длиной 5-7 см. Их устанавливают не далее 40 см одну от другой, с краю они должны быть не далее 20 см от начала (конца) шва. Их обязательно следует очистить от брызг расплава и шлаков.




Для входа и выхода электрода без прожога в начале и конце шва устанавливают вводные и выводные подкладки, разделанные тем же профилем, что и основной шов.
Рабочие режимы выбирают исходя из металла заготовок, их толщины, вида разделки. К ним относятся:
- рабочий ток и напряжение;
- толщина и темп подачи сварочного материала;
- скорость и наклон движения электрода.
Стыковые швы свариваются с разделкой или без таковой. Соединение может провариваться с одной либо обеих сторон, а также за несколько проходов.
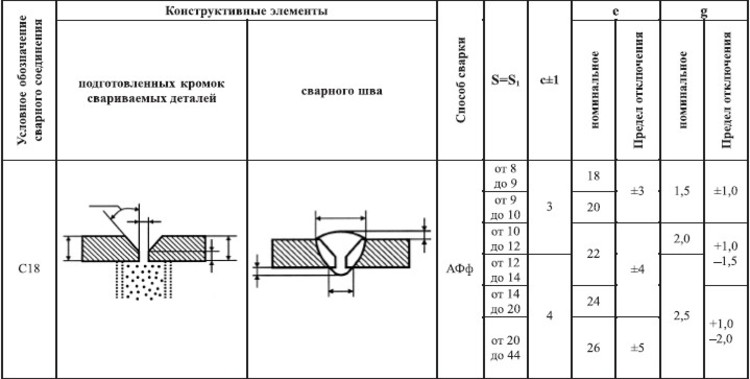
Пример основной таблицы ГОСТ для типа соединения С18.
Если есть возможность довести зазор между заготовками до 1 мм, то работу в положении «в лодочку» проводят без подкладки. Если же зазор больше — подкладывают металлическую или асбестовую пластину, либо подсыпают подушку из флюса. Применяется также предварительное подваривание корня шва с изнанки.
Сварка в положении «лодочка» рекомендована для угловых и тавровых швов. Она дает возможность равномерно проплавить кромки и увеличить площадь сечения шва. Для этого заготовки крепят в специальной поворотной оснастке, называемой кантователь. Он может поворачиваться вместе с заготовкой вокруг продольной оси, параллельной линии шва. ГОСТ предусматривает сборку двутавра сварного таким же способом.

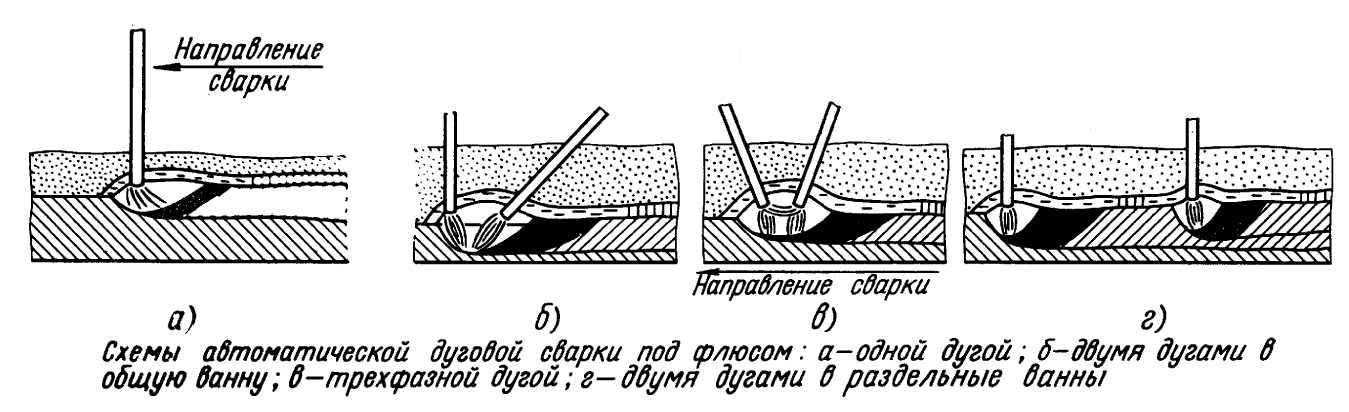
Сварочные схемы.
Сваривание тавровых и нахлесточных швов ведут с углом наклона электрода в 15-30о к линии шва. К минусам такого метода относят ограничение предельного значения катета в 16 миллиметров. Для получения больших значений приходится прибегать к многопроходному провариванию.
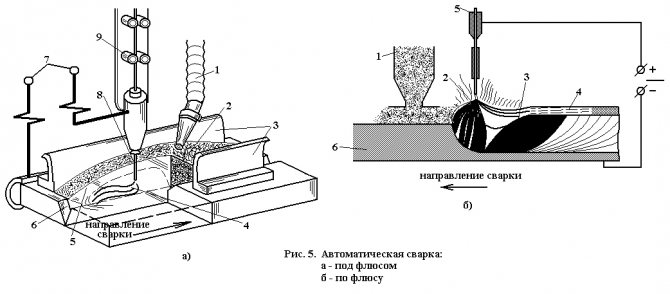
Способы работы
Для выполнения соединения с помощью сварки под флюсом наиболее распространены два метода.
Соединение с помощью сварки полуавтоматом. Чтобы обеспечить оптимальную скорость подачи проволоки с флюсом, сварщик подбирает соответствующий режим работы на аппарате, учитывая толщину металла и вид соединения.
Дуга направляется вручную. При этом скорость подачи проволоки, сила тока и угол наклона держателя – это основные факторы, влияющие на качество выполненной работы.
Схема автоматической (роботизированной) сварки предназначена для соединений стыковых и угловых деталей. В этом случае, автомат задает направление движения дуги, скорость подачи проволоки и хода каретки. Такой аппарат при высокой скорости сварки дает качественный шов.
Одна из разновидностей автоматического способа позволяет вести сварку сразу двумя электродами – это тандемный метод. При этом электроды идут параллельно друг другу и находятся в одной плоскости, что позволяет увеличить сварочную ванночку при мгновенном возбуждении электрической дуги. Флюс выполняет защиту шва от кислорода и обеспечивает равномерное остывание.





