
1 Функциональность и сфера применения
Вертикально-сверлильный станок 2н135 был разработан силами инженеров Одесского конструкторского бюро промышленных установок.
Во времена СССР данный агрегат, собиравшийся на Стерлитамакском станкостроительно заводе, считался наиболее технологичным и надежным оборудованием для мелкой промышленности и единичного производства.
Технические характеристики данного устройства позволяют выполнять на нем такие функциональные операции как сверление, развертывание, зенкование, зенкерование и нарезание резьбы. Станок 2Н135 дает возможность оператору точно выбирать режим подачи сверла и количество оборотов, что позволяет оптимально подстроить устройство для работы с любыми материалами.
Широкая популярность данного оборудования в мелкопромышленном и бытовом использовании стала причиной появления большого количества разнообразных модификаций. Рассмотрим основные из них:

Эксплуатирующиеся станки 2Н135
- 2Н135К – вертикально-сверлильный станок координатного типа, который оборудован крестовой рабочей поверхностью;
- 2Е135А – сверлильный станок оснащенный системой автоматической подачи шпинделя. Оператор станка управляет оборудованием с помощью кнопочного управления;
- 2Н135-1 – от оригинальной модели данный станок отличается лишь наличием поворотного стола круглой формы, который способен вращаться вокруг несущей колонны;
- 2Н135Н – вертикально-сверлильный станок многопозиционного типа, оператор имеет возможность свободного перемещения функциональных элементов устройства вокруг оси несущей колонны;
- 2Н135-С – паспорт устройства говорит, что данный агрегат аналогичен базовой модели во всем, за исключением фланцевой пиноли. Данная модернизация дает возможность устанавливать рабочую головку одновременно на несколько шпинделей;
- 2Н135Ф2 – сверлильный станок, оборудованный ЧПУ (числовое программное управление). Самая современная модификация 2Н135, которая также снабжена револьверной головкой и крестовой рабочей поверхностью.
1.1 Конструкционные особенности
Несущая колонна агрегата выполнена в виде монолитной чугунной конструкции. Регулировка положения рабочего стола по несущей колонне выполняется оператором вручную, посредством отжима фиксирующего элемента и поворота регулирующего штурвала. Для перемещения рабочей поверхности на колонне предусмотрены специальные направляющие.
За подачу охлаждающей жидкости отвечает электронасос мощностью 120 Ватт, который расположен на поверхности опорной колонны. Подача жидкости выполняется через систему трубок, подводящих воду непосредственно к сверлу.
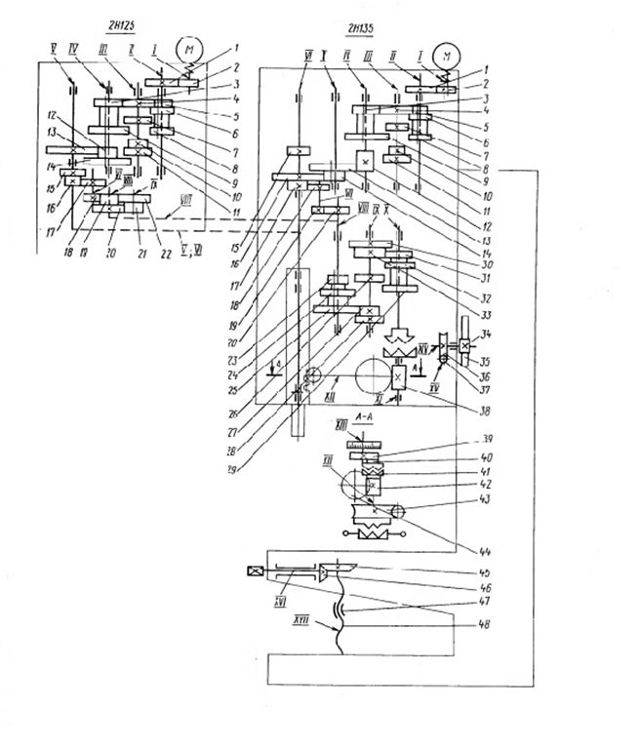
Конструкционная схема станка 2Н135
Силовой агрегат вертикально-сверлильного станка 2Н135 расположен поверх основного корпуса, в котором размещена коробка передач и шпиндельный блок. Кинематическая схема станка 2Н135 довольно простая: коробка скоростей и силовой агрегат соединяются посредством прямого вала.
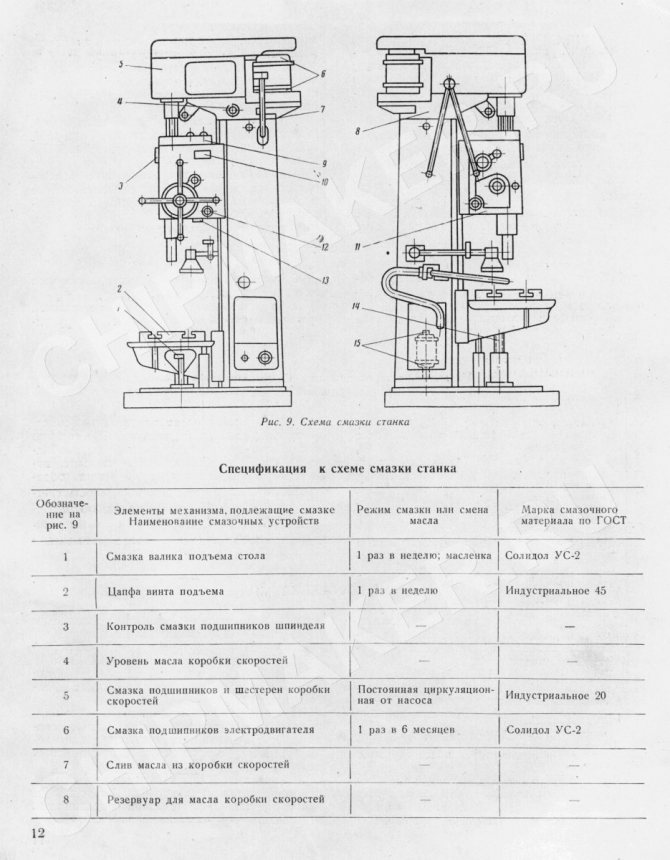
Также на фронтальную панель вынесен датчик масла. Смазка функциональных элементов агрегата выполняется автоматическом режиме с помощью плунжерного насоса, оператору лишь необходимо отслеживать по датчику наличие необходимого количества масла.
Вертикально-сверлильный станок 2Н135 оборудован ручной системой подачи шпинделя. Данная система состоит из регулировочного штурвала, червячной передачи, кулачковой и обгонно-храповой муфты, лимба, и горизонтального вала с реечной шестерней.
Расположение основных частей сверлильного станка 2Р135Ф2
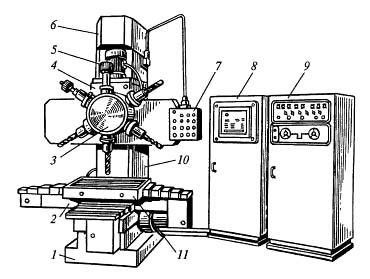
Расположение основных узлов станка 2р135ф2
Обозначение основных частей сверлильного станка 2Р135Ф2
- Основание станка
- Салазки стола
- Револьверная головка
- Шпиндельная бабка (суппорт)
- Коробка скоростей
- Редуктор подач
- Подвесной пульт управления
- Шкаф с аппаратурой управления электрооборудованием
- Шкаф с аппаратурой ЧПУ
- Колонна
- Крестовый стол
На основании (станине) 1 станка размещены салазки 2 крестового стола, имеющего телескопическую защиту направляющих. По вертикальным направляющим колонны перемещается шпиндельная бабка, на которой смонтирована шестишпиндельная револьверная головка, позволяющая осуществлять автоматическую смену инструмента по управляющей программе. Для ускорения ручной замены инструмента в револьверной головке предусмотрено специальное выпрессовочное устройство. Управлять станком можно с подвесного пульта.
Движения в станке
- Главное движение — вращение шпинделя с инструментом
- Перемещение по осям станка:
- Ось Х — продольная подача — продольное перемещение стола по направляющим салазок
- Ось Y — поперечная подача — поперечное перемещение салазок по направляющим станины
- Ось Z — вертикальная подача — вертикальное перемещение шпиндельной бабки (суппорта) по направляющим стойки
Вспомогательные движения — ускоренное перемещение суппорта, периодический поворот револьверной головки, точные и ускоренные перемещения стола и салазок (движение позиционирования).
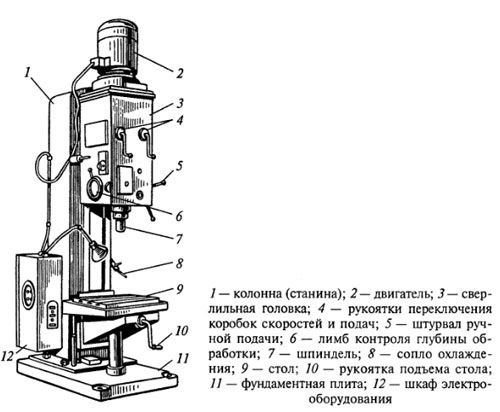
Конструкция агрегата
В составе конструкции сверлильного станка имеются:
- станина,
- стол,
- блок подачи,
- плита,
- электродвигатель,
- шпиндель,
- скоростной блок,
- рукоятка, перемещающая поверхность вертикально,
- рукоятка для подачи шпинделя вручную.
В защитных целях в блоке подач предусмотрена муфта. Она защищает агрегат от выхода его из строя, когда в системе наблюдается перегрузка. Приведенная в действие муфта способствует отключению механической подачи.
Назначение плиты широко. В ней хранится охлаждающая жидкость, подаваемая на рабочий элемент устройства. Жидкость хранится в специальном резервуаре, вмонтированном в плиту. Сама опорная плита изготавливается из чугуна. На плите установлен электронасос, сообщающийся с резервуаром с охлаждающей жидкостью посредством трубок.
Количество жидкости, подаваемой для рабочего элемента станка, регулируется при помощи специальных краников, установленных на трубках.
Охлаждающая система агрегата постоянно нуждается в очистке отстойника. В нем периодически накапливаются различные отработанные загрязнения, мешающие нормальной эксплуатации оборудования. Требуется раз в месяц или чаще проводить очистку отстойника от загрязнений.
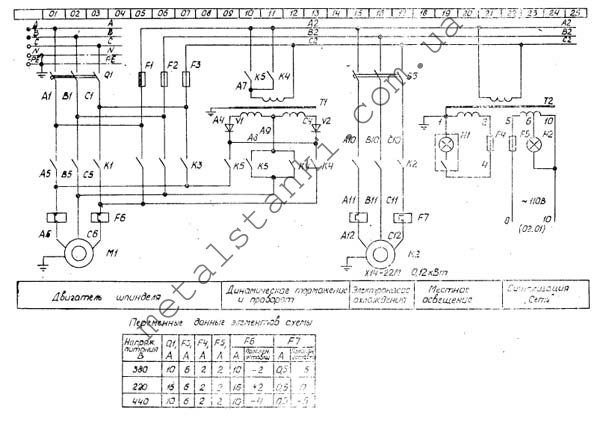
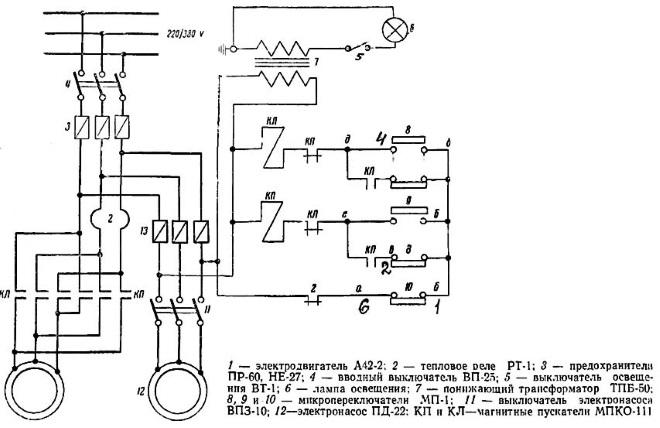
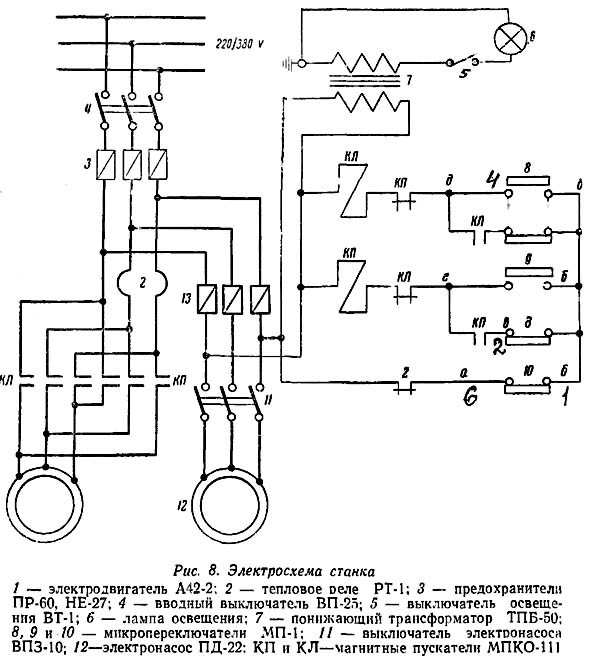
Электрооборудование и электрическая схема сверлильного станка 2А135

Электрическая схема сверлильного станка 2А135
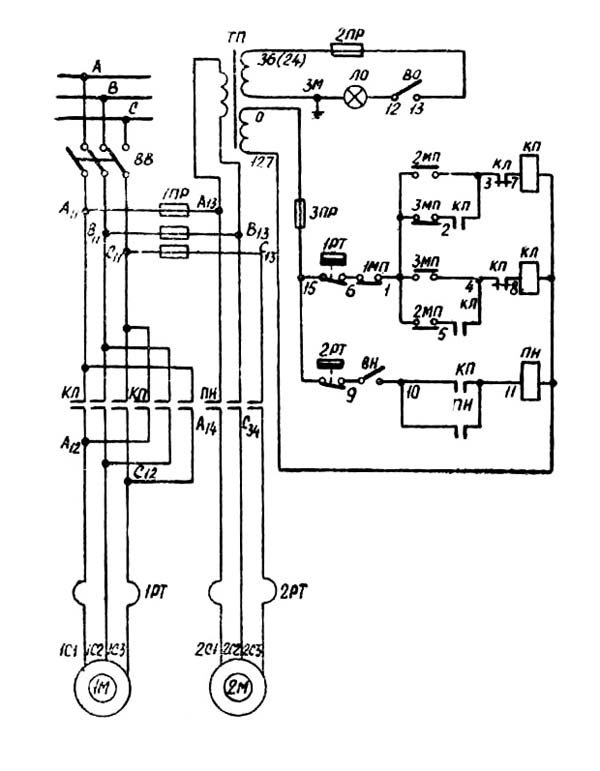
Перечень элементов схемы электрической вертикально-сверлильного станка 2А135
- электродвигатель А42-2
- тепловое реле РТ-1
- предохранители ПР-60, НЕ-27
- вводный выключатель ВП-25
- выключатель освещения ВТ-1
- лампа освещения
- понижающий трансформатор ТПБ-50
- микропереключатели МП-1
- микропереключатели МП-1
- микропереключатели МП-1
- выключатель электронасоса ВПЗ-10
- электронасос ПД-22
КП и КЛ — магнитные пускатели МПКО-111
Электрооборудование вертикально-сверлильного станка 2А135. Общие сведения
Электрооборудование станка состоит из следующих узлов:
- Трехфазного асинхронного короткозамкнутого электродвигателя типа А42-2 мощностью 4,5 кВт, служащего для вращения шпинделя и рабочей подачи инструмента
- Электронасоса ПД-22 мощностью 0,125 кВт
- Пусковой и защитной аппаратуры, встроенной в нишу колонны станка
- Командной аппаратуры, состоящей из трех микропереключателей, управляемых от рукоятки
- Коммутационных проводов, идущих в основном по внутренним полостям колонны
На станке можно производить как сверление с автоматическим выключением подачи по окончании сверления, так и нарезание резьбы с автоматическим или ручным реверсированием вращения инструмента. Перестройка производится перестановкой кулачка на лимбе.



Описание электросхемы вертикально-сверлильного станка 2А135
- Включением вводного пакетного выключателя (ВПВ) 4 подается напряжение на пусковую и командную аппаратуру; пакетный выключатель насоса (ВПН) 11 служит для включения и выключения насоса охлаждения
- В исходном (среднем) положении рукоятки контакты а и б микропереключателя 10 разомкнуты, цепь управления обесточена
- Для пуска станка рукоятка управления переводится вниз, контакты о и б и контакты б и г микропереключателя 9 замыкаются, включается пускатель КП, включающий электродвигатель 1. Если станок был налажен для сверления, то по окончании обработки, в зависимости от настройки, происходит выключение подачи без выключения вращения. Отвод шпинделя производится вручную.
- Если станок был настроен для нарезки резьбы, то по окончании нарезания кулачок, укрепленный на лимбе, через специальный механизм воздействует на микропереключатель 8, контакты которого б и в размыкаются, и отключается пускатель КП; контакты б и д замыкаются, в результате чего включается реверсивный пускатель КЛ.
- Двигатель реверсируется, метчик вывертывается из изделия. При выводе метчика контакты б и д размыкаются, но пускатель КЛ питается через блок-контакты д и е
- Для следующей операции необходимо рукоятку дожать в положение «вправо», вследствие чего выключается пускатель КЛ и включается пускатель КП
- В любой момент станок можно выключить, переводя рукоятку в среднее положение и реверсировать двигатель вручную переводом рукоятки вверх
Защита электрооборудования вертикально-сверлильного станка 2А135
Схемой предусмотрена защита от короткого замыкания, от перегрузки и нулевая защита.
Кронштейн заземлен дополнительной жилой.
Станок должен быть заземлен, для чего имеется специальный болт.
Уход за электрооборудованием проводится согласно типовым инструкциям.
Сверлильный станок с ЧПУ 2р135ф2: характеристика
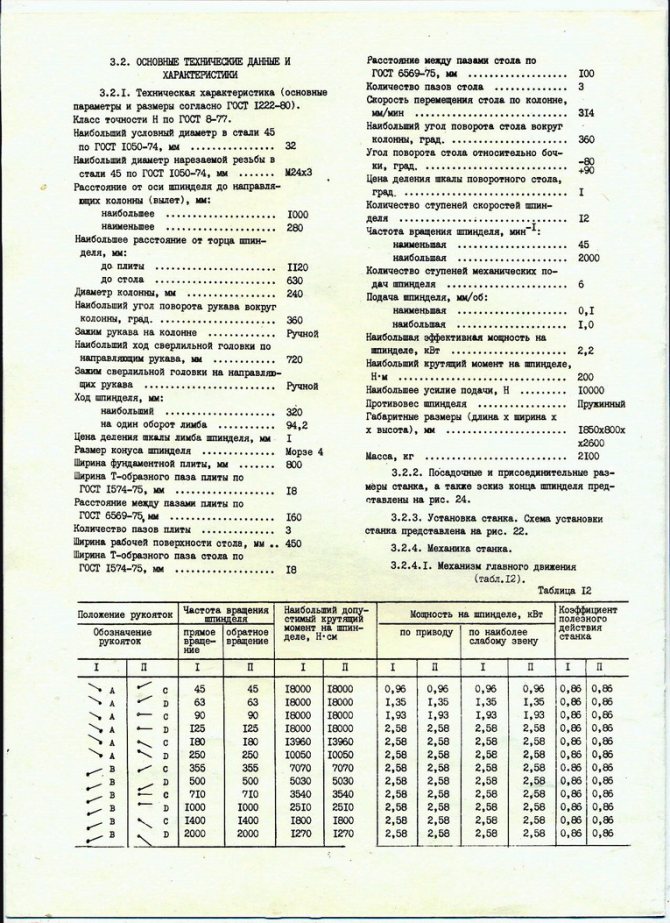
- Максимальный диаметр деталей, подвергающихся обработке не должен превышать 35 мм.
- Максимальный размер не превышает 24 мм.
- Максимальная фрезировальная ширина не превышает 60 мм.
- В процессе обработки участвует 6 инструментов.
- Частота оборотов шпинделя 12.
- Рабочая поверхность имеет следующие размеры – 710х400 мм.
- Частота оборотов шпинделя находится в пределах от 35 до 1600 за минуту.
- Количество подач по Z оси достигает 18.
- Рабочие подачи по Z оси находятся в пределах от 10 до 500 мм за минуту.
- Стол и салазки перемещаются со скоростью до 7000 мм за минуту, а в процессе фрезерования 2200 мм за минуту.
- Частота движения суппорта достигает 4000 мм за минуту.
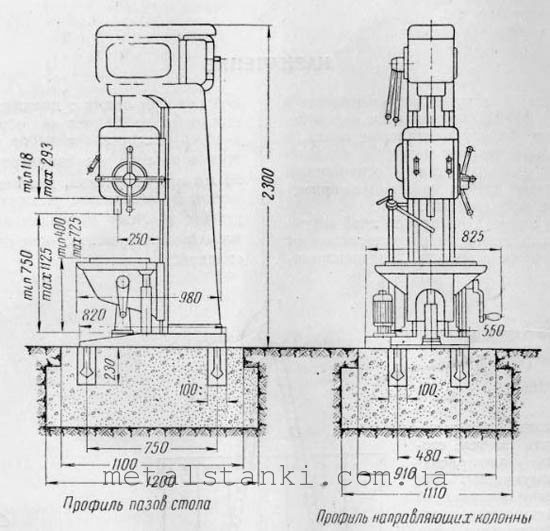
- По габаритам станок обладает следующими параметрами 1800 мм на 2400 мм на 2700 мм.
Устройство двигателя и коробки передач
Сверлильный агрегат имеет конструктивные особенности.
Станочный шпиндель закрепляется в опорах посредством подшипников прецизионного типа, что обеспечивает плавность и точность сверления изделий.
Одно и то же устройство отвечает за включение, выключение подач и быстрое перемещение шпинделя, что способствует значительной экономии времени на выполнение дополнительных операций.
Режущий инструмент подается автоматически сразу после его подвода к поверхности изделия. Станочный стол двигается в процессе работы горизонтально.
Вертикально-сверлильный аппарат оснащен специальным механизмом остановки с упором, с помощью которого подача режущего инструмента выключается автоматически при достижении нужной глубины просверливания.
Для агрегата предусмотрена возможность замены приводных шкивов, входящих в состав клиноременной передачи.
Вертикально сверлильный станок 2с132
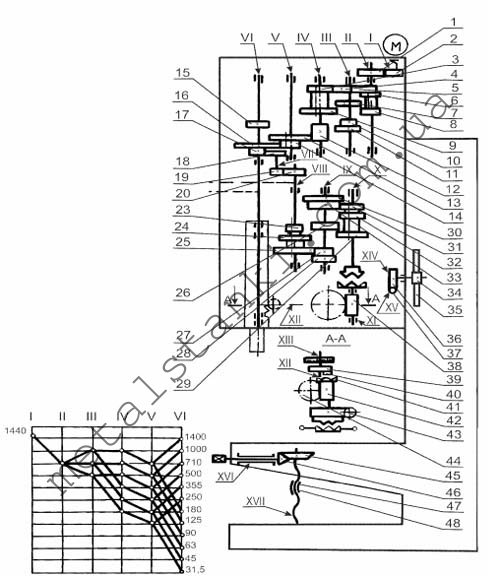
фото:кинематическая схема вертикально-сверлильного станка 2С132
- фото:электрическая схема вертикально-сверлильного станка 2С132
- фото:электрическая схема вертикально-сверлильного станка 2С132 продолжение
Стойка вертикально-сверлильного станка 1с132
Стойка представляет собой пустотелую чугунную отливку, на которой по направляющим типа “ласточкин хвост” перемещается сверлильная головка и стол. Стол имеет три Т-образных паза, в которых закрепляется различная оснастка.
На фундаментной плите установлен электронасос для СОЖ, в верхней части колоны монтируется шкаф с электрооборудованием.
Фундаментная плита является резервуаром для смазывающе-охлаждающей жидкости.
Коробка скоростей предназначена для осуществления главного движения — вращения шпинделя. Вращение входного вала коробки скоростей осуществляется от электродвигателя через эластичную муфту 10 и зубчатую передачу.
При помощи подвижных блоков 5, 7, 8 шпинделю сообщается от 12 до 15 скоростей. Выходной вал 2 коробки скоростей имеет шлицевое отверстие, через которое крутящий момент передается шпинделю.
Через зубчатую передачу 3 вращательное движение передается на коробку подач.
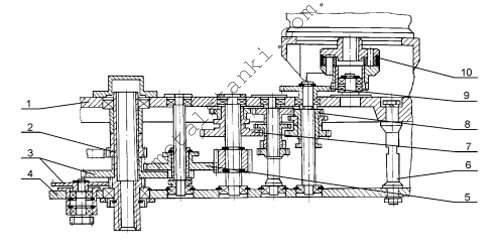
фото:коробка скоростей вертикально-сверлильного станка 1с132
Коробка подач установлена в сверлильной головке и предназначена для осевого перемещения шпинделя. При помощи двух тройных подвижных блоков осуществляется девять подач.
Выходной вал коробки подач сцентрирован с верхней опорой червяка механизма подач. На валу расположена полумуфта, передающая вращательное движение червяку механизма подач.
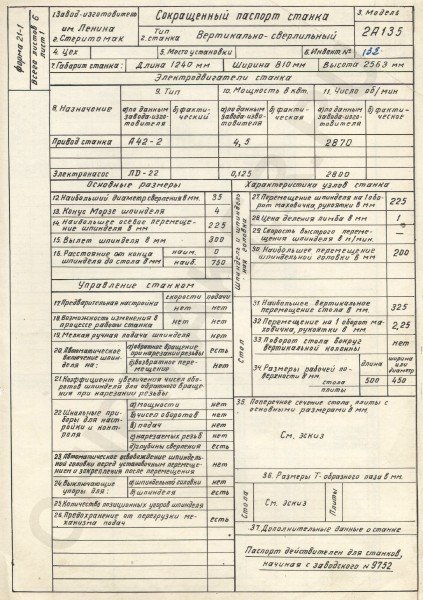


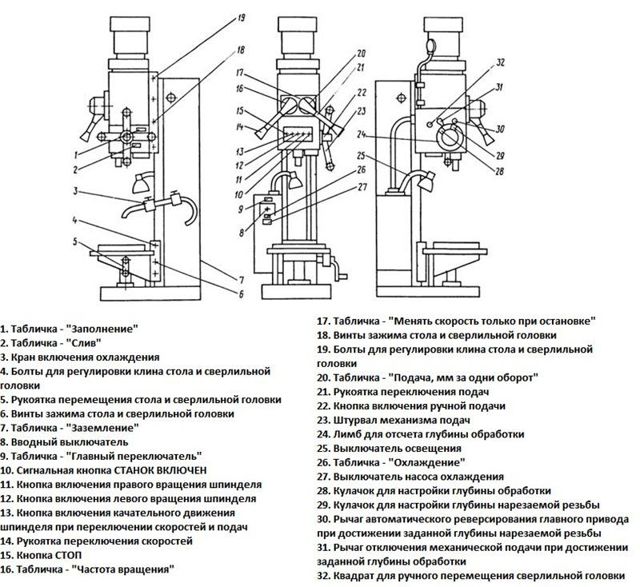
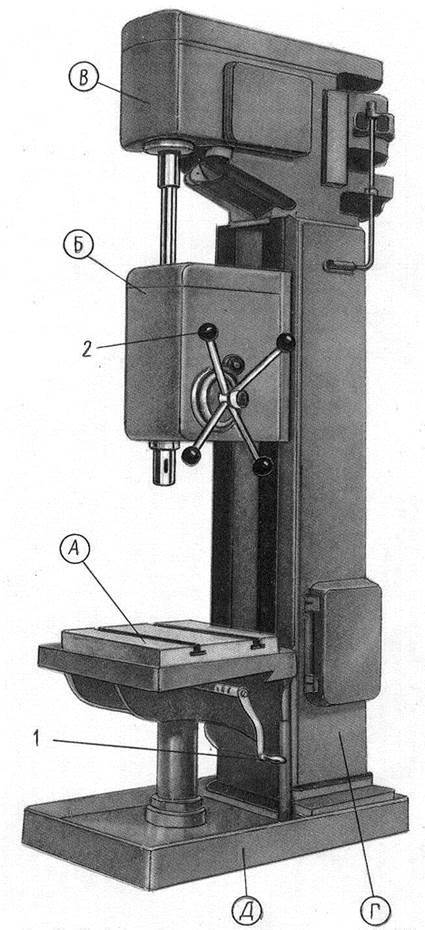



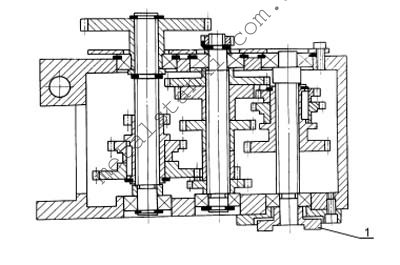
фото:коробка подач вертикально-сверлильного станка 1с132
Шпиндельная бабка 2 установлена на двух подшипниках, осевая нагрузка воспринимается нижним упорным подшипником, а усилие при выбивке режущего инструмента—верхним шариковым. Подшипники расположены в пиноли 3, которая с помощью реечной передачи перемещается вдоль оси.
Выбивка инструмента из конуса Морзе шпинделя осуществляется при помощи специального приспособления на головке шпинделя. Выбивка выполняется вращением штурвала от руки при подъеме шпиндельной бабки. Обойма 5 специального приспособления упирается в корпус сверлильной головки и рычаг 4, поворачиваясь вокруг оси», выбивает режущий инструмент.
Нижний паз шпинделя предназначен для фиксации шпонкой 7 оправки с установленной в ней фрезой при обработке плоскостей на станке 2С132ПФ2И! От выпадания шпонки из паза при фрезеровании, шпонку предохраняет быстросменная втулка, применяемая только при фрезеровании и устанавливается в пазы стакана 6.
фото:шпиндель вертикально-сверлильного станка 1с132
Плавающий стол вертикально-сверлильного станка 1с132
Плавающий стол предназначен для сверления деталей по копиру или разметки и состоит из следующих частей: стол 1,салазки 2 и основание 3.
Стол по салазкам перемещается в продольном направлении на игольчатых подшипниках. Салазки со столом, в свою очередь, перемещаются в поперечном направлении также на игольчатых подшипниках. Роликовые игольчатые подшипники обеспечивают легкость и плавность перемещения и устанавливают стол в нужное положение.
- Зажимное устройство состоящее из эксцентрикового вала 4, верхней и нижней тяг 5 и 6 а также двух клиньев 7 фиксирует стол в нужном положении.
- Регулировка зажимного устройства осуществляется при помощи винта.
- В процессе эксплуатации стола существует необходимость в регулировки направляющих качения, для создания необходимого натяга между направляющими и роликами.
| Наибольшая высота заготовки,мм | 800 |
| Наибольшая масса устанавливаемой заготовки,кг | 600 |
| Наибольший диаметр сверления,мм | 32 |
| Пределы диаметров сверления,мм | 3…35 |
| Размеры рабочей поверхности стола,мм: | |
| ширина | 500 |
| длина | 500 |
| Цена деления лимба,мм | 0,05 |
| Наибольше ручное перемещения шпинделя,мм | 250 |
| Количество частот вращения шпинделя |
Порядок работы на станке
Наладка станка на работу заключается в установке стола и сверлильной головки в необходимые для работы положения, в зажиме их на колонне, в установке необходимых частот вращения и подач шпинделя.
На станке 2С132ПФ2И предусмотрены следующие режимы управления:
- наладочный (управление вручную от кнопок);
- автоматический (управление от УЦИ К524);
- полуавтоматический (позиционирование стола по программе от устройства УЦИ, а подвод и отвод пиноли со шпинделем вручную).
Для установления наладочного режима необходимо переключатель «Выбор режима» на пульте управления станка установить в положение «Наладка».
Работа на станке в режиме «Наладка» осуществляется нажатием соответствующих кнопок на пульте управления.
Для выбора оси перемещения служит переключатель «Выбор осей X и У». Для перемещения стола в положительном и отрицательном направлениях служат соответственно кнопки «Положительное направление перемещения». Для управления направлением вращения шпинделя служат кнопки «Вращение шпинделя влево» на пульте управления.
Для проворота зубчатых колес в коробке скоростей во время переключения скоростей вращения шпинделя служит кнопка «Проворот шпинделя».
На станке 2С132Ц предусмотрены следующие режимы управления:
- ручной режим;
- автоматический.
При ручном режиме, переключатель «Выбор режима» установить а среднее положение «Ручной режим». Управление станком осуществляется нажатием соответствующих кнопок на пульте станка «Вращение шпинделя влево», «Останов». Рабочая подача осуществляется как от штурвала, так и с помощью механической передачи от электродвигателя главного движения.
При автоматическом режиме, переключатель «Выбор режима» установить в крайнее левое положение «Сверление». Установить кулачки в зависимости от глубины обработки. С помощью штурвала перевести шпиндель в верхнее исходное положение. Нажать кнопку «Пуск цикла».
Нарезание резьбы в автоматическом цикле
ВНИМАНИЕ! Нарезание резьбы с автоматическим циклом подачи шпинделя, возможно только для станков 2С132ПФИ и 2С132Ц. Диапазоны подач указаны в табл. 10
10.
При автоматическом цикле нарезание резьбы переключатель «Выбор режима» установить в крайнее правое положение «Нарезание резьбы». Установить кулачки в зависимости от глубины обработки. Нажать кнопку «Пуск цикла». Окончание нарезания резьбы на станке 2С132Ц контролируется соответствующими кулачками на лимбе, а на станке 2С132ПФ2Й по заданной программе.
На станках 2С132К и 2С132 предусмотрены следующие режимы:
- ручная подача шпинделя;
- механическая подача шпинделя.
Установить кулачки в зависимости от глубины обработки.
После включения вращения и подачи шпинделя начинается обработка детали. По достижении нужной глубины обработки подача шпинделя прекратится, а шпиндель будет продолжать вращаться. Для его остановки нужно нажать кнопку «Останов».







Нарезание резьбы на станке с реверсом шпинделя на определенной глубине, лимб на сверлильной головке установить так, чтобы против указателя находилась цифра, соответствующая глубине обработки. Совместить риску кулачка «Р» с соответствующей риской на лимбе и закрепить кулачок. Выключить механическую подачу. После включения вращения шпинделя метчик вручную ввести в отверстие. Через 2-3 оборота шпинделя надобность в ручной подаче отпадает. По достижении заданной глубины нарезания шпиндель автоматически реверсируется и метчик выходит из отверстия. Чтобы шпиндель принял правое вращение, нужно нажать на соответствующую кнопку.
Краткое описание
Конструктивно предусмотрена механическая подача инструмента на станке. Это положительно сказывается на производительности, а управление не вызывает сложностей. Глубина обработки контролируется визуально (шкала нониуса) или задается ограничителем.
Выполняемые на вертикально-сверлильном станке 2А135 работы по обработке отверстий можно разделить по типу обработки:
- Черновая: сверление (глухие, сквозные);
- рассверливание;
- растачивание;
Чистовая:
- зенкование;
зенкерование;
цекование;
развертывание;
развальцовывание;
выглаживание;
Нарезание резьбы (внутренняя).
Дооснащение дополнительными агрегатами и приспособлениями позволяло использовать станок в крупносерийном и массовом типах производства.
Принцип действия отдельных узлов и агрегатов станка
Позиционирование режущего инструмента относительно обрабатываемой детали и быстрый ход шпинделя осуществляются за счет основного движения, совершаемого рабочей головкой в вертикальном направлении. Менять положение детали можно также за счет движения рабочего стола, совершаемого им в горизонтальной плоскости. Характеристики вертикально-сверлильного станка 2А135, как и любого другого оборудования, определяются особенностями кинематической схемы.
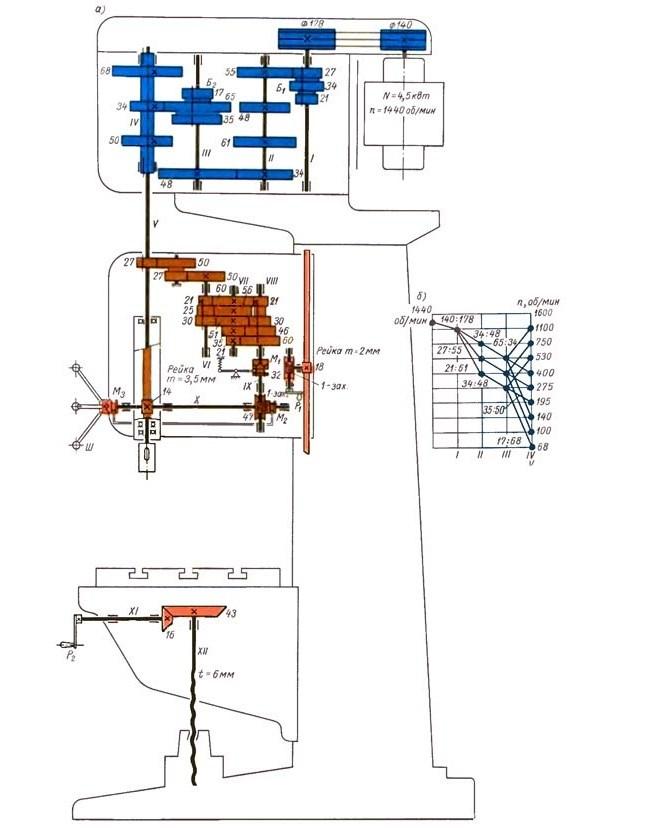
Кинематическая схема вертикально-сверлильного станка модели 2А135
За вращение шпиндельной головки отвечает электрический двигатель, мощность которого составляет 4,5 кВт. Передача крутящего момента от электродвигателя, изменение параметров вращения сверлильной головки осуществляются за счет коробки передач и элементов клиноременной передачи. Максимальная скорость вращения шпинделя, обеспечиваемая данными элементами кинематической схемы, может достигать 1070 об/мин.
Электрическая схема станка
Согласно паспорту станка, при работе на нем можно выбрать одну из 12 рабочих подач. Поскольку две из них идентичны по своим параметрам, то фактически их всего 11. За изменение их параметров отвечает специальная коробка, которая через ряд зубчатых передач и предохранительную муфту приводится в действие от шпинделя установки. Для управления движением подач используются штурвальный механизм и специальная рукоятка, позволяющая изменять параметры такого движения.
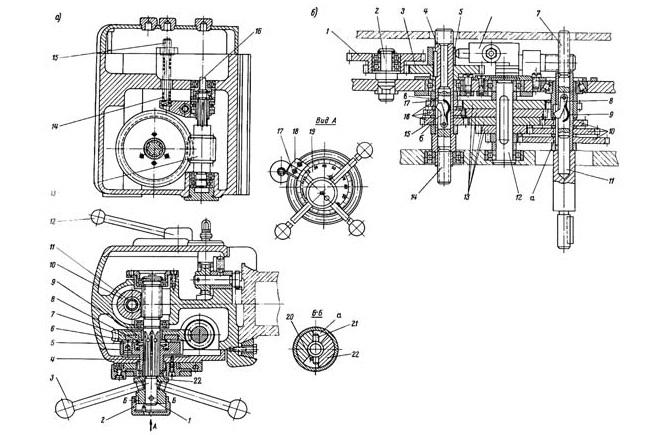
Коробка подач и коробка скоростей вертикального сверлильного станка 2А135
Рассмотрим конструктивные особенности основных узлов вертикально-сверлильного станка данной модели.
- Коробку передач станка составляют 4 вала с расположенными на них подвижными блоками зубчатых колес, что позволяет регулировать скорость вращения шпиндельного узла оборудования по 9 ступеням.
- В приводе коробки подач предусмотрена кулачковая муфта, которая защищает элементы узла от поломок в случае критических нагрузок. Этот конструктивный элемент необходим также для того, чтобы автоматически отключать подачи при работе по упорам.
- В электрической схеме существует защита от короткого замыкания, имеется специальный кронштейн, при помощи которого оборудование подключается к заземляющему контуру.
- В конструкции станка не предусмотрен механизм для быстрой остановки электродвигателя, что является одним из недостатков устройства. Чтобы выполнить такую остановку, рукоятку коробки скоростей необходимо перевести в нейтральное среднее положение.
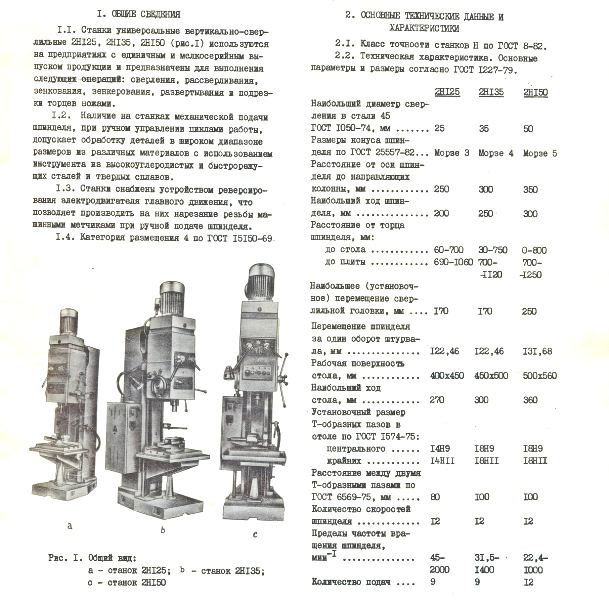
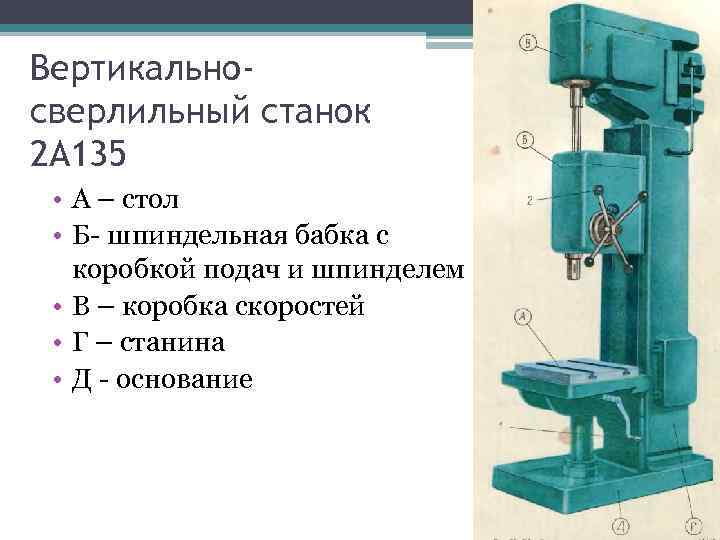
2А135 Станок вертикально-сверлильный универсальный. Назначение и область применения
Вертикальный сверлильный станок 2А135 заменил в серийном производстве устаревший станок 2135
. В новой модели обеспечивается более удобное управление коробкой соростей и подач. Улучшены эргономические показатели. Станок 2А135 был заменнен на более совершенную модель2Н135 Универсальный вертикально-сверлильный станок, модель 2А135, предназначен для работы в ремонтных и инструментальных цехах, а также в производственных цехах с мелкосерийным выпуском продукции; оснащенный приспособлениями станок может быть применен в массовом производстве.
Вертикально-сверлильный станок 2а135, с условным диаметром сверления 35 мм, используется на предприятиях с единичным и мелкосерийным выпуском продукции и предназначены для выполнения следующих операций: сверления, рассверливания, зенкования, зенкерования, развертывания, нарезания резьб и подрезки торцев ножами.
Допускает обработку деталей в широком диапазоне размеров из различных материалов с использованием инструмента из высокоуглеродистых и быстрорежущих сталей и твердых сплавов.
Операции сверления на станке 2а135
Особенности конструкции сверлильного станка 2А135
Наличие на станке девятискоростной коробки скоростей с диапазоном регулирования 68-100-140-195-175-400-530-750-1100 оборотов в минуту, 11-скоростной коробки подач с диапазоном регулирования от 0,115 до 1,6 мм на оборот и электрореверса обеспечивает выбор нормативных режимов резания для диаметров отверстий до 35 мм при сверлении, рассверливании, зенковании, зенкеровании, развертывании, нарезке резьбы, а также допускает использование режущего инструмента, оснащенного твердым сплавом.
Наличие на станках механической подачи шпинделя, при ручном управлении циклами работы.
Допускает обработку деталей в широком диапазоне размеров из различных материалов с использованием инструмента из высокоуглеродистых и быстрорежущих сталей и твердых сплавов.
Станки снабжены устройством реверсирования электродвигателя главного движения» что позволяет производить на них нарезание резьбы машинными метчиками при ручной подаче шпинделя»
Станок обладает высокой жесткостью, прочностью рабочих механизмов, мощностью привода и широким диапазоном скоростей резания и подач, позволяющим использовать режущий инструмент, оснащенный твердым сплавом. Наличие электрореверса, управляемого как автоматически, так и вручную, обеспечивает возможность нарезания резьбы при ручном подводе и Отводе метчика.







В конструкции вертикально-сверлильного станка модели 2А135 предусмотрено автоматическое включение движения подачи после быстрого подвода режущего инструмента к обрабатываемой детали и автоматическое выключение подачи при достижении заданной глубины сверления.
Заданная глубина сверления несквозных отверстий обеспечивается специальным механизмом останова с упором. Этот механизм является одновременно предохранительным устройством, предохраняющим механизм подач от поломок при перегрузках.
Шпиндель станка смонтирован на прецизионных подшипниках качения. Нижняя опора состоит из радиального шарикового подшипника класса АВ. В верхней опоре установлен один шариковый подшипник класса В.
Заводом предусмотрена возможность смены приводных шкивов клнноременной передачи, что позволяет устанавливать пределы чисел оборотов шпинделя в соответствии с технологическими задачами.
Для сокращения вспомогательного времени на станке модели 2А135 обеспечена возможность включения и выключения подачи тем же штурвалом, который осуществляет ручное быстрое перемещение шпинделя.
Категория размещения 4 по ГОСТ 15150-69.
Аналоги вертикально-сверлильных станков 2А135, выпускаемые в настоящее время:
- 2Т125, 2Т140, 2Т150 — производитель: Гомельский завод станочных узлов
- 2АС132, 2АС132-01 — производитель: Астраханский станкостроительный завод
- 2Л125, 2Л132, 2Л135, ЛС25, ЛС35 — производитель: Липецкое станкостроительное предприятие (ПАО СТП-ЛСП)
- МН25Л, МН25Н-01 — производитель: Молодечненский станкостроительный завод
Условия эксплуатации
Как свидетельствует паспорт, сверлильный станок 2С132л может использоваться при температуре не ниже плюс 1ºC, а также не выше плюс 35ºC. При 25ºC относительная влажность должна составлять до 80%.
Он предназначен для выполнения типичных сверлильных работ, а именно:
- сверление;
- рассверливание;
- развертывание;
- нарезание резьбы;
- зенкерование;
- растачивание отверстий;
- зенкование;
- подрезка торцов.
Также руководство по эксплуатации подтверждает, что устройство может быть произведено по заказу для более жестких эксплуатационных климатических условий: от минус 10 до плюс 45ºC.
Не должно наблюдаться сильных температурных перепадов, а также воздействия прямого местного нагрева. Иначе в первую очередь страдает электрическая схема, а также отдельные узлы.
Вертикально-сверлильный станок 2С132 расположенный в цеху
Руководство по эксплуатации гласит, что к техническому обслуживанию, ремонту, эксплуатации, наладке и монтажу допускается квалифицированный персонал, прошедший обучение работе на оборудовании. Квалификация должна быть подтверждена документально.
Обучающийся персонал должен оставаться под наблюдением опытного специалиста, предварительно внимательно изучить паспорт станка. За соблюдением правил безопасность должно следить руководство. к меню
Модификации и особенности
Расшифруем модификацию станка 2С132:
«2» — сверлильная группа станков; «С» — модернизация станка; «132» — главная техническая характеристика станка – максимальный диаметр сверления.
На основе базовой модификации появились такие модели:
- 2C132К – координатный станок с плавающим столом;
- 2С132Ц – с автоматизированным управлением;
- 2С132ПФ2И — с числовым программным управлением (ЧПУ).
Панель управления станком 2С132
Особенности конструкции 2С132:
- высокая жесткость обеспечена чугунными литыми деталями корпуса;
- подача СОЖ с баком, который встроен в основание;
- электрооборудование встроено в колонну;
- рабочий стол имеет механизм регулировки высоты;
- есть узел, позволяющий осуществлять контроль глубины сверления.
Паспорт указывает на такие основные составляющие оборудования:
- система охлаждения;
- сверлильная головка;
- шпиндельная бабка;
- механизм управления подачами и скоростями;
- плита;
- коробка подач;
- плунжерный насос;
- коробка скоростей;
- привод;
- электрическая схема.
Стойка – пустотелая чугунная отливка, на которой по направляющим двигается стол и головка. На столе имеется три Т-образных паза, позволяющих фиксировать оснастку.
Набор фрез для сверлильного станка
data-ad-client=»ca-pub-8514915293567855″ data-ad-slot=»5929285318″>
На фундаментной плите размещается электронасос для СОЖ. Вверху колоны устанавливается шкаф с электрическим оборудованием.






Еще одной частью является коробка скоростей. Она служит для реализации вращения шпинделя. Электродвигатель через муфту и зубчатую передачу вращает входной вал коробки скоростей. Подвижные блоки могут задавать 12-15 скоростей.
Коробка подач служит для осевого движения шпинделя. Два тройных подвижных блока реализуют девять подач – это подтверждает схема и паспорт станка. Выходной вал узла имеет связь с верхней опорой червяка механизма подач. Ему передается вращение за счет муфты, находящейся на валу. Такова схема работы узла.
Шпиндельная бабка находится на двух подшипниках, находящихся в пиноли, перемещаемой вдоль оси при помощи реечной передачи. Выбивка инструмента из конуса Морзе шпинделя реализуется специальным приспособлением на головке шпинделя.
Схема устройства станка 2С132
Вращая штурвал, поднимается шпиндельная бабка, происходит выбивка. Обойма приспособления контактирует с корпусом головки, а поворот рычага способствует выбиванию режущего инструмента.
Нижний паз крепится шпонкой оправки, в которой находится фреза. Чтобы в процессе работы шпонка не выпадала из паза, имеется втулка, размещенная в пазах стакана. Она используется только при фрезеровании, о чем свидетельствует паспорт устройства. к меню
Плавающий стол
Необходим для сверления изделий, включает такие части:
- стол;
- салазки;
- основание.
Стол двигается продольно с применением игольчатых подшипников. В поперечном направлении осуществляется движение салазок при помощи также игольчатых подшипников. Они делают перемещение плавным и легким, обеспечивая нужное положение стола.
Поверхность плавающего стола на станке 2С132
Его фиксация осуществляется с помощью зажимного устройства, включающего такие элементы:
- эксцентриковый вал;
- нижняя и верхняя тяга;
- два клина.
Винт способствует регулировке зажимного устройства. Обеспечивается надежная схема работы узла. к меню





