
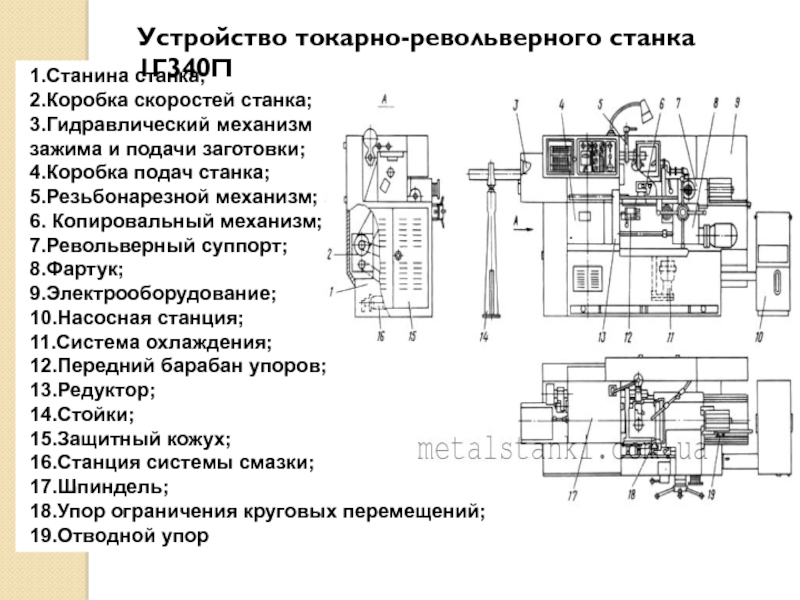
Описание и особенности агрегата
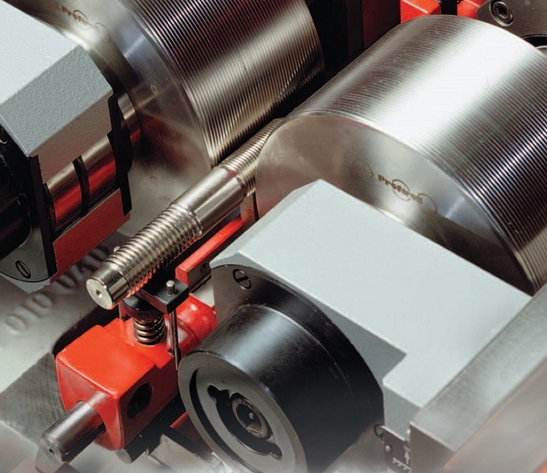
Востребованностью в промышленном секторе пользуется гидравлический резьбонакатный станок. Его область применения — обрабатывание округленных поверхностей, например, шпилек. В результате воздействия создаются различные резьбовые плоскости. Если углубляться в частный случай, то применяют резьбонакатный станок для труб. Обработка (накатка) выгодно отличается от нарезания, так как деталь обладает высококачественными характеристиками и экономно возделывает металл.
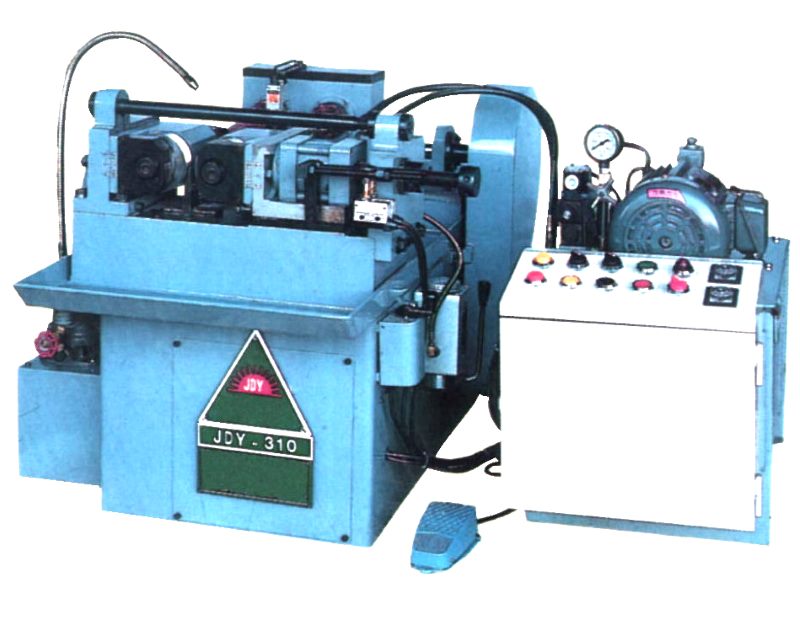
Станок для накатки резьбы DJY
Гидравлические резьбонакатные системы производственной серии JDY имеют рабочие валы с одной мобильной шпиндельной бабкой. Они применяются для резьбовой накатки и профилей на целостных болванках. Давление накатки в устройствах этой серии варьируется в пределе 4-40 тонн. Если потребитель нуждается в большей нагрузке на обрабатываемое изделие, то по заказу производитель пересмотрит максимально возможные параметры наката.
Несущая станина резьбонакатного станка модели JDY спроектирована с использованием способа конечных компонентов. Путем совмещения литой, а также сварной формы приобретается предельно возможная жесткость, но при этом область для работы свободна для оператора оборудования.
Ходовой шпиндельный узел металлообрабатывающего станка передвигается по роликовым опорам качения. Установка предназначается для накатки резьбового соединения радиальным способом, иногда его называют врезным вариантом. Длина рабочих роликов характеризуется превышением протяженности создаваемой резьбы на незначительное расстояние. Подобное оснащение работает в нескольких режимах: с плоскими плашками, эксплуатацией без отведения резьбонарезной головки на упоре, наладочном, в полу- и автоматическом порядках.
Технические характеристики некоторых моделей станков с ЧПУ фирмы JDY сведены в таблицу:
| Серия оборудования | JDY- 50 | JDY- 30A | JDY- 3T |
| Наружный диаметр резьбы, мм | 6-80 | 8-40 | 2-12 |
| Шаг резьбового соединения, мм (на дюйм) | 1-6 | 0,5 – 2,5 | 0,4 – 1,5 |
| Частота накатки, об/мин | 10-38 | 250-500 | 40 |
| Допустимое сечение накатных плашек: внутреннее наружное, мм | 180 54 | 80 25,4 | 90 50,4 |
| Количество выпускаемых саморезов и аналогичных материалов, шт/мин | 4-30 | 4-30 | 24-40 |
| Двигатель шпиндельного узла | 10 НР | 2НР | 1НР |
| Масса станка, кг | 2700 | 520 | 280 |
| Параметры астройства | 1800x1500x1300 | 1150x920x1360 | 800x600x750 |
Полный технический паспорт рассматриваемых моделей резьбонакатных станков можно найти на просторах Интернета.
2 Виды резьбонарезных станков
Существует множество моделей, условно разделенных на три вида:
Ручные резьбонарезные станки — используются при выполнении небольшого объема работ. За счет небольшого веса и скромных габаритов их можно перевозить и устанавливать непосредственно на месте производимых работ, к примеру, при ремонте или прокладке водопроводных, отопительных, газовых труб.
Процесс нарезки внутренней резьбы на станке
Электрические модели имеют более совершенную конструкцию, большие габариты и, соответственно, вес. Такое оборудование используется на малых и средних производствах для аккуратного и точного нарезания резьбы. Небольшие устройства имеют вес около 60 кг и могут поддаваться транспортировке с объекта на объект. Более мощные модели, весом от 150 до 200 кг уже имеют стационарное место расположения и перемещению не подвергаются.




2.1 Станок ВМС-2А
Резьбонарезное устройство ВМС-2А используется для нарезания цилиндрической и метрической резьбы (внутренней и наружной) на трубах, прокате круглого сечения из черного, цветного, нержавеющего металла.
Диаметр труб, с которыми можно работать на ВМС-2А, колеблется от 0,5 до 2,5 дюймов. Нарезаемая резьба на ВМС-2А имеет шаг 3 мм, а длина нарезания 120 мм (без зенкера) и 65 мм (с зенкером).
Частота вращения шпинделя ВМС-2А варьируется и может быть установлена по таким параметрам — 64, 104, 132, 214 оборотов в минуту. Шпиндель имеет отверстие диаметром 45 мм, а резьбонарезная головка — 79 мм.
2.2 Резьбонарезной полуавтомат 5Д07
Полуавтомат 5Д07 используется для нарезания наружной (цилиндрической) резьбы на болтах, стержнях, изделиях из труб и др. При этом используется вращающаяся резьбонарезная головка, которая оснащена плоскими гребенками.

Резьбонарезной станок 5Д07
На 5Д07 можно обработать деталь длиной до 150 мм и диаметром до 40 мм. Нарезаемая резьба имеет параметры — М40. Частота вращения шпинделя полуавтомата 5Д07 варьируется от 63 до 355 оборотов в минуту.
2.3 Полуавтомат 5993
Резьбонарезной полуавтомат 5993 используется для нарезания наружной и внутренней цилиндрической резьбы и практически не требует ручной работы. Максимальная длина обрабатываемой на станке 5993 детали составляет 400 мм, максимальный диаметр — 42 мм. Размер нарезаемой резьбы — М42.
2.4 Станок VIRAX (162120)
VIRAX (162120) идеально подходит для применения на заготовительном участке или небольшой мастерской. Является портативным устройством и может использоваться как настольный, так и расположенный на треноге инструмент.
При помощи VIRAX (162120) можно высокопроизводительно нарезать правые цилиндрические и конические резьбы от ¼» до 2″.
VIRAX (162120) оснащен универсальным однофазным электрическим двигателем мощностью 1,5 кВт, который питается от сети 220 В, 50 Гц. Резьбонарезная головка VIRAX (162120) оснащена автоматической подачей масла из поддона через фильтрационную систему.

Настольный станок для нарезки резьбы Virax до 2-х дюймов
Фиксация труб происходит при помощи механизма ударного типа имеющего три губки, что позволяет надежно закрепить обрабатываемую деталь и качественно выполнить нарезку с минимумом ручной работы.
2.5 Станок KERN
Высокопроизводительный автоматический электрический резьбонарезной станок KERN предназначен для быстрой, точной и качественной нарезки конической и цилиндрической резьбы диаметром ½» — 2″ за один проход.
Используется резьбонарезной станок KERN в проведении монтажных и ремонтных работ труб по поставке воды и тепла. Быстрооткрывающаяся автоматическая резьбонарезная головка позволяет качественно провести нарезку на болтах и трубах диаметром до 2″.
2.6 Резьбонарезной станок RIDGID
Резьбонарезной станок RIDGID позволяет нарезать резьбу на трубах диаметром от 4″ до 6″. Во время нарезания резьбы возможно переключение направления вращения влево или вправо.

Резьбонарезной станок RIDGID 535А
2.7 Сверлильно резьбонарезной станок
Сверлильно резьбонарезной станок, по сути, является обычным устройством для сверления, на которое установлена резьбонарезная головка. Это позволяет избежать ручной нарезки резьбы, так как есть подходящее электрическое устройство.
Для нарезания резьбы рабочий стол сверлильного станка дополнительно оснащается для прочной фиксации детали.
Как происходит сам процесс?
Выполнять накатывание можно на любом токарном станке с мощным резцедержателем. Данный вид оборудования обеспечивает быстрый и максимально точный перенос нужного узора на деталь.




Подготовительные работы
Подготовка начинается непосредственно с установки накатки в резцедержатель. Сам процесс аналогичен креплению резца — державка полностью фиксируется болтами, вылет рабочей части минимальный. Перед началом работы ролики чистят специальной щеткой. Это необходимо для удаления металлической пыли.
Важно!
Устанавливать инструмент нужно строго по центру.
Под накатку не нужно оставлять припуск. Размер и форма детали после рифления не меняется.
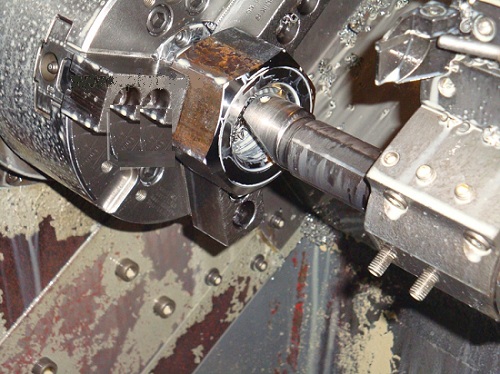
Непосредственно накатка
Деталь крепится в трехкулачковый патрон. Ролик располагается параллельно обрабатываемой поверхности. Оптимальная частота вращения шпинделя — от 40 до 100 об/мин.
На ручной поперечной подаче инструмент подводится к заготовке, слегка ее касаясь. Далее, накатка вдавливается в поверхность детали на 0,5-0,8 мм (отмечать нужно на лимбе поперечной подачи). После выполняется продольная подача инструмента на скорости 1-2 мм/об. Подавать ролик можно автоматически или вручную.
Когда инструмент пройдет заданную длину, необходимо снова углубиться на 0,5-0,8 мм, и включить продольную подачу в обратном направлении. Предварительно нужно убедиться, что зубчики инструмента попадают в уже сделанные насечки.
Количество подходов зависит от обрабатываемого материала. В большинстве случаев необходимо прогнать ролик 4-7 раз. Иногда нужный узор получается с первого или второго раза.
Справка! После каждого прохода заготовку смазывают веретенным или машинным маслом, это обеспечивает лучшее качество поверхности.
Заключительные доработки и проверка
Проверить правильность и качество накатки можно только на глаз. Если рифление получилось равномерное, без дефектов — деталь можно снимать.
Правильный выбор резьбонарезного оборудования
Когда возникает необходимость соединить трубы, то специалисты советуют отдавать предпочтение резьбовым соединениям. Трубу с уже нарезанной резьбой можно купить не всегда, поэтому приходится использовать резьбонарезные инструменты.

Качество выполненной резьбы напрямую влияет на надежность дальнейшего стыка, поэтому нужно правильно выбирать оборудование для работы. Главными при этом выборе являются следующие факторы.
- Вид инструмента (электрический, стационарный, ручной).
- Направление и вид резьбы.
- Диаметр трубопрокатных материалов, используемых в работе.
- Диаметр и количество резьбонарезных головок.
- Материал, который использовали для производства резьбонарезных головок.
Технологические особенности нарезания резьбы
Отличия этого принципа напрямую зависят от вида используемого резьбонарезного оборудования. Дополнительно к работе необходимо подготовить тиски, специальную смазку и напильник.

До того, как выполнять нарезку, нужно почистить трубы от ржавых образований, изношенной краски и грязи. На торцах следует удалить фаску, а чтобы удалить стружку рекомендуют использовать смазку.
Действия с плашками предусматривают наличие конкретных знаний. Их лучше заранее опробовать на ненужных заготовках.
Непосредственно принцип работы такой.
- Трубу зажимают в тиски.
- Плашку ставят в специальный держатель и крепят там.
- Далее наносят масло. Это делают на режущих кромках.
- Насаживают резьбонарезной агрегат, и посредством вращательных движений выполняют нарезку.
- В ходе работы постоянно нужно контролировать перпендикулярное расположение инструмента.
Видео




Действия с клуппом окажутся намного проще, потому, что он является модернизированной плашкой, которую дополняет направляющая трещотка. Принцип его функционирования следующий.
- Соответствующий клупп ставят в трещотку.
- Маслом смазывают кромки.
- На крайнюю часть заготовки фиксируется направляющая.
- Выполняется кручение трещотки, и оно приводит к нарезке резьбы.
По каким причинам возникает брак
Брак в ходе работы может выйти из-за многих факторов. Ошибки становятся причиной того, что итоговое изделие получается непригодным к использованию. По этим причинам нужно действовать в строгом соответствии с технологией, все действия следует выполнять аккуратно и профессионально.
Причины, по которым возникает брак.
- Резьбонарезной инструмент плохого качества. Произведение работы затупившимися или покрытыми ржавчиной резцами приводят к некачественному конечному результату.
- Недостаточный уровень смазки. Он становится причиной срыва витков, и перегрева инструмента с растрескиванием резьбовой нарезки.
- Нельзя при нарезке прикладывать большие физические усилия, иначе резьба может быть сорвана.
- Неточно подобранный резьбонарезной инструмент по диаметру.
- Маленький опыт мастера.
Видео
Избежать проблем можно в том случае, если брать в работу инструмент высокого качества. И он должен быть тщательно проверен на исправность. Главное помнить о соблюдении последовательности технологического процесса.
Назначение и классификация резьбообрабатывающих станков
В машиностроении нарезание резьбы проводят на токарно-винторезных, токарных, сверлильных станках, но в основном на резьбообрабатывающих станках, которые по классификатору (см. табл. 1.5) относят к пятой группе. Основными типами резьбообрабатывающих станков являются резьбонарезные, резьбофрезерные, гайконарезные, резьбои червячно-шлифовальные станки. Технические характеристики наиболее распространенных моделей резьбонарезных и резьбофрезерных станков и полуавтоматов приведены в табл. 1, гайконарезных автоматов — в табл. 2, а резьбои червячно-шлифовальных станков — в табл. 3.
Таблица 1. Резьбонарезные и резьбофрезерные станки и полуавтоматы
| Параметр | Модели станков | ||||
| 5991 5991П | 5993 5993П | 5994 5994П | 2054М | 2056 | |
| Диаметр нарезаемой резьбы | М4…М16 | М12…М42 | М24…М76 | (М6) | (М18) |
| Шаг нарезаемой резьбы, мм | 0,75… 2 | 1,75…4 | 3…6 | 0,4…1,25 | 1…3,5 |
| Частота вращения шпин деля инструмента, с–1 | 1,5…8,33 | 0,75…4,16 | 0,26…1,5 | 3,73…37,33 | 1,86…18,66 |
| Скорость рабочего перемещения каретки, мм/мин | 300…450 | 300…450 | 250…450 | — | — |
| Масса, кг | 980 1060 | 1350 1350 | 1470 1900 | 310 | 450 |
| Параметры | Модели станков | ||||
| 2Е056 | 5Б63 | 5Б63Г | 5Б64 | 5Б65 | |
| Диаметр нарезаемой резьбы, мм | (М18) | (М80) | (М80) | (М15) | (М200) |
| Шаг нарезаемой резьбы, мм | 0,5…3 | (5) | (5) | (6) | (6) |
| Наибольшая длина нарезаемой резьбы, мм | — | 50 | 50 | 75 | 75 |
| 2Е056 | 5Б63 | 5Б63Г | 5Б64 | 5Б65 | |
| Частота вращения шпин деля инструмента, с–1 | 1,86…18,66 | 2,66…41,66 | 1,33…10,50 | 1,05…16,66 | 0,83…13,33 |
| Частота вращения шпинделя заготовки, с–1 | — | 0,005…0,266 | 0,005…0,166 | 0,002…0,133 | 0,001…0,083 |
Примечание. В скобках приведены наибольшие диаметр и шаг резьбы.
Таблица 2. Гайконарезные автоматы
| Параметр | Модель станка | |||
| 2061 | 2062 | 2063 | 2064 | |
| Диаметр нарезаемой резьбы, мм | М3…М5 | М6…М10 | М12…М20 | М24…М30 |
| Частота вращения шпинделя, с–1 | 6,66…37,33 | 4,66…15 | 1,66…9,33 | 1,76…5,58 |
| Производительность, шт./ч | 4500…6500 | 1980…4000 | 950…1900 | 480…880 |
| Мощность электродвигателя, кВт | 0,6 | 1,1 | 3 | 5,5 |
| Масса, кг | 295 | 370 | 640 | 985 |
Резьбонарезные и резьбофрезерные станки и полуавтоматы (см. табл. 1), гайконарезные автоматы (см. табл. 2) предназначены для нарезания наружной и внутренней резьб.
Станки мод. 5Б63, 5Б3Г, 5Б64, 5Б65 (см. табл. 1) используют как резьбофрезерные полуавтоматы, а остальные модели, характеристики которых приведены в этой таблице, — как резьбонарезные. По конструктивному исполнению станки мод. 2054М, 2056, 2Е056 — вертикальные резьбонарезные, остальные — горизонтальные резьбонарезные полуавтоматы.
Все гайконарезные автоматы, технические характеристики которых приведены в табл. 2, — двухшпиндельные и предназначены для нарезания правой метрической и дюймовой резьб в шестигранных гайках.
Технические параметры резьбои червячно-шлифовальных станков, представленные в числителе табл. 3, относятся к шлифованию наружных резьб, в знаменателе — к шлифованию внутренних резьб. Полуавтоматы мод. 5П822 и 5П821 повышенной точности предназначены для шлифования только наружной цилиндрической резьбы без затылования и конусного шлифования. Полуавтомат мод. 5897 и специальный станок мод. МВ139 предназначены для шлифования резьбы на метчиках. На станке мод. 5Д822В шлифуют внутренние резьбы. Полуавтомат мод. 5К881 и станки мод. 5887, 5887В используют как червячно-шлифовальные, причем степень точности шлифования червяков на станке мод. 5К881 — 5 для однозаходных червяков и 6 для многозаходных, на мод. 5887 и 5887В степень точности — 4 для однозаходных и 5 для многозаходных червяков.
125
Таблица 3. Резьбои червячно-шлифовальные станки
| Параметр | Модели станков | |||||||
| 5К822В; 5П822 | 5К821В; 5П821 | 5Д822В | 5897 | 5К823В | МВ139 | 5К881 | 5887; 5887В | |
| Наибольшие размеры устанавливаемой заготовки, мм: | ||||||||
| диаметр | 200 1609 | 125 120 | 200 160 | 10…33 | 320 280 | 20 | 125 | 320 |
| длина | 500 | 360 | 1500 | 80…280 | 1000 | 90 | 360 | 1000 |
| Диаметр шлифуемых резьб кругом, мм: | ||||||||
| Однониточным | 3…150 30…125 | 2…95 30…80 | 20…150 30…125 | — | 30…320 70…220 | — | — | — |
| Многониточным | 10…120 | 10…65 | 20…120 | — | 30…320 | — | — | — |
| Шаг шлифуемых резьб однониточным кругом: | ||||||||
| метрической | 0,25…24 1…6 | 0,25…12 0,5…6 | 1,5…24 1…6 | 0,5 3,5 | 1…75 1…6 | 0,2…2 | — | — |
| дюймовой (число ниток на 1 ) | 28…3 | 28…4,5 | 14…3 | — | 24…3 | — | — | — |
| модульной | 0,3п…14п | 0,3п…4п | 1п…14п | — | 0,5п…25п | — | — | — |
| Многониточным кругом | 1…4 1…3 | 1…4 1…3 | 1,5…4 1…3 | — | 1…4 1…6 | — | — | — |
| Модуль шлифуемых червяков | — | — | — | — | — | — | 1…6 | 1…16 |
| Наибольший диаметр шлифуемых червяков, мм | — | — | — | — | — | — | 125 | 50…320 |
Критерии классификации резьбонакатных роликов
Резьбонакатные ролики классифицируют по следующим параметрам.
Тип резьбы на приспособлении
По этому критерию инструменты делят на 2 группы.
- Ролики с однозаходными резьбами. Шаги резьбы на рабочих поверхностях равны ходам.
- Ролики с многозаходными резьбами. Ходы превышают шаги.
Конструкция
Резьбонакатные ролики выпускают в обычном (цилиндрическом) и затылованном исполнениях. Расскажем, чем они отличаются друг от друга.
- Цилиндрические ролики. Получили максимальное распространение. Инструменты представляют собой цилиндрические диски, на наружных поверхностях которых имеются резьбы или кольцевые витки. Имеются отверстия для фиксации приспособлений. Профили резьб могут быть трапециевидными (исполнение 1) и закругленными (исполнение 2).
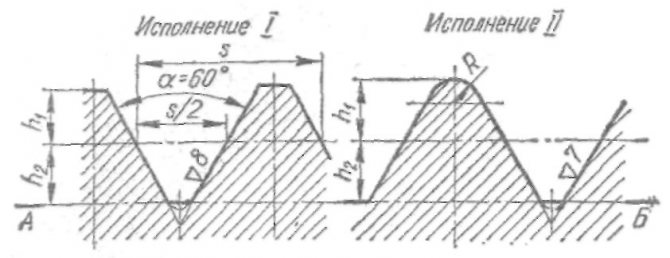
Изображение №1: профили резьб роликов
Резьбонакатные ролики, имеющие профили с закругленными зубьями, стоят дороже, т. к. затраты на изготовление выше. Такие инструменты используют для получения максимально точных и надежных резьбовых соединений.





- Затылованные ролики. Их рабочие поверхности имеют заборные, калибрующие и сбрасывающие части. На заборных частях профили поднимаются.
Изображение №2: схема обработки заготовки с использованием затылованных резьбонакатных роликов
Затылованные резьбонакатные ролики имеют следующие особенности.
- Рабочие части изготавливаются с затылованием по спиралям Архимеда.
- Диаметры калибрующих частей не отличаются от диаметров рабочих частей обычных цилиндрических роликов.
- Сбрасывающие части затыловывают по полным профилям резьб.
Менее важные параметры
Кроме самых важных критериев (тип резьбы и конструкция) резьбонакатные ролики отличаются друг от друга по таким параметрам, как:
- шаг резьбы;
- ее ход и длина;
- направление получаемой резьбы (правая или левая);
- диаметры (внешний и внутренний);
- ширина приспособления;
- угол профиля.
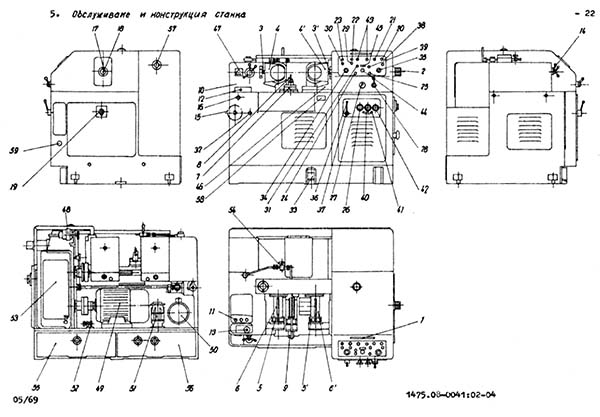
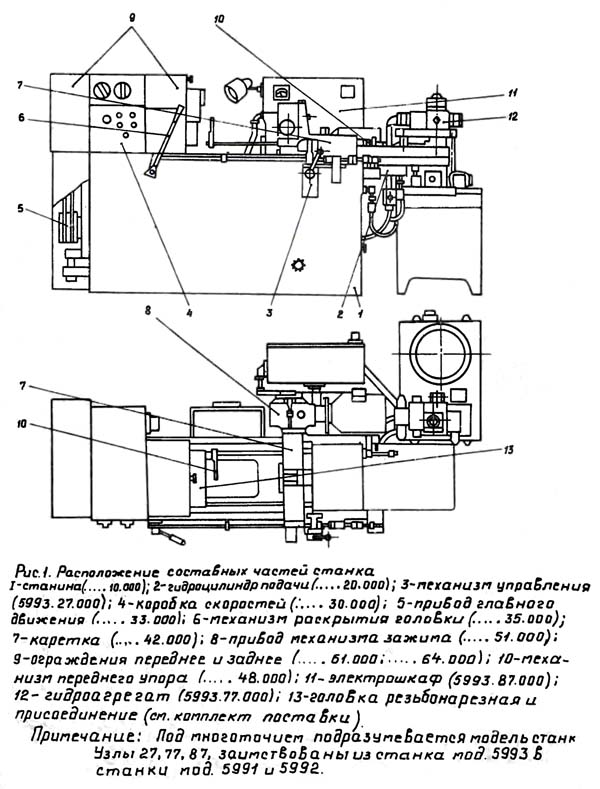
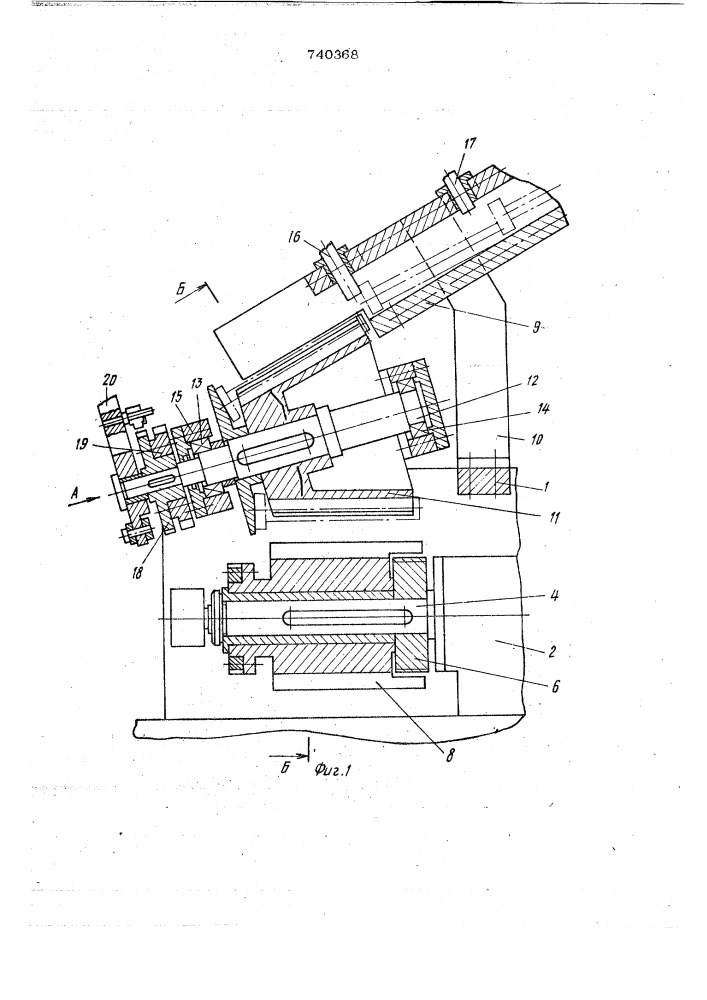
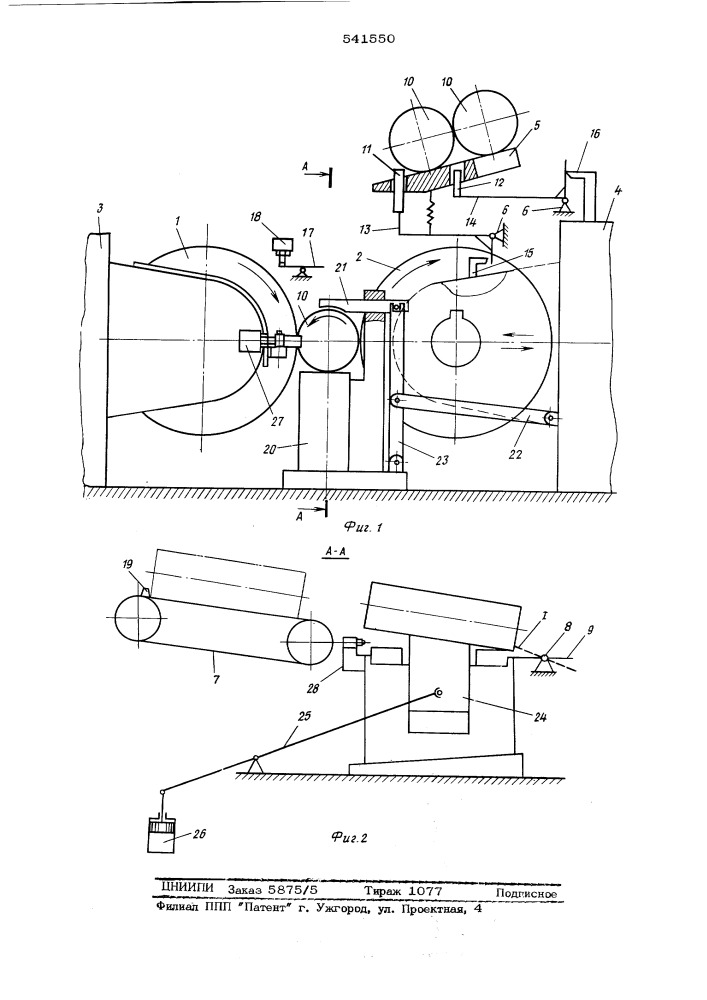
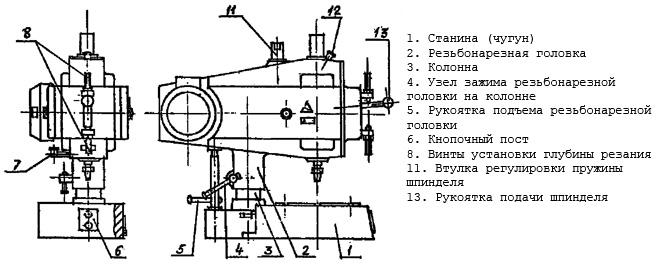
5993 Схема гидравлическая принципиальная резьбонарезного станка
Схема гидравлическая принципиальная резьбонарезного станка 5993. Смотреть в увеличенном масштабе
Гидросистема станка (рис. 18) обеспечивает быстрый подвод каретки с зажатой деталью к резьбонарезной головке, рабочую подачу, быстрый отвод каретки с изделием, торможение и остановку.
Гидросистема питается от нормализованной покупной станции 8АГ4822Н с насосом производительностью Q = 12 л/мин. На станции установлен блок с аппаратурой управления. Аппараты соединены между собой каналами в блоке согласно принципиальной схеме. Нажатием кнопки «Гидропривод» включается электродвигатель насосной установки.
Станок управляется командо-аппаратом, рукоятка которого имеет 3 положения: «отжим», «зажим», «цикл». С установкой рукоятки командо-аппарата в положение «цикл» нажимается микро-выключатель S4 (рис. 14), который включает электромагнит Y1. Плунжер гидрораспределителя 5 занимает левое (по схеме) положение. Масло от насоса через фильтр, обратный клапан, по магистрали 10. через дроссель 2, по магистрали 11, через гидрораспределитель 5, по магистрали 12 поступает в поршневую полость цилиндра. Каретка начинает быстрый ход вперед. Слив из штоковой полости идет по магистрали 13, через парораспределитель 5, по магистрали 15, через гидрораспределитель 4, по магистрали 17, через гидроклапан давления, частично через обратный клапан и воздушный теплообменник в бак.
По ходу движения каретки станка нажимается микровыключатель S9, который включает электромагнит Y3. Плунжер гидрораспределителя 4 занимает левое (по схеме) положение, и слив из штоковой полости цилиндра направляется по магистрали 16 через гидродроссель 3, настроенный на рабочую подачу. Происходит переход на рабочую подачу, врезание заготовки в резьбонарезную головку и нарезание резьбы.
По окончании резьбонарезания головка раскрывается, а рукоятка командо-аппарата становится в правое положение. При этом отжимается микровыключатель S4, который отключает электромагниты Y1 и Y3 и включает электромагнит Y2. Плунжер гидрораспределителя 5 занимает правое (по схеме) положение.
Масло от насоса через гидрораспределитель 5, по магистрали 13 поступает в штоковую полость гидроцилиндра. При этом слив из поршней полости гидроцилиндра идет по магистрали 12, через гидрораспределитель 5, по магистрали 15, через гндрораспределитель 4, по магистрали 17, через описанную выше аппаратуру станции в бак.
По ходу движения каретки назад через механизм раскрытия головки нажимается микровыключатель S7, который включает электромагнит Y3. При этом слив из поршневой полости направляется по магистрали 16 через гидродроссель 3. Происходит торможение каретки с изделием. При дальнейшем перемещении каретки с механизмом раскрытия нажимается микровыключатель S6, электромагниты Y2 и Y3 отключатся, и каретка с изделием остановится.
Дроссель 2 предназначен для ограничения максимальной скорости быстрых, перемещений.
Для настройки осевого усилия подачи каретки станка с целью получения правильного профиля обрабатываемой резьбы служит гидроклапан давления 6, который настраивают на давление, в зависимости от режимов обработки и материала обрабатываемых деталей, в среднем Р = 1 МПа.
Указания по монтажу и эксплуатации. Гидроагрегат устанавливается сзади справа от станка и соединяется с ним при помощи гибких рукавов.
Гидропривод при эксплуатации необходимо содержать в чистоте. Гидробак станции заполнять тщательно профильтрованным маслом марки «Турбинное Т22» ГОСТ 32-74, уровень масла поддерживать по риске маслоуказателя.
Через два месяца после начала эксплуатации отработанное масло заменить свежим, в дальнейшем замену производить каждые 4—5 месяцев.
Гидробак при смене масла необходимо промыть чистым керосином и вытереть насухо. Использование для обтирки и очистки «концов» не допускается.
Наружная утечка масла и подсос по соединениям, пробкам пли регулировочным винтам не допускается. При нарушении герметичности немедленно проверить затяжку винтов, качество развальцовки труб либо сменить уплотнения в стыках. Периодически проверять состояние фильтров. При замене масла в гидросистеме фильтры тщательно промыть в керосине.
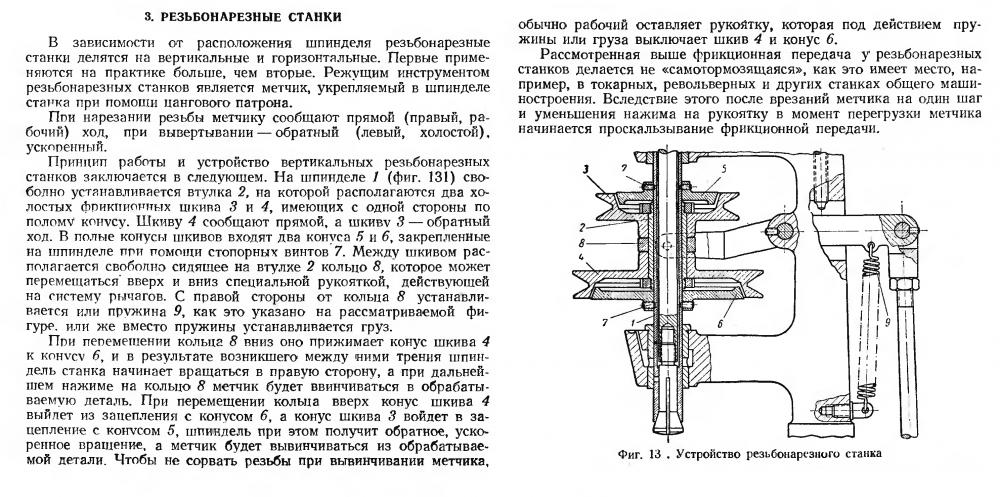
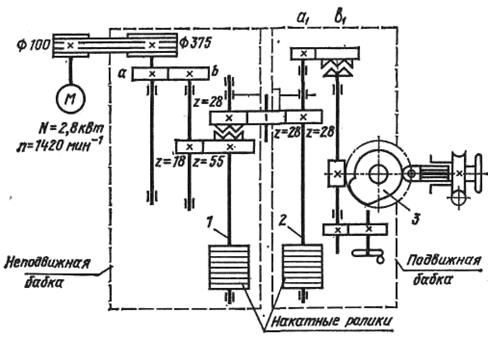
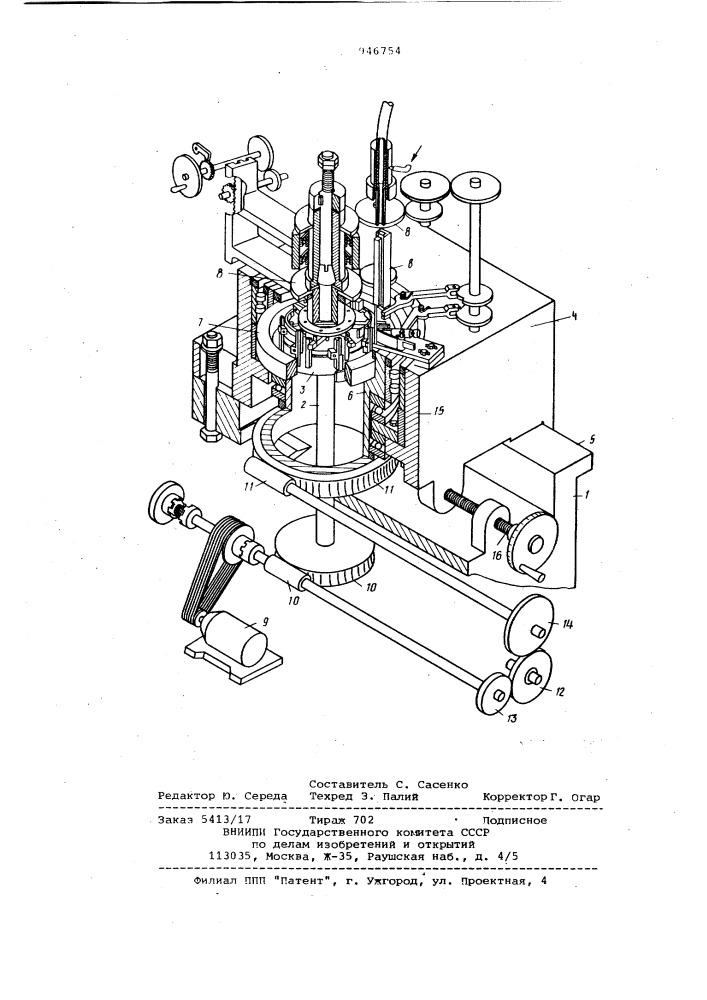
Принцип действия резьбонакатных станков
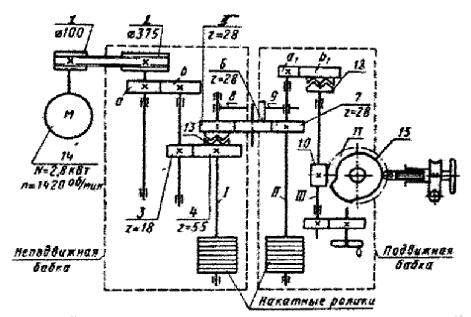
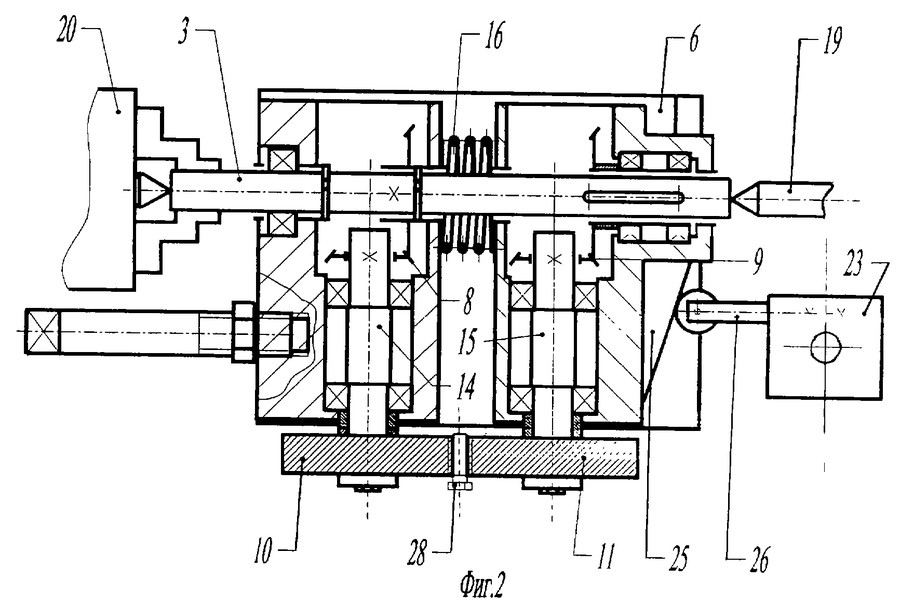
Резьбонакатные станки имеют в составе:
1. силовую систему, предназначенную в свою очередь для включения привода механики, используемого при синхронизации двух вращающихся валов и роликов наката, а также устройства, которое необходимо для встречного перемещения вышеуказанных валов в процессе накатывания резьбы.
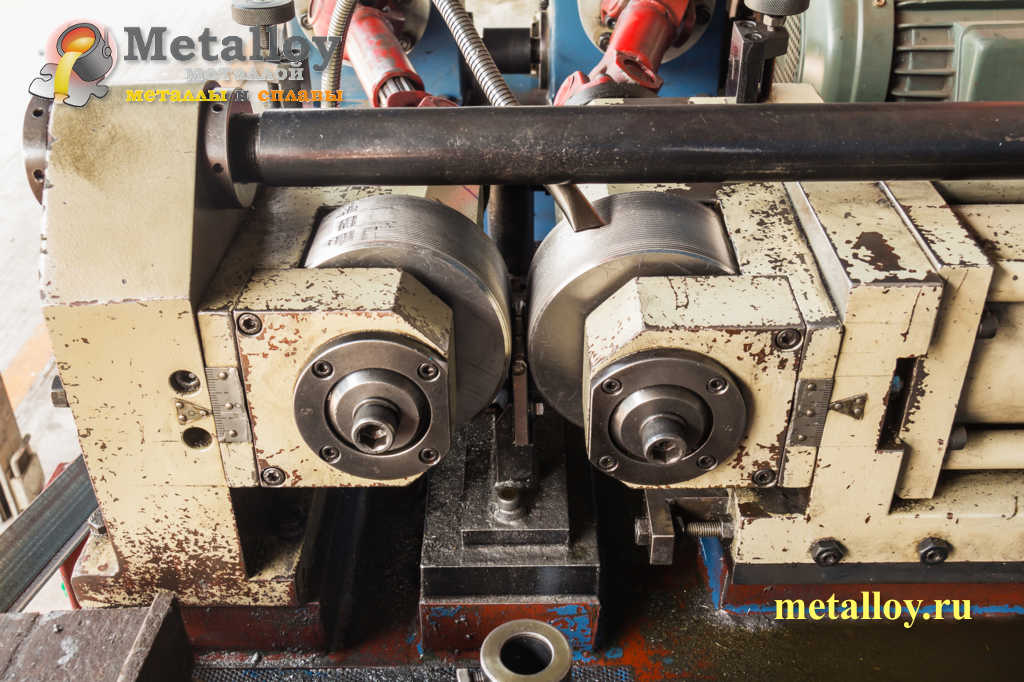






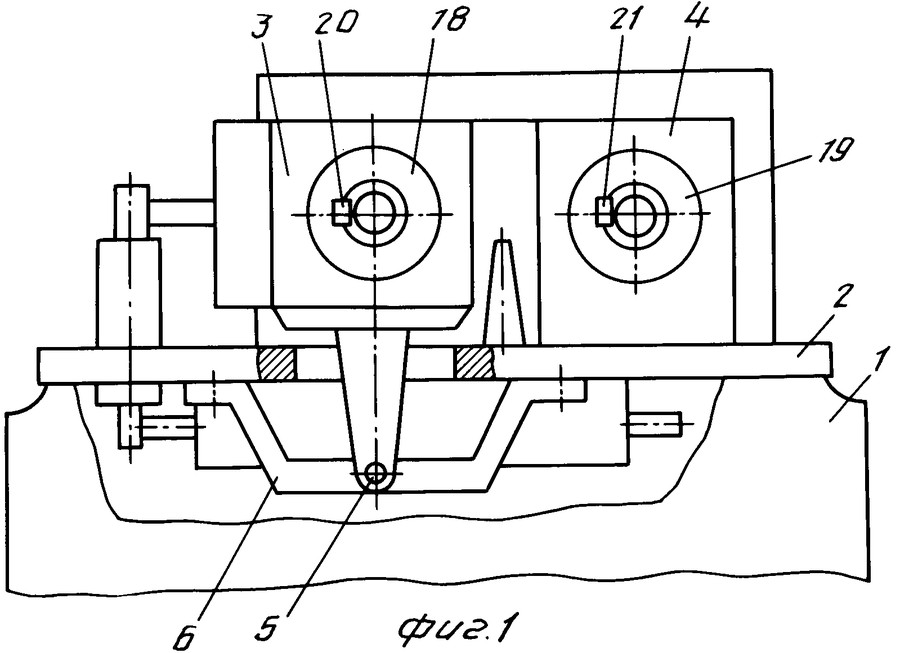
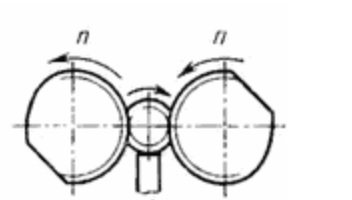
2. накатную систему – состоит из одной неподвижной шпиндельной головки и еще одной передвигающейся головки. Находятся они в одной плоскости и имеют в установочной зоне накатные ролики пазы шпоночной, которые работают в одной фазе. Кроме того есть опорные поверхности, необходимые для продольной установки роликов накатного типа. Они также находятся в одной и той же плоскости, но заход резьбы и на одном и на другом роликах сделан в равном положении, если смотреть относительно шпоночных пазов.

Обработка металла происходит с помощью давления, которое оказывается на него. Чаще всего применяется резьбонакатной станок, имеющий два ролика и два шпинделя. Первый из них сделан так, чтобы было возможно радиальное смещение от привода. Все это выглядит как система рычагов, которые связаны напрямую с подачей сжатого воздуха.
В станке для наката резьбы полностью исключены шарниры. А плоскопараллельное передвижение шпинделя с роликом подвижного типа осуществляется за счет крепления шпиндельных головок на одном валу. Вращательное движение получается в результате работы двух конических шестерен.
Для того чтобы создать нужную силу для работы в ход идет не сжатый воздух из специальной пневматической сети, а кинематическая схема от токарного станка обычно предназначенная для обработки металла. От него вместе с силой вращающей основные ролики используется и энергия суппорта станка для подвижной шпиндельной головки.
Цели и назначение
Накатывание — холодный способ обработки изделий. Под воздействием инструмента на поверхности получается различный узор — сеточка, рифление, риски, насечки. Особых требований к подготовке поверхности нет. Деталь обтачивают до нужного диаметра, после накатывают рифление.
Назначение накатки:
- Повышение эксплуатационных свойств.
- Удаление трещин и других дефектов.
- Повышение устойчивости к коррозии.
- Усовершенствование рабочих характеристик изделий.
Для некоторых деталей накатка необходима из-за их эксплуатационных особенностей. Рифление делают на головках винтов, рукоятках. Для удобства пользования накатывание делают ручке на станках и других механизмах.






