
Почему измерение происходит в дюймах
Различие между измерением диаметра резьбы металлической трубы в миллиметрах и дюймах часто приводит к путанице, ошибкам и трудностям выбора нужного изделия. Согласно классической линейной системе измерения 1 дюйм равен 25,4 мм.
Для измерения металлических труб пользуются специальным трубным дюймом, равным 3,324 см. Его особенность и уникальность состоит в том, что он охватывает не только величину внутреннего диаметра, но учитывает стенки трубы.
Основные инженерные расчеты выполняют по внутренним диаметрам, измерение труб по наружному диаметру бывает лишь в исключительных случаях.
Измерительной дюймовой системой исчисляются металлические газовые и водопроводные трубы, а для остальных видов применяется метрическая система измерения.
Применение метчика
Прежде чем приступить к резьбонарезанию, надо определить диаметр подготовительного отверстия и выполнить его сверление. Для облегчения этой задачи был разработан соответствующий ГОСТ, который содержит таблицы, позволяющие точно определить диаметр отверстия под резьбу. Эти сведения позволяют легко подобрать размер сверла.
Читать также: Поплавковый выключатель в сливном бачке
Для нарезания резьбы метрического типа на внутренних стенках сделанного сверлом отверстия используется метчик – винтообразный инструмент с режущими канавками, выполненный в виде стержня, который может иметь цилиндрическую или коническую форму. На его боковой поверхности есть специальные канавки, расположенные вдоль его оси и разделяющие рабочую часть на отдельные сегменты, которые называются гребенками. Острые края гребенок как раз и являются рабочими поверхностями метчика.

Метчик: конструкция и параметры
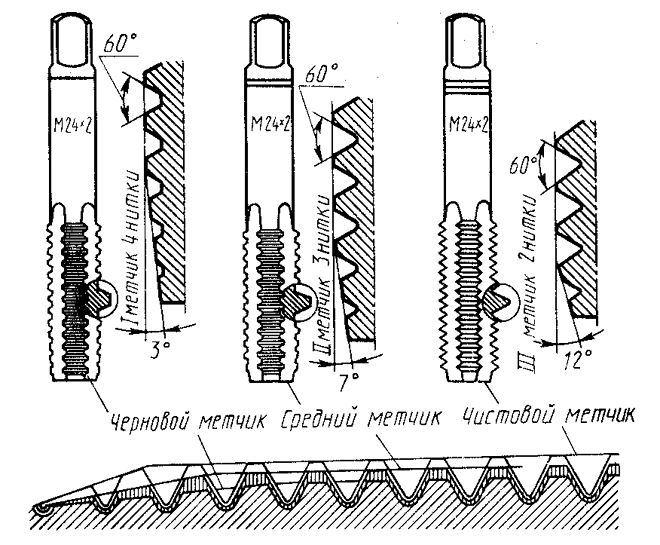
Чтобы витки внутренней резьбы получились чистыми и аккуратными, а ее геометрические параметры соответствовали требуемым значениям, ее надо нарезать постепенно, путем поэтапного снятия тонких слоев металла с обрабатываемой поверхности. Именно поэтому с данной целью используют либо метчики, рабочая часть которых по длине разделена на участки с различными геометрическими параметрами, либо наборы таких инструментов. Единичные метчики, рабочая часть которых имеет одинаковые геометрические параметры по всей своей длине, нужны в тех случаях, когда необходимо восстановить параметры уже имеющейся резьбы.
Минимальным набором, при помощи которого можно достаточно качественно выполнить обработку отверстий под резьбу, является комплект, состоящий из двух метчиков – чернового и чистового. Первый срезает со стенок отверстия под нарезание метрической резьбы тонкий слой металла и формирует на них неглубокую канавку, второй не только углубляет сформированную канавку, но и зачищает ее.
Разновидности метчиков для резьбы и их отличия

Минимальный комплект метчиков
Комбинированные двухпроходные метчики или наборы, состоящие из двух инструментов, используются для резьбонарезания в отверстиях небольших диаметров (до 3 мм). Для обработки отверстий под метрическую резьбу большего диаметра необходимо использовать комбинированный трехпроходной инструмент или набор, состоящий из трех метчиков.
Для манипуляций с метчиком применяется специальное приспособление – вороток. Главным параметром таких приспособлений, которые могут иметь различное конструктивное исполнение, является размер посадочного отверстия, который должен точно совпадать с размером хвостовика инструмента.

Некоторые разновидности воротков для метчиков
При использовании набора из трех метчиков, отличающихся как своей конструкцией, так и геометрическими параметрами, следует строго соблюдать последовательность их применения. Отличить их друг от друга можно как по специальным рискам, нанесенным на хвостовики, так и по конструктивным особенностям.
- Метчик, которым отверстие под нарезание метрической резьбы обрабатывается в первую очередь, отличается минимальным диаметром среди всех инструментов набора и режущими зубьями, верхняя часть которых сильно обрезана.
- Второй метчик имеет более короткую заборную часть и более длинные гребни. Его рабочий диаметр занимает промежуточное значение между диаметрами остальных инструментов из набора.
- Третий метчик, которым отверстие под нарезание метрической резьбы обрабатывается в последнюю очередь, характеризуется полными гребнями режущих зубцов и диаметром, который должен точно соответствовать размеру формируемой резьбы.

Комплект из трех метчиков
Метчики используются преимущественно для нарезания резьбы метрического типа. Значительно реже, чем метрические, применяются метчики, предназначенные для обработки внутренних стенок труб. Они в соответствии со своим назначением называются трубными, а отличить их можно по букве G, присутствующей в их маркировке.
Измерение шага резьбы
Для контроля такой характеристики, как шаг резьбы используются стандартные линейки с миллиметровыми и дюймовыми делениями, а также резьбомеры. Результаты вычислений шага посредством линейки являются неточными и производятся путём замера определённого числа витков. Главной задачей измерения является нахождение количества витков, которое приходится на единичный шаг резьбы. В условном случае, когда на 1 дюйм приходится 5 витков, шаг равняется 1/5 дюйма. Для удобства полученные результаты в дюймах пересчитывают в миллиметры. Во время процесса измерения витков посредством линейки человек должен учитывать следующие особенности:

- Для достижения максимальной точности нужно измерять не отдельные участки, а целую часть профиля детали.
- Перед процедурой измерения необходимо подсчитать целое количество витков.
- Шаг резьбы определяется после замера глубины и главных характеристик резьбовых соединений.
В результате измерений находится усреднённое значение шага. Погрешность расчётов зависит от правильности выполненной нарезки детали.
В состав его конструкции входят пластины, выполненные из сплавов железа. Каждая пластина оснащена вырезами, эквивалентными профилю нарезки и её шагу. Для определения величины шага резьбомер прикладывается к измеряемой детали. Пластина резьбомера производит точный контроль только в том случае, когда она параллельна оси нарезки
Важно, чтобы пластинка и отверстие резьбы совпали по размеру
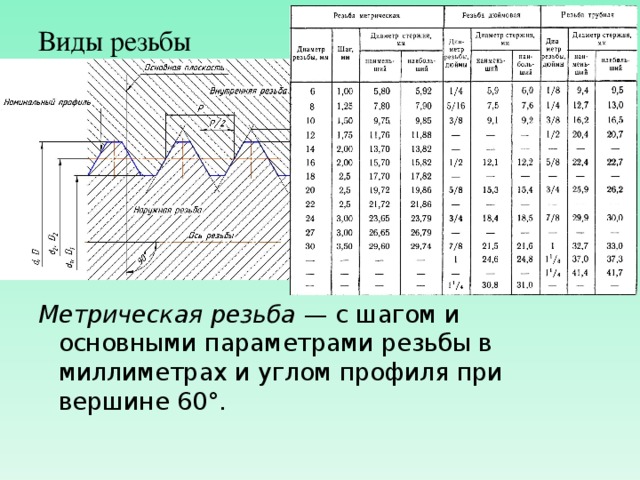
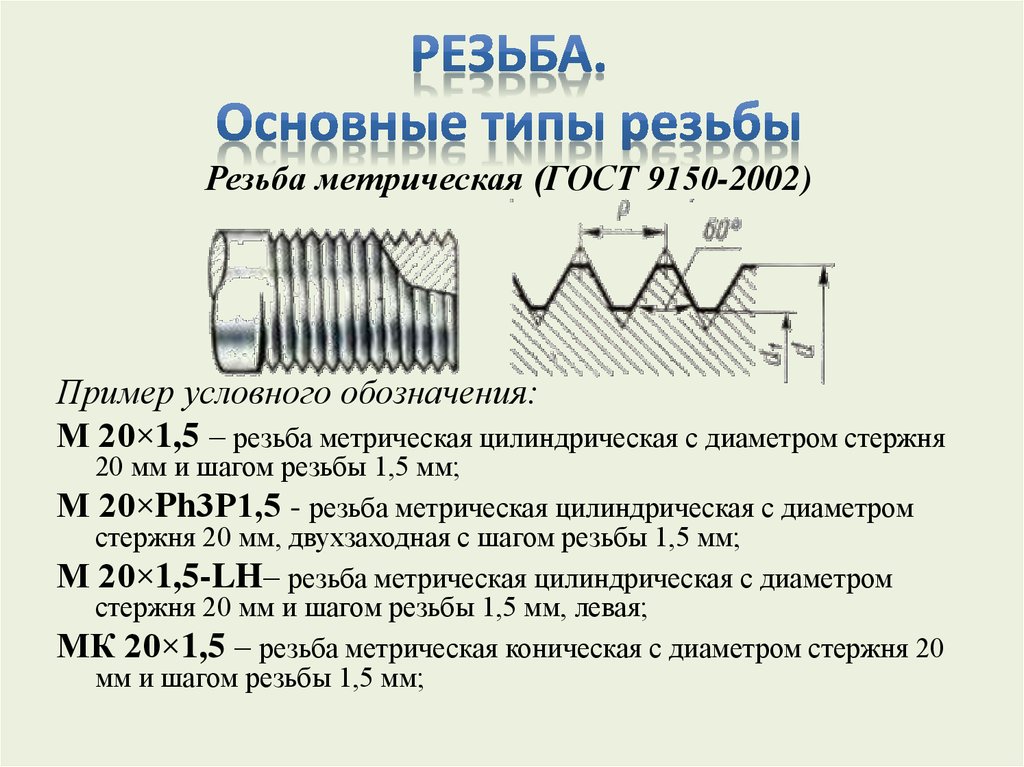
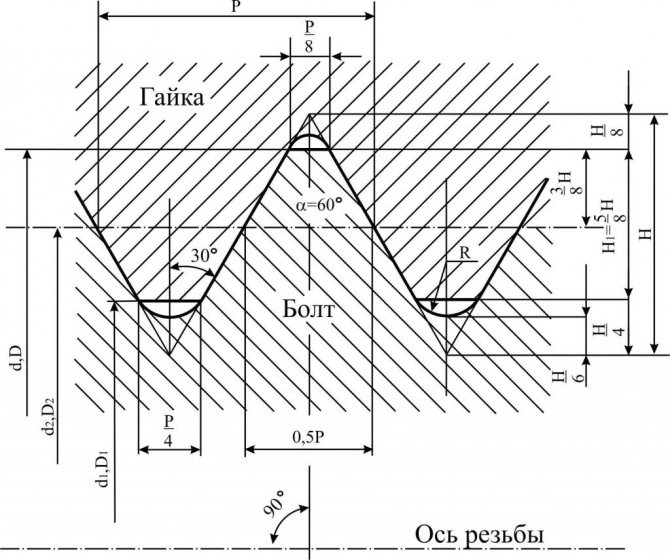
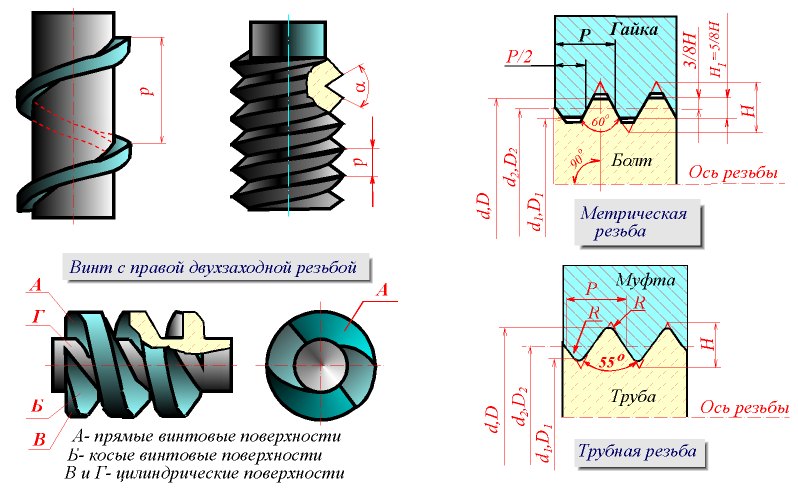
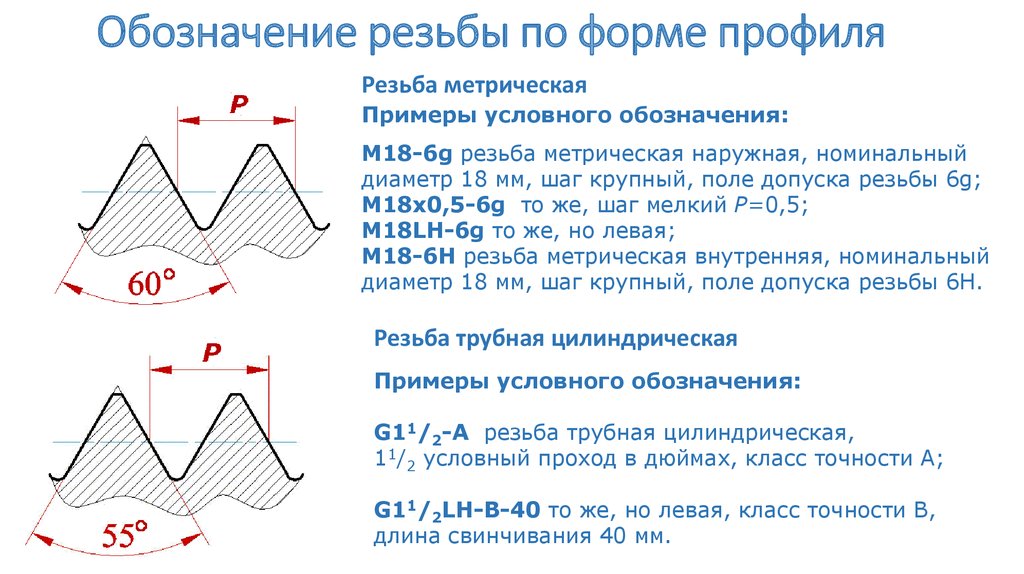
Метрическая резьба
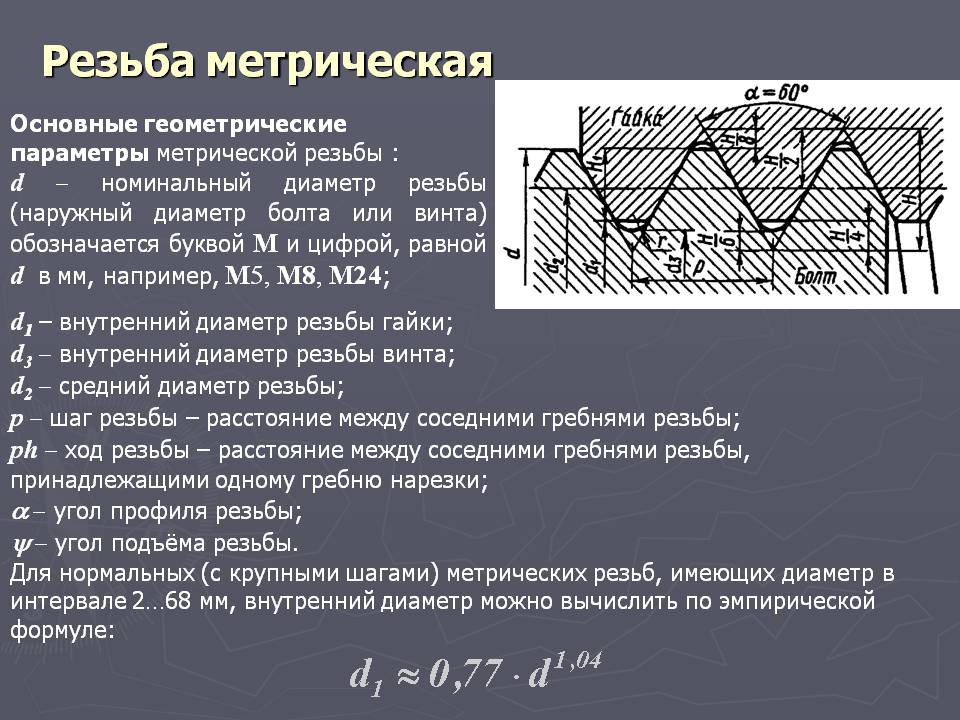
Винтовая нарезка внутренних или наружных поверхностей деталей называется метрической резьбой. Основное формирование происходит выступами и впадинами формой равнобедренного треугольника. Измерение происходит в миллиметрах, именно поэтому крепежное соединение обозначается, как метрическое.
Использование при креплениях различного типа может происходить коническими, цилиндрическими разновидностями нарезки соединений. Направление существует левостороннее или правостороннее, в зависимости от типа крепления и стороны подъема для витков при соединении.
Существует множество разновидностей и параметров нарезки, дюймовая, питчевая, а также модульная, используемая для червячных передач. Точность исполнения нарезки крепежа влияет на надежность и долговечность крепления.
Метрическая резьба
Основные параметры и сферы применения
Распространенное использование метрической резьбы, наносимой на внешние либо внутренние элементы, применяется изготовленным в цилиндрической форме поверхностям. Разнообразные типы крепежных элементов и соединений используются повседневно, например:
- Гайки.
- Винты.
- Болты анкерного или обычного типа.
- Шпильки, прочее.
Когда коническая поверхность, деталь используются в тех случаях, когда необходима высокая герметизация соединения, на них также наносится метрическая резьба.
Конструкция формирует отличное соединение между крепежными элементами, позволяет избежать использования уплотнительных материалов, приводящих к излишним растратам.
Основные среды использования метрической нарезки при трубопроводном строительстве, где между элементами протекают материалы различным типов, а также при изготовлении газобаллонного оборудования. Профиль и конструкция метрической нарезки одинакова при обоих случаях, используется вне зависимости от типа поверхности.
Гайка с метрической резьбой
Существует различная маркировка, обозначенная при использовании метрической нарезки соединяющих изделий. М — обозначает номинальный диаметр (d), к примеру резьба М12 номинального диаметра 12 мм крупного шага. Резьба М2 имеет номинальный шаг 0.
4 мм, считается мелкой категорией также, как и резьба типа М7 с шагом 1 мм. Для обозначения определенного шага соединяющих изделий используется дополнительные цифры, например М24х1.25 будет означать, что резьба диаметром М24 применяется с шагом 1.25 мм. На инструментах старого типа возможно встретить упрощенную маркировку.
К примеру, 1М16 означает, что используется мелкая первая, с диметром резьбы М16.
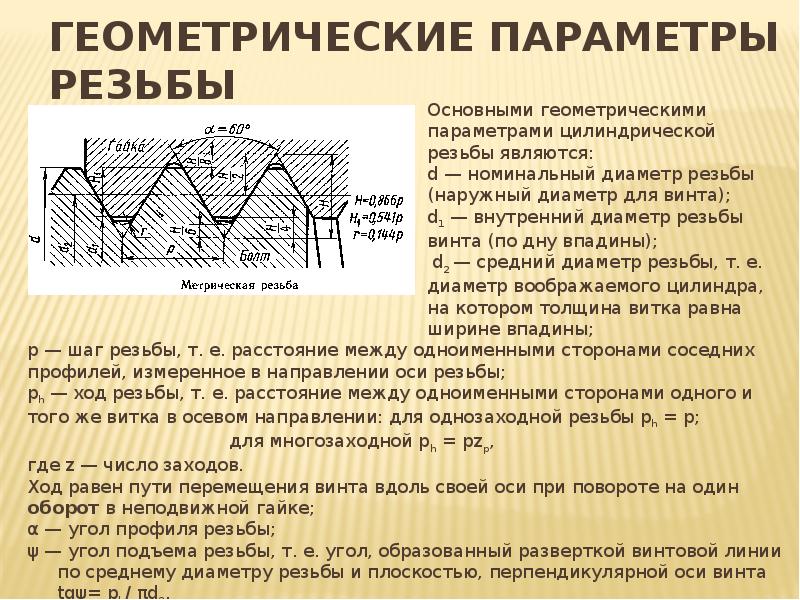
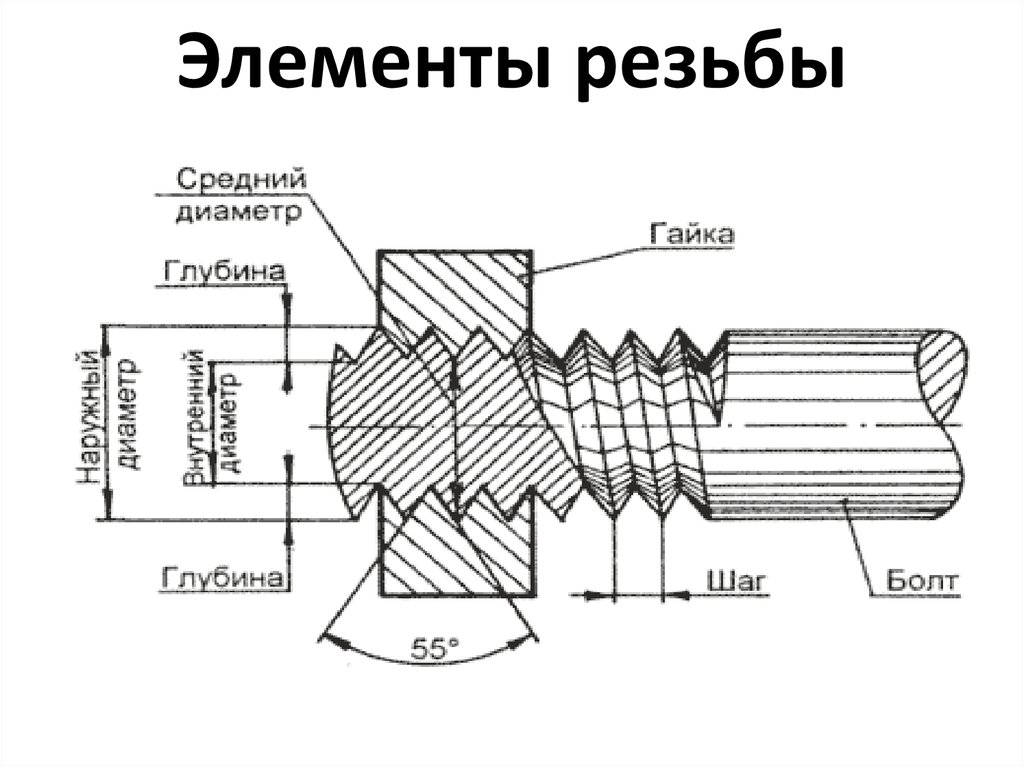
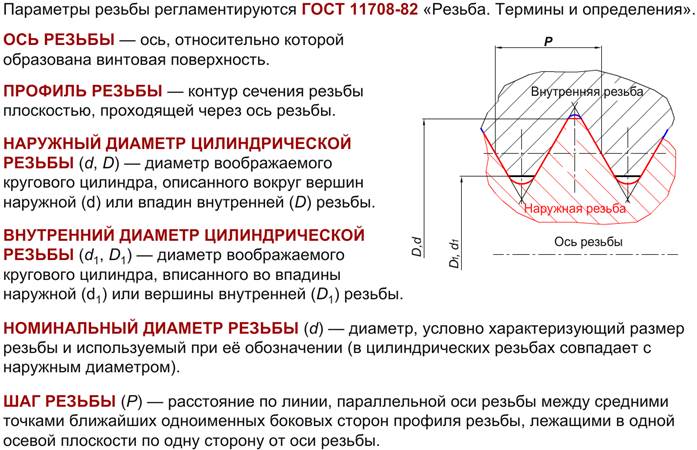
Геометрические параметры
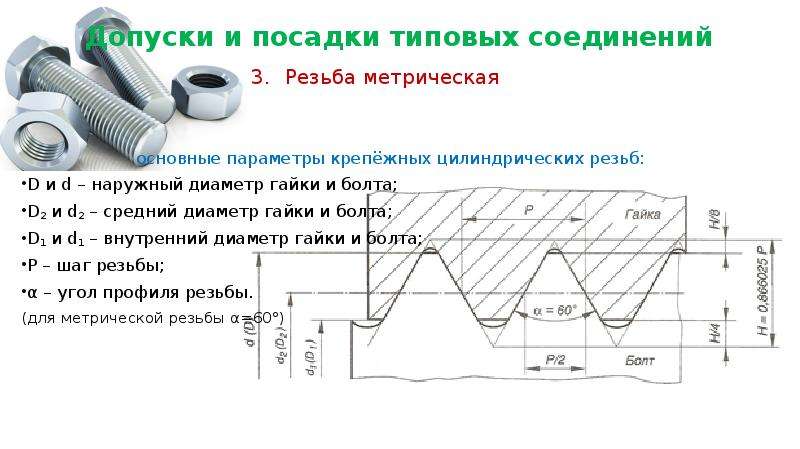
Параметрами определяется назначение геометрической метрической нарезки для соединения материалов. Основные обозначения:
- Номинальный диаметр резьбы имеет обозначение буквой D. Внутренняя вид крепежа определяется, как d, наружная с заглавной буквы.
- В зависимости от расположения существует определение среднего диаметра резьбы. Обозначается буквами с применением цифр, например D2.
- На чертежах существует параметр резьбы, как внутренний диаметр, обозначение производится цифрой 1, к примеру d
- Для расчета сопряжений, в структуре соединения, используется внутренняя окружность изделия.
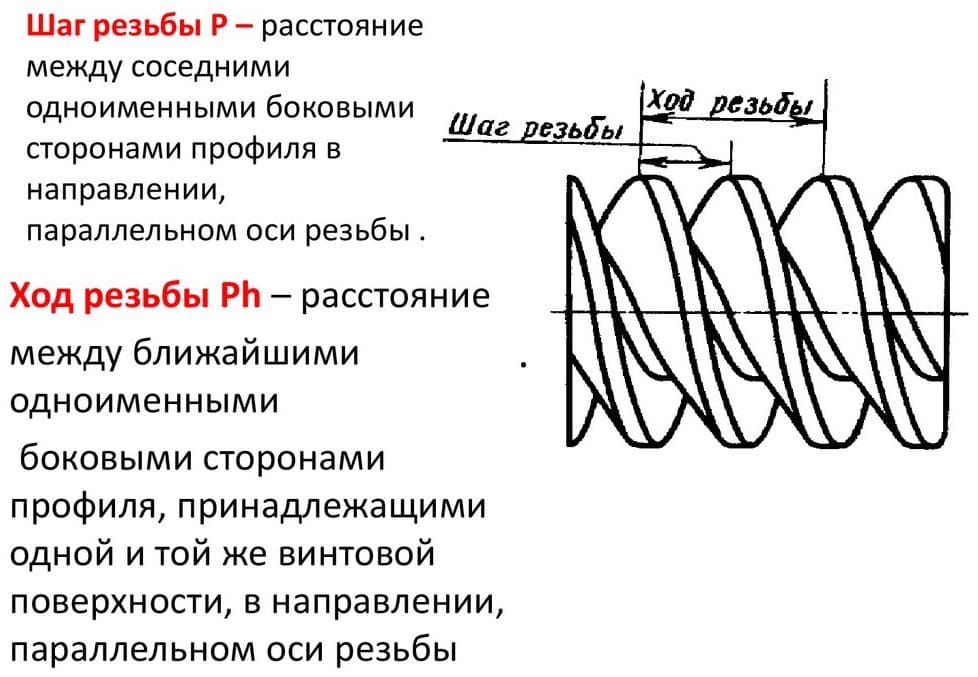
- Определение промежутка между верхними точками близко расположенных витков называется шаг резьбы. Чтобы отличить на представленном чертеже детали с повторяющийся величиной диаметра, применяют разделение на основной и шаг с меньшими геометрическими параметрами, обозначение устанавливается буквой Р.
- Ход резьбы и его параметры соответствует перемещению линейной величины винтового крепежного соединения за полный оборот, а также расстояние между вершинами и впадинами, сформированных на поверхности.
- Высота треугольника формирует размеры, параметры соединения, профиль, к обозначению применяется буква Н.
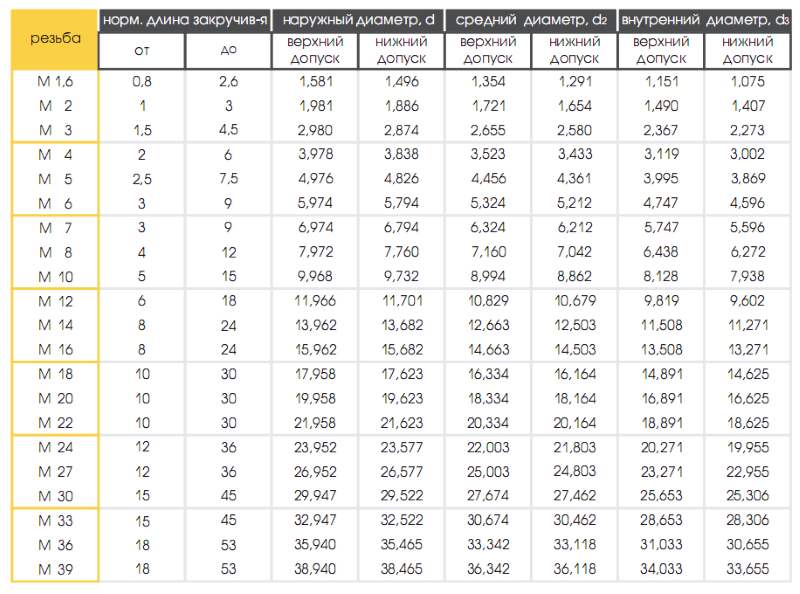
Таблица размеров метрической резьбы
Такие параметры, как средний диаметр резьбы должен представляться с использованием сопутствующей документации. Для стандартизированного отображения используются ГОСТы. Стандартами оговорено отображение основных размеров соединяющих изделий и параметров, ГОСТ 24705-2004 применяется ко всем видом нарезных соединений.
Метрические нарезки соединения используются при изготовлении предметов, путем нанесения параметров на чертежи. Размеры резьб описаны в таблице, с номинальным диаметром при диапазоне от 1 до 600 миллиметров. Шаг определяется в таблице от 0,25 до 6 мм, условное обозначение при отображении через «х», например М8×1,5.
Приборы контроля резьбы
Для вычисления характеристик метрической разновидности резьбы при помощи комплексного метода контроля используются калибры в виде колец и скобы. Измерения проводятся в соответствии с ГОСТом 17763. Контроль внутреннего нарезания производится калибрами-пробками. Контроль нарезки с углом профиля 55° осуществляется при помощи микрометра со специальными вставки. На измерительный прибор устанавливается 5 комплектов вставок, размер которых определяется шагом резьбы. Существует 2 основных вида вставок:
- призматическая: устанавливается на место пятки микрометра;
- конусная: ставится в отверстие винта микрометра.
Работники ОТК для контроля угла профиля резьбы используют приспособления со встроенными индикаторами: микроскопы и проекторы. Они могут быть оснащены раздвижными вставками и наконечниками в виде шариков. Конструкция приборов с индикаторами представляет собой упорную планку, держатель и индикаторы. Главным преимуществом индикаторных приспособлений является их универсальность. С их помощью можно проводить измерительные работы как при расточке, так и при обточке детали. Они обеспечивают высокую точность измерений за короткий временной промежуток.



Сотрудники фабрик и заводов во время контроля резьбы применяют штангенциркуль и штихмассы, производящие замеры линейных единиц измерения. Они помогают определить размер резца, с помощью которого производится снятие необходимого количества стружки с заготовки. Эти измерительные приборы позволяют сэкономить время обработки отверстий средней и наибольшей степени точности.
Трапецеидальная резьба
Трапецеидальный профиль относят к ходовым. Отличительное свойство этого вида профиля заключается в том, что она самотормозящая. Это вызвано тем, что при перемещении гайки по стержню развивается большая сила трения. Такое свойство позволяет избежать дополнительного фиксирования гайки на валу.
Трапецеидальный профиль используется для того, что бы преобразовать вращательное движение в трапецеидальное. Как пример, можно привести ходовой вал, устанавливаемый в токарных или шлифовальных станках. Кроме этого оборудования, он нашел свое применение в кузнечно-прессовом оборудовании, автомобильной и тракторной технике. Вообще узлы с трапецеидальным профилем используют для перемещения кареток на сборочных конвейерах, в литьевых машинах, робототехнике и пр.

Трапецеидальная резьба
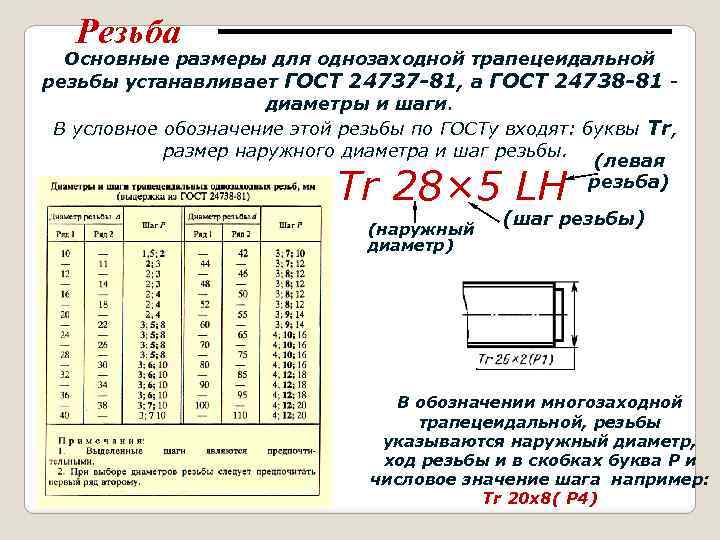
На практике применяют изделия с размерами от 8 до 640 мм. Шаг составляет от 1,5 до 12 мм.
При внесении параметров на чертежах или документах применяют буквы Тр, затем указывают геометрические параметры.
Требования к параметрам изложены в ГОСТ 24738-81.
Что такое диаметр, спиральный шаг геометрической упорной резьбы?
Этот тип резьбового рисунка создают, когда в соединяемом месте действует значительная нагрузка, имеющая направлении оси. Шаг обычно равен 2-48 мм. При этом выступы имеют форму неравнобочной трапециевидной фигуры. У нее угол рабочей стороны составляет 3 градуса, а нерабочей грани — 30 градусов. Минимальный диаметр упорной нарезки равен 10 мм, а максимальный составляет 640 мм.
Выступы в форме неравнобочной трапецивидной фигуры позволяют передавать существенные усилия, если они действуют исключительно в одну сторону. Такой резьбовой рисунок применяется во время создания домкратного оборудования и прессов.
Нарезание прямоугольной резьбы
Изготовление резьбовых соединений с прямоугольным профилем осуществляет на токарных станках при помощи специальных резцов. Перед началом нарезания данный инструмент затачивается по образцу, его профиль подбирается в соответствии с профилем нарезки. Зданий угол резца отклоняется на 8°. Для снижения трения инструмента об поверхность изделия дополнительно устанавливаются вспомогательные углы.

После процесса затачивания необходимо правильно расположить резец. Существует 2 главных метода установки инструмента при нарезании:
- Первый способ: основная кромка резца размещается параллельно оси изделия. В этом случае профили нарезки и инструмента будут точно совпадать, что позволит воссоздать необходимую форму винтового соединения. Преимуществом данного способа является улучшение условия для проведения нарезки. Но при этом кромка сильно износится за короткий временной промежуток.
- Второй способ: кромка располагается у боковых стенок резьбового соединения под углом 90°, что позволит равномерно распределить нагрузку на инструмент. Но профили резца и резьбы не совпадают, поэтому винт не получит правильную форму. Этот метод нарезания используются преимущественно для осуществления черновой нарезки.
При создании прямоугольной резьбы используются державки – приспособления для установки резца. Этот прибор позволяет мастеру не производить повторную переточку режущего инструмента при изменении внутреннего или внешнего диаметра.
После установки резца начинается процесс нарезания. Резьбы, шаг которых не превышает значения в 0,4 см, нарезаются при помощи 1 резца. При резьбовых соединениях с большей величиной шага применяются сразу 2 режущих инструмента: для черновой и чистовой нарезок.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
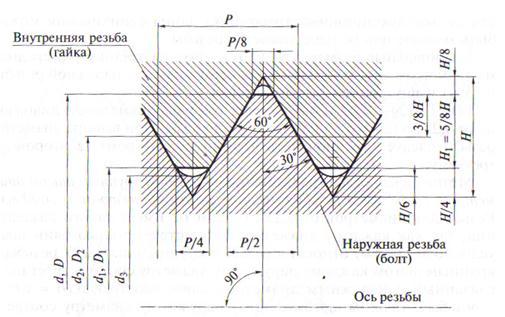
Стандарты
Основные резьбовые размеры подчиняются ГОСТу 24705-2004, который модифицирует стандарт — ИСО 724:1993 (международная классификация). Данный ГОСТ с 1 июля 2005 г. является государственным стандартом РФ и учитывает интересы экономики еще 12 стран, ранее входящих в состав СССР, которые за него проголосовали. Под его действие подпадают размеры метрических резьб ГОСТ 9150 широкого назначения, а также диаметры и шаги ГОСТа 8724.
По нормам взаимозаменяемости настоящий ГОСТ ссылается на нижеперечисленные международные и национальные системы стандартов:
- ГОСТ 8724—2002 (ISO 261—1998);
- ГОСТ 9150—2002 (ISO 68-1:1998);
- ГОСТ 11708—82;
- ГОСТ 16093—2004(ISO 965-1:1998 и ISO 965-3:1998).
Этот ГОСТ закрепляет все основные размеры, возможные допуски, терминологию и формулы вычисления диаметров:
- D2= D — 2 x 3/8 H = D — 0,6495 P;
- d2= d — 2 x 3/8 H = d — 0,6495 P;
- D1= D — 2 x 5/8 H = D — 1,0825 P;
- d1= d — 2 x 5/8 H = d — 1,0825 P;
- d3 = d — 2 17/24 H= d — 1,2267 P.
Трудно представить себе современную жизнь без машин и механизмов, еще труднее представить технику без разъемных соединений, которые обеспечивает резьба. Эффективность, относительная простота изготовления и комфортное использование обеспечили резьбовым соединениям почетное место в мировой истории.
Виды резьбы
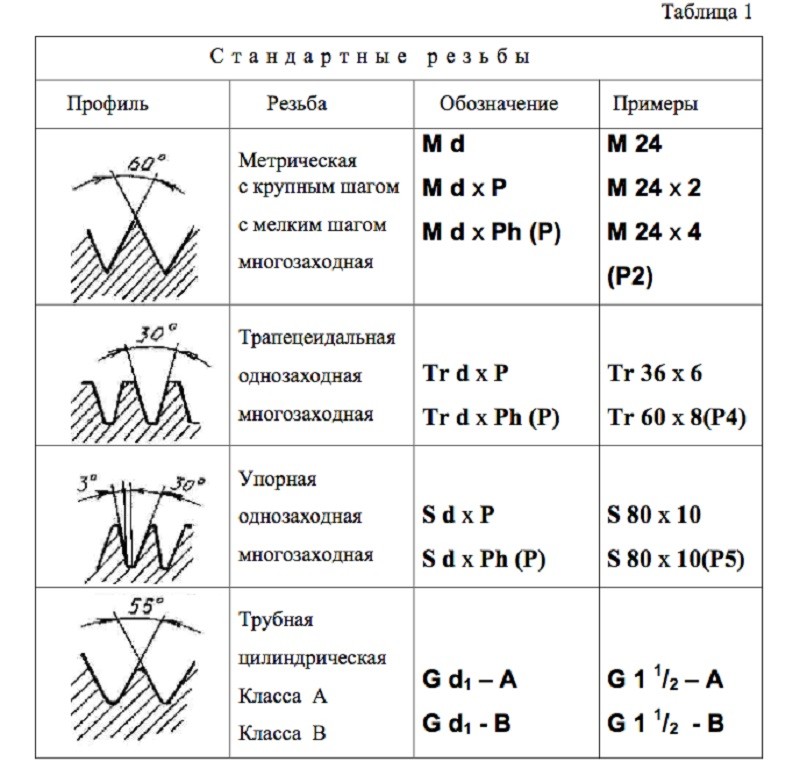
Как уже отмечалось, все виды стыков этого класса стандартизированы. Например, ГОСТ 24705-2004 определяет размеры метрического профиля, в частности, угол в основании, шаг и пр. Всего к метрическому виду относят порядка 15 отечественных и иностранных стандартов.
Существует так же и классификация стыков этого типа. Ее выполняют на основании ее геометрических размеров, расположению на изделии и количеству заходов, или исходя ее практического использования.


Ниже приведен перечень, в котором указаны типы конструкций разъемных соединений и их обозначения:
- метрическая (M);
- метрическая коническая (MK);
- цилиндрическая (MJ);
- трубная цилиндрическая (G);
- трубная коническая (R);
- круглая для санитарно-технической арматуры (Кр);
- трапецеидальная (Tr);
- упорная (S);
- упорная усиленная (S45°);
- эдисона круглая (E);
- метрическая (EG-M);
- дюймовая цилиндрическая (UTS: UNC, UNF, UNEF, 8UN, UNS);
- дюймовая (BSW);
- дюймовая коническая (NPT);
- нефтяной сортамент.

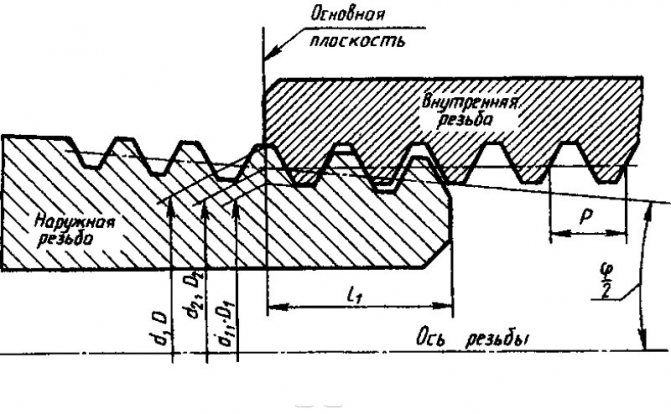
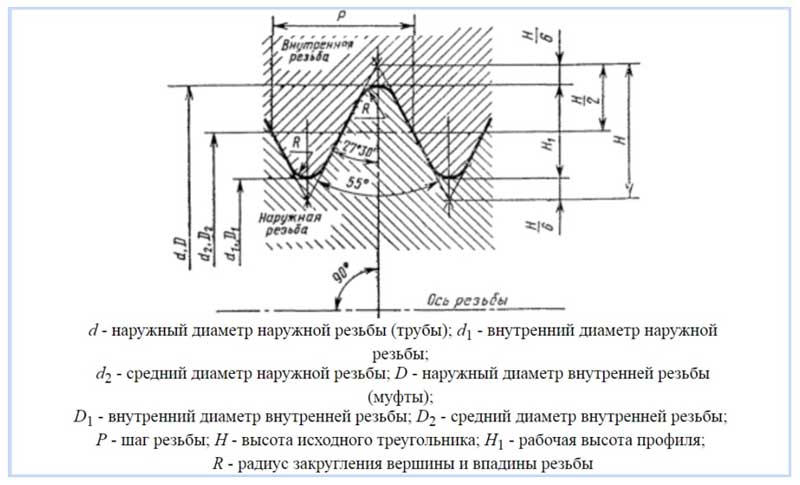
Трубная дюймовая резьба
Все эти конструктивные элементы используются во всех отраслях промышленности, начиная от авиационной и закачивая пищевой.
История создания
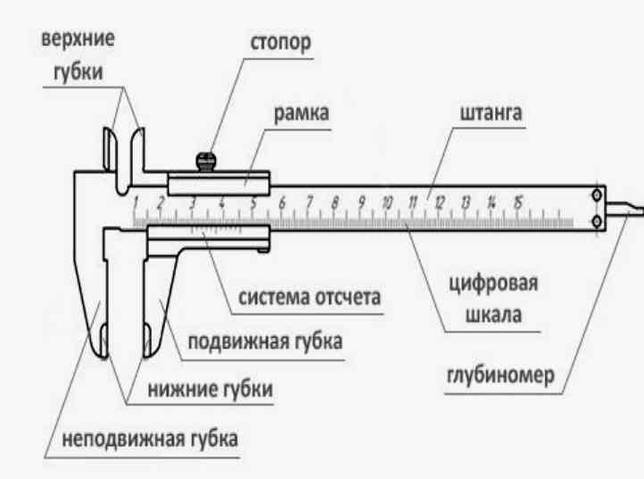
Первые настоящие устройства с нониусом (вспомогательной шкалой, которая нужна для более точного определения числа долей делений на основной шкале) появилась в Лондоне лишь в конце 18 века. Примерно с середины 19 века стали выпускать штангенциркули в промышленных объемах и устанавливать на них дополнительную шкалу, чтобы повышать точность измерений. Штангенциркули почти не изменились, а вот отличаются они друг от друга методом и временем изготовления.
Такой древний измерительный прибор, в котором конструкция за все время не потерпела практически никаких измерений за все это время, стала эталоном технического совершенства и заслуживает максимального почтения перед тем, кто его придумал. Вряд ли вы сможете даже примерно подсчитать, какое количество таких инструментов сейчас кем-то используется.
Разновидность устройства, которая оснащена дополнительно глубиномером называется на профессиональном сленге «колумбус», или ласково «колумбик». Название произошло от производителя измерительного инструмента, который поставлялся массово под этой маркой в бывший СССР.
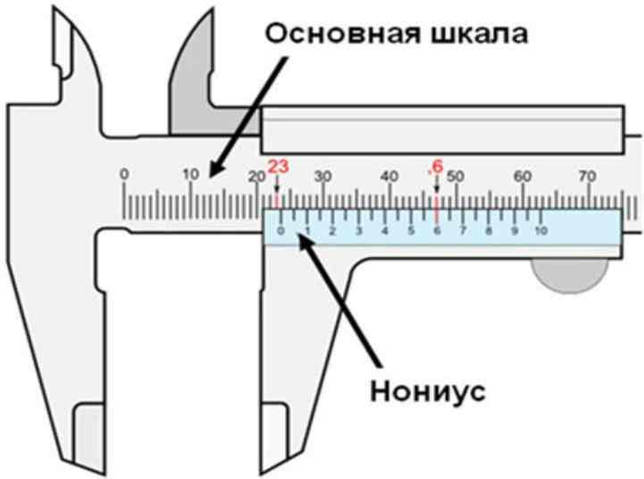
Интересно, что нониус изобрел португальский математик Педро Нуниш.
В тот момент математик работал над тем, чтобы создать навигационный прибор, но принцип, который был при этом выбран, был основан на то, что глаз человека куда более точно способен определить совпадение делений на шкалах, чем относительное положение одного деления на два других. Это и легло в основу нониуса, который был назван в его честь.
Правила маркировки
Сложность нарезаемых витков определяет то, что для обозначения основных параметров применяются определенные правила, которые указаны в ГОСТ. К особенностям маркировки рассматриваемых изделий отнесем следующие моменты:
- Обозначение поля допуска отдельного диаметра проводится путем сочетания определенных цифр, которые указывают на класс точности. Буква определяет отклонение размеров от нормы.
- В самом начале маркировки указывается буква, которая определяет тип резьбы. Для метрической применяется буква М, после которой идут все другие обозначения.
- После допуска резьбы обозначается двумя буквенно-цифровыми сочетаниями. Если параметры совпадают, то при обозначении они повторно не указываются.
- Шаг расположения витков не указывается при маркировке. Именно поэтому при подборе наиболее подходящего крепежного элемента применяется табличная информация. Показателю шага резьбы соответствует определенный наружный, средний и внутренний диаметр. Указывается и внутренний диаметр по дну впадины.
Классификация крепежных элементов проводится по длине свинчивания. Все они делятся на три основные группы. Для обозначения группы применяются символы:
- N — нормальная длина свинчивания. Этот символ часто не указывается в маркировке.
- S — короткая длина свинчивания.
- L — наибольший показатель.
Посадка резьбового соединения также считается важным параметром, который указывается при маркировке. Этот показатель обозначается в виде дроби:
- В числителе указывается обозначение внутренней резьбы и поля допуска.
- В знаменатель вносится обозначение поля допуска витков наружного типа.
Некоторые из приведенных выше параметров указываются и на чертеже. На само изделие маркировка наносится методом гравировки или краской.
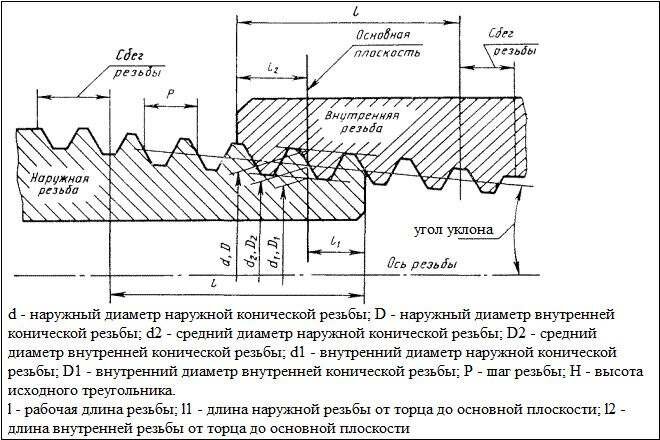
Метрическая коническая резьба
Отличие конического изделия от обыкновенного метрического заключается в том, то ее наносят на конусную внутреннюю или внешнюю поверхность. При этом угол конуса составляет 1:16.
Ее применяют в тех случаях, когда необходимо обеспечить герметичность соединения. Например, в трубопроводных системах, предназначенных для транспортировки жидкостей.
Производителю выпускающие изделия с таким видом, руководствуются требованиями ГОСТ 25229-85.
Метрическая коническая резьба
Для обозначения метрического конического профиля применяют буквенное сокращение МК. Далее указывают все необходимые геометрические параметры. Например, МК 24*1,5 показывает то, что она имеет наружный диаметр в 24 мм и шаг 1,5.
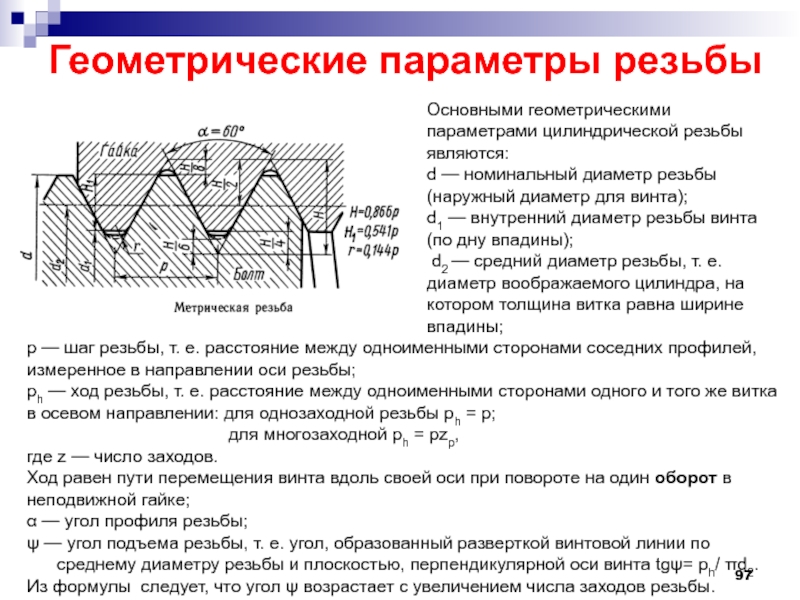
Геометрические размеры
От перечисленных выше параметров зависят эксплуатационные характеристики. От всех трех диаметров зависит то, какое отверстие нужно делать с помощью сверла при работе с метчиком. От шага и хода – насколько прочно будет происходить завинчивание, чем больше витков, и чем они чаще, тем лучше. Такая работа является более тонкой, поэтому выполнить ее в домашних условиях фактически невозможно, только на специальном оборудовании.
От того, насколько глубокие канавки, зависит прочность соединения. Здесь тоже есть ограничения. Если болтик будет выполнен в миниатюре, то слишком сильный перепад между углублениями и гребнями делать нельзя, это повышает хрупкость.



Угол профиля определяет то, насколько хорошо будет входить передняя часть метчика в материал. Ведь не так просто начать вращения, к тому же сделать это достаточно ровно, без перекосов. Чем мягче материал (например, медь или алюминий), тем лучше происходит вкручивание. Очень важна соразмерность двух элементов, которые приходят во взаимодействие.
Размеры сбегов, недорезов, проточек для метрической резьбы крепежных изделий (ГОСТ 27148)
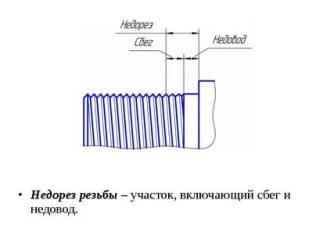
Стандарт распространяется на крепежные изделия с метрической резьбой по ГОСТ 8724 и устанавливает размеры сбегов резьбы, выполненной нарезанием или накатыванием, размеры недорезов при выполнении резьбы до упора, форму и размеры проточек для выхода резьбообрабатывающего инструмента.
Стандарт допускается распространять на изделия с метрической резьбой, не относящиеся к крепежным.
(размеры в мм)
Шаг резьбы РНоминальный диаметр резьбы с крупным шагом dСбег х, не болееНедорез а, не болееПроточка0,35 0,4 0,45 0,5 0,6 0,7 0,75 0,8 1 1,25 1,5 1,75 2 2,5 3 3,5 4 4,5 5 5,5 6
| нормальный ~ 2,5Р | короткий ~ 1,25 Р | нормальный ~ 3 Р | короткий ~ 2 Р | длинный ~ 4Р | dg (h13*) | g1, не менее | g2, не более 3Р | r ≈ 0,5 Р | |
| 1,6; 1,8 | 0,9 | 0,45 | 1,05 | 0,7 | 1,4 | d — 0,6 | 0,6 | 1,05 | 0,16 |
| 2 | 1 | 0,5 | 1,2 | 0,8 | 1,6 | d — 0,7 | 0,6 | 1,2 | 0,2 |
| 2,2; 2,5 | 1,1 | 0,6 | 1,35 | 0,9 | 1,8 | d — 0,7 | 0,7 | 1,35 | 0,2 |
| 3 | 1,25 | 0,7 | 1,5 | 1 | 2 | d — 0,8 | 0,8 | 1,5 | 0,2 |
| 3,5 | 1,5 | 0,75 | 1,8 | 1,2 | 2,4 | d — 1 | 0,9 | 1,8 | 0,4 |
| 4 | 1,75 | 0,9 | 2,1 | 1,4 | 2,8 | d — 1,1 | 1,1 | 2,1 | 0,4 |
| 4,5 | 1,9 | 1 | 2,25 | 1,5 | 3 | d — 1,2 | 1,2 | 2,25 | 0,4 |
| 5 | 2 | 1 | 2,4 | 1,6 | 3,2 | d — 1,3 | 1,3 | 2,4 | 0,4 |
| 6; 7 | 2,5 | 1,25 | 3 | 2 | 4 | d — 1,6 | 1,6 | 3 | 0,6 |
| 8 | 3,2 | 1,6 | 3,75 | 2,5 | 5 | d — 2 | 2 | 3,75 | 0,6 |
| 10 | 3,8 | 1,9 | 4,5 | 3 | 6 | d — 2,3 | 2,5 | 4,5 | 0,8 |
| 12 | 4,3 | 2,2 | 5,25 | 3,5 | 7 | d — 2,6 | 3 | 5,25 | 1 |
| 14; 16 | 5 | 2,5 | 6 | 4 | 8 | d — 3 | 3,4 | 6 | 1 |
| 18; 20; 22 | 6,3 | 3,2 | 7,5 | 5 | 10 | d — 3,6 | 4,4 | 7,5 | 1,2 |
| 24; 27 | 7,5 | 3,8 | 9 | 6 | 12 | d — 4,4 | 5,2 | 9 | 1,6 |
| 30; 33 | 9 | 4,5 | 10,5 | 7 | 14 | d — 5 | 6,2 | 10,5 | 1,6 |
| 36; 39 | 10 | 5 | 12 | 8 | 16 | d — 5,7 | 7 | 12 | 2 |
| 42; 45 | 11 | 5,5 | 13,5 | 9 | 18 | d — 6,4 | 8 | 13,5 | 2 |
| 48; 52 | 12,5 | 6,3 | 15 | 10 | 20 | d — 7 | 9 | 15 | 2,5 |
| 56; 60 | 14 | 7 | 16,5 | 11 | 22 | d — 7,7 | 11 | 17,5 | 3,2 |
| 64; 68 | 15 | 7,5 | 18 | 12 | 24 | d — 8,3 | 11 | 18 | 3,2 |
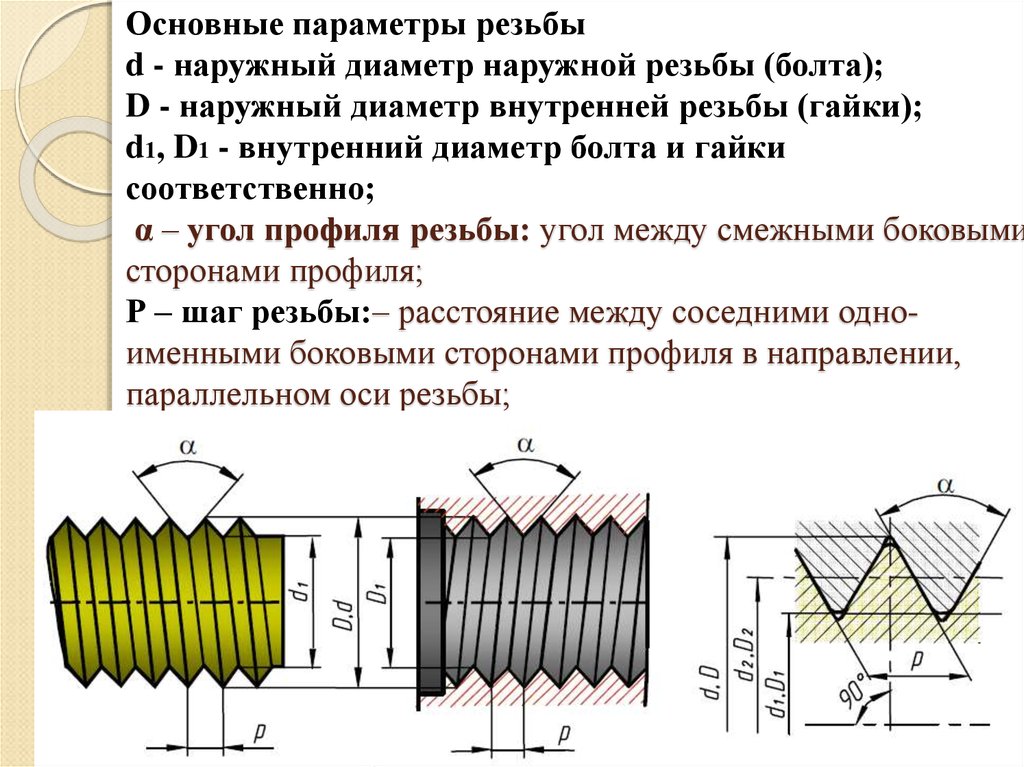
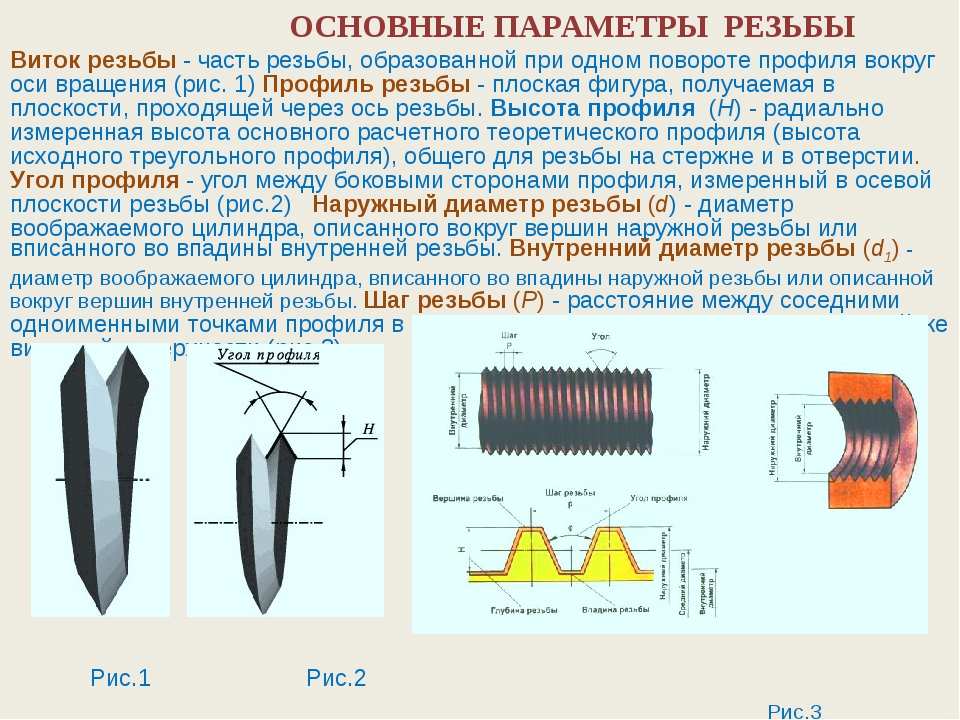
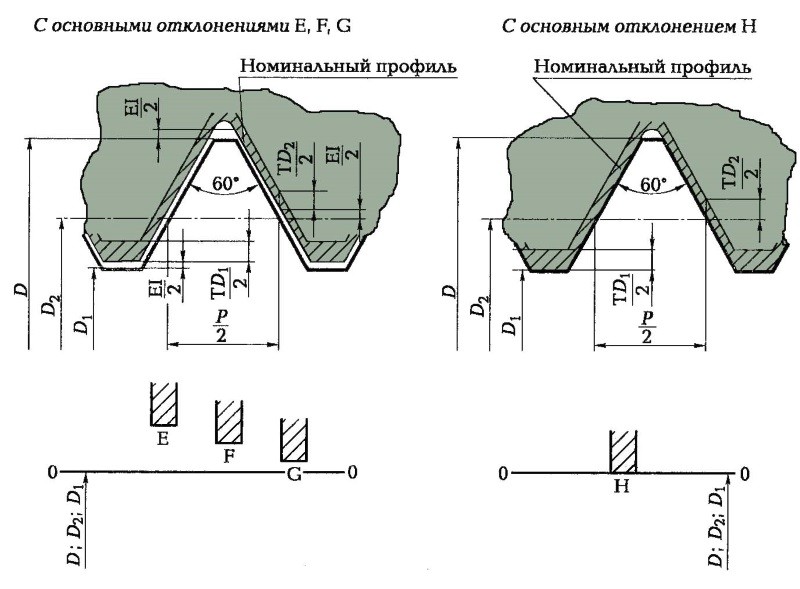
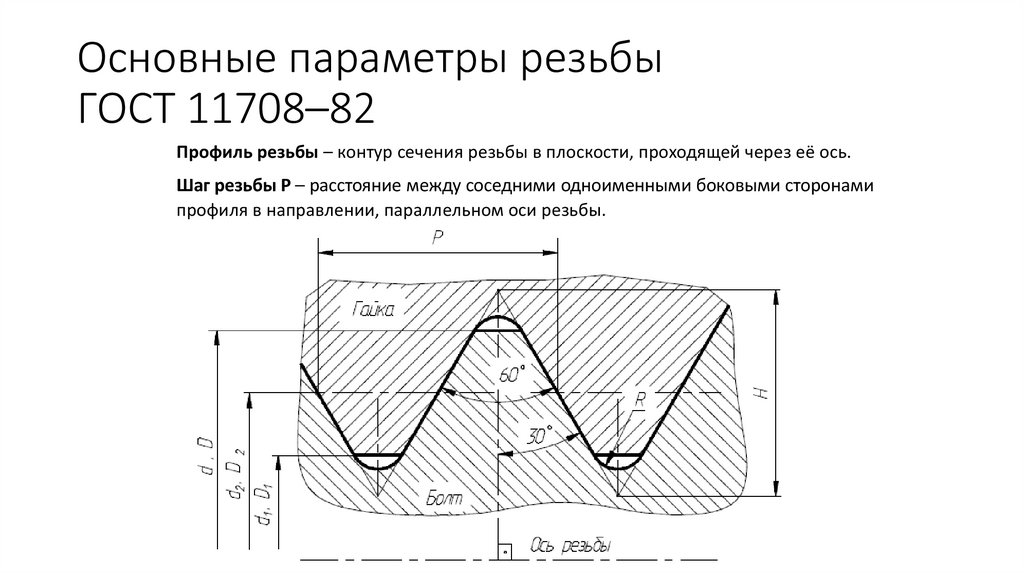
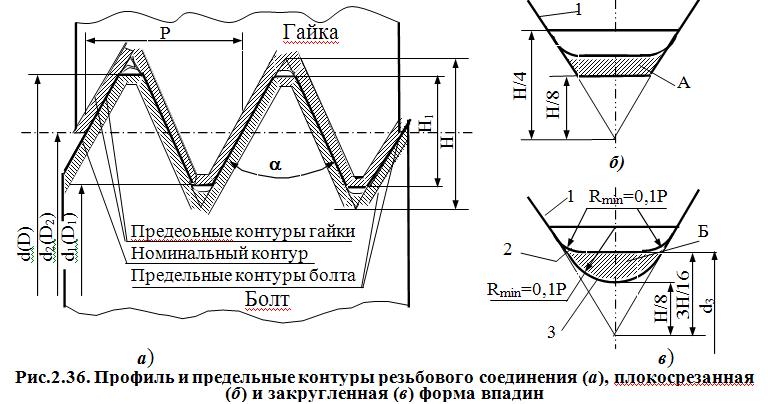
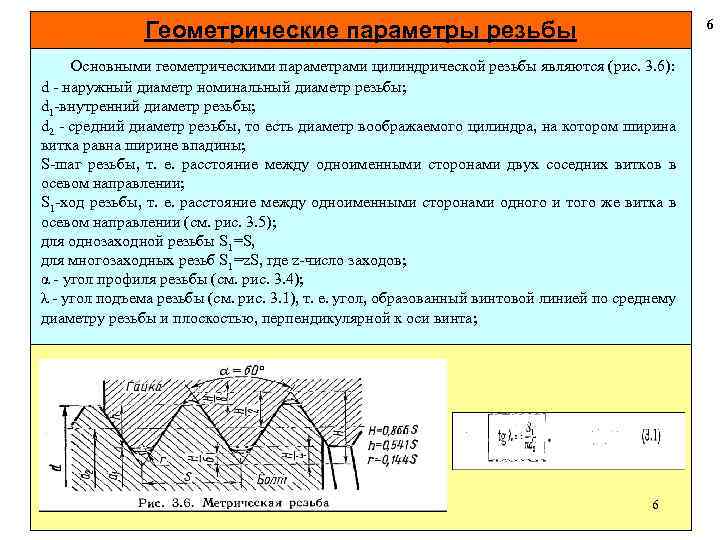
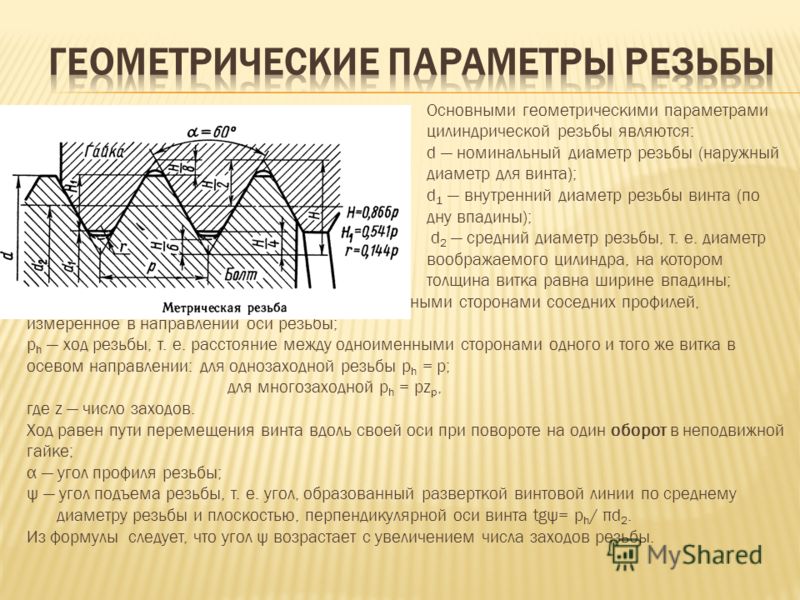
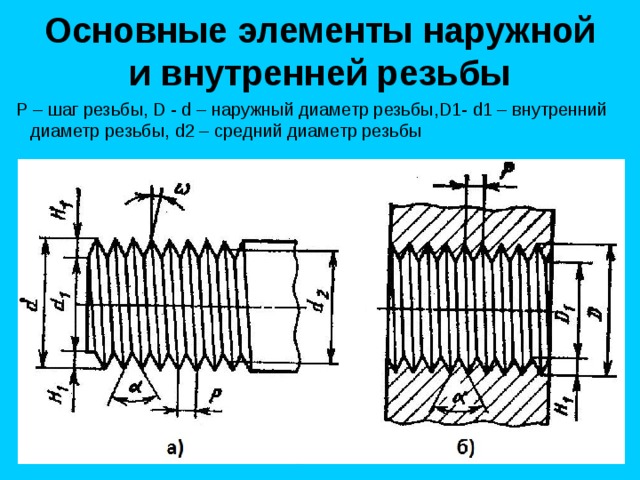
Основные параметры резьбы
На рис. 8.5 изображен профиль резьбы (сопряженных, свинченных внутренней и наружной резьб) и обозначены его основные параметры.
Ось резьбы — прямая, относительно которой происходит винтовое движение плоского контура, образующего резьбу.
Профиль резьбы — контур сечения резьбы в плоскости, проходящей через ее ось. В промышленности, как правило, применяют стандартные профили резьбы, некоторые из которых рассмотрены ниже. Детали с наружной резьбой трапецеидального и треугольного профиля — см. рис. 8.1, а, б.
Боковыми сторонами профиля называют прямолинейные участки профиля, принадлежащие винтовым поверхностям.
Участки профиля, соединяющие боковые стороны выступов или канавок, называют соответственно вершиной или впадиной профиля.
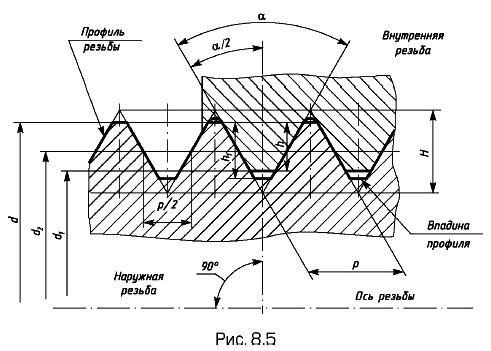
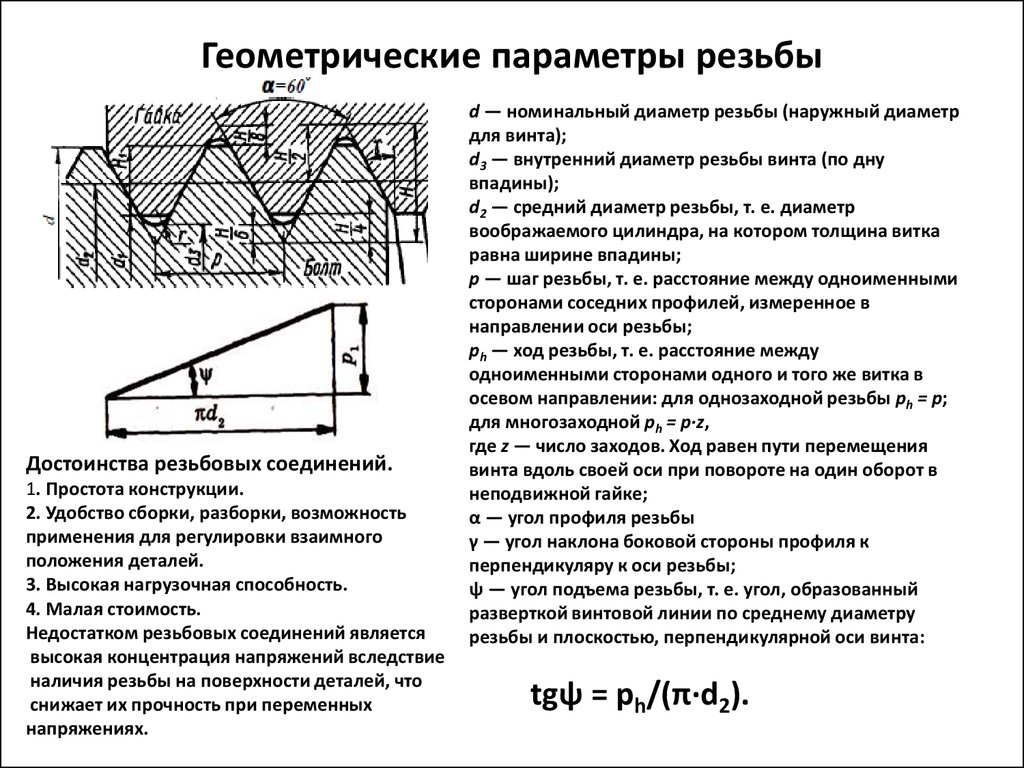
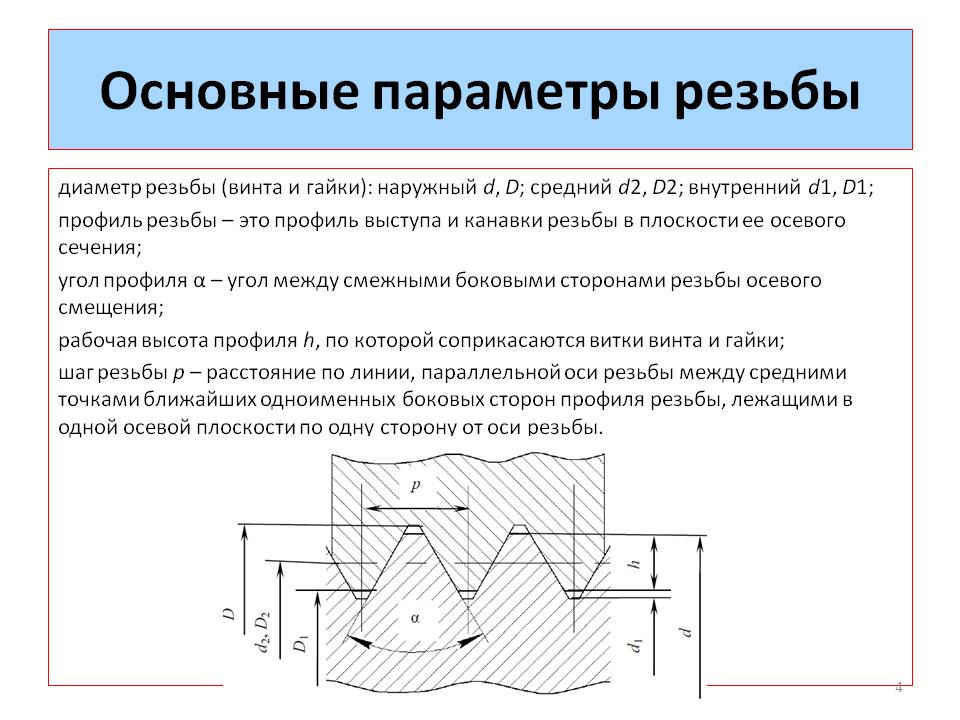
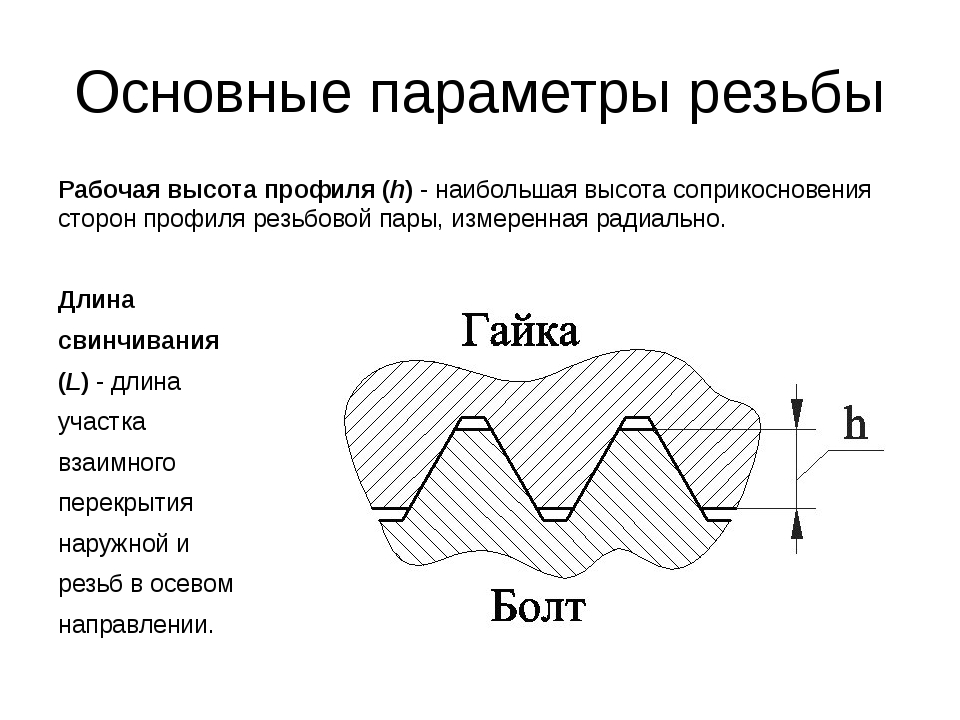
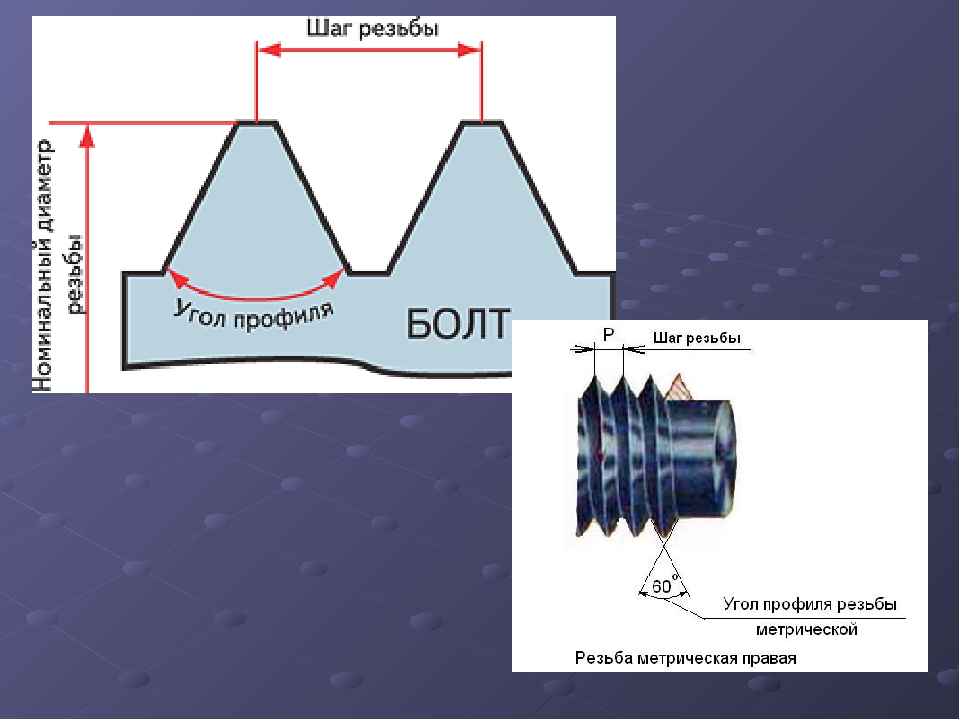
Из числа основных количественных параметров резьбы отметим: угол профиля α — угол между боковыми сторонами профиля; углы наклона боковых сторон профиля β; γ — углы между боковыми сторонами профиля и перпендикуляром к оси резьбы; для резьб с симметричным профилем углы наклона равны половине угла профиля α/2; рабочая высота профиля h — высота соприкосновения сторон профиля наружной и внутренней резьбы в направлении, перпендикулярном к оси резьбы: длина свинчивания — длина соприкосновения винтовых поверхностей наружной и внутренней резьбы в осевом направлении.
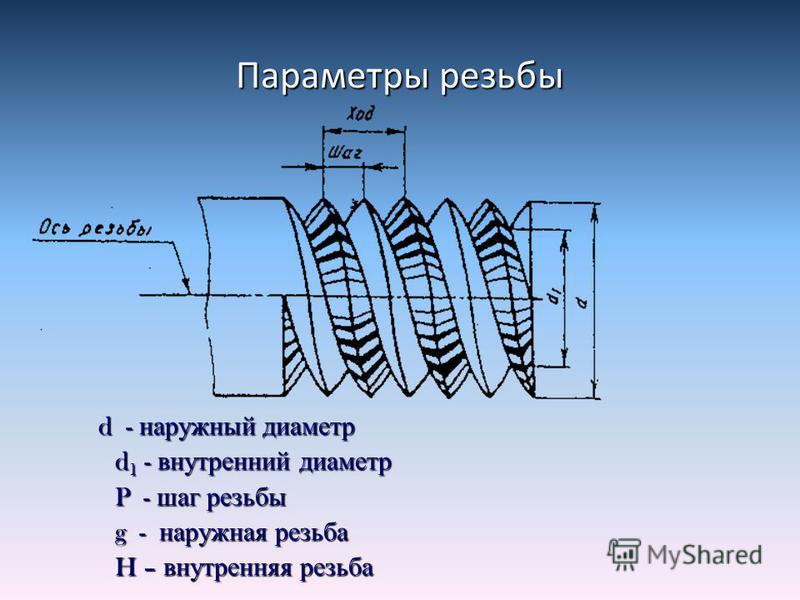
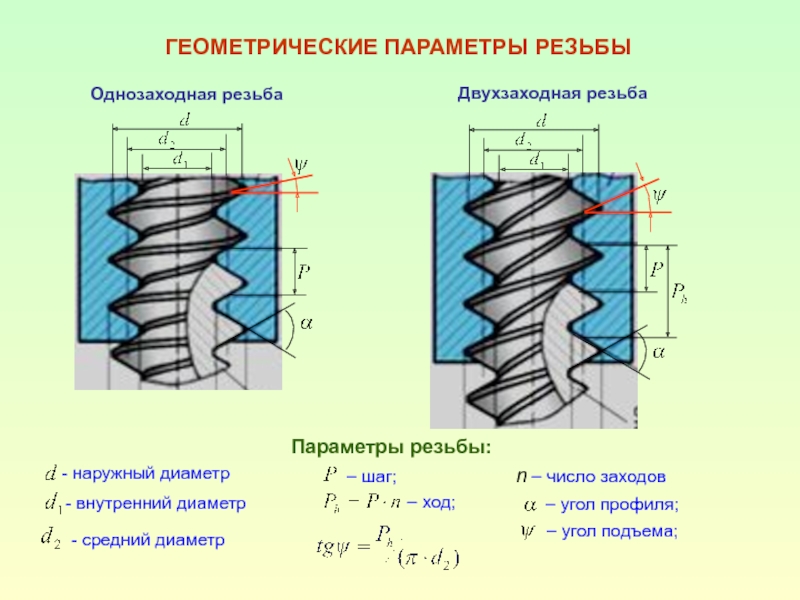
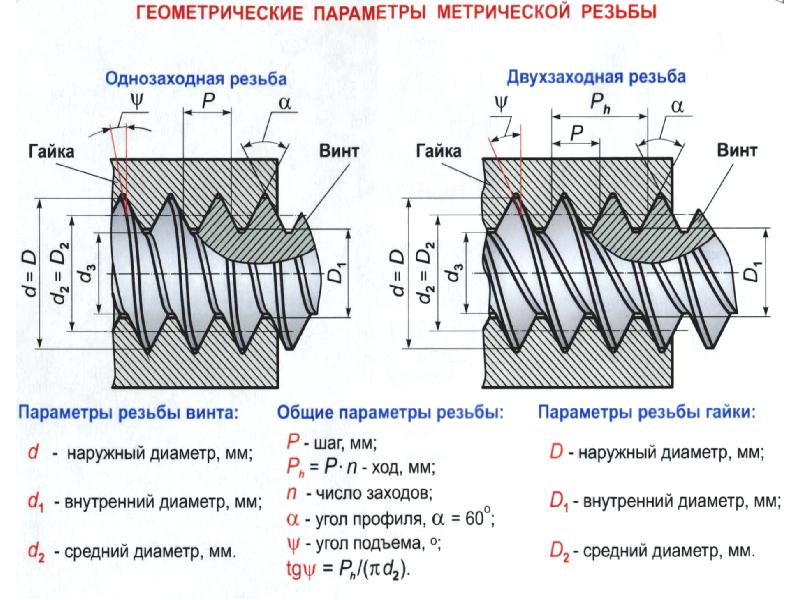
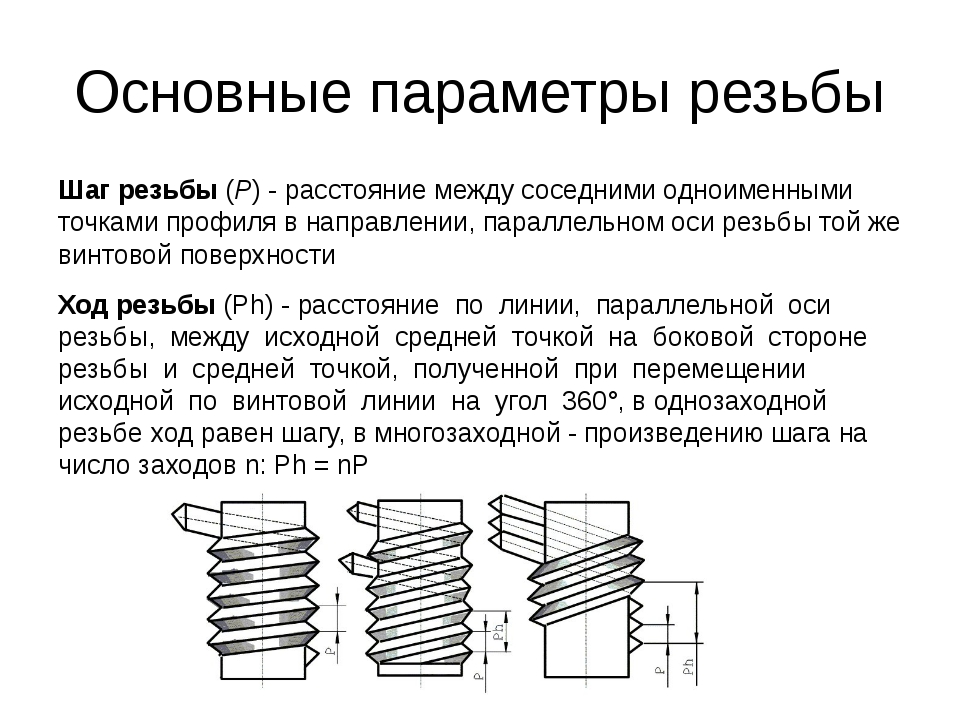
Параметры, относящиеся только к цилиндрическим резьбам, следующие: высота исходного профиля Н — высота остроугольного профиля, полученного путем продолжения боковых сторон профиля до их пересечения (если профиль построен исходя из треугольника); высота профиля h1; шаг резьбы р — расстояние между соседними одноименными боковыми сторонами профиля в направлении, параллельном оси резьбы; ход резьбы l — расстояние между ближайшими боковыми сторонами профиля, принадлежащими одной и той же винтовой поверхности, в направлении, параллельном оси резьбы; ход резьбы есть величина относительного осевого перемещения винта (гайки) за один оборот; в однозаход- ных резьбах ход равен шагу, в многозаходных — произведению числа заходов п на шаг: t = р • n; угол подъема резьбы Ψ — угол, образованный касательной к винтовой линии в точке, лежащей на среднем диаметре резьбы, и плоскостью, перпендикулярной к оси резьбы, угол Ψ определяется зависимостью
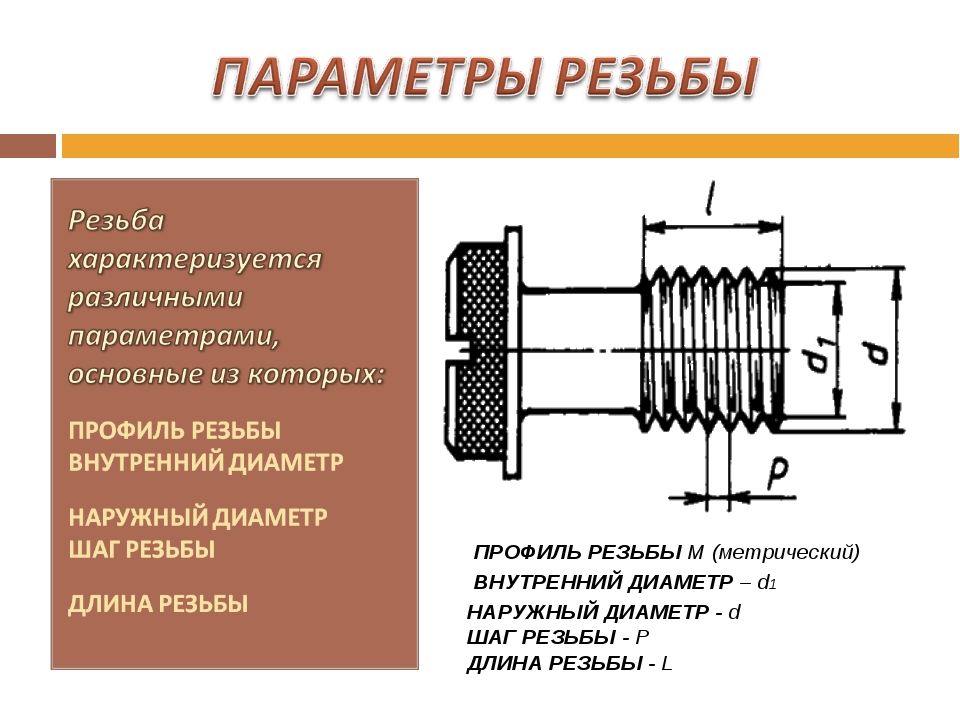
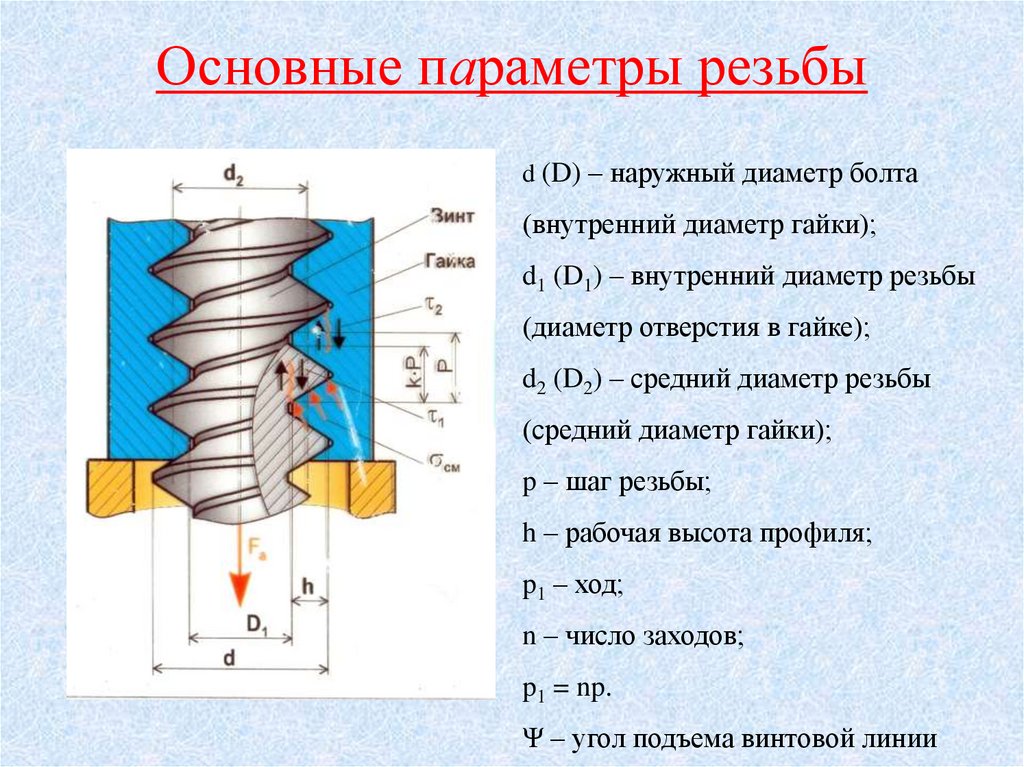
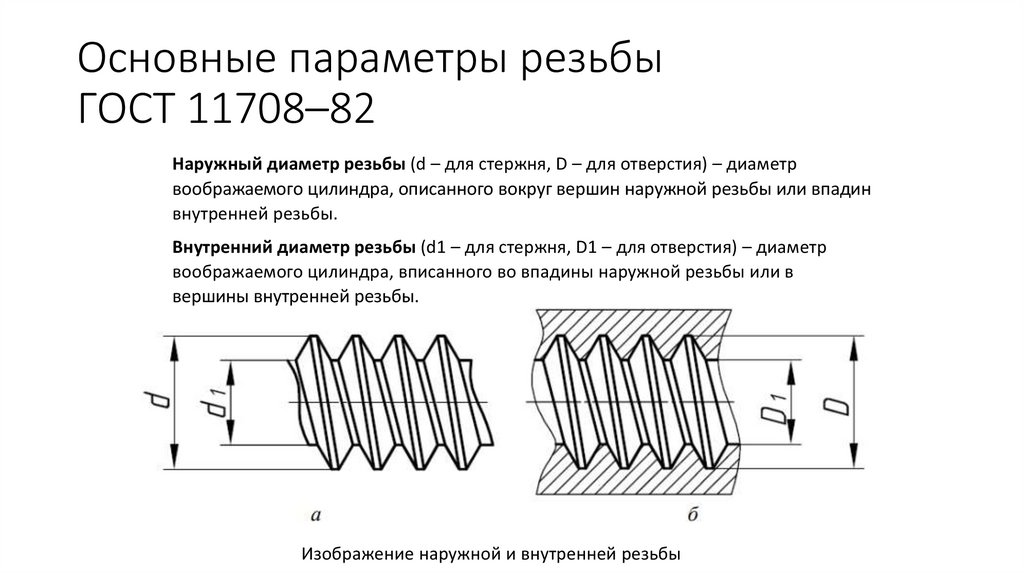
наружный диаметр резьбы d — диаметр воображаемого цилиндра, описанного вокруг вершин наружной резьбы или впадин внутренней резьбы; внутренний диаметр d1 — диаметр воображаемого цилиндра, вписанного во впадины наружной резьбы или вершины внутренней резьбы; средний диаметр резьбы d2 — диаметр воображаемого соосного с резьбой цилиндра, образующие которого пересекают профиль резьбы в точках, где ширина канавки равна половине номинального шага резьбы.
Конкретные значения таких параметров, как форма профиля, наружный диаметр, шаг, направление винтовой поверхности (правая или левая резьба), число заходов, отражают в условном буквенно-цифровом обозначении резьбы. Соответствующие примеры рассмотрены ниже.
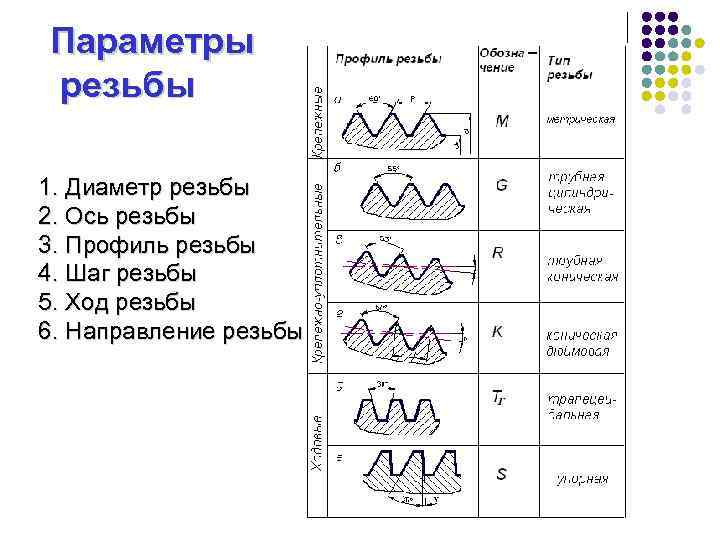
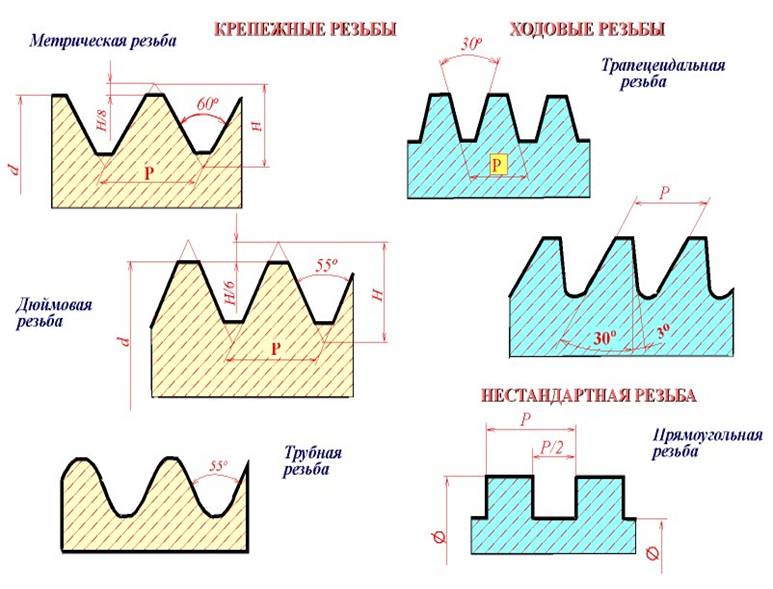
По эксплуатационному назначению резьбы подразделяют на крепежные (метрические, дюймовые), крепежно-уплотнительные (трубные, конические), ходовые (трапецеидальные, упорные), специальные.
Все резьбы, используемые на практике, можно разделить на две группы:
- стандартные (все резьбы с установленными стандартами параметрами: профилем, шагом, диаметром и соотношениями между ними). Стандартные резьбы составляют основную массу применяемых резьб;
- нестандартные, или специальные, например прямоугольная и квадратная резьбы.
Основной шаг
Представим эти нормы в виде таблицы, но отметим, что есть стандартизированные разъемы, а есть нестандартные. Для последних используют специальные параметры, чтобы создать пару. Предлагаем табличные данные:
Таблица болтов с шагом резьбы для болтов, гаек, винтов и резьбовых шпилек.
Как определить размер резьбы без резьбомера, читайте в нашей специальной статье.
Шаг основной резьбы, мм / Диаметр отверстия под резьбу, мм
Шаг мелкой резьбы, мм / Диаметр отверстия под резьбу, мм
Буква “М” около диаметра резьбы дает нам знать, что резьба метрическая, т.е. не дюймовая, а именно метрическая
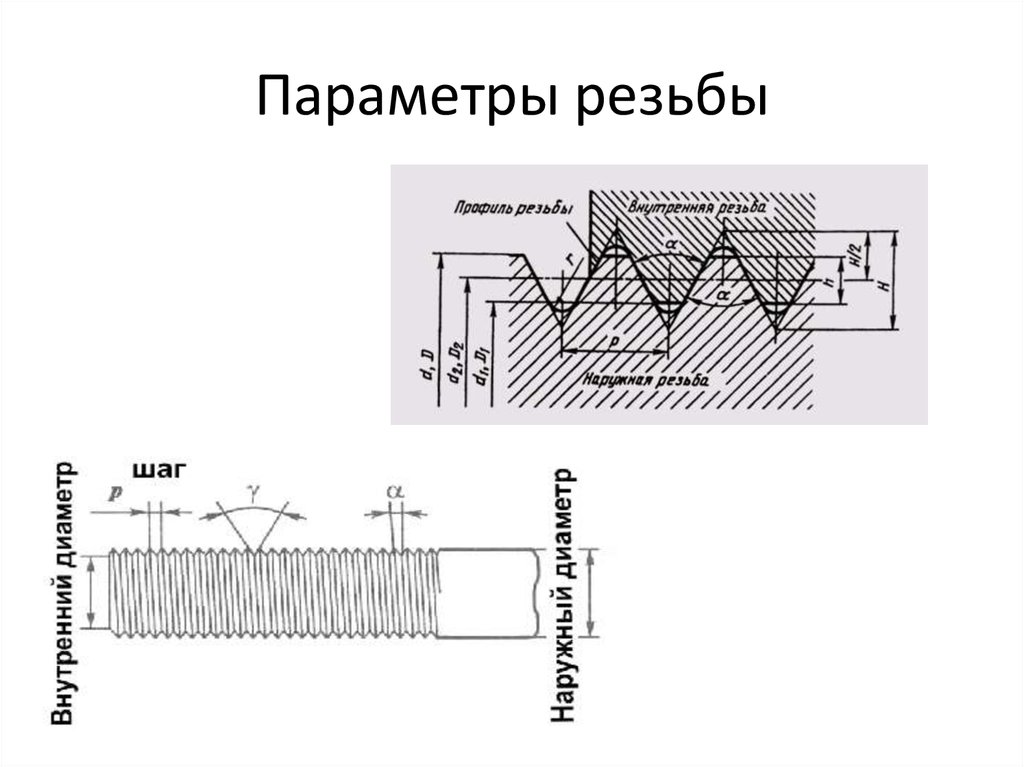
Метрический шаг резьбы – расстояние в миллиметрах между двумя идентичными точками, расположенными на одноименных боковых соседних витках профиля. Измеряется параллельно оси резьбы. Это один из ключевых параметров резьбового изделия, наряду с диаметрами (номинальным, внутренним, наружным), направлением вращения, типом профиля, количеством ходов. В ГОСТ 8724-2002 указано соответствие этих характеристик в диапазоне диаметров от 0,25 до 600 мм и шагов от 0,075 до 8 мм.
В соответствии с нормативным документом предприятиями-производителями может выпускаться крепеж с 2-мя типами шагов метрической резьбы – мелким и крупным. Для одного размера крепежного изделия стандартом определен только один крупный и несколько мелких шагов резьбы. Для крепежа номинальным диаметром менее 1 мм в соответствии с ГОСТом установлен только крупный, от 1 мм до 64 мм – крупный и мелкий, от 72 мм до 600 мм – только мелкий.
Основные виды резьбы

Стандартные резьбы
Существует несколько классификаций видов резьбы.
По единице измерения диаметра и шага различают:
- Метрические.
- Дюймовые.
- Модульные (шаг кратен числу Пи).
- Питчевые (шаг выражается в долях от числа Пи).
По расположению:
- внутренние;
- наружные.
По направлению вращения:
- левые;
- правые.
По числу заходов:
- одно-;
- двух-;
- трех-;
- и другие многозаходные.
Для однозаходной основной шаг, или расстояние между соседними витками, равен ходу, или расстоянию, за которое продвинется гайка за один оборот. Для многозаходной ход резьбы будет равен шагу резьбы, умноженному на число заходов.
По профилю зубца:
- Треугольный.
- Трапециевидный.
- Прямоугольный.
- Круглый.
По виду поверхности тела вращения, на которую нанесена резьба
- коническая;
- цилиндрическая.
И, наконец, по назначению:
- крепежная — для крепления двух или более деталей друг к другу;
- для передачи движения в различных механизмах (ходовая);
- для уплотнения.

Классификация резьб
Самой распространенной резьбой является метрическая, ее обозначение начинается с буквы М, если резьба имеет сокращенный шаг, перед М ставится цифра 1, 2 или 3. Стандартизованы диаметры от 1 миллиметра до 60 см с шагом от 0,25 до 6 миллиметров соответственно. Резьба М5 и резьба М6 наиболее распространена в качестве крепежа для радиоаппаратуры и бытовой техники.





