
Маркировка станков
Краткие обозначения, состоящие из букв и цифр, указывают на разные технические характеристики, предназначение, производителя агрегатов. Маркировки делятся на две группы:
- Маркировка машин серийного производства. Первая цифра указывает на группу, вторая на тип. Буква, идущая после первых двух цифр, указывает на модернизацию конструкции. Далее обозначается эксплуатационный параметр двумя цифрами. После него указывается тип ЧПУ одной буквой с цифрой. Последняя буква с цифрой обозначают вычислительное устройство ЧПУ.
- Маркировка специализированных установок. Первые две буквы обозначают сокращенное название производителя. После него указывается основной эксплуатационный параметр тремя цифрами. Далее обозначается модификация буквой. Последние буква с цифрой указывают на вычислительное устройство ЧПУ.
После таких маркировок могут добавлять отдельные обозначения, которые указывают на технические характеристики. Более точную расшифровку можно найти в таблицах, присутствующих в интернете.
Электрические резьбонарезные станки – производители
Крупнейшие производители электрических резьбонарезных станков для труб из США, Европы представлены в данном разделе каталога – Ridgid, Reed, Rothenberger. Большинство зарубежных компаний имеет в России свои представительства или компании представляющие их интересы. Для каждого производителя указан адрес, название компании, телефон, сайт, основная специализация и производимые аппараты. Перечень производителей электрических резьбонарезных станков, вошедших в состав данного раздела: Reed Manufacturing Company, Inc. USA Ridge Tool Company, USA Rothenberger Werkzeuge AG, Germany
Назначение и классификация резьбообрабатывающих станков
В машиностроении нарезание резьбы проводят на токарно-винторезных, токарных, сверлильных станках, но в основном на резьбообрабатывающих станках, которые по классификатору (см. табл. 1.5) относят к пятой группе. Основными типами резьбообрабатывающих станков являются резьбонарезные, резьбофрезерные, гайконарезные, резьбои червячно-шлифовальные станки. Технические характеристики наиболее распространенных моделей резьбонарезных и резьбофрезерных станков и полуавтоматов приведены в табл. 1, гайконарезных автоматов — в табл. 2, а резьбои червячно-шлифовальных станков — в табл. 3.
Таблица 1. Резьбонарезные и резьбофрезерные станки и полуавтоматы
| Параметр | Модели станков | ||||
| 5991 5991П | 5993 5993П | 5994 5994П | 2054М | 2056 | |
| Диаметр нарезаемой резьбы | М4…М16 | М12…М42 | М24…М76 | (М6) | (М18) |
| Шаг нарезаемой резьбы, мм | 0,75… 2 | 1,75…4 | 3…6 | 0,4…1,25 | 1…3,5 |
| Частота вращения шпин деля инструмента, с–1 | 1,5…8,33 | 0,75…4,16 | 0,26…1,5 | 3,73…37,33 | 1,86…18,66 |
| Скорость рабочего перемещения каретки, мм/мин | 300…450 | 300…450 | 250…450 | — | — |
| Масса, кг | 980 1060 | 1350 1350 | 1470 1900 | 310 | 450 |
| Параметры | Модели станков | ||||
| 2Е056 | 5Б63 | 5Б63Г | 5Б64 | 5Б65 | |
| Диаметр нарезаемой резьбы, мм | (М18) | (М80) | (М80) | (М15) | (М200) |
| Шаг нарезаемой резьбы, мм | 0,5…3 | (5) | (5) | (6) | (6) |
| Наибольшая длина нарезаемой резьбы, мм | — | 50 | 50 | 75 | 75 |
| 2Е056 | 5Б63 | 5Б63Г | 5Б64 | 5Б65 | |
| Частота вращения шпин деля инструмента, с–1 | 1,86…18,66 | 2,66…41,66 | 1,33…10,50 | 1,05…16,66 | 0,83…13,33 |
| Частота вращения шпинделя заготовки, с–1 | — | 0,005…0,266 | 0,005…0,166 | 0,002…0,133 | 0,001…0,083 |
Примечание. В скобках приведены наибольшие диаметр и шаг резьбы.
Таблица 2. Гайконарезные автоматы
| Параметр | Модель станка | |||
| 2061 | 2062 | 2063 | 2064 | |
| Диаметр нарезаемой резьбы, мм | М3…М5 | М6…М10 | М12…М20 | М24…М30 |
| Частота вращения шпинделя, с–1 | 6,66…37,33 | 4,66…15 | 1,66…9,33 | 1,76…5,58 |
| Производительность, шт./ч | 4500…6500 | 1980…4000 | 950…1900 | 480…880 |
| Мощность электродвигателя, кВт | 0,6 | 1,1 | 3 | 5,5 |
| Масса, кг | 295 | 370 | 640 | 985 |
Резьбонарезные и резьбофрезерные станки и полуавтоматы (см. табл. 1), гайконарезные автоматы (см. табл. 2) предназначены для нарезания наружной и внутренней резьб.
Станки мод. 5Б63, 5Б3Г, 5Б64, 5Б65 (см. табл. 1) используют как резьбофрезерные полуавтоматы, а остальные модели, характеристики которых приведены в этой таблице, — как резьбонарезные. По конструктивному исполнению станки мод. 2054М, 2056, 2Е056 — вертикальные резьбонарезные, остальные — горизонтальные резьбонарезные полуавтоматы.
Все гайконарезные автоматы, технические характеристики которых приведены в табл. 2, — двухшпиндельные и предназначены для нарезания правой метрической и дюймовой резьб в шестигранных гайках.
Технические параметры резьбои червячно-шлифовальных станков, представленные в числителе табл. 3, относятся к шлифованию наружных резьб, в знаменателе — к шлифованию внутренних резьб. Полуавтоматы мод. 5П822 и 5П821 повышенной точности предназначены для шлифования только наружной цилиндрической резьбы без затылования и конусного шлифования. Полуавтомат мод. 5897 и специальный станок мод. МВ139 предназначены для шлифования резьбы на метчиках. На станке мод. 5Д822В шлифуют внутренние резьбы. Полуавтомат мод. 5К881 и станки мод. 5887, 5887В используют как червячно-шлифовальные, причем степень точности шлифования червяков на станке мод. 5К881 — 5 для однозаходных червяков и 6 для многозаходных, на мод. 5887 и 5887В степень точности — 4 для однозаходных и 5 для многозаходных червяков.
125
Таблица 3. Резьбои червячно-шлифовальные станки
| Параметр | Модели станков | |||||||
| 5К822В; 5П822 | 5К821В; 5П821 | 5Д822В | 5897 | 5К823В | МВ139 | 5К881 | 5887; 5887В | |
| Наибольшие размеры устанавливаемой заготовки, мм: | ||||||||
| диаметр | 200 1609 | 125 120 | 200 160 | 10…33 | 320 280 | 20 | 125 | 320 |
| длина | 500 | 360 | 1500 | 80…280 | 1000 | 90 | 360 | 1000 |
| Диаметр шлифуемых резьб кругом, мм: | ||||||||
| Однониточным | 3…150 30…125 | 2…95 30…80 | 20…150 30…125 | — | 30…320 70…220 | — | — | — |
| Многониточным | 10…120 | 10…65 | 20…120 | — | 30…320 | — | — | — |
| Шаг шлифуемых резьб однониточным кругом: | ||||||||
| метрической | 0,25…24 1…6 | 0,25…12 0,5…6 | 1,5…24 1…6 | 0,5 3,5 | 1…75 1…6 | 0,2…2 | — | — |
| дюймовой (число ниток на 1 ) | 28…3 | 28…4,5 | 14…3 | — | 24…3 | — | — | — |
| модульной | 0,3п…14п | 0,3п…4п | 1п…14п | — | 0,5п…25п | — | — | — |
| Многониточным кругом | 1…4 1…3 | 1…4 1…3 | 1,5…4 1…3 | — | 1…4 1…6 | — | — | — |
| Модуль шлифуемых червяков | — | — | — | — | — | — | 1…6 | 1…16 |
| Наибольший диаметр шлифуемых червяков, мм | — | — | — | — | — | — | 125 | 50…320 |
Отправьте файл с ревизитами и укажите на что выставить счет.
ПРЕДВАРИТЕЛЬНАЯ ЗАЯВКА НА ПАСПОРТ СТАНКА
Отправьте заявку, в ответе мы укажем наличие, цену и другую важную информацию.
Время ответа обычно занимает от 20 минут до 3 часов.
ОБРАТНАЯ СВЯЗЬ
Отправьте нам свой вопрос и мы ответим на ваш адрес эл.почты в ближайшие часы.
Мы будем рады любому вашему вопросу. А так же ждем от вас жалоб, поощрений и предложений.
КОНТАКТЫ
Мы ждем ваших звонок с понедельника по субботу с 09-00 до 20-00
А эл.почту и заявки с сайта круглосуточно!
Подробнее на странице «Контакты»
ПОИСК ТЕХПАСПОРТА
Поиск необходимого паспорта на станок или оборудование по нашей базе данных.
Введите модель станка или оборудования на который вы ищите паспорт.
Наша база данных постоянно пополняется и содержит уже более 12 000 моделей паспортов, однако если вы не сможете найти необходимую вам документацию, сделайте заявку и мы сами постараемся найти нужный паспорт на станок или оборудование.
Особенности изделий
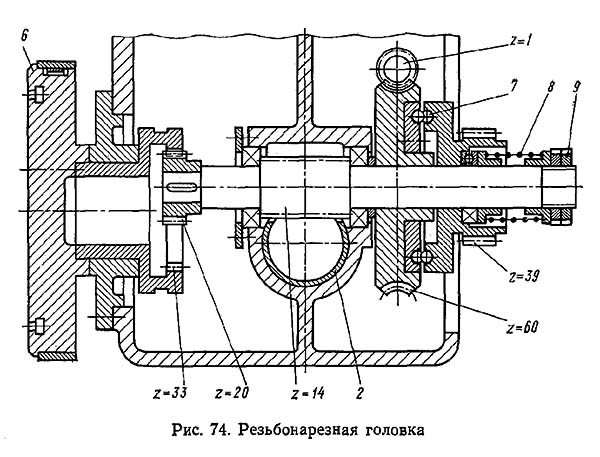
Резьбонарезная головка имеет ряд преимуществ (по сравнению с круглыми плашками). В их числе:
1. Автоматическое разведение гребенок на головке. 2. Быстрый отвод головки без обратного свинчивания. 3. Повышенная производительность. 4. Высокая чистота поверхности и точность работ.








Головки более долговечны, чем плашки, и позволяют точно регулировать размеры резьбы, при необходимости выполнять ее нарезку в 2 прохода.
Предлагаемые головки также отличаются:
• разборной конструкцией; • высокой точностью посадки; • безупречным центрированием труб с помощью длинных направляющих.
Резьбофрезерный станок
ОПИСАНИЕ ИЗОБРЕТЕН ИЯ К АВТОРСКОМУ СВИДЕТЕЛЬСТВУ30″0263 Сойа Сэеетскиа Социалистических Респуолик. свидетельстваависимое от а с 1/00 ТГ 1 явлено 08,Ч 111.1969 (Ж 1355974/25-8 аявк с присоединение иорите Комитет по делеат эооретений и открыт при Совете Министре СССРК 621.914,7(088.8) 1 Ч.1971. Бюллетень13 ликован та опубликования описания 2 Авторь зобре 1 О. В. Л, Бараб-Тарл . А. Руснак,Шашков и А. ское бюро с ановинко,аявит танков ЗЬБОФРЕЗЕРНЫЙ СТАНО соприкосновения 7. Перемещение и гайкой 14, свякареткой инструсоприкосновенпя начинается рабострументом перенарезаемой резь- цикла автоматиб, и включается 13 в противопопер емещае тол кателя осуществл занной че 5 ментально толкателя чии цикл,мещается бы. По о 10 чески отк привод б ложную стся ускоренно д 12 с кулачком яется винтом 13 рез пружину 15 с й бабки. После 12 с кулачком 7 и каретка 4 с и на величину мата кончании рабочего лючается привод вращения винта торону.Изобретение относится к области станкостроения, в частности к нарезанию резьбы методом охватывающего фрезерования.Известны станки для обработки резьбы методом охватывающего фрезерования.Однако известные станки не обеспечивают высокой производительности труда вследствие того, что кулачковый механизм перемещения инструмента на мат нарезаемой резьбы выполнен с кинематическим замыканием толкателя, что ограничивает величину скорости быстрого подвода толкателя с инструментом к заготовке.Целью изобретения является повышение производительности труда, Эта цель достигается применением кулачкового механизма с силовым замыканием толкателя, снабженного устройством для ускоренного подвода толкателя.На чертеже изображен станок, общий вид.На станине 1 установлены бабка 2 изделия, инструментальная бабка 3 на каретке 4, привод б ускоренного продольного перемещения каретки 4 с инструментальной бабкой 3, привод б кулачка 7 перемещения бабки 3. Головка охватывающего резьбофрезерования 3 установлена на шпинделе 9 инструментальной бабки 3. После установки изделия 10 в патрон 11 включается автоматический цикл и каретка 4 с инструментальной бабкой 3 Предмет изобретения5 1. Резьбофрезерный станок для обработкиизделий методом охватывающего фрезерования с кулачковым механизмом продольного перемещения инструмента, отличающийся тем, что, с целью повышения производитель ности, кулачковый механизм выполнен с силовым замыканием толкателя, связанного с кареткой инструментальной бабки и снабженного устройством для его ускоренного подвода к кулачку.5 2. Резьбофрезерный станок по п. 1, отличающийся тем, что устройство для ускоренного подвода толкателя выполнено в виде винтового механизма, гайка которого через пружину связана с кареткой ипструменталь ной бабки.Типография, пр, Сапун Заказ 1325/11ЦНИИПИ Комитета Изд. М 597 Тираж 47 делам изобретений и открытий при осква, Ж, Раушская наб., д. 4/5 3 Подписное Совете Министров СССР Смотреть
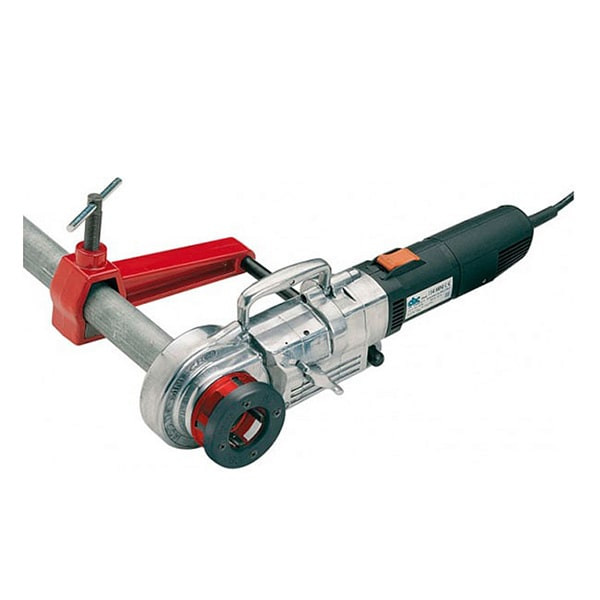
Требования к работе с устройством
Резьбонарезной инструмент относится к индивидуальному, переносному, электрическому, поэтому обязательно соблюдение следующих требований:
Закрепить фиксирующей струбциной клупп параллельно к участку трубы, на котором выполняется резьба. Добиться совпадения осей головки с продольной осью заготовки
Расстояние между фиксатором и корпусом инструмента должно быть достаточным для нарезки заданной длины.
Проверить направление вращения плашки.
Нанести резьбонарезное масло на участок, поддерживать его достаточное количество все время для уменьшения нагрузки трения, нагрева резцов.
Особое внимание обратить на заход первых двух витков, потом резьбонарезной клупп нарезает автоматически. Скорость прямого хода, которую дает электрический клупп rothenberger составляет 15 – 20 об/мин, на реверсе головка вращается 60 об/мин.
На режущих кромках прилагается значительное усилие, поэтому при работе со старыми трубами надо удерживать их газовым ключом.
Стандартный размер резьбы получается при совмещении края трубы с выходной кромкой режущей гребенки головки.
Перед каждой последующей операцией гребенки следует очищать от стружки, старого масла.
Работать с клуппом Ротенбергер надо из удобного устойчивого положения
Расстояние не должно превышать необходимое для уверенного неподвижного удержания электрического инструмента.
https://youtube.com/watch?v=rYO7M-3fDp0
Европейский стандарт нормирует продолжительность работы двигателя как S2 (кратковременный режим) с периодом, в зависимости от нагрузки, 15, 30, 45, 55 мин. В промежутке между интервалами электрическому двигателю дают время полностью остыть.
Перед началом нарезки надо подготовить торец трубы для равномерного захода резца (развальцевать, снять фаску). Резьба нарежется неправильно, если срез выполнен не под прямым углом.
В трудных условиях, при расположении резьбы близко к стенам (упорам), необходимости обновить старую нарезку, нет возможности зажать заготовку в тиски. В такой ситуации для получения эффекта при минимальном прямом ходе, возможно изменение направления гребенок в головке на обратное.
Основные характеристики

автоматический резьбонарезной и сверлильный аппарат
Производительность резьбонарезных инструментов определяется следующими показателями:
Мощность — промышленные станки обладают мощностью до 2,2 кВт, они рассчитаны на поточное производство. Минимальный показатель — 750 Вт позволяет изготовлять небольшие партии или штучные изделия.
Частота вращения шпинделя — определяется мощностью мотора. От частоты вращения зависит скорость нарезания. Разброс показателей велик — от 28 оборотов в минуту до 520. Профессиональные станки оснащены переключателем скоростей — их может быть до трех. Удобная опция для работы с различными деталями. Для ремонтной мастерской, в которой изготавливают несколько резьб на трубах в смену, достаточно самого маломощного станка со скоростью шпинделя 28 оборотов.
Диапазон нарезания резьбы — показатель, указывающий на размер деталей, с которыми работает резьбонарезной станок. Параметр может варьировать от 3 до 51 мм. Если планируется работа с болтами и другими мелкими деталями, выбирается станок с малым диапазоном нарезания резьбы (3 — 16 мм или 8 — 24 мм). Для промышленного использования целесообразно приобрести станок с максимальным диапазоном, который позволит обрабатывать детали любых размеров.
Масса станка — от нее зависит возможность перемещения оборудования. Самые маленькие станки весят 50 кг, их можно перевезти на строительную площадку, в соседний цех.
Дополнительные опции
В зависимости от наличия дополнительных функций оборудование для нанесения резьбы можно поделить на две категории:
- простые устройства, которые рассчитаны только на нарезание резьбы. Все остальные манипуляции, например, подача и фиксация заготовки выполняются рабочим. Подобные устройства хороши для разовых операций на трубах. Они недороги и доступны владельцам небольших автосервисов, слесарных мастерских;
- автоматические станки, на них мастер лишь включает электропитание и вставляет заготовку. Они отличаются высокой производительностью и скоростью. Многие автоматы дополнительно высверливают отверстия разного диаметра. При выборе такого станка следует поинтересоваться диапазоном размеров отверстий, который у разных инструментов может быть от 2,5 до 30 миллиметров.
Видеоролики демонстрируют работу нескольких резьбонарезных станков:








Электрические резьбонарезные станки для труб – обзор
Обзор настольных электрических резьбонарезных станков для труб включает модели с основными техническими характеристиками и фотографиями ведущих мировых производителей. Информация представлена сводной таблицей резьбонарезных станков следующих брендов Ridgid, Reed, Rothenberger и др.
| Модель / бренд | Мин. диаметр нарезаемой резьбы, дюйм | Мах. диаметр нарезаемой резьбы, дюйм | Масса, кг |
|---|---|---|---|
| Reed 5301PD | 1/8 | 2 | 95 |
| Ridgid 1224 | 1/2 | 4 | 220 |
| Ridgid 1233 | 1/2 | 3 | 58 |
| Ridgid 300 MC | 1/2 | 2 | 90 |
| Ridgid 300 Compact | 1/8 | 2 | 52 |
| Ridgid 300 CA | 1/2 | 2 | 95 |
| Ridgid 535 Automatic | 1/2 | 2 | 122-145 |
| Ridgid 535 Manual | 1/2 | 2 | 122-145 |
| Rothenberger КОЛЛИНЗ КЛАССИК 22 A | 1/8 | 2 | 133 |
| Rothenberger КОЛЛИНЗ КЛАССИК 300 ПР | 1/2 | 2 | 109 |
| Rothenberger КОЛЛИНЗ РИНО 4 | 1/2 | 4 | 216 |
| Rothenberger РОПАУЭР 50 R | 1/4 | 2 | 44 |
| Rothenberger СУПЕРТРОНИК 3 SE | 1/4 | 3 | 74 |
| Rothenberger СУПЕРТРОНИК 4 SE | 1/4 | 4 | 105 |
Устройство
Электрическая часть рассчитана на обычную потребительскую сеть 230 В, 50 Гц. Провод трехжильный с заземляющим выводом. Электродвигатель имеет защитную двойную изоляцию, мощность до 1,02 кВт. Графитовые щетки коллектора со временем изнашиваются, нужна периодическая замена на новые контакты.

Устройство
Усилие на режущий инструмент передается через многоосный редуктор. К примеру, электрический клупп gerat имеет в редукторе 7 валов с шестернями, прошедшими СВЧ-закаливание. Передаточный механизм расположен в корпусе из сплава алюминия, исполнение закрытого типа не требует дополнительного внесения смазки. Он работает устойчиво при большой нагрузке в режимах прямого, обратного хода.Резбонарезная часть вставляется на посадочное место внешним восьмигранником. При внутреннем Ø до 1 1/4″ закрепляется цельнометалличесим адаптером, если Ø больше – стопорным пружинным кольцом.
Корпус клуппа покрыт прочным фиберглассом, силумином.
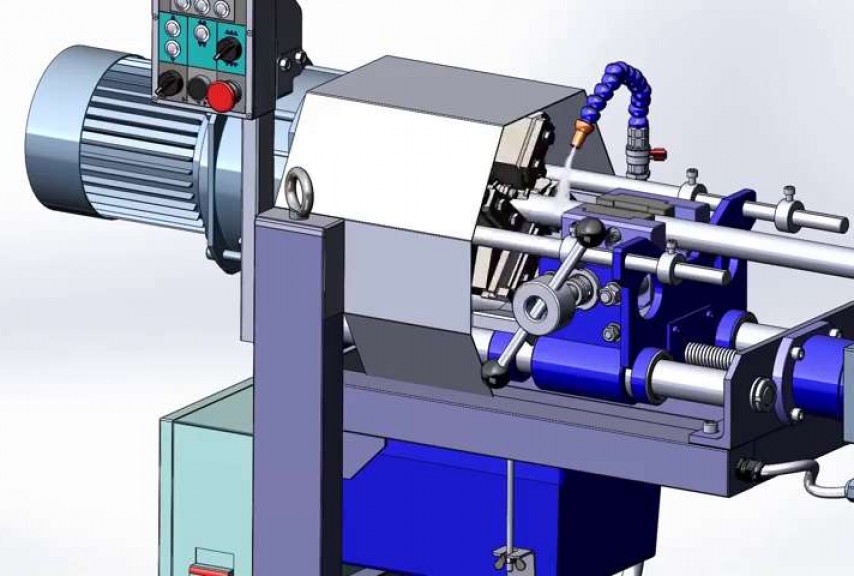
Принцип работы и конструкция
электрический резьбонарезной станок
Устройство резьбонакатных станков напоминает сверлильные машины вертикального типа, оснащенные более совершенным редуктором. Характер нарезания требует комбинации разнообразных вариантов частоты вращения и уровня подачи шпинделя.
В шпинделе фиксируется инструмент — метчик, который с заданной линейной скоростью и частотой вращения перемещается вниз в сторону жестко закрепленных труб. Параметры движения метчика задаются в зависимости от шага резьбы и поперечника труб. При нарезании на длинных трубах используются специальные подставки, регулируемые по длине и высоте.
Резьбонарезной станок может иметь вертикальное или горизонтальное расположение исполнительного инструмента. Первое встречается чаще, в качестве резца используется метчик. Горизонтальные станки предназначены для нарезания резьб на водопроводных и газопроводных трубах.
Наружные резьбы выполняют с помощью круглых плашек, резьбовых резцов, головок винторезного типа. Внутренние резьбы делают метчиками и специальными резцами. На крупных производствах для создания много- и однозаходных винтов примеряют также вихревые головки.
Резьбонарезной станок выполняет резьбы всех существующих стандартов:
- дюймовую и метрическую на трубах;
- трапецеидальную;
- цилиндрическую или коническую.
Используя некоторые дополнительные инструменты, можно осуществлять несколько типов обработки, задавать различную форму, наклон и шаг резьбы. Для изменения параметров используются сменные головки.
Одной из самых эффективных считается головка конической формы, которая быстро и без больших усилий режет металл труб.
Инструмент для накатывания резьбы
Основная цель любого оборудования – создание качественной продукции при максимально возможной производительности. Применение полу- и автоматических моделей оснастки позволяет достичь подобных параметров, что экономически целесообразно, так как практически исключается участие человека.
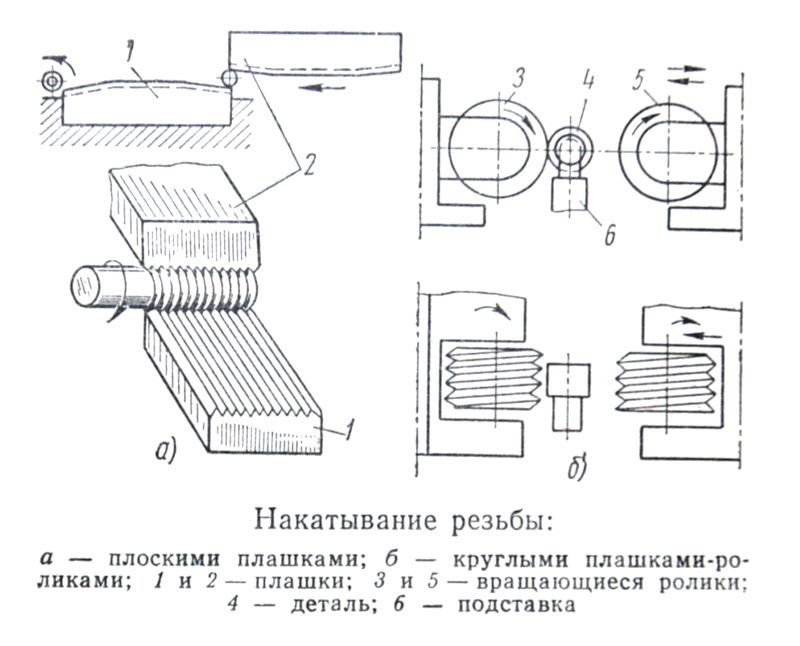
Главным инструментарием для формирования резьбовых соединений будущих саморезов для придания металлической поверхности особой формы считается лерка (плашка) и ролик. Для метрических, трубных, конических, упорных, трапецеидальных резьб используют резьбонакатное оборудование с плоскими плашками. Эти резьбонакатные головки прекрасно справляются с созданием винтовых и кольцевых углублений на гибких заготовках различных рифлений, арматуры и шурупных резьбовых соединений.
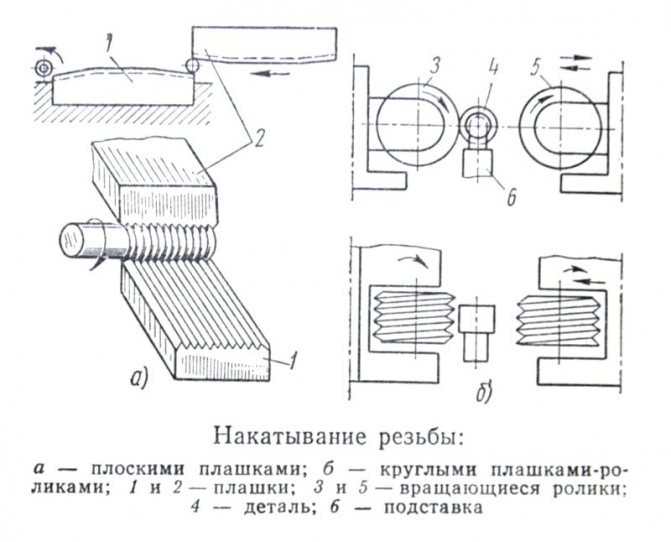
Методы накатывания резьбы
Накатывание резьбы роликами
Чтобы создать внутреннюю резьбу, используют специальные раскатники, в которых уже присутствует резьба. Имеют вид металлических стержней. Метчики имеют хвостовик, калибровку и заборную область. Получаемая резьба получается аналогично обработке роликами, то есть за счет пластичного деформирования детали. Раскатники используются для работы с мягкими, вязкими, пластичными металлами.







Особенности изделий
Резьбонарезная головка имеет ряд преимуществ (по сравнению с круглыми плашками). В их числе:
1. Автоматическое разведение гребенок на головке. 2. Быстрый отвод головки без обратного свинчивания. 3. Повышенная производительность. 4. Высокая чистота поверхности и точность работ.
Головки более долговечны, чем плашки, и позволяют точно регулировать размеры резьбы, при необходимости выполнять ее нарезку в 2 прохода.
Предлагаемые головки также отличаются:
• разборной конструкцией; • высокой точностью посадки; • безупречным центрированием труб с помощью длинных направляющих.
Характеристики резьбонарезного оборудования
Чтобы агрегат работал с наименьшими потерями и развивал высокую производительность, играют роль следующие показатели:
- Мощность станка для производственных целей должна быть до 2,2 КВт, такие агрегаты используют в поточном производстве больших партий товара. Для кустарного изготовления маленьких партий труб используют станки с минимальным показателем мощности — 750 Вт.
- Частота оборотов шпинделя является показателем, который исходит из показателя мощности, и от него зависит скорость работы. Диапазон показателей колеблется в пределах от 28 до 520 вращений в минуту. У профессионального оборудования предусмотрено, как минимум три скорости, которые могут переключаться при необходимости. Для небольших мастерских приобретают маломощные станки со скоростью вращения шпинделя 28 оборотов за минуту.
- Диапазон размера деталей, с которыми работает агрегат и разброс возможной протяженности резьбы. Такой параметр определяет тип заготовок, например, для нарезки на болтах подойдет размерность 3−16 мм или 8−24 мм. Промышленная обработка труб большого диаметра отличается другими показателями.
- Вес станка определяет, является агрегат переносным или стационарным. Минимальный вес устройства для резьбового нанесения имеет вес 50 кг, он легко переносится или перевозится.
Дополнительные параметры
В каждом станке конструкторами заложены удобные дополнительные функции, в зависимости от них резьбонарезное оборудование делится на типы:
- Простые устройства, предназначенные только для операции резьбования, остальная работа (перемещение труб, установка упора, фиксация и другие) выполняется работником. Эти станки размещает мастер в небольшом помещении для разовых работ по ремонту авто и разных слесарных работ.
- Автоматическое оборудование позволяет свести работу к установке заготовки и включению кнопки пуска. Такие агрегаты совмещают основную функцию с дополнительным сверлением отверстий, которые могут иметь диапазон диаметров от 2,5 до 30 мм.
Исполнительный инструмент может располагаться в станке вертикально или горизонтально. В первом случае, который встречается наиболее часто, нарезание происходит с помощью метчика. Горизонтальное расположение режущего инструмента используется для создания резьбового соединения на газопроводных и водопроводных трубах.
Для наружной резьбы применяются плашки, винторезные головки, резьбовые резцы. Внутренняя резьба нарезается метчиками и специализированными резцами. Крупные производственные цеха используют вихревые головки для создания деталей в виде одноразовых и многоразовых винтов. С помощью современного оборудования создают типы резьбы:
- метрическую или дюймовую на трубах;
- коническую и цилиндрическую;
- трапецевидную.
С помощью дополнительных приспособлений задают несколько типов нарезки, варьируют разные формы, выбирают шаг и наклон резьбовых витков. В станках предусмотрена для этого возможность смены рабочего исполнительного инструмента. В некоторых агрегатах ставят самоцентрирующиеся резцы с острозаточенными роликами для резки труб в требуемый размер. Для их изготовления берут специально закаленные высокопрочные стали для длительной работы.
Основные параметры
Оборудование рассматриваемой группы характеризуется по иным параметрам, нежели оборудование токарной или фрезерной группы. Это связано с тем, что резьбонарезной станок Ridgid или резьбонарезной станок Rems применяется не для изменения формы или качества поверхности, а образования канавок с заданными параметрами, которые и определяют тип резьбы. К основным параметрам, которыми обладает резьбонарезной станок для труб или других заготовок, можно отнести следующее:
- диапазон диаметра заготовки для болтовой резьбы, а также ее шаг;
- диапазон диаметра трубы, на которой можно нанести резьбу, и ее шаг;
- класс точности согласно установленным нормам в гост или ISO;
- протяженность резьбы, которая может зависеть от диаметра заготовки;
- размер наибольшей фаски;
- угол наклона фаски;
- тип резьбы, которые можно получить.
Современное оборудование, к примеру, резьбонарезной станок Ridgid или резьбонарезной станок ВМС обладают высокой производительностью и возможностью точной настройки под заданные параметры. Вышеприведенные технические характеристики указываются в документации
Однако при выборе следует уделить внимание и другим параметрам, которые определяют особенности проводимых работ

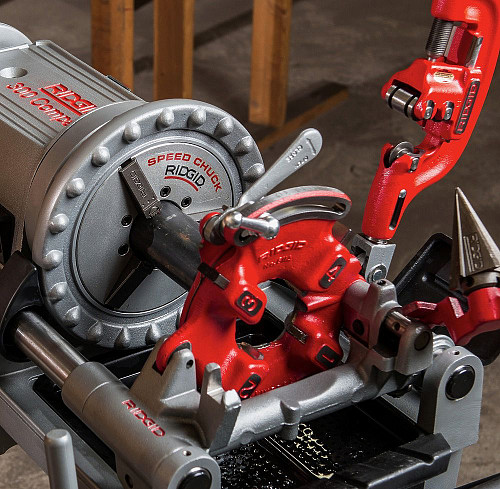
Резьбонарезной станок RIDGID 535
Цилиндрические фрезы — их разновидности и назначение
Для работы со сложными деталями и заготовками применяются цилиндрические фрезы. Для изготовления оснастки применяются такие виды сталей, как легированная, углеродистая и быстрорежущая. Выпускается оснастка с режущими кромками прямого и наклонного (винтового) типа. Оснастка эффективно справляется не только со сложными и многослойными поверхностями, но еще и с такими видами материалов, как чугун, конструкционная и жаропрочная сталь, оргстекло, а также стеклопластик.
Особой популярностью пользуются устройства, которые имеют винтовую форму режущей части. Они более эффективны, но самое главное, позволяют выполнять работку качественно
Для достижения высокой точности обработки, фрезеровщику немаловажно учитывать нагрузку, которую испытывает конструкция (зависит от типа обрабатываемого материала)









Цилиндрическая фреза с прямыми зубьями нашла свое применение в обрабатывании поверхностей на заготовках, к которым имеется прямой доступ. Найти такой вид режущей оснастки достаточно трудно, так как они не пользуются популярностью, и выпускаются далеко не всеми производителями. Фреза цилиндрическая с винтовой формой зубьев используется для обрабатывания поверхностей заготовок с узкими участками или труднодоступными местами. Чтобы уменьшить осевую нагрузку, применяются оснастки, имеющие разные углы наклона рабочей части. Их еще называют сдвоенными, так как их зубцы имеют разные углы наклона. За счет такой конструкции режущих кромок, в процессе резки происходит уравновешивание нагрузки.
В группе цилиндрических фрез имеются насадки, которые также называются «кукуруза». Свое название они получили посредством прямого сходства с овощной культурой. Применяется «кукуруза» для обработки уступов, а также с целью прорезывания канавок.
Инструмент для накатывания резьбы
Главная цель любого оборудования — создание качественной продукции при максимально возможной производительности. Применение полу- и автоматических моделей оснастки позволяет достичь таких параметров, что экономически целесообразно, потому что практически исключается участие человека.
Главным инструментарием для формирования резьбовых соединений будущих саморезов для придания металлической поверхности особой формы считается лерка (плашка) и ролик. Для метрических, трубных, конических, упорных, трапецеидальных резьб используют резьбонакатное оборудование с плоскими плашками. Эти резьбонакатные головки прекрасно справляются с созданием винтовых и кольцевых углублений на гибких заготовках различных рифлений, арматуры и шурупных резьбовых соединений.
Чтобы создать внутреннюю резьбу, применяют специальные раскатники, где уже присутствует резьба. Имеют вид металлических стержней. Метчики имеют хвостовик, калибровку и заборную область. Получаемая резьба выходит аналогично обработке роликами, то есть за счет пластичного деформирования детали. Раскатники используются для работы с мягкими, вязкими, пластичными металлами.
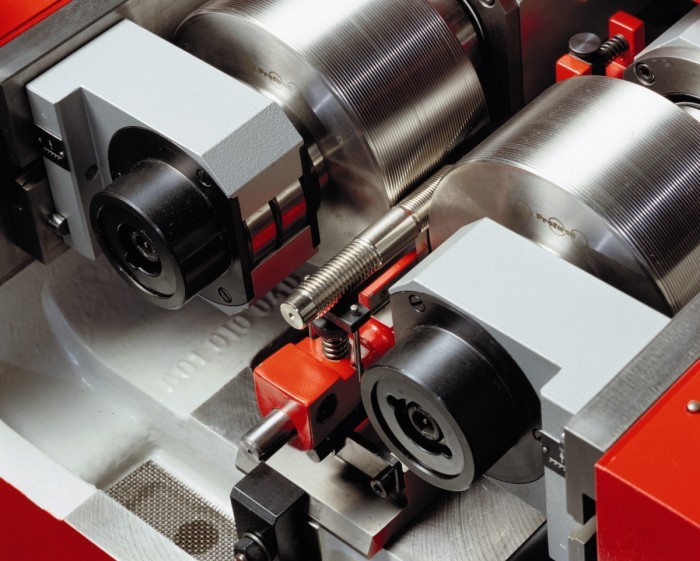
Устройство и параметры накатных роликов
Ролики накатные – диски цилиндрической формы, изготовленные из легированных марок сталей, на поверхности которых имеется определенного вида резьба или витки кольцевого типа. Размеры ролика накатного типа зависят от следующих факторов:
- вида накатываемой резьбы (одно- или многозаходная);
- способа накатывания (тангенциальный, осевой, радиальный);
- применяемого резьбонакатного оборудования (полуавтомат, автомат, головка).
Тангенциальный способ накатывания является высокопроизводительным и выполняется подачей роликов в количестве двух штук, при этом каждый из них имеет свою окружную скорость, с одинаковой скоростью или в специальных центрах. Различают ролики накатные цилиндрического и затылованного типа. У последних, помимо элементов заборного и калибрующего типа, имеется еще и сбрасывающий элемент, что ускоряет процесс нарезания и делает возможным обработку одновременно 2 заготовок или нанесения ее с двух сторон. Осевой способ накатки применяют при необходимости накатать резьбу на заготовку большой длины. Самым распространенным способом накатки является радиальный. При этом ролики цилиндрической формы используются для накатки наружной и внутренней резьбы. Они должны соответствовать требованиям ГОСТ 9539-72. Чаще всего используются изделия с посадочными отверстиями 45, 54, 63 или 80 мм.
Материалом для изготовления накатного инструмента служат стали, в составе которых хром, ванадий, молибден и другие тугоплавкие элементы: Х12М, Х6ВФ, Х12Ф1, 6Х6В3МФС, Р18, Р6М5, Р18. При этом твердость поверхности должна быть в пределах 58÷61 HRC. Ролик накатный выдерживает давление до 1400 МПа, при этом точность изготовления составляет 0,1 мм.
Основные параметры изделия следующие:
- диаметр внешнего профиля резьбы, указываемый в мм;
- диаметр внутренний по впадинам;
- угол профиля в градусах;
- ширина;
- размеры паза – ширина и глубина;
- шаг и длина резьбы.
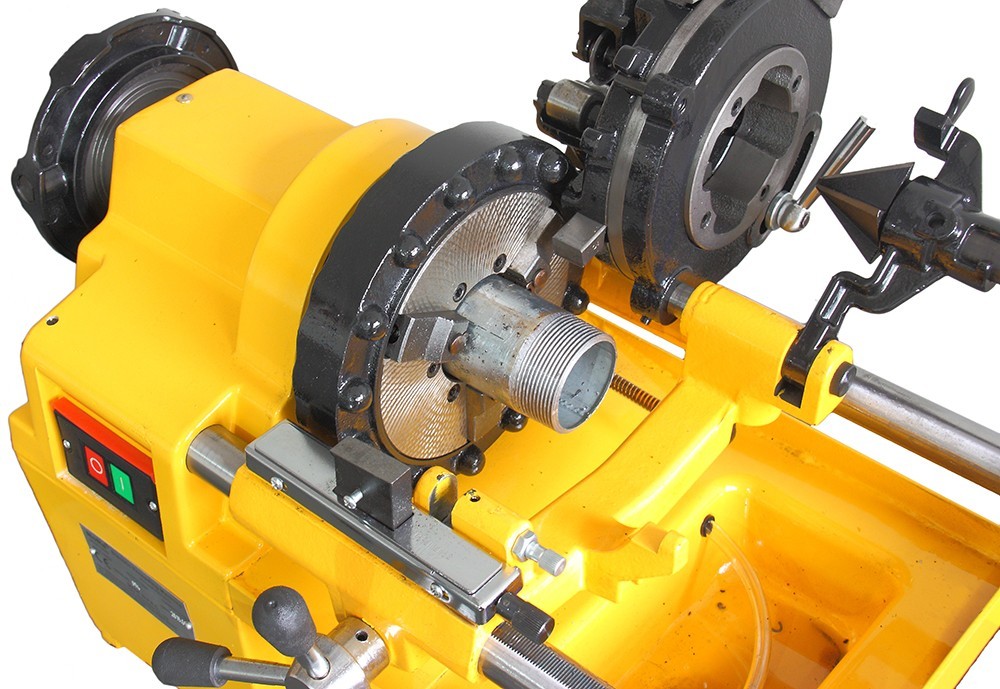
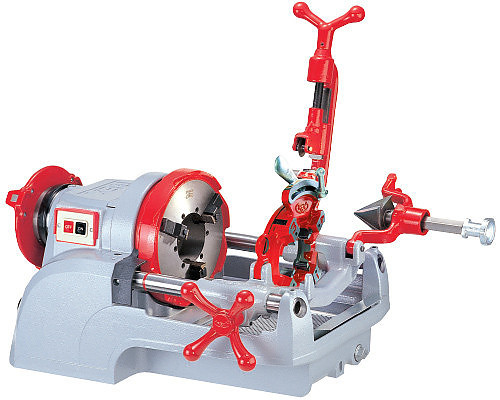
Настольный резьбонарезной станок электрический для труб – назначение и описание
Настольный электрический резьбонарезной станок используется в стационарных слесарных мастерских для нарезки на трубах различных видов резьб – BSPT, NPT, BSPP, BSW, метрической и др. одной резьбонарезной головкой оборудованной сменными гребенками в автоматическом режиме, а также отрезке труб, снятия грата, зенковки и возможно накатывание желобков спликлерных систем пожаротушения. Трубы крепятся в самозажимном патроне и центрируются задним подводимым конусом. Резьбонарезные станки имеют не большой вес и поэтому их вручную устанавливают на верстаки или усиленные столы с применением виброопор. Они используются для подготовки стальных труб к монтажу трубопроводных систем водоснабжения, отопления жилых домов и других объектов слесарями сантехниками подразделений ЖКХ. Полностью автоматический цикл резьбонарезки позволяет получать на резьбонарезных станках резьбы отличного качества. Для питания станков используются электрические сети напряжением 220 или 380 вольт, что позволяет использовать некоторые модели в мастерских не имеющих трех фазовой подводки электроэнергии. Наиболее популярны резьбонарезные станки таких торговых марок как Rems, Ridgid, Reed, Rothenberger и др.
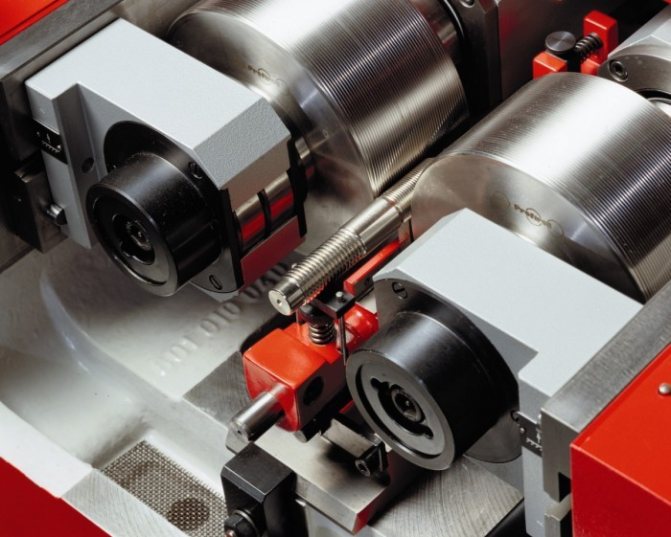
Резьбонакатной автомат модели А2522
Резьбонакатной автомат модели А2522, рабочим инструментом в котором служат ролик и сегмент, предназначен для накатывания резьб различного профиля.
Техническая характеристика станка Диаметр накатываемой резьбы; мм…………….12—16 Шаг накатываемой резьбы, мм……….1,75—2 Наибольшая длина резьбы, мм………………..80 Длина накатываемой детали, мм………………24—160 Номинальное усилие накатывания, кгс…….25 000 Частота вращения накатного ролика, об/мин…………50, 75, 100 Производительность, шт/мин………………..50—300 Мощность электродвигателя главного привода, кВт …. 17 Габаритные размеры стайка, мм………………1275Х2465Х2255
Кинематическая схема автомата показана на рис. 89.
Движения в станке: главное вращательное движение — шпинделя резьбонакатного ролика (профиль резьбы на заготовке формируется постепенно при прокатывании ее между роликом и сегментом, имеющим заборную и калибрующую части), вспомогательные движения в станке связаны с настройкой и наладкой его, а также с работой механизма загрузки.
Рис. 89. Кинематическая схема резьбонакатного автомата модели А2522
Главное вращательное движение шпиндель IV с резьбонакатным роликом 4 получает от электродвигателя M1 через клиноременную передачу , шкив с предохранительной фрикционной муфтой, зубчатую коробку 1, цилиндрическую зубчатую пару и червячную передачу . Коробка скоростей позволяет сообщить шпинделю три различные частоты вращения. Сегмент 3 установлен в опоре 2 и вместе с ней неподвижно закреплен на коробке скоростей.
Подача заготовок к ролику и сегменту осуществляется загрузочными устройствами. Заготовки засыпают в лоток и попадают в бункер 10, который приводится во вращение от электродвигателя М2 через червячную пару 6 и ролики 11. При вращении бункер лопатками захватывает заготовки, а затем сбрасывает их на направляющие линейки 12, которые служат для ориентации заготовок. Те заготовки, которые оказались несориентированными, возвращаются отбойной звездочкой 9 в бункер. Отбойная звездочка получает вращение от двигателя М2 через клиноременную 7 и зубчатую 8 передачи. Для увеличения скорости перемещения заготовок по направляющим линейкам к зоне накатывания в загрузочном устройстве предусмотрен специальный вибратор 13 механического типа, приводимый электродвигателем МЗ. Подача заготовки в зону накатывания осуществляется толкателем 15, который совершает возвратно-поступательное движение под действием пружины 16 и рычага 14, приводимого в движение кулачком 5. Кулачок установлен на шпинделе и имеет столько выступов, сколько заготовок накатывается за один оборот шпинделя. Станок комплектуется несколькими сменными кулачками с одним — шестью выступами.
Настройка и наладка станка. Рукояткой на коробке скоростей устанавливают требуемую частоту вращения шпинделя.









На шпиндель 5 (рис. 90) станка надевают резьбонакатной ролик 1, который связан со шпинделем торцовыми шпонками 6; затем устанавливают регулировочные кольца 7, кулачок 2 и закрепляют гайками 3. На верхний конец шпинделя монтируют быстросъемную опору 4, повышающую жесткость шпиндельного узла.
Рис. 90. Шпиндельный узел резьбонакатного автомата модели А2522 Рис. 91. Схема регулирования зазора между накатным роликом и сегментом
В зависимости от диаметра накатываемой резьбы устанавливают определенный зазор между накатным роликом 1 и сегментом 2 (рис. 91). Этот зазор регулируют перемещением опоры 4, в которой сегмент закреплен четырьмя планками 3. Опоры в двух взаимно-перпендикулярных направлениях перемещают с помощью трех винтов 6 и связанных с ними клиньев 5. Опору с сегментом на коробке скоростей фиксируют окончательно двумя винтами 7. В зависимости от размеров накатываемых заготовок регулируют расстояние между направляющими линейками 12 (см. рис. 89) и расстояние отбойной звездочки до линеек.
Проверяют работу станка сначала на холостом ходу, а затем, включив охлаждение, в рабочем режиме.





