
Классификация
Современное кромкооблицовочное оборудование представлено в большом многообразии моделей. Все они отличаются по своим технико-эксплуатационным характеристикам, а также по конструкционным особенностям. Остановимся на самых распространенных вариантах классификации.
По способу применения приводной силы
В зависимости от особенностей применения приводной силы станки могут быть ручными либо с электроприводом. Ручные механизмы получили широкое распространение в индивидуальных или небольших мебельных цехах.


По используемому материалу
По типу используемого материала кромкооблицовочные станки бывают следующих видов.
- Прямолинейные. Востребованы в случае необходимости отделки габаритных деталей. Такая облицовка обеспечивает максимальную толщину кромочного слоя.
- Ленточные. Предполагают механизм ручного управления, позволяющий оператору в полной мере контролировать подачу кромки, а также создавать условия для обработки деталей усложненных конфигураций.


По способу управления
Методы управления кромочником могут варьироваться.
- Ручной агрегат. Управление выполняется в ручном режиме.
- Полуавтоматический. Самая востребованная группа кромкооблицовочных установок. Широко распространены на крупных мебельных производствах.
- Автоматические. Станки с ЧПУ отличаются простым механизмом работы. Однако стоит такое оборудование очень дорого, поэтому не пользуется большим спросом.


По виду обрабатываемой поверхности
В зависимости от особенностей обрабатываемой поверхности кромочные станки могут быть предназначены для следующих вариантов заготовок.
- Для криволинейных. Обычно для обработки подобных изделий применяют станки на ручном управлении.
- Для прямолинейных. Такое оборудование востребовано в больших цехах, где большое количество заготовок одинаковых форм и размеров идет потоком.

По технологическим возможностям обработки
Облицовка кромки может быть односторонней и двусторонней. В первом случае установки укомплектованы механизмом автоподачи детали для срезки лишней кромки. Двустороннее приспособление технологически более сложное, здесь производится одновременная обработка кромки сразу с двух сторон.

Назначение кромкооблицовочного станка
В наше время это спецоборудование выступает базой для изготовления изделий на мебельных комбинатах. Облицовка кромки представляет собою процесс приклеивания отделочного материала, для того чтобы гарантировать привлекательный внешний вид продукта. Этот способ приобрёл обширное распространение при изготовлении мебели, где ограниченные грани плит либо щитовых элементов подлежат красивой отделке. На сегодняшний день имеется огромный выбор рисунков и цветов, что заставляет конструкторов создавать новые станки.
В качестве использованного материала можно использовать бумагу, меламин, шпон, АВС, ПВХ, толщиной 0,4 — 3 мм, а шириной 2 — 6 см. Базой технологии считается система «заготовка — клей — материал». Благодаря сжатию и переустройству облицовка основательно укрепляется на кромке.
Многие станки ориентируются на применение клея, который плавится при нагреве, а при остывании стремительно затвердевает. Подобная методика требует жёсткой регулировки порядка температуры и прижима склеиваемых частей с помощью определённого усилия. В случае если об этом не подумать, система может утратить устойчивость, а облицовка — отпасть.
Классификация
Кромкооблицовочные станки подразделяются по нескольким признакам. Рассмотрим основные.
1. По типу используемой приводной силы:
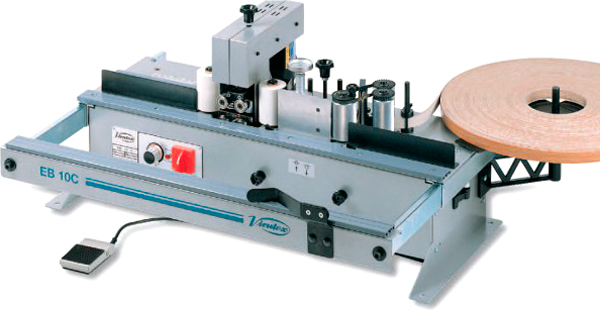
- ручные (рис. 2);
- с электрическим приводом;
Рисунок. 2. Ручной кромкооблицовочный станок.
Станки, которые приводятся в действие вручную, в основном применяются при индивидуальном производстве мебели или на малых предприятиях.
2. По типу кромочного материала, с которым способен работать станок:
Прямолинейный кромочный материал часто используется для обработки крупных заготовок с большой толщиной защитного покрытия и высотой кромки. Это обусловлено тем, что свернуть такой кромочный материал в рулон сложно и технологически не оправдано.
3. По типу управления:
- с ручным управлением;
- с полуавтоматическим управлением;
- с числовым программным управлением.
Основным типом станков, которые сегодня применяются на производстве, являются станки с полуавтоматическим управлением.
Принцип работы механизма
Все модели кромкооблицовочных станков, независимо от фирмы-изготовителя и технических характеристик, обладают единым принципом работы. Процесс облицовки производится по следующим этапам:
- Клеевая станция устройства наносит клей на обрабатываемую поверхность кромки.
- С помощью подающего узла кромка передается в зону обработки.
- Кромочный материал с нанесенным клеем прижимается вращающимися роликами к мебельной заготовке и приклеивается.
- Торцовочные узлы подрезают излишние остатки материала.
- Узел фрезерования убирает свесы.
- После окончания работы кромка подвергается просушке и шлифованию (ламинированию).
Основная классификация кромочников
Современные кромкооблицовочные станки классифицируются в зависимости от своих основных признаков:
По способу применения приводной силы:
По материалу, с которым может работать кромочник:
Прямолинейный. Используется при необходимости обработки крупных, массивных заготовок и обеспечивает им большую толщину кромки (защитный слой).










Ленточный. Станки ручного управления, позволяющие регулировать подачу кромки и созданные для обработки заготовок более сложных форм.
По способу управления:
Ручное. Управление производится в ручном режиме.
Полуавтоматическое. Это основной тип кромочников, которые используются на современном производстве.
Программное (числовое). Встречаются не часто, не популярность такого станка объясняется слишком дорогим оснащением (программным управлением), тогда как сам принцип действия таких моделей достаточно прост.
По показателям габаритности:
По виду обрабатываемой поверхности:
- Для криволинейных. Для обработки таких изделий в основном используют станки с ручным управлением.
- Комбинированные. Способные работать как с криволинейными поверхностями, так и прямолинейными.
По технологичным возможностям обработки:
Односторонние. Подобные модели оснащаются механизмом автоматической подачи материала и гильотиной – система для обрезания кромки.
Двухсторонние. Устройства такого типа более технологичны и совершенны – они одновременно обрабатывают кромку с обеих сторон. Предназначены для оснащения мебельных цехов (предприятий) с постоянной нагрузкой поточного производства.
Основные характеристики
У кромкооблицовочных станков также имеется и ряд других характеристик. Они затрагивают широкий спектр различных параметров. Эти нюансы необходимо знать, чтобы правильно сориентироваться при выборе подходящего устройства:
- Толщина получаемой кромки. Данный параметр вариабельный и может составлять 0,3-8 мм.
- Высота кромочного материала. Здесь также отмечается большая разбежка по показателям. Высота минимум может начинаться от десятых долей миллиметра, тогда как максимальная способна превышать 10-15 см.
- Толщина-максимум, длина и ширина самой заготовки, которую станок способен полноценно обработать.
- Производительность и скорость подачи материала. Это один из важных показателей, определяющий объемы, с которыми может справляться кромочник.
Принцип работы устройства
Для наклеивания применяется лента, широта которой больше высоты элемента на 2−5 мм. Это производится для точного закрытия кромки. Как правило, уже после приклеивания остаются так именуемые свесы, какие обозначают с двух краёв. Для того чтобы их удалить, применяется фрезеровочный модуль, какой срезает облицовку, выходящую за границы детали.
Обычно механизм наделён скоростным приводом с 12 тысячами витков в минуту, чтобы не повредить плоскость. В модуле, кроме того, учтены ограниченные ролики для правильной установки заготовки. Узел наделён 2-мя фрезами с приводами, его настраивают в необходимую вышину детали. Для того чтобы деликатно настроить модуль и закрепить его, задействуется система перемещения с передачей «винт — гайка».
После обрезания ножом лента приклеивается к кромке. Для того чтобы его исключить, следует применять торцовочный модуль, система которого может быть различной. Наиболее простой вид предполагает собою круглую пилу, что имеет отвесное перемещение и оборудуется приводом с небольшой мощностью.
По особой команде эта электропила выходит в рабочую сферу кромочного станка и отпиливает лишний участок облицовки. Этот принцип способен функционировать только в станках с ручной подачей. В случае если доставка механизирована, торцовый модуль наиболее сложный. Электропила с приводом вводится согласно инструкции к станку на каретке, что имеет 2 коротких направления: первый на подачу пилы для ликвидации припуска ленты, а 2-й для ровной быстроты подачи заготовки. Кромкооблицовочный электростанок может дополняться большим количеством многофункциональных элементов.
Кромочные приборы с ручной подачей задействуются не только лишь в домашних обстоятельствах либо мастерских. Даже крупные мебельные фирмы имеют это приспособление для стремительного ремонта и облицовки эксклюзивных заготовок, малых партий деталей.
Благодаря присутствию процессоров, контролеров, приборы с ручной подачей детали считаются весьма удобными и простыми в управлении. Главные процессы в период работы — это темп подачи, автоматизированный контроль температуры, а, кроме того, длина приклеиваемого материала.
Читать также: Пайка светодиодной ленты своими руками
Агрегат с ручной подачей функционирует с материалом до 3 мм, потребляет около 2 кВт электроэнергии, захватывает зону до 2−3 кв. метров, обслуживается одним пользователем и удерживает темп подачи детали 6 метров в минуту. Чтобы системы станка имели возможность работать, подключается система под давлением 0,6 мПа сжатого воздуха.
Обычно станок сначала тестируется, при этом контролируется безопасность клеевого шва и степень адгезии клея. Для выполнения теста, возможно, применять бесцветную ПВХ-плёнку, что даёт возможность наблюдать за распределением клеевого состава после сжатия и полимеризации. Если рабочая смена изменяется, рекомендуется, кроме того, осуществлять тесты для предотвращения появления скрытого нарушения.
Весь разрезающий механизм хорошо оттачивается. Это относится к ножикам и фрезам. Не забудьте регулярно чистить клеевую ванночку.
Кромкооблицовочный агрегат может иметь ограждение и маркировку подогреваемых плоскостей. Станина приспособления должна иметь заземление. Приспособление следует подсоединить к системе аспирации, так как нагреваемый суперклей может выделять ядовитые вещества, какие представляют опасность для здоровья.
Подобное приспособление не потребует какой-либо сложной настройки. Следует откорректировать температуру нагревания, грамотно установить частоты вращения роликов, какие наносят суперклей, и скорость подачи
Весьма важно, чтобы при нанесении объем клея оптимально соответствовал нужным условиям. В случае если его не будет хватать, может затеряться прочность взаимосвязи между использованным материалом и заготовкой
Излишек клея приведёт к получению лишнего количества на плоскость и возникновению грязи.
На что обратить внимание при выборе кромочника
Кромку можно приклеить, подавая заготовку вручную или автоматически (полуавтоматически), синтетическим или натуральным материалом. Автоматический режим используется на крупных фабриках, где производится большой поток работы. Но ручной кромкооблицовочный станок имеет большое преимущество перед автоматическим тем, что им точнее производится облицовка заготовки сложной формы или фигуры. Обычно владельцы мебельных фабрик приобретают станки обоих типов.










Покупая кромкооблицовочное оборудование, особенно если вы начинающий мебельщик, нужно учесть несколько нюансов.
Нужно точно знать сколь погонных метров кромки в день вы будете приклеивать. Какой вид имеет оклеиваемая поверхность. Какую толщину имеет кромка, с которой будете работать.
Не смотрите на цену, там дороже или там дешевле, а сверьте тщательно и сравните характеристики: вес и мощность, наличие всех агрегатов, а не универсальных узлов, которые совмещают сразу несколько функций
Обратите внимание на размер агрегатов и его составные детали: диаметр направляющей, сечение кронштейна, габариты аспирационного парубка. Обязательно должны присутствовать автоматизированный поворот пил в узле торцовки и размещение узла, который прижимает кромку и фрезерные устройства
А также централизованный механизм автоматической смазки деталей и дозировка клея с функцией корректировки с пульта оператора. Конечно, должны присутствовать осцилляции в полировке и индивидуальное маневрирование нижним и верхним механизмом.
При покупке кромкооблицовочного станка, подумайте и о том, что в воздухе есть много конденсата и грязи и поэтому пневматика может быстро выйти из строя. Чтобы воздух имел нужную кондицию, используйте винтовой компрессор, который имеет рефрижераторное осушение и укомплектован эффективными фильтрами. Производительность аспирационной установки должна быть в пределах 2500–400 м3 в час, а созданное в этом случае разрежение — около 2200–2400 Па.
Купите станок, у которого есть несколько агрегатов со специальными инструментами отдельно для материала с толстой и тонкой кромкой. А также чтобы он позволял автоматизировано настраивать параметры удаляемого припуска. Желательно чтобы коррекция углов делалась как в поперечной, так и в продольной ориентации.
Чтобы помочь вам лучше разобраться какой кромкооблицовочный станок выбрать рассмотрим несколько моделей, которые продаются на современном рынке деревообрабатывающего оборудования.
Различные решения в конструкции станка
В зависимости от целевого назначения, места установки кромкообрезной деревообрабатывающий станок может сочетать в себе такие конструктивные решения:
- двигатель внутреннего сгорания или электрический;
- каретка с режущими элементами приводится в движение автоматически/вручную;
- число пил, делающих одновременный рез (1, 2, 3…).
Общими для кромкообрезного станка являются рама с направляющими для передвижения каретки, зажимами – фиксаторами для заготовки, блок управления, в дополнительной комплектации — лазерная линейка, упрощающая операции по позиционированию.
Модели для промышленного производства отличаются автоматическим устройством подачи древесины под неподвижную каретку. Их снабжают системами удаления опилок, пыли, отходов.
Устройство и принцип работы
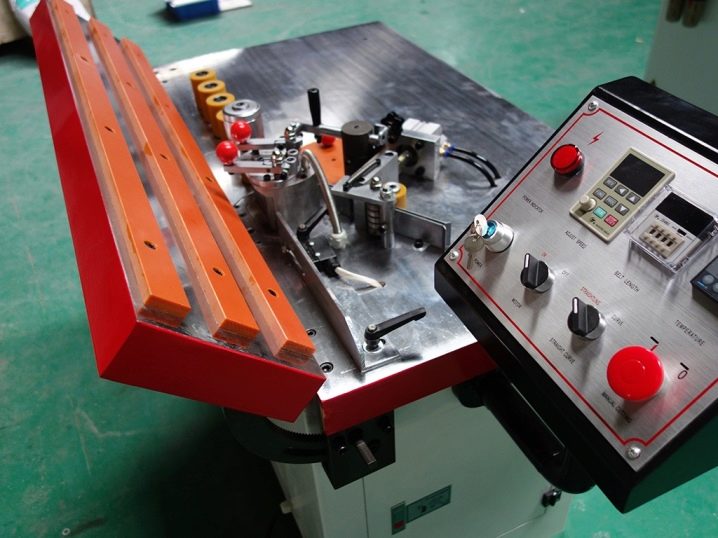
Рассмотрим наиболее распространенную конструкцию полуавтоматического кромкооблицовочного станка (рис. 4).
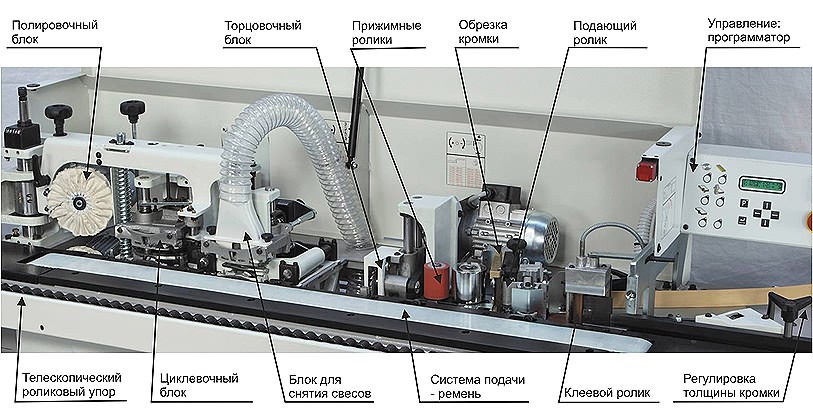
Рисунок 4. Конструкция кромкооблицовочного станка.
Рисунок 4. Конструкция кромкооблицовочного станка.
Основанием, на котором устанавливаются все рабочие узлы станка, является массивная станина. Верхняя часть станины представлена столом, по которому происходит скольжение заготовки. Выполняется стол из материала с гладкой поверхностью, на которой минимизирована вероятность появления различного рода задиров и прочих неровностей. Это необходимо для исключения возможности повреждения заготовки при рабочем движении.
На столе имеется ременная или роликовая система подачи заготовки. Этот узел служит для продвижения обрабатываемой детали через все блоки станка.
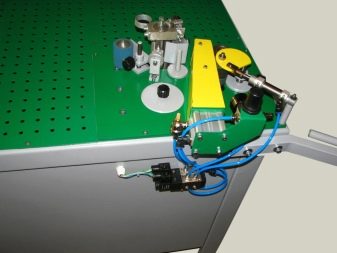
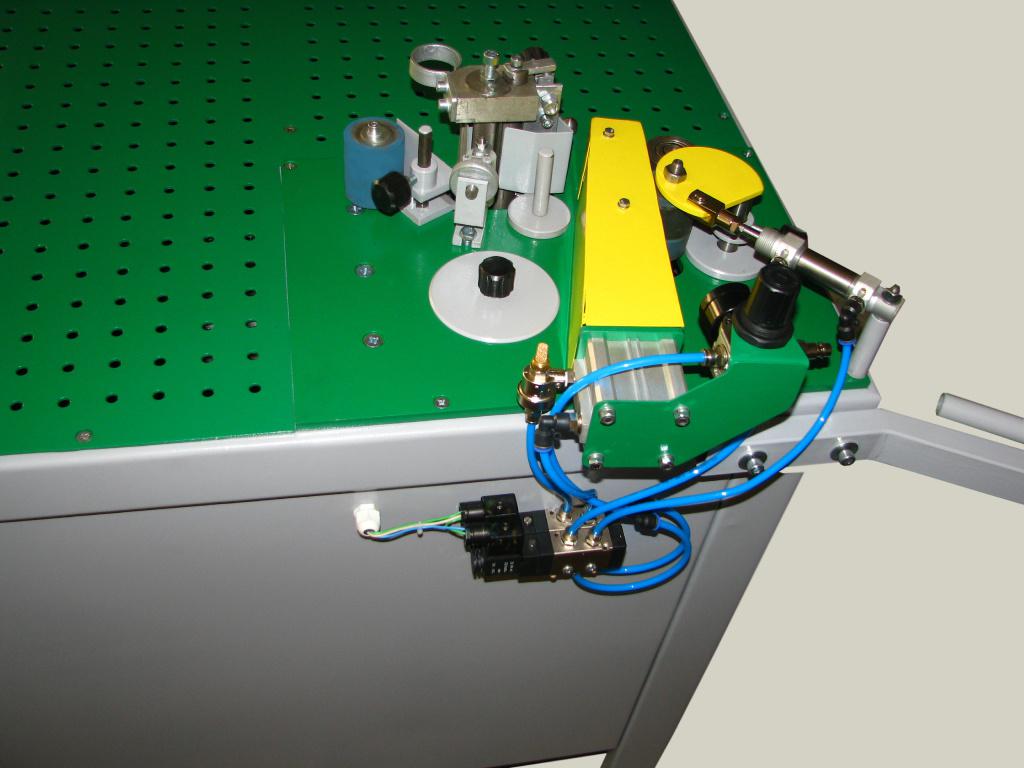
С входной части располагается поворотный стол (рис. 5), на котором устанавливается рулон с облицовочной лентой. Стол свободно вращается вокруг своей оси.

Рисунок 5. Поворотный стол кромкооблицовочного станка.
Рисунок 5. Поворотный стол кромкооблицовочного станка.
В правой верхней части расположен блок управления станком. На нем базово имеются кнопки включения/выключения станка и каждого из рабочих блоков по отдельности, рукоятки запуска рабочих операций, цифровой или аналоговый индикатор температуры клеевого состава в ванночке. Более технологичные версии станков оснащаются программным обеспечением для настройки частичной автоматизации обработки.
В правой нижней части расположен регулятор толщины кромки. Он связан с программатором и служит для задания правильных рабочих параметров всем остальным модулям.
Облицовочная лента приводится в движение при помощи специального подающего ролика. Лента пропускается между подающим и ведомым роликом, чем обеспечивается подача в рабочую зону.
Рядом с подающим устанавливается клеевой ролик. Его задача – наносить клеевой состав на ленту. В верхней части ролика имеется устройство подачи клея из ванночки. Имеется подкачивающий насос. Дозировка осуществляется в автоматическом режиме.
За роликами, участвующими в подготовке ленты, следует обрезочное устройство, которое предназначено отделить ленту после прохождения необходимого ее количества в рабочую зону.
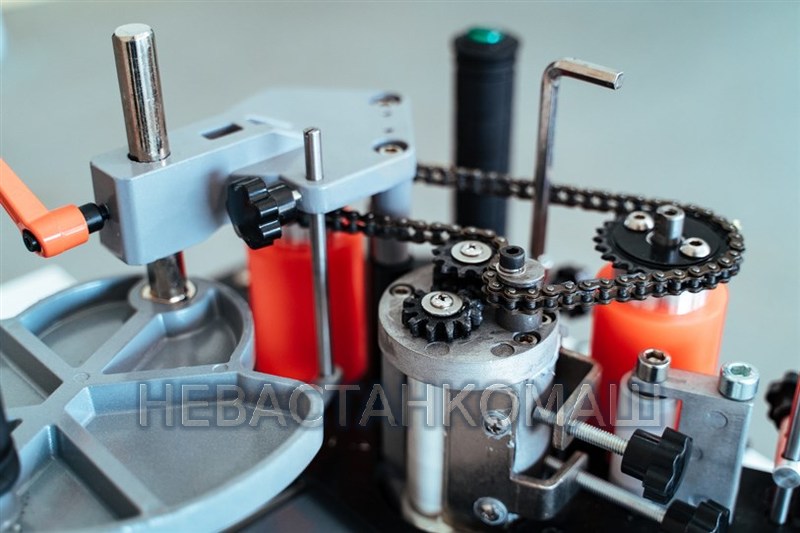
Прижимные ролики (рис. 6) служат для закрепления ленты на торцевой поверхности заготовки. Прокатываясь с усилием по поверхности обрабатываемой детали, ролик прижимает ленту, благодаря чему увеличивается однородность и эффективность приклеивания.




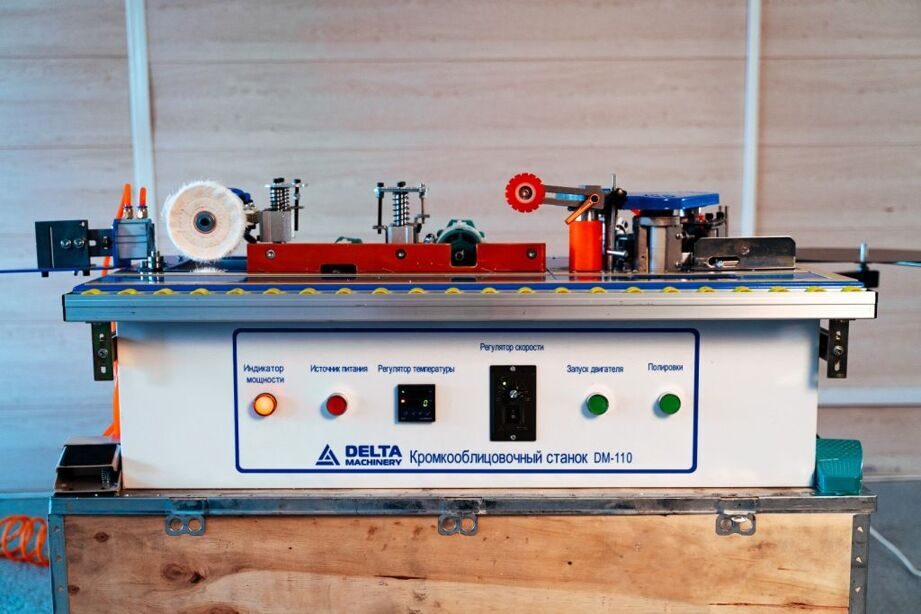
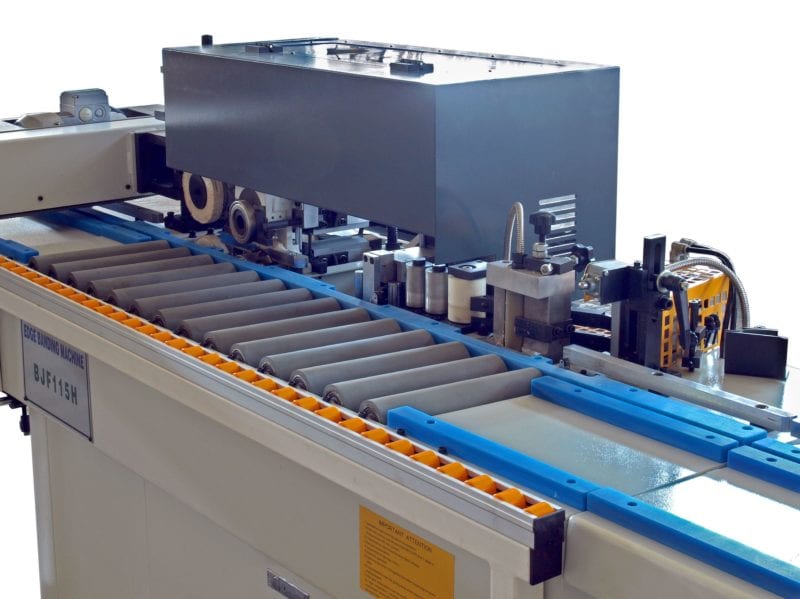
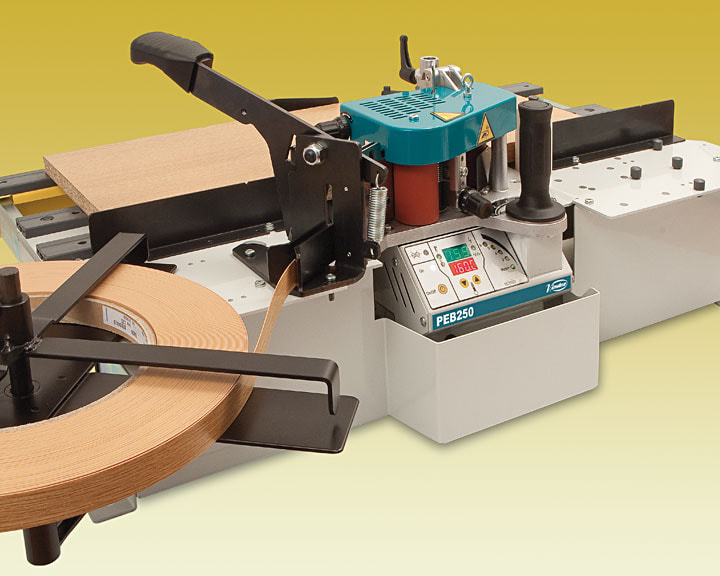



Рисунок 6. Прижимной ролик кромкооблицовочного станка.
Рисунок 6. Прижимной ролик кромкооблицовочного станка.
Торцовочный блок предназначен для обработки торцевой поверхности заготовки. Он выполняет подрезку ленты, которая выступает за пределы обрабатываемой детали.
Циклевочный блок производит выравнивание поверхности ленты скоблением. Служит для придания ленте, которая могла приобрести некоторые неровности в процессе приклеивания, ровного и гладкого вида.
Полировочный блок служит для финальной доводки обработанной поверхности заготовки. Выполняет окончательную обработку, после которой деталь выводится из станка.
Большинство станков комплектуются выдвижной подставкой с роликами, которая работает в качестве дополнительной точки опоры при обработке крупногабаритных деталей.
Для предохранения станка от поломок имеются концевые выключатели, призванные остановить подачу заготовок или работу какого-либо из блоков в случае возникновения перегрузок.
22.11.2018
Применение кромкооблицовочного оборудования
Основная сфера применения такого оборудования – это мебельное производство, здесь этот вид станков является одним из обязательных элементов технического оснащения. Для промышленных нужд предлагаются многочисленные модели станков, отличающиеся производительностью, функциями, ценой и другими характеристиками и подходящие для работы как с прямо-, так и с криволинейными поверхностями. Есть у данной группы агрегатов общая характеристика – их производительность слишком велика для частного использования, поэтому тратиться на приобретение профессиональной модели бессмысленно.
Оциллиндровка при лесопилении.
Оциллиндровка, производимая на специальных оцилиндровочных станках, хоть и является отдельной операцией в процессе переработки леса, по своей сути является развитием темы окорки. Оциллиндровка бревна уменьшающая размер его комлевой части придает геометрическую однородность перерабатываемым бревнам, что в свою очередь способствует стабильности работы высокопроизводительной лесопильной линии
В первую очередь оцилиндровка позволяет достичь максимальных скоростей подачи при окорке и соответственно обеспечить максимальную производительность самой лесопильной линии. При наличии в линии операции оцилиндровки комлевой части бревна, ему придается правильная цилиндрическая форма. Это улучшает динамику процесса окорки, поскольку позволят произвести более точное центрирование бревна в окорочном станке.
Чем точнее центрирование, тем качественнее окорка, и соответственно стоимость технологической щепы. Что касается работы лесопильной линии в целом, наличие равномерности диаметра бревна так же позволяет производить более точное центрирование и позиционирование бревен при обработке в других лесопильных агрегатах и обеспечивает более высокий объемный выход пиломатериалов.
Также улучшается динамика работы механизмов загрузки, что приводит к снижению стоимости эксплуатации и продлению их срока службы. Известные высокотехнологичные лесопильные линии на шведских, финских и немецких предприятиях в обязательном порядке оборудуются устройствами оцилиндровки комлевой части бревна.
Позиционные кромкооблицовочные станки.
Предназначены для облицовывания прямолинейных и криволинейных кромок мебельных щитов и заготовок натуральным полосовым или синтетическим рулонным материалом.
Принцип работы:
рис.1
Приклеивание кромки на позиционных кромкооблицовочных станках происходит за счет гранулированного клея-расплава. Клей засыпается в ванну, где расплавляется за счет ТЕН-ов при определенной температуре, задаваемой электронным устройством. Клей-расплав из ванны подается на клее намазывающий ролик с дозирующим устройством. Дозирующее устройство служит для регулировки расхода наносимого клея. Обычно клей-расплав в этих станках наносится на кромку, но может быть и комбинированное нанесение клея на кромку и заготовку.
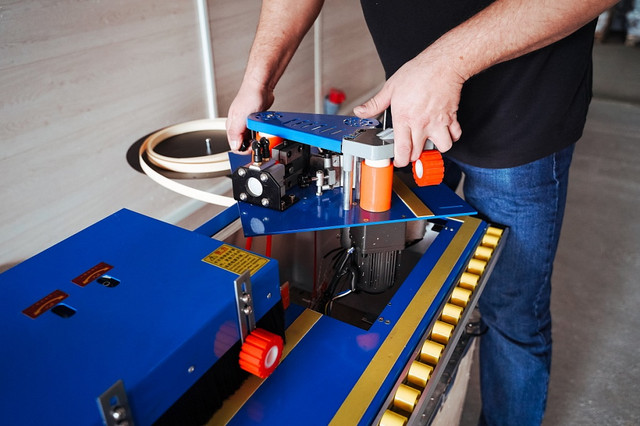
Итак кромочный материал приводится в движение приводным механизмом с помощью ножной педали с определенной скоростью подачи(обычно регулируется и подстраивается под заготовку ) Далее на кромку наносится клей расплав и перемещением заготовки вручную по столу оператор станка захватывает кромку с нанесенным клеем и перемещает заготовку со скоростью подачи кромки прикатывая ее прижимая заготовку к стационарным или приводному роликам. Отпуская ножную педаль кромочный материал отрезается гильотиной автоматически и прекращается его подача, тем самым станок готов для нанесения кромки на следующую заготовку.
Теперь остается снять свесы кромочного материала с заготовок ручным, электрическим инструментом или на специальном оборудовании.
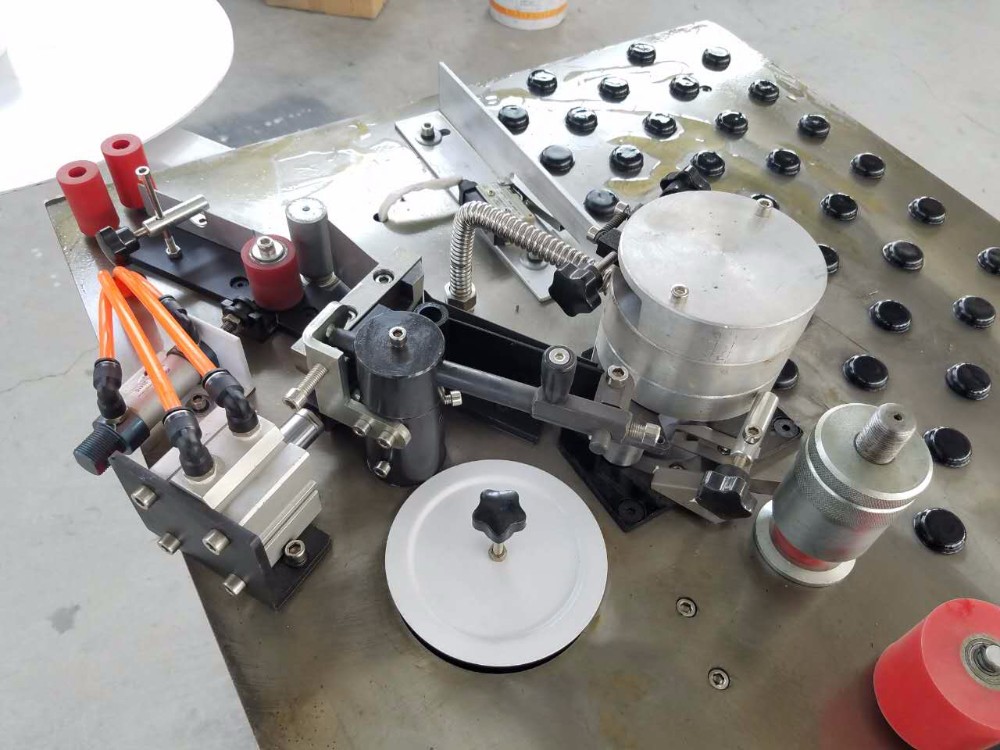
Фото станков:
- рис.2
- рис.3
Производят позиционные кромкооблицовочные станки в России странах СНГ и многих странах Европы и Азии с различными характеристиками.
Клей-расплав для позиционных кромкооблицовочных станков
Рекомендуем использовать клей-расплав для низких скоростей подачи и температурой плавления. Хорошо подходит для этих целей клей производства Kleiberit марки 788.3, средненаполненный клей-расплав для кромок из шпона, ПВХ, АБС и пропитанных бумажных для ручных станков. Технические параметры клея можно посмотреть здесь.







ТОП-5 популярных моделей
По отзывам производителей мебели больше всего себя зарекомендовали следующие модели станков для облицовки кромок:
IMA Advantage 310

Кромкооблицовочный станок для большого мебельного производства с пропускной способностью до 20 погонных метров в минуту. После обработки деталей на станке на выходе можно получить идеальную финишную кромку, быструю настройку под новый клей, кромку и толщину детали.
Filato 91B

Лучший кромкооблицовочный станок для небольшого мебельного производства. Пользователи отмечают возможность управления с помощью педали. Станок отличается долговечностью, небольшими требованиями к уходу. Можно работать как с кромкой из ПВХ, так и со шпоном.
Ostermann 6TF

Станок с сенсорным экраном, быстро заменяемой ванной для клея, узлом полировки кромки, узлом прифуговки и другими блоками, призванными упростить и ускорить работу мастера. Агрегаты управляются с помощью индуктивного датчика.
Brandt Ambition

Серия станков, в которой параметры устройства определяются его серийным номером. Чем выше номер, тем больше возможностей получит мастер. Проходные станки используются для облицовки торцов прямолинейных заготовок.
JET JEB-45CR

Одно из преимуществ станка — удобная и простая система управления с помощью сенсорного экрана. Устройство может работать с рулонными материалами для обработки кромки. Ванна для клеевого раствора имеет антипригарное тефлоновое покрытие.
Еще один несомненный плюс — система централизованной смазки, благодаря которой можно поддерживать детали в работоспособном состоянии, даже если детали не были смазаны вручную.
Выбор кромкооблицовочного станка может поначалу показаться сложным. Но при правильном подходе можно получить долговечное и надежное оборудование, способное улучшить производственные процессы при изготовлении мебели в промышленных масштабах или в условиях небольшой домашней мастерской.
Устройства снятия свесов по длине и толщине щита
Следующей технологической операцией является снятие свесов кромочного материала по длине детали. Она выполняется с помощью суппорта сопровождения, электрошпиндель которого с пилой малого диаметра вращается с частотой 12–18 тыс. об/мин. Щит своими передней и задней кромками взаимодействует с упорами, скользящими по торцам щита, и пила, двигаясь вместе со щитом, производит поперечный рез, опиливая свисающий впереди и позади щита припуск кромочного материала. Поскольку ширина кромочного материала всегда выбирается с припуском по толщине щита, следующей операцией является снятие свесов по толщине щита по каждой из его пластей. Свесы снимаются фрезерными узлами, электрошпиндели которых могут наклоняться до 45 градусов. Такой узел в зависимости от вида установленной фрезы может формировать как прямую, наклонную, так и радиусную фаску по ребру щита. Электрошпиндели устанавливаются на рычагах, к которым крепятся копирные ролики большого диаметра. Копирный ролик катится по поверхности щита, повторяя все его неровности и исключая как ступеньку на ребре кромочного материала, так и выфрезеровывание пласти щита у кромки.
В некоторых станках установлены последовательно два фрезерных узла с различными фрезами – первый узел с прямой фрезой для предварительного (чернового) фрезерования, второй – наклонный, для профилирования, чаще – формирования радиусной формы ребра щита, включение (совместное или раздельное) которых осуществляется с пульта управления. Станки средней и высокой производительности, как правило, оснащаются фрезерно-обгонным узлом, позволяющим радиусными фрезами обрабатывать и углы деталей в местах стыковки кромочного материала.
Изготовление кромкооблицовочного станка своими руками
Облицовка кромок деталей мебели является важным этапом ее производства. Качественные кромки помогают защитить материал, будь то дерево или фанера, от различного негативного воздействия, а также придают ему красивый и законченный вид.
Любое нормальное предприятие, занимающееся изготовлением мебели, обязано иметь оборудование для облицовки кромок. Для этого существует специальный агрегат, который так и называется – кромкооблицовочный станок.
Если у вас есть свое небольшое производство или вы просто мастер одиночка, изготавливающих различные изделия из дерева, то вам не обязательно растрачиваться и покупать такое приспособление. Его относительно несложно сделать и собственноручно, потратив немного времени и усилий. Самодельный кромкооблицовочный станок будет выполнять свою задачу ничуть не хуже заводского агрегата, но обойдется владельцу существенно дешевле.
Особенности эксплуатации
Любое технологическое оборудование нуждается в строгом соблюдении правил безопасности, бережном уходе и профилактических осмотрах. Пренебрежение этими правилами существенно сократит срок службы воздушных редукторов, пневмоклапанов, манжет цилиндров, а также сделает работу небезопасной для оператора.










Базовые правила работы с таким оборудованием сводятся к следующему.
- Перед запуском необходимо настроить оборудование.
- Контролируйте состояние кабелей и защитных устройств, которые защищают станок и пользователя. Даже малейшее повреждение способно привести к выходу электроузлов из строя и необходимости сложного ремонта.
- Сведите к минимуму риск перекоса подпитывающего напряжения по фазам. При эксплуатации станка всегда имеется вероятность скачков напряжения. Для устранения данной проблемы следует установить фильтры и систему стабилизаторов.
- Не допускайте попадания в станок воды, масла или грязи. Некоторые пользователи убирают кромочники сжатым воздухом, однако делать этого не нужно. Высокое давление приводит к тому, что в незащищенные участки попадают инородные тела. Лучше пользоваться щетками.
- В конце работы смазывайте узлы и детали.

Очень важно точно выставлять параметры нагрева и правильно выбирать клеящий состав. При использовании клея низкого качества клеевая станция быстро загрязняется, а это влечет за собой необходимость замены всех расходников
При обнаружении любых нарушений в работе станка приостановите работу в соответствии с инструкцией и пригласите профессионалов для консультации.
Типичная конструкция
Чтобы изготовление кромкообрезного станка своими руками прошло успешно, нужно ознакомиться с типичной конструкцией подобного агрегата.
Система подачи облицовки состоит из рулона, гильотины и специальных роликов. Также предусмотрен специальный магазин, куда подается начало ленты. Она протягивается роликами до самой детали, которую нужно обработать, по пути покрываясь слоем подходящего клея, разогретого до нужной температуры.
Есть некоторые типы облицовочных материалов, которые сразу идут уже с нанесенным на них клеем. В таком случае достаточно их разогреть перед использованием. Если этого нет, то клей содержится отдельно в специальной ванночке. Ее температура принимает типичные значения в 150-200 градусов Цельсия.
Прижим между деревянной деталью и облицовкой выполняется специальным опорным роликом, хотя их может быть и несколько. Делая самодельный кромкооблицовочный станок, можно вполне обойтись и одним таким элементом, добавляя нужное усилие своей физической силой.
Видео: Самодельный кромочный станок.





