
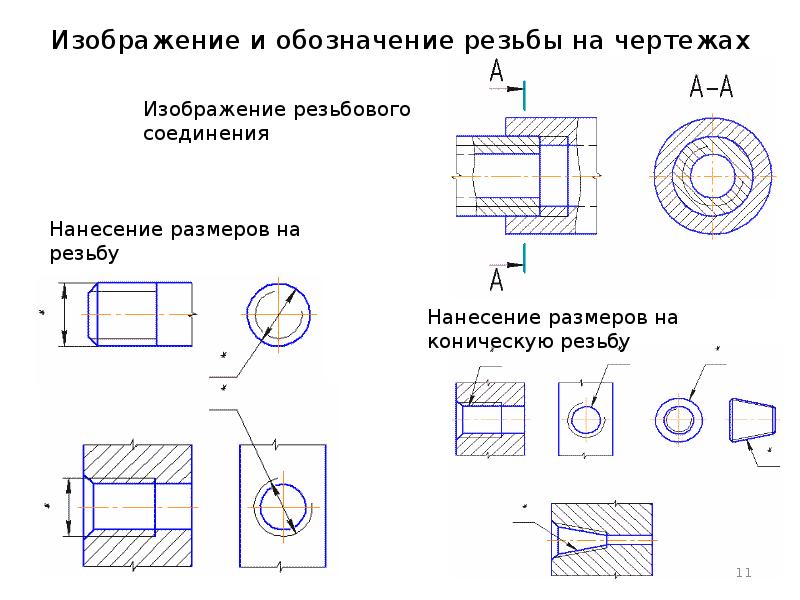
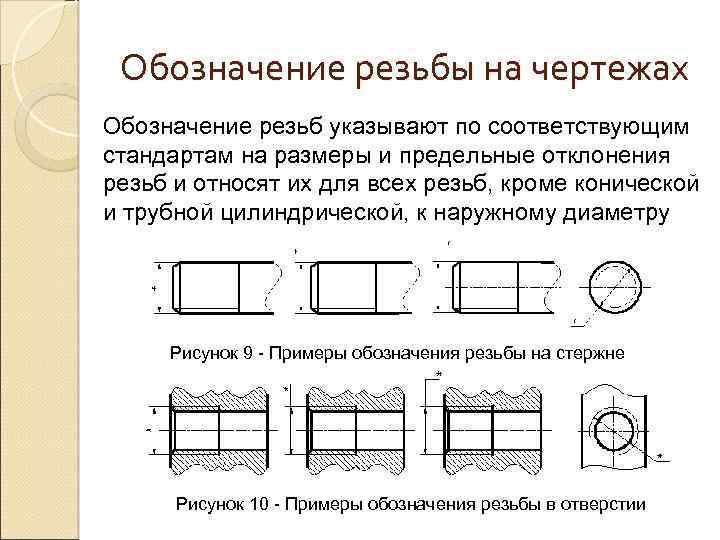
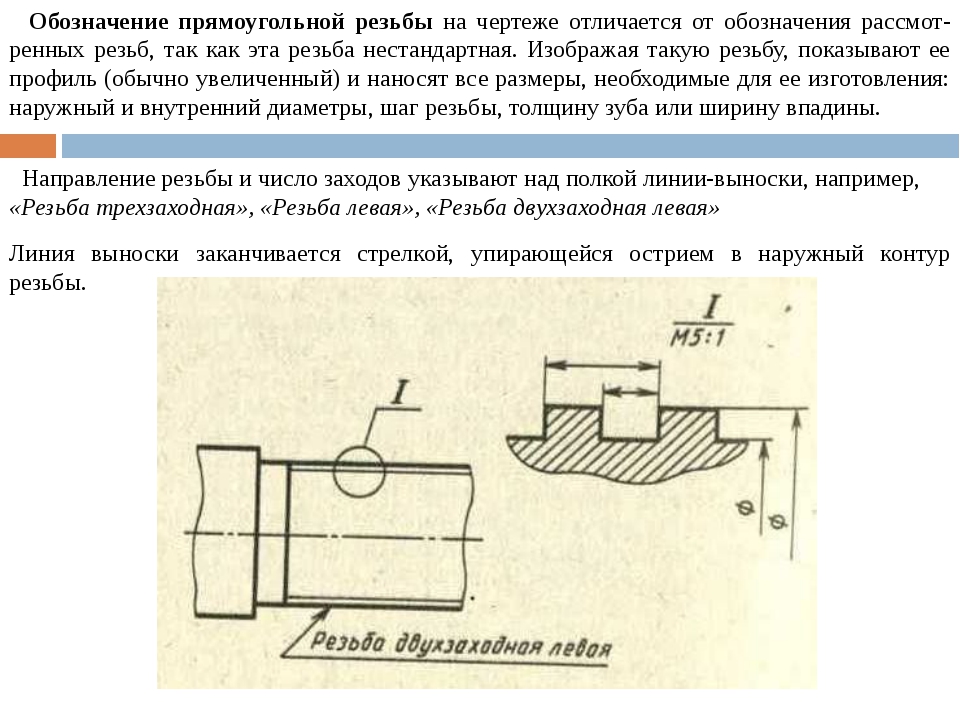
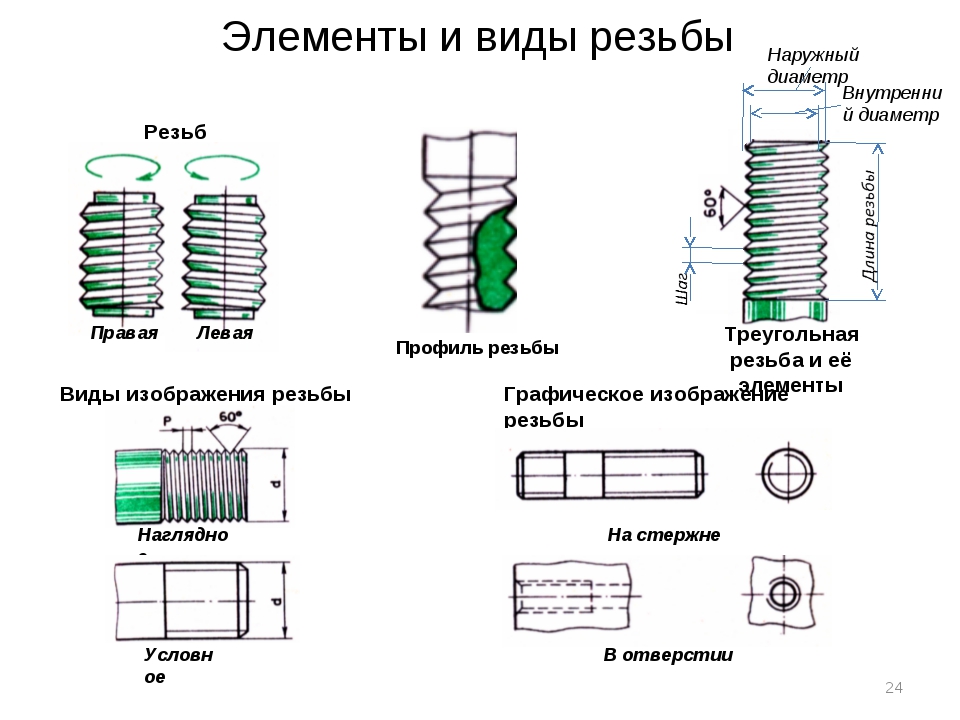
Назначение резьбы и ее элементы
Назначение рассматриваемого крепежного элемента заключается в соединении и фиксации отдельных элементов. Рассматриваемые изделия могут быть предназначены для передачи вращения или некоторых усилий. Основными элементами можно назвать:
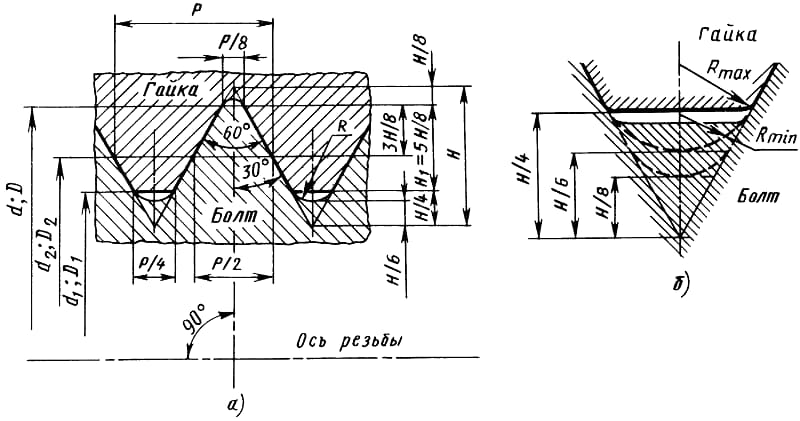
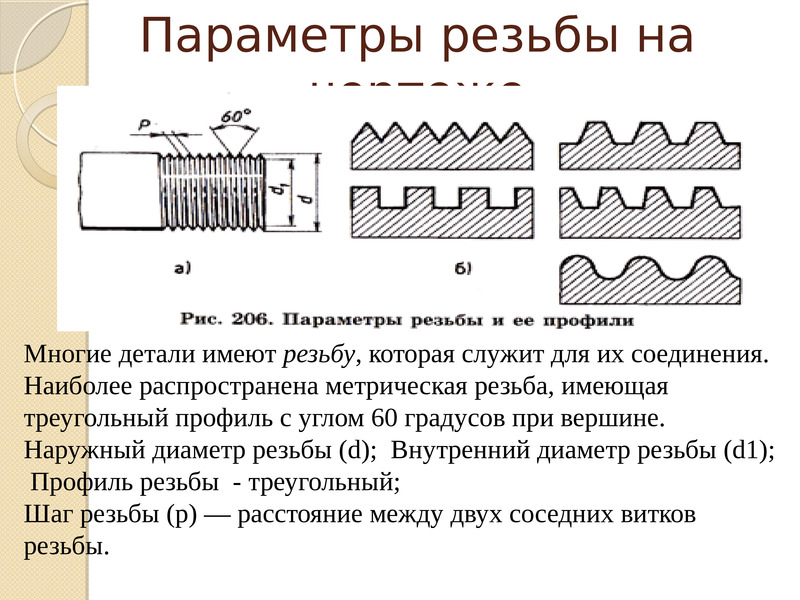
- Профиль рассматривается в сечении, которое образуется при прохождении через ось. Другими словами, создаваемая ось рассекает изделие по полам, в результате чего отображается определенная форма. На основе полученного изображения можно определить некоторые другие наиболее важные параметры.
- Витком называют часть поверхности, которая образуется при полном обороте. В некоторых случаях указывается число витков рабочей части. Определить этот показатель можно при делении протяженности рабочей части на показатель шага.
- Угол профиля образуется между боковыми сторонами. В некоторых случаях этот параметр указывается на чертежах. Для обозначения угла применяется плоскость, проходящая через ось изделия.
- Шаг резьбы считается наиболее важным параметром, который указывается в технической документации и на чертежах. Подобный параметр определяет расстояние между параллельными точками двух рядом лежащих впадин. В метрических указанное расстояние обозначается в миллиметрах.
- Высота профиля считается также важным параметром. Он учитывается при проектировании различных изделий. Высота профиля – расстояние, которое образуется между вершиной витков и основанием. С увеличением этого параметра существенно повышается прочность получаемого соединения, но усложняется процесс свинчивания.
- Наружный, средний и внутренний диаметр. На чертежах и в другой технической документации, как правило, указывается наружный диаметр – диаметральный размер, который описывает около резьбовую поверхность. Другие показатели учитываются крайне редко, но также заносятся в специальные таблицы.
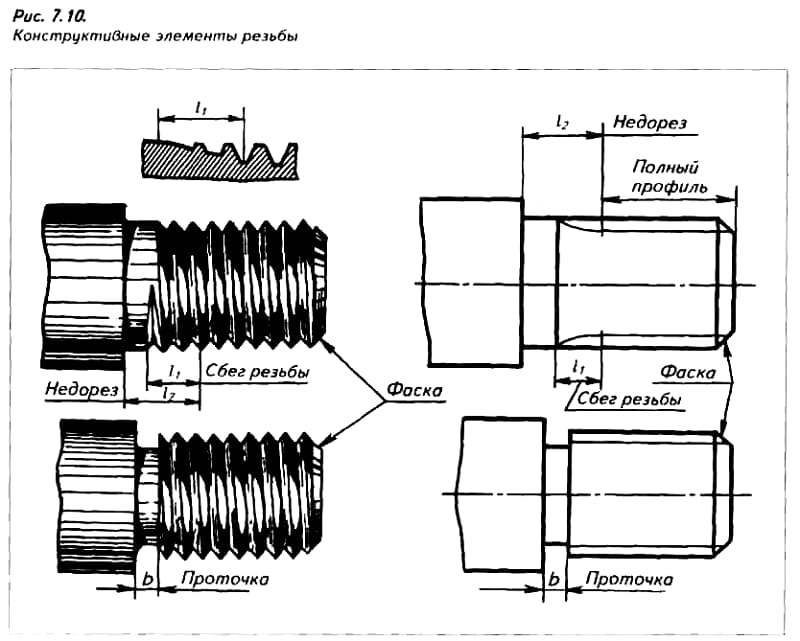
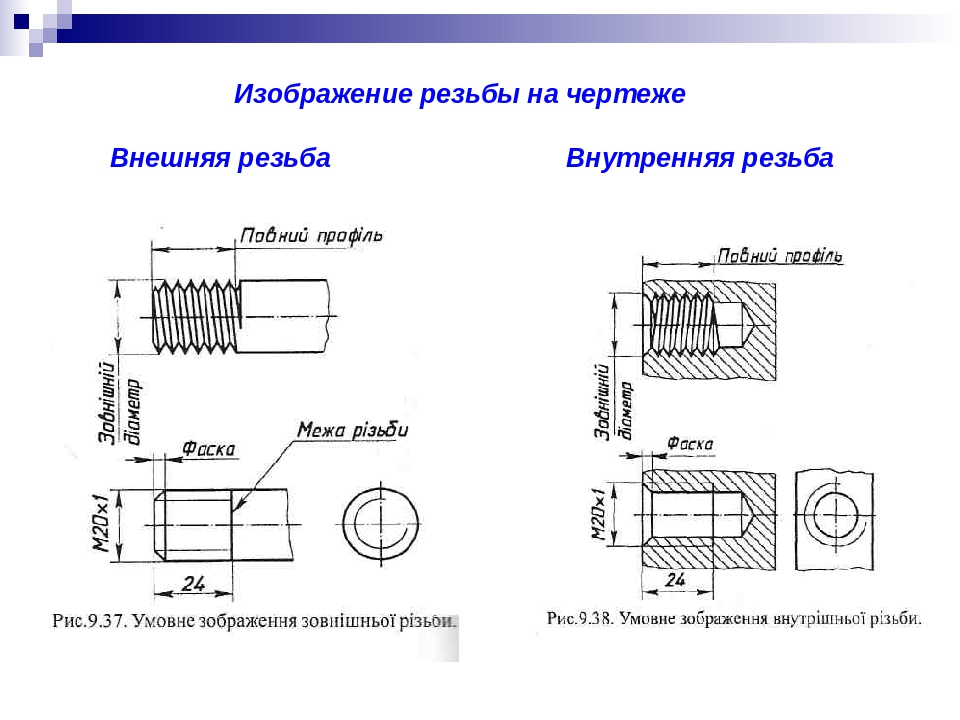
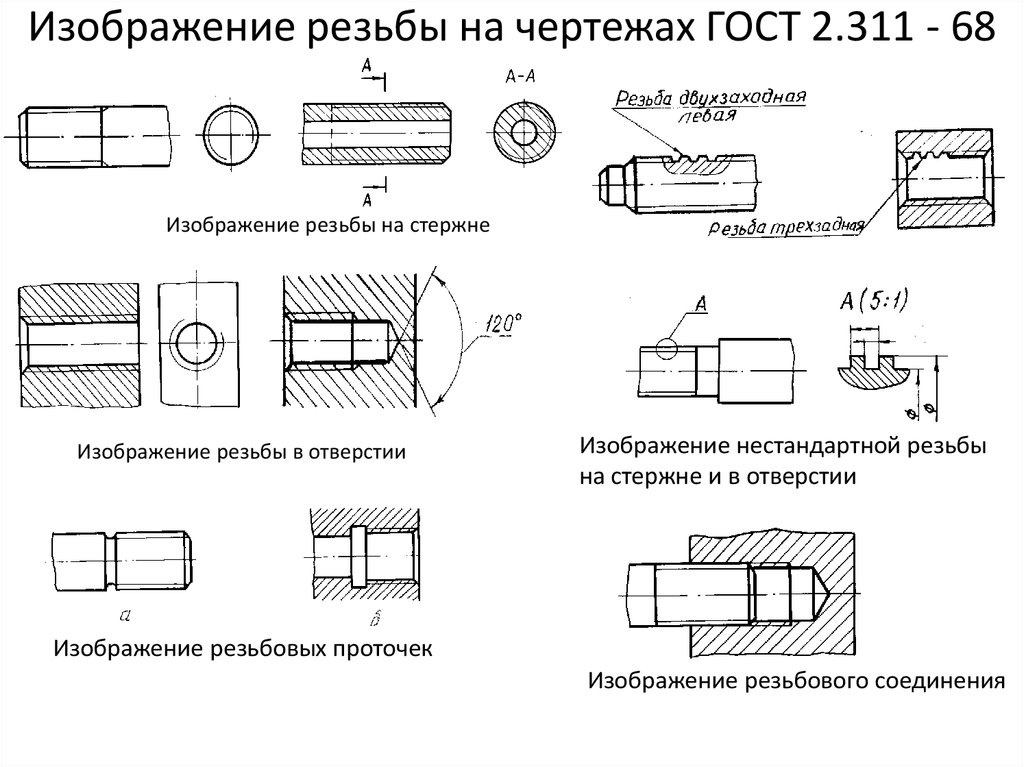
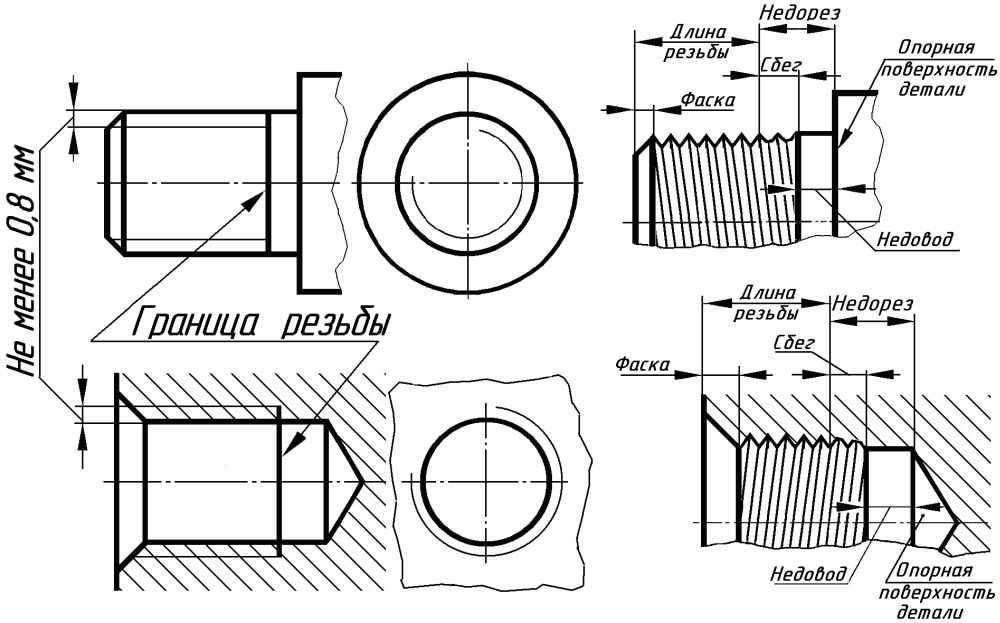
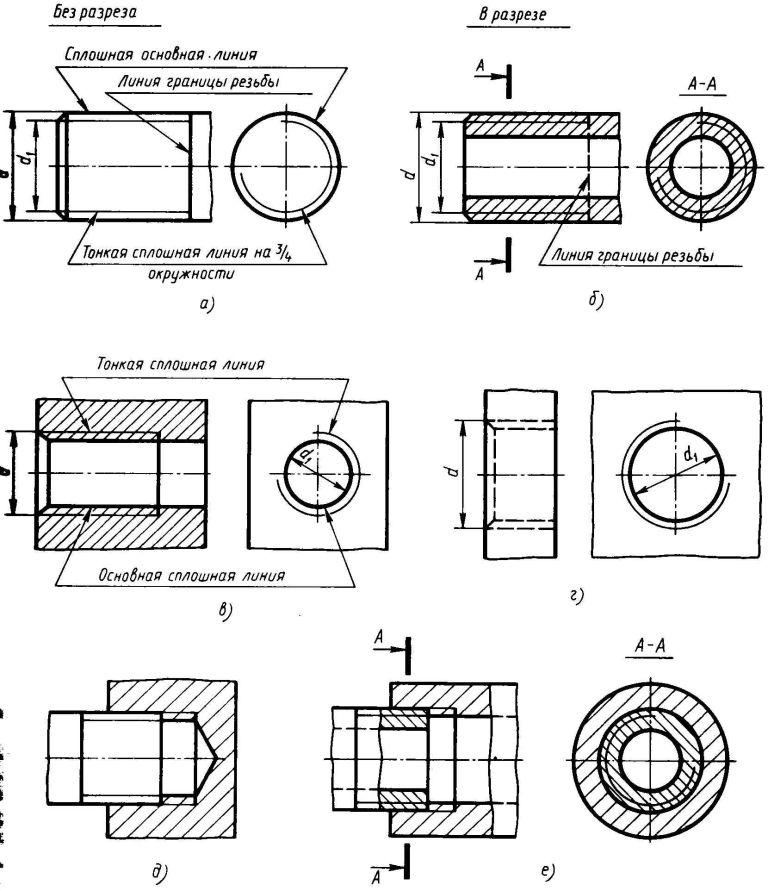
Элементы резьбы
Схематическое изображение элементов резьбы
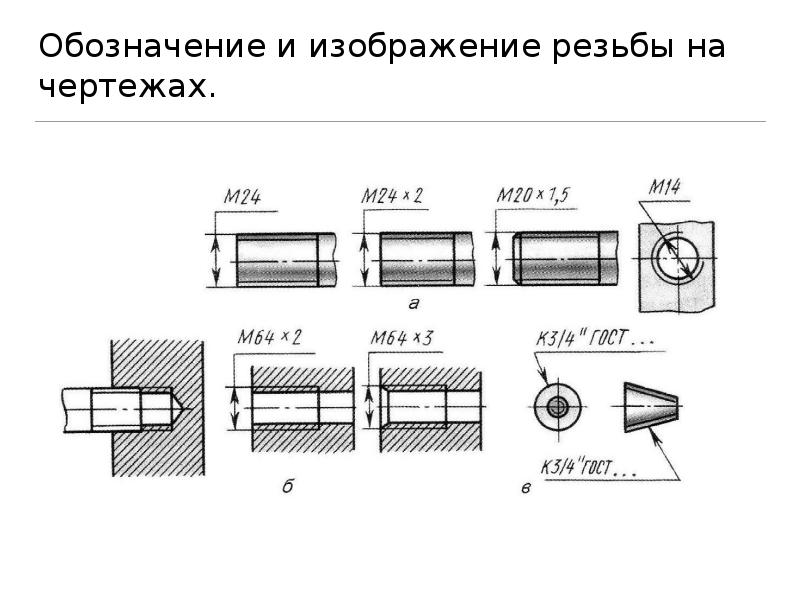
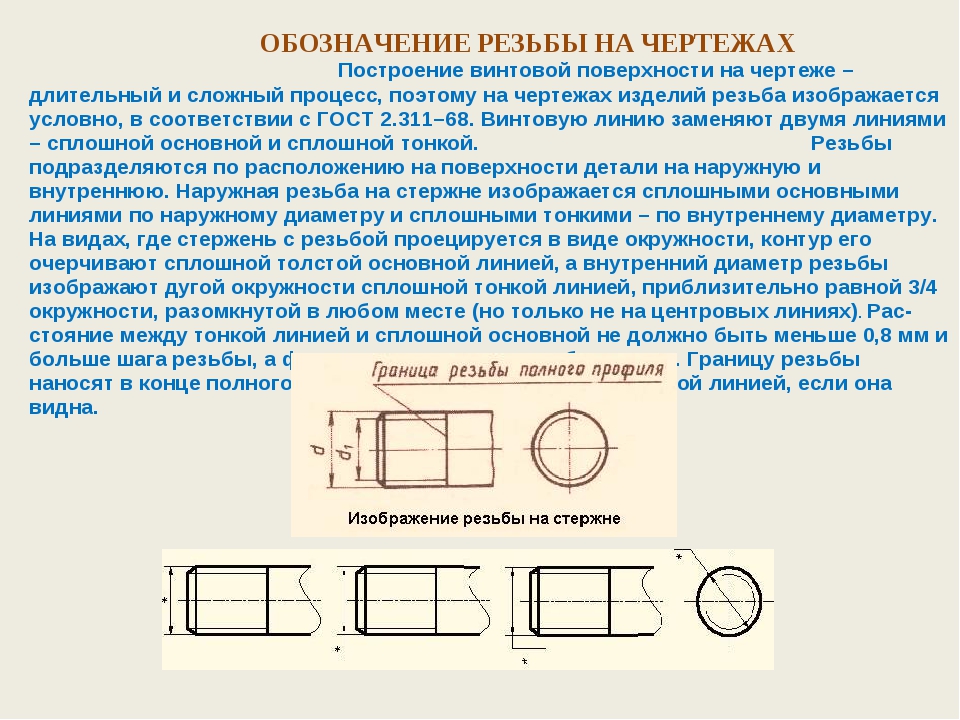
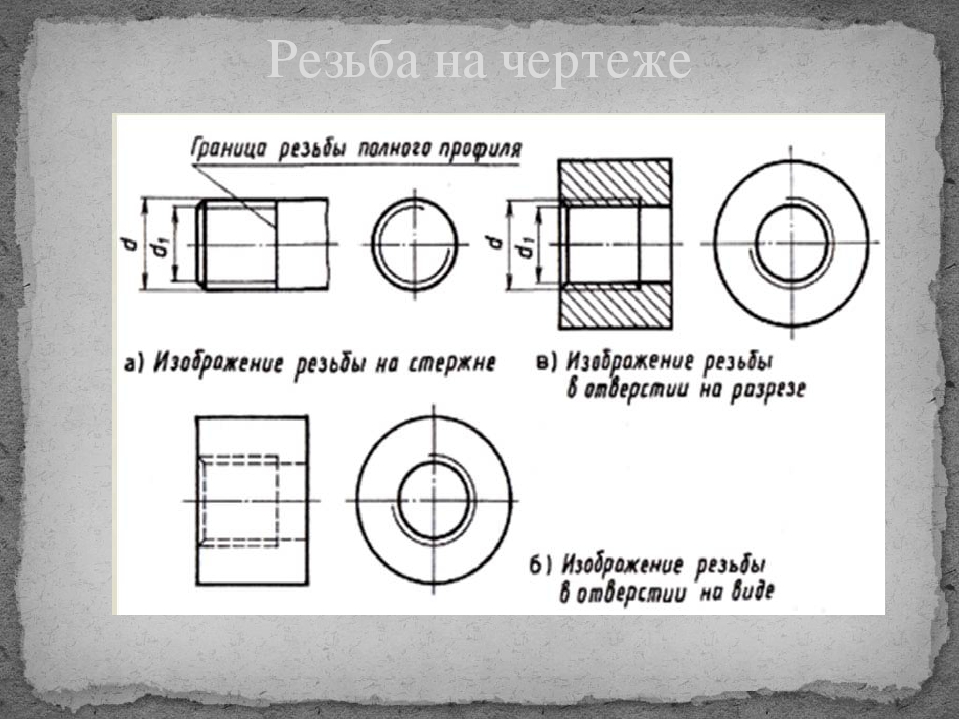
Некоторые из приведенных выше параметров указываются на чертежа специальными обозначениями, другие можно найти в специальной технической документации. При нарезании витков уделяется информация наружному диаметру и шагу их расположения.
Применение
Метрическая резьба широко распространена в странах бывшего советского союза. Используется для нанесения как на внутренние, так и наружные плоскости крепежных элементов. Обычно применяется для крепежа металлоконструкций различного типа. Для этих целей изготавливаются разнообразные болты (анкерные и обычные) и другие типы крепежей. Особо назначение она нашла в машиностроении, возведении инженерных коммуникаций, особенно в сантехнической сфере. Большинство фитингов для труб и емкостей производятся с нанесением резьбы такого типа.
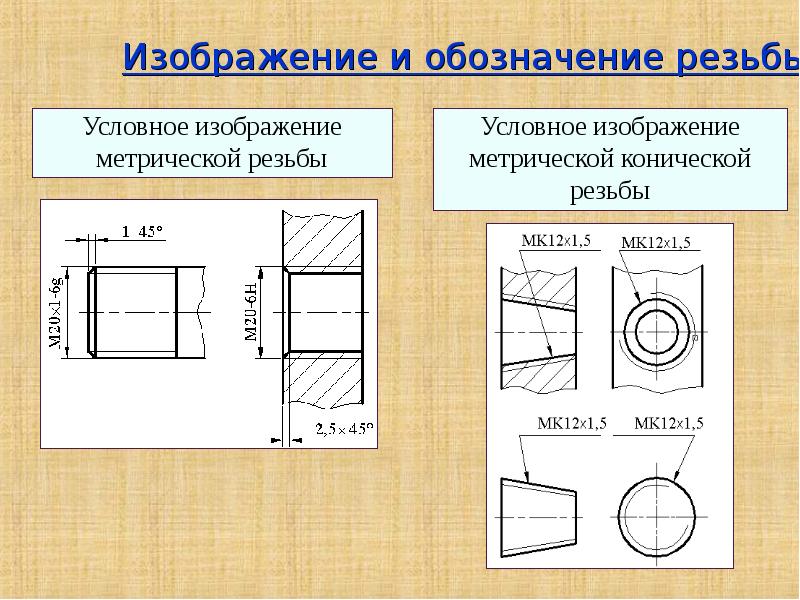
Чаще всего такой тип резьбы наносится на предметы цилиндрической формы. Но в некоторых случаях, когда нужно добиться герметичности, используют коническую форму. Такая форма, с нанесенной метрической резьбой, позволяет добиться максимальной герметичности, даже без использования дополнительных уплотнительных средств. Чаще всего применяется для монтажа трубопроводов.
Ключевые характеристики нарезок
Основными характеристиками любой резьбы, в том числе и для труб, являются:
- Шаг (P, pitch)- расстояние между соседними витками.
- Внешний диаметр.
- Внутренний диаметр.
- Ход — расстояние, на которое переместится крепеж в продольном направлении за один полный оборот. Для однозаходной накатки ход равен шагу, для многозаходной — шагу, умноженному на число заходов.

Диаметр дюймовой резьбы
Этих данных достаточно для подбора совместимого фитинга или арматуры в магазине. Для изготовления резьбового соединения на токарно-винторезном или фрезером станке понадобятся и другие характеристики резьбы, такие, как углы наклона профиля и другие.
Выбор инструмента

Для борьбы с проблемный крепежом годится не всякий инструмент. | Фото: popularmechanics.com.
Чтобы открутить прикипевший болт или гайку, нужен накидной ключ или головка, желательно с 6 гранями. Обычный рожковый ключ, скорее всего, соскользнет, слижет грани и может привести к травмам. 12-ти и 18-гранный инструмент использовать нежелательно, так как велика вероятность проскальзывания.
Если же крепеж и так слизан, стоит обзавестись специальной головкой, которая так и называется «для сорванных граней» или экстрактор.

Набор торцевых головок для удаления поврежденных гаек и головок болтов. | Фото: yaplakal.com.
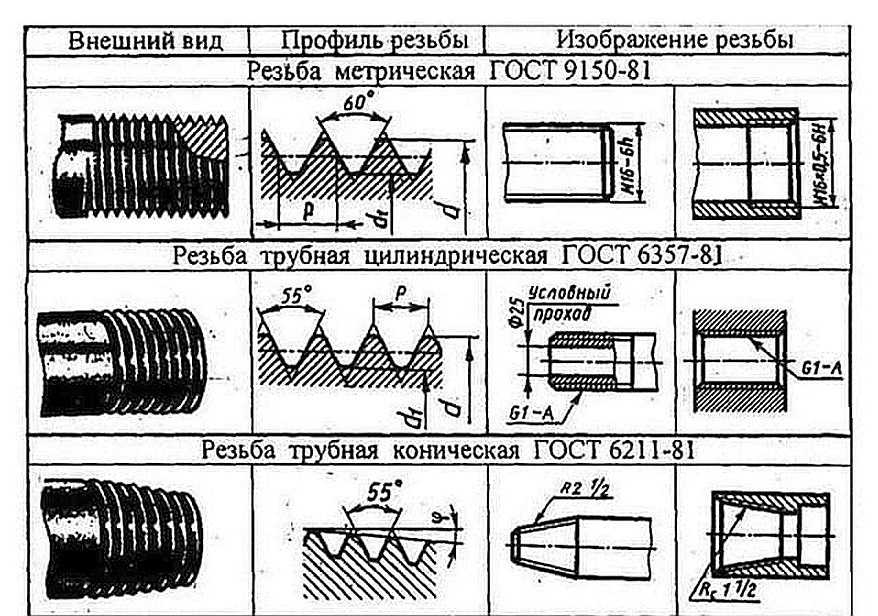
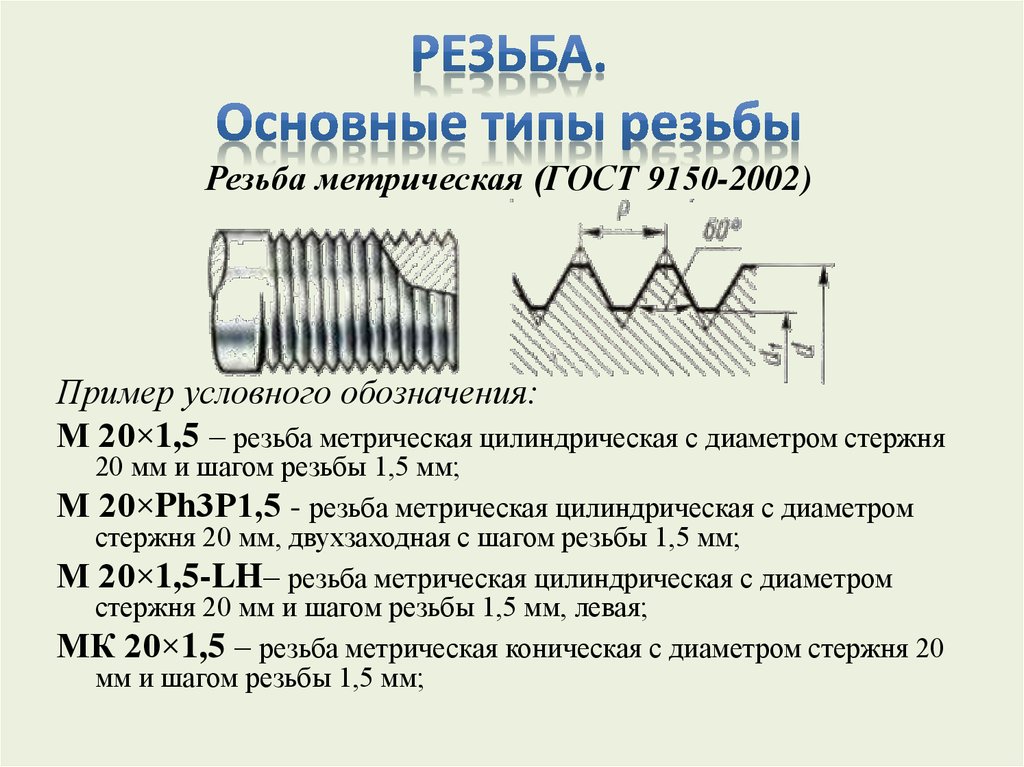
Резьба метрическая цилиндрическая
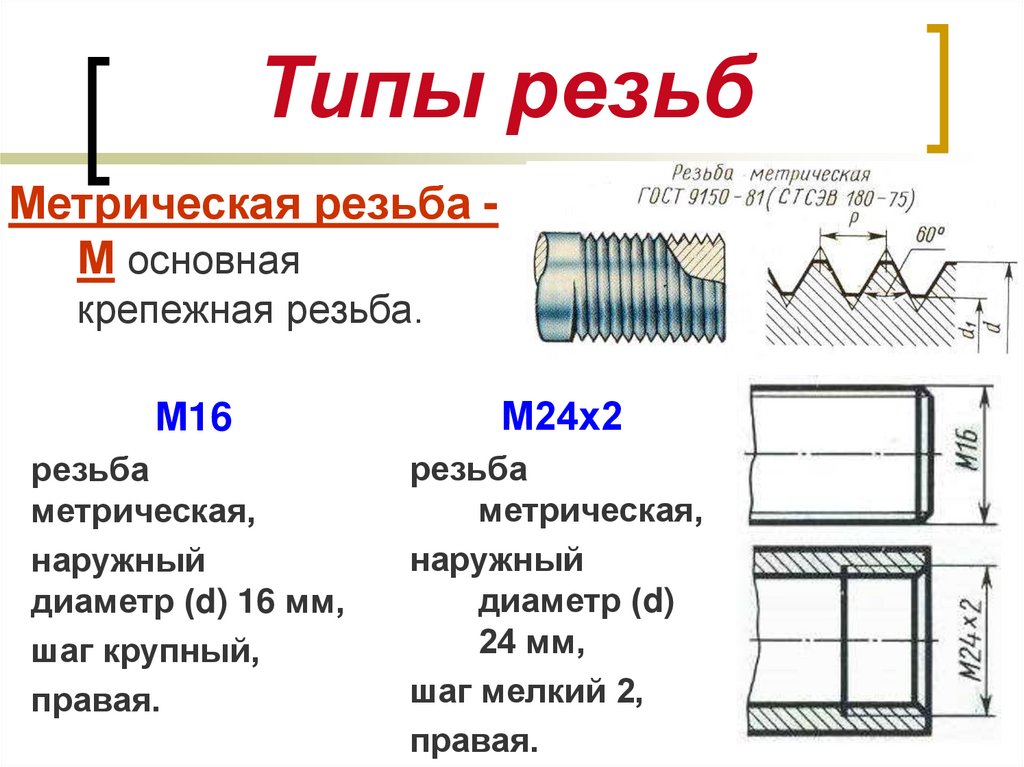
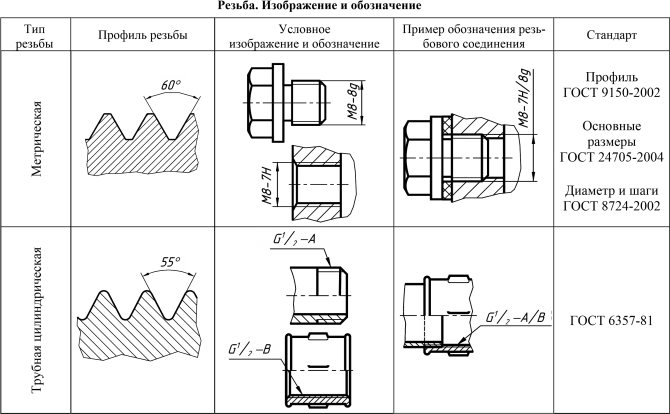
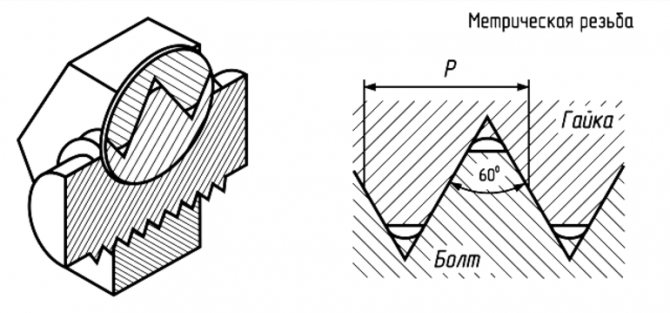
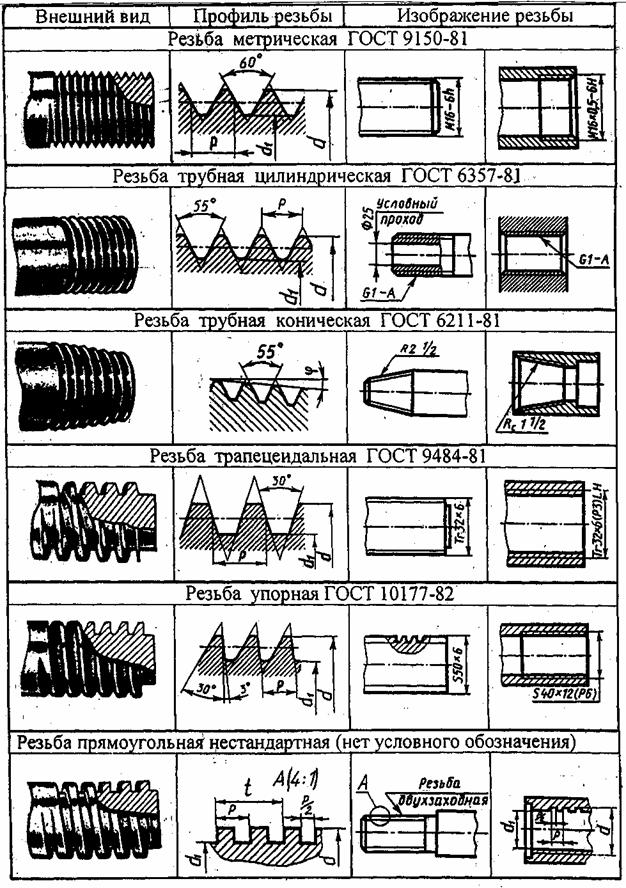
При производстве крепежных деталей используются различные метрические резьбы, но чаще всего применяются цилиндрические с треугольным профилем с углом профиля 60°. При этом деталь, на которой нанесена резьба, имеет форму цилиндра, а сама резьба имеет одинаковый диаметр по всей длине этой детали.
Именно о такой резьбе будет идти речь дальше. При использовании такой резьбы в гайке нужно правильно измерить ее размер. Для этого нужно измерить наружный размер резьбы, нанесенной на болт.
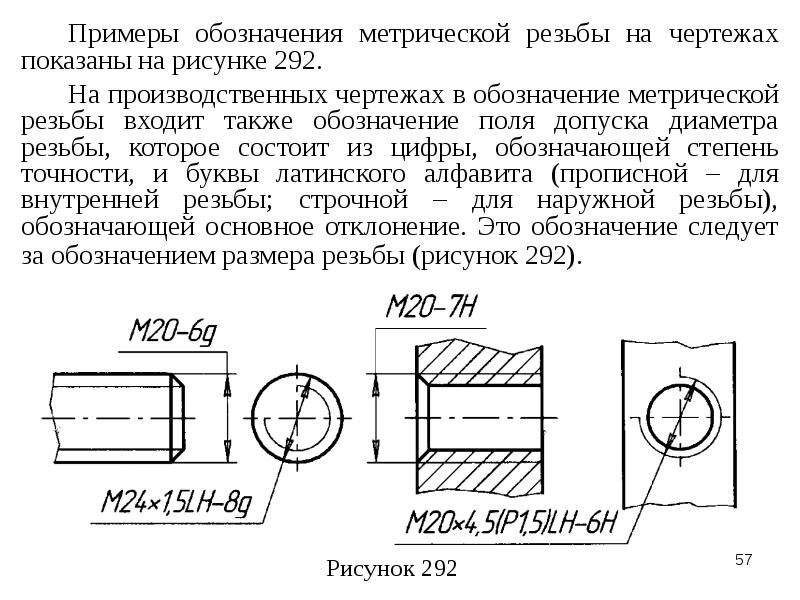
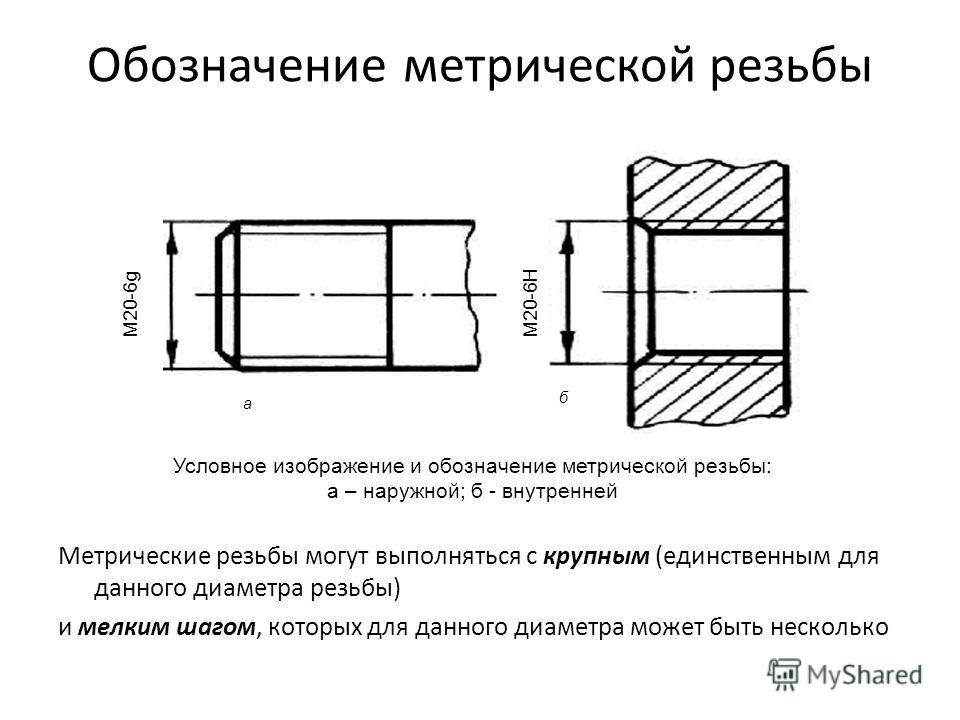
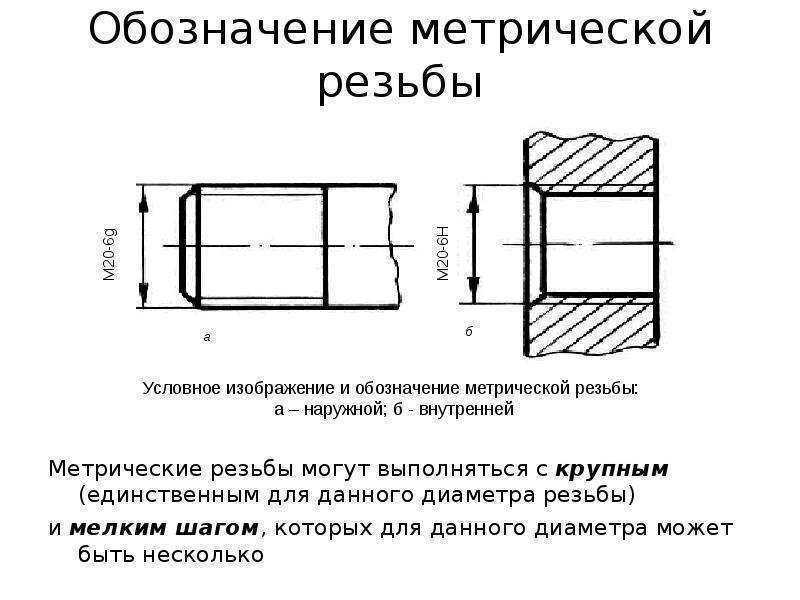
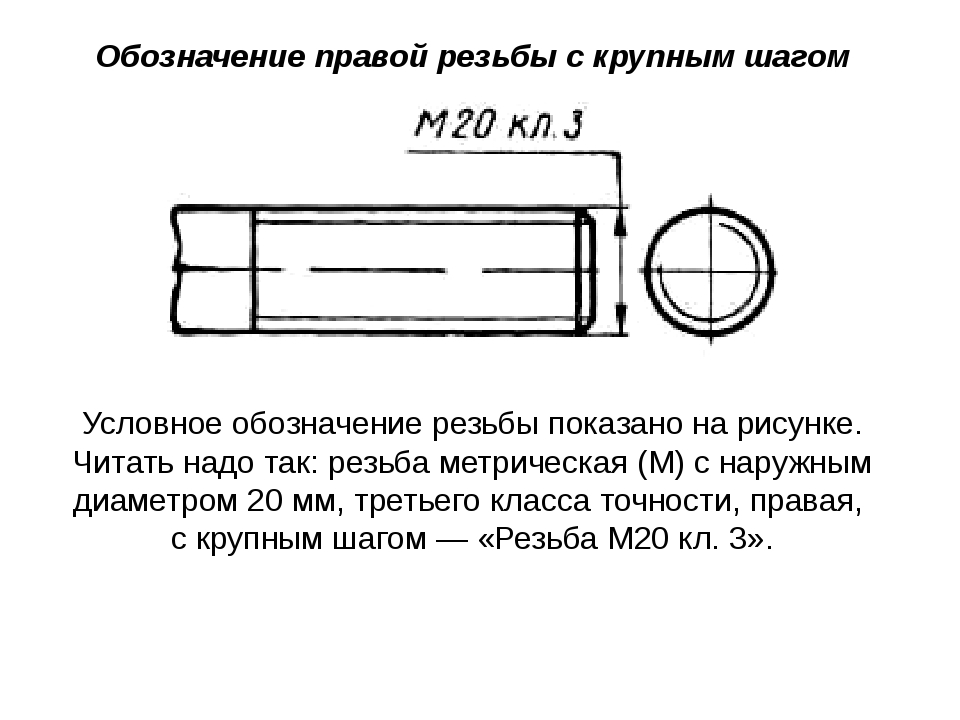
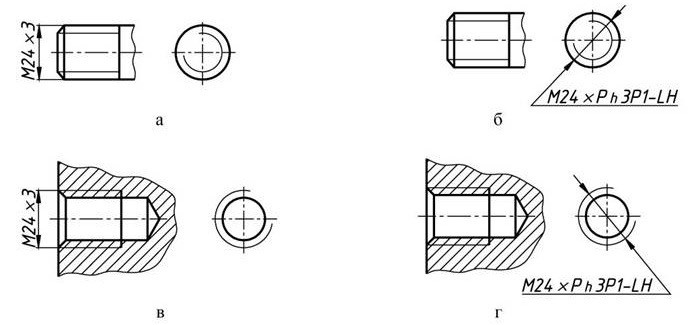
Обозначается метрическая резьба латинской буквой М. Резьба может быть крупной, мелкой и особо мелкой. За нормальную принята крупная резьба:
- если шаг резьбы крупный, то размер шага не пишется: М2; М16 ? для гайки; М24х90; М90х850 ? для болта;
- если шаг резьбы мелкий, то размер шага пишется в обозначении через символ х: М8х1; М16х1,5 ? для гайки; М20х1,5х65; М42х2х330 ? для болта;
- Метрическая цилиндрическая резьба может быть нанесена как в правом, так и в левом направлении. Правое используется в большинстве случаев, поэтому никак не обозначается на детали. Если же применяется левое направление, то обозначение имеет символ LH: М16LH; М22х1,5LH ? для гайки; М27х2LHх400; М36LHх220 ? для болта;
Определить шаг метрической резьбы можно двумя способами. Во-первых, можно просто взять метрический резьбомер (специальный прибор), во-вторых, можно измерить длину десяти витков и полученную цифру разделить на 10.


Размеры болгарок
Болгарка – это угловая шлифовальная машина, применяемая для обработки и резки прочных материалов. Она используется в строительных, демонтажных и ремонтных работах. Популярность инструмента обусловлена относительно невысокой стоимостью и широкими возможностями. Шлифмашина считается одним из самых востребованных инструментов, благодаря своей универсальности. Она пользуется популярностью как среди профессиональных строителей, так и у обычных пользователей. Признание этот инструмент получил благодаря огромному разнообразию видов, размеров и их ценовой категории.
Особенности расположения
Для начала, нужно сказать о том, что у большинства автомобилей моторы расположены в одинаковой позиции, благодаря чему, крутятся они правильно. И, порядок работы будет общим. Для того чтобы шкив генератора не проворачивался, многие рекомендуются применять подручные металлические средства, которые вставляются в отверстие шкива и масленого насоса.
Но, может случиться и так, что указанный насос имеет такое размещение, при котором у него могут быть повреждены определённые детали в процессе демонтажа шкива.

Иногда применяется лом или отвёртка
К тому же, он изготовлен из алюминия и имеет очень небольшие габариты, а вот усилия в работе нужно приложить существенные. Так что, нужно быть очень осторожным, чтобы не сломать шкив.
Обозначение резьбы трубной конической на чертеже гост
Трубная коническая резьба
Стандарт распространяется на трубную коническую резьбу с конусностью 1 : 16, применяемую в конических резьбовых соединениях, а также в соединениях наружной конической резьбы с внутренней цилиндрической резьбой с профилем по ГОСТ 6357-81.
98. Профиль и основные размеры, мм, трубной конической резьбы
Конусность 2 tg (j/φ 2) = 1 : 16; φ = 3 ° 34′ 48 »; φ /2 = 1 ° 47′ 24 » d и D — наружные диаметры соответственно наружной и внутренней резьбы d1 и D1 — внутренние диаметры соответственно наружной и внутренней резьбы d2 и D2 — средние диаметры соответственно наружной и внутренней резьбы P — шаг резьбы φ — угол конуса φ/2 — угол уклона H — высота исходного треугольника H1 — рабочая высота профиля R — радиус закругления вершины и впадины резьбы С — срез вершин и впадин резьбы
H = 0,960237P H1 = 0,640327P С = 0,159955 P R =0,137278P
l1 — рабочая длина резьбы l 2 — длина наружной резьбы от торца до основной плоскости
Обозначение размера резьбы
Число шагов на длине 25,4 мм
Диаметры резьбы в оновной плоскости
99. Допуски трубной конической резьбы (по ГОСТ 6211-81)
Обозначение размера резьбы
Смещение основной плоскости резьбы
Предельные отклонения диаметра внутренней цилиндрической резьбы
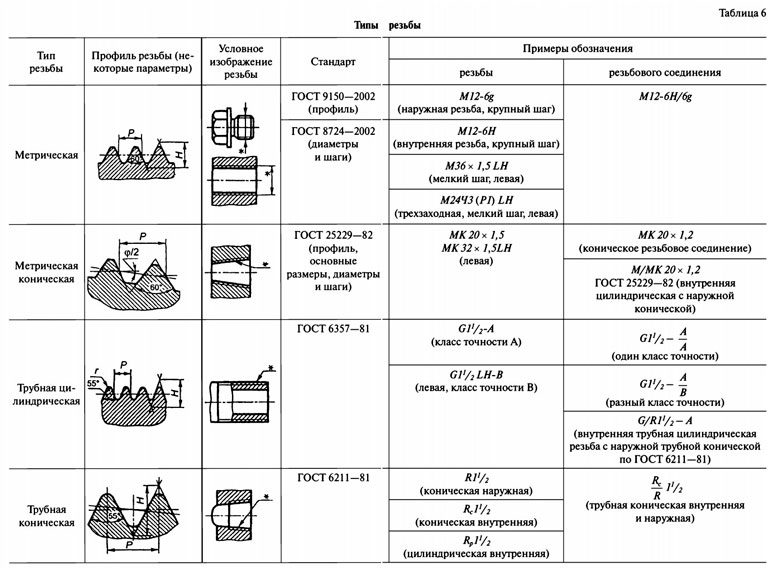
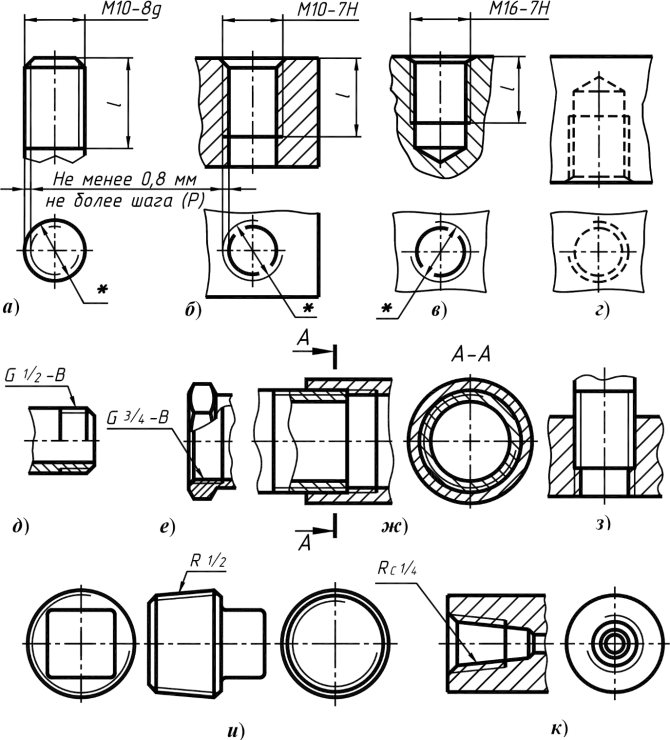
Примечание. Предельное отклонение ± Δ1 l 2 и ± Δ1 l 2не распространяется на резьбы с длинами, меньшими указанных в табл. 98. Допускается применять более короткие длины резьб. Разность действительных размеров l 1 — l 2 должна быть не менее разности номинальных размеров l 1и l 2 указанных в табл. 98. Осевое смещение основной плоскости Δ1 l 2наружной и Δ2 l 2внутренней резьбы относительно ее номинального расположения не должно превышать значений, указанных в табл. 99. Допускается соединение наружной конической резьбы с внутренней цилиндрической резьбой класса точности А по ГОСТ 6357-81. Длина внутренней конической резьбы должна быть не менее 0,8 (l 1 — Δ1 l 2 ), где Δ1 l 2— см. табл. 99. Конструкция деталей с внутренней резьбой (конической и цилиндрической) должна обеспечивать ввинчивание наружной конической резьбы на глубину не менее l 1 + Δ1 l 2 В условное обозначение резьбы должны входить буквы (R — для конической наружной резьбы; Rc — для конической внутренней резьбы; Rp, — для цилиндрической внутренней резьбы) и обозначение размера резьбы. Условное обозначение для левой резьбы допускается буквами LH. Примеры обозначения резьбы :


внутренняя трубная цилиндрическая резьба: 1 1/2; Rр 1 1/2;
левая резьба: R 1 1/2LH; Rc 1 1/2LH; Rp 1 1/2LH.
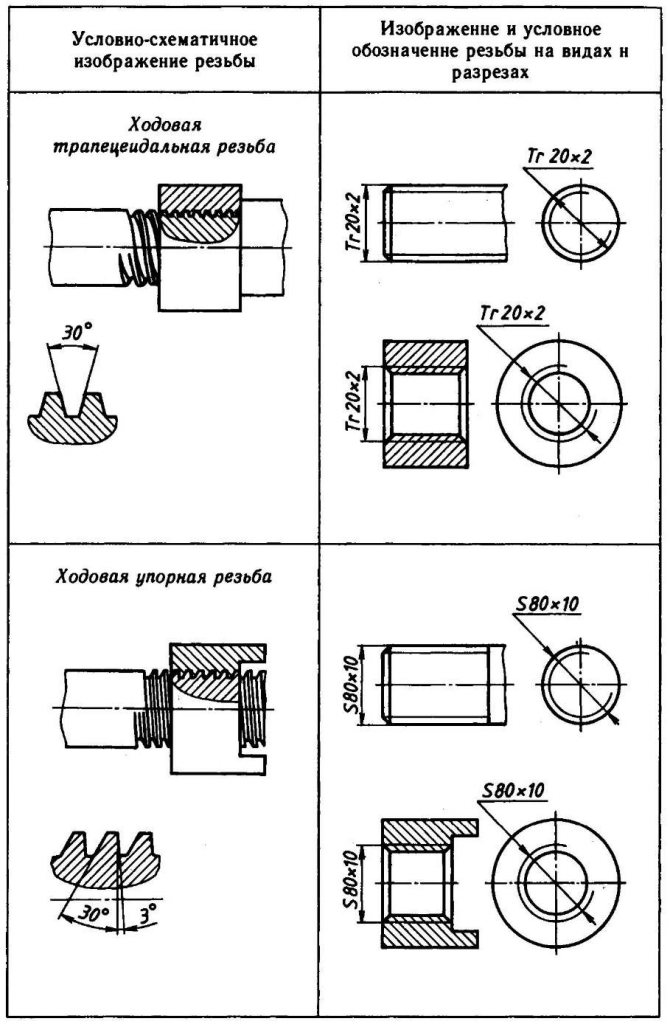
Трапецеидальная резьба (по ГОСТ 9484-81)
100. Профили и размеры резьбы Размеры, мм
Основной профиль наружной и внутренней резьбы
d — наружный диаметр резьбы (винта); D — наружный диаметр внутренней резьбы (гайки); d2 — средний диаметр наружной резьбы; D2 — средний диаметр внутренней резьбы; d1— внутренний диаметр наружной резьбы; D1 — внутренний диаметр внутренней резьбы; Р — шаг резьбы; Н — высота исходного треугольника; H1— рабочая высота профиля.
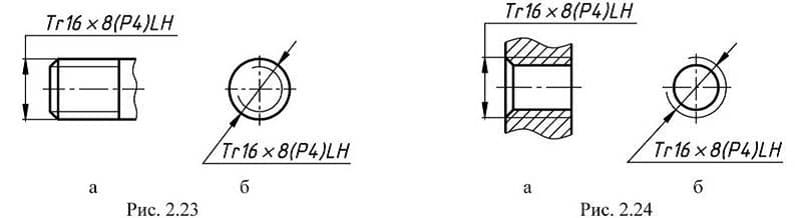
Пример условного обозначения трапецеидальной однозаходной резьбы номинальным диаметром 20 мм, шагом 4 мм и полем допуска среднего диаметра 7е:
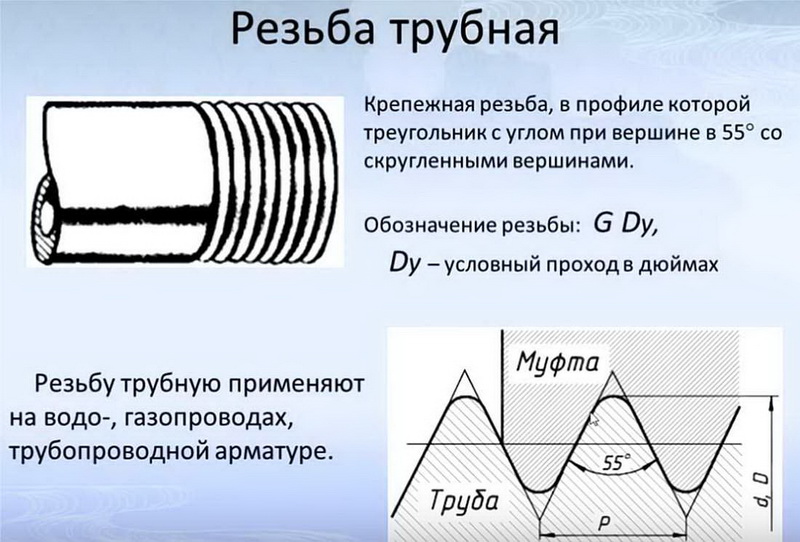
Сегодня поговорим об обозначении трубной резьбы на чертеже. Почему это актуально – объяснять не надо, не найдется в доме помещения, где бы не использовались трубы.
Пара слов о теории. Трубная резьба (ТР) получается в результате нарезки спиралевидных каналов на теле трубы (или внутри ее).
Такая резьба предназначена для монтажа разъемного (это обязательное условие) соединения любых трубопроводов (полимерных, металлических и др.).
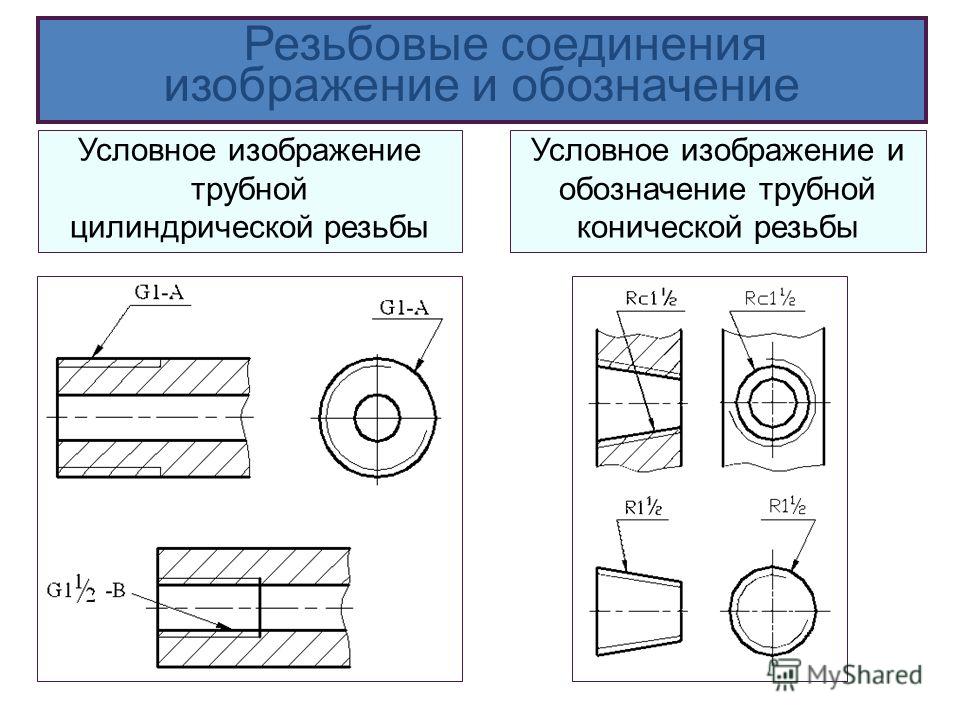
Когда мы имеем дело с ТР, необходимо помнить, что она обычно исполняется у двух видах.
- Цилиндрическом (G-тип). В этой версии нарезается спиралевидная канавка, имеющая треугольный профиль и угол 55° градусов на вершине.
- Коническом (R-тип). В этом случае нарезается аналогичная канавка на пологом участке с конусностью 1:16.
- Следует добавить, что существует еще дюймовый вариант. Это тот случай, когда треугольного профиля канавка с углом в 60° градусов на вершине нарезается на конической поверхности. Этот вариант в настоящее время применяется очень редко, его обозначение не рассматриваем.
Таким образом, на чертеже трубная резьба будет обозначено либо G-типом, либо R-типом. Но каким конкретно будет обозначение? Есть ли какие-то отличия в идентификации? Что мы должны увидеть?
Главное о секретных болтах
Предназначение секретного болта – защита колес от хищения. Крепежная единица имеет головку под специальный ключ. Ключ от болтов будет иметь только владелец авто. Секретки популярны среди автолюбителей, и множество автомастерских имеют в наличии похожие или аналогичные ключи, поэтому рекомендуется подбирать нераспространенные модели.
Преимущество и отличие от обычных болтов крепления
Преимущества и отличия от традиционных болтов следующие:
- Головка болта располагается с низкой посадкой.
- Элементы защищены специальными кольцами.
- Секретные болты на колеса выполнены из высококачественного сырья.
Разновидности
Отдельные конструкционные отличия следует учитывать при выборе секреток:
- Изделия имеют наружную головку в форме звездочки или многогранника. Модели пользуются большой популярностью среди потребителей.
- Болт с головкой внутренней формы в виде звездочек или специальных форм. Минусом таких секреток является склонность к накоплению грязи.
- Элемент с одним или несколькими защитными кольцами.
- Болты, которые имеют головки нестандартных размеров. Форма рисунка бывает внутренней или наружной.
- Секретные болты на колеса с несколькими отверстиями в головке. Конструкционные особенности состоят в том, что отверстия расположены не по строго установленной системе, а соответствуют определенным габаритам головки крепежа. Приспособиться и открутить данный тип метиза в случае потери секретного ключа будет затруднительно.
Как устанавливаются противоугонные болты
Особенности монтажа противоугонных болтов:
- При демонтаже гаек или болтов нужно помнить, в какую сторону откручивать болт на колесе – против часовой стрелки.
- На одно колесо устанавливают лишь один замок. Работу производят при помощи баллонного ключа. Перед установкой рекомендуется смазывать болты пластичными смазками.
- Секретка затягивается без чрезмерных усилий, лучше применить динамометрический инструмент.
- Делают проверку наличия пробела между колесным диском и гайкой либо соответствия нужной длины болта.
- Устанавливают пластиковые заглушки.
При замене колес используют графитную или медную смазку.
Производители и стоимость
Список популярных производителей следующий:
- Секретные болты модель I-1 (SL): 1000- 1200 руб./комплект.
- Starleks Wheel Locks: 1000 руб./комплект. По отзывам потребителей, изделие имеет очень хлипкую втулку, которая быстро раскалывается при эксплуатации.
- Колесные секретные элементы Matrix: 530 руб./комплект.
- Колесные секретки Drinty: в зависимости от модели цена составляет 1010-1040 рублей. Гайки имеют относительную защиту от взломов.
- McGard Ultra High Security: 3150 руб. – самый дорогой и надежный комплект.
Коническая резьба NPT/NPTF: основные характеристики и стандарты
Внешний вид конической NPT резьбы Резьба NPT/NPTF (с англ. national pipe taper/national pipe tapered fuel) представляет собой американский стандарт на конусную трубную резьбу. Этот стандарт применятся к трубам и арматурным изделиям, которые изготовлены в США.

Конусная трубная резьба NPT соответствует ГОСТу 6111-52 «Резьба коническая дюймовая с углом профиля 60 градусов», который действует на территории большинства стран СНГ.
Национальная ассоциация по гидравлическим приводам Соединенных Штатов не советует использовать стандарты NPT и NPTF в гидравлике. Но несмотря на это применение этих стандартов очень распространено.
Схема NPT резьбы
Виды дюймовой резьбы:
- NPT – резьба с конусностью 1:16 и углом профиля 60°. Такая резьба соответствует стандартам ANSI B1.21.1, FED-STD-H28/7 .
- NPS – цилиндрическая резьба.
- NPTF – герметичная дюймовая резьба с углом профиля 60°, уплотнение происходит за счет смятия резьбы. Этот вид дюймовой резьбы соответствует стандартам SAE J476, ANSI B1.20.3, FED-STD-H28/8.
Основные параметры самых распространенных резьбовых соединений NPTF:
| Номинальный диаметр, дюйм | Основной диаметр, мм | Отверстие под резьбу, мм | Число витков на дюйм | Шаг, мм |
| NPTF 1/16″ | 7.870 | 6.00 | 27 | 0.940 |
| NPTF 1/8″ | 10.217 | 8.25 | 27 | 0.940 |
| NPTF 1/4″ | 13.577 | 10.70 | 18 | 1.411 |
| NPTF 3/8″ | 17.016 | 14.10 | 18 | 1.411 |
| NPTF 1/2″ | 21.211 | 17.40 | 14 | 1.814 |
| NPTF 3/4″ | 26.566 | 22.60 | 14 | 1.814 |
| NPTF 1″ | 33.195 | 28.50 | 11.5 | 2.209 |
| NPTF 1 1/4″ | 41.952 | 37.00 | 11.5 | 2.209 |
| NPTF 1 1/2″ | 48.021 | 43.50 | 11.5 | 2.209 |
| NPTF 2″ | 60.060 | 55.00 | 11.5 | 2.209 |
| NPTF 2 1/2″ | 72.642 | 65.50 | 8 | 3.175 |
| NPTF 4″ | 113.913 | 107.00 | 8 | 3.175 |
Основные параметры самых распространенных резьбовых соединений NPT:
| Номинальный диаметр, дюйм | Основной диаметр, мм | Отверстие под резьбу, мм | Число витков на дюйм | Шаг, мм |
| NPT 1/16″ | 7.870 | 6.00 | 27 | 0.940 |
| NPT 1/8″ | 10.217 | 8.25 | 27 | 0.940 |
| NPT 1/4″ | 13.577 | 10.70 | 18 | 1.411 |
| NPT 3/8″ | 17.016 | 14.10 | 18 | 1.411 |
| NPT 1/2″ | 21.211 | 17.40 | 14 | 1.814 |
| NPT 3/4″ | 26.566 | 22.60 | 14 | 1.814 |
| NPT 1″ | 33.195 | 28.50 | 11.5 | 2.209 |
| NPT 1 1/4″ | 41.952 | 37.00 | 11.5 | 2.209 |
| NPT 1 1/2″ | 48.021 | 43.50 | 11.5 | 2.209 |
| NPT 2″ | 60.060 | 55.00 | 11.5 | 2.209 |
| NPT 2 1/2″ | 72.642 | 65.50 | 8 | 3.175 |
| NPT 4″ | 113.913 | 107.00 | 8 | 3.175 |
| NPT 5″ | 141,300 | 134,384 | 8 | 3.175 |
| NPT 6″ | 168,275 | 161,191 | 8 | 3.175 |
| NPT 8″ | 219,075 | 211,673 | 8 | 3.175 |
| NPT 10″ | 273,050 | 265,311 | 8 | 3.175 |
| NPT 12″ | 323,850 | 315,793 | 8 | 3.175 |
Для создания NPT (NPTF) соединения применяются специальные резьбонарезные установки с метчиком (плашкой или резьбонарезной головой).
ПрофИнст Строй предлагает вашему вниманию оборудование, с помощью которого вы сможете качественно нарезать NPT (NPTF) резьбу на трубах и заготовках:
- Резьбонарезные головы от 1/2 до 2 дюймов. Предназначены для качественной высокопроизводительной нарезки резьбы. Безопасная и быстрая замена.
- Ручные резьбонарезные клуппы от 1/2 до 1.1/4 дюймов. Предназначены для нарезания трубной конической резьбы на водопроводных, электрических или газовых трубах. Обладает высокой производительностью и удобный в транспортировке.
- Ручные резьбонарезные клуппы от 1/2 до 2 дюймов. Могут широко использоваться при монтаже оборудования и в строительной промышленности, идеально подходят для повышения производительности труда, сокращения времени строительства, обеспечения его качества, а также снижения интенсивности труда.
- Электрические резьбонарезные станки от 1/2 до 2 дюймов. Высокопроизводительный резьбонарезной станок для мобильного и стационарного использования. Подходит для долговременной эксплуатации в интенсивном режиме в цехе и на стройплощадке, применяется при монтаже систем отопления и водоснабжения и в серийном производстве. Станок нарезает точную резьбу очень высокого качества.
- Электрические резьбонарезные станки от 1/2 до 3 дюймов. Станок предназначен для нарезки винтовой и цилиндрической резьбы на трубах. Используется для изготовления точных, надежных резьбовых соединений на трубах и болтах в соответствии с нормами. Он рассчитан на длительное промышленное использование.
- Электрические резьбонарезные станки от 1/2 до 4 дюймов. Станок предназначен для нарезки трубной и метрической резьбы. Используется для изготовления точных, надёжных резьбовых соединений на трубах и шпильках в соответствие с нормами.
Резьба NPT используется в соединениях с повышенными требованиями к герметичности. Соединения с такой резьбой способны выдерживать сильное давление циркулирующей среды по трубопроводу.
Чтобы купить оборудование для нарезания конической резьбы NPT (NPTF) на трубах, свяжитесь с менеджерами ПрофИнст Строй по контактным телефонам: +375 (17) 256-22-55, +375 (29) 602-00-80, +375 (29) 766-07-00, мы подробно расскажем об особенностях работы, устройстве и специфике данного типа оборудования.
Технология нарезки резьбового конусного соединения
В промышленном производстве npt резьба выполняется на специализированном резьбонарезном станке с помощью мечника, закрепленного на вращающемся шпинделе, в автоматическом режиме формирующий резьбу на неподвижно закрепленной трубе.

Конструкция и типы метчиков
Метчик состоит из деталей:
- хвостовика;
- рабочей части;
- заборного элемента;
- калибровки.
С помощью хвостовика метчик крепят в шпинделе станка или в патроне при нарезке резьбового соединения внутри трубы. Нарезку делает рабочая часть, напоминающая винт со спиральными канавками. Переднюю часть метчика часто называют заборным элементом, имеющим вид конуса. Начинает нарезку резьбы именно заборный элемент, затем продолжает калибровка. Резьбу выполняют зубья,называющиеся режущими перьями, образующие углубления — канавки, по которым удаляется стружка. Заточка зубьев подчинена требованиям технологии к режущим деталям.
Выбор метчика
Выбор метчика зависит от назначения, они бывают ручными и машинными. Ручной инструмент бывает:
- плашечный;
- маточный;
- гаечный;
- специальный.

Плашечный инструмент используют для предварительной нарезки резьбового соединения за 1 проход. Очистку от стружки выполняют маточным приспособлением с канавками в правом направлении.
Бесканавочные приспособления имеют большую прочность, а протяженность завинчивающейся части дает возможность перенастраивать инструмент неоднократно. Преимущество бесканавочных метчиков — в высокой производительности и универсальность — ими можно обрабатывать трубы и глухие соединения.
По виду работ выделяют метчики черновой и чистовой, которые маркируются по размеру резьбы, выполняемой этим инструментом:
- Для резьбы по метрическому стандарту 8…18 мм применяют одинарные счетчики.
- В диапазоне 6…24 мм используют черновой и чистовой метчик.
- Резьбу 2…52 мм нарезают 3 счетчиками.
Метчики имеют прямое и винтовое исполнение, правое и левое, а режущая часть бывает конической и цилиндрической. Коническими вырезают резьбу в трубах со сквозными отверстиями, цилиндрические используют там, где нет сквозных проходов.

Процесс нарезки
Процесс резьбовой нарезки поэтапно происходит в несколько этапов:
- Задают направление, скорость вращения шпинделя.
- Заготовку закрепляют на определенном месте.
- Метчик определенного типоразмера монтируют на шпинделе, фиксируя его головку поддерживающим зажимом.
- Включают электропривод устройства.
- Резьбонарезную головку перемещают к трубному изделию управляющим рычагом.
- Фиксируют и сопоставляют автоматическим роликом заготовку и резьбонарезной резец, станок выполняет нарезку канавок заданных параметров в автоматическом режиме.
- Завершив операцию, суппорт с метчиком поднимается автоматически, отключают электропривод, демонтируют заготовку со станка.
- Выполняют проверку точности геометрических параметров, при обнаружении дефектов проводят коррекцию.
Конический профиль резьбы используется в тех случаях, когда на коммуникациях требуется полная герметичность соединений отдельных элементов труб. Неоценим способ конической резьбы при ремонтах изношенных соединений на коммунальных трубопроводах зимой — конусная резьба npt поможет восстановить герметичность.
Откручиваем и закручиваем гайки
Закрутить или открутить большую гайку на смесителе можно даже в том случае, если резьба на ней уже сорвана в результате неудачных попыток демонтирования. Решить эту задачу можно несколькими способами:
- Головку метиза зажимают в столярных тисках или струбцине и с их помощью, выполняя вращательные движения, выкручивают проблемный метиз. Теми же инструментами можно и затянуть метиз при необходимости.
- Поверх горизонтально расположенного метиза надевают с усилием гайку с большим диаметром, а затем откручивают это сооружение инструментом, подходящим под размер верхнего крепежного элемента.


В случае, когда требуется открутить метиз круглой формы или метиз, у которого все грани полностью заглажены, можно применить следующие методы:
- Надеть поверх круглого метиза другую шестигранную гайку соответствующего диаметра. Далее потребуется зажать гайку тисками или струбциной и открутить метиз.
- Надеть поверх круглой откручиваемой гайки другую вспомогательную гайку большего размера. На месте соединения гаек высверлить отверстие, в которое вставить шпильку или сверло. Далее, гайку нужно отвернуть с помощью шпильковерта.
- К одной стороне шестигранного крепежа приваривают металлический штырь, затем к штырю приваривают другой штырь – так, чтобы получился Г-образный рычаг. С помощью получившегося рычага откручивают метиз.


В некоторых случаях открутить проблемный метиз можно путем его разрушения:
- С помощью зубила и молотка можно раскачать проблемный метиз. Зубило наставляют на грань гайки и производят по зубилу удар молотком. Так поочередно проходят все грани несколько раз.
- Если в метизе высверлить несколько отверстий, то при помощи зубила с молотком можно разрушить его конструкцию.
- Крепежный элемент срезают при помощи отрезного диска болгарки или спиливают полотном ножовки по металлу.



Иногда требуется открутить туго завернутую гайку из пластика. В этом случае помогут следующие манипуляции:
- При помощи стальной ленты, которой плотно обхватывают головку гайки, выполняют вращательное движение, используя концы ленты, как рукоятку.
- К граням метиза прижимают 2 деревянные планки, поставив их друг напротив друга. Взявшись руками за концы планок, совершают вращательное движение против часовой стрелки.
- Для откручивания/закручивания можно применять разводной газовый ключ или бранши плоскогубцев, разведенные в разные стороны.


Закрутить метиз можно простым приспособлением:
- берут длинный вспомогательный болт и накручивают на него гайку;
- следом за ним накручивают еще одну, но между гайками оставляют зазор, в который помещают головку другого закручиваемого болта или гайки;
- оба метиза подкручивают на вспомогательном болте таким образом, чтобы они прочно зажимали головку монтируемого крепления;
- затем выполняют вращательные движения в сторону закручивания.

Когда процедура будет выполнена, крепления на вспомогательном болте раскручивают и приспособление убирают. Этот способ подходит и для процесса раскручивания гаек.
Конструктивные особенности крепежных болтов колес автомобиля
Параметры изделий должны соответствовать характеристикам автомобильного колеса. К основным параметрам болтов относятся:
- габариты и направление резьбы;
- размер под ключ;
- класс прочности.

Легковые
Гайки видов «А», «B» и «C» выпускаются с шестью разновидностями резьбы мелкого формата. У М12 шаг резьбы может составлять 1,25 мм, у М12, 14, 18, 20, 22 шаг резьбы равен 1,5 мм.

Грузовые
Гайки класса «D» предназначены для колес грузового транспорта. Это метизы М18, 20, 22 с шагом резьбы 1,5 миллиметров. Направление резьбы бывает правым и левым. Размер ключей под гайки – 17, 19, 24, 27, 30 или 32.

В каких сферах применяют левостороннюю резьбу
Для предотвращения раскручивания соединений
Вот простые примеры, когда необходимо применение такого нестандартного крепежа:
- В узлах и деталях, вращающихся в правую сторону, при действии механизма детали могут раскрутиться. Мощная вращательная сила механизма раскручивает гайку, поэтому, чтобы предотвратить раскручивание, применяется левый крепеж в направлении вращения вала.
- Ниппель у радиаторов отопительной системы оснащен разнонаправленной резьбой. Соединительная муфта при скручивании специальным ключом приводит к стягиванию резиновой прокладки в секциях радиаторов.
- В колесах грузовых машин ГАЗ, МАЗ, ЗИЛ используется левостороннее крепление.
- Патрон дрели со сверлом крутится вправо. Чтобы предотвратить расслабление соединения деталей, патрон крепится к валу левой резьбой.
- Лопасти домашнего вентилятора.
- Редуктор передает крутящий момент от двигателя к ножам мотокосы.
- Педали велосипеда.
- Крепление фрезы на вал, диски шлифовальных машин.
- Некоторые детали в торцовках и циркулярных пил.
В стягивающих конструкциях
Представим такую картину: хозяйки вывешивают мокрое белье на веревку на просушку. От постоянного использования веревка начинает провисать. Натяжку для белья приходится частенько регулировать. В таких случаях используют здесь болты с двухсторонней нарезкой. Одна сторона болта направляется вправо, а другая — налево. То есть в данном случае левая резьба используется, чтобы отрегулировать степень натяжки.
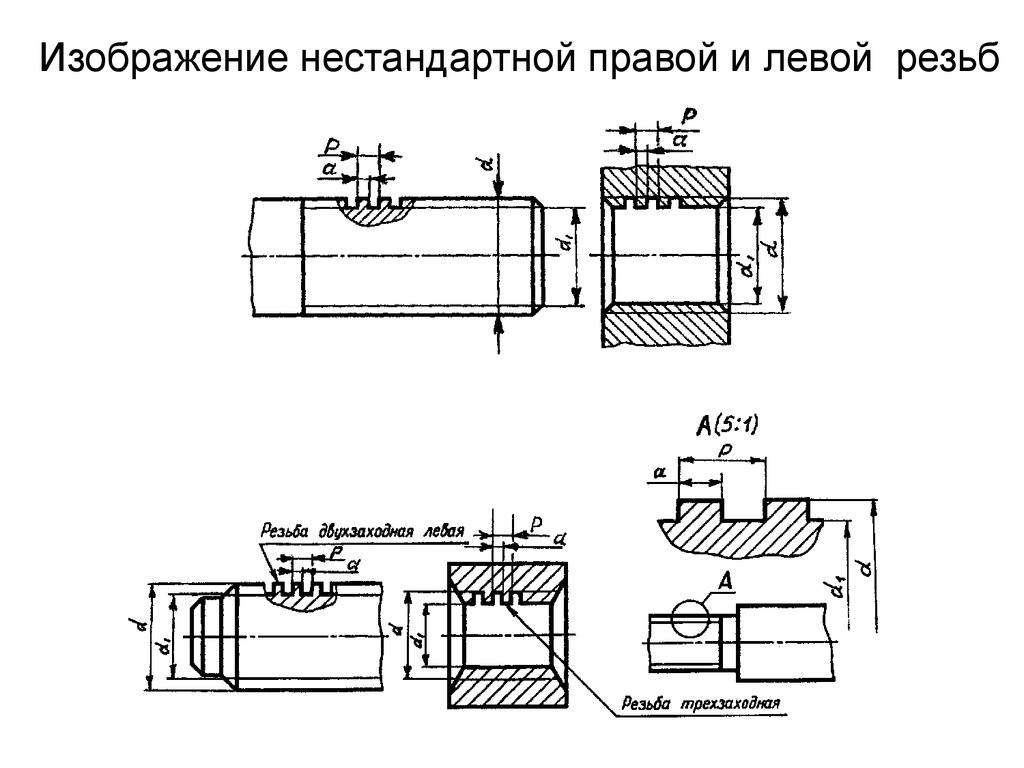
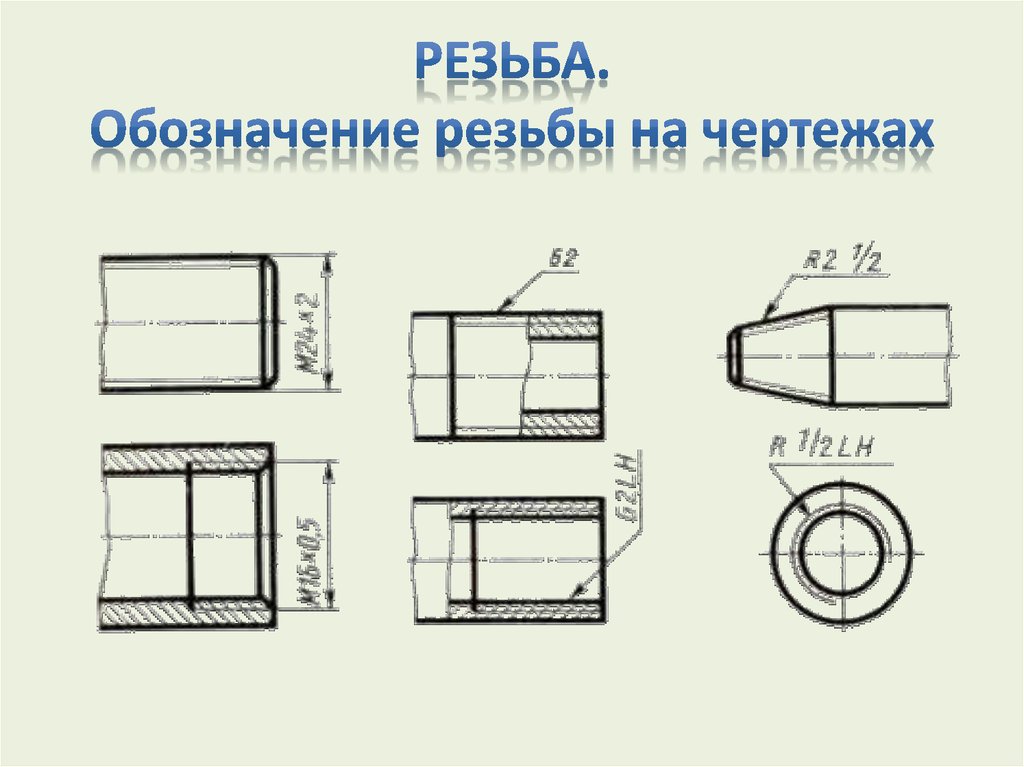
Обозначение на чертеже левой резьбы
Принцип действия можно представить так: на одном конце гайки нарезается правая резьба, а на другом –левая, вкручиваются болты. При вращении гайки в одну сторону получается удлинение, в другую – укорачивание.
Использование левостороннего крепления в стяжных конструкциях является ярким примером.
Такое устройство, используемое в такелажных работах, — талреп относится к разновидности винтовой стяжки. В данной конструкции действует пара грузозахватных элементов. На одной из них – стандартная резьба, на другой соответственно – левая. При вращении конструкции во время работы корпус элемента вращается, происходит ослабление стяжки, а изменение направления вращения приводит к нагружению (натяжению). То есть при вращении детали механизма удаляются друг от друга или сближаются.
Натягиванием тросов устанавливаются мачты на кораблях.
Для защиты от опасных действий
Для защиты от повышенной опасности при выполнении некоторых операций требуется тщательный контроль рабочего оборудования. В газовом хозяйстве вентиль редуктора баллона со сжатым пропаном оснащен левосторонней резьбой, а кислородный баллон – правой. Следовательно, присоединить к кислородному баллону баллон с пропаном невозможно. Применение такого способа помогает уменьшить вероятность печальных последствий.
Устройство наконечников
Рулевой наконечник представляет собой конструкцию, предназначенную для передачи тягового усилия на поворотные кулаки. К поворотному кулаку наконечник крепится через шарнирное соединение, имеющее определенную степень жесткости. С другой стороны наконечник устанавливается на рулевую тягу через жесткое резьбовое соединение.
Непосредственно на самой рулевой тяге находится резьба и контровая гайка, за счет которой подбирается оптимальное положение рулевого наконечника. Резьба на рулевой рейке необходима для фиксации наконечника относительно заводских параметров и сохранения углов сход-развала.
Шаровое соединение на наконечнике надежно защищено резиновым пыльником, внутри которого расположена смазка, требуемая для правильной работы шарового соединения. Смазочные материалы снижают нагрузки на трение при работе узла, а так же защищают частично шаровой механизм от ржавчины, так как защитная функция механизма в первую очередь возложена на резиновый пыльник.
Использование шарнирного механизма в конструкции наконечника обеспечивает несколько важных функций при управлении автомобилем, а именно:
- демпфирование ударов от дорожного покрытия;
- снижение вибраций на рулевом колесе;
- улучшение «информативности» рулевого колеса;
- надежное соединение рулевого механизма с поворотными кулаками.





