
Шовный способ
Она представляет собой два ролика, между которыми закрепляются детали. Ролики располагаются параллельно друг друга. На их рабочей части закрепляются пуансоны или специальное кольцо. Эти элементы и формируют стыковочный шов. Разделить шовную сварку можно на два вида:
- Односторонняя – вращается один ролик, другой прочно зафиксирован в одном положении.
- Двухсторонняя – два ролика приводятся в движение с помощью электродвигателей.
Процесс скрепления металлических листов:
- Зона которая будет скрепляться, изначально обезжиривается и очищается от грязи с ржавчиной.
- Детали прижимаются между роликами.
- После запуска двигателя, они начинают вращаться и прогоняют детали через рабочую часть. Так получается ровный однородный шов.
Металлурги часто соединяют таким образом большие листы алюминия и других цветных металлов. Однако, нужно помнить о том, что сплошные швы снижают прочность общей детали. Из-за этого шовная методика была со временем модернизирована. В процессе развития технологий появился метод шовно-точечного соединения. Он подразумевает под собой установку на ролики пуансонов, которые делают шов разбитым на множество точек. Таким образом он получается гораздо прочнее.
Пайка силумина в домашних условиях — Справочник металлиста
Сварка силумина – способ соединения деталей сложной формы или конструкции путем сваривания их кромок в защитном газе. Реализация операции на практике не особенно сложна, если понимать специфику процесса.
При нагревании сплав окисляется, что значительным образом осложняет процесс соединения изделий. Вот почему в процессе сварки не обойтись без защитного газа.
Особенные свойства силумина
Силумин представляет собой алюминиевый сплав с добавлением кремния, среди достоинств которого выделяется небольшая удельная масса, высокая прочность, стойкость к химическому воздействию и коррозии.
Сварка силумина в среде защитного газа.
Интересный факт! Сплав не поддается коррозийным процессам, так как на его поверхности образуется защитная пленка из оксидных соединений. Даже крохотное повреждение поверхности металлической конструкции из силумина приводит к контакту молекул алюминия и кислорода из воздуха.
Также к специфическим характеристикам силумина причисляют: легкий вес, высокую пластичность, доступную стоимость, широкую распространенность.
Благодаря таким качествам материал может применяться для создания изделий со сложной формой, которые должны соответствовать жестким требованиям по прочности, устойчивости перед коррозией и износу.
Силуминовые конструкции нашли применение в авиа-, мото- и машиностроении, его активно используют при производстве бытовой техники, сантехники.
Для пайки силумина применяется та же технология, что и при работе с алюминием, ‒ сварка не плавящимся электродом в аргоновом облаке. Защитный газ необходим для предотвращения окисления металла при контакте с кислородом.
Если при сваривании силумина в домашних условиях пренебречь аргоном, кромки деталей окислятся, на них образуется прочная, жаростойкая пленка, мешающая нормальному свариванию поверхностей.
Технология пайки силумина
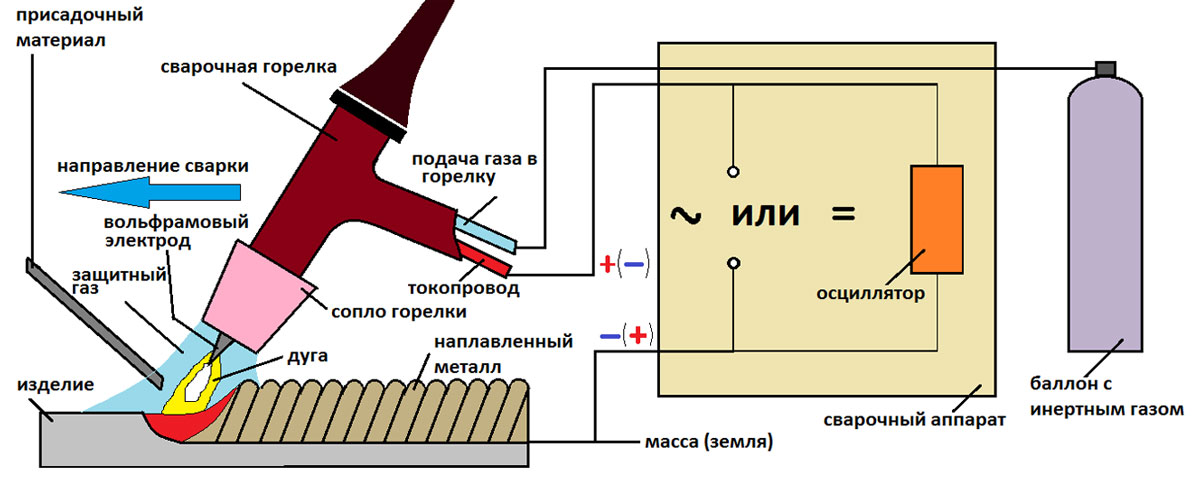
Сварка силумина осуществляется методом аргонодугового сваривания с помощью аппарата, в конструкцию которого входят инвертор, баллон с защитным газом, горелка, осциллятор, не плавящиеся электроды из вольфрама. В работе задействуется особая, а именно силуминовая проволока.
Сварка силуминовых конструкций сопряжена с определенными трудностями:
- сваривать можно лишь те детали, которые изготовлены из силумина литейных марок, так как в их состав входит цинк;
- проведения сварных операций с таким металлом отличается высокой ресурсозатратностью.
Процесс аргоно-дуговой сварки силумина.
Технология аргонодуговой сварки предусматривает определенные подготовительные работы, без проведения которых сварные швы редко получаются качественными.
Такие операции позволят устранить оксидную пленку, для чего кромки соединяемых деталей нужно зачистить наждачкой. Также подойдет специальная пескоструйная машина или самодельная щетка по металлу.









Далее поверхности подвергают химической обработке с помощью бензина или любого растворителя. Также допускается использование для этого раствора из воды и каустической соды, но при таком положении дел изделие обязательно промывают по проточной водой.
Сварка силумина в аргоне электродом происходит следующим образом:
- Чтобы изделие проплавлялось наилучшим образом, работы по сварке материала нужно осуществлять при обратной полярности тока с использованием короткой дуги.
- Присадочную проволоку подают в сварную зону, где она расплавляется, а затем соединяется с металлом изделия. Это приводит к формированию жидкой однородной массы, которая по мере остывания становится монолитной.
- Если быстро подать в сварную ванну присадочный материал, раскаленный металл начнет разбрызгиваться. В итоге, качество сварочного соединения, а также его прочность и долговечность снизятся.
- Проволока должна аккуратно подаваться под углом непосредственно спереди горелки. Движение сварщика непременно должны быть плавными. Передвигать присадку поперек, отклонять ее в стороны нельзя, так как это скажется на качестве сварочного шва.
Иные требования при работе с силуминовыми конструкциями аналогичны соединению алюминиевых изделий путем сваривания металлических изделий в аргоне:
- поджигая электрод, касаться соединяемых деталей запрещено;
- газа можно подать через четверть минуты после поджога электрода, что позволит достаточным образом прогреть воздух вокруг сопла газовой горелки;
- нельзя прекращать подачу газа разу после завершения работы, а только спустя пятнадцать секунд после этого, что позволит металлу соединения остыть равномерно и не потрескаться.
Материалы для пайки алюминия
Припои
При использовании высокоактивных флюсов и хорошей подготовки поверхности, алюминий можно паять и оловянно-свинцовыми припоями. Однако их выбор все же нельзя считать удачным. Помимо того, что имеет место упомянутая выше плохая растворимость алюминия в системах Sn-Pb, оловянно-свинцовые припои обеспечивают очень низкую коррозионную стойкость паяного соединения. Чтобы преодолеть этот недостаток, соединения, паянные оловянными или оловянно-свинцовыми припоями, необходимо покрывать специальными лакокрасочными покрытиями.
Качественную пайку алюминия обеспечивают припои содержащие цинк, серебро, медь, алюминий, кремний. Существует большое количество составов как отечественного, так и импортного производства, содержащих эти элементы в различном соотношении. Из отечественных припоев можно привести ЦОП40 (60% олова и 40% цинка) и 34А (66% Аl, 28% Cu и 6% Si). Чем выше содержание цинка в цинковом припое, тем большую коррозионную стойкость и прочность имеет паяное соединение.
Большинство припоев является низкотемпературными, однако температура их плавления выше, чем у оловянно-свинцовых. По-настоящему высокотемпературными являются алюминиево-кремниевые (силумины) и алюминиево-медно-кремниевые припои. В качестве первого можно привести припой Aluminium-13 фирмы Chemet, содержащий 13% Si и 87% Аl (припой покрыт флюсом). Его температура пайки составляет 590-600°C. Примером второго может служить, уже упоминавшийся, отечественный припой 34А, состоящий из 66% Аl, 28% Cu и 6% Si. Интервал его температуры пайки — 530-550°C. Если возникает необходимость в применении высокотемпературных припоев, они применяются для пайки алюминия и тех его сплавов, которые имеют достаточно высокую температуру плавления, или деталей имеющих массивные размеры, обеспечивающие хороший теплоотвод.
Если говорить о самых удобных материалах, то к ним относятся, конечно, бесфлюсовые низкотемпературные припои, например HTS-2000.

Припой HTS-2000
Флюсы
К выбору флюса нужно подходить очень серьезно, именно его активность определяет паяемость алюминия, особенно при использовании обычных оловянно-свинцовых припоев. Далеко не все флюсы проявляют в отношении алюминия активность, заявляемую их производителями. Одним из отечественных флюсов является состав, называемый предельно информативно — «флюс для пайки алюминия». Ещё есть флюс Ф59А, Ф61А (содержащий триэтаноламин, фторборат цинка, фторборат аммония) и другие. Под названием «флюс для пайки алюминия» могут скрываться Ф59А, Ф61А или другие, даже если это не указано на упаковке.

Флюсы для пайки алюминия
В качестве высокотемпературного флюса можно привести флюс 34А, который содержит 50% KCl, 32% LiCl, 10% NaF и 8% ZnCl2.
Высокотемпературный флюс 34А
Особенные свойства силумина
Силумин представляет собой алюминиевый сплав с добавлением кремния, среди достоинств которого выделяется небольшая удельная масса, высокая прочность, стойкость к химическому воздействию и коррозии.
 Сварка силумина в среде защитного газа.
Сварка силумина в среде защитного газа.
Интересный факт! Сплав не поддается коррозийным процессам, так как на его поверхности образуется защитная пленка из оксидных соединений. Даже крохотное повреждение поверхности металлической конструкции из силумина приводит к контакту молекул алюминия и кислорода из воздуха.
Также к специфическим характеристикам силумина причисляют: легкий вес, высокую пластичность, доступную стоимость, широкую распространенность.
Благодаря таким качествам материал может применяться для создания изделий со сложной формой, которые должны соответствовать жестким требованиям по прочности, устойчивости перед коррозией и износу.
Для пайки силумина применяется та же технология, что и при работе с алюминием, ‒ сварка не плавящимся электродом в аргоновом облаке. Защитный газ необходим для предотвращения окисления металла при контакте с кислородом.










Если при сваривании силумина в домашних условиях пренебречь аргоном, кромки деталей окислятся, на них образуется прочная, жаростойкая пленка, мешающая нормальному свариванию поверхностей.
Какие марки клея можно использовать для силумина?
Виды:
- Cosmopur 819. Высококачественный клеевой состав, создающий вязкий шов между соединяемыми поверхностями. Применяется для вклейки уголков, устранения зазоров.
- Подходит для соединения деталей из алюминия, герметизации швов, ремонта изделий из цветных и черных металлов. Температурный диапазон, при котором состав сохраняет свойства — от -50 до 145 °C.
- ASTROhim ACE-9305. Высококачественная холодная сварка для соединения разных видов металла. Готовый шов выдерживает охлаждение до -50 и нагревание до 145 °C.
- Эпокси металл Момент. Клей, состоящий из двух компонентов (основа с отвердителем).
Возможно ли проведение сварки силумина в домашних условиях
Силумин представляет собой сплав на основе алюминия, который используется для изготовления деталей. При обработке этого материала следует учитывать некоторые особенности. Например, сварка силумина похожа на работу с алюминием, однако этот процесс считается более энергозатратным.
Техника
На производстве, в частных мастерских и автосервисах мастера часто задаются вопросом о том, как сварить силумин. Для соединения деталей из этого материала применяется аргонодуговая сварка.
Технология представляет собой сваривание неплавящимся электродом.
Чтобы сделать надёжное соединение, используется специальная силуминовая проволока, которая выступает в качестве присадочного материала.
Перед использованием сварочного оборудования следует провести подготовку детали. Необходимо снять оксидную пленку, образующуюся на поверхности материала. Для этого используют наждачную бумагу, щётку или пескоструйный аппарат. Для химической обработки используют растворитель.
Какое оборудование необходимо?
Прежде чем приступать к сварочным работам следует подготовить оборудование
Для соединения силуминовых заготовок важно подобрать качественный аппарат. Сварочный трансформатор для этого не подойдёт. Нужен инверторный аппарат и газовый баллон
Помимо них применяют: вольфрамовые электроды, специальная горелка и осциллятор
Нужен инверторный аппарат и газовый баллон. Помимо них применяют: вольфрамовые электроды, специальная горелка и осциллятор.
Сваривать силуминовые детали можно полуавтоматом. Проволока подаётся под защитой инертных газов
При использовании полуавтомата важно учитывать некоторые особенности:
- Если постоянный ток имеет минусовую полярность на электроде, качественный шов сделать не получится.
- Чтобы соединяющая проволока не путалась при подаче, используют инструмент, оснащенный 4 роликами.
Преимущества и недостатки
У сварки силумина есть определённые преимущества и недостатки.
Сильные стороны:
- Деформация заготовки практически отсутствует благодаря малой области обработки.
- Аргон защищает обрабатываемую поверхность от попадания кислорода.
- Высокая скорость выполнения работ.
- С помощью этой технологии можно соединять конструкции, которые не поддаются другим методам сваривания.
Слабые стороны:
- При работе на улице сильный ветер будет мешать проведению работ.
- Если при создании дуги используется мощная токовая сила необходима дополнительная система охлаждения.
- Оборудование, используемое для соединения силумина, очень дорого стоит.
- Для работы с инструментами и создания качественного шва нужно обладать практическими навыками.
Требования
Заварить шов, используя сварочное оборудование, можно соблюдая определенные требования:
- Нельзя прикасаться электродом к обрабатываемой поверхности при зажигании дуги.
- Перед тем как подавать газ следует разогреть сопло горелки. Спустя 15 секунд можно открывать вентиль с газом.
- После прекращения подачи электричества на электрод следует подождать 10 секунд и только после этого перекрывать газовый вентиль.
Если работы проводятся дома, можно использовать плавящийся, а не вольфрамовый электрод.
Можно ли выполнять сварку такого типа дома?
Иногда необходимо провести сварку силумина в домашних условиях. Этапы проведения:
- Подготовить помещение, рабочее место и оборудование. При сварке аргоном нужно позаботиться о хорошей системе вентиляции. Для проведения работ подойдёт металлический стол.
- Чтобы соединить детали из силумина, нужно использовать плавящиеся электроды.
- Заготовки разогреваются до температуры в 300 градусов. Электроды нужно нагреть до 150 градусов.
Шов можно сделать плавкими электродами
Важно, чтобы они состояли из стержня силумина, который покрывается щелочно-солевым раствором. При проведении сварочных работ будет выделяться большое количество шлака. Его следует быстро убрать с поверхности заготовки
Его следует быстро убрать с поверхности заготовки.
Этапы сварки
Чтобы сделать качественное соединение силумина, сварка должна выполняться со строгим соблюдением технологии. Этапы:
- После зажжения дуги и включения газа в рабочую зона начинается подаваться проволока. Она расплавляется и создаёт качественное соединение деталей.
- При подаче проволоки её держат под углом перед соплом горелки.
- Проволоку нужно подавать медленно. Иначе расплавленные металл будет разбрызгиваться по сторонам и качество шва ухудшается.
При использовании присадочного стержня нельзя выставлять его поперек или делать большие отклонения в стороны.Сварка силумина, сварка дюраль электродом
Полуавтоматом в среде защитного газа
Проволока (присадка)
Эта присадка применяется в случае сварки алюминия и его сплавов в среде защитного газа. При этом, сама проволока, кроме алюминия, содержит кремний и некоторые металлы, из этих:
- железо;
- медь;
- марганец;
- магний.
В полуавтоматах используется сварочная проволока
- Kirk K-088414, бухта 2кг стоит 3 800 руб.;
- бобинная присадка lkraft ER5356, Ф 1.0 93617 в бухте, весом 2 кг — 3 200 руб.;
- проволока AlSi5 в бухте, для сварки алюминия, Ф 1.0 мм, весом 7 кг стоит 9 250 руб.
Защитный газ — аргон или смесь
Аргон высшего сорта на заправочных пунктах стоит:
- 10 л. — 366 руб.;
- 20 л. — 432 руб.;
- 40 л — 519 руб.
Заправка сварочной смеси аргона и углекислого газа стоит:
- 5 л. — 350 руб.;
- 10 л. — 600 руб.;
- 20 л. — 700 руб.;
- 40 л. — 800 руб.
Аэрозоль для чистки горелки
Антипригарный спрей Stanvac, 400мл — 234 р., спрей антипригарный ПТК, 400 мл, от налипания брызг, не содержащий силикона стоит 259 руб. Сварочный спрей BINZEL, производитель Германия — 313 руб.









Мундштук и сопло
Мундштуки МАФ для газов ацетилен/пропан стоят порядка 115 руб., сварочные сопла Solaris WA-3942, набор 5 шт. — 352 руб.
Выполняем сварку силумина
Сварка материала силумина на первый взгляд представляет собой несложный способ соединения изделий, но в действительности может сопровождаться множеством трудностей. В процессе сварки происходит нагревание сплава до высоких температур, что значительно уменьшает возможность соединения заготовок из силумина. Поэтому в процессе сварки используется аргон, предупреждающий процедуру окисления. Соответственно, сплав восстанавливается лучше.
Силумин – сплав кремния и алюминия. Он предназначен для изготовления деталей сложной формы. Этот сплав отличается высокими механическими, литейными характеристиками.
Техника сварки силумина
Для соединения деталей из силумина возможно использование аргонодуговой методики сваривания. Оборудование включает инвертор, газовый баллон, горелку специального образца, осциллятор, неплавящиеся вольфрамовые электроды. Дополнительно, как присадочный материал, используется силуминовая проволока.
Силуминовые изделия перед соединением подвергаются предварительной подготовке.
- В первую очередь устраняется оксидная пленка. Кромки соединяемых образцов зачищаются наждачной бумагой, специальной пескоструйной установкой, щеткой по металлу, прочими инструментами.
- После этого поверхности изделий подвергаются химической обработке, для чего можно использовать бензин, любой растворитель. При использовании для этих целей раствора каустической соды заготовки необходимо обязательно промыть напором чистой воды.
Как происходит сварочный процесс?
Сварочные работы осуществляются с использованием короткой дуги на обратной полярности. В данном случае металл будет лучше проплавляться.
- В сварочную зону подается присадочная проволока, где осуществляется ее расплавление, соединение с металлом изделия. В конечном итоге формируется жидкая однородная масса, которая после охлаждения становится монолитной.
- Нельзя быстро подавать в сварочную ванну присадку, так как раскаленный металл будет разбрызгиваться, и в результате качество соединения будет низким.
- Подача проволоки производится под углом перед горелкой, при этом движения должны осуществляться равномерно вдоль шовного соединения.
- Нельзя передвигать присадочный стержень поперек, отклонять в стороны.
Основные требования
Остальные требования аналогичны, как при соединении алюминиевых образцов.
- Поджигая электрод, запрещено касаться соединяемых изделий из металла.
- Подача газа осуществляется спустя пятнадцать секунд после поджога электрода. Это предоставит возможность разогреть пространство сопла горелки.
- При завершении сварочных работ подачу газа прекращать нельзя. Это действие нужно выполнить спустя десять секунд после прекращения подачи на электрод электрического тока. Это даст возможность металлу сварного шва остывать равномерно.
Можно ли выполнять сварочные работы такого типа в бытовых условиях?
В бытовых условиях сварка силумина может осуществляться с помощью плавящихся электродов, но существуют некоторые нюансы.
- Обязательно проводится предварительная подготовка соединяемых элементов конструкции.
- Материалы подвергаются предварительному нагреванию до температуры 250-300 градусов.
- Электроды разогреваются до 150 градусов.
- Небольшая область разогрева силумина, в результате чего деформация изделий полностью исключается.
- Аргон характеризуется большим удельным весом в отличие от воздуха. Поэтому он предупреждает попадание из воздуха на свариваемые поверхности кислорода.
- Повышенная скорость выполнения сварочных работ за счет тепловой энергии сварной дуги.
- Общедоступная методика соединения образцов из силумина.
- Возможность сваривания элементов конструкций, которые нельзя заварить, используя другие техники сварки.
Недостатки
- Защита швов при сильном ветре существенно снижается, так как его интенсивный поток будет просто сдувать напор газа.
- При использовании для сварочной дуги высоких значений токовой силы требуется дополнительное охлаждение.
- Для произведения работ требуется достаточно сложное оснащение.
- Настройки оборудования сопровождаются некоторыми трудностями.
Техника безопасности
- При выполнение сварочных работ обязательное применение средств индивидуальной защиты: маски, перчаток, обуви с прорезиненной подошвой, полотна из асбестового, брезентового материала, стального листа.
- Все токопроводящие элементы должны быть надежно заизолированы.
- Запрещено осуществлять сварочные работы в помещениях, в которых находятся легковоспламеняющиеся жидкости, различного рода предметы.
Сергей Одинцов
Достоинства и недостатки сварки аргоном силумина
Среди достоинств выделяются:
- узконаправленное воздействие дуги предотвращает деформацию свариваемых элементов;
- аргон значительно тяжелее воздуха, поэтому он вытесняет кислород из сварочной зоны, увеличивая качество;
- высокая скорость процесса;
- наличие разнообразных разработанных методик для сварки различных составов.
- работы можно производить только в закрытых помещениях иначе порывы ветра будут сдувать аргон из-под горелки;
- высокие сварочные токи требуют дополнительного теплоотведения;
- дорогостоящее оборудование;
- долгий подбор режимов.
Процесс сварки силумина – занятие достаточно сложное. Для качественного выполнения необходим большой практический опыт.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Рекомендуем посмотреть:
Как очистить алюминиевую деталь от окислов
- Для чего нужен поршень
- Шланг для печки автомобиля
- Углекислота или сварочная смесь для полуавтомата
Преимущества и недостатки литых дисков
- Можно ли варить нержавейку полуавтоматом обычной проволокой
Технология сварки силумина
Соединение можно сделать двумя способами:
- с помощью плавящихся электродов, такой сваркой заделывают детали, работающие на сжатие,
- используя присадочную проволоку.
Прежде, чем сварить силумин, необходимо:
- зачистить стык до зеркального блеска,
- снять оксидную пленку растворителем или бензином, работать надо в перчатках, чтобы не оставлять потожировых следов.
Аргонодуговая сварка силумина
Для работы нужно подготовить:
- инвертор сварочный на 220В или 380 В (сила тока зависит от толщины ремонтируемого участка),
- осциллятор, подающий напряжение на электрод, он нужен для создания дуги,
- комплект газового оборудования,
- горелка,
- баллон с защитным газом,
- присадочный пруток.
У сварки силумина аргоном есть ряд особенностей:
- Полярность должна быть обратная, к электроду подводится плюсовой контакт. Это необходимо для ионизации аргона, повышении его электропроводности.
- Аргон должен поступать в рабочую зону только после розжига. Шов нужно охлаждать в защитной атмосфере не меньше 10 секунд, пока верхний слой металла не схватится.
- Присадка вводится перед горелкой, со средней скоростью, под углом к электроду и диску. При быстрой подаче образуется много искр.
- Электрод нужен для создания дуги, ближе, чем на 2,5 мм его к металлу не приближают.
- Плавное движение горелки и прутка должны совпадать.
- Диаметр присадочной проволоки всегда меньше размера электрода.
Под воздействием дуги присадка и кромки образуют однородный сплав
Важно поддерживать защитную атмосферу, следить, чтобы аргон не сдувало. Без него сразу начинается процесс окисления









Сварка плавящимся электродом
Имея трансформатор или выпрямитель, заварить деталь можно плавящимся электродом ОК 96.50 – стержня из силумина, покрытого щелочной обмазкой. Перед работой его нагревают до 150°С. Восстанавливаемую зону детали тоже необходимо прогреть паяльной лампой или газовой горелкой до 300°С (на металле появятся темные пятна побежалости, если они желто-коричневые – температура 250°С). При этой же температуре делается наплавка. При такой сварке силумина в домашних условиях прочного шва не получится, частички шлака, а его при работе с плавящимся электродом образуется много, неизбежно остаются в расплаве.














