
Как работает контактная сварка
Перед тем как сделать контактную сварку своими руками стоит рассмотреть ее главные особенности. Этот метод относится к термомеханическому типу, во время которого применяется электрический ток. Он распространяется на всю область шва двух свариваемых элементов, и затем формирует дугу, которая вызывает расплавление металла.
Чтобы поверхности металлических элементов разогрелись и начали быстро расплавляться, на них подается ток с большой силой. Этот импульс вызывает быстрое расплавление металлов. Длительность его подачи зависит от видов соединяемых металлов. В среднем его продолжительность составляет от 0,01 до 0,1 секунды.
Расплавленная металлическая структура образует сварочную каплю, которая со временем застывает. Для этого свариваемые элементы следует удерживать в сдавленном состоянии в течение определенного времени. В этот момент капля переходит в состояние кристаллической решетки.
Стоит отметить! Во время сваривания обязательно подается сильное давление, оно выполняет важные функции – предотвращает растекание расплавленной капли по площади деталей. Она скрепляется в определенной точке. Силу сдавления постепенно уменьшают, это улучшает схватывание сварки.
Устройство и принцип работы
Любые сварочные клещи состоят пяти основных элементов:
- блока питания, обеспечивающего электроснабжение необходимой мощности (с этой задачей справляется трансформатор);
- пускового устройства;
- двух проводников, соединяющих блок питания с концами зажимного устройства (куски кабеля с большим сечением);
- двух жестких токопроводов, по которым идет заряд к месту контакта (они выполняют функцию рычагов зажимного устройство);
- двух плотных электродов, способных выдержать сжимающую нагрузку и создающих электрическую дугу, прогревающую металл.
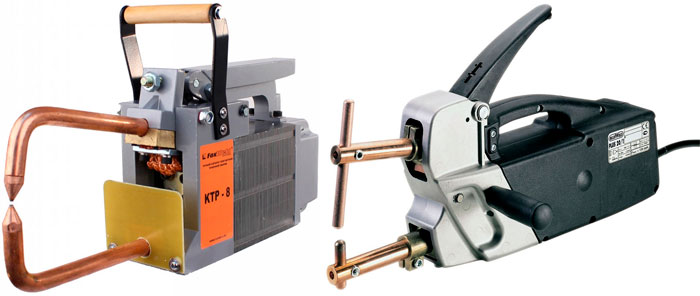
 Сварочные клещи
Сварочные клещи
По сути, чертеж зажимов прост. Это те же плоскогубцы, к ручкам которых подведены провода, а на месте зажимных пластин установлены электроды. Для электропитания используют мощные трансформаторы, запитывающиеся от трехфазной сети 380 В. Они оснащены цельным медным диском вторичной обмотки. Необходимая разница потенциалов холостого хода составляет от двух до пяти вольт. Сила тока контактной сварки в зависимости от вида агрегатов варьируется от 2 до 15 кА.
Для того, чтобы металл плотно сваривать, нужна мощная дуга. От нее в месте соединения двух листов внахлест образуется 2-3 миллиметровая сплавленная точка с общей кристаллической структурой. Для плотного контакта ручки сжимаются с необходимым усилием, поэтому ручные клещи делают с длинными ручками.
Электроды для контактной сварки должны обладать жесткостью, стойкостью к окислению. Они производятся из медных сплавов. Могут быть съемными и приваренными к концам. Электроды бывают с заострёнными и тупыми, закругленными, концами. Площадь их соприкосновения при контакте – это точка сварки.
Достоинства:
- такое сварочное оборудование удобно транспортировать;
- при работе не нарушается поверхностный слой антикоррозионной защиты;
- зажимные ручки делают легкими, чтобы сварщику было удобно работать;
- для работы не требуется специальных навыков и длительного обучения;
- шов можно контролировать в процессе сварки;
- свариваемая поверхность остаётся ровной и практически гладкой;
- электроды в процессе соединение металлов не разрушаются, не загрязняются.
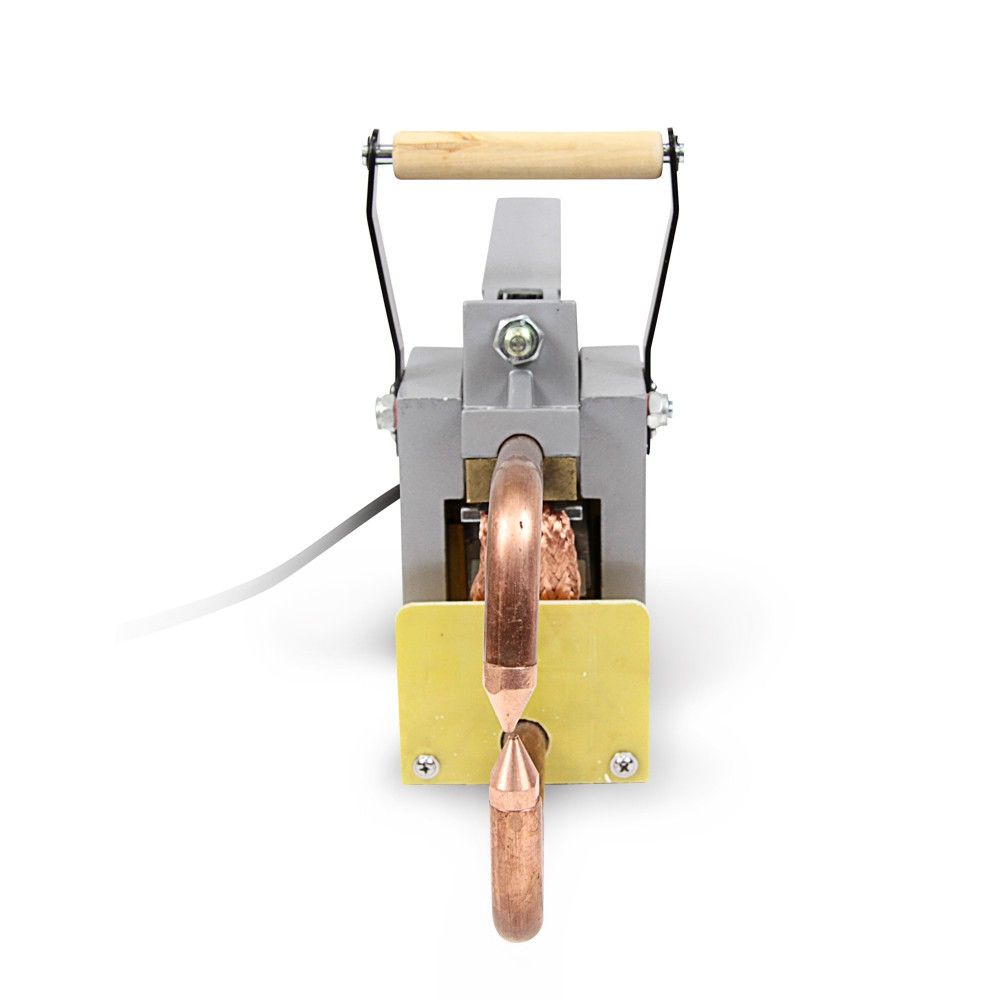
Самодельные клещи
Ручные клещи для точечной сварки, сделанные своими руками — это отличный способ сэкономить, и при этом получить рабочий инструмент. Самодельные клещи для контактной и точечной сварки просты в изготовлении и применении. Они справятся со всеми типами металлов и пригодятся любому дачному умельцу или частному мастеру. Себестоимость самодельных клещей крайне мала, так что вы сможете неплохо сэкономить. Посмотрите ниже видео, где подробно рассказывается, как собрать самодельные клещи. Если вам нужна краткая инструкция, то прочтите далее. Начните с изготовления основной конструкции клещей. Для этого можно использовать подручные материалы. Мы рекомендуем взять металл толщиной не более 5 мм и нарезать из него полоски шириной 20 мм. Длину полосок выбирайте исходя из ваших предпочтений. Также можете использовать толстые металлические стержни. На обеих полосках или стержнях выгните концы, чтобы они приобрели форму щипцов.

Состыкуйте заготовки крест-накрест и просверлите отверстие. Оно необходимо для соединения двух металлических заготовок и их дальнейшего раскрывания/закрывания. Не забудьте про прокладку из диэлектрика. Ее нужно установить между двух заготовок. Затем на торце одной заготовки нужно сделать отверстие для крепления медных проводов с помощью болта. На другой заготовке сверлится отверстие для крепления сварочного кабеля и фиксации клеммы.
Обмотайте ручки клещей изолентой или наденьте резиновый шланг, если использовали металлический стержень при изготовлении приспособления. Так клещи будут более безопасными и удобными в применении. Этого достаточно для ручного применения на весу. Но если хотите использовать клещи стационарно, то между двумя рукоятками приварите толстую пружину.
Что касается подвода тока к клещам, то для этих целей сгодится любой трансформатор с вторичной перемотанной обмоткой. Вы можете уложить в три витка сварочный кабель на сердечник. Если вы хотите получить контактную сварку повышенной мощности, то соедините два трансформатора и используйте их для генерации тока.
В интернете есть чертежи только подвесных клещей, так что вам придется самостоятельно продумать конструкцию своего самодельного приспособления. Но это не вызовет затруднений, поскольку в многочисленных видеороликах подробно рассказывается, как сделать ручные клещи.
Аппарат для точечной сварки своими руками

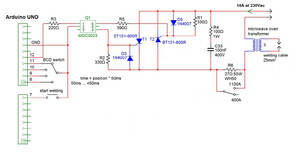
Сварочный аппарат действует на принципах закона Ленца — Джуоля: электрический ток, проходя по проводнику, выделяет тепло, которое напрямую равно квадрату тока, времени и сопротивлению проводника. Это означает что при силе тока в 1000 А, на тонких проводах и плохо сделанных соединениях, потери будут в 10000 раз больше, чем при 10 А.
Трансформатор
Основной элемент любого оборудования для точечной сварки — силовой, с повышенным эффектом трансформации (для получения нормального сварочного тока). Его можно взять в мощной микроволновке (от 1 кВт и выше), он питает магнетрон. Удобен своей доступностью и хорошими характеристиками. Показателей трансформатора хватит для точечной сварки стальных листов в 1 мм. Для получения большей мощности используют 2 и более детали.

Показатели таких трансформаторов составляют до 2000 В (в микроволновке оно удваивается перед подачей на магнетрон), не стоит их подключать в сеть и измерять выходные характеристики. Из этой детали нам понадобится первичная обмотка (в которой толще провод и меньше витков) и магнитопровод.
Провода срезаются стамеской или ножовкой (если он сварен, а не склеен), или выковыривается и высверливается (при очень плотной набивки обмотки, когда выбивание всё разрушит). При удалении проводов вторичной обмотки старайтесь действовать аккуратно, чтобы не повредить первичную обмотку. В трансформаторе также бывают шунты, которые ограничивают ток, их тоже нужно срезать.
После аккуратного извлечения нужных элементов, вторичная обмотка трансформатора обновляется. Для достижения показателей тока в 1000 А нужно использовать медный кабель с толщиной сечения в 100 мм² и более. Это может быть пучок или многожильный провод. Если внешняя изоляция мешает получить нужное количество витков, то её удаляют и заменяют на тканевую изоленту. Провода должны быть как можно меньшей длины, чтобы не было ненужного сопротивления.
 сделайте больше витков, так вы повысите показатели мощности
сделайте больше витков, так вы повысите показатели мощности
Например, если у вас есть 2 трансформатора мощностью 0,5 кВт, с входным напряжением 220 В, при номинальном токе 250 А и выходным напряжением 2В. Соединив выводы вторичных и первичных обмоток, получим прибор, в котором номинальное напряжении в 2 В, выходной ток — 500 А (ток сварки также удвоится).
При создании устройства, во вторичных цепях устройства должны использоваться электроды. То есть при задействовании трансформаторов по 0,5 кВт, их связывают вместе проводами с диаметром 1 см, а концы к электроду. Если допустить ошибку при подключении выводов вторичной и первичной обмотки, это приведёт к короткому замыканию.
Когда используете два мощных трансформатора и вам нужно увеличить напряжение, но размер окна магнетрона не позволяет добавить необходимое количество витков провода, для этого вторичные обмотки соединяются последовательно. Необходимо согласовывать направление витков, иначе можно получит противофазу, что приведёт к выходному напряжению равному нулю (чтобы правильно понять этот момент проведите эксперимент с тонкими поводами).
 На первичные обмотки трансформаторов
На первичные обмотки трансформаторов
Первый случай свидетельствует о том, что цепи первичной и вторичной обмотки соединены вместе разноимёнными выводами (напряжение на первичной обмотке равно половине входного, которое преобразуется во вторичной обмотке, где оно суммируется и даёт двойное значение). Нулевое значение вольтметра показывает, значение напряжения на вторичных обмотках противоположны, это значит что одна из пар обмоток соединена одноимённым выводом.





Чтобы увеличить показатели у своего аппарата точечной сварки, нужно соединить несколько трансформаторов, но они не должны превышать показатели сети, иначе при его использовании общее напряжение будет падать. Ограничитесь 1000–2000 А, для бытовых условий такой силы тока достаточно.
Электроды
Медные стержни используют в качестве электродов. Чем больше толщина тем лучше, но его диаметр не должен быть меньше показателей провода. Если у вас аппарат небольшой мощности, то подойдут жала от паяльника.
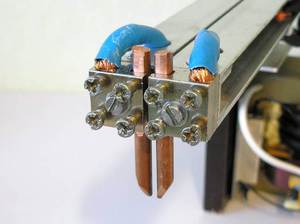 Чем меньше длина провода
Чем меньше длина провода
При использовании обжима, площадь крепления получается гораздо меньше, что увеличивает потери.
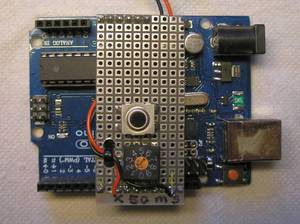
Управление
 На промышленных аппаратах она доходит до 100 кг
На промышленных аппаратах она доходит до 100 кг
Выключатель подключается к цепи первичной обмотки, иначе он будет добавлять сопротивления, а его контакты при работе расплавятся.
Если вы используете рычажный механизм прижима, то кнопку выключения монтируйте на нём. Очень удобно одной рукой давить на рычаг и управлять работой. Вторая рука контролирует сварку деталей.
Аппарат для точечной сварки своими руками
Сварочный аппарат действует на принципах закона Ленца — Джуоля: электрический ток, проходя по проводнику, выделяет тепло, которое напрямую равно квадрату тока, времени и сопротивлению проводника. Это означает что при силе тока в 1000 А, на тонких проводах и плохо сделанных соединениях, потери будут в 10000 раз больше, чем при 10 А.
Трансформатор
Основной элемент любого оборудования для точечной сварки — силовой, с повышенным эффектом трансформации (для получения нормального сварочного тока). Его можно взять в мощной микроволновке (от 1 кВт и выше), он питает магнетрон. Удобен своей доступностью и хорошими характеристиками. Показателей трансформатора хватит для точечной сварки стальных листов в 1 мм. Для получения большей мощности используют 2 и более детали.
Показатели таких трансформаторов составляют до 2000 В (в микроволновке оно удваивается перед подачей на магнетрон), не стоит их подключать в сеть и измерять выходные характеристики. Из этой детали нам понадобится первичная обмотка (в которой толще провод и меньше витков) и магнитопровод.
Провода срезаются стамеской или ножовкой (если он сварен, а не склеен), или выковыривается и высверливается (при очень плотной набивки обмотки, когда выбивание всё разрушит). При удалении проводов вторичной обмотки старайтесь действовать аккуратно, чтобы не повредить первичную обмотку. В трансформаторе также бывают шунты, которые ограничивают ток, их тоже нужно срезать.
После аккуратного извлечения нужных элементов, вторичная обмотка трансформатора обновляется. Для достижения показателей тока в 1000 А нужно использовать медный кабель с толщиной сечения в 100 мм² и более. Это может быть пучок или многожильный провод. Если внешняя изоляция мешает получить нужное количество витков, то её удаляют и заменяют на тканевую изоленту. Провода должны быть как можно меньшей длины, чтобы не было ненужного сопротивления.
сделайте больше витков, так вы повысите показатели мощности
Например, если у вас есть 2 трансформатора мощностью 0,5 кВт, с входным напряжением 220 В, при номинальном токе 250 А и выходным напряжением 2В. Соединив выводы вторичных и первичных обмоток, получим прибор, в котором номинальное напряжении в 2 В, выходной ток — 500 А (ток сварки также удвоится).
При создании устройства, во вторичных цепях устройства должны использоваться электроды. То есть при задействовании трансформаторов по 0,5 кВт, их связывают вместе проводами с диаметром 1 см, а концы к электроду. Если допустить ошибку при подключении выводов вторичной и первичной обмотки, это приведёт к короткому замыканию.
Когда используете два мощных трансформатора и вам нужно увеличить напряжение, но размер окна магнетрона не позволяет добавить необходимое количество витков провода, для этого вторичные обмотки соединяются последовательно. Необходимо согласовывать направление витков, иначе можно получит противофазу, что приведёт к выходному напряжению равному нулю (чтобы правильно понять этот момент проведите эксперимент с тонкими поводами).
На первичные обмотки трансформаторов
Первый случай свидетельствует о том, что цепи первичной и вторичной обмотки соединены вместе разноимёнными выводами (напряжение на первичной обмотке равно половине входного, которое преобразуется во вторичной обмотке, где оно суммируется и даёт двойное значение). Нулевое значение вольтметра показывает, значение напряжения на вторичных обмотках противоположны, это значит что одна из пар обмоток соединена одноимённым выводом.
Чтобы увеличить показатели у своего аппарата точечной сварки, нужно соединить несколько трансформаторов, но они не должны превышать показатели сети, иначе при его использовании общее напряжение будет падать. Ограничитесь 1000–2000 А, для бытовых условий такой силы тока достаточно.
Электроды
Медные стержни используют в качестве электродов. Чем больше толщина тем лучше, но его диаметр не должен быть меньше показателей провода. Если у вас аппарат небольшой мощности, то подойдут жала от паяльника.
Чем меньше длина провода
При использовании обжима, площадь крепления получается гораздо меньше, что увеличивает потери.
Управление
На промышленных аппаратах она доходит до 100 кг
Выключатель подключается к цепи первичной обмотки, иначе он будет добавлять сопротивления, а его контакты при работе расплавятся.
Если вы используете рычажный механизм прижима, то кнопку выключения монтируйте на нём. Очень удобно одной рукой давить на рычаг и управлять работой. Вторая рука контролирует сварку деталей.



Контактная точечная сварка своими руками, видео

Нас часто спрашивают, возможна ли точечная контактная сварка своими руками, или лучше обратиться к специалистам? Что-ж, давайте рассмотрим этот вопрос подробнее.Существует множество разновидностей обычных сварочных процессов, которые отличаются типом используемого энергоносителя и другими параметрами. Сегодня практически невозможно обойтись без всем известной точечной сварки, которая считается самой популярной среди домашних умельцев. Качество выполнения работ будет напрямую зависеть от квалификации мастера.
точечная сварка
Точечная сварка своими руками, видео:
Точечная сварка – это получение неразрывного соединения деталей за счет того, что между ними образовались связи в месте сварного шва. Получить межатомные связи можно, если нагревать деталь либо применить пластическую деформацию.
Иногда используют оба способа, комбинируя их. Сварочные работы применяются в основном для восстановления целостности металла и проводятся они не только в определенных условиях, но и под водой и даже есть опыт сваривания деталей в космосе.
Сварочные работы обязательно должны выполняться в соответствии с правилами техники безопасности, при этом работать необходимо в специальном защитном костюме и маске, закрывающей глаза. Виды энергии, которые использует мастер в процессе выполнения работ:
- Электрическая дуга.
- Пламя обычной газовой горелки.
- Ультразвук (иногда используется для сваривания деталей).
- Лазерное излучение либо ультразвук.
- Иногда мастера пользуются трением для сваривания подготовленных поверхностей.
Самодельная точечная сварка связана с повышенной опасностью возникновения пожара, опасностью поражения человека электрическим током, в процессе работы выделяется ультрафиолет и вредные газы. Поэтому проводить работы нужно внимательно следуя правилам техники безопасности.
Некоторые виды контактной сварки и ее особенности
Контактной сваркой называется процедура, во время выполнения которой по всей поверхности торцов происходит сваривание двух деталей. Такой метод сварки может быть получен сопротивлением либо оплавлением.
Сварка сопротивлением. Подготовленные к работе детали плотно соединяются друг с другом и тогда подается ток для сварки. Выключают его только тогда, когда поверхность деталей стала пластичной и была выполнена осадка. Обычно этот способ используется для ремонта предметов, которые состоят из низкоуглеродистой стали и имеют небольшую площадь.
сварочный аппарат
Сварка оплавлением. Перед началом работ очищенные детали закрепляются в зажимах, затем их плавно соединяют при помощи подвижного зажима, а в момент их контакта и включается сварочный ток. Затем проводится осадка на необходимую величину и после выполнения работы ток выключают.
Сварка при помощи прерывистого оплавления. В процессе работы мастер чередует плотный контакт деталей с неполным, все это время подается ток. Такие возвратно-поступательные движения машины циклично замыкают сварочную цепь в том месте, где детали между собой контактируют.
Это происходит до того момента, когда их торцы разогреваются до температуры 900С. Как сделать аппарат для точечной сварки своими руками? На специализированных сайтах сегодня можно найти целые схемы, но специалисты рекомендуют не использовать самодельные приборы, поскольку это может быть небезопасно.
Какие инструменты нужны для выполнения работ?
Трансформатор — должен обладать высоким коэффициентом трансформации, чтобы обеспечить в процессе работы подачу большого тока для сварки. Можно сделать трансформатор для точечной сварки своими руками.
В большинстве случаев в качестве электродов мастер использует медный стрежень, при этом желательно, чтобы он был достаточно толстым (его диаметр должен быть примерно равен диаметру провода).
Чтобы в процессе работы электроды не потеряли свою форму, их необходимо периодически подтачивать. Если же они пришли в негодность и полностью сточились – лучше провести замену.
Выполнять сварочные работы рекомендуется только в специально оборудованном помещении, в котором отсутствует риск возникновения пожара. Работы по сварке опасны, поэтому выполнять их нужно только при наличии практических навыков.
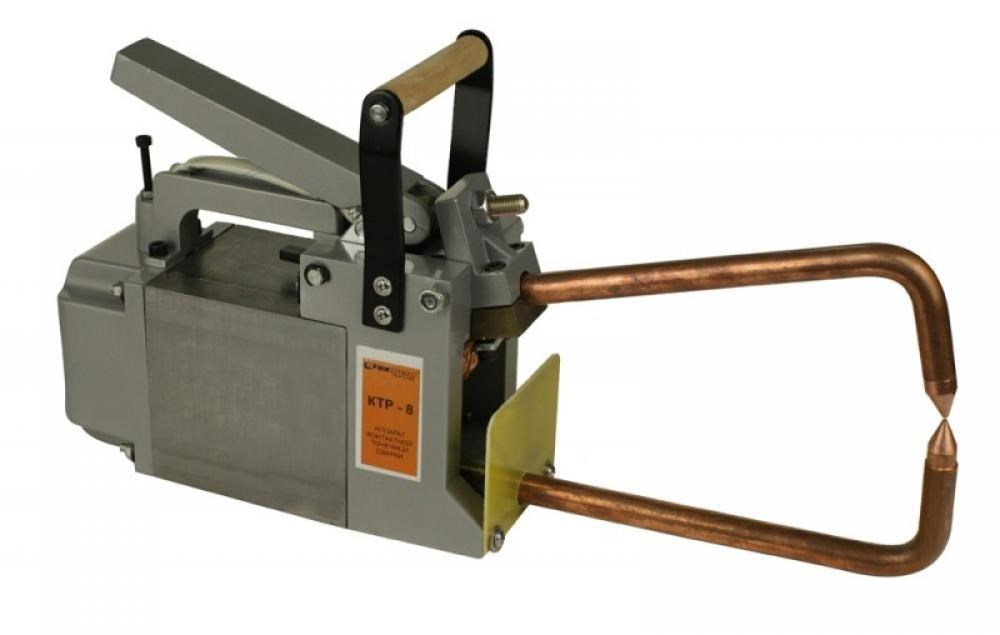
Выбор приспособлений для сварки
Характеристики сварочных клещей.
Покупка клещей для точечной сварки начинается с проверки максимального значения тока. Чем выше этот показатель, тем вероятнее сцепка тех деталей, размер которых очень велик. В качестве примера есть смысл использовать ручные клещи, обладающие силой тока в 3800 А. Их применение приводит к соединению двух листов, имеющих толщину 1 мм. Максимальное значение параметра варьируется в пределах 6300 А. Подобные цифры делают возможной работу лишь с теми листами, толщина которых не превышает 2 мм.
Такой фактор, как длина кронштейнов, также играет большую роль при покупке изделий. Именно от него зависит, насколько далеко будут вылетать электроды. Этот параметр характеризуется как длина между корпусом клещей и электродом. Показатель определяет максимальное расстояние, на котором может удерживаться край листа при осуществлении процесса своими руками. Параметр характеризуется большим разбросом значений (120-500 мм).
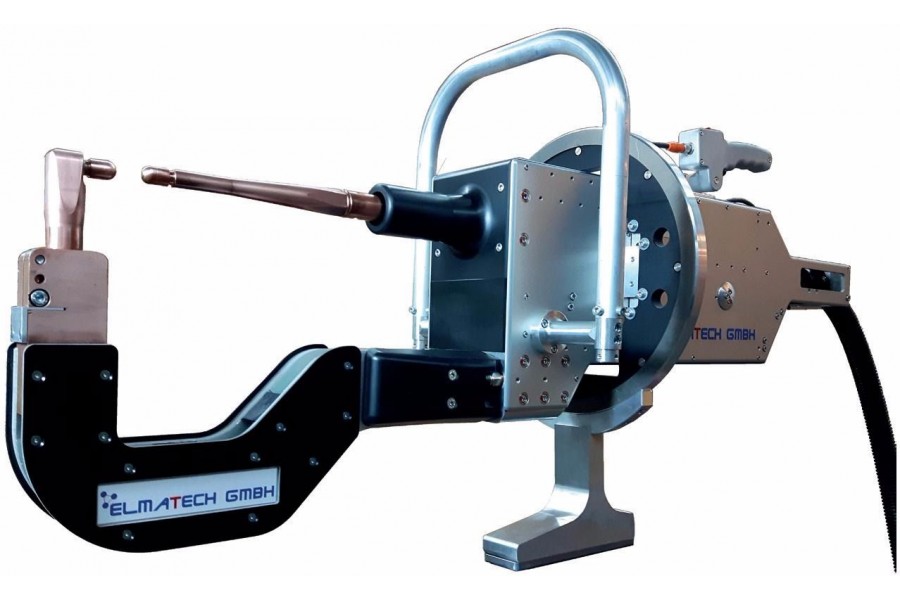
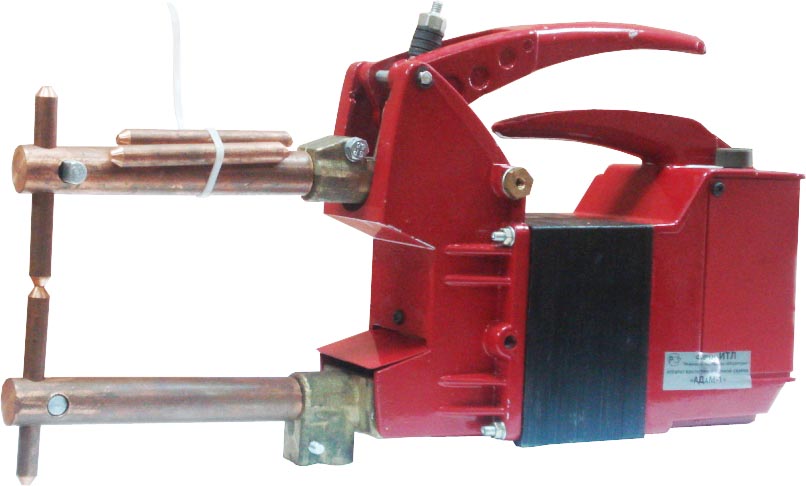
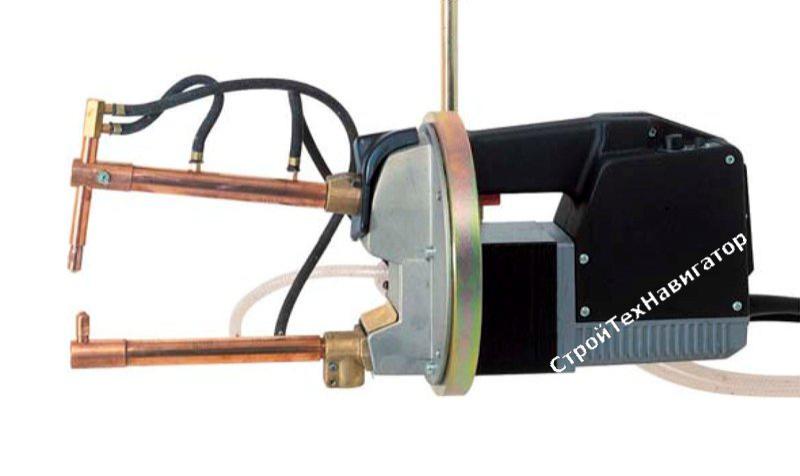
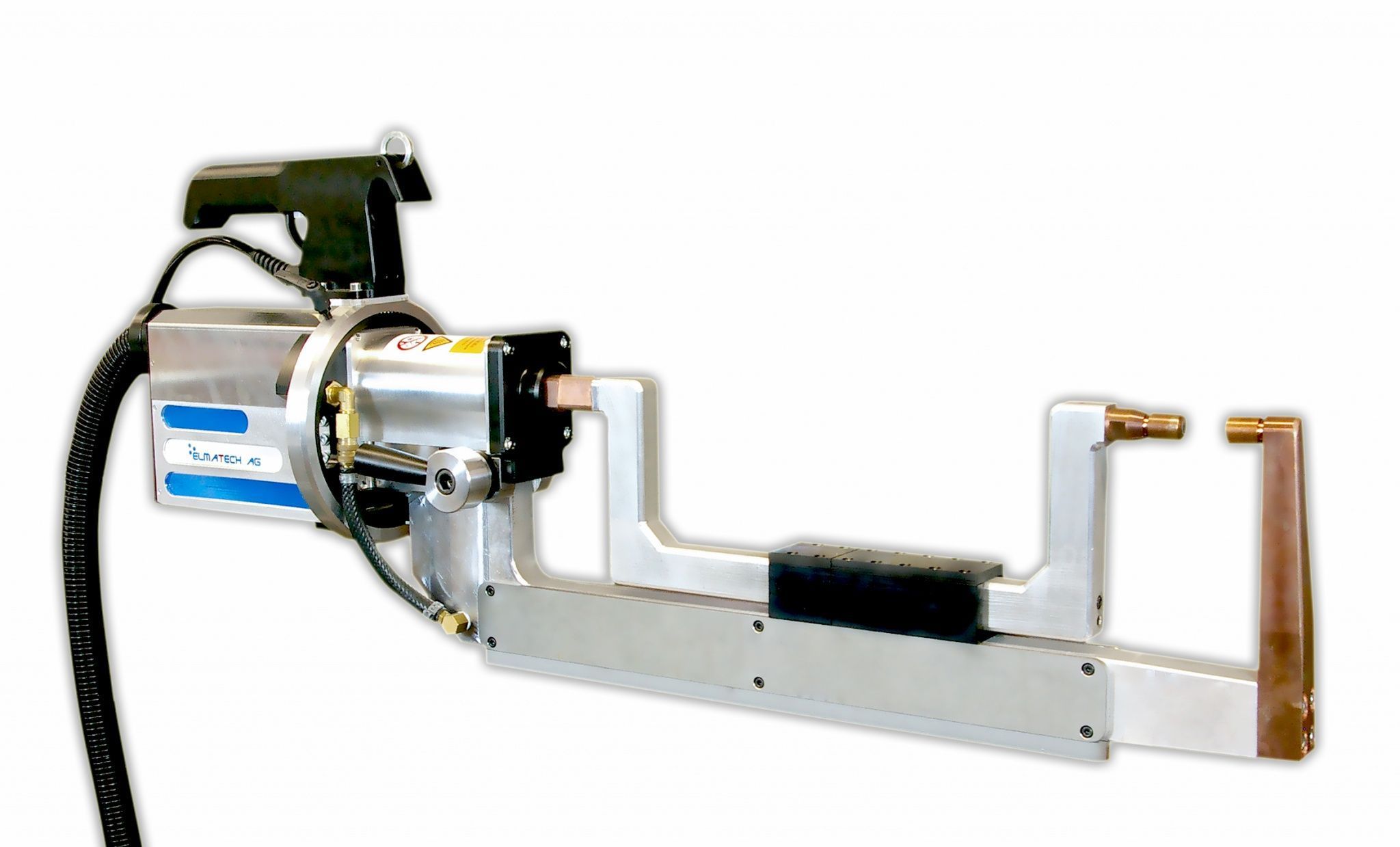
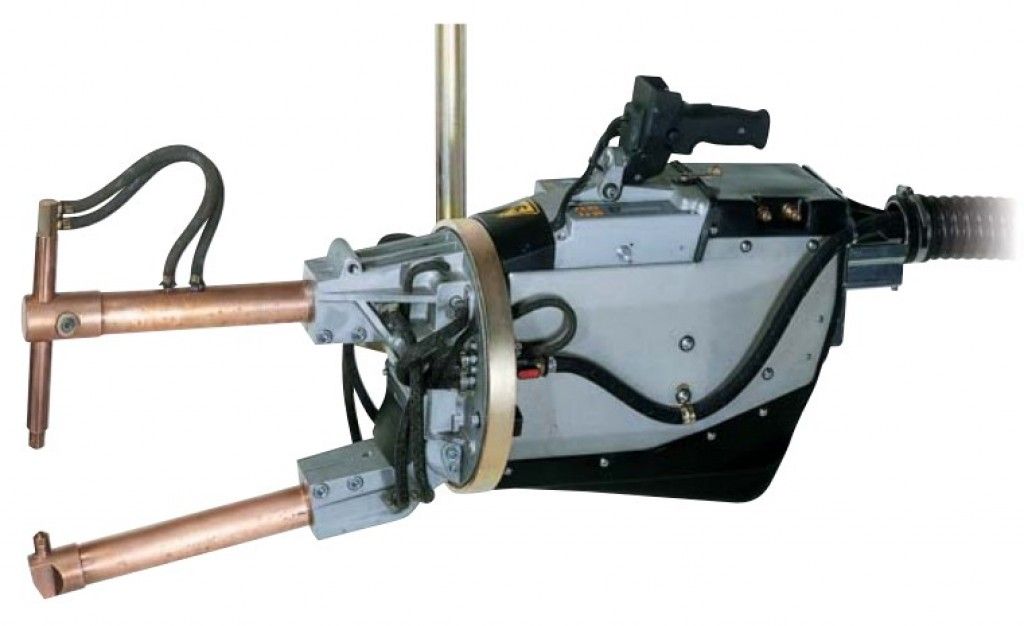
Подвесная модель
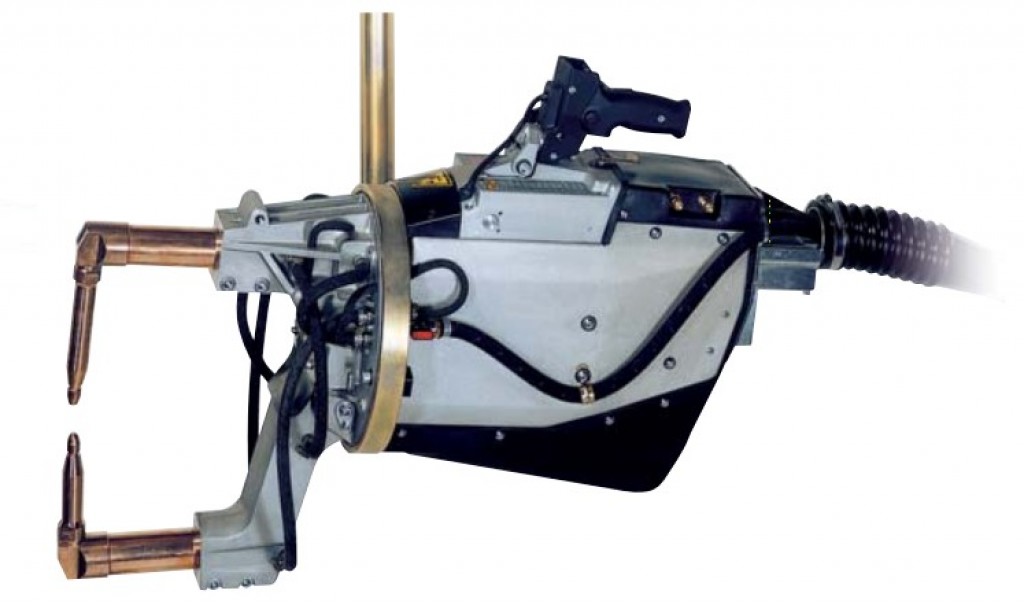
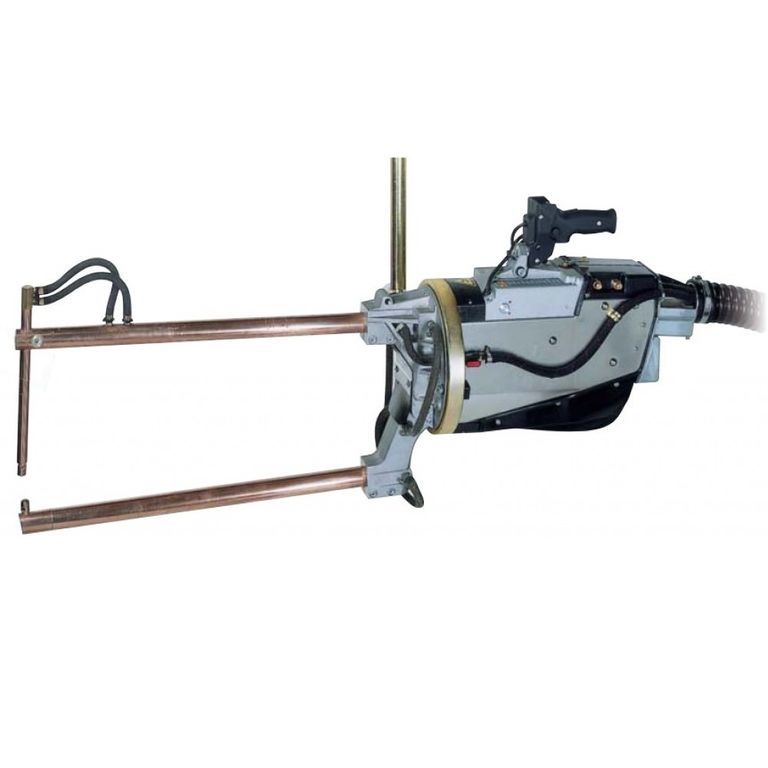
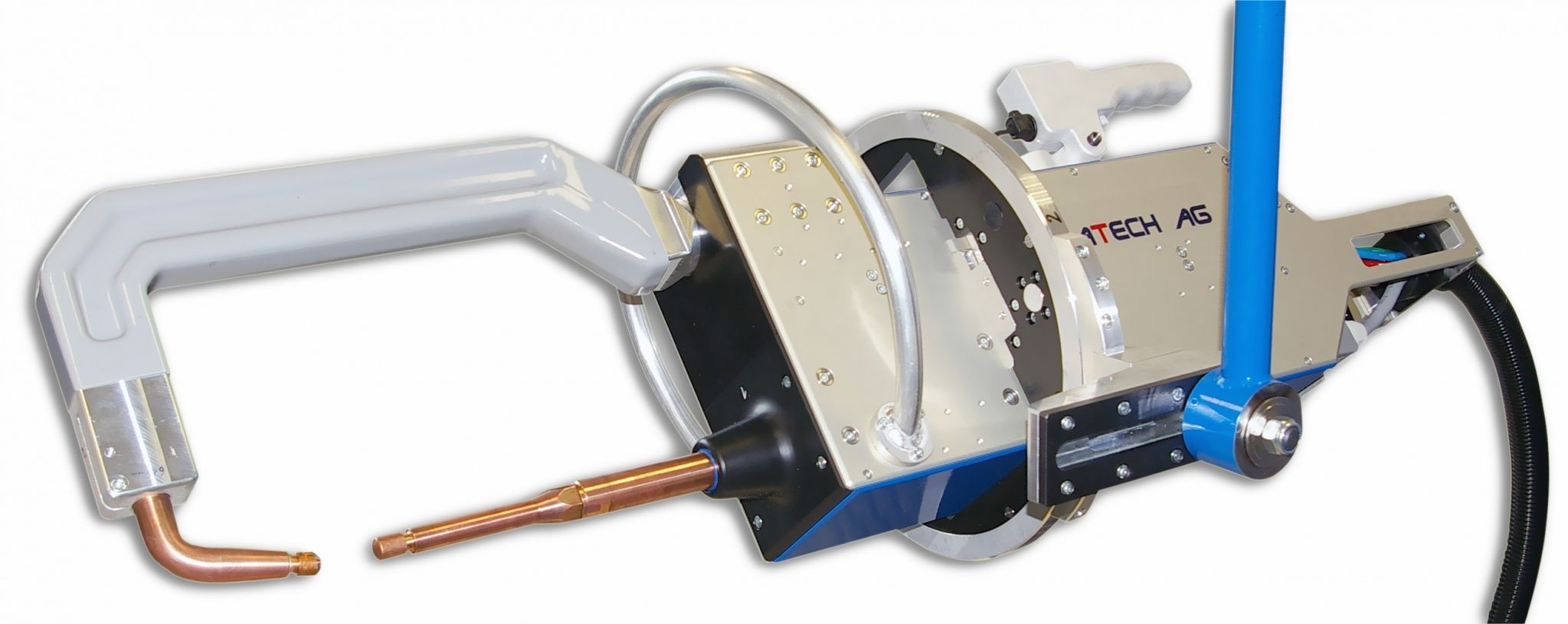
Подвесные клещи для контактной точечной сварки применяются там, где необходимо выполнять большое количество соединений за смену. Обычно это крупные ремонтные мастерские, а также некоторые сборочные конвейеры. На фото представлен агрегат фирмы TECNA
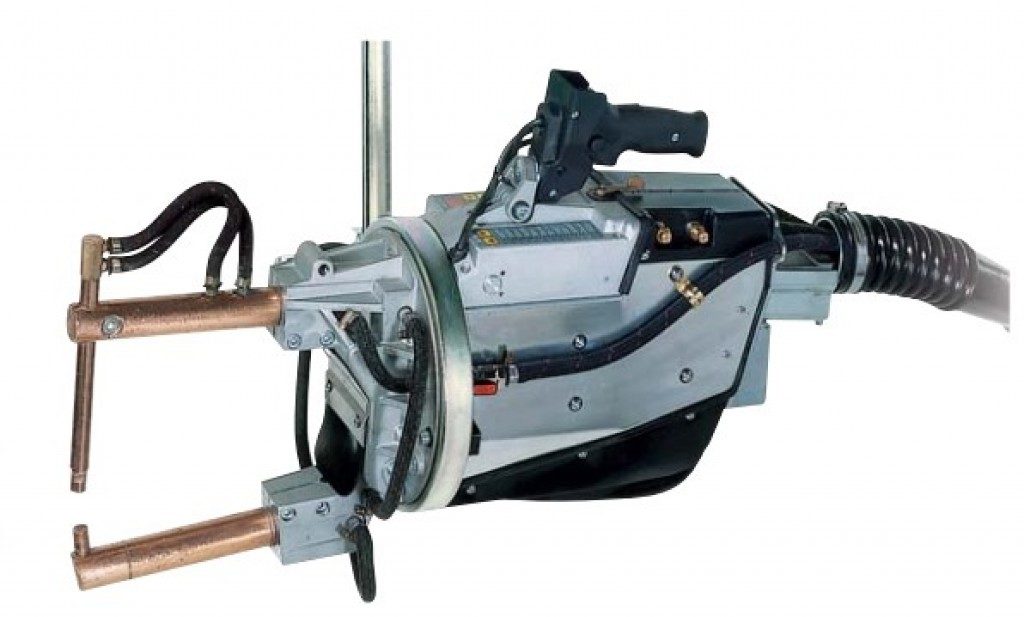
Данная модель сварочных клещей закрепляется на специальном подвесе в зоне рабочего места сварщика. Подвесной кронштейн устройства оснащен гироскопом для устойчивого сохранения необходимой пространственной ориентации.
Внутри корпуса находится трансформатор, вырабатывающий сварочный ток требуемых характеристик и блок управления, позволяющий производить настройку параметров процесса.
Необходимое усилие сжатия клещей достигается посредством пневматического привода. Таким образом, клещи подключаются гибкими связями к электрическому питанию и источнику сжатого воздуха, каковым может быть как индивидуальный или групповой компрессор, так и внутрицеховая воздушная магистраль. Для охлаждения электродов в процессе работы применена водяная система с принудительной циркуляцией охлаждающей жидкости.
Управление подвесными сварочными клещами осуществляется с помощью пистолетной рукоятки с курком, закрепленной в верхней части агрегата. Заготовка вводится в зазор между электродами, затем производится нажатие курка, после чего система автоматически отрабатывает в соответствии с предустановленными настройками.




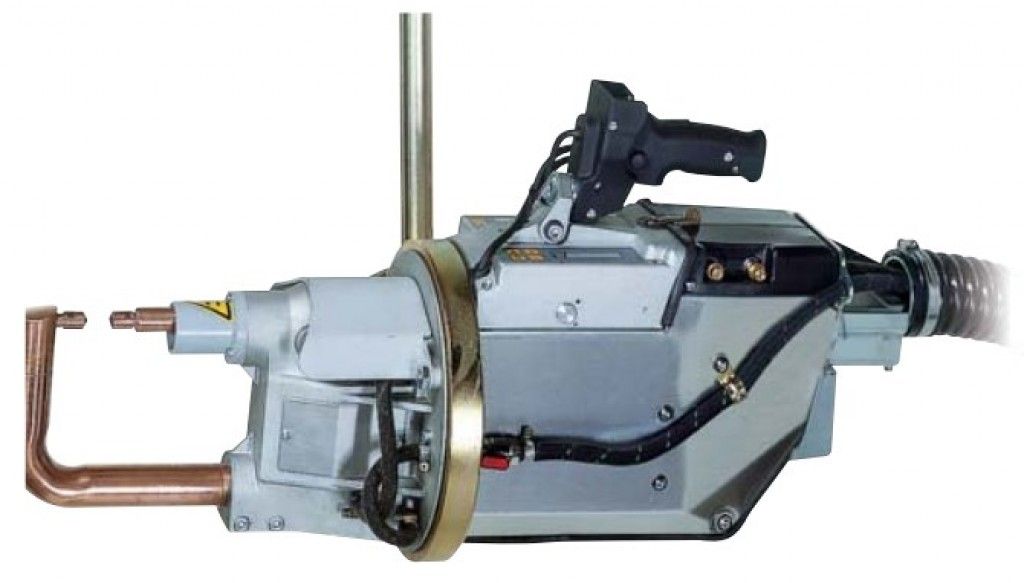



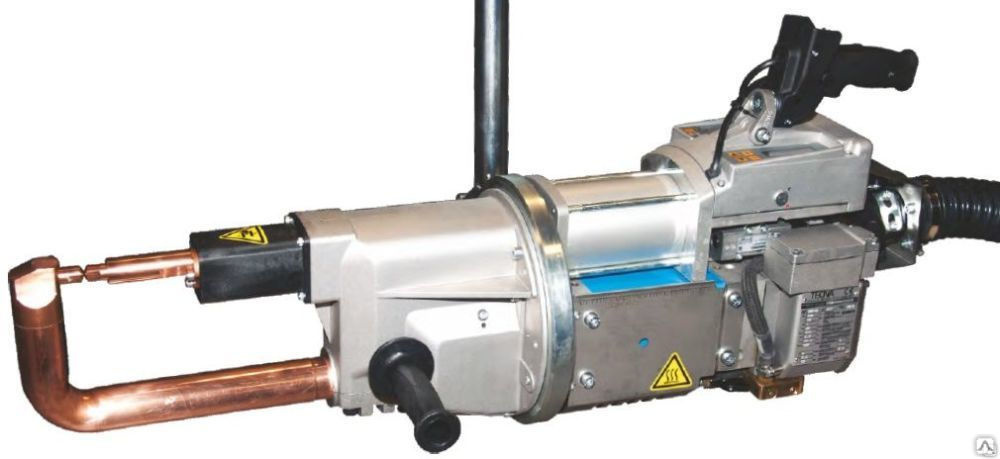
Для примера рассмотрим технические характеристики младшей модели сварочных клещей tecna 3321. Мощность устройства (номинальная) – 16 киловольт-ампер.
Максимальная потребляемая мощность в процессе сварки составляет 37 киловольт-ампер. Питание осуществляется от трехфазной электрической сети 380 Вольт. Величина напряжения вторичной обмотки – 2,8 Вольта.
Сварочные клещи способны осуществлять точечную сварку стальных листов толщиной до 3 миллиметров, либо прутков, диаметром до 10 миллиметров. Вес клещей достигает 52 килограмма. Скорость выполнения операций сварочными клещами – 3960 точек за 1 час.
В целом ассортимент довольно велик, поэтому всегда есть возможность выбрать подходящую модель.
Аппарат для сварки
Для сварки для медных проводов используют любой генератор тока: трансформатор, выпрямитель, инвертор. Клещи для контактной сварки подключают к автомобильным аккумуляторам, соединяют два последовательно, выводят контакты к электродам. Мощности хватает для соединения кабеля с жилой 5 мм. Большой объем с аккумуляторами не сделаешь, необходим сварочный аппарат.
Инвертор
Преимущества современных инверторных аппаратов очевидны:
- ими можно сварить провода любого сечения;
- они не боятся «провисания» напряжения в сети, снижают риск залипания электрода, пережога медных скруток;
- есть облегченные модели, выдающие ток до 150–200 А;
- работают от стандартной сети, не нужно подключаться к трехфазному току.
Работать с инвертором проще, чем с трансформатором. Для сварки постоянным током прямой полярности плюс подключают к держателю электрода, минус – к свариваемому медному проводу.
Трансформатор
Громоздкие аппараты старого типа сложно перетаскивать с места на место, зато трансформаторы способны генерировать ток в пределах 400 А. Трансформатор подходит для работы с постоянным током прямой или обратной полярности. Им проводят сварку медных шин в распределительных щитках, соединение скрученных проводников большого сечения. Подключают трансформатор также, как инвертор: «+» на электрод, «-» на скрутку. У трансформантов хорошая производительность, но в процессе работы они сильно гудят, греются, их периодически отключают, дают остыть. При включении они «просаживают» сеть, но затем напряжение стабилизируется. При работе с трансформатором следует это учитывать.
На базе понижающего трансформатора мощностью до 150 А напряжением от 12 до 38 В из бытовой техники можно сделать сварочный аппарат самостоятельно: намотать на него необходимо число витков кабеля. Рассчитать их количество можно по таблицам. Если включить в электросхему диодный мост, он будет стабилизировать дугу. Держатель приобретают в магазине или используют вместо него зажим троллейбусного контактора. Зажимные токопроводящие клещи делают из пассатижей – к одной ручке прикручивают контактную клемму. Обязательно делают заземление самодельного аппарата.
Устройство
Устроены они достаточно просто и состоят из следующих деталей и узлов:
- трансформаторный источник рабочего тока;
- захват, который дает возможность подведения электродов с двух сторон свариваемых деталей;
- контактные электроды;
- провода;
- система управления.
Трансформатор преобразует сетевое напряжение, понижая его. Его вторичная обмотка состоит из нескольких витков из толстой медной шины, выдерживающей ток в тысячи ампер. Напряжение с вторичной обмотки подается на массивные электроды, имеющие заостренные концы. Они прикладываются с двух сторон к соединяемым листовым заготовкам и плотно прижимаются к ним вручную или пневмоприводом.

По команде оператора система управления через реле замыкает цепь, и на электроды полается короткий импульс. Ток начинает течь через электроды и обе заготовки, быстро разогревая и оплавляя тонкий металл в зоне контакта. Под действием усилия зажима оплавленные зоны соединяются в единое целое и кристаллизуются.На заготовках образуется точечное соединение.
Сварочные зажимные клещи переносят к следующей точке сварки и процесс повторяется. Так формируется линия шва точечной сварки. Диаметр проплавленного пятна определяется размером электрода, силой тока и временем импульса.





