
Осциллятор непрерывной работы своими руками из микроволновки.
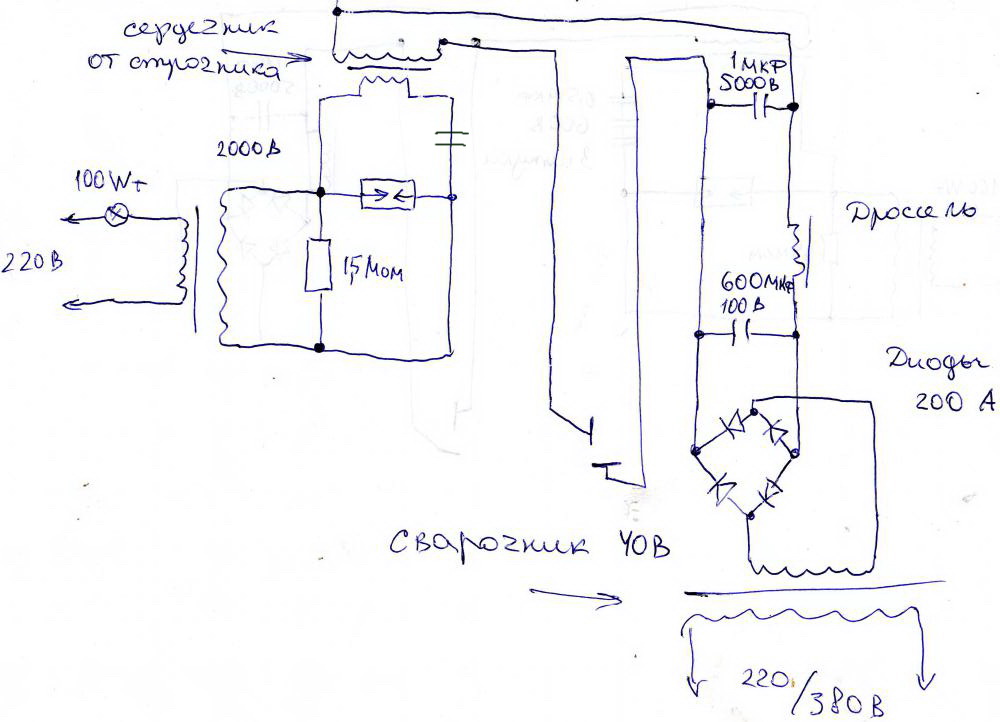
Здравствуйте. У меня возникла острая потребность в сварке алюминия.Проштудировав тему.Стало ясно что надо: 1 баллон с аргоном или гелием 2 сварочный аппарат переменного тока с осцилятором непрерывной работы. 3 горелка. Оказалось купить готовый аппарат AC/DC ну уж очень дорого.более менее аппарат стоит 40т.р (Это только аппарат!) Было принято решение собрать самому. Был приобретен: баллон-2000р, горелка с набором электродов-1780р, трансформаторный сварочный аппарат Зубр 180а-3800. Шланги и редуктор есть в наличии. Осталось найти осциллятор- купить опять дорого минимум 10тр.(Честно я не понимаю что может стоить в покупном осцилляторе 10тр.) Решил собрать сам. Изучив тему выяснилось какой нужен осциллятор и какие комплектующие. 1 Повышающий трансформатор до 1.5-2.5 кв 2 Высоковольтные конденсаторы 3 Высокочастотный трансформатор или ферритовый сердечник 4 остальное мелочи-пускатель, кнопка, блок питания для пускателя, изоляторы. Провода я не считаю. Докупалось-Б.П 24в-430р, изоляторы не нашел купил 2 клемные колоки на 3 контакта -200р. Схема классическая. Трансформатор был взят от микроволновки (питание магнетрона 2.2кв)+вентилятор. Конденсаторы с1 sbb81-9 шт 0.033мкф 3 паралельно по 3 последовательно напряжение 1800в.в сборке получилось пробивное 5.2кв емкость 0.033 на рабочий разрядник. Конденсаторы с2 к78-2 0.033 мкф 1000в -4 паралельно по3 последовательно в сборке 0.044мкф пробивное 3 кв.Все с 2х-3х кратным запасом на высокочастотный трансформатор. Сердечник для вч транса ферритовый взят с отклоняющей системы лучевого монитора. Первичка 2 витка 1.5 мм.вторичка 10 витков шина 45 кв мм.(вторичка перемотана виниловой изолентой с трансформаторной бумагой. Разрядники самодельные — болты на 6 с торца полированные и медная трубка диаметром 6 мм.-сплющенная и согнутая.
Все собрано на текстолитовой пластине 10 мм толщиной. Зазор на рабочем разряднике 0.2-0.3 мм на защитном 5-7мм.
Работу можно посмотреть здесь. Итог- 8200р. за все, или только за аппарат 40т. Смысл есть! На все про все ушло 3 дня.
Пошаговое изготовление
Порядок сборки осциллятора зависит от типа оборудования, с которым он будет использоваться.
Самодельный осциллятор для плазмореза
Вместо трансформатора в схему включают умножитель напряжения. Сила тока не является важным параметром. Устройство компактно, его можно собрать из простых деталей. При намотке умножителя обеспечивают качественную изоляцию. В противном случае напряжение пробьет первичную обмотку, блок выйдет из строя. Чтобы витки не вибрировали во время работы прибора, их обрабатывают эпоксидной смолой.

Самым сложным моментом считается подбор конденсаторов. Лучшими параметрами обладает деталь, извлекаемая из стартера люминесцентной лампы.
Устройство из катушки зажигания
Осциллятор можно сделать из катушки зажигания. В таком случае схему дополняют ВВ-диодом. Такой способ изготовления считается самым простым. Автомобильную катушку можно найти в любом гараже. Однако характеристики этого элемента не совсем подходят для сборки осциллятора. Поэтому остальные компоненты цепи придется подбирать более тщательно. Придется устанавливать разные блоки тиристоров, добиваясь уверенного горения электрической дуги.
Осциллятор для инвертора
При подготовке деталей учитывают такие факторы:
- Назначение сварочного инвертора. Определяют, какие металлы придется варить. Любой материал имеет особенности, которые учитываются при выборе компонентов для осциллятора.
- Характеристики тока.
- Максимальную мощность. При необходимости получения высоких показателей придется использовать дорогие детали.
В бытовых условиях чаще всего сваривают алюминиевые детали. Поэтому прибор собирают по схеме, соответствующей данному типу работ.

Для сборки осциллятора выполняют следующие действия:
- Дорабатывают трансформатор, заменяя первичную и вторичную обмотки. Сердечник обматывают кабелем, сечение которого зависит от требуемых параметров вырабатываемого тока.
- Размещают разрядник, проводящий искру. После этого включают в цепь колебательный контур. Его снабжают конденсатором, вырабатывающим импульсы высокой частоты. С помощью этой детали прибор приобретает необходимые для работы характеристики. Зажигание дуги упрощается, она становится стабильной.
- Проверяют работоспособность готового прибора. Для начала нажимают клавишу пуска, активирующую разрядник. После этого подносят электрод к детали, дожидаются возникновения дуги.
Из микроволновки
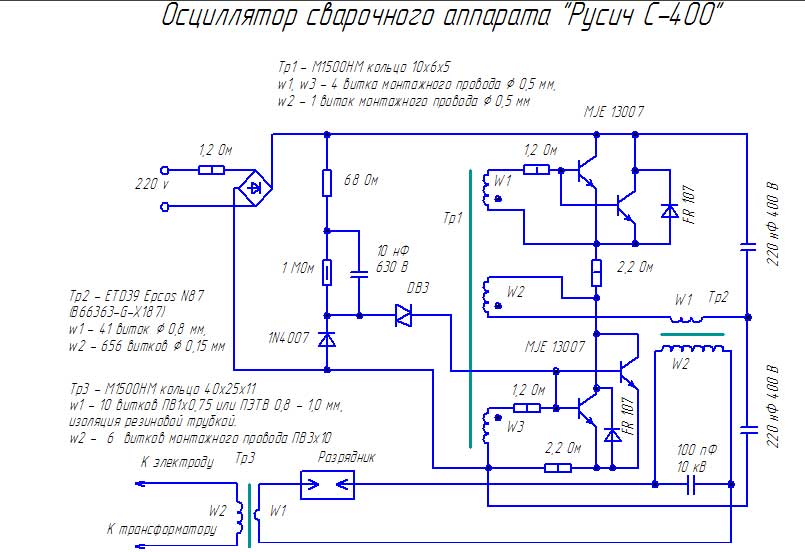
Трансформатор СВЧ-печи можно использовать в качестве основного блока осциллятора для дуговой сварки. Напряжение на магнетроне достигает 2200 В. Повысить это значение можно путем установки 3 последовательно соединяемых конденсаторов. Прибор начинает подавать на разрядник напряжение в 5200 В. Сердечник для второго (высокочастотного) трансформатора можно добыть из отклоняющей системы старого монитора.
Для первичной обмотки используют медную жилу толщиной 1,5 мм. Она состоит из 2 витков. Вторичная обмотка формируется из шины сечением 45 мм². Жила наматывается в 10 витков, покрывается виниловой изоляцией и трансформаторной бумагой. Для изготовления разрядников используют болты на 6 с полированными торцами и сплющенные медные трубки соответствующего диаметра. Также устанавливают клавишу пуска и блок питания для нее. Клапан подачи аргона покупают в готовом виде.
Какие виды осцилляторов доступны для домашнего изготовления
Существует 3 типа устройств, изготавливаемых своими руками.
На непрерывной подаче тока
Сварочный осциллятор вырабатывает электрические импульсы частотой до 250 кГц, величина напряжения достигает 6000 В. Это приводит к быстрому возгоранию дуги на любом расстоянии от детали. Наложение выдаваемого осциллятором электричества на сварочный ток способствует стабильной работе аппарата. Из-за невысокой мощности устройство не представляет опасности для сварщика.

Осциллятор непрерывной подачи тока соединяется с источником питания последовательно или параллельно. Первый способ подключения считается более удобным. Он не требует использования дополнительных средств защиты блока питания от высокого напряжения.
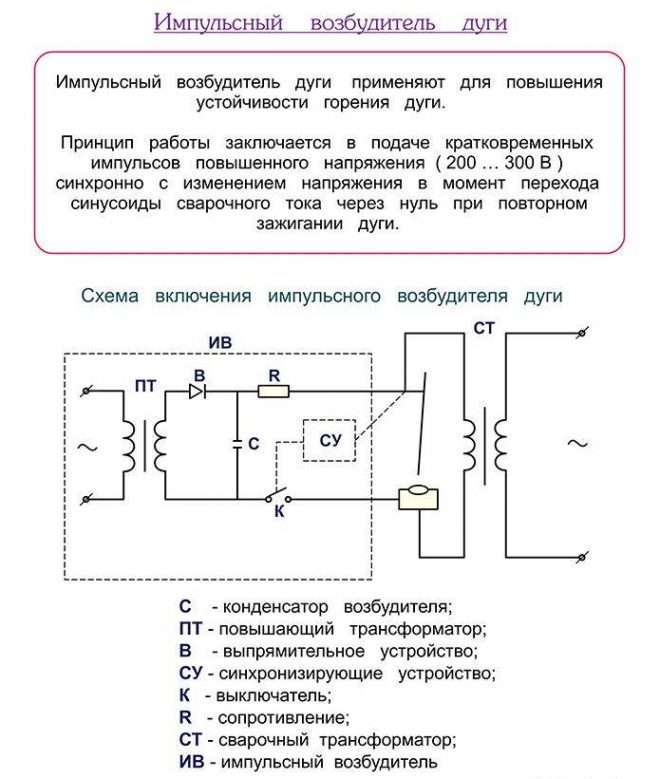
Импульсный осциллятор
Такой прибор совместим с агрегатами, работающими на переменном токе. Осциллятор помогает удерживать дугу во время перемены полярности, наблюдающейся постоянно. Устройство выдает кратковременный импульс, помогающий зажечь начальную дугу.
C дополнительными конденсаторами
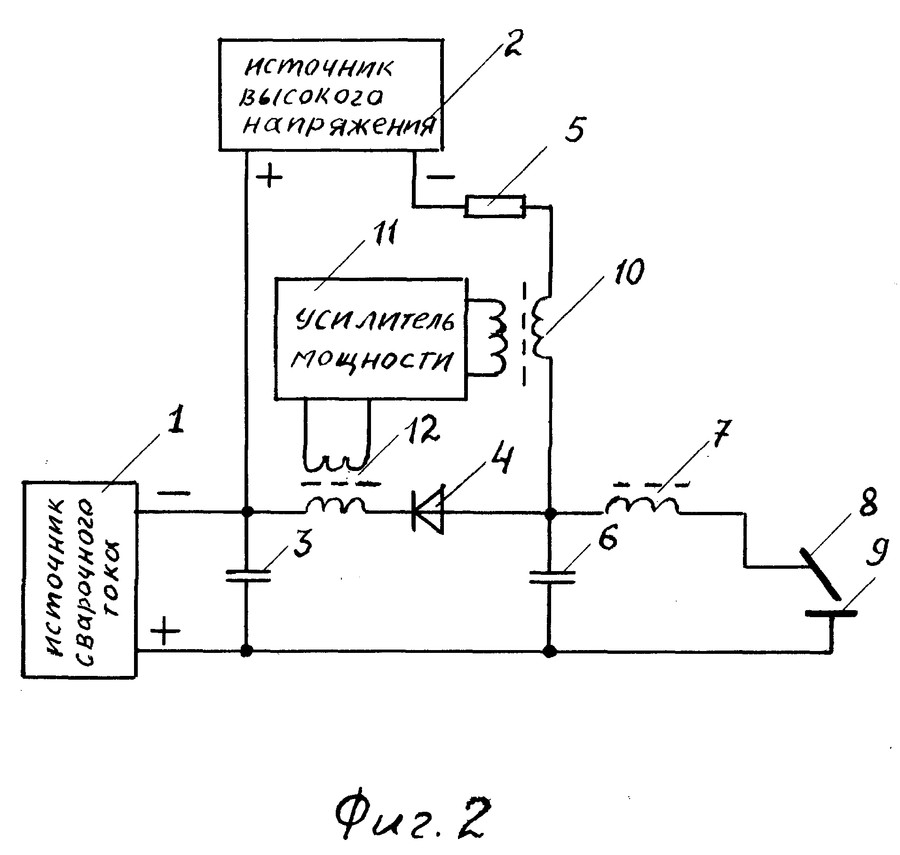
Прибор с накопительными элементами функционирует по принципу заряд-разряд. Для питания конденсаторов применяется отдельный модуль. На первом этапе детали передают энергию дуге. После этого конденсаторы разряжаются, отключаются от схемы, подсоединяются к зарядному блоку. При угрозе обрыва дуги синхронизирующее средство повторно переводит разрядники на рабочую линию агрегата.

Какие бывают сварочные осцилляторы
Сварочный осциллятор не является основным устройством для проведения сварочных работ. Использовать его самостоятельно не представляется возможным, так как он не обладает большой мощностью, способной расплавлять и соединять металлы. Основная его функция – зажечь дугу без прикосновения электрода к рабочей поверхности, и далее поддерживать ее стабильное состояние.
Такой эффект возможен благодаря генерации прибором высокочастотного высоковольтного напряжения, способного осуществлять пробой воздушного промежутка между электродом и металлом. По мостику этого пробоя уже начинает течь основной сварной ток. Различают такие типы сварочных осцилляторов:
- Аппарат с непрерывным режимом действия;
- Аппарат с питанием импульсным режимом;
- Аппарат с накопительными конденсаторами.
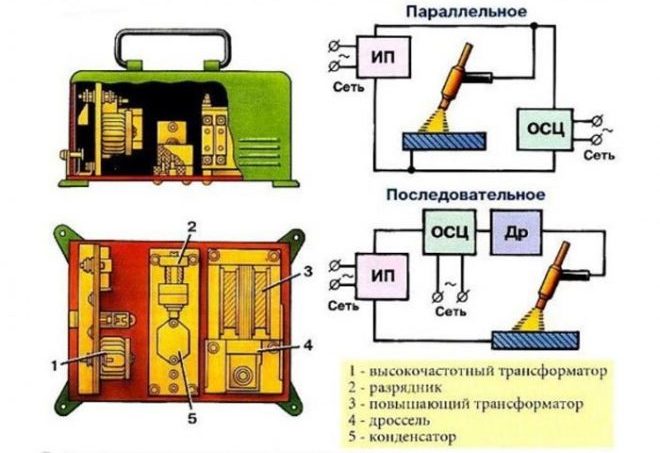
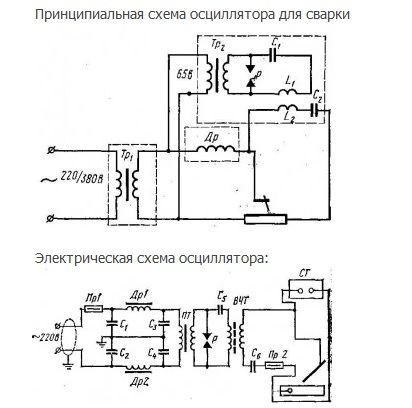
Схема сварочного осциллятора
Осциллятор непрерывного действия
Прибор такого типа выдает ток, частота которого доходит до 250 кГц, и амплитуда напряжения может достигать 6 киловольт. Это электричество дополнительно накладывается на основной ток сварки, дуга мгновенно зажигается на расстоянии от заготовки и держится стабильно при любых амплитудных значениях силы основного тока за счет высокой частоты. Ток сварочного осциллятора не представляет реальной угрозы для оператора, так как мощностью обладает небольшой.
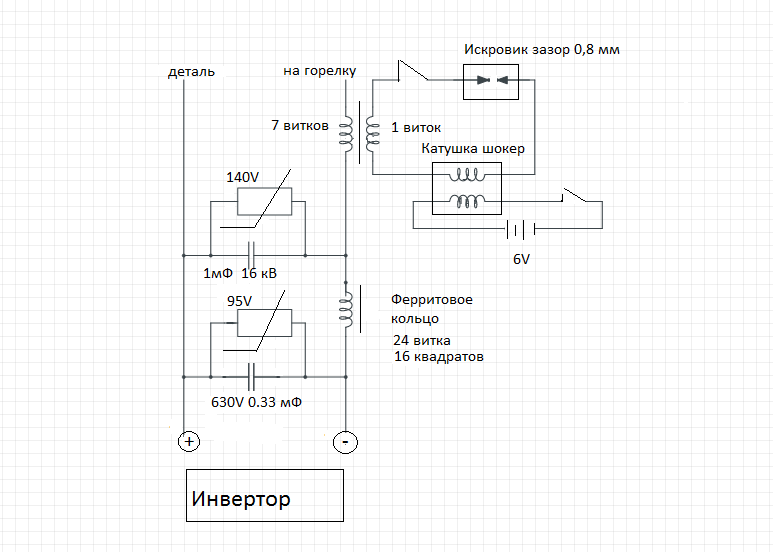
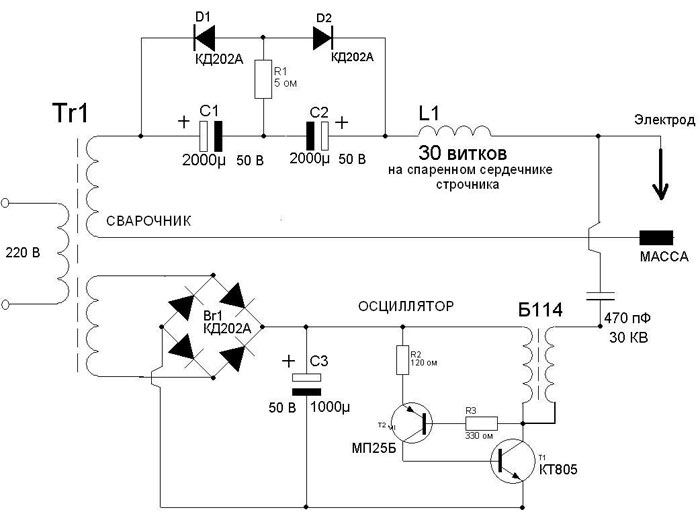
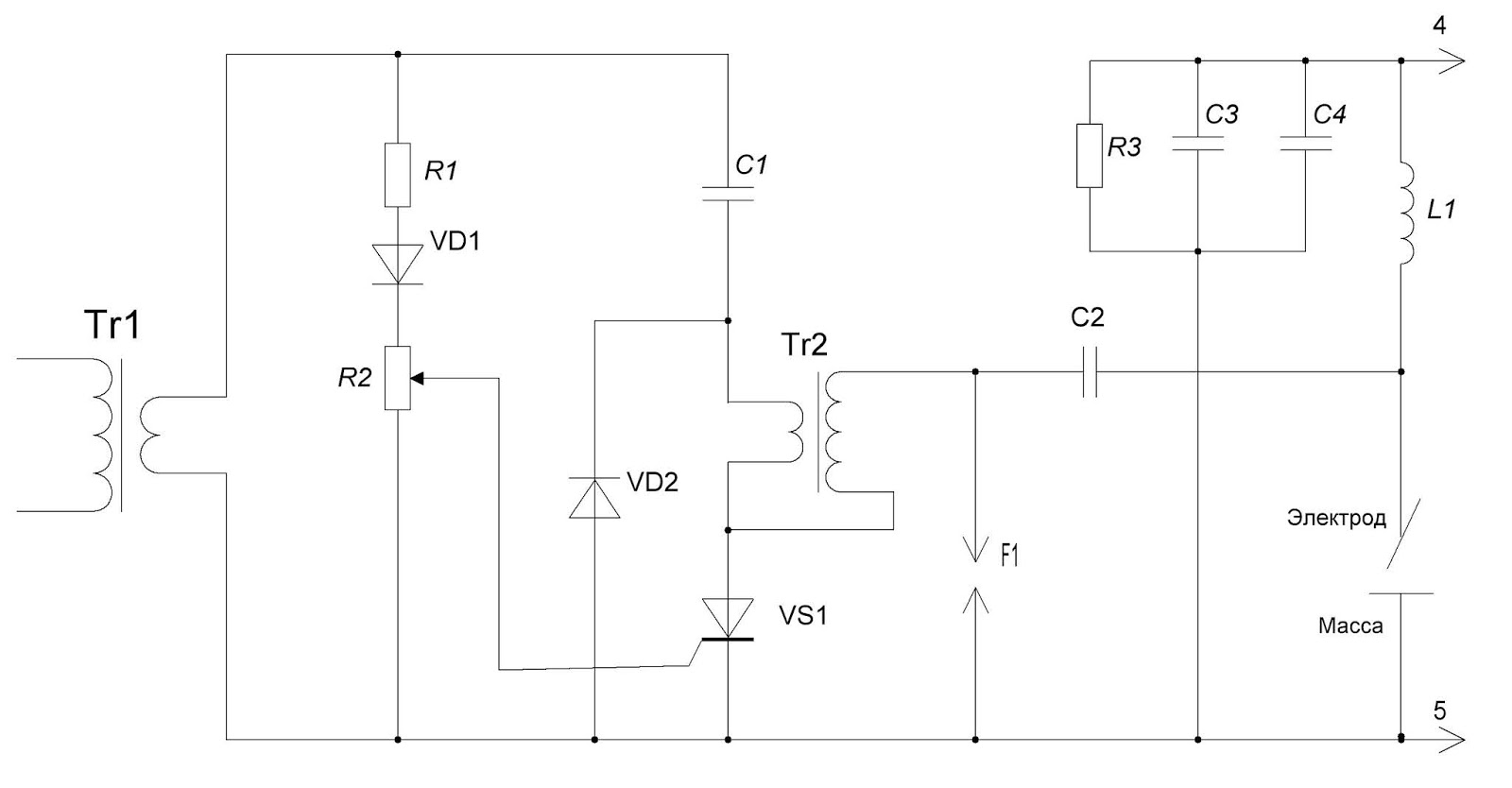
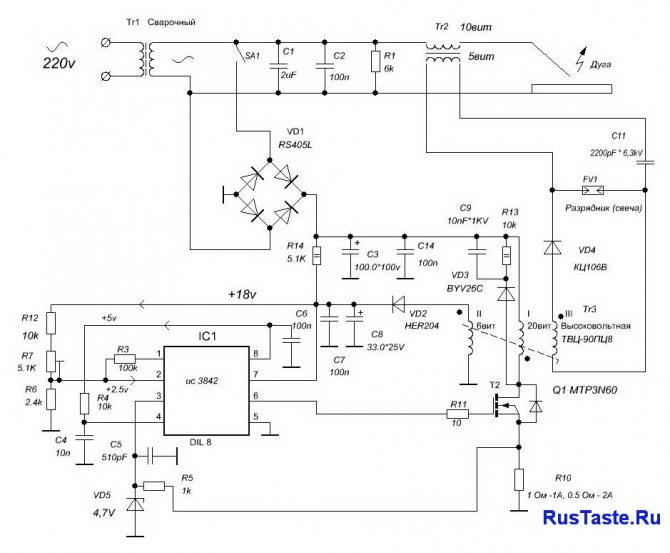
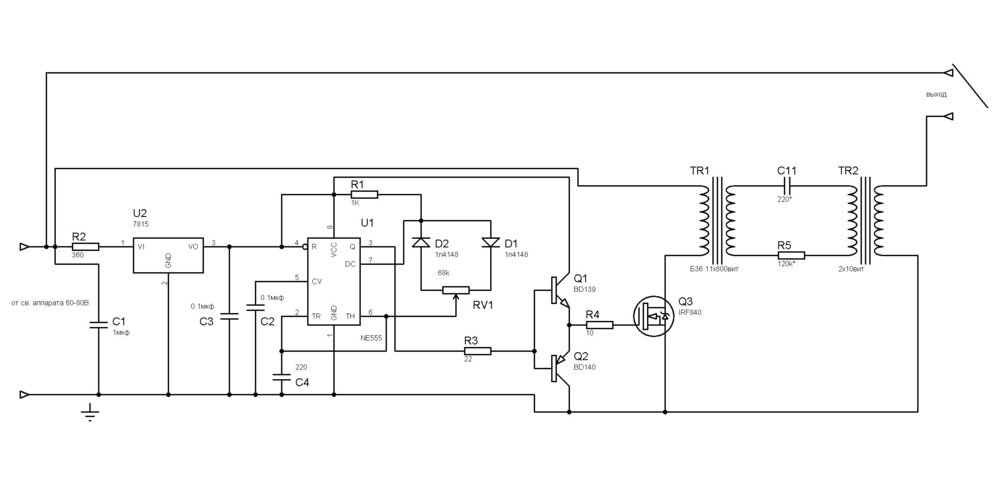
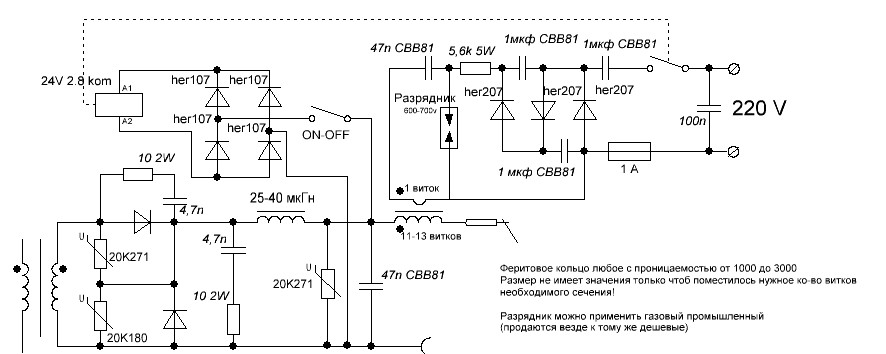

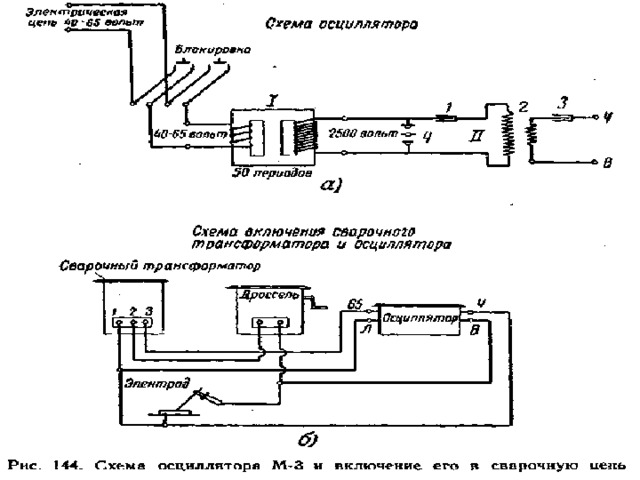
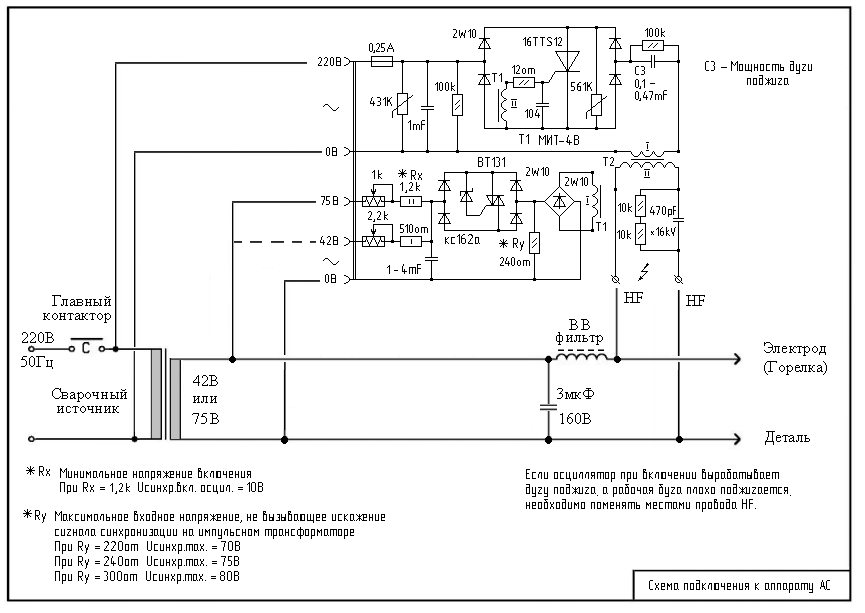

Схема включения прибора в общую сеть со сварочным аппаратом может быть выполнена параллельно и последовательно. Последовательное включение более целесообразно. Здесь не нужно применять дополнительную защиту устройства по высокому напряжению.
Осциллятор импульсный
Конструкция осциллятора этого типа удобна в использовании, если сварка осуществляется током переменного значения. Оборудование способно удержать дугу в момент перехода полярности электричества, что наблюдается постоянно. Схема осциллятора непрерывного действия в этом смысле проигрывает. Импульсный прибор также без физического контакта зажигает дугу в первоначальный момент времени.
Осциллятор с накопительными конденсаторами
Прибор, в схеме которого имеются накопительные конденсаторы, работает по режиму заряд-разряд. Для насыщения конденсаторов используется специальный зарядный модуль. В первоначальный момент времени заряженные конденсаторы отдают энергию дуге и, отключаясь от схемы разряда, соединяются с зарядным модулем. При угрозе срыва дуги синхронизирующий модуль вновь переключает разрядники на рабочую линию сварочного аппарата.
Как сделать осциллятор для сварочного аппарата своими руками
Сваривая аргоном (или любым иным способом сварки) нержавеющую сталь и цветные металлы начинающим сварщикам сложно поддерживать стабильное горение дуги . Такая проблема встречается даже у опытных мастеров, это обусловлено особенностями металла и типа сварки, используемого в работе. Чтобы облегчить задачу можно использовать осциллятор сварочный. Это крайне полезное приспособление, которое используют и домашние умельцы, и мастера на заводе.
Можно купить это устройство в магазине, но мы предлагаем вам сделать осциллятор своими руками. Это не сложно, особенно, если вы обладаете минимальными знаниями электротехники. В этой статье мы подробно расскажем, как сделать осциллятор для сварки своими руками.
Какие виды осцилляторов доступны для домашнего изготовления
Существует 3 типа устройств, изготавливаемых своими руками.
На непрерывной подаче тока
Сварочный осциллятор вырабатывает электрические импульсы частотой до 250 кГц, величина напряжения достигает 6000 В. Это приводит к быстрому возгоранию дуги на любом расстоянии от детали. Наложение выдаваемого осциллятором электричества на сварочный ток способствует стабильной работе аппарата. Из-за невысокой мощности устройство не представляет опасности для сварщика.

Осциллятор непрерывной подачи тока соединяется с источником питания последовательно или параллельно. Первый способ подключения считается более удобным. Он не требует использования дополнительных средств защиты блока питания от высокого напряжения.
Импульсный осциллятор
Такой прибор совместим с агрегатами, работающими на переменном токе. Осциллятор помогает удерживать дугу во время перемены полярности, наблюдающейся постоянно. Устройство выдает кратковременный импульс, помогающий зажечь начальную дугу.
C дополнительными конденсаторами
Прибор с накопительными элементами функционирует по принципу заряд-разряд. Для питания конденсаторов применяется отдельный модуль. На первом этапе детали передают энергию дуге. После этого конденсаторы разряжаются, отключаются от схемы, подсоединяются к зарядному блоку. При угрозе обрыва дуги синхронизирующее средство повторно переводит разрядники на рабочую линию агрегата.

Назначение осциллятора для сварки
Блок применяется для бесконтактного возбуждения дуги, облегчающего начальные этапы сварочного процесса. Осциллятор обеспечивает стабильное функционирование сварочного аппарата. Иногда блок встраивается в корпус агрегата вместе с источником питания. Осциллятор подает импульсные токи слабой мощности, способствующие возбуждению начальной дуги.
Сварщику достаточно поднести электрод к детали и нажать кнопку. Длительность импульса зависит от времени удержания клавиши. После появления дежурной дуги сварка ведется в стандартном режиме.
Если аппарат снабжен микропроцессорным управляющим модулем, осциллятор автоматически включается при спонтанном затухании дуги. Такой принцип действия обеспечивает стабильную работу аппарата при перепадах напряжения или ошибках сварщика.
Условия эксплуатационного использования и меры предосторожности
Конструкция сварочного осциллятора.
- Перед введением в использование с агрегатом стоит пройти регистрацию в организации инспектирования электросвязи.
- Разрешено использовать аппарат как в закрытых, так и в открытых помещениях.
- На открытой территории применять при осадках запрещено. Температура воздуха, при которой можно включать осциллятор, колеблется от 10 градусов мороза до 40 градусов тепла.
- Влажность воздуха не должна превышать 98 процентов.
- Разрешена эксплуатация при атмосферном давлении от 85 до 106 кПа.
- Ни в коем случае нельзя использовать осциллятор сварочного аппарата в обстановке, воздух которой пропитан пылью (с содержанием едких паров и газов, разрушающих изоляцию и металлы).
- Приступать к работе только в том случае, если имеется надежное заземление.
Устройство и работа
Если с назначением осциллятора разобраться не так сложно, то для понимания его работы потребуются некоторые знания в области физики. Первым делом необходимо понимать, что с помощью этого прибора мы получаем дистанционный розжиг дуги и в процессе сварки стабильную дугу, которая статична по отношению к изменяющемуся зазору между электродом и поверхностью металла.

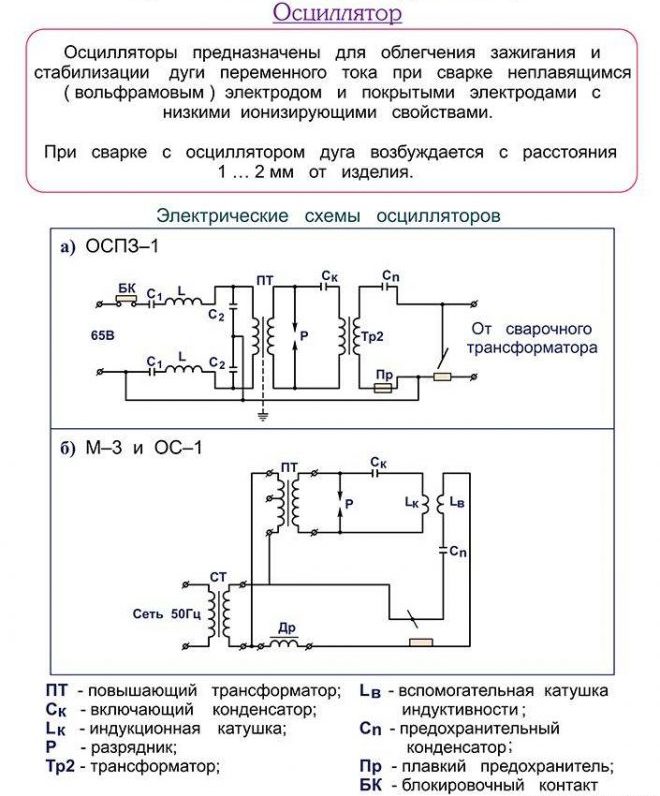
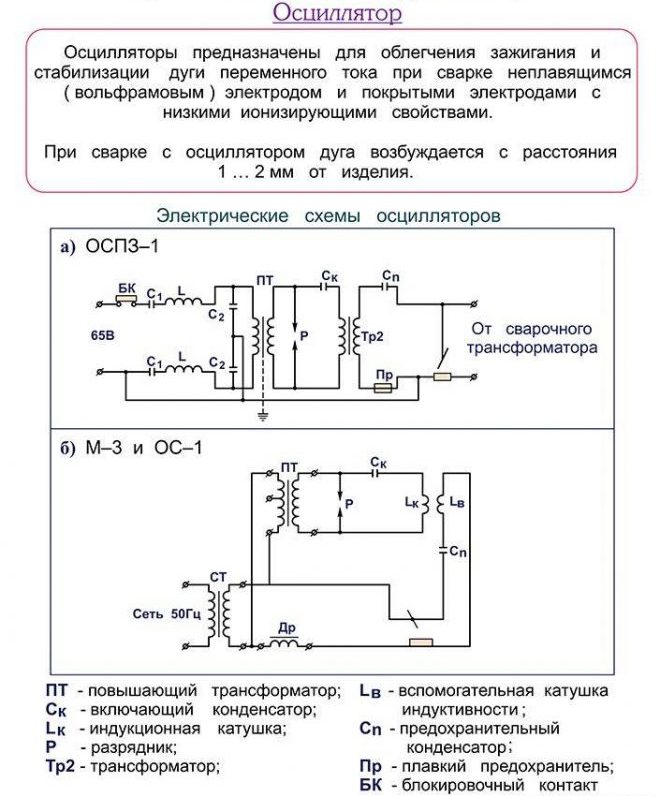
Осциллятор принципиально состоит из нескольких блоков:
- Повышающий трансформатор служит для преобразования амплитуды напряжения.
- Колебательный контур, имеющий классическое строение. Он состоит из конденсатора и катушки индуктивности. В этом контуре возникают высокочастотные колебания.
- Разрядник. Его основной элемент – воздушный зазор, в котором возникает искра.
Естественно, нами не учтены различные датчики, обеспечивающие автономность работы и систему контроля. При реализации интегрированной схемы, когда осциллятор является составной частью аргонодугового инвертора, устройство оснащено клапаном подачи газа. Последний управляется микропроцессором и подает аргон в нужный момент времени. Осциллятор оснащен системой безопасности, обеспечивающей бесперебойную работу электрической цепи, а также сохранность жизни и здоровья самого сварщика. От поражения электрическим током защищает конденсатор. В случае его пробоя в работу вступает плавкий предохранитель, размыкающий цепь при превышении силы тока.

Алгоритм работы осциллятора можно представить в виде последовательности процессов. Рабочее напряжение бытовой сети поступает на первичную обмотку повышающего трансформатора. После преобразования тока на вторичной обмотке индуцируется ЭДС заданной величины (5-6 тысяч вольт). На данный момент частота тока равна промышленной частоте, то есть, 50 Гц. К обмотке вторичной катушки подключен конденсатор колебательного контура. Он начинает заряжаться, но так как собственная частота колебательного контура превышает частоту тока на обмотке, то в контуре возникают колебания. Изначально контур разомкнут, но пробой в разряднике играет роль своеобразного ключа и замыкает цепь. Колебания тока в контуре поступают на электрод.
Одним из примечательных свойств конденсатора является пропускание переменного электрического тока. Емкостное сопротивление с повышением частоты уменьшается. Блокировочный конденсатор является препятствием для низкочастотного тока, которым питается сам инвертор, однако пропускает высокочастотный ток. Таким образом, обеспечивается защита осциллятора от короткого замыкания.
Сварочный осциллятор своими руками
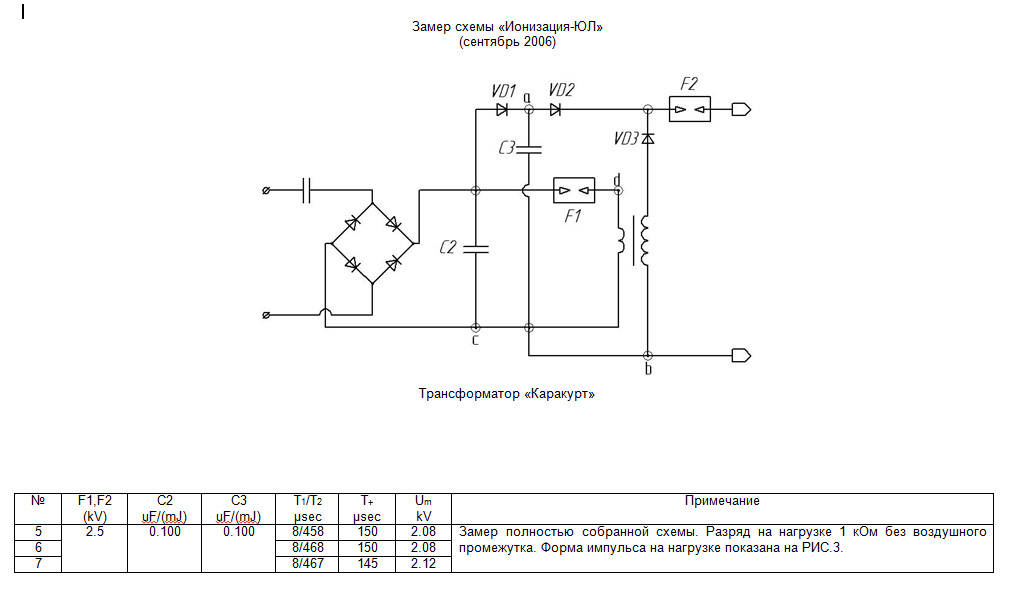
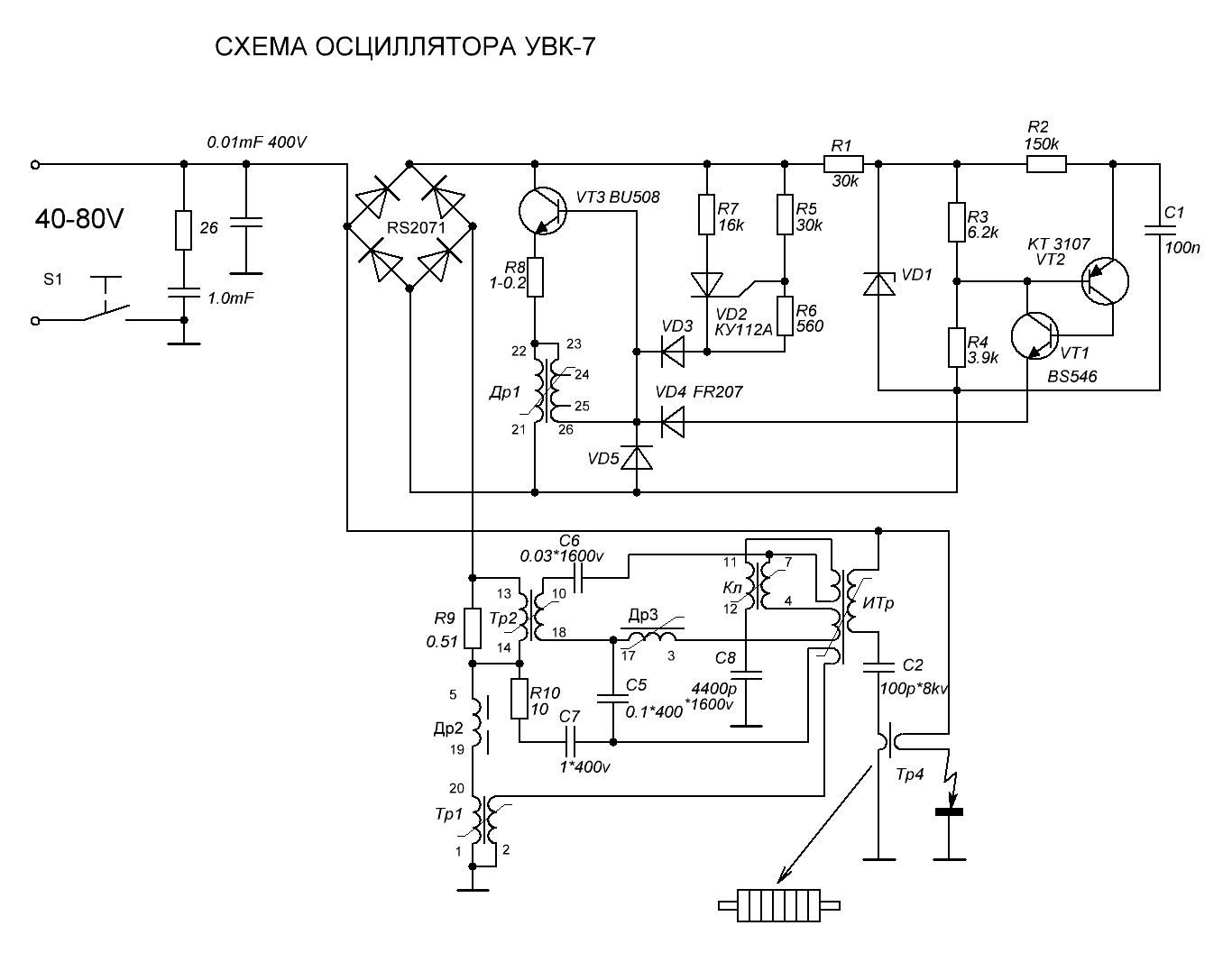
Промышленных конструкций сварочных осцилляторов немало. Например, модель УВК-7, используемая для питания сварочных аппаратов постоянного и переменного тока. Недостаток такого устройства в том, что оно непригодно для инвертора, поскольку требует питания не более 80 В против 220 В, от которого работают сварочные инверторы.
Модель ОССД-300 рассчитывается на напряжение холостого хода не ниже 60 В и обязательно потребует балластного реостата, что поднимает планку требований к мощности сварочного аппарата. Подобные ограничения действуют и в отношении популярного осциллятора ОП-240 «Огниво».
Исходными данными для изготовления осциллятора своими руками являются:
- Назначение (для алюминия или нержавеющей стали).
- Род используемого тока – переменный, постоянный и его напряжение.
- Потребляемая мощность – обычно не более 200…250 Вт, в противном случае стоимость компонентов схемы резко возрастёт.
- Вторичное напряжение, которое должно быть не ниже 2500 В, иначе изготовление самодельного осциллятора себя не окупит.
Работу легче начинать, располагая сварочным преобразователем: в этом случае осциллятор можно делать не импульсно, а непрерывно действующим, и подключать к сварочной сети по более простой последовательной схеме. Наконец, при высокой частоте тока поджиг дуги произойдёт без контакта электрода со свариваемой поверхностью, а устойчивое горение дуги гарантируется даже при сравнительно небольших значениях силы тока.
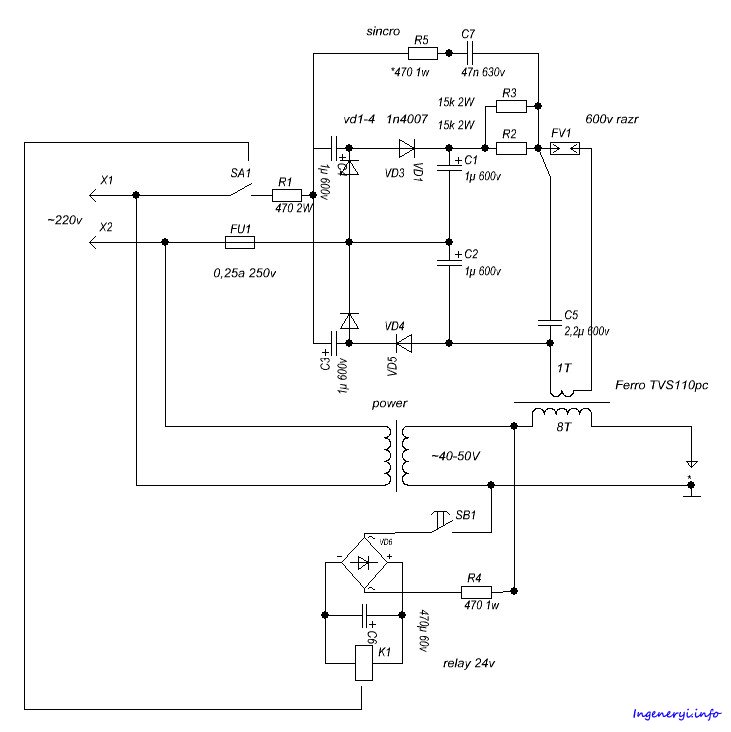
Компоновку осциллятора на прямоугольной плате лучше выполнять следующим образом. Слева размещается высокочастотный трансформатор, предохранители и цепь управления, справа — дроссель, в центре – разрядник, конденсатор колебательного контура и блокировочный конденсатор, который будет отсекать ток низкой частоты от сварочной цепи.
Трансформатор подбирается по его требуемым характеристикам тока во вторичной обмотке. Катушку индуктивности надёжнее собрать сдвоенной: при последовательном соединении двух колебательных контуров подача тока и напряжения оказывается более стабильной, а защита осциллятора от выхода из строя – более надёжной. Обе части контуров – одинаковы, и состоят из:
- конденсатора, рассчитанного на менее, чем на двукратный запас по напряжению (не менее 450…500 В для первой части и хотя бы 4 кВ – для второй) при ёмкости от 0,3 мФ (во втором каскаде может быть до 1 мФ);
- варистора напряжением не менее того, которое требуется для напряжения на вторичной обмотке – 90…100 В (во втором каскаде может быть до 140…150 В);
- катушки индуктивности, представляющей собой ферритовый стержень, на который с зазором не менее 0,8 мм наматывается проволока сечением 15…20 мм2. Число витков на первом каскаде должно быть не менее 7, во втором – меньше Вторая катушка служит своего рода фильтром от возможных колебаний тока большей амплитуды, которые могут привести к нестабильному горению дуги;
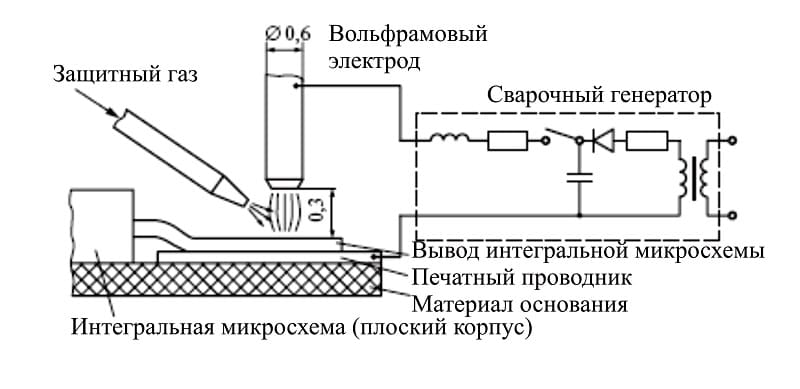
Для изготовления разрядника подбирается плата с рёбрами жёсткости, которая должна понижать температуру при срабатывании. В качестве вольфрамовых электродов можно воспользоваться сварочными, с диаметром не менее 2 мм. Торцы электродов предварительно торцуют, чтобы они были строго параллельны. Обязательно предусматривается регулировка зазора при помощи винта.
Во вторичную обмотку второго каскада для повышения стабильности работы подключается катушка от любого электрошокера. Правда, для питания этой катушки требуется напряжение 6В, которое можно получить только от аккумулятора, но это даже и лучше: всё равно самодельный осциллятор время от времени необходимо подвергать регламентному обслуживанию.
Первый каскад подключают к зажимам сварочного инвертора, а второй – к свариваемой детали и сварочной горелке. Осциллятор следует собрать во влагозащищённом корпусе, который снабжается вентиляционными отверстиями.
Разновидности
Использовать осциллятор можно по-разному в зависимости от вида работ и типа устройства. Общим для всех вариантов оборудования является необходимость преобразования тока до значений в 3000-5000 В и повышение частоты до 150-500 Кгц. Основное отличие состоит в продолжительности высокочастотного импульса. По принципу работу устройства бывают двух видов.
Непрерывного действия
Особенность заключается в том, что высокочастотный и сварочный токи суммируются. Дуга поджигается бесконтактным способом. Дуга остается стабильной даже при небольших показателях силы тока. Поражение специалиста электрическим разрядом, а также разбрызгивание расплава исключены. Неважен способ подключения оборудования в схему – параллельный или последовательный.
При последовательном подключении устройство присоединяется к кабелю, подающему напряжение на электрод. Такой вариант включения осциллятора является наиболее востребованным, поскольку наиболее эффективно используются его возможности. Не расходуется энергия на защиту от высокого напряжения. Модели непрерывного действия часто устанавливаются на трансформаторы и инверторы для работы с электродами покрытого типа.
Импульсные
Подключается параллельно и применяется тогда, когда сварочные работы выполняются переменным током. Оборудование должно очень быстро реагировать на смену полярности и именно в этом состоит основная сложность. В таких условиях поддержать дугу, обеспечить стабильность можно только при помощи импульсного высокочастотного тока. Если к сварочному аппарату на переменном токе подключить осциллятор непрерывного действия, то сварочная дуга зажжется без проблем. Но только первый раз. Повторно ее инициировать будет невозможно. Проще говоря устройство сможет выполнить свои функции только частично.
Конденсаторы в схеме необходимы для того, чтобы с максимальной эффективностью и в полном объеме задействовать функционал оборудования. Они копят заряд, который нужен для повторных импульсов – розжига угасшей в процессе формирования сварного шва дуги. Это неизбежно случается каждый раз, когда сварщик отклоняет электрод от сварочной ванны на большое расстояние, разрывающее протекание электрического разряда. Не обойтись в такой установке без обратной связи. Поэтому предусмотрена управляющая схема, которая синхронизирует разряд конденсатора.
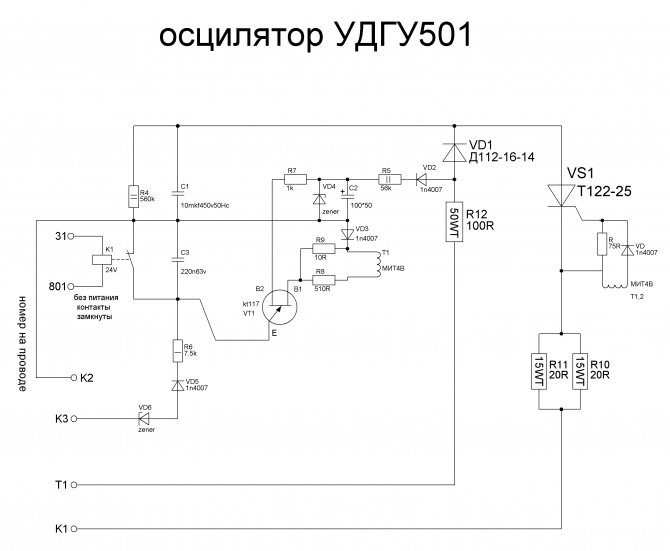
Электрическая схема осциллятора
Схемы и конструкции сварочных осцилляторов могут отличаться, исходя из условий эксплуатации и частоты использования.
Как правило, эти устройства подключаются двумя способами:
- Последовательно. Такое подключение позволяет сваривать заготовки из алюминия.
- Параллельно. Применяется во время работ с нержавеющей сталью и для краткосрочной сварки.
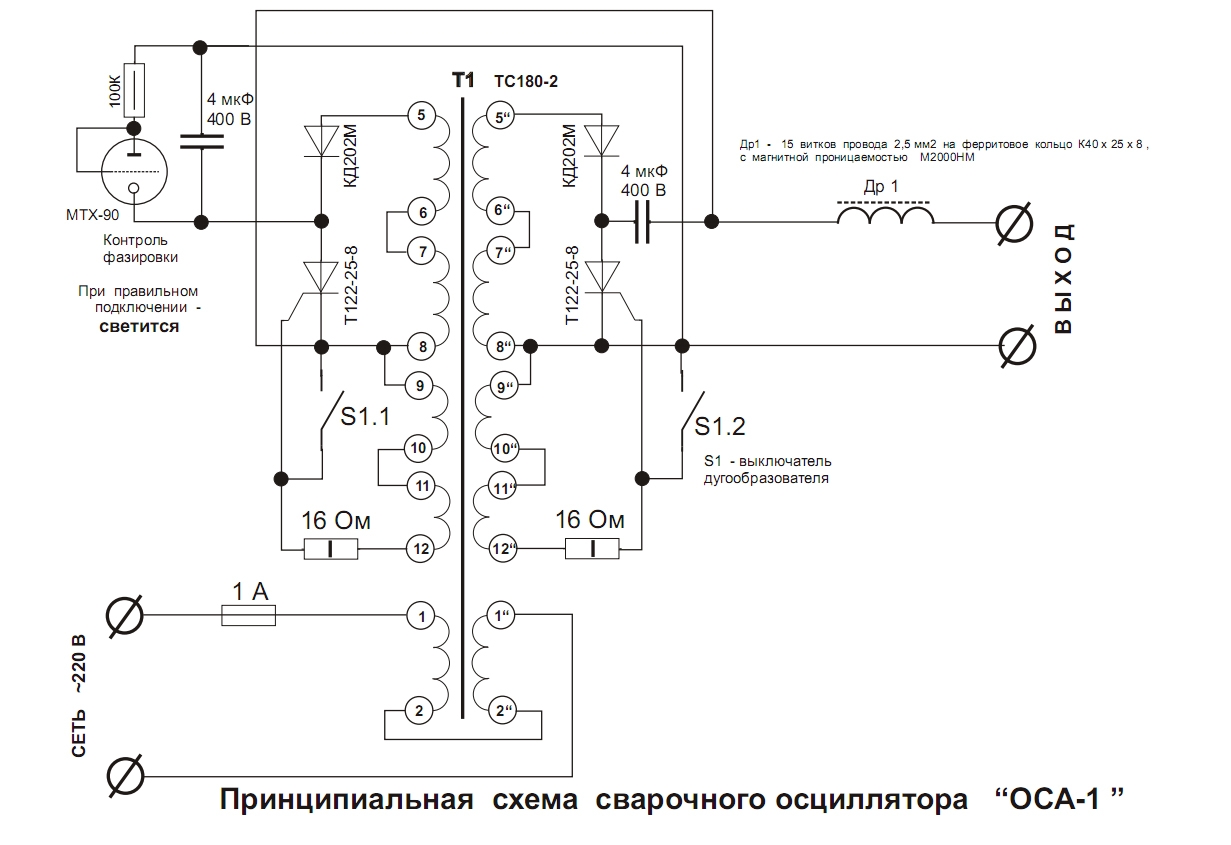
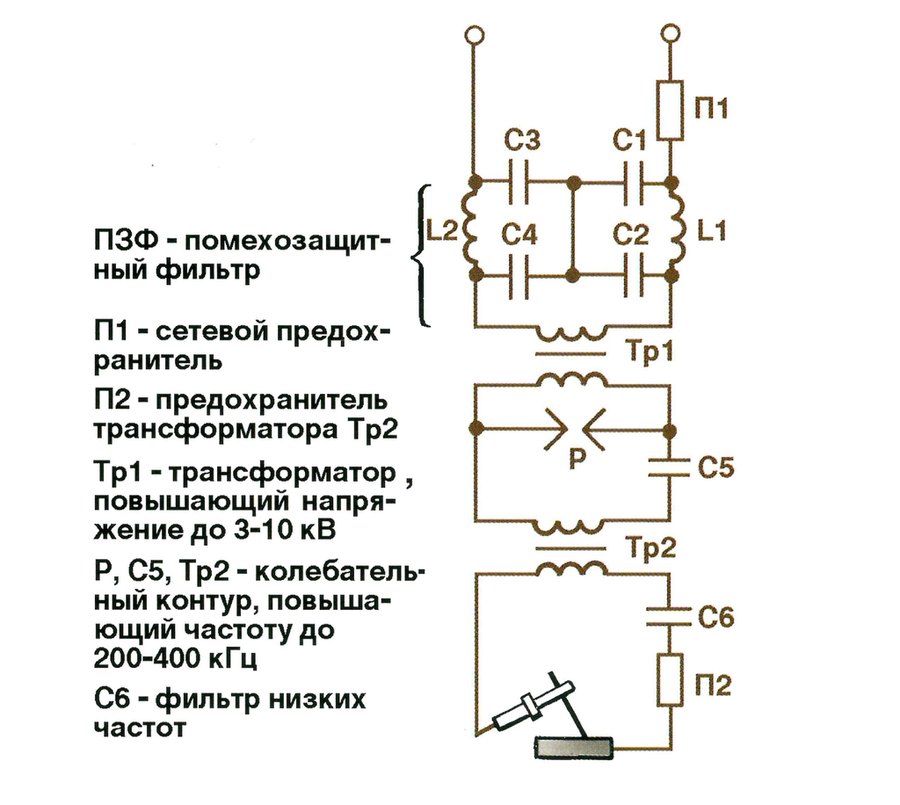
Типовая схема состоит из следующих электротехнических компонентов:
- Стандартная конструкция искрового одноконтурного разрядника. Эта деталь по сути является генератором и обеспечивает формирование затухающих колебаний. Он состоит из конденсатора и катушек индуктивности, соединенных параллельно между собой. Вольфрамовые электроды выполняют функцию контактов.
- Дроссели в количестве двух, также изготовленные на основе катушек индуктивности.
- Мощный повышающий трансформатор. Преобразует стандартное сетевое напряжение до 6000 В, а частоту – до 250 кГц.
- Трансформатор, установленный на выходе. Осуществляет передачу сформированного напряжения в цепь сварочного инвертора.
- Детали управляющей цепи. Сюда входит стабилизатор, регулировочные элементы пуска, контур обратной связи с датчиком тока.
- Элементы системы безопасности. Выполнены в виде предохранительных цепей, защищающих схему от перегрузок, а самого рабочего – от поражения электротоком.
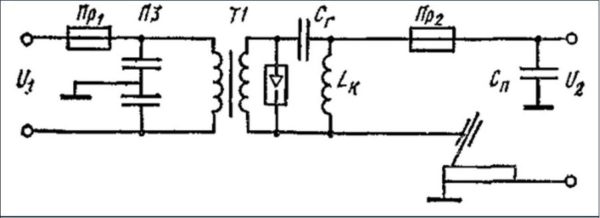
Схема осциллятора для сварки алюминия
Алюминий требует особых условий для сварки, особенно тяжело разжечь на нем качественную дугу. Снова требуется осциллятор, способный преобразовать переменный ток частотой 50Гц в приемлемые для сварки 1500 Гц.
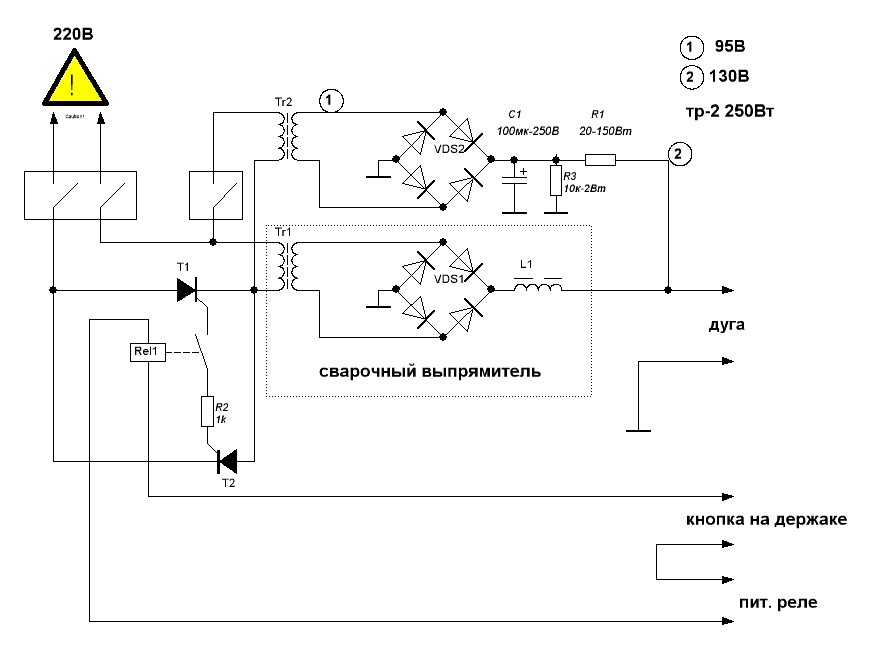
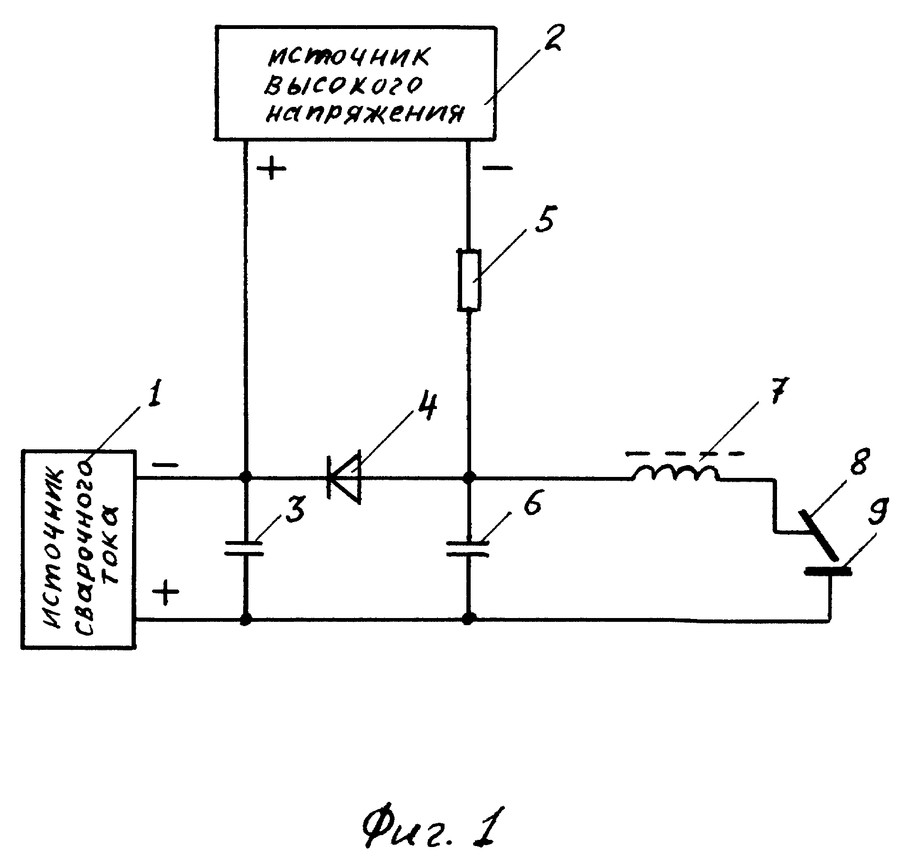

Как и остальные приборы, осциллятор для сварки алюминия подключается параллельно инвертору

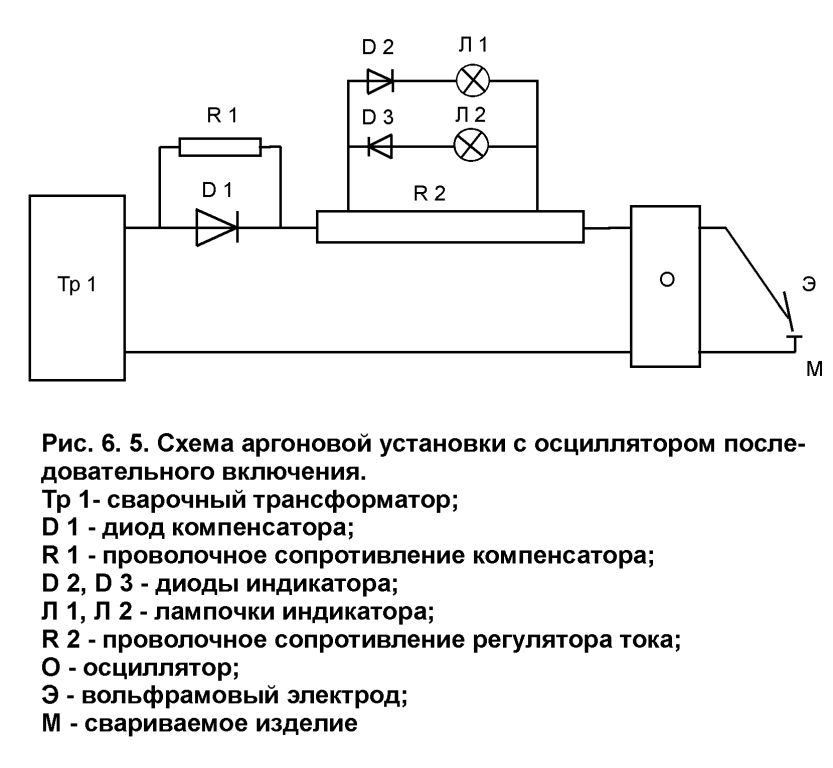
или работает с последовательной схемой
Вывод: В зависимости от интенсивности использования вашего сварочника, вы можете приобрести осциллятор заводского исполнения, или выбрать одну из предложенных схем.
При работе с аппаратами электродуговой сварки возбуждение электрической дуги осуществляется соприкосновением электрода и заготовки. Не всегда зажечь дугу удается с первого касания.
Иногда для возбуждения дуги касание приходится заменять неоднократным постукиванием, чтобы пробить непроводящий слой окисла на поверхности заготовки.
Выполнение тонких сварочных работ с цветными металлами производится на малых токах, усугубляющих нестабильность зажигания дуги. Для решения проблем подобного рода используется так называемый осциллятор. Его используют при сварке в среде аргона, которая как раз и применяется к цветным металлам и сплавам.

Вывод
Сварочный прибор осциллятор, что это такое, было рассмотрено выше. В общем можно обозначить его, как устройство, позволяющее создавать рабочую дугу, не дотрагиваясь электродом к поверхности обрабатываемых компонентов. Также оно обеспечивает дуговую стабильность.

Подобная функциональность агрегата гарантируется тем, что электроток, поступающий от сварочного оборудования, взаимодействует с аналогичной величиной высокой частоты и большим показателем напряжения. Особенно существенная помощь от рассматриваемого прибора наблюдается при работе с цветметом и нержавейкой. Большим плюсом является тот момент, что осциллятор можно собрать своими руками, не обладая при этом сверхспособностями и знаниями строения и размещения элементов электроприборов.





