
Особенности эксплуатации
Особенности использования вращателей рассмотрим на примере роликовой версии устройств.
Суть применения любого такого агрегата состоит в том, что область, подлежащая свариванию, с установленной скоростью перемещается именно так, как это будет наиболее удобно для работы мастера. Поверхность агрегата может двигаться вокруг оси с такими скоростными параметрами, которые задаст сам сварщик. Показатели эффективности работы в таком случае возрастают кратно.

Таковой может быть как стационарная подставка, так и тележка на рельсах. Это даёт возможность перемещать секции в зависимости от размеров свариваемого изделия.
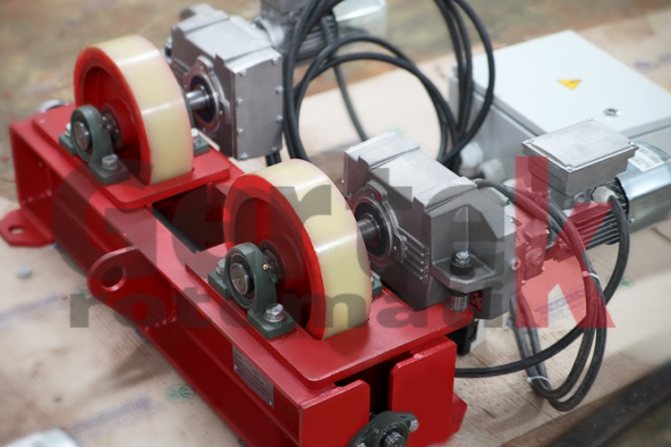
Приводной секцией является рама, где устанавливается пара приводных роликоопор, имеющих индивидуальные приводы. Управление ими происходит из тумбы управления. Неприводная секция — рама, где устанавливаются неприводные роликовые опоры.
Для подстройки вращателя под размеры обрабатываемого элемента нужно передвинуть роликоопоры на секциях по соответствующим отверстиям.

Ролики для вращателей выпускаются нескольких видов:
- стальные;
- обрезиненные;
- армированные.
В некоторых моделях используются ролики с особым полиуретановым покрытием, способствующим уменьшению уровня вибрации. Опоры роликов монтируются как стационарно, так и подвижно.

В выборе типа роликов присутствуют значимые тонкости, а отдать предпочтение какому-либо типу достаточно трудно, всё зависит от условий эксплуатации.
- В ряде случаев оптимальнее полиуретановые – они изнашиваются даже меньше стальных. Тем не менее слой полиуретана не лишён недостатков – он тонок, обладает повышенной жёсткостью, малым коэффициентом трения. Поэтому при наличии у деталей значительных неровностей, сложных конфигураций в виде вырезов, горловин, выступов возможны подвисания и проскальзывания.
- Ролики с обрезиненной обечайкой, разрешая проблемы при вращении элементов с явным эксцентриситетом, отклонениями от идеальных форм, испытывают затруднения при значительных нагрузках. При наличии таких роликов за счет упругих деформаций появляется некая компенсаторная функция неравномерной нагрузки. Если же они стальные, то таковой нет. В предельных ситуациях система проскальзывает или останавливает движение по причине приводной перегрузки.


Актуальными остаются и вопросы синхронизации приводных секций роликоопор, типов и расположения приводных двигателей, а также вероятных электрических повреждений в процессе эксплуатации оборудования.
Что такое сварочный вращатель, смотрите далее.
Основные типы
Можно выделить четыре основных типа вращателей для сварки:
- роликовые;
- горизонтальные;
- вертикальные;
- универсальные.
Роликовые вращатели применяют для сварочных работ с металлоизделиями, имеющими цилиндрическую форму. Такие детали с лёгкостью фиксируются в устройстве и двигаются благодаря роликам, расположенным внизу. Наиболее мощные модели вращателей роликового типа способны выдерживать нагрузки до 20 тонн, в них можно вставлять металлические заготовки длиной до четырёх метров.
Сварочный вращатель горизонтального типа, в соответствии с названием, осуществляет вращение заготовок вокруг горизонтальной оси. Поэтому его используют для создания соединений круговой и эллиптической формы.
В горизонтальном вращателе предусмотрено два основных механизма. На одном из них крепится деталь, а второй имеет специальный привод для вращения. Такая конструкция позволяет устанавливать во вращатель даже нестандартные детали длиной до 2,5 м. Вращатели горизонтального типа способны выдерживать вес изделий от 600 до 6300 кг в зависимости от модели.
Вертикальные вращатели по принципу действия мало чем отличаются от горизонтальных. Только в данном случае вращение зафиксированной металлической заготовки происходит по вертикальной оси.









Данный тип вспомогательного оборудования применяется, как правило, для сварки в среде инертных газов (в частности, аргона), а также под различными флюсами. Допустимый вес заготовки — 2000 кг, а максимально допустимая длина – до 2 м.
https://youtube.com/watch?v=EgwHVUHOU6M
Универсальный сварочный вращатель даёт возможность устанавливать изделие в любое удобное положение и вращать его по любой оси (в том числе и угловой) с необходимой скоростью.
Данные вращатели нередко используют, когда выполняют сварку цилиндрических труб. Универсальные модели способны работать с деталями весом до 2000 кг и длиной от 0,5 до 1,9 м.
Что это такое?
Сварочные вращатели (позиционеры, манипуляторы) – род вспомогательного оборудования, сконструированного для надёжного соединения кольцевых швов различных соосных конструктивных элементов (газоходов, трубопроводов усложнённых конфигураций). Вращатели включают 3 главных узла:
- базовый элемент, платформу или стойки для опоры;
- узлы для крепежа подлежащих сварке элементов;
- вращательные механизмы, дающие требуемую скорость движения заготовок.

Вспомогательный механизм предназначен для обеспечения рационального и удобного расположения при выполнении сварных операций. Он способен работать как в ручном, так и в автоматическом режиме.
Позиционер устанавливается на тяжёлой или жестко закрепляемой платформе. Устройство призвано стабилизировать размещение соосных деталей для качественного выполнения надлежащих операций. В ходе крепежа заготовки зазоры между деталями регулируются, поскольку они зависят от коэффициента линейного расширения материала.


При подборе устройств учитывается расположение элементов в пространстве. Поэтому они выпускаются для производства работ как в горизонтальном, так и в вертикальном положении. Производятся и универсальные изделия, где ось может устанавливаться под различными углами, когда сварке подлежат сегментные элементы сложных конфигураций.
Такое вспомогательное оборудование выпускается с различными габаритами и грузоподъемностью. Оно удобно для формирования швов как внутри, так и снаружи свариваемых элементов.

Вращатели применяются при различных видах сварки:
- электродуговой;
- аргоновой или в среде иного газа, предохраняющего металл от окисления;
- полуавтоматической с использованием проволоки для наплавки;
- газовой;
- лазерной;
- плазменной;
- автоматической, со скоростью вращения до 4000 об/мин.
Чаще аппарат используется для соединения трубных элементов, поскольку их трудно закреплять на ровных поверхностях. Используется это вспомогательное приспособление и при восстановлении дисков (литых элементов в авторемонтных мастерских).

Конструкции вращателей и манипуляторов идентичны. Они несколько различаются по функционалу и электронной «начинке». Программная настройка производится оперативно, в течение нескольких минут, а процесс крепежа и разблокировки – автоматическим способом.
Манипуляторы несколько эффективнее и удобнее своих вращательных собратьев. Их плюсы:
- скорая переналадка, легкая смена образа движения элементов;
- гарантированная надёжность соединений;
- универсальность – возможность поднастройки под детали разных типоразмеров.
Существующие их модульные конструкции применяются для работы в автоматическом или полуавтоматическом режиме.


Брак при использовании такого вспомогательного оборудования снижается кратно. Дуга, как правило, стабильна, валик образуется отменный, шов формируется качественный (без заплывов и прожогов). Таким образом, автоматические вспомогательные механизмы в полной мере обеспечивают надёжность и безопасность швов и изделий в целом в ходе их дальнейшей эксплуатации. Ведь самый минимальный промах в точке сварки оказывает отрицательное влияние на степень жесткости швов.








Область применения
Оборудование выпускают различных размеров, грузоподъемности, типов. Сварочный вращатель удобен при формировании внутренних и наружных швов. Без этого вспомогательного механизма невозможно надежное соединение деталей различной формы:
- круглых;
- цилиндрических;
- сегментарных;
- полусферических.
Сварочный вращатель применяют при любом виде сварки:
- электродуговой обычной и с применением флюсов;
- аргоновой и в среде другого газа, защищающего расплавленный металл от окисления;
- сварки полуавтоматом с применением наплавочной проволоки;
- газовой;
- лазерной;
- плазменной;
- автоматической, подставка может вращаться со скоростью до 4 тысяч оборотов в минуту.
Оборудование часто применяется для работы с трубными заготовками. Их сложно фиксировать на рабочем столе или другой ровной поверхности. Вспомогательное устройство необходимо при реставрации дисков, литых круглых деталей в автомастерских. Наплавка истертых фрагментов упрощается, образуется ровный диффузный слой.
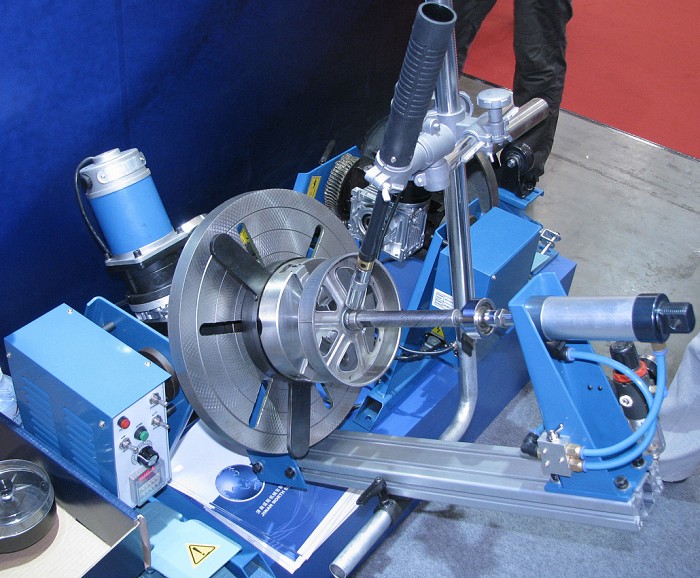
Цикл работы
Перед началом работ соединяемые детали закрепляются на платформе, после чего оператором устанавливается скорость её вращения. Некоторые модели могут обеспечивать относительное поступательное перемещение между горелкой сварочной головки и сварным швом, что полезно при обычной сварке плавлением. При этом не имеет значения, является ли источник дуги постоянно включённым, поскольку другая соединяемая заготовка в это время перемещается по простой траектории.
Наличие сварочного позиционера снижает требования к конструкции сварочного стола: он может не иметь функции перемещения.
Источник открытой дуги, который монтируется на компактной колонне, с помощью манипулятора стрелы подводится к месту будущего сварочного стыка. Для более качественной сварки рекомендуется использовать генератор колебаний, который обеспечивает нужную амплитуду перемещения сварочной головки. При возбуждении дугового разряда электронная система обратной связи по напряжению отслеживает текущие значения сварочной головки, и обеспечивает постоянство расстояния между электродом и свариваемой поверхностью. Поэтому сварка ведётся с оптимальной производительностью.

Классификация сварочных вращателей
Тип и конструкцию вспомогательного механизма выбирают под вид свариваемых элементов. Вращатель для сварки классифицируют:
- по способу вращения и системе опорных частей;
- количеству и числу осей поворота;
- углу наклона;
- системе привода (электрический, ручной или ножной);
- по способу применения (универсальные, специализированные);
- функциональности.
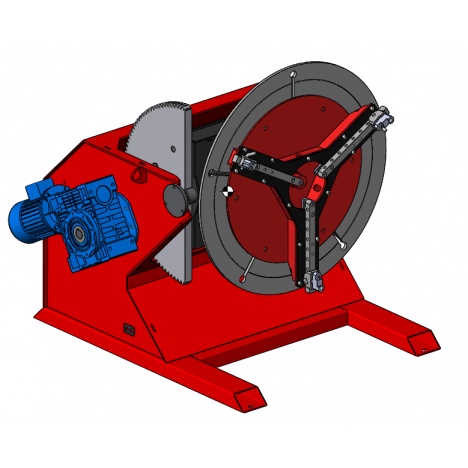
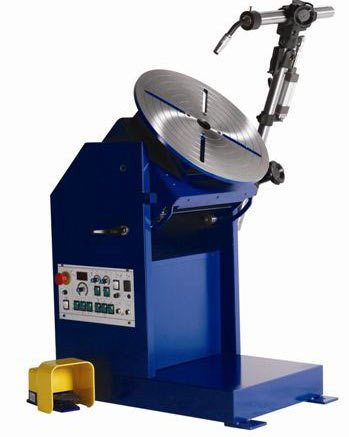
Горизонтальные
Предназначены для формирования кольцевых внутренних и наружных швов. У сварочного вращателя горизонтального есть функция остановки после полного кругового цикла. Допустимая длина заготовки – 2,5м, максимальный вес свариваемых изделий 6,3 тонны. Детали устанавливаются перпендикулярно опорной платформе, вращаются вокруг своей оси, положение сварочного оборудования стационарное.
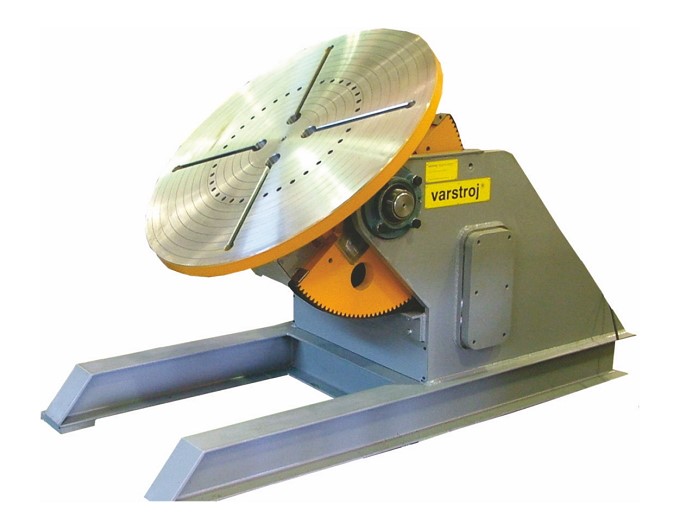
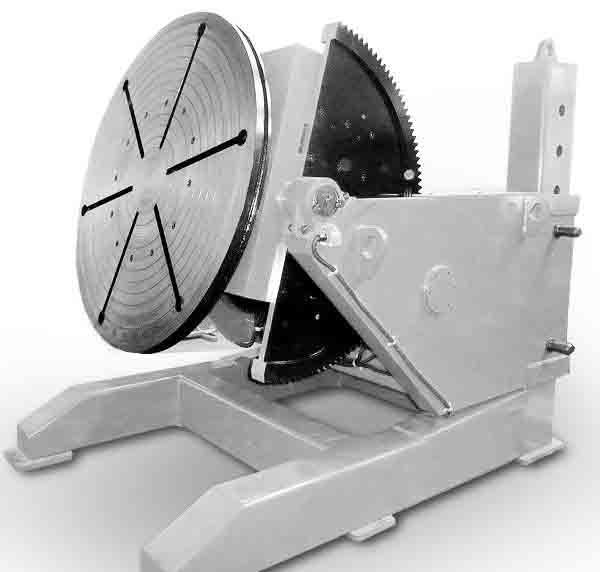
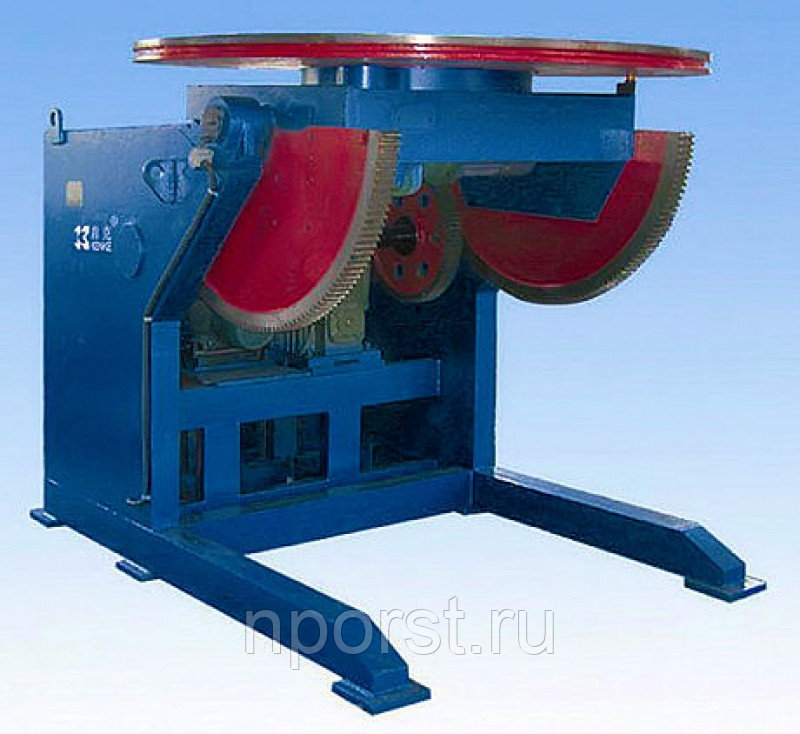
Вертикальные
Обеспечивают вращение заготовок в вертикальной плоскости. Применяется:
- при аргоновой автоматической и полуавтоматической сварке;
- применении флюса;
- наплавки металла.
Линейная длина обрабатываемых деталей – до 2 м, предельный вес – 2 т.
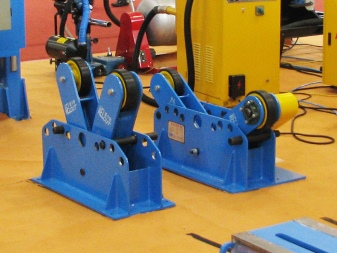
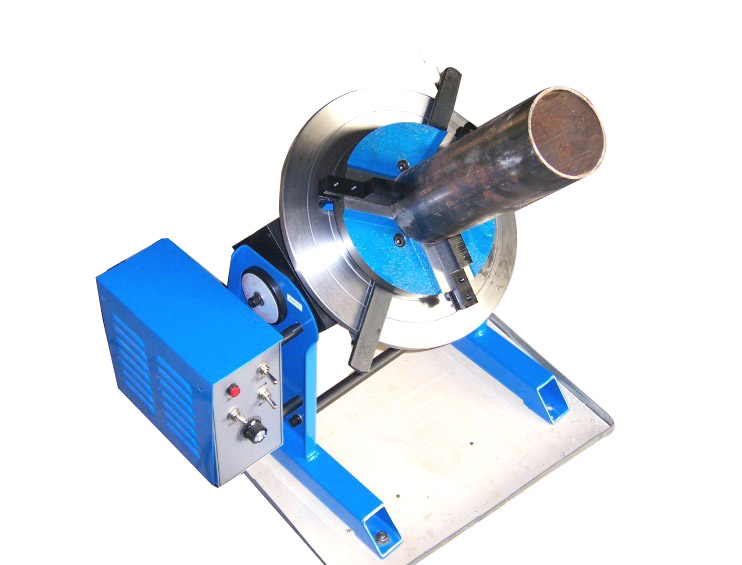
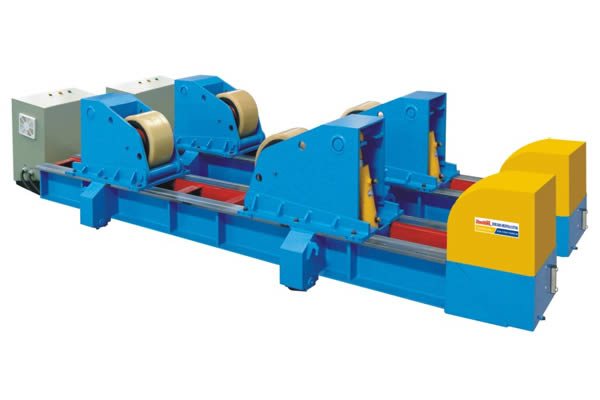
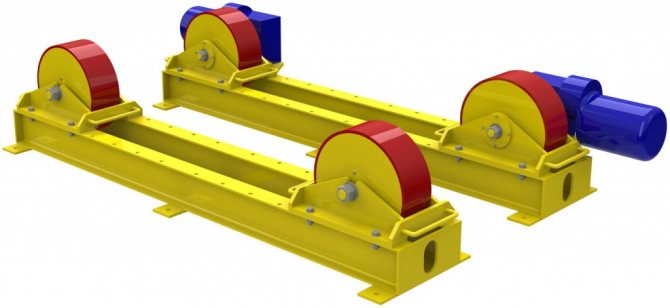
Роликовые
Особенность сварочных роликовых вращателей – деталь удерживается за счет собственного веса. Она укладывается на несколько пар роликов, которые обеспечивают вращение с необходимой скоростью. Предназначены для сварки мелких и крупногабаритных деталей, допустимая длина – 4 м. Оборудование выдерживает до 20 т. Производители выпускают роликовые вращатели-толкатели в большом ассортименте.
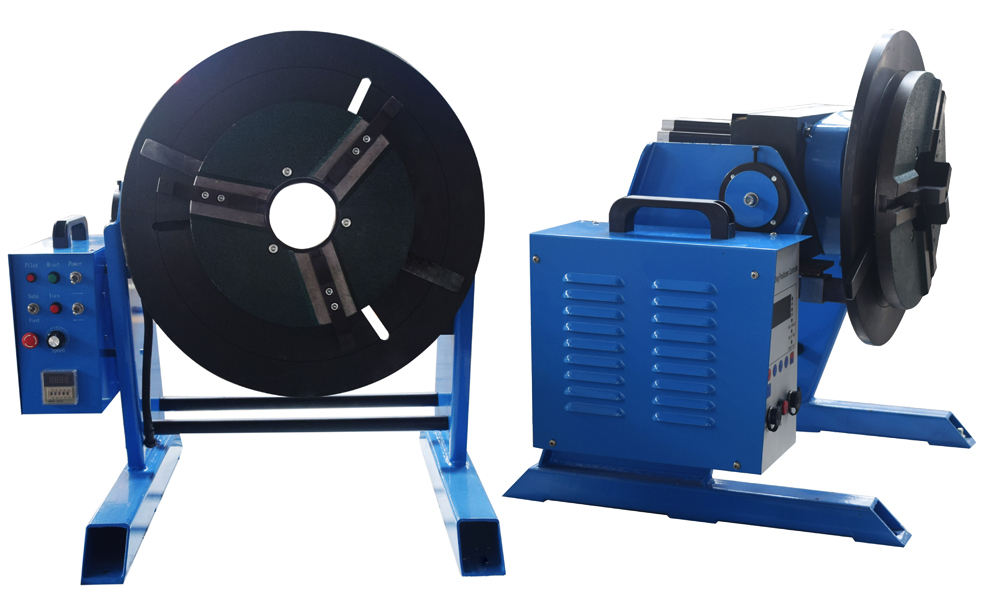
Универсальные
Название оправдано. Вращатели сварочные универсальные способны удерживать свариваемые элементы в любой плоскости. Предназначены для стационарной сварки сложных магистральных участков трубопровода. Допустимая длина свариваемых фрагментов – 1,9 м, общий вес конструкции до 2 т.
Точечная сварка своими руками: видео
Электродами служат медные стержни. Толщина их здесь сыграет положительную роль. При небольшой подаче тока пользуются жилами паяльников.
Как производится ручная точечная сварка? Электроды нужно подтачивать, а со временем необходимо их менять из-за полного стачивания. Длина провода от трансформатора, как отмечалось, по возможности делается меньшей. Соединений тоже лучше делать меньше, потому что при них теряется мощность. Идеалом здесь будут наконечники с обеих сторон провода, через которые соединяются электроды.
Наконечники спаиваются с проводом для предотвращения роста сопротивления и потери мощности. Когда у провода большой диаметр, то спаивать его с наконечником непросто. Но процесс упростится, если приобрести луженые наконечники. Из-за неспаянных соединений также растет сопротивление. Но все равно лучше иметь съемные электроды, потому что их надо подтачивать или заменять, а каждый раз спаивать и припаивать снова будет слишком утомительно.
Самодельный аппарат точечной сварки имеет рычаг и выключатель.
Чтобы осуществлялась точечная сварка своими руками (видео), сжатие электродами производится сильное. На аппаратах промышленных образцов такая сила может быть равна десяткам, а иногда даже сотням килограммов. В связи с этим рычаг делается как можно крепче, а основание массивнее, лучше, если его можно будет закрепить к столу.








Усилие создается при помощи, как рычажного зажима, так и рычажного винтового. Используются и другие методы при помощи дополнительного оборудования.

Точечный сварочный аппарат своими руками
Далее производится наматывание новой обмотки. Чтобы ток был сильным, потребуется большой медный провод диаметром более одного сантиметра. Для предотвращения сопротивления дополнительно, длину делают короче.
Производятся витки для получения двух ватт на выходе. Если получится внедрить больше двух витков, аппарат точечной сварки своими руками будет более мощным.
Чтобы точечная сварка из микроволновки была мощнее, соединяются еще трансформаторы, конечно, если сеть позволит. Если точечный сварочный аппарат своими руками чрезмерно мощный, то напряжение в сети резко упадет, что вряд ли обрадует соседей. Поэтому лучше ограничиться силой тока от одной до двух тысяч ампер. Если ток будет недостаточным, то просто нужно будет увеличить время сварки.
Определение и назначение вращателей
Оборудование разрабатывалось для сварки кольцевых швов соосных конструкций, циклонов, газоходов, трубопроводов сложной конфигурации. Сварочный вращатель состоит из трех основных узлов:
- опорная конструкция в виде платформы или опорных стоек;
- узла крепления деталей;
- поворотного механизма, обеспечивающего необходимую скорость поворота сварных заготовок.
Грузоподъемность механизмов достигает нескольких тонн. Скорость вращения зависит от мощности электропривода. Крутящий момент до 200 ньютонов передается на ось.
Вспомогательное устройство обеспечивает рациональное расположение свариваемых заготовок. Механизм работает в ручном и автоматическом режиме. Установлен на массивной или жестко закрепленной платформе. Конструкция стабилизирует положение трубных заготовок, при фиксации зазор регулируется. Расстояние между далями зависит от коэффициента линейного расширения сплава.
При выборе устройства важно учитывать пространственное положение заготовок. Вращательные приспособления предназначены для работы в горизонтальном или вертикальном положении
Есть универсальные модели, на которых ось устанавливается под любым нужным углом, они нужны для создания сегментных элементов сложной геометрии.
Классификация и технические параметры сварочных вращателей
Вращатели для сварочных работ можно разделить на несколько основных типов. Ниже будут рассмотрены четыре вида, которые используются в процессе сварочных работ чаще всего:
- роликового типа;
- горизонтального типа;
- вертикального типа;
- изделия универсального назначения.
Роликовый сварочный вращатель
Основное назначение вращателей этой категории заключается в их использовании в процессе проведения сварочных работ с деталями и заготовками цилиндрической формы. Его можно использовать в процессе сварки в ручном, автоматическом и полуавтоматическом режиме.
Зафиксированная деталь в устройстве вращается благодаря специальным роликам, что позволяет сварщику создавать качественные швы как внутри детали, так на ее внешней поверхности. Настройка скоростного режима устройства должна соответствовать скорости формирования шва на материале, которая может изменяться в зависимости от конкретного вида металла или сплава. Самые лучшие модели вращателей роликового типа способны выдержать нагрузку свыше двадцати тонн. Максимальная длина металлической детали может составлять четыре метра.
Горизонтальные сварочные вращатели
Как можно понять из названия устройства, его задача заключается в осуществлении вращения детали по горизонтальной оси. Соответственно его используют в процессе работы со швами кольцевого типа. Изделие можно использовать в процессе сварочных работ проводимых в автоматическом или полуавтоматическом режиме.








Практически каждая модель вращателя данного типа оснащена механизмом, который выполняет остановку вращения после полного круга, что позволяет полностью освободить мастера от контроля над работой устройства. Максимальный вес детали, которую способны выдержать лучшие представителей модельной линейки устройств этого типа, равняется примерно шести тоннам. Размер длины детали может достигать двух с половиной метров.
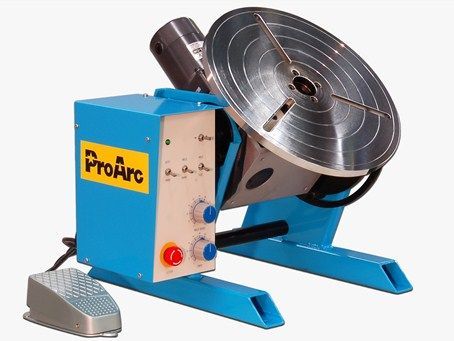
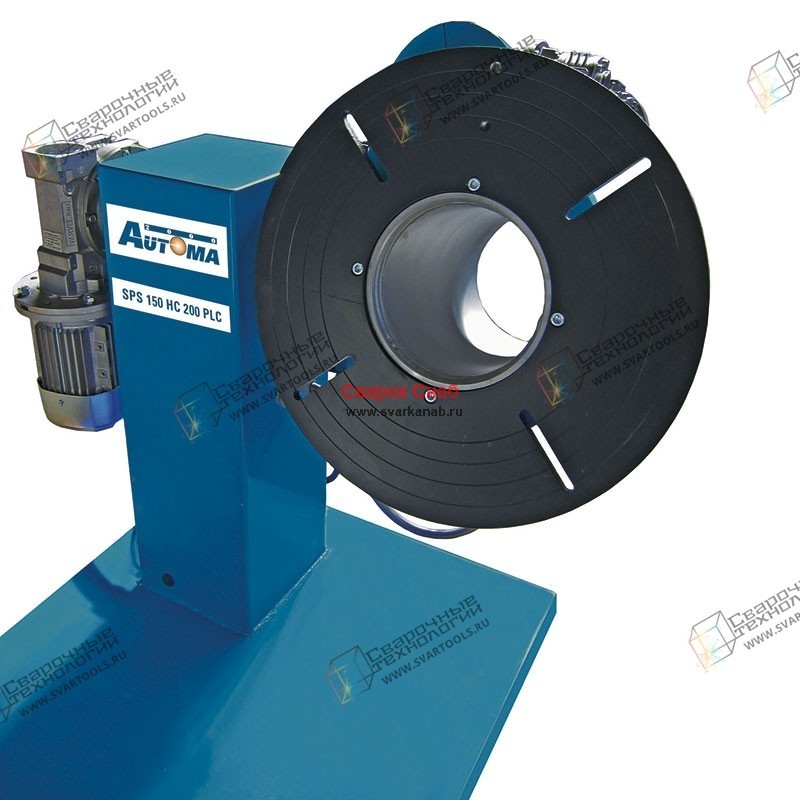
Сварочный вращатель вертикального типа
Наименование группы изделий говорит само за себя. Основное их назначение заключается в обеспечения вращения зафиксированной детали по вертикальной оси. Также как и вышеописанные модели, устройство данного типа позволяет настраивать рабочую скорость вращения детали. Вращатель вертикального типа используется в процессе проведения сварочных работ в среде защитных газов, а также в процессе сварных наплавочных работ.
Максимальная грузоподъемность моделей высокого качества может достигать отметки в две тонны. Длина закрепленного изделия может достигать двух метров.
Универсальный сварочные вращатели
Сварочные вращатели универсального типа делятся на две категории: карусельные и консольные. Чаще всего такое оборудования применяется в процессе проведения сварочных манипуляций с трубами различных диаметров. Однако это не говорит о том, что использовать этой устройство можно только для выполнения похожих задач, его можно применять в процессе работы практически со всеми деталями цилиндрической формы.
Устройства универсального типа могу быть использованы в процессе сварочных манипуляций в ручном режиме, электродугового типа, а также при резке металлических деталей и изделий. Максимально возможная грузоподъемность самых качественных моделей может достигать отметки примерно в две тонны. Максимальная длина зафиксированного изделия может составлять практически два метра. Как и вращатели, относящиеся к вышеописанным категориям, устройства универсального типа оснащены возможность регулировки рабочей скорости вращения.
Общие сведения о сварочном инверторе
Каждый настоящий хозяин должен иметь в своем хозяйстве аппарат для сварки.
Это устройство незаменимо и в сельхоз подсобьях, и в строительстве и обустройстве дома, и в обслуживании автомобиля и ещё много где.
К тому же выполнить инверторную сварку своими руками вполне возможно, даже если вы не профессиональный электрик.
Технические показатели
Показатели сварочного инвертора собранного самостоятельно, будут следующими:
Напряжение
220В.
- Сила тока на входе в устройство – 32 А, а на выходе -250А.
- Подобная установка сможет выполнять сварочную работу электродом 5-ой с длинной дуги до 1см.
- КПД его будет не ниже покупных.
Инструменты необходимые для выполнения сборки
- нож, комплект отверток, ножовка по металлу,
- паяльник для работы с электросхемой,
- резьбовые крепежные элементы,
- тонкий лист металла,
- элементы для микросхемы, медные провода и полосы,
- кассовая термобумага, стеклоткань, текстолит, слюда.
Разновидности сварочных позиционеров
Устройства различают по грузоподъемности и по количеству возможных движений относительно горизонта. Максимально возможное количество движений — вращательное с наклоном оси вращения в двух взаимно перпендикулярных плоскостях и переменной высотой. Позиционеры применяются при изготовлении резервуаров (работающих под давлением), шаровых кранов и пр.
Сварочные позиционеры для ручной сварки, как правило, имеют одно основное движение — вращательное и оснащаются трех (четырех) кулачковым патроном или планшайбой с Т-образными пазами для крепления детали прижимными планками. Для управления вращением используется ножная педаль. К недостаткам можно отнести ручную установку угла наклона патрона (планшайбы), что снижает технологические возможности.
Основное назначение сварочных позиционеров — автоматизация процесса сварки. Шаговые двигатели на вращении и повороте стола позволяют позиционировать сварочную головку с высокой точностью относительно свариваемых деталей. В комплексе с манипулятором сварочной головки и ЧПУ устройство может работать в программируемом режиме, что значительно повышает качество сварного шва (сварка под слоем флюса или в защитной среде).
Устройства большой грузоподъемности изменяют положение стола относительно горизонта с помощью гидравлики или зубчатой передачи. В качестве дополнительной опции предлагается регулируемый держатель горелки для сварки проволокой в среде защитного газа. Позиционеры имеют цифровую индикацию скорости вращения в диапазоне 0,05…7,5 об/мин.
Для сварки «длинномеров» предусмотрена задняя бабка, которая может находиться на одной станине с поворотным устройством или отдельно. Кроме этого, в комплект может входить стойка с роликами (люнет) для поддержки длинной детали.

Отдельно стоят роторные позиционеры, в конструкции которых имеется вращающаяся консоль (кроме вращающегося стола). Это позволяет выполнять внутренний сварной шов (седла, фланцы и пр.) и наплавку на детали сложной формы без переустановок.









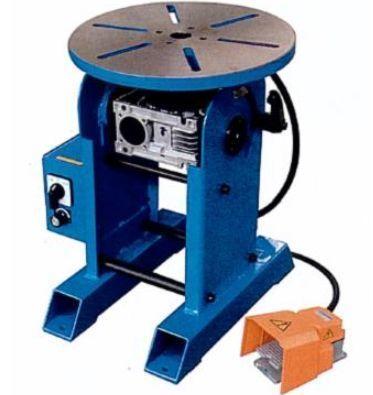
Сварочные позиционеры малой грузоподъёмности
Сварочные позиционеры KB-100 и CNC-100:

Сварочный позиционер малой грузоподъемности с держателем для горелки Модель BY-100C (Комплектация: зажимной патрон, пульт ДУ (педаль), держатель для горелки)
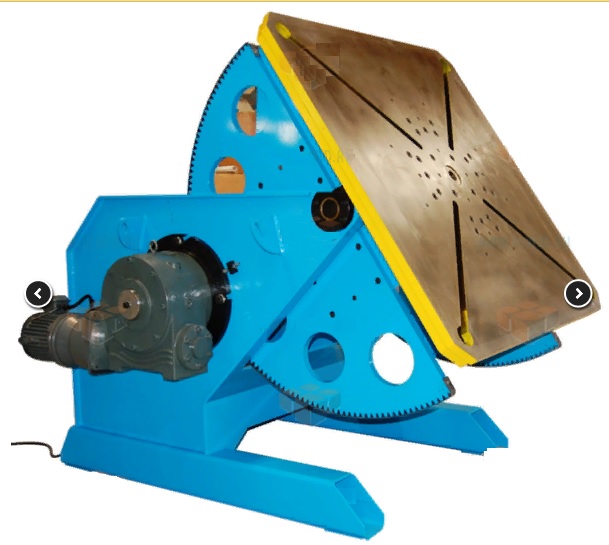
Универсальный сварочный вращатель New Firo
Универсальные сварочные вращатели New Firo позволяют вращать, наклонять и приподнимать в удобное положение обрабатываемое изделие, облегчая тем самым процесс сварки, шлифовки, сверления или покраски. Сварочные вращатели также существенно облегчают и ускоряют сборку узлов.
Что такое сварочные манипуляторы
Устройство сварочных вращателей и манипуляторов идентичное. Отличаются они по функциональности, электронному оснащению. Настройка программы занимает несколько минут, фиксация и разблокировка – автоматические.
Манипуляторы сварочные намного практичнее вращательных аналогов. Достоинства:
- быстрая переналадка, легко меняется траектория движения деталей;
- прочность соединений;
- универсальность, один вид оборудования можно настроить для работы с деталями различных типоразмеров.
Модульная конструкция используется для автоматической и полуавтоматической сварки.
Критерии выбора сварочных позиционеров
Для выполнения кольцевых и прямых швов в небольшой мастерской и домашних условиях достаточно недорогого ручного или полуавтоматического позиционера. Промышленные предприятия для выпуска массовой продукции пользуются автоматическими устройствами с программным управлением.
Позиционеры для сварки выбирают по следующим параметрам:
- Грузоподъемности с учетом максимального веса заготовок, которые придется сваривать. На устройствах с большой грузоподъемностью изменение положения рабочего стола выполняется гидравлическим приводом или через зубчатую передачу (редуктор).
- Функциональным возможностям в зависимости от сложности сварочных работ, которые нужно проводить. Если средства позволяют, оптимальным вариантом будет устройство с регулировкой положения рабочего стола по двум, но лучше трем осям. На нем возможно выполнение угловых, стыковых, кольцевых швов без дополнительной обработки.
- Скорости вращения.
- Углу наклона стола. В зависимости от конструкции с регулировкой от — 90 до + 90⁰ у двухстоечных конструкций в обе стороны или до 135⁰ в одну у других.
- Величине эксцентриситета детали при вращении. Для его компенсации в устройствах с ЧПУ предусмотрено автоматическое поддержание длины дуги на заданном уровне.
Помимо окраски и наплавки на сварочных позиционерах проводят шлифование, сверление отверстий, окрашивание. Их также используют для ускорения сборки простых изделий и узлов сложных конструкций.





