
Разновидности резьбы
Резьбы по системе измерения подразделяют на метрические, выражаемые в миллиметрах, и дюймовые, измеряемые в соответствующих единицах. Оба этих вида могут выполняться как в цилиндрической, так и в конической формах.

Классификация резьб
Они могут иметь профили различных форм: треугольные, трапецидальные, круглые; делиться по признаку применения: для крепежных деталей, сантехнических элементов, трубные и прочие.
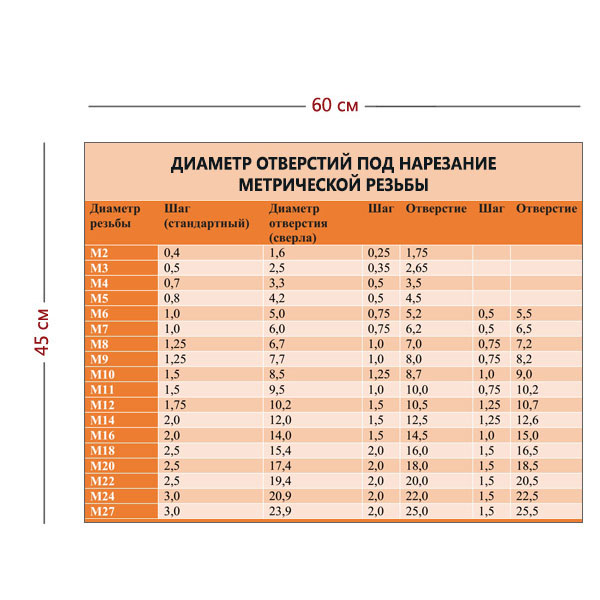
Диаметры подготовительных отверстий под нарезание резьбы зависят от ее вида: метрическая, дюймовая или трубная, — это нормировано соответствующими документами.
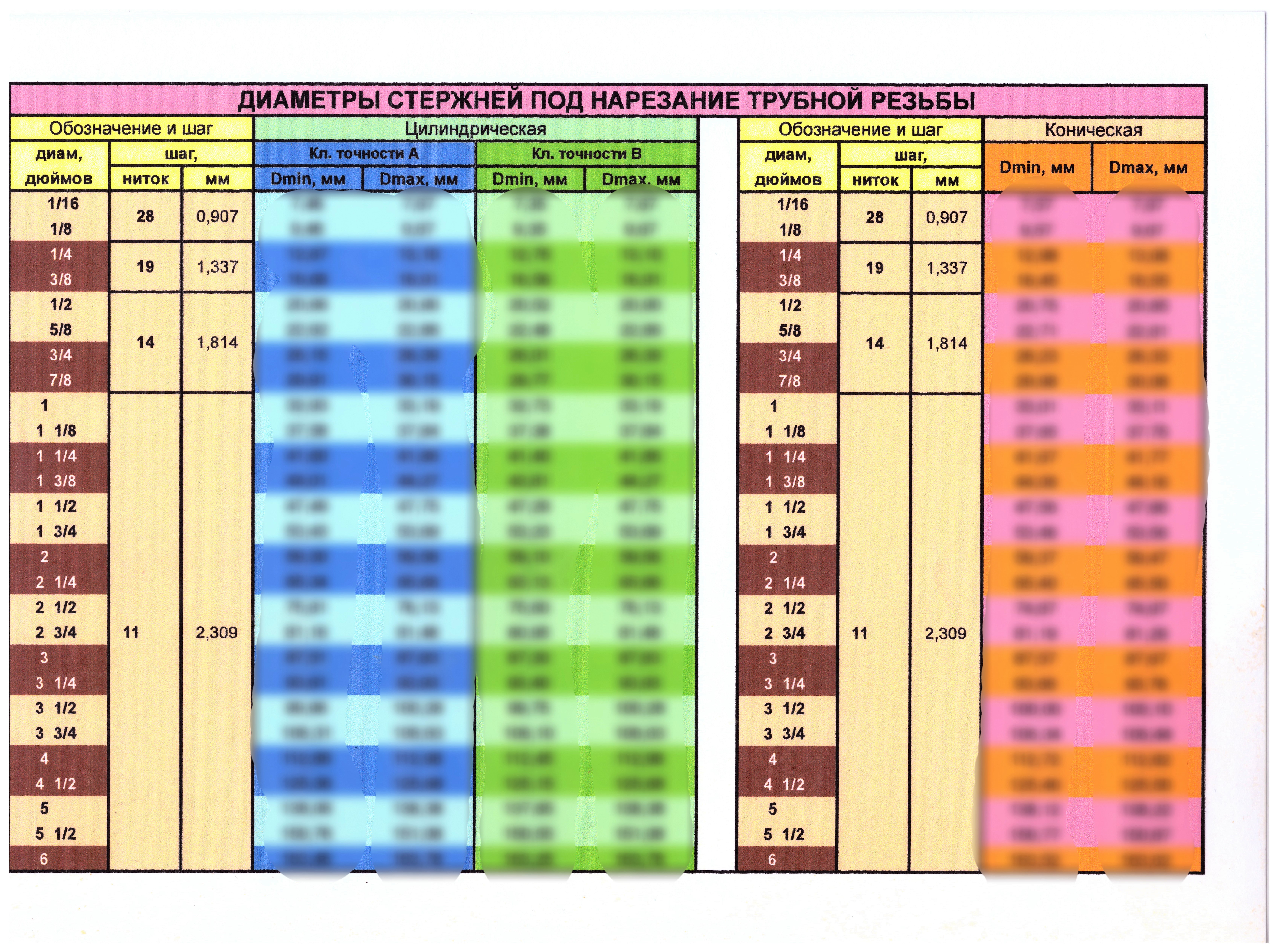
Отверстия в трубных соединениях, выраженные в дюймах, прописаны в ГОСТ 21348-75 для цилиндрической формы и ГОСТ 21350-75 – для конической. Данные справедливы в случае использования меди и безникелиевых стальных сплавов. Нарезку осуществляют внутри вспомогательных деталей, в которые будут ввинчиваться трубы – сланцев, хомутов и прочих.
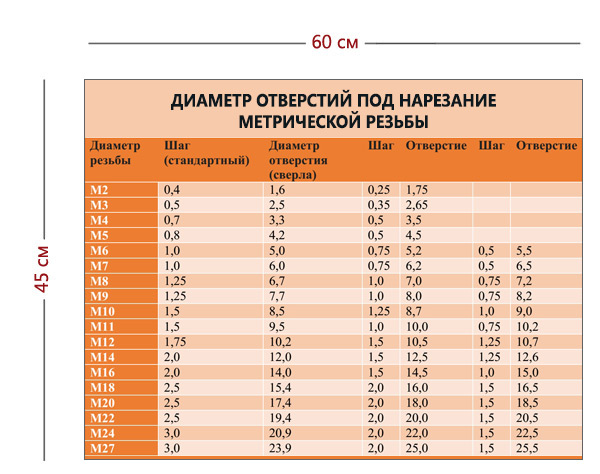
В ГОСТ 19257-73 приведены диаметры отверстий под нарезание метрической резьбы, где в таблицах показаны размерные ряды номинальных диаметров и шагов, а также параметры отверстий под метрическую резьбу с учетом значений предельных отклонений.
Типы резьбы по ГОСТам
Данные, приведенные в таблице ГОСТ19257-73 подтверждают расчет, приведенный выше, в которых параметры отверстий под метрические виды рассчитывают из номинального диаметра и шага.
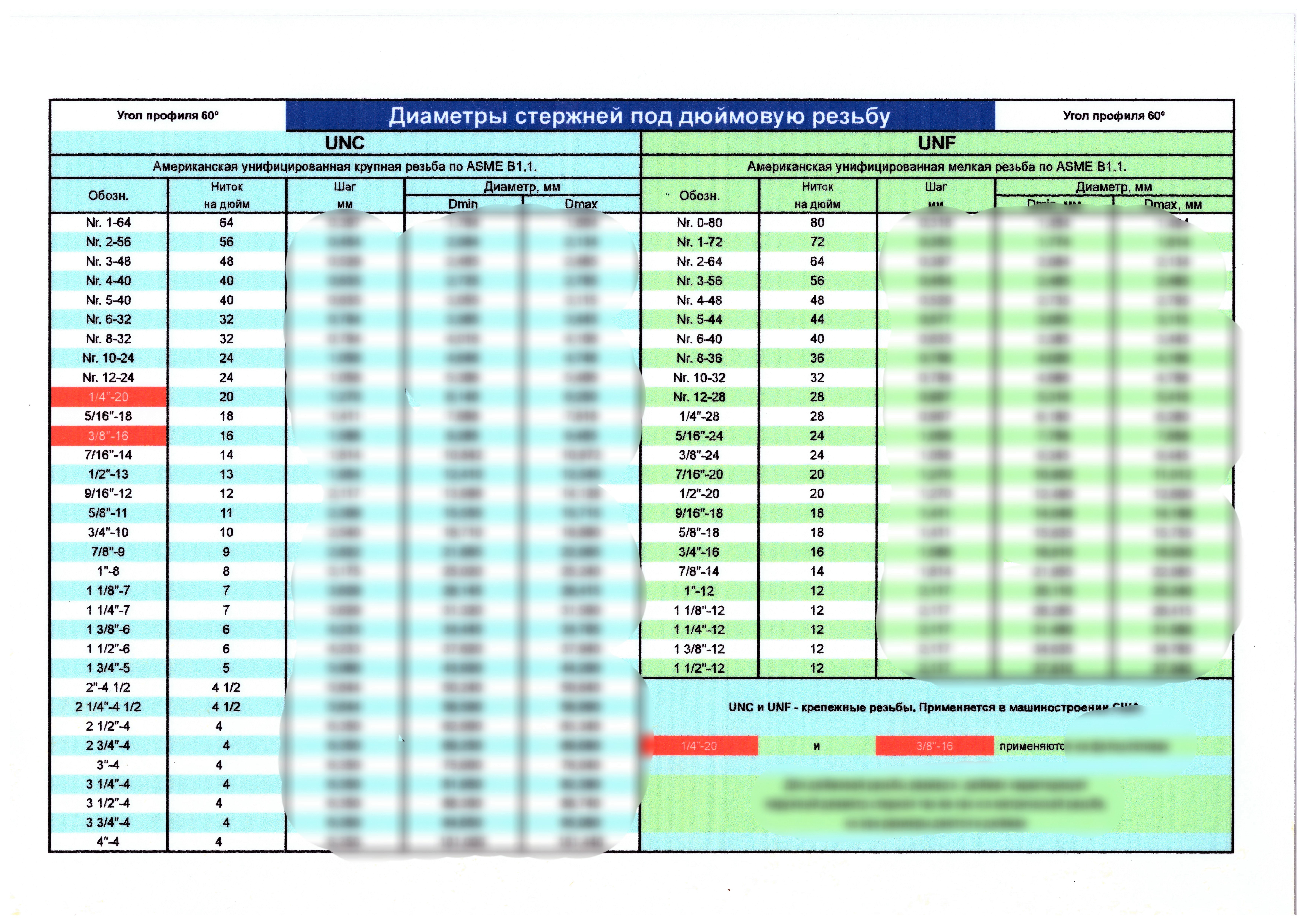
ГОСТ 6111-52 нормирует диаметры отверстий под дюймовую коническую резьбу. В документе указаны два диаметра с расхождением на конус и один – без развертывания, а также глубины сверления, все величины, кроме номинального значения, выражены в миллиметрах.
Применение метчика
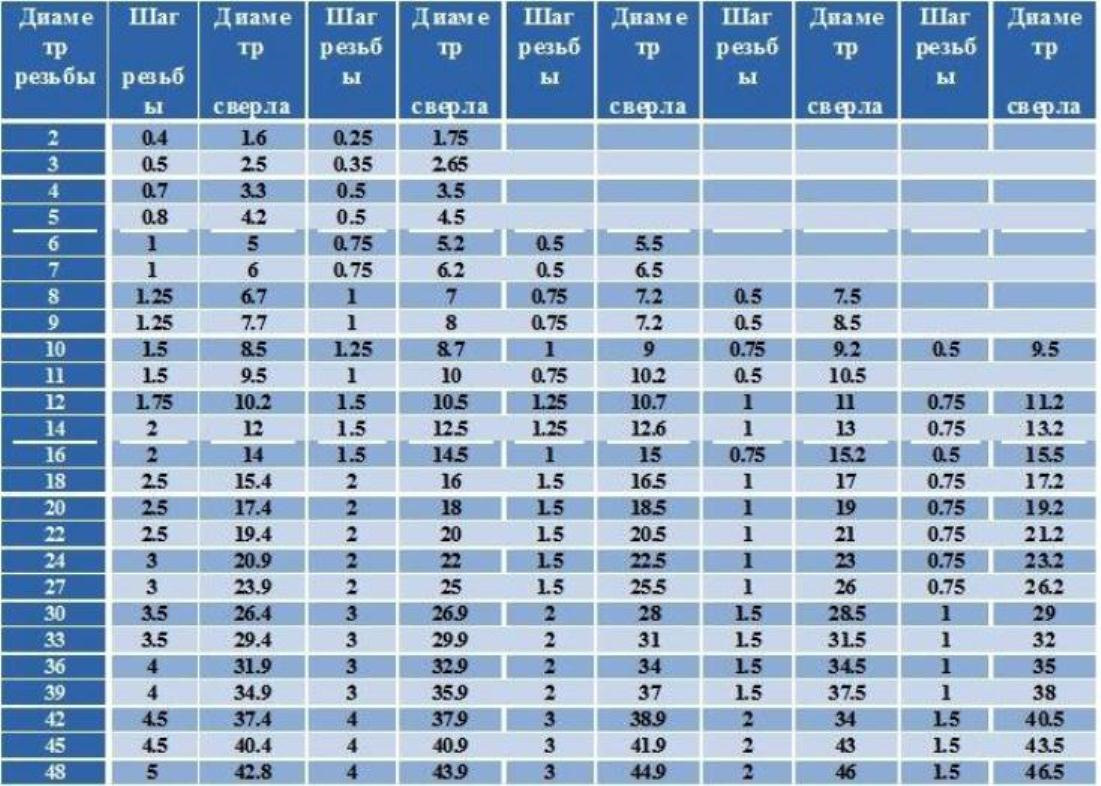
Прежде чем приступить к резьбонарезанию, надо определить диаметр подготовительного отверстия и выполнить его сверление. Для облегчения этой задачи был разработан соответствующий ГОСТ, который содержит таблицы, позволяющие точно определить диаметр отверстия под резьбу. Эти сведения позволяют легко подобрать размер сверла.
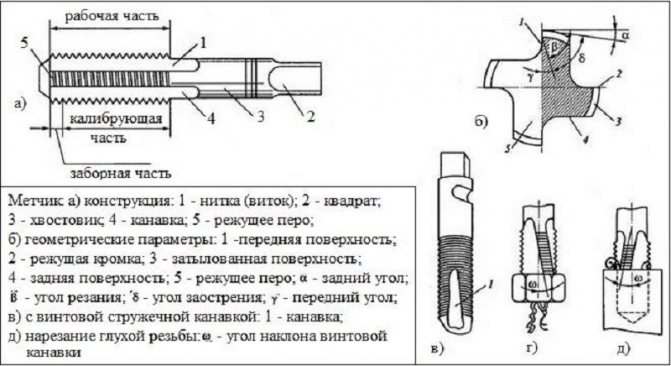
Для нарезания резьбы метрического типа на внутренних стенках сделанного сверлом отверстия используется метчик – винтообразный инструмент с режущими канавками, выполненный в виде стержня, который может иметь цилиндрическую или коническую форму. На его боковой поверхности есть специальные канавки, расположенные вдоль его оси и разделяющие рабочую часть на отдельные сегменты, которые называются гребенками. Острые края гребенок как раз и являются рабочими поверхностями метчика.
Метчик: конструкция и параметры
Чтобы витки внутренней резьбы получились чистыми и аккуратными, а ее геометрические параметры соответствовали требуемым значениям, ее надо нарезать постепенно, путем поэтапного снятия тонких слоев металла с обрабатываемой поверхности. Именно поэтому с данной целью используют либо метчики, рабочая часть которых по длине разделена на участки с различными геометрическими параметрами, либо наборы таких инструментов. Единичные метчики, рабочая часть которых имеет одинаковые геометрические параметры по всей своей длине, нужны в тех случаях, когда необходимо восстановить параметры уже имеющейся резьбы.
Минимальным набором, при помощи которого можно достаточно качественно выполнить обработку отверстий под резьбу, является комплект, состоящий из двух метчиков – чернового и чистового. Первый срезает со стенок отверстия под нарезание метрической резьбы тонкий слой металла и формирует на них неглубокую канавку, второй не только углубляет сформированную канавку, но и зачищает ее.
Разновидности метчиков для резьбы и их отличия
Минимальный комплект метчиков
Комбинированные двухпроходные метчики или наборы, состоящие из двух инструментов, используются для резьбонарезания в отверстиях небольших диаметров (до 3 мм). Для обработки отверстий под метрическую резьбу большего диаметра необходимо использовать комбинированный трехпроходной инструмент или набор, состоящий из трех метчиков.
Для манипуляций с метчиком применяется специальное приспособление – вороток. Главным параметром таких приспособлений, которые могут иметь различное конструктивное исполнение, является размер посадочного отверстия, который должен точно совпадать с размером хвостовика инструмента.
Некоторые разновидности воротков для метчиков
При использовании набора из трех метчиков, отличающихся как своей конструкцией, так и геометрическими параметрами, следует строго соблюдать последовательность их применения. Отличить их друг от друга можно как по специальным рискам, нанесенным на хвостовики, так и по конструктивным особенностям.
- Метчик, которым отверстие под нарезание метрической резьбы обрабатывается в первую очередь, отличается минимальным диаметром среди всех инструментов набора и режущими зубьями, верхняя часть которых сильно обрезана.
- Второй метчик имеет более короткую заборную часть и более длинные гребни. Его рабочий диаметр занимает промежуточное значение между диаметрами остальных инструментов из набора.
- Третий метчик, которым отверстие под нарезание метрической резьбы обрабатывается в последнюю очередь, характеризуется полными гребнями режущих зубцов и диаметром, который должен точно соответствовать размеру формируемой резьбы.
Комплект из трех метчиков
Метчики используются преимущественно для нарезания резьбы метрического типа. Значительно реже, чем метрические, применяются метчики, предназначенные для обработки внутренних стенок труб. Они в соответствии со своим назначением называются трубными, а отличить их можно по букве G, присутствующей в их маркировке.
Диаметры отверстий для нарезания резьбы метчиком
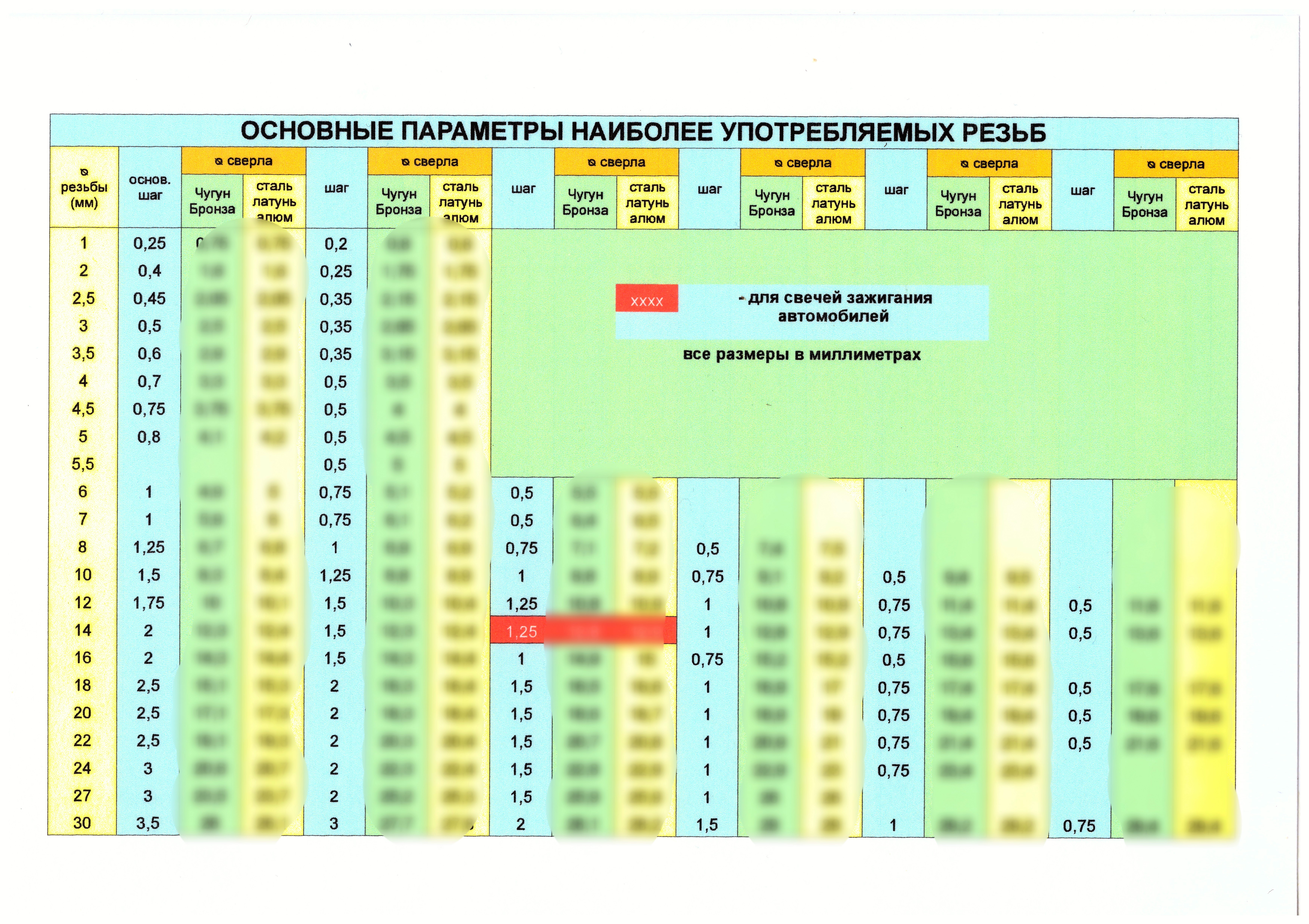
При изготовлении резьбовых отверстий под метрические болты, винты, шпильки сначала в материале просверливается отверстие, а затем при помощи метчика в нем нарезается резьба. Но прежде чем приступить к сверлению, необходимо подобрать оптимальный диаметр сверла под планируемую внутреннюю резьбу, воспользовавшись специальной таблицей соответствия. Приведенные в ней значения применимы для чугуна, сталей, алюминиевых сплавов и меди.
Если размер отверстия будет больше положенного, то есть риск получить недостаточно глубокую резьбовую канавку и как следствие ослабленное соединение. Если размер отверстия слишком мал, то будут трудности при работе с метчиком, так как возникает большое сопротивление резанию, нагревание инструмента, налипание стружки на режущие кромки, заклинивание и даже поломка метчика.
Пользоваться таблицей очень просто
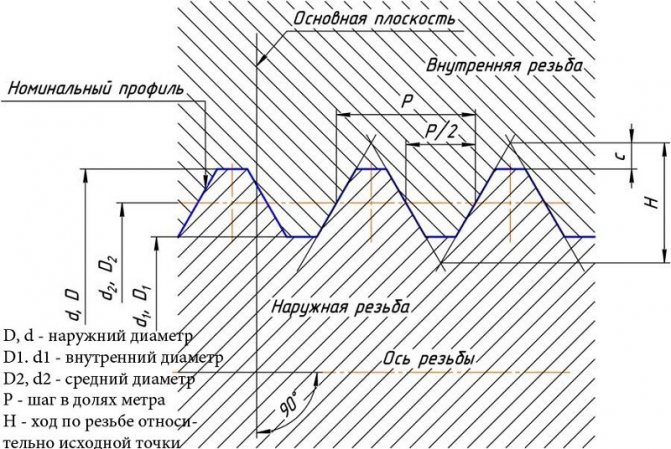
Для этого важно знать основные параметры метрической резьбы – это ее шаг (Р) и номинальный диаметр (d), которые измеряются в долях метра. Под шагом понимают расстояние между двумя вершинами соседних витков
За номинальный диаметр принимают наружный диаметр резьбы, который равен расстоянию между крайними точками наружных выступов винтовой линии.
Как выполнять нарезание резьбы?
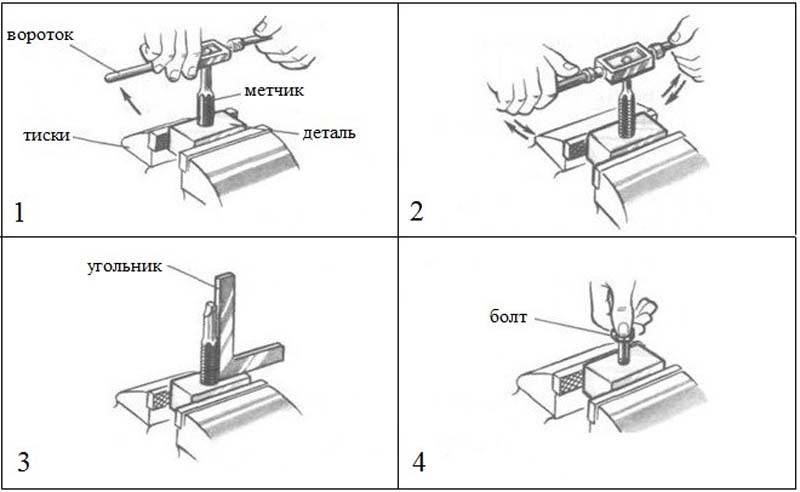
Порядок выполнения работы по нарезке винтовых канавок в отверстии
Работу выполняют в определенной последовательности.
Начинается с разметки. С помощью керна отмечается центр будущего отверстия
Здесь важно произвести разметку с первого раза. Не допускается наносить несколько последовательных ударов
Достаточно даже несильного воздействия, которое даст углубление
Сверло само определится по центру сверления
Достаточно даже несильного воздействия, которое даст углубление. Сверло само определится по центру сверления.




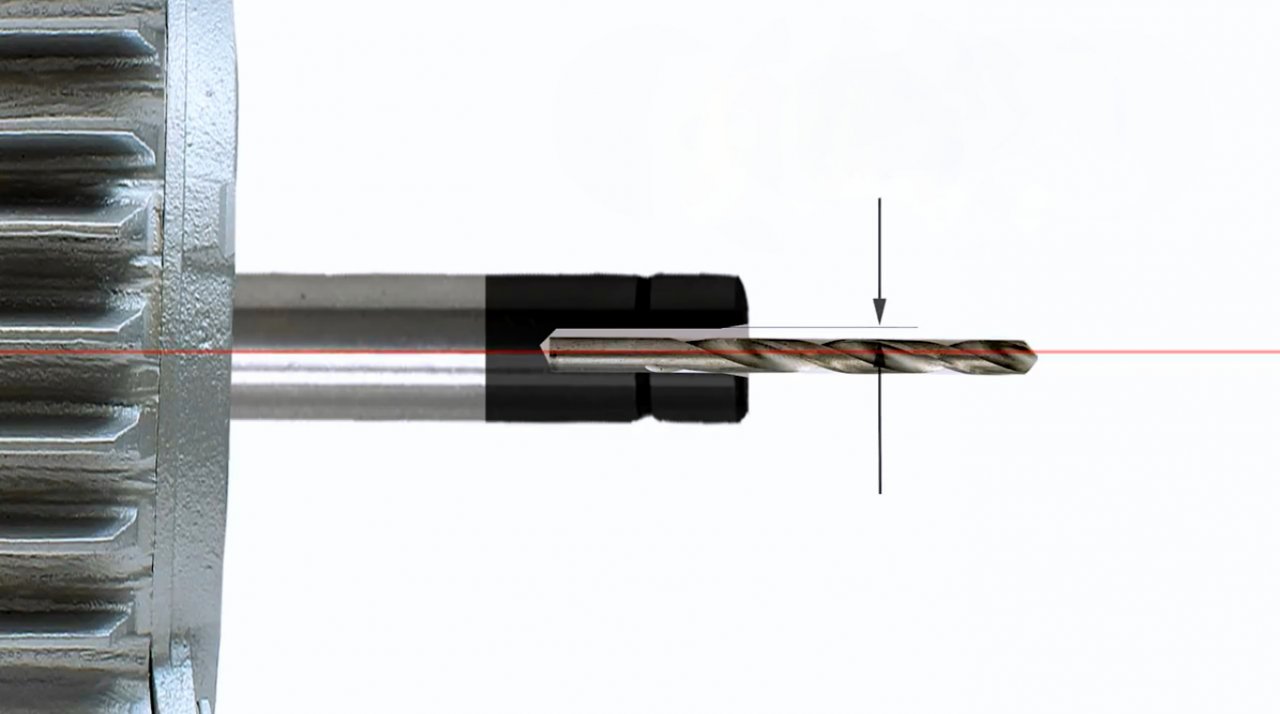
Сверлить нужно строго перпендикулярно к поверхности. Поэтому, если позволяют условия, нужно воспользоваться станком. Он обеспечит жесткое перемещение шпинделя со сверлом. Если приходится сверлить отверстие более 8 мм, то желательно выполнить эту процедуру в несколько этапов. Сначала сверлится отверстие малого диаметра. Потом рассверливается более крупным. Бывает, что приходится сверлить в три или даже в пять этапов, последовательно увеличивая диаметр отверстия. На последнем этапе применяют тот размер, который требуется по таблице
Внимание! Обязательно следует использовать смазку. Ее можно наносить кисточкой, подавать из пипетки или применять шприц, у которого удалена игла (впрочем, можно применять и с иглой)
При невозможности использовать сверлильный станок используют ручные электросверлильные машинки (дрель)
При невозможности использовать сверлильный станок используют ручные электросверлильные машинки (дрель)
Здесь важно строго выдержать положение сверла относительно детали. Опытные мастера для начала работы используют специальные кондукторы, которые обеспечивают перпендикулярный вход сверла
Важно выполнить правильный первый проход
В дальнейшем сверла большего диаметра сами идут в направлении минимальных усилий
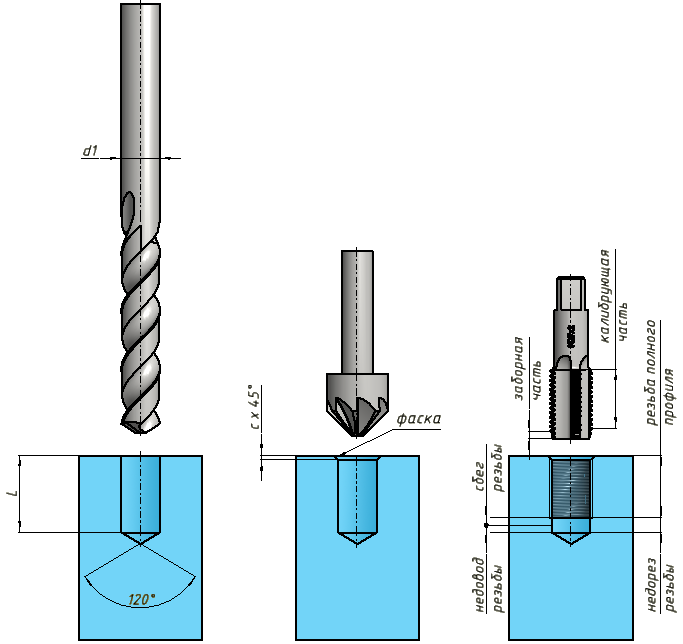
Важно выполнить правильный первый проход. В дальнейшем сверла большего диаметра сами идут в направлении минимальных усилий. Для облегчения входа метчика в отверстие снимается фаска
Небольшое углубление выполняет две функции: облегчается введение начала рабочей части инструмента; смазка в коническом углублении будет поступать еще в течение некоторого времени, облегчая процесс нарезания резьбы
Для облегчения входа метчика в отверстие снимается фаска. Небольшое углубление выполняет две функции: облегчается введение начала рабочей части инструмента; смазка в коническом углублении будет поступать еще в течение некоторого времени, облегчая процесс нарезания резьбы.
Первым используют черновой метчик. Его вставляют в вороток, затем рабочую часть помещают в отверстие. Приходится слегка придавливать инструмент, чтобы началось образование винтовой канавки. Слишком усердствовать нельзя, можно легко сломать метчик.
Проворачивают на один оборот, а потом нужно повернуть обратно на треть, чтобы сломать образовавшуюся стружку. Вращая в обратном направлении, можно почувствовать, когда произойдет излом.
Если приходится нарезать резьбу в глубоком отверстии (более 5 диаметров), то следует периодически выкручивать метчик полностью наружу. Вынув, очищают от прилипшей стружки. Используют металлические щетки
Внимание! Стряхивать пальцами, незащищенными перчатками, или сдувать нельзя. Надо помнить, что правила техники безопасности написаны кровью
Не следует повторять ошибок тех, на чьих примерах формировались эти правила
Не следует повторять ошибок тех, на чьих примерах формировались эти правила.
После полного прохода первым метчиком используют второй. Здесь процесс нарезания идет значительно легче. Обязательно смазывается инструмент. Можно делать два полных оборота, а потом совершать половину оборота в обратную сторону. Правило глубоких отверстий действует и при использовании второго номера. Желательно периодически вынимать наружу и удалять стружку. Она гораздо мельче, чем можно наблюдать при черновом нарезании резьб, но заполняет пространство тоже довольно быстро.
Третий номер используется для чистового нарезания. Можно проворачивать инструмент на два-четыре оборота, а потом совершать обратное вращение на целый оборот назад. Получается довольно качественное резьбовое отверстие.
Приспособления
Ручные или автоматические способы нарезания обеспечивают результаты различных классов точности и шероховатости. Так, основным инструментом остается метчик, представляющий собой стержень с режущими кромками.
- ручными, для выполнения метрической (М1-М68), дюймовой – ¼-2 ʺ , трубной – 1/8-2 ʺ ;
- машинно-ручными – насадки на сверлильные и прочие станки, используются для тех же размеров, что и ручные;
- гаечными, которые позволяют нарезать сквозной вариант для тонких деталей, с номинальными размерами 2-33 мм.
- Под нарезание метрической резьбы используют комплект стержней – метчиков:
- черновой, имеющий удлиненную заборную часть, состоящую из 6-8 витков, и маркирующийся одной риской у основания хвостовика;
- средний – с заборной частью средней длины в 3,5-5 витков, и маркировкой в виде двух рисок;
- чистовой имеет заборную часть всего в 2-3 витка, без рисок.
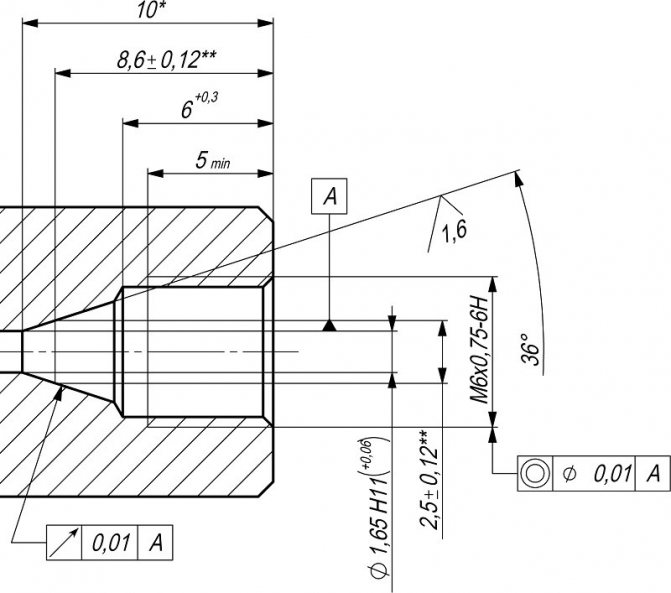
Контроль допуска расположения метрической резьбы
При ручной нарезке, если шаг превышает 3 мм, то используют 3 метчика. Если шаг изделия менее 3 мм – достаточно двух: чернового и чистового.
Метчики, применяемые к малой метрической резьбе (М1-М6), имеют 3 канавки, по которым отводится стружка, и усиленный хвостовик. В конструкции остальных – 4 канавки, а хвостовик проходной.
Диаметры всех трех стержней под метрическую резьбу увеличиваются от чернового к чистовому. Последний стержень под резьбу должен иметь диметр равный ее номинальному.
Метчики крепятся в специальные приспособления – держатель инструментов (если он небольшого размера) или вороток. С помощью них осуществляется вворачивание режущего стержня в отверстие.
Подготовку отверстий к нарезке проводят с помощью сверл, зенкеров и токарных станков. Сверлением его образуют, а зенкерованием и растачиванием увеличивают его ширину и повышают качество поверхности. Приспособления используются для цилиндрических и конических форм.
Сверло представляет собой металлический стержень, состоящий из цилиндрического хвостовика и винтовой режущей кромки. К их основным геометрическим параметрам относятся:
- угол винтового подъема, как правило, составляющий 27°;
- угол заострения, который может быть 118° или 135°.
Сверла бывают катанные, вороненные темного цвета, и блестящие – шлифованные.
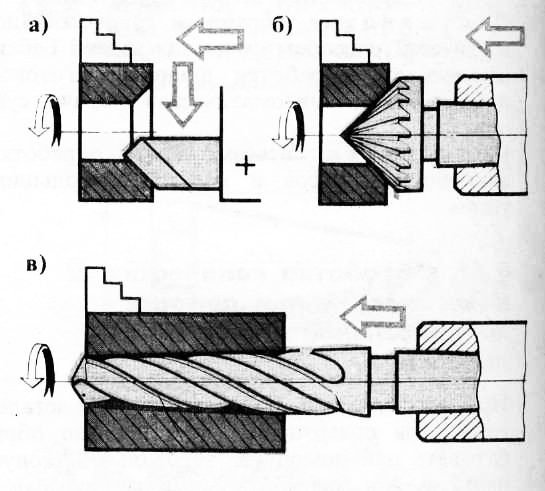
Зенкеры для цилиндрических форм называют цековками. Они представляют собой металлические стержни с двумя, закрученными в спираль резцами и неподвижной направляющей цапфой, чтобы ввести зенкер в полость.



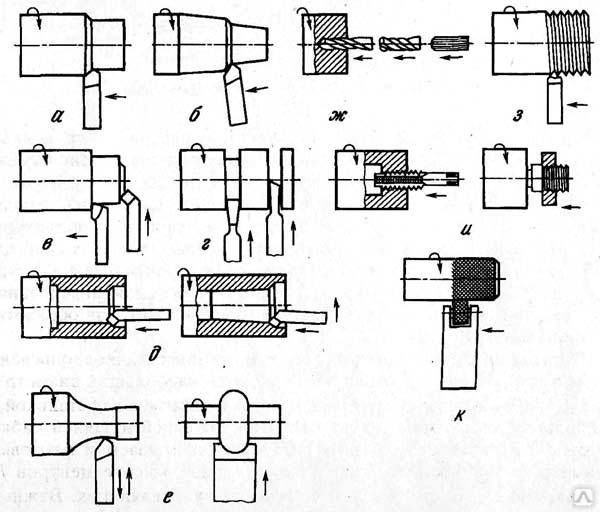

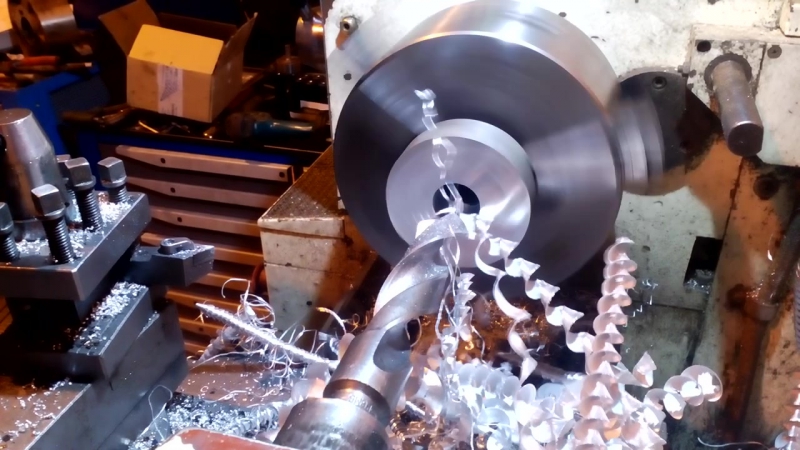
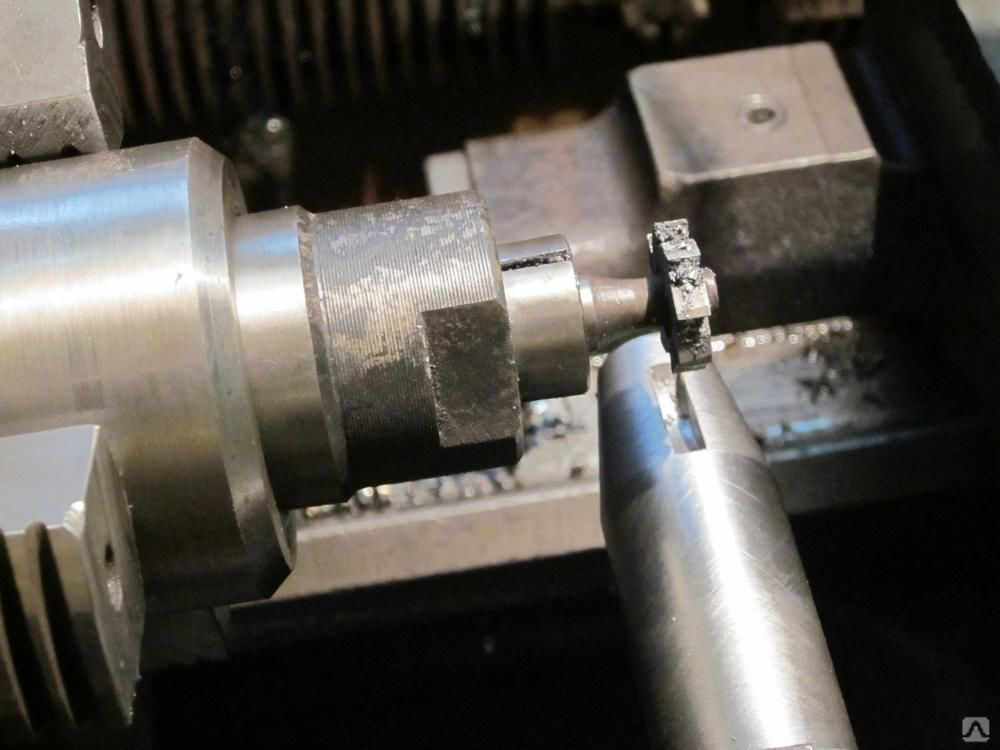
Нарезание резьбы резьбонарезными головками
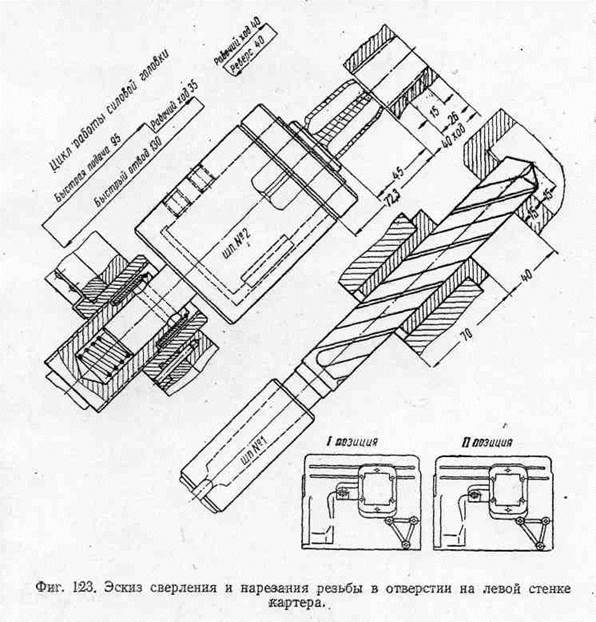
Резьбонарезные винторезные головки применяют для нарезания наружной и внутренней резьбы на токарных, токарно-револьверных станках и на токарных автоматах.
С помощью хвостовика резьбонарезная головка устанавливается в пиноли задней бабки или в револьверной головке станка. В винторезных головках применяют радиальные, тангенциальные и круглые гребенки. В конце нарезания резьбы гребенки автоматически расходятся и при обратном ходе не соприкасаются с резьбой.
При нарезании наружной резьбы большое распространение получили головки с круглыми гребенками, так как они просты по конструкции, позволяют осуществлять много переточек и обладают большей стойкостью, чем радиальные и тангенциальные гребенки. Устройство и принцип работы существующих винторезных головок имеют незначительные различия.
Внутреннюю резьбу чаще нарезают резьбонарезными головками с призматическими гребенками, режущие кромки которых располагаются на одном диаметре и имеют заходный конус. Число гребенок в комплекте зависит от размера головки. Гребенки смещены в комплекте одна относительно другой в соответствии с углом подъема винтовой линии нарезаемой резьбы.
При нарезании длинных винтов и червяков для повышения производительности применяют резцовые головки, которые устанавливают на суппорте станка. Эти головки оснащают обыкновенными и чашечными резцами и используют при нарезании наружных и внутренних резьб.
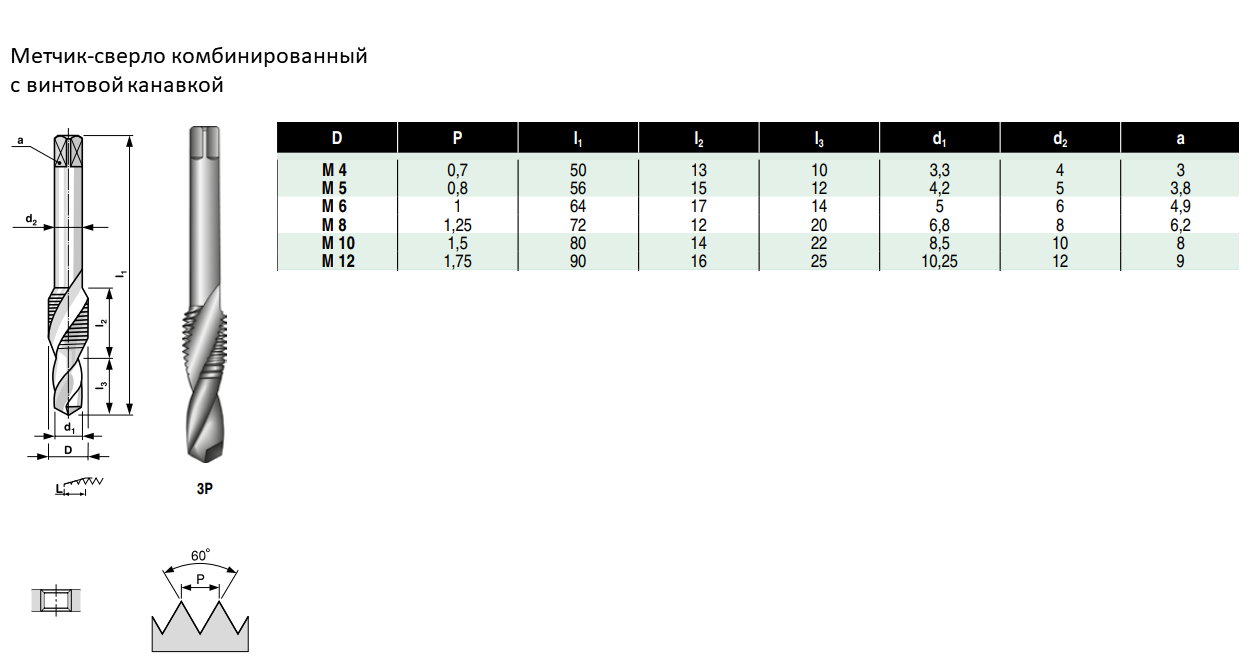
Критерии выбора
Сделать правильный выбор диаметра сверла-метчика помогут номинальные обозначения и расстояния между сопрягающимися канавками. Для определения размера отверстия для резьбы имеются специальные таблицы, с помощью которых довольно легко подобрать инструмент. Параметры, по которым определяют размеры – это направление витков, вид, шаг и форма.
Все параметры размеров и метрических значений регламентированы ГОСТ 19257-73. Для этих вычислений специалисты используют штангенциркуль. Кроме штучных, в продаже имеются наборы свёрл-метчиков, что очень удобно.
Обзор сверла-метчика с сайта Aliexpress в видео ниже.
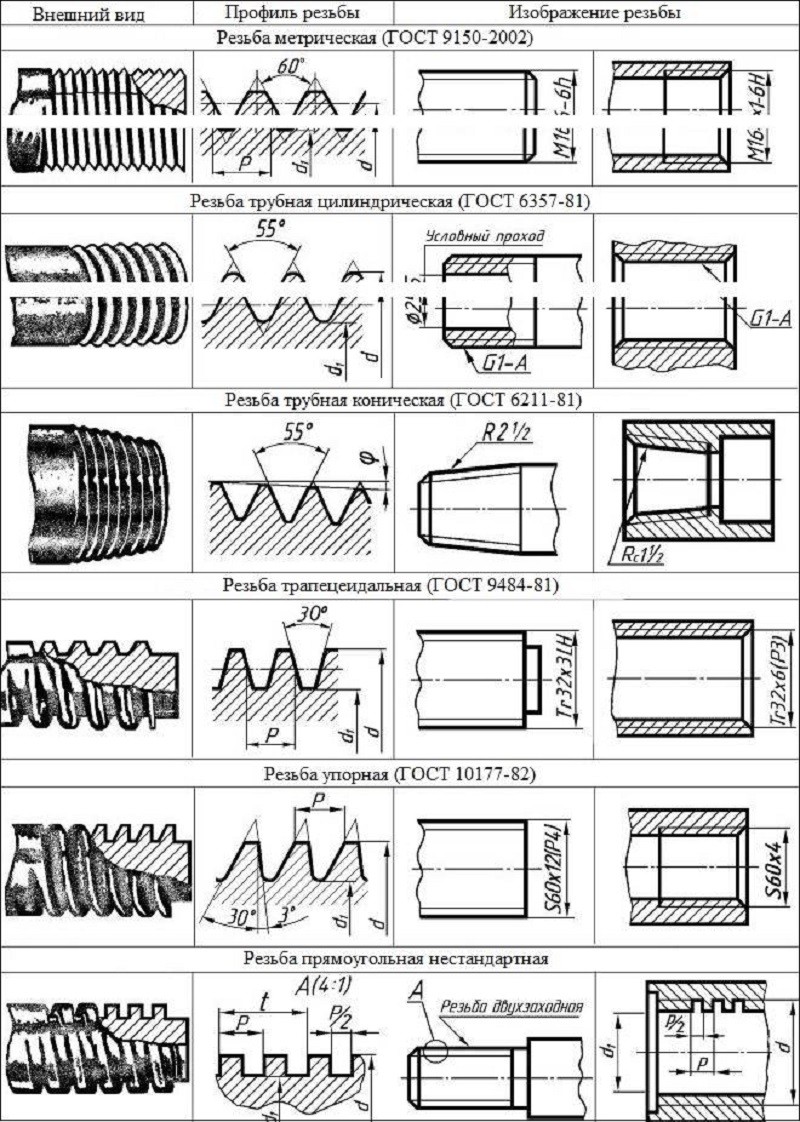
Разновидности и параметры резьбы
Параметрами, по которым резьбу разделяют на различные типы, являются:
- единицы исчисления диаметра (метрическая, дюймовая и др.);
- количество заходов ниток (одно-, двух- или трехзаходная);
- форма, в которой выполнены элементы профиля (треугольная, прямоугольная, круглая, трапециевидная);
- направление подъема витков (правая или левая);
- место размещения на изделии (наружная или внутренняя);
- форма поверхности (цилиндрическая или коническая);
- назначение (крепежная, крепежно-уплотнительная, ходовая).
Параметры метрической резьбы
В зависимости от вышеперечисленных параметров различают следующие виды резьбы:
- цилиндрическая, которая обозначается буквами MJ;
- метрическая и коническая, обозначаемые соответственно M и MK;
- трубная, для обозначения которой используются буквы G и R;
- с круглым профилем, названная в честь Эдисона и маркируемая буквой E;
- трапецеидальная, обозначаемая Tr;
- круглая, используемая для монтажа сантехнической арматуры, – Кр;
- упорная и упорная усиленная, маркируемые как S и S45 соответственно;
- дюймовая резьба, которая также может быть цилиндрической и конической, – BSW, UTS, NPT;
- используемая для соединения труб, монтируемых в нефтяных скважинах.
Типы резьбы по ГОСТ-ам
Параметры — диаметр резьбы и шаг
Различают несколько обозначений для одного витка. Каждый можно вычислить с помощью обычной линейки и наблюдения. Возьмем двухзаходный болт. У него есть две нити, которые находятся друг от друга на одинаковом расстоянии. Чтобы определить шаг (обозначение – P), не нужно определять, к какому именно витку принадлежит верхняя точка, достаточно рассчитать расстояние между ближайшими соседними одноименными боковыми сторонами профиля.
В домашних условиях вычисление можно сделать так:
- отсчитать 10 ниток;
- измерить точной линейкой расстояние в миллиметрах;
- разделить этот показатель на 10.
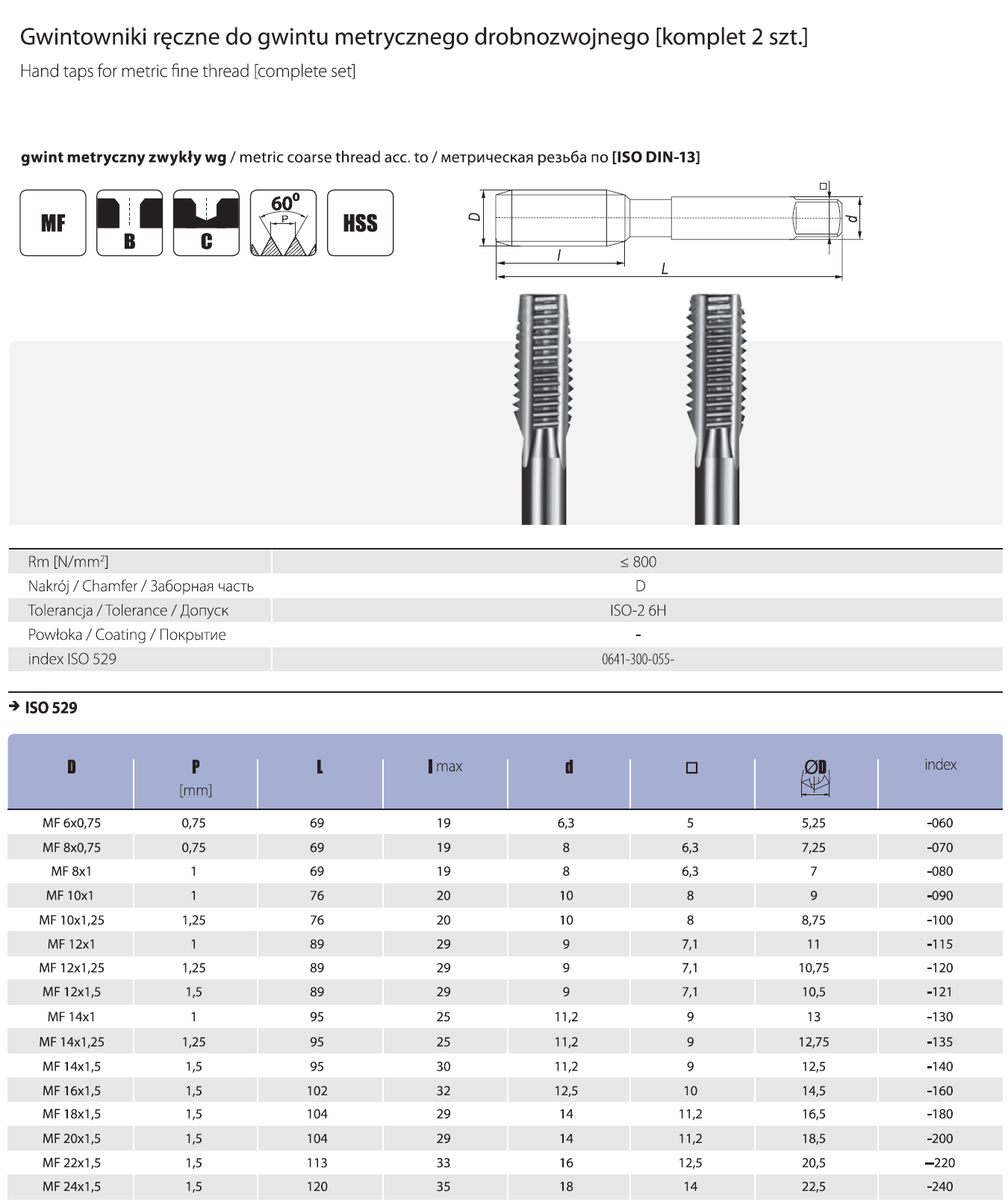
Второй параметр – это ход, обозначается как Ph. Процедура расчета аналогичная, однако берутся витки одной нити. В двухзаходном болте это каждая вторая верхняя точка. Обычно Ph ровно в 2 (3) раза больше, чем P.Есть стандартный шаг, а также нестандартный. Первый обусловлен стандартами ГОСТ, поэтому крепления взаимозаменяемы, можно самостоятельно поменять один расходный материал на другой. Но если использованы индивидуальные параметры, то придется искать уникальные саморезы или винты. Приведем таблицу размеров (шага) в зависимости от диаметра сверла для нарезания метрической резьбы под метчики:
| Название | Окружность, мм | Шаг, мм (В скобках указано дополнительное значение для мелкой нарезки) |
| М2 | 2 | 0,4 |
| М3 | 3 | 0,5 |
| М4 | 4 | 0,7 |
| М5 | 5 | 0,8 |
| М6 | 6 | 1 |
| М8 | 8 | 1,25 (1) |
| М10 | 10 | 1,5 (1,25) |
| М12 | 12 | 1,75 (1,25) |
| М14, М16 | 14, 16 | 2 (1,5) |
| М8, М20 | 18, 80 | 2,5 (1,5) |
Выбор размера сверла
Диаметр сверла для отверстия под метрическую резьбу определяется так же формуле (2), с учетом ее основных параметров.
Стоит отметить, что при нарезке в пластичных материалах, таких как сталь или латунь, происходит повышение витков, потому необходимо под резьбу выбирать диаметр сверла больший, чем для хрупких материалов, таких как, чугун или бронза.
На практике размеры сверл, как правило, немного меньше нежели необходимое отверстие. Так, в таблице 2 показаны соотношение номинального и наружного резьбовых диаметров, шага, диаметров отверстия и сверла для него под нарезание метрической резьбы.
Таблица 2. Соотношение основных параметров метрической резьбы с нормальным шагом и диаметров отверстия и сверла
| Номинальный диаметр, мм | Наружный диаметр, мм | Шаг, мм | Наибольший диаметр отверстия, мм | Диаметр сверла, мм |
| 1 | 0,97 | 0,25 | 0,785 | 0,75 |
| 2 | 1,94 | 0,4 | 1,679 | 1,60 |
| 3 | 2,92 | 0,5 | 2,559 | 2,50 |
| 4 | 3,91 | 0,7 | 3,422 | 3,30 |
| 5 | 4,9 | 0,8 | 4,334 | 4,20 |
| 6 | 5,88 | 1,0 | 5,153 | 5,00 |
| 7 | 6,88 | 1,0 | 6,153 | 6,00 |
| 8 | 7,87 | 1,25 | 6,912 | 6,80 |
| 9 | 8,87 | 1,25 | 7,912 | 7,80 |
| 10 | 9,95 | 1,5 | 8,676 | 8,50 |
Как видно из таблицы, существует некий размерный предел, который рассчитан с учетом допусков для резьбы.
Размер сверла при этом значительно меньше, чем отверстие. Так, например, под резьбу М6, наружный диаметр которой 5,88 мм, а ее наибольшее значение отверстия не должно превышать 5,153 мм, стоит использовать сверло на 5 мм.
Отверстие под резьбу М8 с наружным диаметром 7,87 мм составит только 6,912 мм, значит, для него сверло будет 6,8 мм.
Качество резьбы зависит от множества факторов при ее нарезании: от выбора инструмента до правильно рассчитанного и подготовленного отверстия. Слишком малое оно приведет к повышенной шероховатости и даже поломке метчика. Большие усилия, приложенные к метчику – способствуют несоблюдению допусков и, как результат, не выдерживаются размеры.
Разновидности и параметры резьбы
Параметрами, по которым резьбу разделяют на различные типы, являются:
- единицы исчисления диаметра (метрическая, дюймовая и др.);
- количество заходов ниток (одно-, двух- или трехзаходная);
- форма, в которой выполнены элементы профиля (треугольная, прямоугольная, круглая, трапециевидная);
- направление подъема витков (правая или левая);
- место размещения на изделии (наружная или внутренняя);
- форма поверхности (цилиндрическая или коническая);
- назначение (крепежная, крепежно-уплотнительная, ходовая).
Параметры метрической резьбы
В зависимости от вышеперечисленных параметров различают следующие виды резьбы:
- цилиндрическая, которая обозначается буквами MJ;
- метрическая и коническая, обозначаемые соответственно M и MK;
- трубная, для обозначения которой используются буквы G и R;
- с круглым профилем, названная в честь Эдисона и маркируемая буквой E;
- трапецеидальная, обозначаемая Tr;
- круглая, используемая для монтажа сантехнической арматуры, – Кр;
- упорная и упорная усиленная, маркируемые как S и S45 соответственно;
- дюймовая резьба, которая также может быть цилиндрической и конической, – BSW, UTS, NPT;
- используемая для соединения труб, монтируемых в нефтяных скважинах.
Типы резьбы по ГОСТ-ам
Виды метчиков
Спецификация метчиков по способу нарезки резьбы
Проходные (универсальные). Резьба нарезается в один проход. Рабочая часть содержит зубья для разметки и финальной нарезки. Приспособление хорошо подходит для мягких металлов. При работе с прочным материалом требуется прилагать больше усилий.
Комплектные. Для работы используется несколько насадок (две или три) одного размера резьбы. При работе с особо твердыми металлами возможно применение набора из пяти насадок. Резьба создается в несколько этапов.
Начало прокладывается разметочным метчиком, затем выполняется проход более глубокой нарезки, и наконец – финальная часть, когда грани формируются окончательно.
На выполнение задачи уходит больше времени, но при этом качество существенно выше, а вероятность поломки инструмента практически исключена;
Спецификация по применению
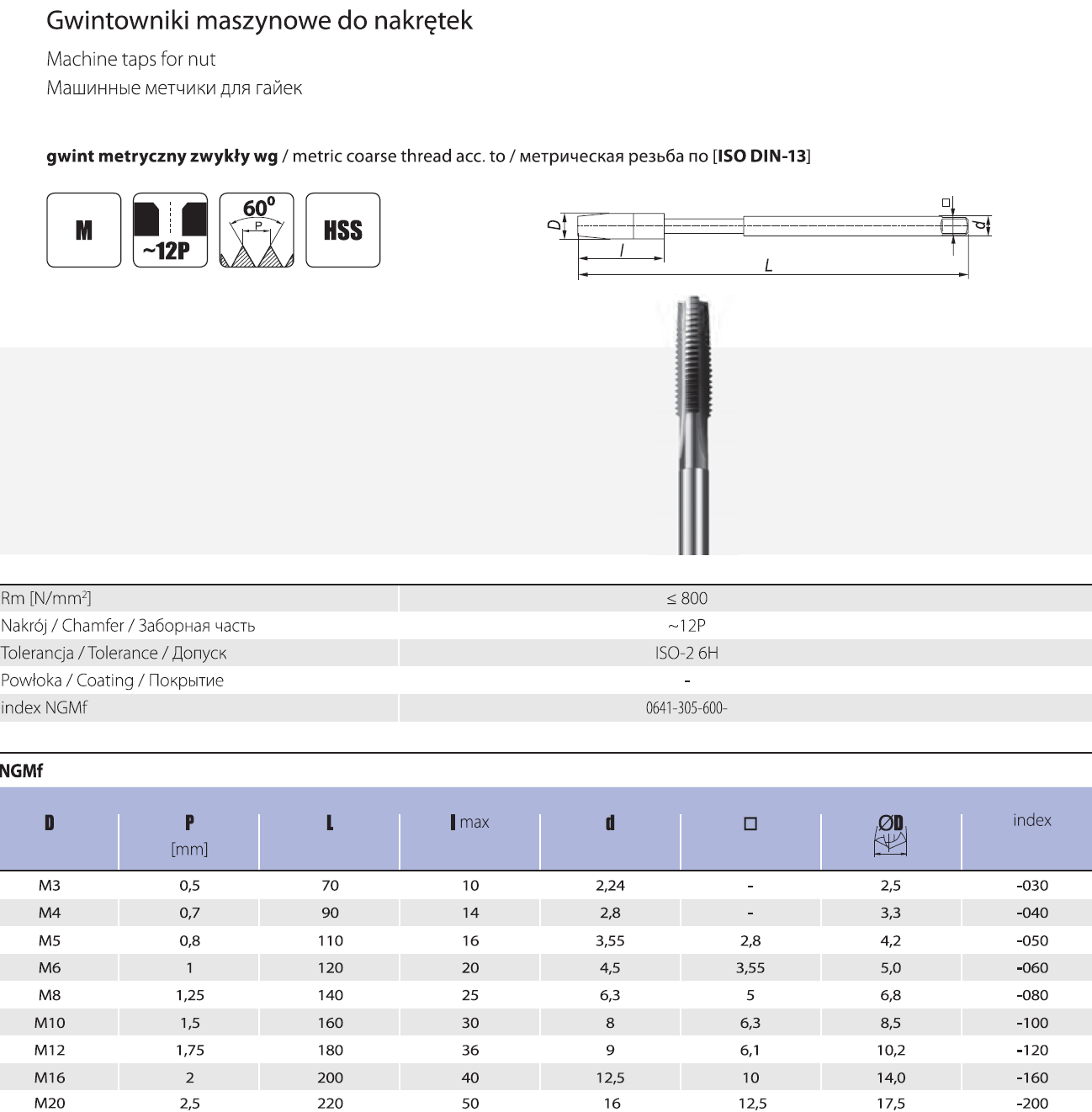
Машинные. Хвостовик увеличенной длины. Предназначены для закрепления в патроне электро инструмента.
![§ 60. нарезание внутренней резьбы [1980 макиенко н.и. - общий курс слесарного дела]](https://molibden-wolfram.ru/wp-content/uploads/4/5/0/45059788514f452f4a5093d04ae2d1aa.jpeg)

Машино – ручные. На укороченном хвостовике имеются лыски квадратной структуры. Могут использоваться как в электродрели, так и вручную. Во втором случае применяется специальный вороток – держатель метчиков.
Спецификация по типу отверстия
Для сквозных отверстий. У таких насадок удлиненный заход (острый кончик рабочей зоны), плавно переходящий в рабочий диаметр. Работать с таким метчиком несложно, с нарезкой может справиться электропривод. После прохода инструмент просто выйдет с противоположной стороны заготовки.
Для глухих отверстий. Кончик рабочей зоны срезан на манер фрезы. Это позволяет нарезать резьбу практически на всю глубину отверстия
Работать следует с особой осторожностью, поскольку при достижении дна глухого отверстия, застопорившийся метчик может сломаться. По этой причине практикуется ручная нарезка
Спецификация по типу рабочей зоны
Для работы с различными металлами, форма рабочей зоны (зубцов) может быть прямой, винтовой и с укороченными канавками. Сами зубья располагаются по одной линии или в шахматном порядке. Универсальные конструкции метчиков в мягких и твердых сплавах использоваться не могут.
Популярное: Сверло Форстнера – в чем преимущество перед иными инструментами?
Потому, если вы хотите правильно нарезать резьбу, используйте инструмент, соответствующий типу металла и отверстия.
При нарезании резьбы метчиками и плашками, необходимо точно подобрать сверло и режущий инструмент под используемый в перспективе винт или шпильку.





