
Сверление
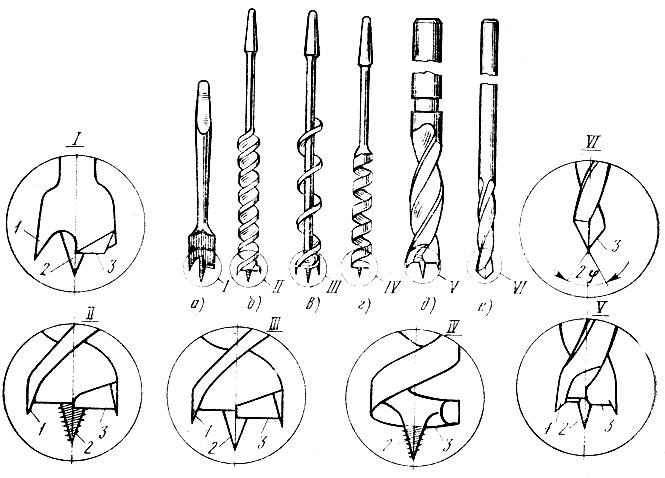
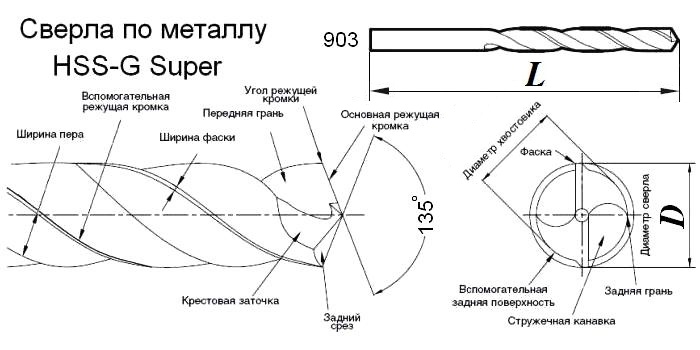
Основные элементы спирального сверла
Сверление — один из древнейших и весьма распространенных методов обработки отверстий, хотя современное спиральное сверло появилось лишь в 1825 г. Формы и конструкции современного инструмента для обработки отверстий достигли значительного развития в связи с многочисленными технологическими задачами в различных отраслях машиностроения. Но наиболее широко применяют спиральные сверла, которые представляют собой сложный режущий инструмент, работающий в более тяжелых условиях по сравнению с резцом с точки зрения образования и отвода стружки, силовых и температурных напряжений, удобства наблюдения за работой режущей кромки.
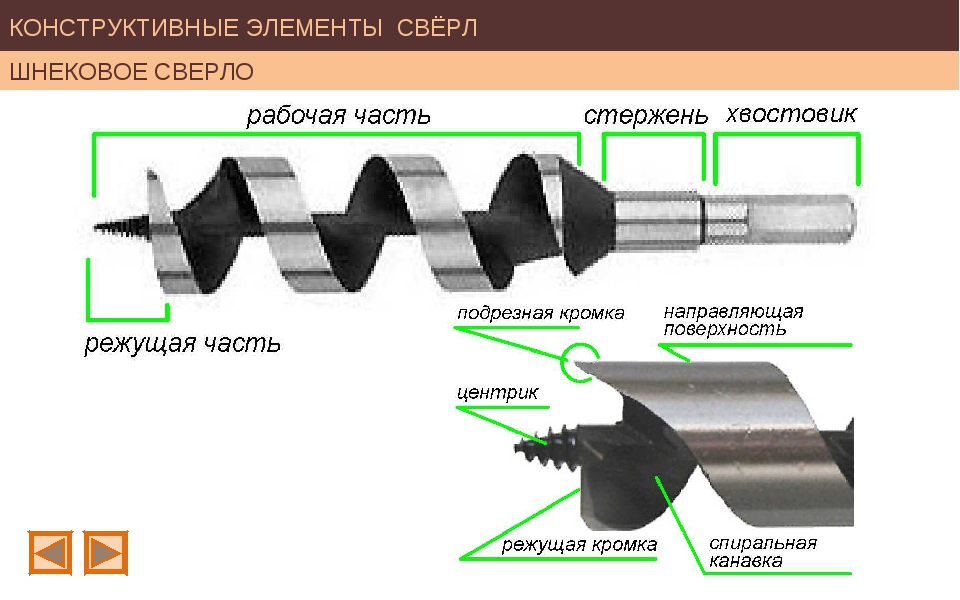
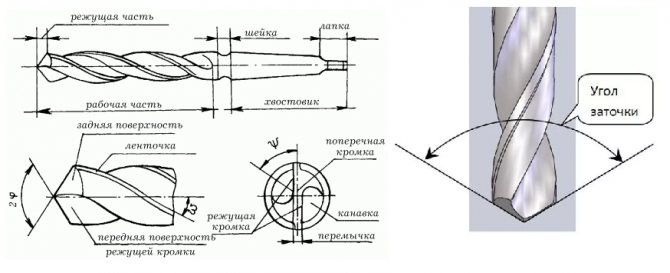
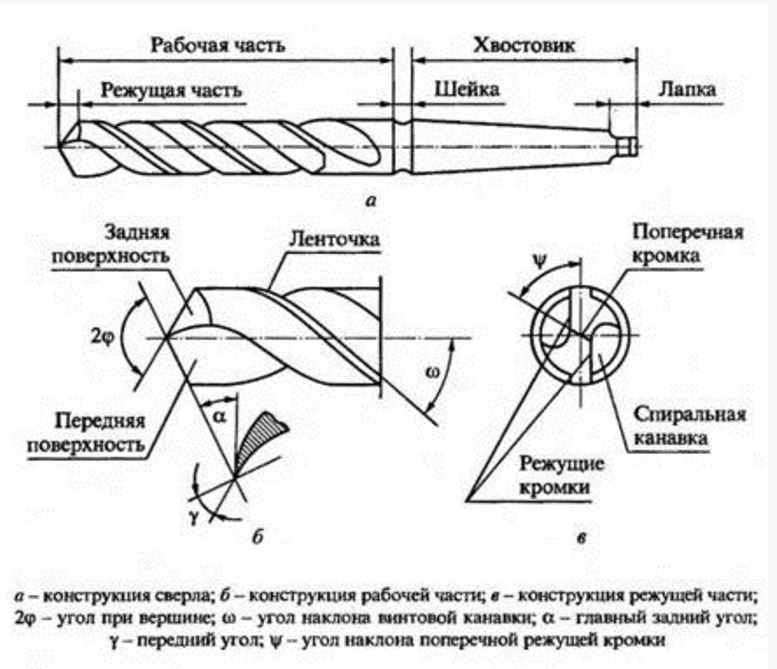
Спиральное сверло состоит из рабочей части (режущая и калибрующая части), шейки, хвостовика и лапки (рис. 11.1, а).
Геометрия режущей части сверла (рис. 11.1, 6—г)
характеризуется следующими углами.
Угол при вершине
2ср образуют две главные режущие кромки, измеряется он в проекции па основную плоскость. С увеличением этого угла увеличите
Рис. 11.1.
Спиральное сверло:
а
— конструкция сверла;6 —г — геометрия режущей части сверла
вается осевая сила, а уменьшение его может привести к поломке режущего инструмента.
Принимают следующие значения угла при вершине:
- 2(р = 90-И00 0 для обработки легких сплавов;
- 2ф = 130-И40 0 для обработки алюминиевых сплавов;
- 2(р = 115-И18 0 для углеродистых сталей;
- 2ф = 125-Н40 0 для жаропрочных сталей.
Передний угол
у в сеченииN—N в нормальной секущей плоскости представляет собой угол между касательной к передней поверхности в точке главной режущей кромки и нормалью в той же точке к окружности вращения вокруг оси сверла. Передний угол уменьшается к оси сверла и может быть отрицательным или равным нулю у поперечной режущей кромки, что увеличивает деформацию срезаемой стружки, силы трения, а следовательно, и тепловыделение в зоне резания .
Главный задний угол а —
это угол между касательной к задней поверхности инструмента в рассматриваемой точке главной режущей кромки и плоскостью резания, совпадающей с направлением относительного движения режущей кромки. У сверла направление скорости относительного движения представляет собой касательную к винтовой линии, описываемой данной точкой режущей кромки. Задний угол увеличивается от периферии к центру сверла, что положительно влияет на процесс резания. В плоскости0—0 углы у и со связаны между собой. В плоскостиN—N — нормальный задний угол а/а. (рис. 11.1,6):
где а = 8-И2°.
Угол наклона винтовой канавки
со — угол между осью сверла и касательной к винтовой линии по наружному диаметру сверла. С увеличением угла наклона уменьшаются трение на передней поверхности, степень пластичности деформации. Но увеличивать угол наклона можно до определенного предела, со = 3(Н35, так как его дальнейшее увеличение может привести к поломке сверла.
Угол наклона поперечной режущей кромки
у = 5(Н55°.
Угол наклона режущей кромки X
— это угол между главной режущей кромкой и перпендикуляром к вектору скорости резания. УголX измеряется в плоскости резания и принимает значенияX = 7-И2°.
Передняя поверхность
— винтовая поверхность канавки, по которой сходит стружка.
Задняя поверхность
— поверхность, обращенная к поверхности резания.
Главные режущие кромки —
это линии, образованные пересечением передних и главных задних поверхностей.
Ленточка
— узкая полоска на цилиндрической поверхности сверла вдоль винтовой канавки. Ленточка обеспечивает сверлу направление при резании, уменьшение трения о стенки отверстия и играет роль вспомогательной режущей кромки.





Поперечная режущая кромка
образована в результате пересечения обеих задних поверхностей и имеется только у сверла.
Применение специального оборудования
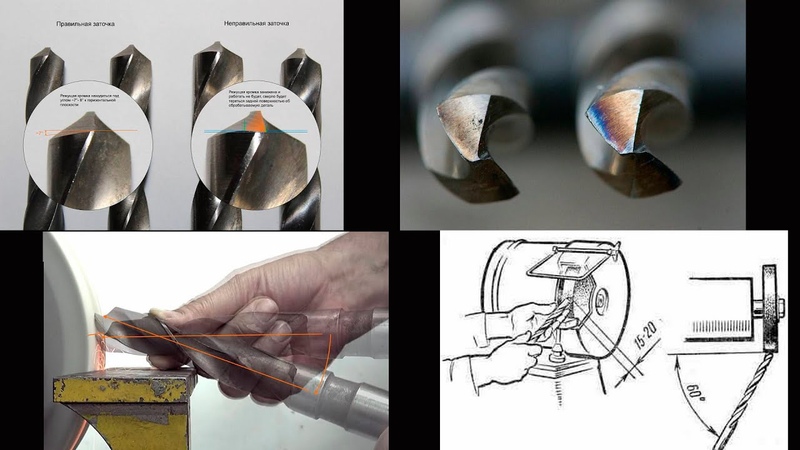
Следует учитывать тот момент, что провести заточку сверла нельзя без специального оборудования. Это связано с необычной конфигурацией режущей кромки. Как правило, для заточки применяется специальный станок. Во время заточки поверхности металл может нагреваться. Именно поэтому следует предусмотреть возможность своевременного охлаждения поверхности.
Приспособление для заточки сверл в домашних условиях.
Обратите внимание! При отсутствии требующегося станка провести заточку можно обычным напильником. Однако, обычный напильник не позволит провести работу быстро
Стоит учитывать, что при изменении формы сверла оно в дальнейшем не может использоваться.
Как делают сверла, нарезание винтовой канавки
Обычно угол заострения бывает 120 градусов.
Спиральные сверла
Спиральные сверла обладают двумя режущими кромками. Они образуются пересечением винтовых поверхностей канавок с задними, которые обращены к поверхности резания. У сверла есть и поперечная режущая кромка, которая образуется пересечением задних поверхностей, а передние поверхности образуют две вспомогательные режущие кромки. По канавкам сверла происходит продвижение стружки.
Плоские сверла
Перовые сверла или их ещё называют плоские сверла, просты по конструкции и цена их не высока. Они изготавливаются как односторонние, так и двухсторонние по форме заточки режущей кромки. У них есть плоская режущая часть и две режущие кромки, которые расположены симметрично к центральной оси. Перовые сверла имеют недостатки. У них нет канавок для отвода стружки во время сверления, а это приводит к порчи режущих кромок, и во время работы часто приходится вынимать сверло, чтобы освободиться от мусора и перовые сверла при работе теряют направление. Они применяются при обработке твердых поковок.
Наши технологии изготовления сверл
Изготовление сверл
компанией ВолгаТулз проводится на современном оборудовании с применением качественных материалов.
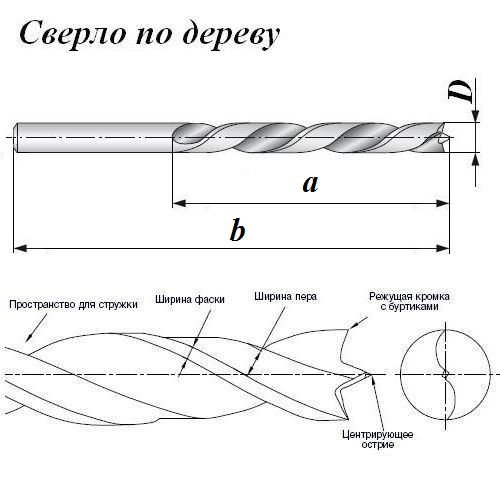
Спиральные сверла могут быть изготовлены с цилиндрическим, шестигранным и коническим хвостовиком. Сверла с хвостовиком цилиндрической формы производятся диаметром до 20мм. Изготовление сверл происходит в соответствии с принятыми стандартами. Основной размер сверла – это его диаметр. Размер рабочей части зависит от диаметра сверла. Если у него цилиндрический хвостовик, то к диаметру прибавляется 50мм, с коническим концом 2D+120мм. Для работы по металлу с использованием ручного или электро-, а так же пневмо-инструмента изготовление сверл производится из быстрорежущих сталей (Р6М5, Р18 и др.).
Мы заботимся о быстром продвижении нашей продукции и интересах потребителей, а потому цена, за которую Вы можете приобрести сверла, минимальная. В зависимости от того, какой заказ вы оформляете на крупную или мелкую партию, зависит цена заказа.
Плотность металла настолько велика, что для его обработки необходимо использовать специальные инструменты и механизмы. Для того чтобы сделать отверстие в этом материале применяются дрели и сверлильные станки, в которых основным режущим элементом являются сверла.
Какие свёрла по металлу лучше? Непросто определить, ведь универсальных изделий которые бы подходили для обработки всех типов металлических изделий, не существует. Опытный мастер сможет «на глаз» определить вид металла и быстро подобрать для обработки подходящий режущий инструмент.
Новичку в этом деле необходимо начинать с азов. Вначале изучить классификацию свёрл и сферу их применения, потому что лучшие модели — это изделия, которые идеально подходят для обработки конкретного вида металла.
Какие бывают сверла, как по маркировке и внешнему виду подобрать подходящее для работы изделие, узнайте в статье.
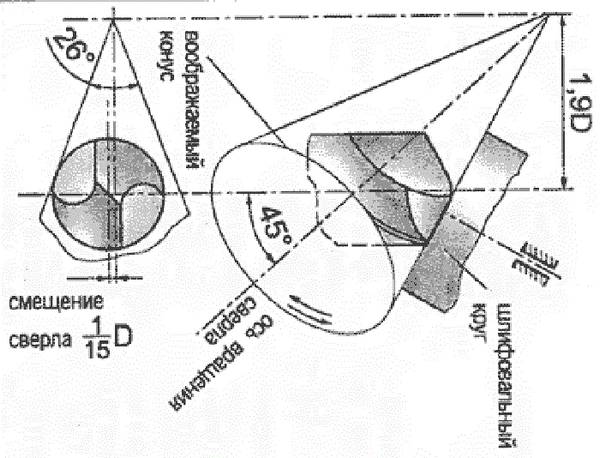
Заточка сверл. Правила и основные моменты.
При обработке рабочая часть сверла изнашивается, а режущая кромка затупляется. У спиральных сверл износ происходит преимущественно по задней поверхности уголка на пересечении заборного конуса с ленточками сверла (рис. 3.31, а), причем в ряде случаев он сопровождается срезанием уголков и части ленточек, что приводит к образованию на ленточках сверла цилиндрических участков (рис. 3.31, б), либо участков со встречным конусом (рис. 3.31, в), что приводит к защемлению сверл в отверстии и их поломке. Достаточно часто при сверлении отверстий в литых, кованных и термически обработанных деталях наблюдается изнашивание сверл с образованием проточек на ленточках (рис. 3.31, г). При сверлении сталей повышенной вязкости может происходить налипание на ленточки материала заготовки. Повышенное изнашивание сверл, оснащенных пластинами из твердого сплава, по ленточкам и уголкам (рис. 3.31, д) резко сокращает число возможных заточек и приводит к их выкрошиванию и поломкам. Сверла, изношенные по рабочей части, выбраковываются.
Для восстановления режущих свойств сверл и обеспечения качественной обработки отверстий их режущие кромки затачивают по мере затупления. Заточку режущих кромок сверл на рабочем месте выполняют на заточных станках. Централизованная заточка спиральных сверл осуществляется на специальных заточных участках или в заточных цехах на специальном оборудовании.
При заточке режущей части сверла придают различную форму, выбор которой производится в зависимости от характера выполняемых работ и обрабатываемого материала.
При обработке отверстий диаметром от 0,25 до 12 мм в стали, чугуне, стальном литье применяется одинарная (нормальная) заточка (рис. 3.32, а).
При сверлении отверстий диаметром от 12 до 80 мм в стальном литье по литейной корке используется одинарная заточка с подточкой перемычки – поперечной кромки (рис. 3.32, б).
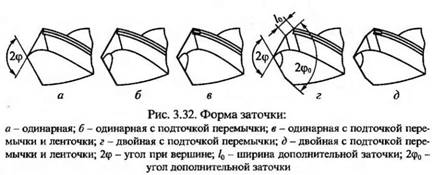
При сверлении отверстий диаметром от 12 до 80 мм в стали и стальном литье со снятой литейной коркой используется одинарная заточка с подточкой перемычки и ленточки (рис. 3.32, в).
При сверлении отверстий диаметром от 12 до 80 мм в чугунном литье по литейной корке применяется двойная заточка с подточкой перемычки (рис. 3.32, г).
При сверлении отверстий диаметром от 12 до 80 мм в чугунном литье со снятой литейной коркой выполняется двойная заточка с подточкой перемычки и ленточки (рис. 3.32).



Основные правила заточки сверл
1. Необходимо отрегулировать положение подручника заточного станка таким образом, чтобы между ним и периферией заточного круга был зазор не менее 2 мм. Следует проверить наличие и исправность экрана заточного станка.
2. Необходимо соблюдать следующие требования к заточке сверл:
• заточку следует производить периферией заточного круга;
• в левой руке должна находиться режущая часть сверла режущими кромками вверх, в правой руке – хвостовик сверла;
• кисть левой руки должна опираться на подручник станка.
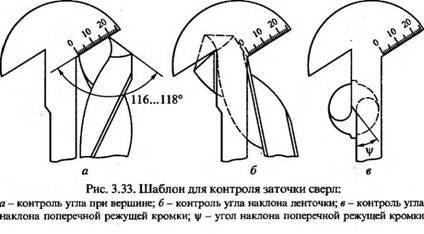
3. При заточке следует периодически проверять правильность заточки сверла по специальному шаблону (рис. 3.33):
• длина режущих кромок должна быть одинаковой;
• угол заточки при вершине сверла должен соответствовать шаблону;
• углы между кромками и боковой поверхностью сверла должны быть одинаковыми;
• углы заострения кромок должны быть равны и соответствовать шаблону.
4. Необходимо заправить режущие кромки сверла на бруске.
5. Необходимо произвести пробное сверление отверстия заточенным сверлом:
• стружки от обеих режущих кромок должны быть одинаковой толщины (проверять визуально);
• диаметр просверленного отверстия должен точно соответствовать диаметру сверла;
• отверстие не должно смещаться более чем на 0,2 мм (проверка осуществляется по контрольным рискам).
6. Необходимо соблюдать следующие требования правил безопасности:
• заточку сверл малого диаметра надо производить на мелкозернистом круге;
• запрещается выполнять заточку сверл на заточном станке без подручника и с неисправным защитным кожухом или без него;
• категорически запрещается осуществлять заточку сверл «на весу», т. е. без использования подручника;
• обязательно, особенно при заточке сверл большого диаметра, опускать защитный экран, при отсутствии экрана заточку сверл производить с использованием защитных очков во избежание попадания абразивной пыли в глаза.
купить качественные сверла ТМ ПрофОснастка оптом
купить сверла в розницу и через интернет — магазин
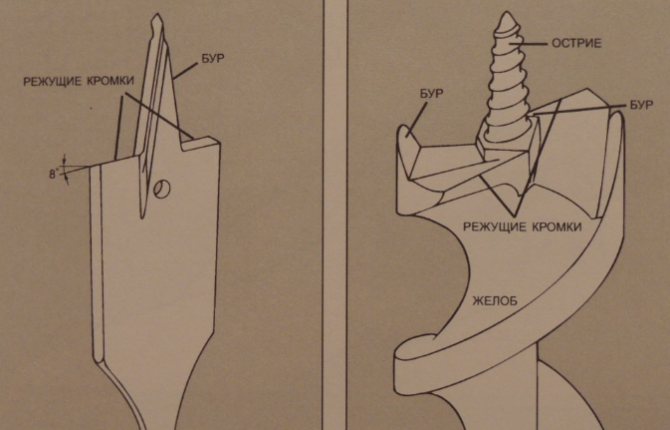
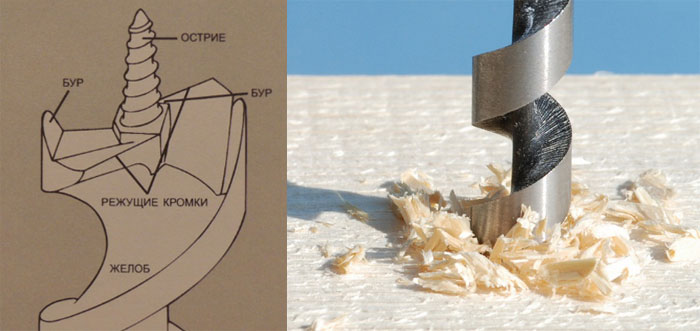
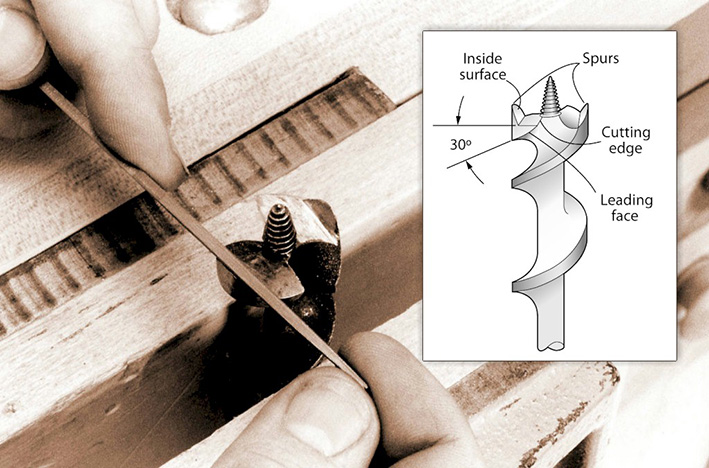
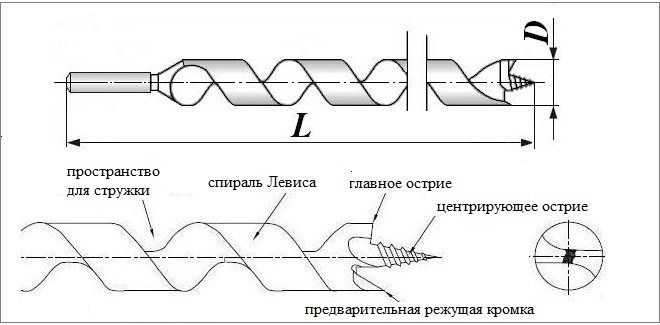
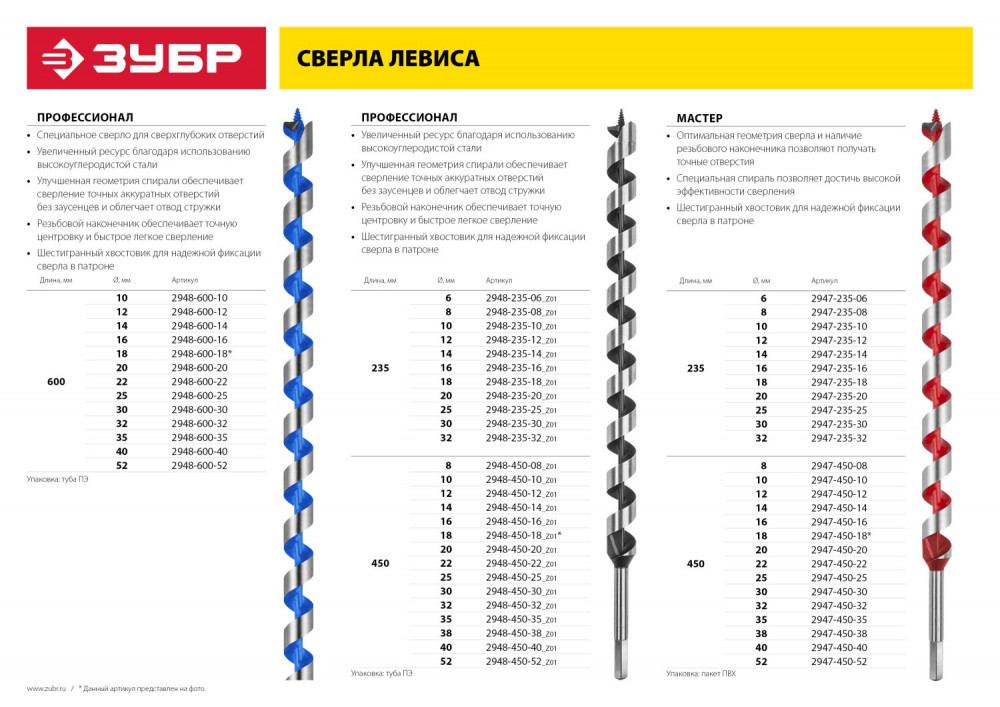
Особенности использования сверла Левиса
Среди преимуществ свёрл Левиса следует отметить:
- Плавность нарастания рабочей нагрузки по мере углубления инструмента в материал.
- Высокое качество внутренней поверхности отверстия, поскольку образующиеся при сверлении заусенцы полностью срезаются боковой режущей кромкой и незамедлительно удаляются шнековой образующей сверла наружу.
- Широкая винтовая канавка обеспечивает надёжное удаление стружки, независимо от её количества.
- Шестигранный наконечник на хвостовике обеспечивает надёжное удержание сверла в патроне.

Высокое качество и производительность, особенно заметные при получении отверстий значительной глубины, не отменяют и некоторых ограничений спиральных свёрл:
- При заклинивании сверла Левиса, что возможно на операциях с твёрдой древесиной, его остановка происходит практически мгновенно, и сопровождается резкой отдачей. Это может привести к травме работающего.
- Поскольку усилия реза при таком сверлении велики, то качество материала имеет решающее значение для стойкости шнекового сверла. Поэтому стоит приобретать инструмент от известных производителей, указывающих марку стали (на свёрлах китайского производства марка обычно не указывается).
- Спиральное сверло обладает повышенной хрупкостью, поскольку при закалке обычно прокаливается по всему сечению. При относительно малой жёсткости это может стать причиной разрушения рабочей части.
- Стоимость свёрл Левиса выше, чем обычных, при тех же диаметрах получаемых отверстий.
- Маломощные дрели (менее 1000 Вт) при своём пуске сверло данной конструкции могут не провернуть. Важным также является наличие у дрели функции реверса.

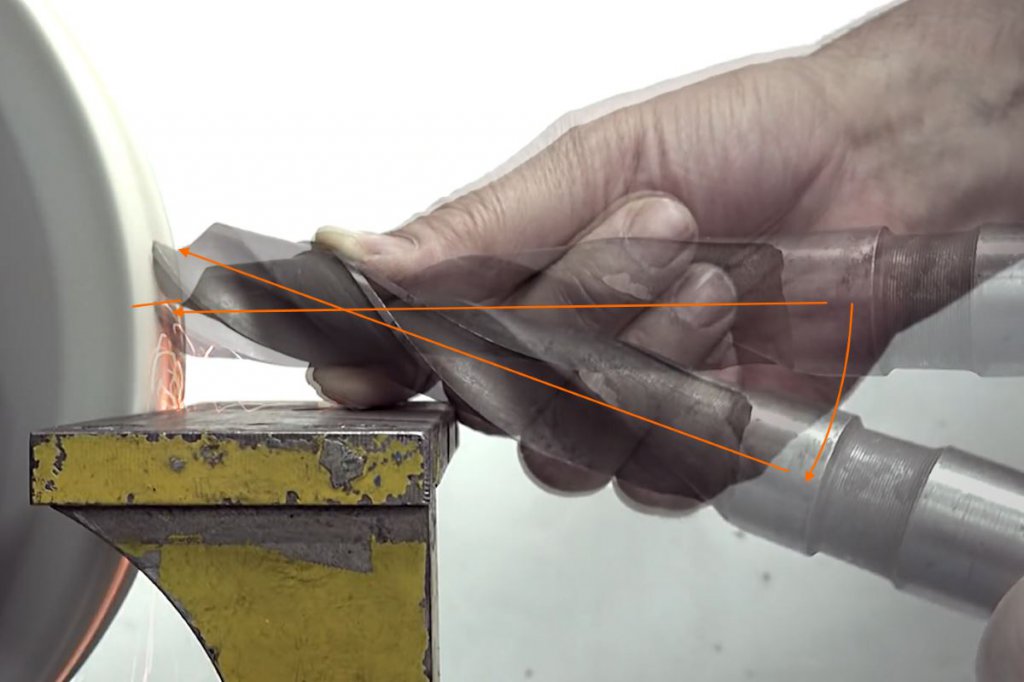
Затачиваем на точильном станке
Заточить сверла в домашних условиях не составит труда на обычном точильном станке. Единственное, желательно, чтобы станок был оборудован подручником, т.е. небольшой платформочкой, расположенной перед рабочей поверхностью заточного диска. Расстояние между подручником и торцом круга должно составлять не более одного миллиметра.
Если насадка сильно затупилась, т.е. режущие кромки с задними поверхностями стали несимметричными, чтобы правильно заточить инструмент, желательно сделать простое приспособление, выполнив следующие действия:









- начертить ровную линию на подручнике под углом 60 градусов по отношению к рабочей поверхности абразивного диска. Линия должна располагаться напротив рабочей поверхности;
- на подручнике закрепите обрезок металлического уголка, выровняв его по намеченной линии, как показано на фото ниже. Т.е. уголок тоже должен располагаться по отношению к рабочей поверхности круга под углом 60 градусов. Для фиксации уголка можно воспользоваться струбциной. Если заточкой вы будете заниматься часто, можно просверлить отверстия и зафиксировать уголок болтами.
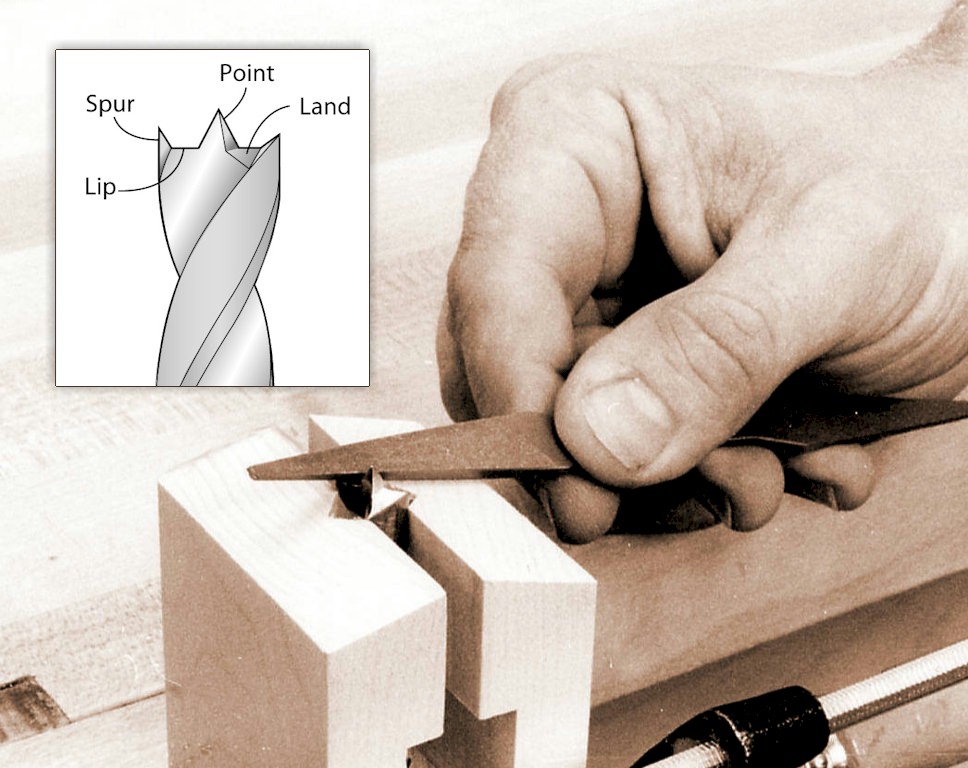
Благодаря этому приспособлению вы можете приложить своими руками сверло к спинке уголка и таким образом обеспечить угол задней поверхности в 60 градусов. Теперь, когда все готово, можно приступать к работе. Прежде всего нужно установить крупноабразивный диск и включить станок. Затем надо правильно взять в руки сверло. Для этого положите два пальца правой руки на подручник, и на них уложите затачиваемый инструмент. В результате пальцы будут служить опорой. Левой рукой возьмитесь за хвостовик затачиваемого инструмента. Само сверло поверните так, чтобы режущая кромка, которую вы будете затачивать, располагалась строго горизонтально.
Теперь приложите инструмент боковой плоскостью к спинке уголка и подведите своими руками к рабочей поверхности точила. Правая рука должна оставаться неподвижной, а левая, которая держит инструмент за хвостовик, должна слегка перемещаться в вертикальной плоскости, совершая покачивания сверлом. Таким образом, заточка должна происходить от режущей кромки до конца задней поверхности.
По такой схеме совершите несколько покачивающих движений левой рукой вверх/вниз
Сильно напрягать руки не надо, так как сверло у вас не вырвет, поэтому просто соблюдайте осторожность. Заточив одну заднюю поверхность, следует прокрутить левой рукой сверло на 180 градусов и точно так же наточить вторую заднюю поверхность
По завершению работы убедитесь, что угол заточки сверла, т.е. угол при вершине равен 120 градусам, что оптимально для инструмента по металлу. Кроме того, проследите, чтобы кромки и задние спинки получились симметричными. Если инструмент далек от идеала, нужно его еще подточить.
Надо сказать, что в результате перемещения хвостовика в вертикальной плоскости, задняя поверхность получается скругленной. Поэтому такая заточка называется конической. Она применяется для сверл диаметром более трех миллиметров. Правильно заточить более тонкое сверло по металлу еще проще – его режущая часть прижимается к плоскости точила и затачивается без каких-либо покачиваний. В результате задняя поверхность приобретает одну ровную плоскость. Поэтому такая заточка называется одноплоскостной. Хват сверла при такой обработке показан на фото ниже.
После того как заточка будет завершена и инструмент приобретет правильную форму, нужно выполнить доводку. Дело в том, что поверхность после заточки крупным абразивом далека от идеала. Поэтому нужно установить на станок диск с мелким абразивом и удалить все шероховатости. В результате поверхность должна получиться идеально гладкой.
Чтобы убедиться, что работа выполнена верно, попробуйте просверлить отверстие, можно даже не глубокое, и убедитесь, что кромка получилась гладкой и ровной. Это главный показатель заточенного инструмента.
Абсолютно также точатся и сверла по дереву. Единственное, их угол при вершине делается более острым – 140 градусов. Соответственно, инструмент подносится к точилу под углом 70 градусов.
Особенности заточки рассматриваемого инструмента
Сложность конструкции сверла определяет то, что при заточке может возникнуть просто огромное количество нюансов. К особенностям проводимой работы можно отнести нижеприведенные моменты:
- Необходимость в заточке многие замечают при возникновении проблем на момент проведения работы по сверлению. Стоит учитывать, что проблемы могут возникать не только по причине затупления режущей кромки, но и поломки или износа всего инструмента.
- Первым признаком того, что следует провести заточку сверла является существенное увеличение продолжительности работы. Другими словами, на получение отверстия уходит намного больше времени.
- Тупое сверло намного быстрее греется. Стоит учитывать, что повышенная температура становится причиной деформации металла. Высокая температура приводит к повышению пластичности металла.
- При отсутствии требуемого опыта следует провести тренировку на изношенных сверлах. Это позволит исключить вероятность повреждения режущего инструмента. При неправильном проведении работы в дальнейшем сверло нельзя будет использовать для проведения работы.
Читать также: Шароточка для токарного станка своими руками

Разновидности сверл по дереву.
Важным моментом назовем то, что сверло по дереву изготавливается из менее прочного материала. Сверла, предназначенные для сверления металла, изготавливают из более износоустойчивого материала.
Приспособления для заточки
Для сокращения времени работы и улучшения ее качества важно подобрать приспособление, позволяющее удерживать режущий инструмент неподвижно. Нормальная заточка сверл по металлу во многом зависит от точности выставления требуемого угла и возможности регулирования подачи в процессе точения
Большинство приспособлений позволяет точить режущий инструмент размером 3–19 мм. Для восстановления спиралевидных изделий применяются как специализированные, так и обыкновенные станки с электроприводом и системой подачи, которые можно собрать самому и установить в гараже либо подсобном помещении.
Для работы в домашних условиях нет смысла покупать дорогостоящее профессиональное оборудование: можно ограничиться точильным кругом в паре с держателем либо вовсе выполнить выправку изделия вручную.
При помощи болгарки
Помимо самой машинки, для работы также нужны тиски, в которых фиксируется отлаживаемый режущий инструмент.
Чтобы заточить сверла по металлу болгаркой, необходимо соблюдать следующую последовательность работ:
- изделие вертикально зажать в тисках;
- сначала обработать тыльную кромку до удаления следов износа;
- рабочую грань обточить под 120°.
Для недопущения перегревания сверла контакт его со шлифовальным диском должен длиться не более 1–2 секунд. Эффект достигается за счет многократного снятия тонкого слоя металла с рабочей грани.
Заточка на точиле
Заточка на точильном круге считается более удобным и безопасным способом по сравнению с болгаркой.
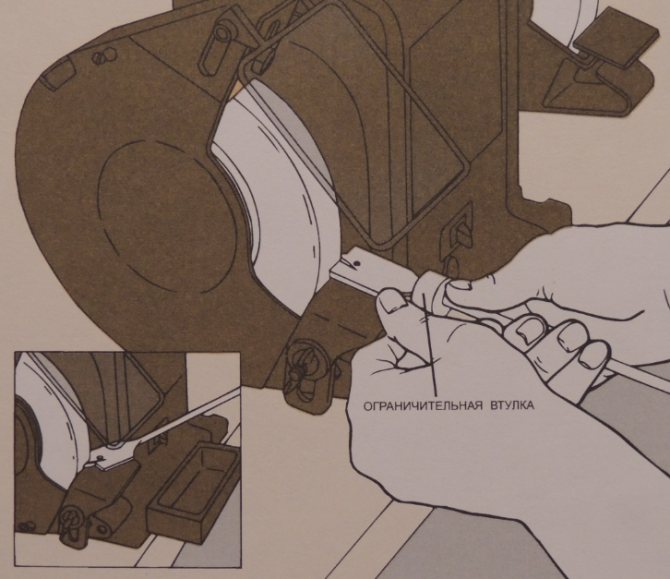
Если опыт не позволяет определить уровень износа сверла по металлу и выполнить его оправку на точиле «на глаз», нужно воспользоваться специальным приспособлением – держателем, устанавливаемым вблизи рабочего диска. Во избежание смещения фиксатор надежно прикрепляется посредством болтового соединения.







На обточном станке затачивание сверл по металлу не представляет никакой сложности.
Инструмент закрепляется в фиксаторе, включается точило, и рабочие кромки слегка прижимаются к кругу под нужным углом. При наличии мелких зазубрин перед точением их следует удалить равномерно со всех сторон.
При помощи насадки на дрель
Качественно и быстро точить сверла средних диаметров (4–10 мм) можно и без заточного круга, используя стандартные насадки для дрели.
Заточка производится в таком порядке:
- на дрель ставится насадка;
- в отверстие требуемого диаметра устанавливается сверло;
- включается дрель, изделие обтачивается с одной стороны;
- для отладки противоположной режущей грани инструмент поворачивается на 180°.
Применение насадки имеет некоторые особенности:
- Качественная и эффективная заточка возможна только для незначительно затупившихся сверл. При наличии глубоких повреждений, как правило образующихся при значительном перегреве металла, восстановить инструмент не получится.
- Фиксированный угол заточки. Насадка подходит только для сверл, используемых для работы с определенными материалами.
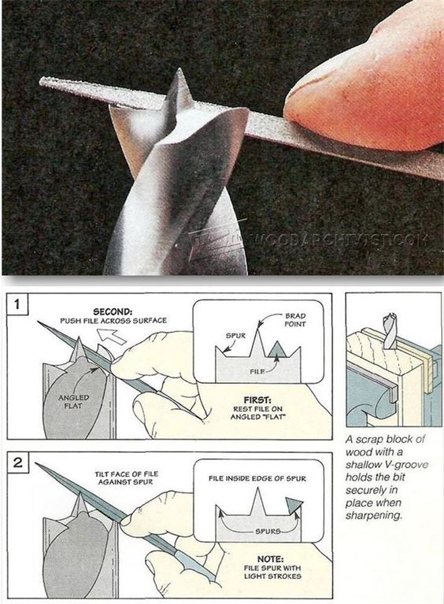
Заточка напильником или надфилем
Сверло, применяемое для обработки металла, заточить напильником либо надфилем невозможно по двум причинам:
- Твердость материала. Даже самый лучший напильник сотрется, прежде чем исправит режущий инструмент.
- При использовании алмазных либо абразивных брусков невозможно вручную выдержать нужный угол.
Угол заточки сверла по металлу
Например, для металлов твёрдого типа, приемлем угол заточки сверла приблизительно 120 градусов, для более мягкий металлов – 90.
Если работать придётся с мягкой бронзой, то угол при вершине будет равен 120—130 градусам; красная медь – 125; алюминий -140; пластмассы – 90-100; хрупкие материалы –140.
Угол заточки не может быть одинаковый для всех материалов!
Таким образом, угол заточки сверла устанавливается в зависимости от характеристики материала (при этом учитывается его пластичность и состояние).
Так, чем мягче материал, тем больше угол наклона. Однако этот принцип применяется на производстве.
В домашних условиях, когда одно и тоже сверло применяется для многих материалов, угол наклона зависит от диаметра сверла и меняется от 19 — 28° для сверл, которые имеют диаметр от 0,25- 10 мм.
Это интересно: Ультразвуковая ванна своими руками для чистки форсунок — объясняем детально
Приступаем к процессу заточки
Сначала рассмотрим, как правильно заточить сверло самому при помощи наждачных материалов.
Основной процесс ложится на заднюю часть. Включаем приспособление с наждаком и, крепко держа сверло по металлу, подносим его к кругу так, чтобы режущая часть была направлена на точило.

У нас получится параллельное расположение сверла относительно механизма. Заточив, таким образом, инструмент — мы получаем качественное сверло по металлам.
Такая простая заточка подходит для сверл с диаметром не больше 10 миллиметров.
Если он будет увеличиваться, то можно добавить общее время заточки, уделить повышенное внимание передней стороне и так далее. Однако для приборов с большим диаметром, или при работе с плотными металлами, может понадобиться станок
Однако для приборов с большим диаметром, или при работе с плотными металлами, может понадобиться станок.
Такое приспособление позволяет сделать заточку более безопасной и правильно контролировать угол наклона.
Видео:
Кроме того, если Вам нужно постоянно иметь возможность заточить свои инструменты, то собственный станок будет как нельзя кстати.
Особенно выгодно устанавливать такое приспособление дома, если нужно заточить твердосплавные сверла по металлу.
Есть определенные требования, согласно которым заточки следует проводить только на станке:
- если мы работаем со сверлами, которые используются для работы в глухих отверстиях, со снижением осевого усилия резания;
- работа с универсальными инструментами, имеющими большую прочность, что дает возможность обрабатывать прочные металлы;
- работа с подточкой меньшей толщины, если требуется сверление на значительную глубину.
Основная задача, которую должен исполнять станок – не просто затачивать, а правильно ориентировать сверло по металлу относительно круга. Поэтому в его конструкции есть опорная плита.






На нее устанавливают и сам станок, и двигатель, вал которого позволяет проводить точение. Там же подсоединяем поворотную колонку, на которой будет крепиться сверло.
Она поворачивается в удобном для нас положении – еще один плюс в возможности располагать инструмент.
Что нужно знать перед началом заточки
Заточка является довольно важным процессом, влияющим на последующую работу инструмента
Но важно знать, что не нужно натачивать его, если этого не требуется. Это является лишней тратой времени и сил (особенно при ручном затачивании)
Именно поэтому необходимо ознакомиться с признаками того, что инструмент затупился.
Во-первых, он быстро нагревается во время работы, деформируется и мешает нормально им пользоваться. Это является одним из признаков того, что пора заниматься заточкой.
Во-вторых, если во время процесса чувствуется, что отверстия просверливаются гораздо дольше, чем раньше, то стоит изучить сверло на предмет затупления.
И, наконец, в-третьих — выполненное отверстие получается слишком неровным. Это, наверное, один из самых главных признаков, указывающих на необходимость заточки.
Особенности выбора сверла по дереву
Когда появляется необходимость правильно подобрать сверло, то в первую очередь требуется обратить внимание на цвет. Так, к примеру, каждый оттенок изделия отвечает за тип конечной обработки, показывающей срок эксплуатации сверла и его прочность
- Самым худшим вариантом можно считать серые изделия, которые ничем не обрабатываются и их эксплуатационные параметры довольно низки.
- Расцветка может быть золотистой, что говорит о титановом напылении и достаточно длительном сроке эксплуатации.
- Ничем не хуже по характеристикам и черные сверла, обработанные при создании паром.
Кроме того, стоит тщательно визуально изучить объект. Если на нем заметны следы деформации, то такое изделие лучше не использовать
Важно выбрать сверло без единой царапинки или трещины, его поверхность должна быть идеально ровной и гладкой

Разновидности сверл по дереву
Виды заточки
Существует несколько способов заточки, которые проводятся с помощью разных приспособлений. Они обозначаются разными буквами. К ним относятся:
- Н — нормальная. На рабочей части изготавливается две режущие кромки, одна поперечная. Допускается точение инструментов диаметром до 12 мм.
- НП — производится подрезка поперечной кромки. Благодаря этому снижаются нагрузка, передаваема\ на рабочую часть при сверлении.
- НПЛ — проводится подточка ленточки с кромкой. Формируется задний угол на рабочей части.
- ДП — представляет собой двойное точение. Дополнительно обрабатывается поперечная кромка.
- ДПЛ — создаётся 4 режущих кромки, подтачивается кромка.
Точение проводится на специализированном оборудовании или вручную. Об этих методах необходимо поговорить отдельно.
Ручной способ заточки
Оснастку для инструментов можно затачивать вручную, без применения специализированных станков. Однако для этого нужно уметь пользоваться ручными приспособлениями, выставлять углы точения. Используемые инструменты:
- Болгарка — применяется, если не требуется подбирать точный угол режущей части.
- Специальная точильная насадка для дрели.
- Просто шлифовальный круг на асинхронном двигателе.
Заточка сверла по металлу болгаркой
Заточка на специальном оборудовании
Мастерские используют специальные станки для заточки сверл. Это высокоточное оборудование, позволяющее изготавливать любые углы режущей кромки. Для этого достаточно закрепить оснастку с помощью специальных зажимов, выставить угломер, настроить станок, запустить двигатель. Заточка сверла на специализированном оборудовании занимает меньше времени.





