
Расшифровка аббревиатур
ММА (РДС)
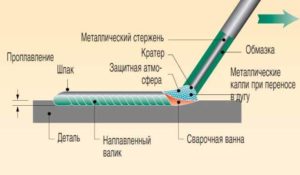
MMA (Manual Metal Arc)-ручная дуговая сварка штучными (покрытыми) электродами с помощью инвертора или трансформатора. Техническая литература советских времен оперировала обозначением РДС.
Процесс сварки происходит за счет плавления металлического стержня – электрода, покрытого специальной обмазкой, которые имеют свою классификацию. Основное ее предназначение заключается в защите сварочной ванны от воздуха, предотвращая окисление металла. Расплавленный стержень образует сварочный шов, а использованное покрытие остается в виде шлака.
 Сварка покрытым электродом
Сварка покрытым электродом
РДС возможна как на постоянном, так и на переменном токе. При постоянном токе возможны два варианта подключения зажима массы и держателя электрода, поэтому существует сварка на прямой и обратной полярности. Переменный ток такой особенностью не обладает – как подключать электрод в данном случае не имеет значения. Приведенный рейтинг надежности сварочных инверторов поможет подобрать аппарат, который прослужит долгие годы.
Поскольку метод ММА самый популярный ввиду его простоты и относительно недорого применяемого оборудования, с вопросом как научиться варить электросваркой самостоятельно стоит ознакомиться непременно.
TIG(WIG) или РАДС
TIG (Tungsten Inert Gas) – технология дуговой сварки в среде инертного газа неплавящимся электродом. Вольфрам – (англ.Tungsten) очень тугоплавкий металл с температурой плавления около 3500 С, поэтому он является основой для производства подобного рода электродов. Иногда можно встретить иные вариации этого способа:
- WIG(Wolfram Inert Gas) – название образовано от немецкого написания;
- GTA (Gas Tungsten Arc) – в данной аббревиатуре опущено химическое взаимодействие защитного газа.
Т.к. электрод является неплавящимся, процесс аргонной сварки происходит по другому сценарию:
- электрическая дуга возбуждается между концом электрода и свариваемым металлом;
- заполнение сварочного шва происходит путем подачи в сварочную зону специального присадочного материала – прутка;
- сварочная ванна защищается газовым облаком.
 Процесс сварки по методу TIG
Процесс сварки по методу TIG
Защитным инертным газом, т.е. газом, молекулы которого химически не взаимодействуют в процессе сварки с основным и присадочным материалом, в данном случае выступает аргон. Именно поэтому за ним закрепилось название “ручная аргонно-дуговая сварка” или РАДС.
Аргон может использоваться при сварке плавящимся электродов – MIG метод, речь о котором пойдет ниже.
В технических характеристиках сварочного оборудования помимо обозначения TIG всегда дополняется упоминанием рода сварочного тока DC (Direct Current) – постоянный ток или AC/DC (Alternating Current/Direct Current) – переменный/постоянный ток
В данном случае это очень важно. К примеру, сварка алюминия аргоном производится на переменном токе
MIG / MAG
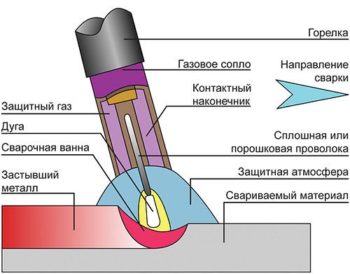
MIG/MAG (Metal Inert/Active Gas) – метод дуговой сварки в защитной среде инертного/активного газа с помощью плавящегося электрода в виде стальной или иной проволоки в зависимости от типа соединяемого металла.
 Схематичное изображение mig/mag-метода
Схематичное изображение mig/mag-метода
Под МИГ или МАГ сваркой обычно подразумевают полуавтоматическую. Основной задачей данного способа была идея создания “бесконечного электрода”, чтобы тем самым добиться значительной производительности сварочных работ. Ведь при РДС методе приходится часто менять электрод по мере его расходования, что в некоторых случаях является крайне не удобным. Как и при ТИГ сварке здесь применяются защитные газы.
В роли инертного обычно выступает аргон и его смеси, который подходит, к примеру, для сварки алюминия и его сплавов полуавтоматом. Активным газом, т. е. взаимодействующим в процессе со свариваемым металлом, как правило является углекислый газ( углекислота). Вы можете услышать от сварщика словосочетание “сварка полуавтоматом в среде углекислого газа“, подразумевающий способ MAG(МАГ).
Данный способ наиболее распространен ввиду повышенной производительности по сравнению с MMA, и дающий лучший результат в качестве сварного шва.Определиться с выбором сварочного аппарата поможет рейтинг бытовых полуавтоматов на основе отзывов опытных сварщиков.
Надеемся, что данная статья поможет разобраться в классификации основных методов сварки, а также будет полезной при выборе оборудования и материалов с английскими аббревиатурами.
Технология MIG/MAG сварки
Суть работы полуавтоматического сварочного автомата заключается в том, что в атмосфере инертного газа между деталью и проволокой – плавящимся электродом, горит дуга. Она расплавляет стыки деталей и припой, формируя сварочную ванну. При этом весь процесс происходит в защитной среде аргона или гелия.










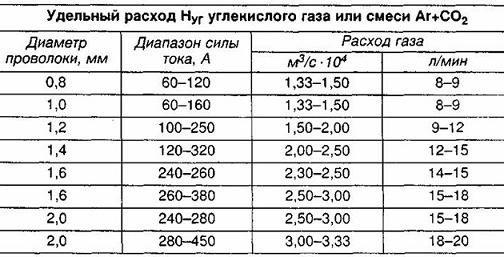
Расход газа при сварке MIG и MAG.
В результате кристаллизации расплавленного металла формируется шов. При сварке в данной технологии используют электрод, состав которого так же очень близок к соединяемым изделиям.
Методика позволяет использовать не только инертные, но и активные газы. Выбор осуществляется исходя из используемых материалов. Для работы с цветными металлами и их сплавами применяют аргон, гелий.
Особенности МАГ сварки.
Формирование шва обусловлено плавлением материала детали и проволоки. В связи с этим его параметры определяются расплавлением и переносом электродного металла в сварочную ванну. Отмеченные процессы зависят от выбранного защитного газа, режимов работы и др.
По форме расплавления проволоки можно выделить следующие типы сварки:
- крупнокапельный без коротких замыканий;
- без коротких замыканий с мелкокапельным переносом;
- сварка с периодическими короткими замыканиями.
Лучшие профессиональные сварочные полуавтоматы
Если подобное оборудование будет использоваться регулярно и для выполнения сложных задач, стоит рассмотреть варианты среди профессиональной техники. Они значительно преобладают над предыдущими категориями по качеству, долговечности эксплуатации, функционалу и производительности. Но нужно учесть тот факт, что ценник будет свыше 40 000 рублей, так как профессиональные равно высокотехнологичные мощные аппараты, справляющиеся с любым металлом и длительностью нагрузки. Оценив заявленные характеристики, отзывы мастеров и пользователей, в рейтинг попало 3 лидера.
Сварог MIG 3500 (J93) (TIG, MIG/MAG, MMA)
При помощи такой модели можно выполнять сварку в режиме MIG/MAG, то есть среде защитного газа, ручным дуговым способом ММА, а также порошковой проволокой без газа FCAW. В дополнение к функционалу производитель позволил применять аппарат для TIG сварки. А чтобы делать это было максимально легко и удобно, в комплекте прилагается тележка с поворотными колесами. На нее устанавливается баллон с газом, после чего можно работать с металлами. В отличие от предыдущих номинантов рабочее напряжение составляет 380 В. При этом максимальный порог тока – 350 А, а мощности 15 000 Вт. Рабочий цикл в активном состоянии составляет 60%, а диаметр проволоки от 1.5 до 6 мм.

Достоинства:
- Полная система безопасности прибора;
- Хорошая комплектация;
- 3 типа сварки;
- Высокая производительность;
- Транспортабельность;
- Работа с массивными вещами.
Недостатки:
- Цена;
- Только для трехфазной электросети.
Такой Сварог станет незаменимым помощником тем, кто работает с металлами большой толщины, толстостенными деталями. Он обеспечит долгий прогрев, при этом система защиты убережет конструкцию от перегрева. Рабочий цикл позволит использовать в промышленных целях.
Brima MIG-350 (MIG/MAG)
Мощный и производительный прибор подойдет для работы со сплавами разных видов, жесткими неразъемными соединениями. В отличие от других конкурентных моделей здесь шире диапазон тока – от 50 до 350 А, а максимальная мощность достигает отметки 14 000 Вт. Благодаря этому можно подбирать нужный параметр практически для любой толщины, марки металла. Для удобства в вопросах замены проволоки с максимальным диаметром 1.2 мм, ее катушка установлена снаружи корпуса. В комплекте помимо самого прибора идут кабель с клеммами заземления, горелка, 4-х роликовый механизм WF-23A, паспорт, инструкция.

Достоинства:
- Многофункциональность;
- Удобная транспортировка;
- Вентиляционные отверстия на корпусе;
- Плавная регулировка;
- Катушка снаружи конструкции;
- Панель приборов.
Недостатки:
- Китайская сборка;
- Цена.
Согласно отзывам, MIG-350 действительно справляется даже с массивными деталями. Для этого лишь нужно правильно настроить уровень мощности и тока. Большой диаметр проволоки, наружное размещение катушки, богатая комплектация, все это чаще всего хвалят пользователи в отзывах. Как таковых минусов найдено не было, разве что некоторых покупателей смущает китайское производство немецкого бренда, а также ценник.
Форсаж 502 (TIG, MIG/MAG, MMA)
В линейке всего сварочного оборудования это самый мощный полуавтомат. Его можно применять сразу по нескольким функциям – сварка полуавтомат, электродуговая или аргонная сварка. В комплектации помимо источника сварки идут вилки и силовая розетка, инструкция. Диаметр проволоки составляет 0.8-1.6 мм, ширина используемого тока от 20 до 500 А, а максимальный показательно мощности 27 700 Вт. Продолжительность одного рабочего цикла 60%, чего хватит для выполнения сложных задач. За своевременную защиту от перегрева отвечает специальная система охлаждения горелки. Элементом управления выступает цифровой дисплей.

Достоинства:
- Высокая мощность, производительность;
- Контрольная панель с индикацией;
- Точность показателей;
- Надежный корпус;
- Микропроцессорная система для легкого управления.
Недостатки:
- Только для трехфазной сети;
- Отсутствие регулируемой функции индуктивности.
Предназначение здесь скорее промышленное, потому что такие высокие параметры нужны для регулярной работы чуть ли не на износ. Как подтверждают отзывы опытных сварщиков, такой термин, как «износ» 502 модели не страшен. Главными преимуществами отмечают микропроцессорное управление, дисплей, высокую точность, надежность сборки










Но важно понимать, что это оборудование только для трехфазной сети. Мастер заметит отсутствие регулируемой индуктивности, то есть наклона характеристик
Основные компании-производители
Производителей сварочных агрегатов на современном этапе большое множество, однако далеко не все снискали внимание потребителей. Если вы раздумываете, аппарату от какой фирмы отдать предпочтение, ознакомьтесь с самыми популярными производителями:
- Aurora. Компания, появившаяся в результате коллаборации северноевропейской организации AURORA Group of Companies и китайского производителя RILAND Industry. Кроме сварочной техники, предприятие выпускает генераторы, компрессоры, насосы, садовую технику.
- Сварог. Официальный дистрибьютер китайской корпорации Jasic Technology Company Ltd, поставляющий сварочную технику и комплектующие к ней с 2007 года.
- Elitech. Торговая марка компании из России «ЛИТ Трейдинг», возникшая в 2008 году. Компания поставляет компрессоры, триммеры, станки для обработки металла, сварочную и садовую технику от брендов Bosch, AEG, Black&Decker, Makita и др.
- ESAB. Шведский бренд, имеющий филиалы в 47 странах и начинающий свою историю с 1907 года.
- Кедр. Российская компания изготавливает технику на основе американского сварочного оборудования. Несмотря на то, что на рынке фирма находится всего 7 лет, ее продукция поставляется более чем на 100 европейских предприятий.
- Fubag. На рынке профессионального оборудования эта немецкая компания находится более 40 лет. Инверторы производятся на 19 заводах в соответствии с международными стандартами ISO.
- Интерскол. Российский производитель, активно выпускающий бытовые и профессиональные инструменты с 1998 года.
Рейтинг сварочных инверторов для дома среди сварщиков состоит как из отечественной техники, так и из зарубежной. Отметим, что при покупке лучших инверторных сварочных аппаратов не стоит отдавать предпочтение приборам исключительно европейского или американского производства: большинство приборов от известных брендов произведены в странах Азии. Поэтому товар от, например, известного китайского производителя, может оказаться ничем не хуже.
Виды сварки
С помощью mig mag и mma сварки происходит прочное соединение металлических конструкций, отдельных деталей посредством расплавления кромок и образования единого целого. В результате сварки образуется прочный шов, обладающий высокой прочностью, даже при колебательных нагрузках. Что такое TIG и MMA, а также расшифровку аббревиатур MIG и MAG вы узнаете из следующих разделов.
Ручной вариант сварки
MMA сварка что это такое, аббревиатура переводится дословно — дуговая сварка вручную, при этом используется электрод с напыленным или обмазанным флюсом. В качестве источника тока применяют трансформатор или инвертор. При расплавлении покрытие стержня становится жидким и защищает расплавленный металл от окисления воздухом.
После окончания процесса сварки шлак покрывает шовное соединение прочным слоем, который удаляется сварщиком, чтобы визуально проверить качество соединения. Аналогичная сварка производится при подключении постоянного или переменного тока, причем первый вариант использует прямую и обратную полярность. ММА — это наиболее распространенная сварка на любом производстве.
MIG/MAG
Что это такое MIG сварка — полуавтоматический процесс соединения металлов при подаче присадочной проволоки, а защиту выполняет инертный газ. Различие аббревиатур МИГ/МАГ происходит из-за написания на английском или немецком языке. Исполнитель ведет горелку по месту соединения конструкции или заготовок, а тонкая проволока, расплавляясь, образует идеальный по ширине шов.
MIG сварка — это процесс, построенный на использовании инертного газа, который тяжелее воздуха и обволакивает сварочную ванну, препятствуя окислению расплавленного металла. MAG — использует агрессивные газы, в состав которых входят молекулы кислорода, сварка металлов происходит при соединении создаваемой и естественной среды.
Преимущества метода
Основные достоинства этих прогрессивных методов соединения металлов:
- Простата технологии сварки, доступная начинающим сварщикам.
- Высокое качество шовного соединения и аналогичная производительность, т. к. нет затрат времени на смену электродов.
- Сварка производится во всех пространственных положениях, при низком тепловом вложении, что подходит для соединения тонколистового металла.
- Не надо производить последующую обработку шва.
- Длинные швы выполняются без остановки и повторной активации дуги, что намного упрощает весь процесс.
Именно из-за таких преимуществ МИГ/МАГ применяется на автоматических линиях сборки автомобилей, где используются роботы для сварочных работ.
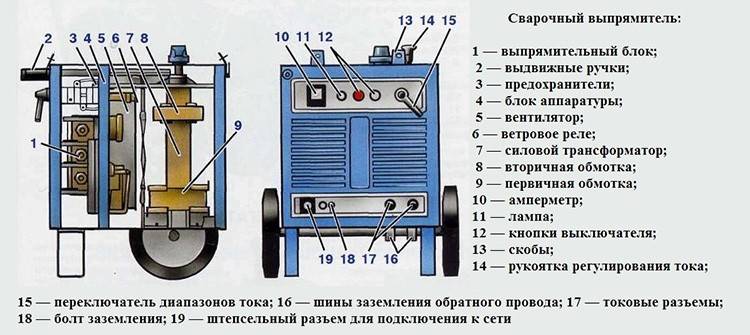
Выпрямитель или инвертор?
Опытные сварщики для каждодневной работы выбирают инвертор, потому что дополнительные режимы и встроенные функции упрощают технологию, особенно это актуально при соединении деталей и конструкций из алюминия, нержавеющей стали и сложных тугоплавких сплавов. Имеет значение и вес аппарата, возможность подключения к любой электрической сети.
Трансформатор отличается исключительной надежностью в работе и низкой стоимостью, но потребляет гораздо больше электроэнергии. Его масса значительна, поэтому мобильностью он не отличается, да и используют его для простейших видов сварки.
TIG
Точная расшифровка аббревиатуры означает вольфрам в инертном газе, в качестве электрода применяется тонкий стержень из аналогичного металла, который затачивается определенным способом. При сварке используют присадочную проволоку, которая, расплавляясь, заполняет углубление между заготовками.
Особое значение имеет конструкция горелки, где неплавящийся электрод расположен в центре, а вокруг него подается защитный газ, состоящий из чистого аргона или его смесей. Эта методика требует основательной подготовки исполнителя и качественного оборудования, нагрев здесь минимальный, поэтому перегрев металла не происходит.
Применяется для сплавки алюминия и тонкой листовой нержавейки.
Это интересно: Сварка нержавейки с черным металлом — технология, безопасность, трудности
Oборудование
Что это такое MMA TIG MIG вы уже знаете, теперь поговорим об типах аппаратов для каждого вида сварочных работ.
С инертным газом
Газ находится в баллонах со специфической маркировкой, сверху установлен редуктор, регулирующий величину его подачи. При методе МИГ используют инертные газы, которые намного дороже активных аналогов, например, цена углекислого газа в 45 раз меньше аргона, а по сравнению с гелием — стоимость снижается еще в 3,5 раза.










При сварке МАГ в качестве защиты используется углекислый газ или азот, но чтобы не было негативного воздействия на результат, применяют проволоку с добавлением марганца или кремния, т. к. они не дают окислять расплавленный металл.
С неплавящимся стержнем
В странах СНГ метод ТИГ — это аргонодуговая сварка по названию используемого газа для защиты, неплавящийся электрод упрощает весь процесс, а отсутствие посторонних вкраплений позволяет получить высококачественный шов. Импульсный вариант сварочного процесса аналогичен по своим свойствам TIG, только используется непостоянный ток, такой режим встречается в агрегатах МАГ/ТИГ. Его применяют для соединения тонких листов, т. к. нет перегрева и коробления поверхности, а шовное соединение имеет вид чешуи.
Процесс сварки MMA был подробно описан ранее, напомним, что для него характерно образование дуги между плавящимся электродом и заготовкой.
Шов после застывания покрывается окалиной от застывшего шлака, которая легко удаляется постукиванием по поверхности молотком.
Полуавтоматы
Практически во всех СТО установлен аппарат для сварки методом МИГ/МАГ, потому что при его применении получается шов высокого качества, не требующий дополнительной обработки. Используют инверторы, т. к. подключаются они к обычной электрической сети, имеют небольшие габариты и массу, а также мобильны.
Источник питания у большинства аппаратов идентичный, поэтому производители наладили выпуск универсального оборудования, которое позволяет работать на разных режимах, только надо сменить горелку.
Проволока для присадки
Методы MIG MAG TIG используют в полуавтоматах специальные установки для непрерывной подачи проволоки, от характеристик которой зависит качество швов. Когда применяется порошковый вид присадка, то защитный газ не нужен.
На производстве применяют такие виды: на основе алюминия, из стали, с частичным или полным омеднением и порошковая проволока. Особое качество и большое распространение получили два последних варианта — гарантируется отсутствие брызг, что повышает качество и скорость сварки.
Полуавтомат-универсал
Аппарат Тритон МИГ — это яркий пример универсальности, он относится к оборудованию для профессионалов. Инвертор компактных габаритов установлен на небольших колесах, вырабатывает ток не более 250 А, обеспечивает нормальную работу во всех существующих режимах, проводит шов по технологии Пятно/Стежок. В комплектации имеется три варианта горелок, которые легко заменить. При пиковом режиме продолжительность работы составляет 60%, а при 200 А — 100%. Для надежности и легкости активации розжига имеются специальная функция и контактная активация дуги. Оборудование позволяет соединять разные металлы, а также листы с оцинковкой.
Spot/Stitch
В этом режиме оборудование работает таким методом: капля расплавленной проволоки переносится на изделие при отсутствии КРЗ (короткое замыкание), поэтому нет перегрева и коробления поверхности. Аналогичная методика применяется для прочного соединения листов из нержавейки или оцинкованных заготовок. Небольшой нагрев увеличивает продолжительность срока использования аппарата и повышает общую работоспособность.
Что представляет собой сварка MIG/MAG полуавтоматом
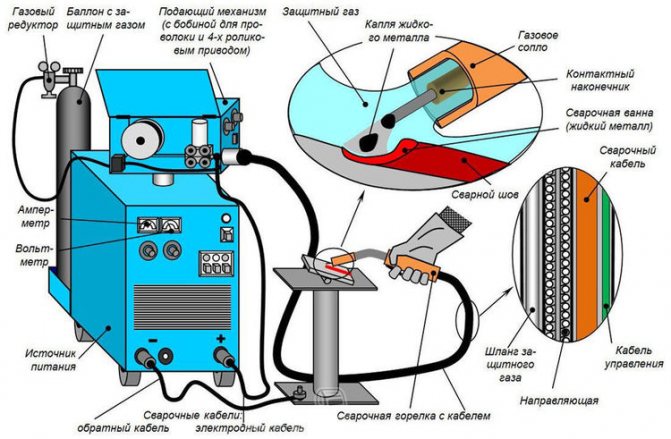
В отличие от обычного MMA инвертора, сварка которым осуществляется исключительно плавящимся электродом с покрытием, принцип работы полуавтоматической сварки несколько другой. Основными расходными материалами здесь выступает защитный газ и проволока, которая намотана на бобину и подаётся автоматически при работе полуавтомата.

Во время сварки проволока проходит через пистолет с газом. В момент появления дуги она плавится и заполняет расплавленным металлом сварочную ванну. Газ, который также подаётся вместе с проволокой, защищает расплавленный металл от отрицательного воздействия окружающей среды.

Благодаря тому, что весь процесс сварки практически автоматизирован, данная сварка и получила такое созвучное название — полуавтоматическая. В отличие от ручной дуговой сварки, здесь нет необходимости каждый раз менять электрод. Также отсутствуют и многие другие операции, без которых не проходит процесс сваривания деталей электродом.
Подбор напряжения и скорости подачи проволоки
Устанавливаемые значения скорости подачи проволоки (которая определяет величину тока сварки, I) и напряжения (U) зависят от толщины свариваемого металла, типа сварного соединения, пространственного положения, типа и диаметра сварочной проволоки, типа защитного газа которые планируется использовать. Эти контрольные значения можно найти в таблицах справочников или нормативной документации. Данные таблицы помогают найти корректную начальную точку сочетания этих параметров. Данная точка должна находиться внутри рабочей области параметров сварки для выбранного сочетания сварочных материалов, и при этом обеспечивать корректную величину тепловложения требуемую для изделия.
- Выбранное соотношение параметров
- Рабочая области параметров сварки
- Тепло выделяемое дугой
При сварке человек не видит, в какой точке рабочей области параметров он находиться. Однако это можно оценить по поведению дуги и результату сварки. Если параметры подобраны корректно, дуга стабильна и имеет правильную длину. При этом тепловложение в изделие оптимально и брызг не образуется. Наплавленный валик имеет гладкую поверхность и плавный переход к основному металлу. Рассмотрим, что произойдет, если рабочая точка выйдет из рабочей области параметров. Для примера возьмем сварку «короткой дугой» в углекислом газе. Сначала поднимем напряжение, оставив скорость подачи неизменной.









Для данной скорости подачи проволоки напряжение слишком велико. Подающий механизм подает в зону сварки меньшее количество проволоки, чем может быть расплавлено. На конце проволоки появляется крупная капля, совершающая небольшие вращательные движение и появляются брызги. Сварка становиться медленнее, а на кромках образуются подрезы. Теперь, чтобы вернуться в рабочую области параметров сварки, начнем поднимать скорость подачи проволоки.
Дуга опять становиться стабильной, но рабочая точка находиться в верхней зоне рабочей области. Для нашего изделия тепловыделение дуги оказывается очень высоким. Возрастает риск получения прожога, особенно на тонком изделии. Теперь, не меняя скорости подачи проволоки, начинаем снижать напряжение до исходного уровня, что приводит к выходу рабочей точки из рабочей области параметров сварки. Для данной скорости подачи проволоки напряжение оказывается слишком мало. Выделяемого тепла недостаточно чтобы расплавить электродную проволоку.
В результате дуга укорачивается на столько, что проволока начинает утыкаться в изделие. При этом чувствуется, что горелка пытается, как бы сама себя поднимать. Такое низкое тепловыделение приводит к тому, что формируется достаточно гладкий, но колеблющейся по ширине наплавленный валик с высоким округлым усилением и невысокой глубиной проплавления.
Теперь будем уменьшать скорость подачи проволоки, опять возвращаясь в рабочую зону. Возвращаем рабочую точку в более нижнюю часть рабочей зоны, чем это было установлено в самом начале. Дуга опять становиться стабильной, но тепловыделение для нашего изделия очень низкое. В результате холодный наплавленный валик ровно не растекается по свариваемой поверхности. В дополнение можно получить недостаточное проплавление.
Находим оптимальную рабочую точку, параллельно поднимая скорость подачи проволоки и напряжение. Другими словами в качестве резюме можно сказать, что в рабочей точке должно поддерживаться правильное соотношение между скоростью подачи проволоки и напряжением и выполняться два условия.
- Рабочая точка всегда должна оставаться внутри рабочей области параметров сварки для выбранной комбинации сварочной проволоки и защитного газа.
- Рабочая точка должна находиться на уровне обеспечивающим такое тепловыделение, которое необходимо для оптимального проплавления свариваемого изделия.
В дополнении к скорости подачи проволоки и напряжению, на сварочном источнике можно устанавливать третий параметр сварки называемой индуктивностью. Она изменяется подключением сварочного кабеля к одному из двух или трех разъемов вторичной цепи источника питания либо плавной регулировкой, так называемой электронной индуктивности.
Снижая индуктивность, мы уменьшаем тепловложение в изделие, увеличиваем частоту коротких замыканий проволоки на сварочную ванну, и повышаем вязкость расплавленной ванны, что весьма желательно при сварке небольших толщин. При сварке больших толщин требуется большее тепловложение, поэтому надо устанавливать более высокое значение индуктивности. При сварке в режиме «струйного переноса» индуктивность не оказывает ни какого влияния на процесс сварки.
Режимы ведения
Изобретение и широкое распространение инверторов подтолкнуло к появлению нескольких новых способов сварки. Наиболее распространенными из них стали TIG и ММА. Что такое сварка ММА и ТИГ? Для ответа на этот вопрос нужно рассмотреть особенности обоих методов соединения.
Для работы с ММА сваркой требуется расходный материал – электроды, подлежащие замене.
ТИГ (аргонодуговая сварка) представляет собой способ, для которого требуется использование баллона с газом, горелка и неплавящийся вольфрамовый электрод. Такой метод используется значительно реже, но все равно пользуется популярностью. Достоинствами ТИГ-сварки считается возможность соединения тонкостенных изделий или деталей из цветных металлов. Шов получается очень аккуратным, работа требует существенно меньших энерго- и трудозатрат.
Недостаток сварки ТИГ – невозможность работы с изделиями значительной толщины. Большая часть современных инверторов производятся в универсальном исполнении и позволяют использовать оба режима.
Дмитрий Камушкин, сварщик, стаж работы 15 лет: «Как и любой другой способ, ММА сначала может показаться трудоемким и непонятным. Не всем новичкам удается быстро разобраться с тонкостями процесса и выполнять свою работу правильно. Способ требует максимального терпения и постепенного обретения навыков, потому сначала лучше потренироваться на непригодных в строительстве кусках металла».
Принципы сварки нержавеющих сталей
На свариваемость нержавеющих сталей – способность образовывать качественные сварные соединения (в том числе и с черными металлами) – оказывают влияние определенные характеристики таких сплавов.
- Теплопроводность нержавеющих сталей, если сравнивать ее с аналогичным параметром сплавов с низким содержанием углерода, невысокая. Из-за того, что нержавейка не способна быстро отводить тепло, при сварке она сильно нагревается, а это отрицательно сказывается на характеристиках создаваемого соединения и основного металла. Чтобы избежать перегрева изделий из нержавеющих сталей при их сварке с деталями из черного металла, необходимо снижать силу сварочного тока (в среднем на 20%).
- Нержавеющие стальные сплавы отличаются высоким коэффициентом линейного расширения, что приводит к значительному деформированию металла в процессе выполнения сварочных работ. Кроме того, данный фактор является причиной деформации изделий из нержавейки и в тот момент, когда они уже соединены при помощи сварки и остывают. Чтобы избежать этого, необходимо предусматривать более широкие зазоры между соединяемыми деталями.
- Высокое электрическое сопротивление, которым обладает нержавейка, становится причиной значительного перегрева сварочных электродов. Особенно актуально это в том случае, если для сварки используются электроды, изготовленные из высоколегированной стали. Чтобы избежать этих проблем, сварку как однородных, так и разнородных стальных сплавов следует выполнять короткими электродами (не более 350 мм), стержень которых изготовлен из хромоникелевых сплавов, отличающихся невысоким электрическим сопротивлением.
- Склонность к образованию межкристаллитной коррозии, которой особенно подвержены высокохромистые стали, приводит к ухудшению антикоррозионных свойств нержавейки и появлению в ее внутренней структуре трещин. Этот вид коррозии возникает также из-за перегрева металла в процессе выполнения сварочных работ. С таким явлением, суть которого заключается в том, что на границах кристаллов основного металла возникают твердые карбидные соединения, борются различными способами. К наиболее эффективным из таких способов относится быстрое охлаждение металла, подвергшегося значительному нагреву в процессе сварки. Однако следует заметить, что метод быстрого охлаждения, для которого используется обычная вода, эффективен лишь в тех случаях, когда материалом изготовления соединяемых деталей является хромоникелевая сталь.
Особенность соединения двух разноплановых видов сталей заключается в том, что в процессе их нагрева происходит расплав. Металлы становятся мягкими, но нержавейка в этом плане становится текучей, как вода, а черная сталь приобретает вязкую консистенцию. Это и есть большая проблема. Решить ее можно только одним способом – использовать для соединения электрод для сварки нержавейки. К примеру, ОК61.30 – это универсальная марка, или ОК67.45 – этот электрод обычно используется в самых сложных ситуациях, к которым относится сварка нержавеющей стали и стали из черного металла.










Кстати, ручная электродуговая сварка плавящимся электродом в данной ситуации является самой простой по сравнению с другими технологиями. Но использование газосварки считается более качественным вариантом в плане получения шва высокого качества. Все дело в том, что присадочная проволока из нержавеющей стали снижает текучесть основного металла почти в три раза. Из этого можно сделать вывод:
- Если вам необходимо соединить детали из нержавейки и черного металла в домашних условиях, то выбирайте электродуговую сварку.
- Если нужно, чтобы соединение смогло выдержать приличные нагрузки, тогда лучше воспользоваться сваркой в среде защитного газа.
Кстати, аргоновую сварку часто для этих целей лучше не использовать, слишком дорого обойдется такое соединение. Можно ее заменить обычной газосваркой, используя в качестве присадки нержавеющую проволоку. Идеально будет, если зону сварки защитить флюсом. Но и его также придется выбирать из расчета сваривания двух разных сплавов.
Что такое инверторный сварочный аппарат? Его место среди других модификаций
Чтобы понять саму суть работы агрегата, возьмём для примера самый простой вид приборов для электрической сварки — трансформатор. Он обеспечивает преобразование высокого напряжения (U) переменного тока до более умеренных значений. Такое действие приводит к пропорциональному увеличению силы тока (I) , что в конечном итоге и приводит к термической реакции и свариванию двух рабочих поверхностей. Однако не забываем, что работа ведётся с переменными показателями – а это влечёт за собой неровный сварочный шов, «брызги» металла и тому подобные неудобства. Также подобную технику отличают крупные габариты и внушительный вес, усложняющий транспортировку.

Следующей стадией усовершенствования переработки подачи тока являются выпрямители. Главным отличием от предыдущего варианта является возможность преобразования переменного тока в постоянный, что, несомненно, сказывается на качестве выполняемых работ. Однако размеры остаются всё столь же громоздкими, что существенно сужает круг возможных покупателей.
Инверторный сварочный аппарат является более современной разработкой и лишена подобных недостатков: в ней реализована сложная система преобразователей, которая на выходе даёт практически безупречный результат. Также этот тип оборудования отличают компактные размеры и удобные приспособления для переноски (например, наплечные ремни).






