
Сведения о производителе Ижмаш
Производителем является Ижевский машиностроительный завод. Строительство начато горным инженером А. Ф. Дерябиным 10 июня 1807 года. Рядом с большим количеством железоделательных станков, которые поставляли качественное железо. Основная продукция завода с начала девятнадцатого века по настоящее время – оружие. Мушкеты потом винтовки, карабины, пистолеты и средства ухода за ними.
В настоящее время Ижевский машиностроительный завод – головное предприятие концерна «Калашников». Является крупнейшим производителем стрелкового оружия военного, спортивного и гражданского направления. Были отдельные производства:
- Мотоциклетное;
- Автомобильное;
- Станкостроительное;
- Инструментальное;
- Артиллерийского вооружения.
В настоящее время завод выпускает много современной высокотехнологичной продукцией военного назначения: БПЛА, боевые роботы, управляемые ракеты.
Конструкция
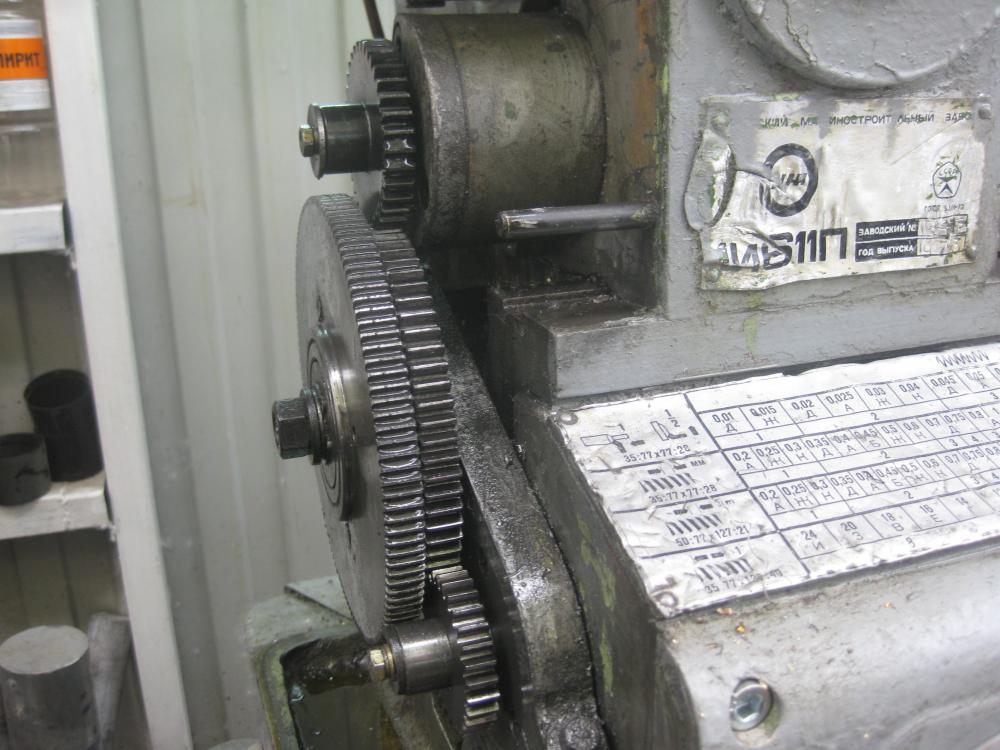
Редуктор
Это коробка, в которой используется привод двигателя электрической тяги. Редуктор оснащен направляющими, которые перемещаются за счет натяжения ремней передач. Крепится при помощи специальной плитки крепежными болтами.
За повышение или понижение количества оборотов отвечает преселективный механизмом. Благодаря ему осуществляется определение оптимального количества оборотов при работе. Регулировка оборотов осуществляется за счет моховика.
Переключение происходит следующим образом: для контроля скорости необходимо маховиком установить выбранное число оборотов, в выбранный момент переключение происходит при помощи рукоятки. Сначала рукоятку необходимо слегка оттянуть на себя, пока не возникнет заметное усилие, после этого нужно удерживать рукоять в этом положении, выжидая пока не уменьшится число оборотов шпинделя. После этого рукоять следует оттянуть до отказа для переключения нужной скорости. Все довольно просто.
Если оператор работает на достаточно низких скоростях, в таком случае процесс переключения скоростей еще проще. Для этого следует потянуть рукоять сразу до отказа.
Важно! Если по какой-то причине переключение передач не произошло при первой попытке, необходимо отпустить ручку, пока она не вернется в исходное положение, и повторить процесс заново
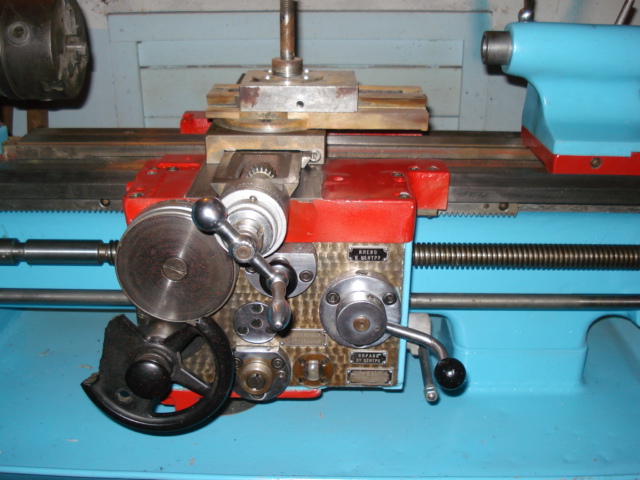
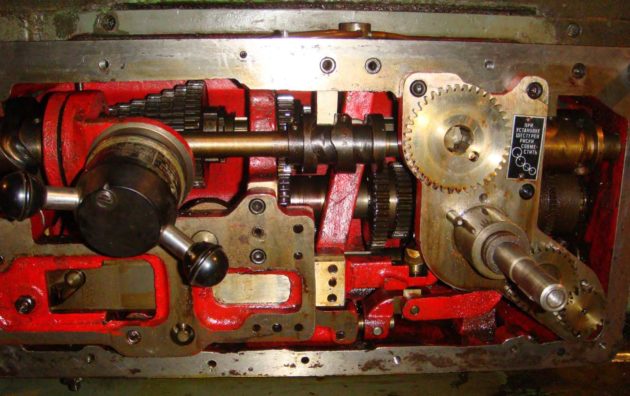
Передняя бабка
Справа на бабке расположена рукоять, которая отвечает за переключение шестерни.
Управление зубчатой муфтой и перебором организовано так, что их одновременное срабатывание просто невозможно. Это предотвращает повреждение торцов шестерни.
Важно! Не следует переключать на ходу перебор, это может привести к серьезному повреждению шестерен. В корпусе бабки имеется трензель и звено увеличения шага
В корпусе бабки имеется трензель и звено увеличения шага.
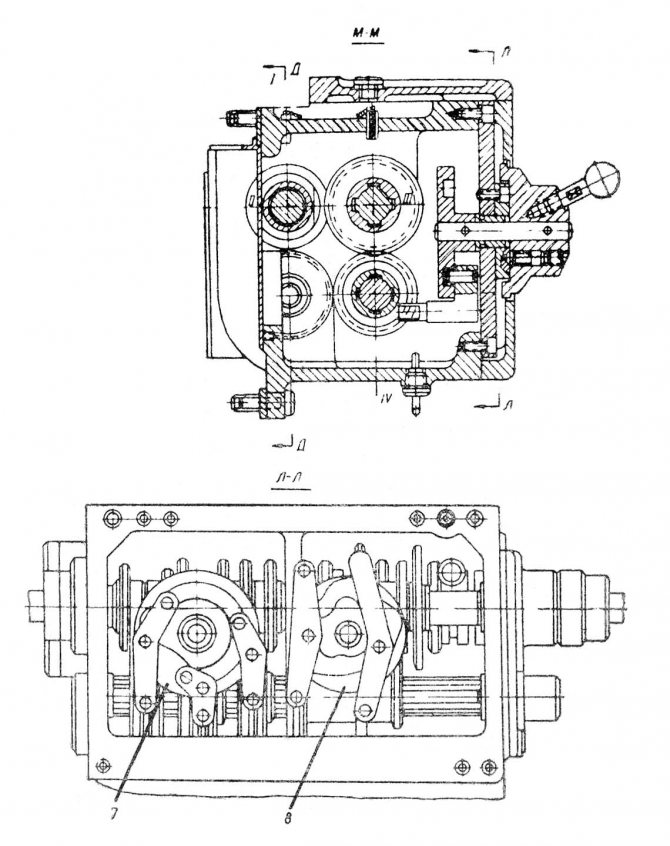
Коробка передач
Можно нарезать резьбы абсолютно всех стандартных шагов, и для этого не обязательно использовать сменные шестерни.
Важно! Величина поперечных подач равняется ровно половине продольных
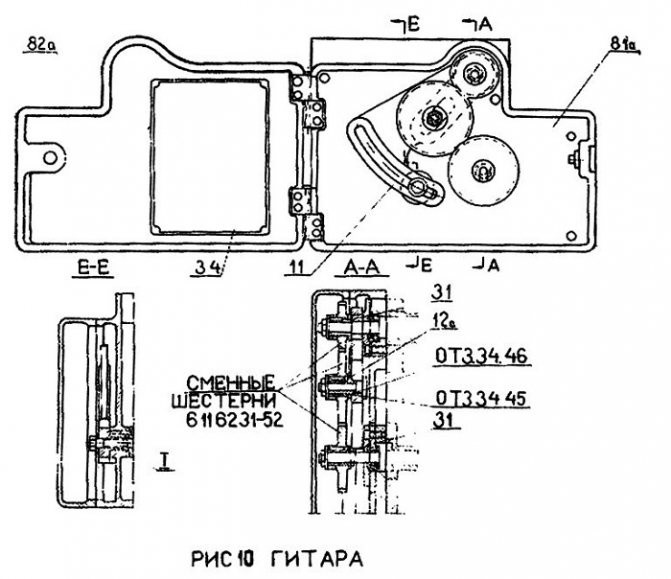
Гитара
Крепится слева на коробке передач. На данном узле располагаются сменные шестерни.
В руководстве описаны точные настройки станка, чтобы производить нарезание специальных резьб.
Применение токарного станка 1П611
Назначение станка 1П611:
- исполнение токарных работ;
- резьбовая нарезка;
- отрезка заготовок.
Его применяют для обработки заготовок:
- с использованием кулачковых и цанговых патронов, центров;
- диапазон оборотов шпинделя и подач, обеспечиваемых суппортом, дает возможность проводить обработку деталей с очень высоким качеством и необходимой шершавостью поверхности;
- с проведением фрезеровочных и работ по шлифовке если есть наличие соответствующих устройств и наладок.

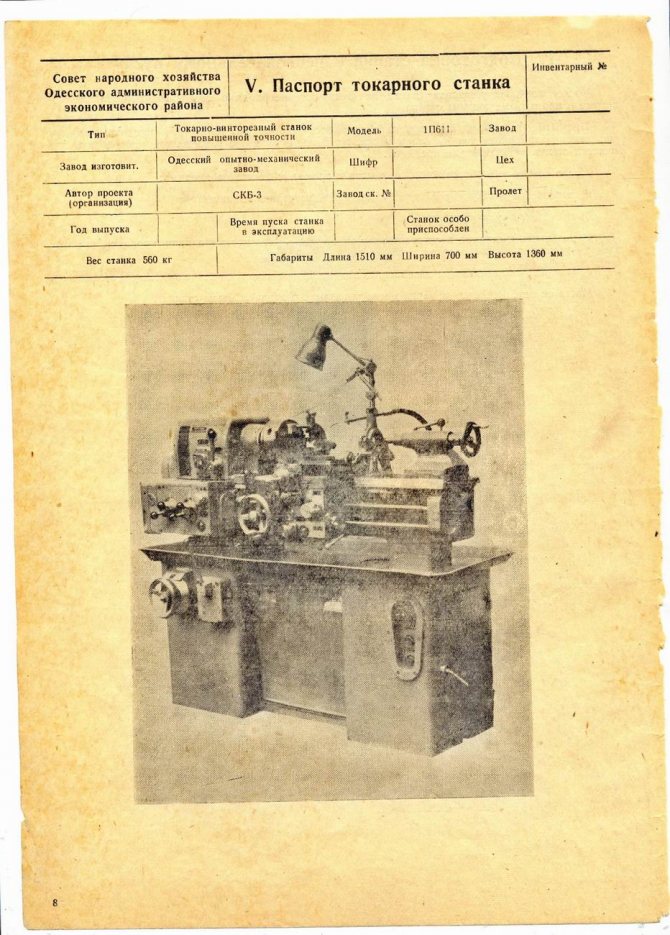
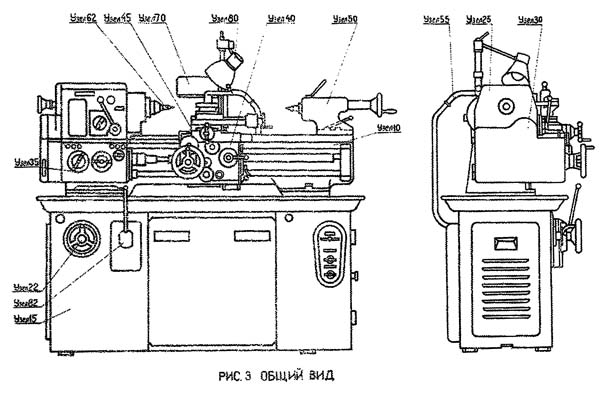
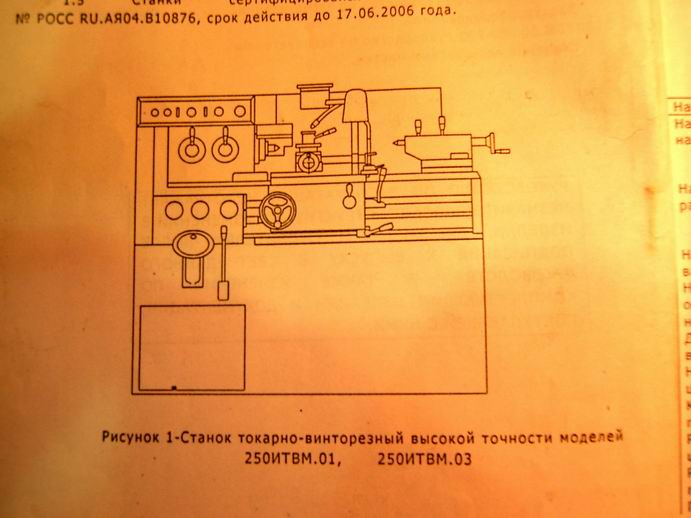
Внешний вид станка 1П611
Образование соответствующих размеров деталей на станке происходит благодаря процессов резания. Чтобы это сделать применяют инструмент, обеспечивающий обработку заготовок разной степени готовности. Заготовки могут быть получены различными методами (к примеру, штамповкой) и механическая обработка дает возможность получить деталь большой точности.




При токарной отделке применяют лезвийный инструмент (резцы, сверла, развертки). Обработка ведётся в патроне или в центрах. На станке заготовка крутится, а инструмент передвигается относительно неё. Припуск на заготовке срезается, обеспечивая необходимые размеры детали. Это задается выбором необходимых величин подачи, глубины и скорости резания.
Заготовка крепится в патроне, вращаемым шпинделем. А он крутится с помощью ременой передачи от электрического двигателя. Величина подачи зависит от скорости перемещения суппорта с закрепленным инструментом.
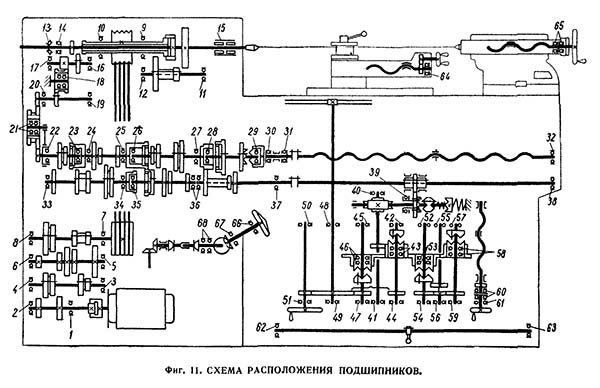
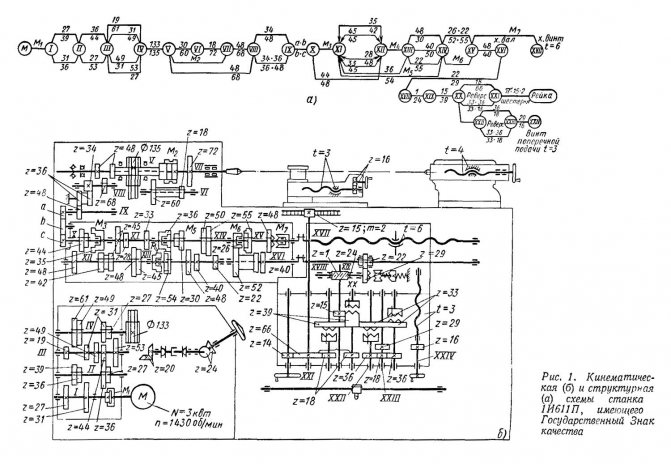
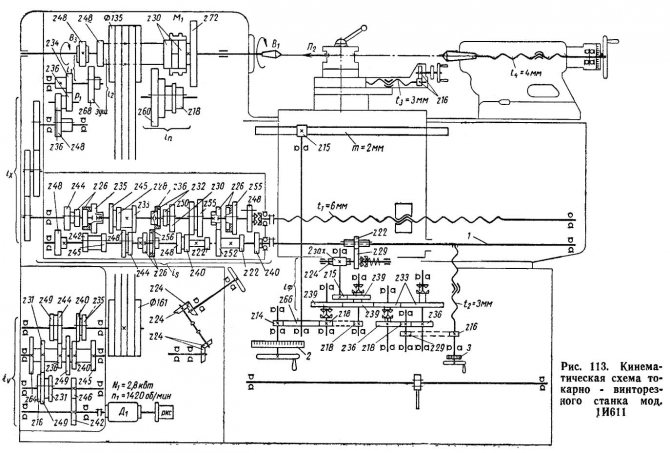
Кинематическая схема токарно-винторезного станка 1К62
Кинематическая схема токарно-винторезного станка 1к62
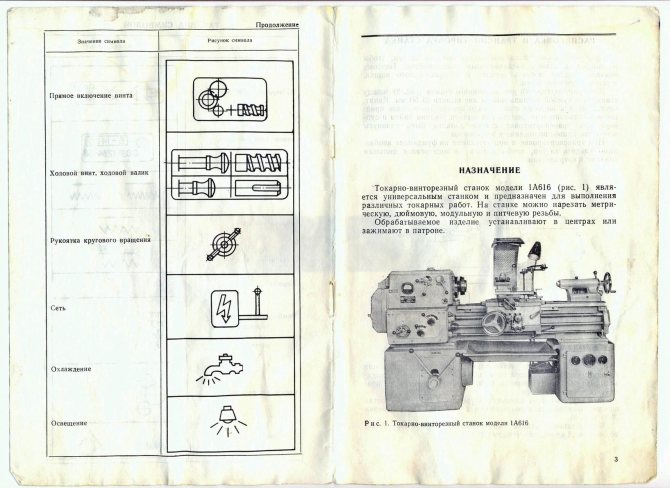
Условные обозначения
Мф6 — обгонная муфта для выключения цепи подач от электродвигателя М2 при быстром перемещении суппорта;
Мф7 — предохранительная муфта, пробуксовывающая при перегрузке механизма подач;
Мф8, Мф9 — муфты для включения подачи суппорта влево или вправо;
z — число зубьев ступенчатого конуса (блок Б10, z = 26, 28, 32, 36, 40, 44, 48), с накидной шестерней z=36;
u2 — передаточные отношения передачи от вала XII валу XIV, которая переключается блоками Б11 и Б12;
Б1..Б — блоки зубчатых колес;
a/b·c/d — сменные зубчатые колеса гитары (приклона);
Р — шаг резьбы в мм.
Винторезная кинематическая цепь токарно-винторезного станка 1к62
При нарезании всех видов резьб на станке продольное перемещение суппорта осуществляется уже ходовым винтом XV. Для этого включается муфта Мф5, а шестерня z=10 выводится из зацепления с зубчатой рейкой. Подача суппорта производится при включении гайки ходового винта XV.
Нарезание метрических резьб
Настройка механизма подач для нарезания этой резьбы производится путем установки блоков гитары Б8 и Б9 так, чтобы передача осуществлялась через колеса с передаточным отношением uVIII-IX = (42/95)·(95/50) включением муфт Мф2, Мф3 и Мф5. Блок Б10 становится в этом случае ведущим.
Уравнение баланса винторезной цепи запишется так:
Подставляя семь значений z (26, 28, 32, 36, 40, 44, 48) и четыре значения u2 (1/8; 1/4; 1/2; 1), можно получить 28 значений шагов резьбы в пределах от Р = 26/4 · 1/8 = 0,8125 до P28 = 48/4 = 12 мм. Из 28 только 19 значений шагов совпадают с применяемыми метрическими резьбами.
Нарезание модульных резьб
Настройка механизма подач для нарезания модульных резьб производится так же, как для нарезания метрических, только блоки гитары Б8 и Б9 устанавливаются так, чтобы передача осуществлялась через колеса с передаточным отношением u’VIII-IX = (64/95) · (95/97), при этом получаемый шаг резьбы изменяется в число раз, равное (64/95 · 95/97) : (42/95 · 95/50) = 64/97 · 50/42 = 3200 / 4074 = 0,78552. Поэтому получаемый шаг модульной резьбы P’ = 0,78552 · zu2/4, а модуль m = P/ /π = 0,78552 / 3,14 · zu2/4 = 1/4 · zu2/4.
Нарезание дюймовых резьб
Настройка механизма подач для нарезания этих резьб производится так же, как и на метрические, но при этом включается только муфта Мф5, а все остальные выключаются. В результате этого блок Б10 зубчатых колес становится ведомым.
Уравнение баланса кинематической цепи в этом случае запишется так:
Дюймовые резьбы характеризуются не шагом, а числом ниток К на один дюйм длины резьбы. Число ниток находят из формулы:
Подставляя в формулу семь значений z и четыре значения u2, получают 28 различных значений К, из которых 20 стандартных значений.
Нарезание питчевых резьб
При нарезании питчевых резьб пользуются такой же кинематической цепью, как и при нарезании дюймовых резьб, только на гитару вместо колес 42/95 · 95/50 устанавливают сменные зубчатые колеса 64/95 · 95/97. При этом полученный шаг резьбы изменяется в 0,78552 раза и равен Р = 0,78552 · 16 · 25,4 (u2/z), а К = z/0,78552 · 16.




Известно, что между питчем Dp и числом ниток К на один дюйм существует соотношение Dр = Кπ. Поэтому Dp = Кπ = πz / 0,78552 · 16u2 = 4z/16u2 = z/4u2.
Нарезание резьбы с увеличенным шагом
Все кинематические цепи, написанные ранее, относились к резьбам с нормальным шагом.
Для получения увеличенного шага резьбы шестерня z=46 блока Б6 вводится в зацепление с шестерней z=45 вала III. В этом случае передача от вала VI на вал VII осуществляется через валы V, IV и III со следующими передаточными отношениями:
а) при частоте вращения шпинделя в диапазоне n = 12,5..40 об/мин (u перебора = 1/16)
б) при частоте вращения шпинделя в диапазоне n = 50..160 об/мин (u перебора = 1/4)
В результате получаемый шаг метрических и модульных резьб увеличивается в 8 или 32 раза, а число ниток на один дюйм и питч уменьшается в то же число раз.
При нарезании резьб с увеличенным шагом более высокой частотой вращения шпинделя чем 160 об/мин не пользуются.
Нарезание точных резьб
При нарезании этих резьб включаются муфты Мф2, Мф4, Мф5. В этом случае передача осуществляется от шпинделя через сменные шестерни гитары uVIII-IX = a/b·c/d на вал IX и далее напрямую на ходовой винт XV.
Уравнение баланса винторезной кинематической цепи в этом случае запишется так:
Из уравнения получаем формулы для подбора чисел зубьев сменных колес гитары:
для метрической резьбы: a/b·c/d = P/12;
для модульной резьбы Р=πт получаем a/b·c/d = πт/12 = 11m/42;
для дюймовой резьбы P=25,4 /К получаем a/b·c/d = 25,4/12К = 127/60К;
для питчевой резьбы P=25,4π /Dp получаем a/b·c/d = 25,4π/12Dp = 127·11 / 30·7Dp.
Комплект сменных зубчатых колес, нужных для нарезания точных резьб, поставляется к станку 1К62 по особому заказу.
Как работать со станком
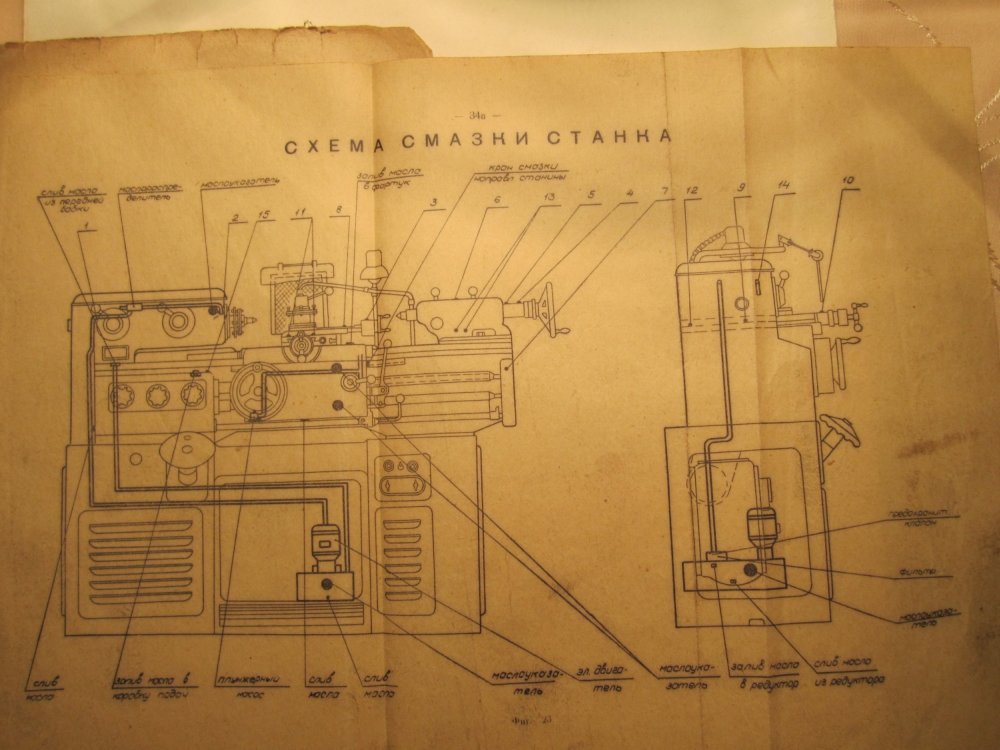
Внимание стоит обратить на технику безопасности. Изначально включается насос, а уже потом после смазывания деталей происходит включение электрической сети
Невыполнение этого правила грозит замыканием и небезопасно для специалиста.
Время работы не указано в паспорте. Станок относится к профессиональный виду, потому может работать бесперебойно несколько часов. Главное следить за тем, чтоб происходила смазка деталей.
1И611П — универсальное оборудование для промышленных целей. Но встречается оно в домашних мастерских. Выбирая устройство внимательно проверяйте его технические характеристики на практике самостоятельно.
Конструкция токарно-винторезного станка
На станине неподвижно закреплены:
- передняя бабка;
- коробка подач;
- гитара;
- электродвигатели.
По направляющим перемещается суппорт с резцедержателем и фартуком. Справа стоит задняя бабка.




Передняя бабка
Передняя бабка – самый сложный и массивный узел токарного станка 1П611. Она расположена на станине слева, выше линии направляющих.
В нее вмонтировано несколько узлов:
- шпиндель с подшипниками;
- привод подачи;
- переборные шестерни;
- механизм управления.
Упорные и радиальные подшипники принимают на себя нагрузки на шпиндель и делают вращение равномерным. Снаружи передней бабки, в рабочей зоне, на шпиндель крепится патрон с кулачками для фиксации детали.
Гитара
Без гитары станок может работать, но резьбы нарезать не получится. Набором шестерен с определенным количеством зубьев, регулируется шаг – перемещение резца за определенный размер за один оборот шпинделя – детали.
Приклон гитары поворачивается, изменяя межцентровое расстояние между шестернями. Это обеспечивает качественное зубчатое зацепление колес с разным количеством зубьев. В рабочем положении конец приклона зажимается болтом.
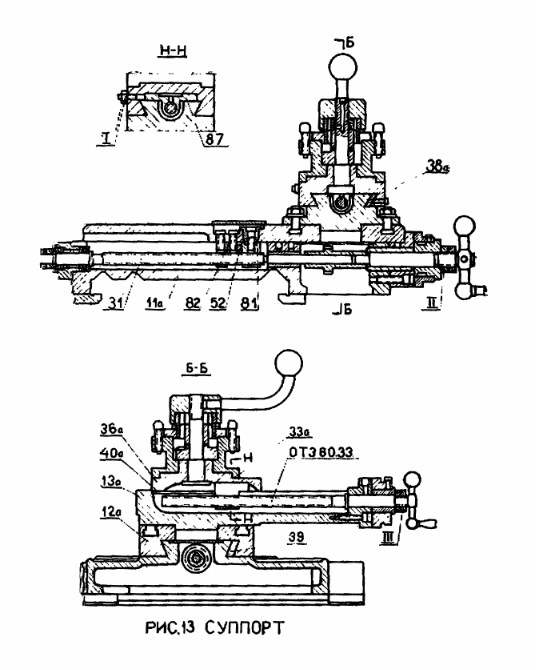
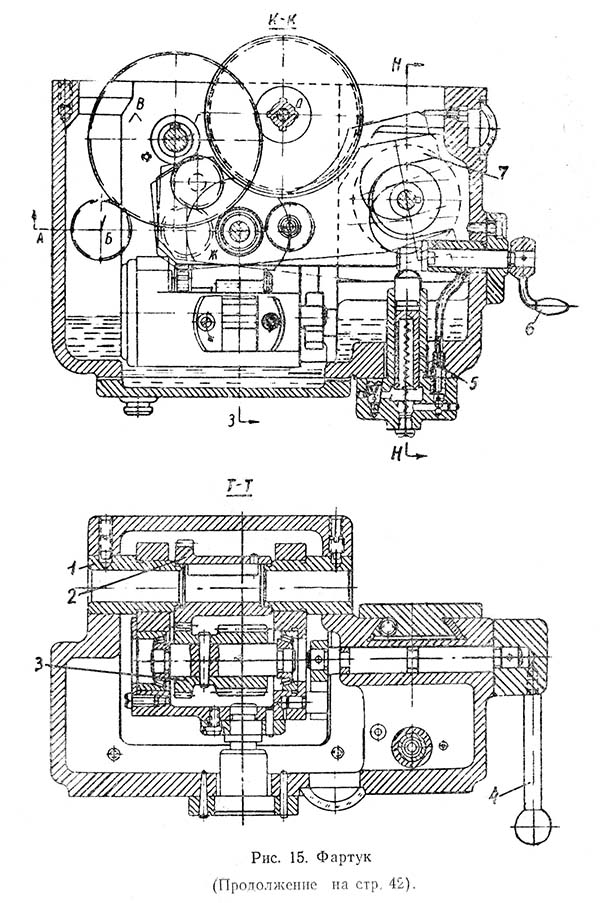
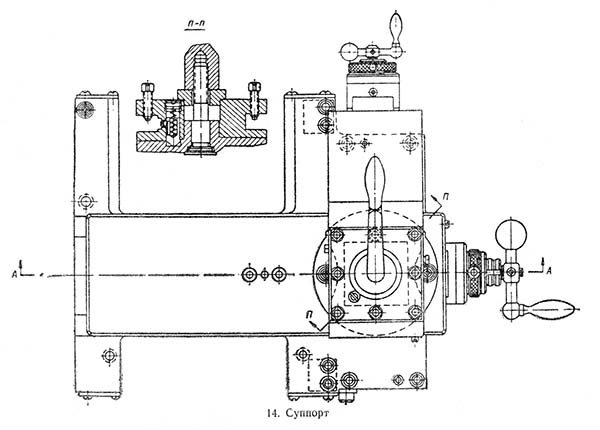
Суппорт
Подвижный узел суппорт перемещает режущий инструмент по направляющим вдоль станка. На нем установлены:
- фартук с механизмом управления подачи;
- салазки с резцедержателем.
Через фартук проходят ходовой винт и вал. Внутри стоят зубчатые муфты. Перемещение режущего инструмента перпендикулярно оси станка осуществляется движением, резцедержателя по поперечным направляющим в верхней части салазок.
Задняя бабка
Стоящая справа на направляющих задняя бабка используется для выполнения операций:
- фиксации в центрах длинных деталей;
- сверловки;
- зенкерования;
- нарезки внутренней резьбы метчиком.
Горизонтальное смещение пиноли с центром, позволяет точить конусные валы с малым углом. Корпус перемещается 2 винтами, расположенными у основания узла.
Задняя бабка стоит на направляющих станины и перемещается по ним. Фиксируется прижимными планками, расположенными снизу. Пиноль с инструментом приводится в движение ручкой, выступающей справа из корпуса. Рычаг в верхней части впереди корпуса зажимает пиноль в рабочем положении.
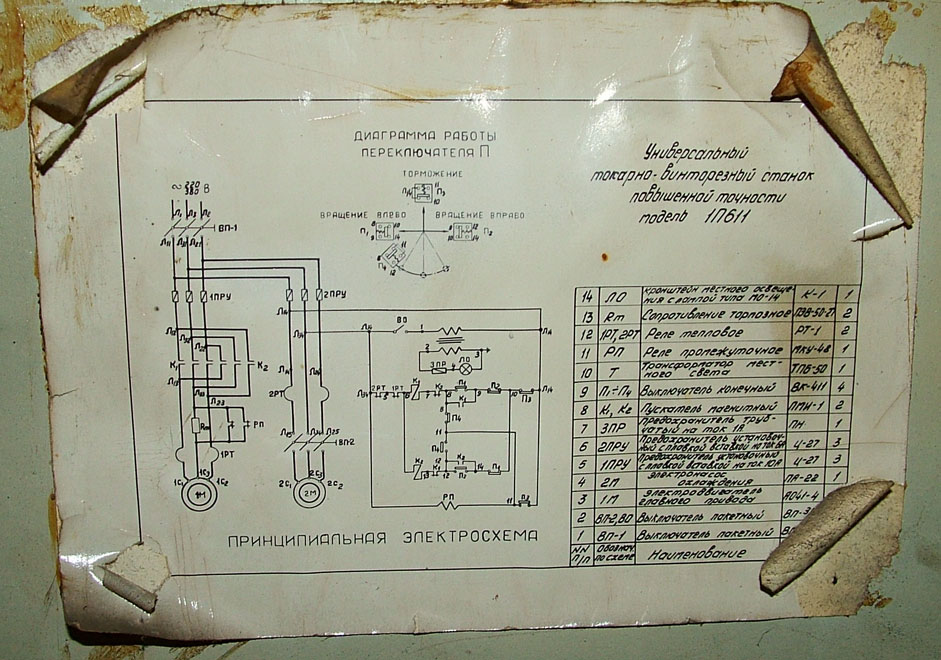
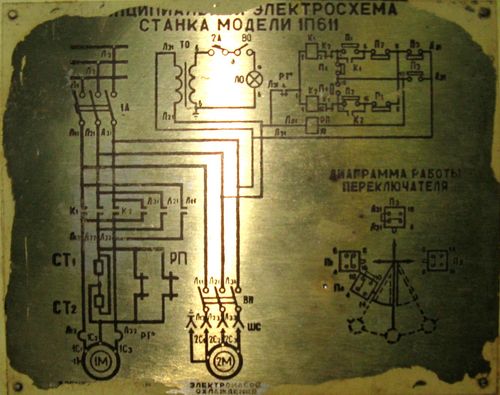
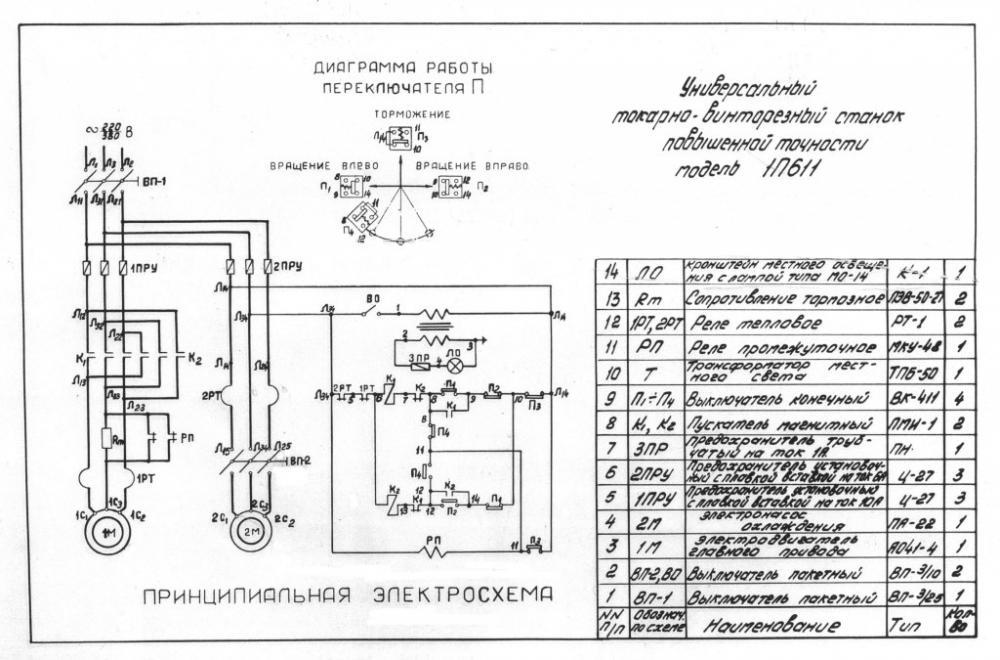
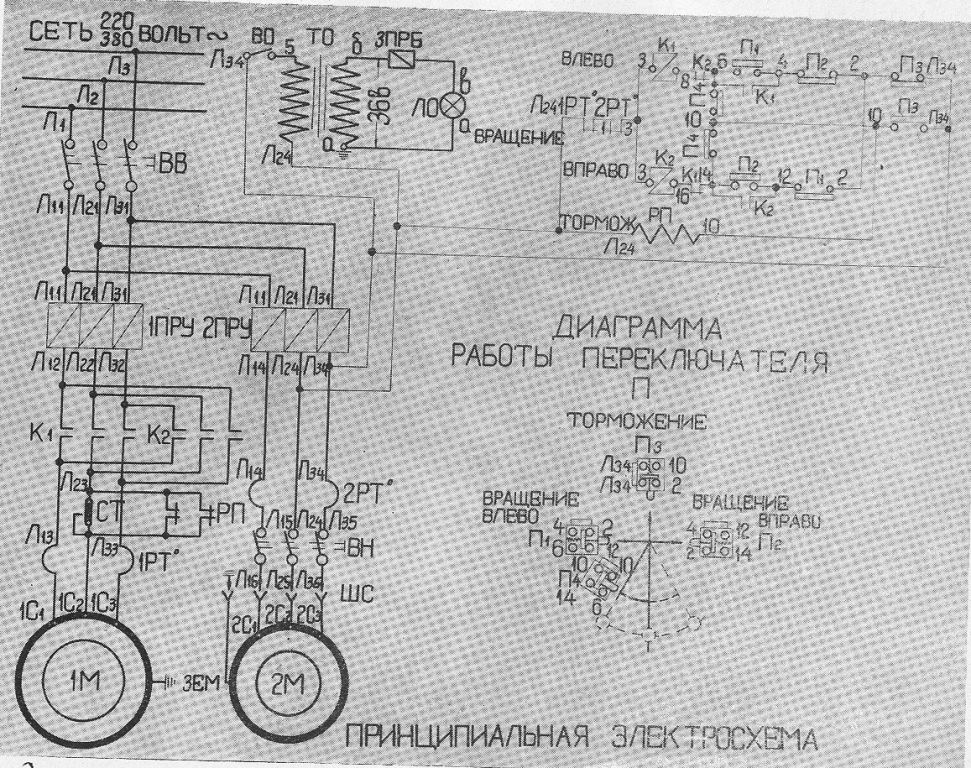
Электрооборудование
Устройство электрической схемы станка 1П611 позволяет приводу, системе охлаждения и освещения включаться и работать независимо.
Электродвигатель привода
Приводной асинхронный электродвигатель имеет мощность 1,7 кВт, скорость вращения 3000 об/мин. Он установлен внизу, внутри левой стойки станины и через клиноременную передачу передает вращение на вал привода.
Электронасос охлаждения
Электронасос СОЖ мощностью 0,12 кВт располагается на правой стойке. Там же на передней стороне корпуса находятся кнопки его запуска и остановки. Включается система охлаждения независимо от работы привода станка.
Переключатель управления
Вводным выключателем подается и отключается напряжение силовых и управляющих цепей. Переключатель запускает шпиндельную бабку и задает направление:
- вращение шпинделя прямое или обратное;
- отключение вращения патрона и торможение.
Отключение вращения и срабатывание тормоза происходит при возврате рукоятки в нейтральное положение.
Местное освещение
Лампочка местного освещения установлена сзади на корпусе суппорта и движется синхронно с инструментом. Светильник представляет собой плафон на гибкой стойке. Он работает от постоянного тока 36 В.
Тормозное сопротивление
Торможение двигателя происходит за счет включения обратного тока и сопротивления при нажатии на кнопку «Стоп».







Пусковая и защитная аппаратура
На передней панели правой станины расположен входной выключатель. Ниже него кнопки включения освещения и охлаждения.
На левой стойке ниже передней бабки изменяется направление и скорость вращения шпинделя.
Для защиты рабочего от поражения током и предупреждения аварийных ситуаций, электросхема станка, кроме заземления имеет:
- предохранители от коротких замыканий;
- тепловые реле от перегрузок;
- магнитный пускатель.
Вся защитная аппаратура указана в электрической схеме оборудования.
Принцип работы
С двигателя через ременную передачу вращение передается на перебор. Зубчатая муфта соединена с шестерней на шпинделе. Она вращает его и патрон с зажатой в кулачках деталью со скоростью 33,5–3000 об/мин.
Ведущий вал, получающий обороты от коробки подач, проходит ниже направляющих через фартук. В нем зубчатые муфты превращают вращательное движение в поступательное. Вместе с суппортом перемещается режущий инструмент вдоль детали.
Особенности конструкции
Станок спроектирован и изготовлен по типовой схеме токарного оборудования. В конструкцию входят такие узлы и агрегаты как:
- Станина.
- Передняя и задняя бабки.
- Суппорт;
- Фартук и другие компоненты
Станина
Это литая деталь, в составе которой выполнены ребра жесткости. На верхней части выполнены направляющие по которым происходит перемещение суппорта и задней бабки. Направляющие прошли необходимую термическую обработку и шлифование. Такая обработка заметно облегчает перемещение по ним других узлов станка.
Передняя бабка токарно-винторезного станка 1П611
Этот узел установлен в левой стороне станины. В его состав входят следующие компоненты:
Шпиндель может получать вращение от:
В этом компоненте установлены подшипниковые узлы, состоящие из роликовых и упорных подшипников. Это вызвано тем, что они хорошо воспринимают и осевые и радиальные нагрузки.
Шпиндельный узел
Шпиндель вращаеться с четырнадцатью скоростями. Количество оборотов на нем составляет 33,5 – 3000 об./мин. Скорость обратного вращения лежит в тех же пределах.
В теле шпинделя выполнено отверстие 26,5 мм. Это позволяет обрабатывать прутки до 25 мм в сечении. Но необходимо учесть, что с применением цанговых зажимов предельный размер прутка не должен превышать 16 мм.
Рабочий конец шпинделя выполнен по ГОСТ 12593-72. На нем может быть установлен токарный патрон, в котором производят фиксацию заготовки.
Внутренний конус, в который закрепляют технологическую оснастку (центра), Морзе 4.
Смазка зубчатых колес, размещаемых в этом узле, происходит за счет создания масляного облака. Масло подается плунжерным насосом.
Гитара
Этот узел необходим для получения резьбы разного профиля. В ее состав входят:
- корпус, закрепляемый на передней бабке;
- наборы шестерен с разными параметрами.
- регулировку привода осуществляют сменой наборов разных шестерен.
Суппорт
Суппорт этого оборудования перемещается на направляющих, сформированных в продольном направлении. К суппорту фиксируют фартук.
На верхней части выполнены направляющие, по которым происходит перемещение поперечных салазок. На них выполнены пазы в форме буквы Т. В этих пазах происходит крепление резцедержателя. На суппорте устанавливают защитный экран, предохраняющий рабочего и людей рядом с ним находящихся от стружки, возникающей в процессе резания.
Этот узел может перемещаться на расстояние до 580 мм вдоль оси шпинделя и 150 в поперечном направлении. Для обеспечения продольного перемещения применяют 24 скорости.
Рабочая подача суппорта составляет от 0,05 до 0,7 мм на один оборот шпинделя.
Смазка подшипников производят через масленки.
Верхние салазки
В них входит резцедержатель, на котором кроме резцов допустимо закрепление технологической оснастки. Они могут передвигаться на в 150 мм. Точность хода составляет 0,2 мм. Предельный угол поворота равен 45 градусам. Для выполнения работ на этом оборудовании применяют токарные резцы с сечением 16*16.







Задняя бабка
Ее назначение состоит в поддержке длинномерных заготовок центром. Это помогает избежать радиального биения. Кроме этого, в пиноли, которая входит в состав этого узла закрепляют инструмент, например, стержневой, или технологическую оснастку, например, плашкодержатель.
Пиноль может выдвигаться вперед, навстречу шпинделю. Эту операцию можно выполнять при помощи штурвала и винтовой пары, на которой закреплена пиноль. Она может выдвигаться на 70 мм.
Задняя бабка может быть зафиксирована в любом месте станины. Для этого использую рычажный механизм.
Смазывание задней бабки выполняют через шариковые масленки.
Электрическая часть
В нее входят два электрических двигателя, один выполняет функции главного привода, второй задействован в системе охлаждения. Суммарная мощность составляет 1,62 кВт.
Кроме них в состав электрооснащения входит такая арматура как:
- автоматика включения/выключения.
- тормоз;
- локальное освещение;
- защитная арматура.
В комплект оборудования входит и электрический шкаф, в него подводят питание. В нем размещены автоматы выключения, реле, переключатели и предохрантели.
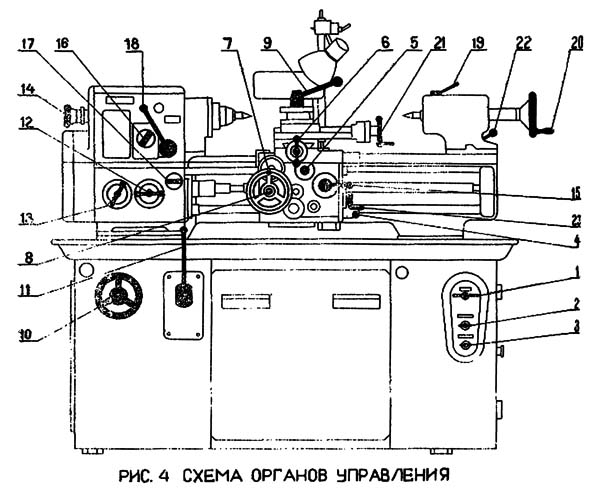
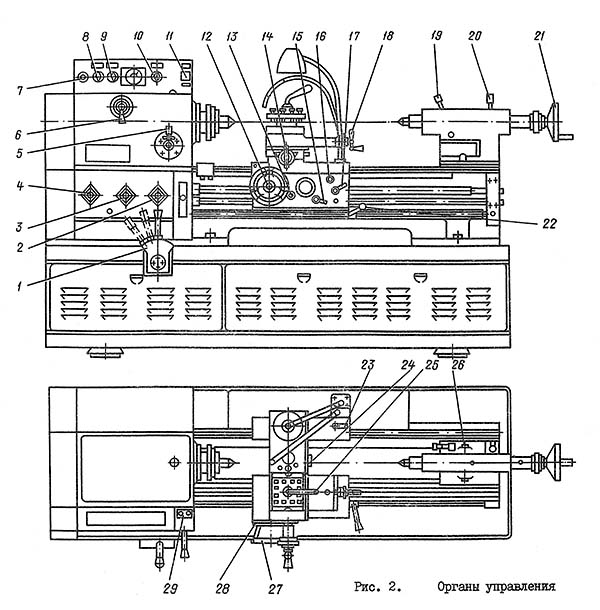
Управление
Рукоятки управления размещены на лицевой панели передней бабки и фартука. С их помощью токарь может выставлять требуемые режимы работы.
Предназначение
Невзирая на тот факт, что 1И611П станок был изготовлен еще в шестидесятых годах прошлого столетия, его эксплуатационные показатели дают возможность применять для выполнения разнообразных операций. На станке возможно производить работы, связанные с обрабатыванием металлических деталей, например:
- точение в кулачках, цангах, центрах;
- фрезерование;
- шлифовка внешних и внутренних участков;
- обработка концевым инструментом, зафиксированным в патроне для сверления.
Параметры станочного устройства данной модели дают возможность осуществлять обработку деталей, имеющих форму цилиндра, конуса, выполнять нарезку разнообразной резьбы: метрической, дюймовой, модульной.
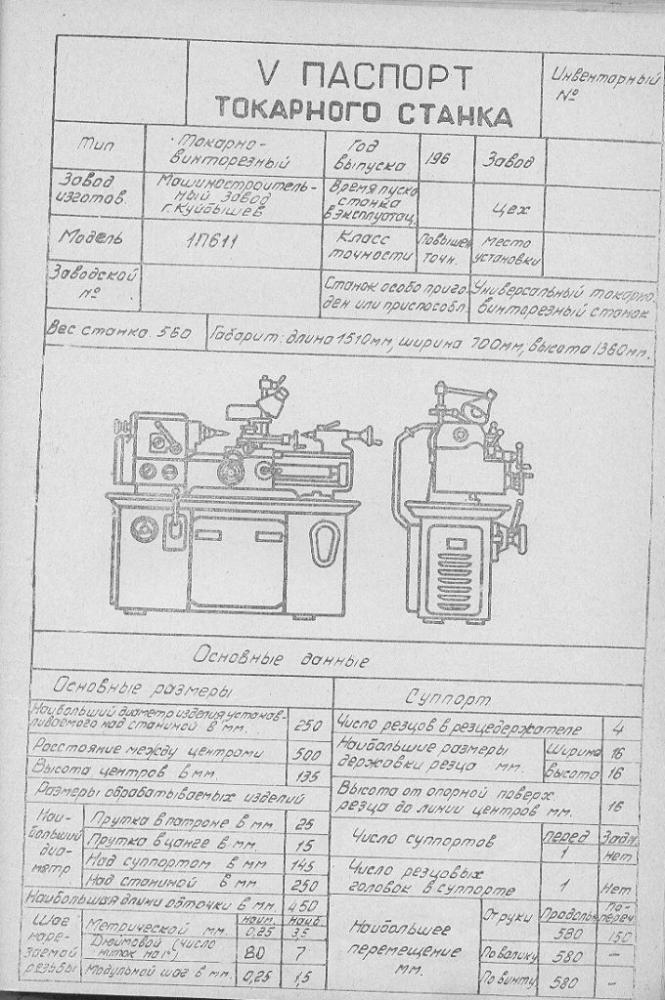
Технические характеристики токарно-винторезных станков 1И611П
| Наименование параметра | ИЖ-250П | 1И611П | 250-ИТВ | 250ИТВМ.01 |
|---|---|---|---|---|
| Основные параметры | ||||
| Класс точности по ГОСТ 8-82 | Н,П | П | В | В |
| Наибольший диаметр заготовки устанавливаемой над станиной, мм | 250 | 260 | 300 | 300 |
| Наибольший диаметр заготовки обрабатываемой над станиной, мм | 250 | 250 | 240 | 240 |
| Наибольший диаметр заготовки над суппортом, мм | 125 | 125 | 168 | 168 |
| Наибольшая длина заготовки (РМЦ), мм | 500 | 500 | 500 | 500 |
| Наибольшая длина обточки, мм | 500 | |||
| Высота центров, мм | 150 | 135 | 150 | 150 |
| Высота резца, мм | 20 х 20 | 16 х 16 | 16 х 16 | 16 х 16 |
| Шпидель | ||||
| Диаметр сквозного отверстия в шпинделе, мм | 33 | 25 | 25 | 25 |
| Наибольший диаметр прутка, мм | 30 | 24 | 24 | 24 |
| Число ступеней частот прямого вращения шпинделя | 22 | 21 | 18 | 21 |
| Частота прямого вращения шпинделя, об/мин (число ступеней) | 16..2000 (22) | 20..2000 (21) | 63..3150 (18) | 25..2500 (21) |
| Размер внутреннего конуса в шпинделе (ГОСТ 13214) | Морзе 5 | Морзе 4 | Морзе 4 | Морзе 4 |
| Торможение шпинделя | есть | есть | есть | есть |
| Конец шпинделя по ГОСТ 12593-72 | М68х6 | 4 | 4К | 4 |
| Подачи | ||||
| Наибольшая длина хода каретки, мм | 500 | 500 | 500 | 500 |
| Наибольшее поперечное перемещение суппорта, мм | 150 | 180 | 170 | 165 |
| Продольное перемещение суппорта за один оборот лимба, мм | 23,5 | 20 | 20 | |
| Цена деления лимба продольного перемещения суппорта, мм | 0,1 | 0,1 | 0,1 | 0,1 |
| Цена деления лимба поперечного перемещения суппорта, мм | 0,05 | 0,02 | 0,02 | 0,05 |
| Поперечное перемещение суппорта за один оборот лимба, мм | 3 | 3 | 2 | 3 |
| Число ступеней продольных подач | 25 | 24 | 21 | |
| Пределы рабочих подач продольных, мм/об | 0,02..2,17 | 0,01..3 (25) | 0,01..1,5 | 0,01..1,8 |
| Число ступеней поперечных подач | 25 | 24 | 21 | |
| Пределы рабочих подач поперечных, мм/об | 0,01..1,08 | 0,005..1,5 | 0,005..0,75 | 0,005..0,9 |
| Скорость быстрых перемещений суппорта, продольных, м/мин | нет | нет | нет | нет |
| Наибольшее допустимое тяговое усилие, Н (кг) | 5000 (500) | |||
| Количество нарезаемых резьб метрических | 33 | 30 | 33 | |
| Пределы шагов нарезаемых резьб метрических, мм | 0,2..6 | 0,2..48 (33) | 0,2..24 (30) | 0,2..48 (33) |
| Количество нарезаемых резьб дюймовых | 26 | 21 | 26 | |
| Пределы шагов нарезаемых резьб дюймовых, ниток на дюйм | 24..3,5 | 24..0,5 (26) | 24..1 (21) | 24..0,5 (26) |
| Количество нарезаемых резьб модульных | 35 | 21 | 25 | |
| Пределы шагов нарезаемых резьб модульных, модули | 0,2..6 | 0,2..30 (35) | 0,2..6 (21) | 0,2..12 (25) |
| Пределы шагов нарезаемых резьб питчевых | нет | нет | нет | нет |
| Верхние салазки суппорта (Резцовые салазки) | ||||
| Наибольшее перемещение салазок, мм | 120 | 120 | 120 | |
| Цена деления лимба перемещения салазок, мм | 0,1 | 0,05 | 0,02 | |
| Перемещение салазок за один оборот лимба, мм | 3 | |||
| Резьбоуказатель | нет | нет | нет | нет |
| Блокировка | есть | есть | есть | есть |
| Предохранение от перегрузок | есть | есть | есть | есть |
| Выключающие упоры продольные / поперечные | есть/ нет | есть | есть | есть |
| Быстрый ход | нет | нет | нет | нет |
| Задняя бабка | ||||
| Центр в пиноли задней бабки | Морзе 3 | Морзе 3 | Морзе 3 | Морзе 3 |
| Наибольшее перемещение пиноли задней бабки, мм | 90 | 85 | 85 | |
| Цена деления линейки/ лимба перемещения пиноли задней бабки, мм | 1/ 0,05 | 1/ 0,05 | ||
| Поперечное смещение задней бабки, мм | ±10 | ±10 | ±10 | ±10 |
| Электрооборудование | ||||
| Количество электродвигателей на станке | 3 | 3 | 3 | 3 |
| Мощность электродвигателя главного привода, кВт (об/мин) | 2,6/ 3 (1420/ 2800) | 3 (1420) | 3 (1430) | 3 (1410) |
| Тип электродвигателя главного привода | ФТ-42-4/2 | АОЛ2-32-4 | АИР100S4ПУ3 | |
| Мощность электродвигателя станции смазки, кВт (об/мин) | 0,18 (1400) | 0,08 (1390) | 0,09 (2700) | 0,09 (1350) |
| Тип электродвигателя гидростанции | АОЛ-012-4 | АОЛ-012-4 | ||
| Тип станции смазки | С48-12М | |||
| Мощность электродвигателя насоса охлаждения, кВт (об/мин) | 0,125 (2800) | 0,15 (2800) | 0,12 (2800) | 0,18 (3000) |
| Насос охлаждения (помпа) | ПА-22 | ПА-22 | ПА-25МС | |
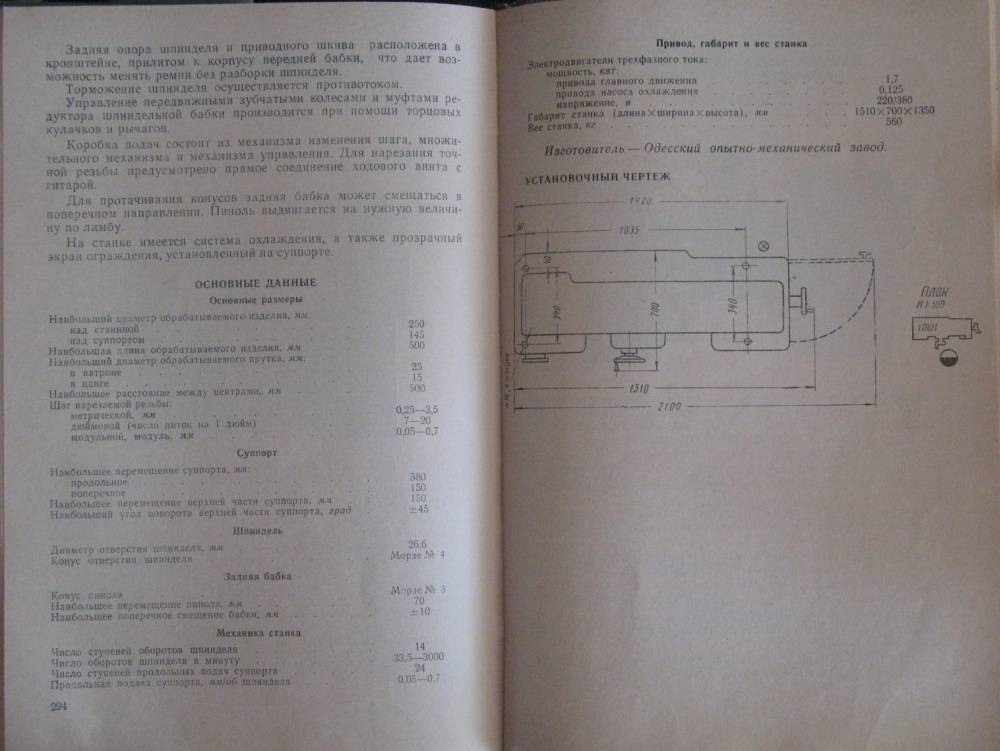
| Габариты и масса станка | ||||
| Габариты станка (длина ширина высота), мм | 2030 х 875 х 1220 | 1770_970_1300 | 1790_810_1400 | |
| Масса станка, кг | 1570 | 1120 | 1180 |
Список литературы:
Токарно-винторезный станок повышенной точности, модель 1И611п. Руководство к станку, Ижмаш, 1975
Токарно-винторезный станок повышенной точности, модель 1И611п. Руководство к станку, Ижмаш, 1968
Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
Батов В.П. Токарные станки, 1978
Белецкий Д.Г. Справочник токаря-универсала, 1987
Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1972. (1к62)
Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1979. (16к20)
Локтева С.Е. Станки с программным управлением, 1986
Модзелевский А. А., и др. Токарные станки, 1973
Пикус М.Ю. Справочник слесаря по ремонту станков, 1987
Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
Тепинкичиев В.К. Металлорежущие станки, 1973
Чернов Н.Н. Металлорежущие станки, 1988
Связанные ссылки. Дополнительная информация
Главная
О компании
Новости
Статьи
Прайс-лист
Контакты
Справочная информация
Скачать паспорт
Интересное видео
Деревообрабатывающие станки
КПО
Производители





