
Ручные трубогибы
Ручные трубогибы, в зависимости от привода, подразделяются на:
- механические;
- пружинные;
- электрические;
- гидравлические.
Они отличаются как диапазоном возможностей, так и сложностью конструкции. Но все, без исключения, гарантируют качество гибки без деформации стенок и допускают работу с тонкостенными трубами.
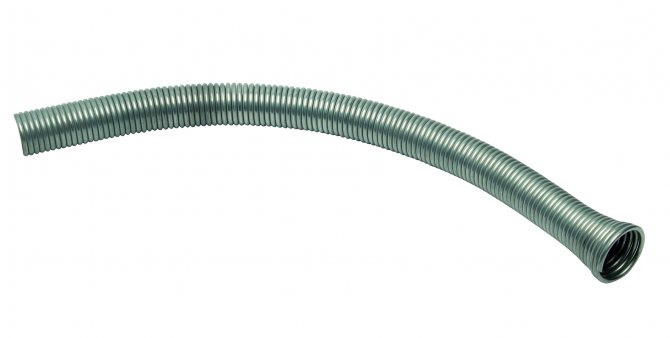
Пружинный трубогиб — самый простой и удобный в применении. Он предназначен для гибки труб определенного диаметра (зависит от размеров пружины) в стесненных условиях, в том числе и на готовых трубопроводах. С помощью пружинного трубогиба можно делать даже змейку, без риска повредить трубу.
Представляет собой трубогиб стальную пружину с плотными витками, на одном из концов которой есть небольшой раструб, куда вставляется свободный конец медной трубы. Дальше пружина передвигается к месту изгиба, где изгибается руками вместе с трубой на определенный угол. Никаких механических приспособлений для гибки не используется — только сила рук. Это накладывает некоторые ограничения на диаметр изгибаемых труб и толщину.
Для тонкостенных труб диаметром до 1,5 дюйма использование такого трубогиба не представляет сложностей. Но, в большинстве случаев, он используется для труб в половину, ¾ или 1 дюйм. Недостатком такого инструмента является ограниченность длины изгибаемой трубы.
На расстоянии 1-1,5 метра от открытого торца трубопровода согнуть трубу можно легко, но снять пружину достаточно затруднительно. А вот для небольших отрезков и на крайних участках трубопроводов использовать пружинный трубогиб очень удобно и продуктивно. Недостатком является также то, что для каждого диаметра нужно покупать свою пружину.
Трубогибочное оборудование для меди
Оборудование для гибки медных труб, а также труб из всех видов цветных металлов и некоторых сталей (алюминия, латуни, нержавейки) производится в виде стационарных и ручных станков и инструментов. Стационарные трубогибы используются для крупно- и среднесерийного производства деталей различного назначения, которые затем устанавливаются в трубопроводы при помощи специальных фитингов. Стационарные трубогибы, электрические, гидравлические или механические отличаются высокой точностью готовых изделий и широтой настроек на диаметры труб, толщину стенок и углы изгиба.

Промышленные станки оснащаются системой ЧПУ или настраиваются вручную. При конвейерной гибке поточным методом перенастройка требуется очень редко. Она занимает немного времени, простоев практически не наблюдается. Существует несколько десятков видов промышленного оборудования для гибки труб из разных металлов, например, станки компании OP S.r.l или универсал УГС-6/1А. Их можно использовать не только для меди, но и практически для всех видов труб.
Особенности выбора
Выбрать трубогиб из такого широкого ассортимента не так уж и просто. При этом необходимо в обязательном порядке оценить сферу его применения. Если вы будете использовать приспособление исключительно для проводки коммуникаций по дому, то вам рекомендуется отдать предпочтение ручному варианту. Для того чтобы сгибать изделия им, необходимо прикладывать соответствующие усилия, поэтому работать с ним должен сильный мужчина.
Если вы хотите найти более простой вариант, то вам необходимо выбрать механический вариант. Это небольшое изделие, которое занимает минимальное количество места в помещении и при этом полноценно справляется со своими функциями. Для обеспечения наиболее простой гибки заготовок можно использовать рычажный инструмент. Его применение не требует прикладывания больших усилий. Простота выполнения работ обеспечивается благодаря небольшому весу изделия.
Видео по гибке медных труб
Трубогиб – это универсальное приспособление, с помощью которого можно значительно упростить процесс монтажа водосточных систем. Простота конструкции изделия позволяет его использовать мастерам без соответствующего опыта.
Классификация
Трубогибы для медных изделий различаются особенностями конструкции
При выборе устройства также следует обращать внимание на характеристики обрабатываемого изделия
Пружинный
Отличается несложной конструкцией. Высокоэффективен.
Каркас пружинного трубогиба для медных труб делают из твердой стали. Расширенный конец необходим для легкости прохождения. Сгибание медной трубы осуществляется, когда пружина оказывается под давлением. Вес устройств данного типа сравнительно небольшой.










Пружинный трубогиб
Ручной
Имеет упрощенную конструкцию среди прочих видов. Диаметр обрабатываемых труб составляет от 5 до 127 миллиметров. Главным элементом конструкции является оправка. Применение инструмента осуществляется двумя способами:
- размещением внутрь;
- обхватом наружной поверхности.
Сгибание обрабатываемой трубы осуществляется протягиванием через настроенную оправку. Использование приспособления требует физических усилий.
Механический
Все трубогибы этого типа делятся на три группы: сегментные, арбалетные, рычажные.
Сегментные
Трубу сгибает рычажный механизм. Диаметр обрабатываемого изделия не превышает 40 миллиметров. Наибольший угол сгиба составляет 180°.
Трубогиб рычажный выполняет гибку около диска. На рукоятку крепится валик. Медная труба огибается, когда рука вращает рычаг механического трубогиба.
Арбалетные
Внешне конструкция напоминает арбалет. Сменные элементы обеспечивают разные углы изгиба. Диаметр труб составляет от 10 до 20 миллиметров. Самый большой угол — 90°. На трубу действует рычаг. Процесс гибки выполняет храповый механизм.
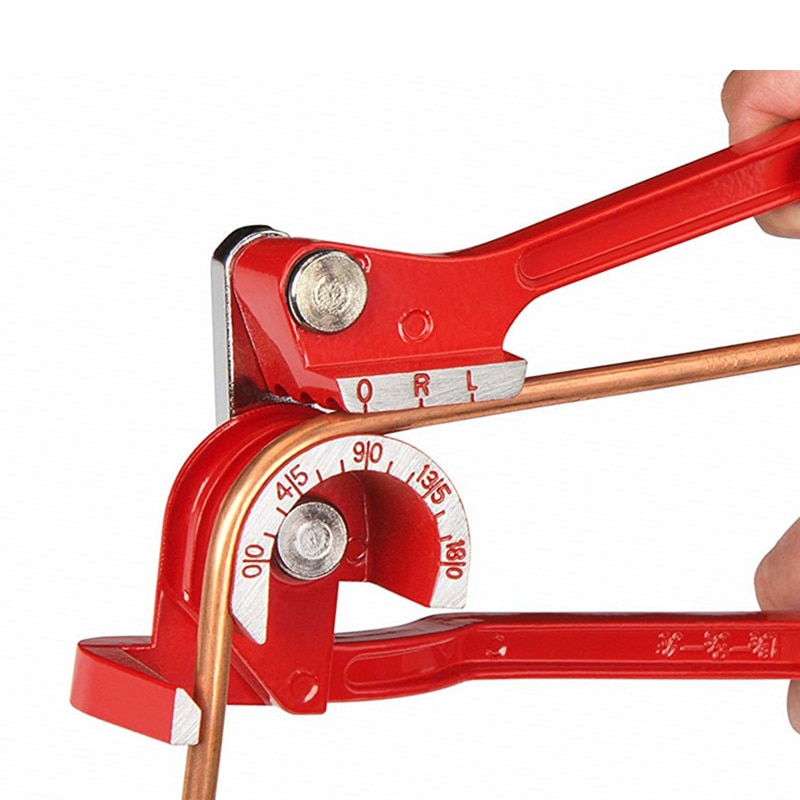
Рычажные
Используются наиболее часто. Конструкция приспособлений — упрощенная. Диаметр труб составляет от 6 до 23 миллиметров. Угол сгиба не превышает 90°. Ножной прибор отличается наличием двух рукояток. На одну закрепляется шаблон. Вторая оборудуется указательным башмаком. Изгиб осуществляется внутри шаблона.
Гидравлический
Устройства этого типа — дополненные гидравлическим приводом арбалетные механические конструкции. Диаметр труб составляет от 10 до 50 мм.
Электрический
Относится к дорогостоящему ценовому сегменту. Очень точно выполняет процедуру деформации. Чаще всего это стационарные установки. Переносные модификации обрабатывают изделия тонких диаметров. Наличие электросети является обязательным условием.

Электрический трубогиб
Изготовление трубогиба своими руками
Элементарный рычажный трубогиб можно изготовить самостоятельно. Шаблон в виде половины диска можно выпилить из массива древесины: несколько операций с медью такой прибор выдержит. Диаметр определяется необходимым углом. В качестве рычага и фиксирующего упора также можно использовать прочную деревянную болванку. Зафиксировав на поверхности рабочего стола все элементы можно приступать к работе: край трубы помещается между диском и упором, давлением на другой край трубка накручивается по диаметру колодки. Все операции в этом случае придется проводить вручную, но для небольшого объема работ такого устройства достаточно.
Пружинные трубогибы для гибки медных труб
Конструкция пружинных устройств предельно проста. Действующий элемент в них – очень прочная стальная пружина с витками, плотно прилегающими друг к другу. Жесткость пружины не позволит медной трубе соскочить, деформироваться или сломаться внутри оборудования.Когда труба сгибается под определенным углом, стальная пружина выворачивается, передвигаясь на другое свободное место.

Главное условие, обеспечивающее ровное сгибание – это соответствие размеров пружины и трубы.
Основные преимущества, которыми обладает пружинный ручной трубогиб:
Инструмент легковесен и универсален.

Им можно работать в условиях ограниченности пространства. Если требуется изменить траекторию части трубопровода, нет необходимости демонтировать часть системы, чтобы транспортировать ее к станку. Пружинный трубогиб сможет отформовать деталь, находящуюсь на верстаке.Пружинный ручной трубогиб может придать любую форму медной трубе без ограничений, удерживая при этом изделие от сгибания в острый угол.Устройство очень бережно формует элементы трубопровода.
Недостатки пружинных трубогибов:
- Данным устройством удобно работать только при небольших протяженностях трубопровода.Отсутствие отметок с градусами, сгибание производится «на глаз».
При помощи пружины подходящего диаметра медную трубу можно согнуть быстро и без повреждений
От чего зависит цена гибки металлических труб
Стоимость гибки труб постоянно меняется. Однако мы может обозначить влияющие на эту цену факторы, которые делятся на внешние и внутренние.








Внешние условия, влияющие на стоимость гибки трубы:
- цена материала, из которого сделана труба (если его не дает заказчик);
- его доставка;
- стоимость израсходованных коммунальных ресурсов (воды и электрической энергии).
Внутренние:
- стоимость работы конкретного мастера;
- размер дуги изгиба;
- цена правки (при необходимости);
- прочие дополнительные работы.

Стоимость каждого конкретного заказа рассчитывается индивидуально. Цена формируется из сложения стоимостей всех вышеперечисленных факторов, а также из ценовой политики компании и экономической ситуации в стране.
Гибка металлических труб может оказаться непростым делом. Некоторые виды работ невозможно выполнить без наличия специализированного оборудования и привлечения опытных мастеров
Поэтому в случае необходимости выполнения сложных операций надо обращать основное внимание не на ее стоимость, а на два указанных выше момента
3 Разнообразие механических трубогибов – от рычажного до сегментного
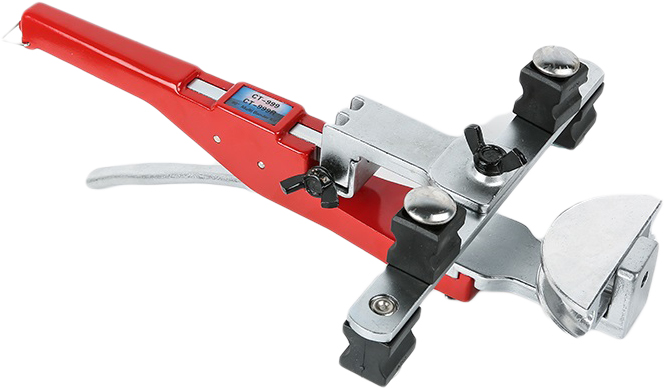
Ручные механические трубогибы позволяют значительно облегчить труд. Их конструкция обеспечивает усиление прикладываемого руками воздействия и достаточно точное выставление нужного угла. Существуют рычажные, сегментные и механические трубогибы типа арбалет.
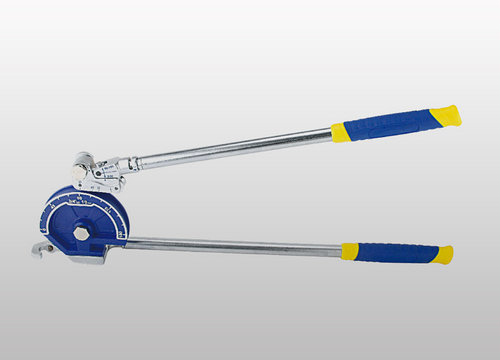
Рычажные наиболее популярные, так как среди механических они самые надежные и простые в применении. Максимальный угол изгибания ими – 90о. Диапазон диаметров обрабатываемых труб, как правило, в пределах от 1/4″ (6 мм) до 7/8″ (22 мм). Большинство моделей для работы двумя руками. Есть также рычажные трубогибы для гибки одной рукой.
 Ручной рычажный механический трубогиб
Ручной рычажный механический трубогиб
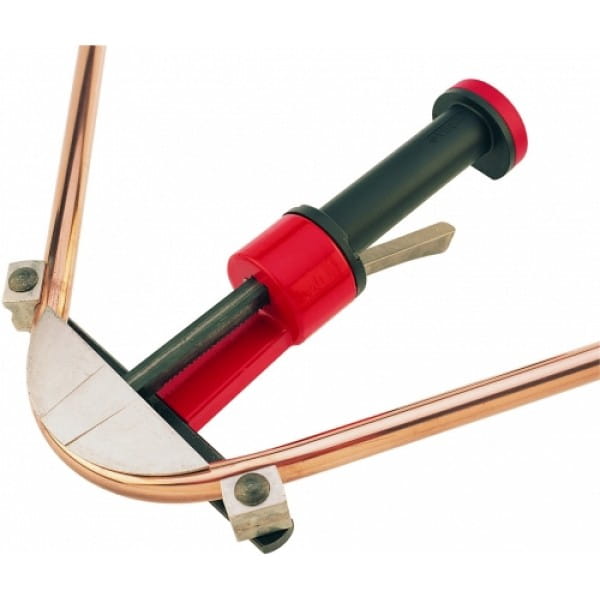
Сегментное ручное оборудование представляет собой небольшой станок на складывающейся подставке. Наибольший диаметр труб – 42 мм. Максимальный угол 180о. Комплектуется сменными упорами под разные диаметры труб. Принцип работы:
- Трубу заводят между валиком и сегментом с канавкой в виде разрезанного пополам диска.
- Крепят ее к сегменту.
- Вращая ручку станка, приводят через его передаточный механизм в движение сегмент.
- Последний, вращаясь, тянет и гнет при этом трубу вокруг своего корпуса.
 Сегментное ручное гибочное оборудование
Сегментное ручное гибочное оборудование
Особенности гибки медной трубы на трубогибе
Медная труба, с точки зрения гибки ее на трубогибочном станке, имеет 2 состояния — мягкая и твердая. Твердые и полутвердые медные трубы имеют большую жесткость. При изготовлении такие трубы подвергают термообработке с целью увеличения эксплуатационных характеристик — прочности и пластичности. Медные трубы без термообработки (неотожжённые медные трубы) из-за своей жесткости чрезвычайно трудно гнуться даже на радиус 3D.
По этому, при гибке медных труб на радиусы гибки менее 3D следует применять мягкие трубы, а еще лучше мягкие повышенной платичности, либо твердые и полутвердые медные трубы подвергать термической обработке — отжигуОтожжённая медная труба более пластична, но имеет меньшую твердость. Она хорошо деформируется (гнётся), но после гибки её следует термоупрочнить. В связи с тем, что по плотности медь не отличается от стали, но не корродирует, толщина стенок у труб очень редко превышает 1,5 — 2 мм.
Отожженные медные трубы малого диаметра (до 38 мм) хорошо гнуться на трубогибочных станках БМК на малые радиуса (от 1,5 D) даже без специальной оснастки.
При гибке на трубогибах отожженных медных труб диаметром свыше 38 мм необходимо подбирать оптимальный радиус гибки при простой оснастке, либо изготавливать сложную оснастку. Для гибки таких медных труб в оснастку входит специальный гибочный ролик с прямым участком, складкоразглаживатель, стальной гибкий дорн.
После гибки на трубогибочном станке, изделия из отожженной медной трубы желательно термически упрочнить, повысив таким образом их эксплуатационные характеристики.
Все круглые медные трубы изготавливаются по ГОСТ817-2006 и в обозначении имеют следующуюю информацию:
1-я буква определяет способ изготовления (Д — холодно деформированная, тянутая или холоднокатанная, Г-пресованная)
2-я и 3-я буквы — форма трубы (КР-круглая)
4-я буква- точность изготовления (Н,П,И,К,С,У)
5-я буква — состояние (М-мягкая, П-полутвердая,Т-твердая, Л-мягкие повышенной пластичности, Ф-полутвердые повышенной прочности, Ч-твердые повышенной прочности)
Далее размеры D (диаметр) и S (толщина стенки), длина и т.д.









Особые условия по точности (Т), по кривизне (О), требованиям на растяжение (Р), требованиям к твердости(Н), условий намотки в бухты ( БТХ) — свободной намотки, (БУ)- упорядоченной намотки, (БС)- спиральной намотки, определены в ГОСТ 817-2006.
Преимущества использования труб из меди
Высокая популярность медных труб, которые активно применяются во многих сферах, объясняется целым рядом достоинств, которыми отличается такая продукция.
- На стенках медных труб не развиваются болезнетворные бактерии, поэтому эти изделия могут успешно использоваться для монтажа трубопроводов, по которым потребителям подается питьевая вода.
- Медь достаточно хорошо переносит механические нагрузки различного характера.
- Медный трубопровод отличается исключительной долговечностью. При этом затраты на его монтаж и сервисное обслуживание относительно невысокие.
- Монтажные работы и подготовка к ним проходят достаточно легко.
- Для монтажа трубопроводов, изготовленных из меди, на современном рынке представлено большое количество комплектующих, поэтому такая процедура не вызывает особых проблем.
- На внутренних стенках медных труб не образуется налет. Это значит, что просвет трубопровода не уменьшается, соответственно, не ухудшаются его эксплуатационные характеристики.
- Свойства меди позволяют успешно эксплуатировать трубы, которые изготовлены из данного металла, в достаточно широком температурном диапазоне: от –200° до +200°.
- Медь благодаря наличию устойчивой окисной пленки отлично противостоит коррозии, поэтому медные изделия можно успешно эксплуатировать длительное время.
- Медным трубам свойственна высокая декоративность, что позволяет использовать их практически в любом интерьере.
Методы сгибания квадратного металлопрофиля
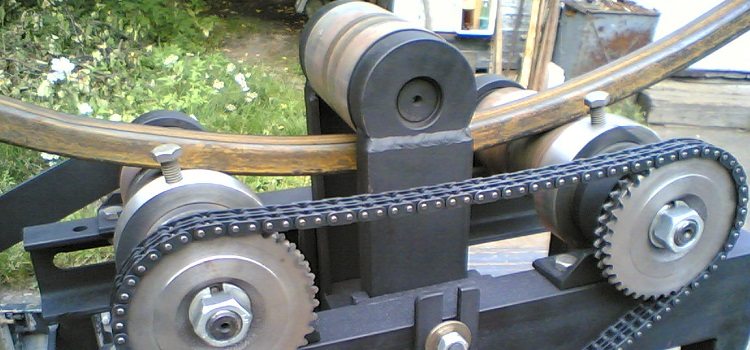
Изгибание профиля квадратного или прямоугольного сечения хотя и применяется в промышленности, гнутый металлопрофиль более востребован в быту. При сооружении перекрытий теплиц требуется арочный профиль, который можно сделать с использованием несложного устройства. Принцип действия этого приспособления заключается в прокатке профильной заготовки через систему из трех вращающихся валков, два крайних из которых являются неподвижными, а третий перемещается в продольном направлении, задавая угол изгиба.
Если необходимо получить в прямоугольном профиле меньший радиус закругления, используют термический нагрев металлопрофиля паяльной лампой или газовой горелкой с одновременным физическим воздействием.

Рис. 6 Рычажные гибы в ручных приспособлениях
Спиральный изгиб в домашних условиях
Новичкам бывает непросто согнуть латунную или медную трубку в спираль. Для решения проблемы понадобится киянка из резины и 2 опоры. Внутрь засыпается песок или, что менее желательно, лед. Трубка кладется 2 концами на точки опоры. После этого точка сгиба постепенно нагревается. Как только материал стал поддаваться, в руки берется киянка. С ее помощью нужно гнуть трубу. Каждое действие должно быть максимально взвешенным, иначе материал просто треснет.

Снизить вероятность возникновения ошибок помогут следующие рекомендации:
- Если трубка слишком твердая, ее нужно немного обжечь для предания большей гибкости;
- Как только она остыла, в нее засыпается наполнитель, после чего ее проще загнуть под необходимым углом;
- Применение опоры цилиндрической формы придаст изделию ровную форму.
Прокладка канализации или водопровода требует повышенного внимание к качеству используемых труб. Придать им необходимую форму можно самостоятельно или при помощи гидравлического оборудования
Вне зависимости от выбора нужно быть предельно осторожным. Поверхность трубы нельзя подвергать чрезмерному нагреву. Не стоит сильно по ней бить, иначе труба просто треснет в точке изгиба.
Разновидности трубогибов
Устройства, позволяющие согнуть трубу из определенного материала, различают по конструкции и непосредственному использованию. Это может быть механическое или переносное ручное устройство. Трубки небольшого диаметра вполне можно сгибать ручным трубогибом для медных труб. Этот механизм справляется с тонкостенными элементами, диаметр которых не превышает 5 см. Его основными достоинствами можно назвать доступную стоимость и небольшую массу. Однако чтобы согнуть изделие и придать ему нужную форму, нужно приложить большое усилие. Это можно назвать единственным недостатком устройства.
Сгибание крупногабаритных труб, используемых в промышленных масштабах, выполняется на гидравлических аппаратах, работа которых осуществляется посредством гидравлического насоса.

Также стоит отметить электрогидравлическое или электрическое оборудование с числовым программным обеспечением. Одной их функций таких станков является сгибание медных труб разного диаметра. Оборудование отличается высокой стоимостью, поэтому покупать его для выполнения одной функции нецелесообразно.
Все трубогибы имеют разный механизм сгибания. По этому признаку устройства делятся на три вида:
- Арбалетный ручной трубогиб. Устройство выполнено в форме арбалета, поэтому изгибание выполняется по принципу натягивания тетивы. В комплекте имеется шаблон, с помощью которого определенному участку трубы задается нужная величина угла. Шаблон может использоваться только для определенного диаметра трубы, сгибать трубу другого диаметра нужно по другой форме. Арбалетное устройство рассчитано на сгибание изделий до угла не более 900, при их диаметре 10-22 мм. Можно использовать такой трубогиб для импульсных трубок.
- Сегментный трубогиб. Небольшой станок предназначен для сгибания труб, диаметр которых не превышает 42 мм. Специальным сегментом в форме полудиска, вращение которого обеспечивается ручкой, проводится вытягивание трубы. При этом изделие огибает сегментный корпус под нужным углом. Сегментный станок позволяет получить изгиб до 1800.
- Дорновый станок. Устройство работает по следующему принципу: на участке изгиба создается напряженное состояние неравномерного сжатия, что приводит к повышению пластичности материала, снижению естественной шероховатости стенок и обеспечению плавной циркуляции рабочей среды в полости трубного изделия (подробнее: «Как использовать дорновый трубогиб правильно – правила эксплуатации»). Станки могут быть ручными, полуавтоматическими и полностью автоматическими. Для оптимальной работы трубогиба ручного для медных труб необходимо правильно настроить систему. Станки-полуавтоматы самостоятельно программируют угол сгиба, в некоторых устройствах имеется функция регулярной смазки дорна для его движения внутри трубы.
Дорновый станок для сгиба медной трубки можно изготовить своими руками. Основа конструкции – стандартная опорная рама, на которую ложатся все нагрузки рабочего процесса. В качестве рабочих элементов выступают: роликовая матрица с возможной регулировкой диаметра, передний прижим в соответствии с диаметром матрицы, направляющие, оправы для дорна и зажимы цангового типа для них. Работа выполняется посредством рычажного привода. Более габаритные изделия сгибают с помощью гидравлического привода.
Какие бывают трубогибы
Различаются устройства дли гибки труб по своей конструкции и прямому назначению. Бывают они механическими и переносными ручными.
Для сгибания трубок мелких диаметров вполне подойдет последний вариант. Ручной трубогиб для медных труб может справиться с тонкостенными изделиями с диаметром, не превышающим 50 мм (по ДУ – двухдюймовых труб). Для придания нужной форме сгибу приходится прилагать физические усилия, что и является основным недостатком конструкции.Тем не менее, потребителей привлекает его доступная цена и легкий вес.










Отдельно можно выделить электрогидравлические или электрические станки, имеющие ЧПУ (числовое программное управление). Одной из функций программного управления будет гибка медных трубок, в том числе и малых диаметров. Приобретать такой станок с одной лишь целью гибки труб, разумеется, не стоит.
По механизму сгибания трубогибы можно разделить на три группы:
Арбалетный ручной трубогиб.

Оборудование имеет форму оружия арбалета, а сама гибка происходит по принципу натягивания тетивы. Нужный угол участку медной трубы придается с помощью шаблона, входящего в комплект арбалетного устройства. Шаблоны (формы) комплектуются только в единичном экземпляре, рассчитанном на трубу определенного диаметра.
Согнуть трубу отличного от шаблона диаметра уже не получится. Данный тип оборудования не сможет согнуть угол, превышающий 90 градусов. Ручной трубогиб подойдет только для мелких трубок, диаметром от 10 мм до 22 мм.Сегментные трубогибы.
Труба вытягивается с помощью специального сегмента. Визуально устройство напоминает небольшой станок для гибки труб диаметром, не превышающим 42 мм. Максимальный угол сгибания для сегментного станка – 180 градусов.

Сегмент имеет форму полудиска, вращается с помощью ручки. Медное изделие огибается вокруг сегментного корпуса под нужным углом.Дорновые станки. Принцип гибки заключается в создании в месте деформации напряженного состояния неравномерного сжатия.
В результате этого процесса пластичность меди (или любого другого металла) повышается, естественная шероховатость стенок снижается и обеспечивается плавная циркуляция рабочей среды в полости трубы.Станок может бывает ручной, полуавтоматический, а иногда и полностью автоматический. Оптимальная работа ручного дорнового станка возможна при правильной настройке системы. Полуавтоматические устройства способны программировать угол деформации, некоторые модели самостоятельно обеспечивают стабильное смазывание дорна для его перемещения внутри трубки.
Трубогиб арбалетного типа — это ручное приспособление
Трубогибочный дорновый станок может быть изготовлен своими руками. Самыми важными рабочими элементами для него будет роликовая матрица (желательно предусмотреть возможность регулировки диаметров), передний прижим, соответствующий диаметру матрицы, направляющие, оправки для дорна и цанговые зажимы для оправки.
Основой конструкции будет служить стандартная опорная рама, принимающая все нагрузки процесса. Привод для работы чаще всего используется рычажный, но для более серьезных целей применяются гидравлические приводы. Чертежи дорнового оборудования можно найти в сети Интернет.
Особенности медных труб и их применение
Медные трубы широко используются в быту и во многих областях народного хозяйства. Это объясняется внушительным перечнем достоинств, которыми этот материал отличается от пластиковых или железных аналогов:
- Хорошая устойчивость к механическим нагрузкам, ударам, сгибам.
- Длительный срок эксплуатации, измеряемый десятками лет.
- Устойчивость к размножению патогенных микроорганизмов, что делает медный трубопровод наилучшим вариантом для подачи питьевой воды.
- Удобство монтажа и сервисного обслуживания.
- Устойчивость к образованию налета на внутренних стенках трубопровода. В процессе эксплуатации просвет трубопровода не уменьшается, засоры не образуются.
- Широкий диапазон рабочих температур.
- Малый коэффициент температурного расширения.
- Устойчивость к появлению коррозии.

В строительстве трубопроводных сетей используются два типа медных труб:
- Отожженные.
- Неотожженные.
Отожженные изделия получили широкое распространение, они легко гнутся, обладают хорошими показателями устойчивости к воздействию высоких температур, давления или химикатов. А вот по показателям прочности такая труба будет проигрывать неотожженной.
Неотожженные изделия согнуть сложнее, при этом радиус изгиба не должен быть менее трех диаметров трубы.
Необходимый инструмент для сборки
Сделать хороший трубогиб с помощью молотка, отвертки и шурупов не удастся.
Как минимум, при изготовлении этого инструмента потребуется:
- сварочный аппарат;
- болгарка;
- токарный станок;
- дрель.
Но главной частью сборки трубогиба остается точный чертеж, без которого даже не стоит начинать сборочные работы. Нельзя обойтись при изготовлении трубогиба и без общехозяйственных инструментов.










Естественно, что приобретать токарный станок и сварочный аппарат необязательно. Для выточки нескольких деталей из заготовок и для их сварки можно обратиться к знакомым или в цех, занимающийся изготовлением кованых изделий. За небольшое вознаграждение там быстро помогут сделать всё необходимое.
Как самостоятельно изготовить трубогиб
При необходимости сделать эффективный ручной трубогиб можно своими руками.
Простейшее устройство легко изготовить на основе бетонной плиты. Дополнительно потребуется лишь перфоратор и некоторое количество стальных штырей. На плите производится разметка в виде сетки с ячейками 4х4 или 5х5 см. В узлах сетки сверлятся глубокие отверстия, после чего в них закрепляются штыри. Трубогиб готов.
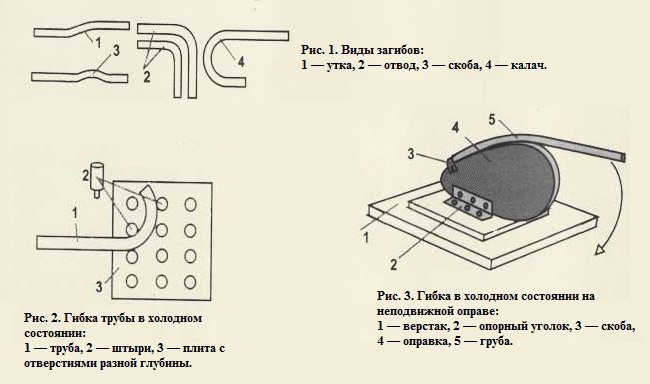
Далее, медная труба помещается между штырями и аккуратно сгибается в необходимом направлении. Перемещая изделие между штырями можно менять радиус изгиба.
Следующее устройство конструктивно сложнее и уже похоже на настоящий трубогиб. В первую очередь делается основа, для которой лучше всего подойдет прочная железная труба прямоугольного сечения с толщиной стенок не менее 3 мм. Отступив от одного края 2-3 см, делается отверстие. Его диаметр должен совпадать с размером основного шкива.
Чтобы вычислить длину основы, необходимо определить максимальный радиус загиба, на который будет способен трубогиб, и добавить к этому показателю 5 см. Лишнюю часть трубы обрезаем. Стопор для сгибаемых труб будет выполнен в виде шпильки. На одном ее конце будет гайка, на другом – Т-образный элемент.
Далее, приступаем к изготовлению рукоятки трубогиба. Для этого отлично подойдут железные пластины толщиной 4 мм или более. Ширина пластин должна совпадать с габаритами основы.
После подготовки всех элементов будущего трубогиба, можно приступать к сборке устройства. Основа прочно зажимается в тисках, шкив вставляется в проделанное отверстие, производится фиксация рукояток.
Некоторые умельцы самостоятельно собирают сложные и функциональные гидравлические установки. Для этого используется гидравлический автомобильный домкрат, ролики, железный швеллер, башмак и стальные крепежные элементы. Самый важный момент – выбор роликов, поскольку эта деталь будет обеспечивать правильное прилегание трубы и, как следствие, качество сгиба.





