
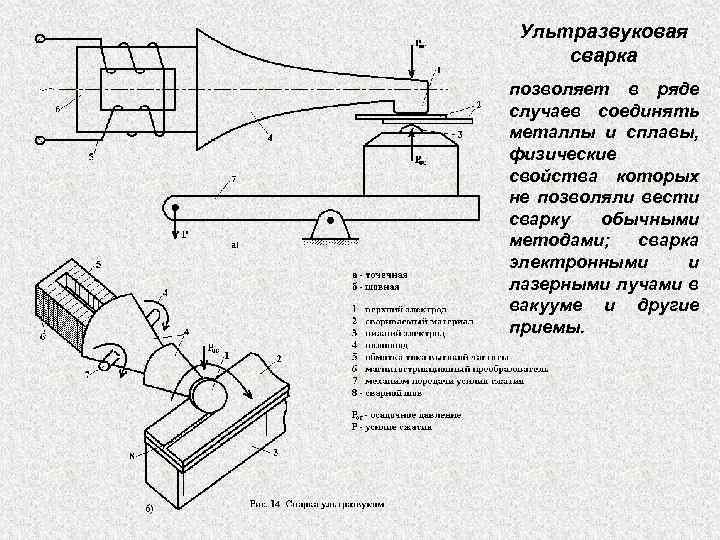
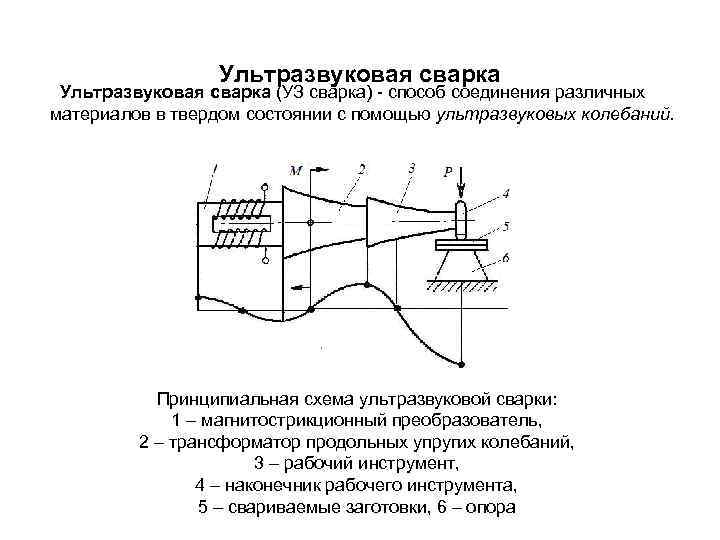
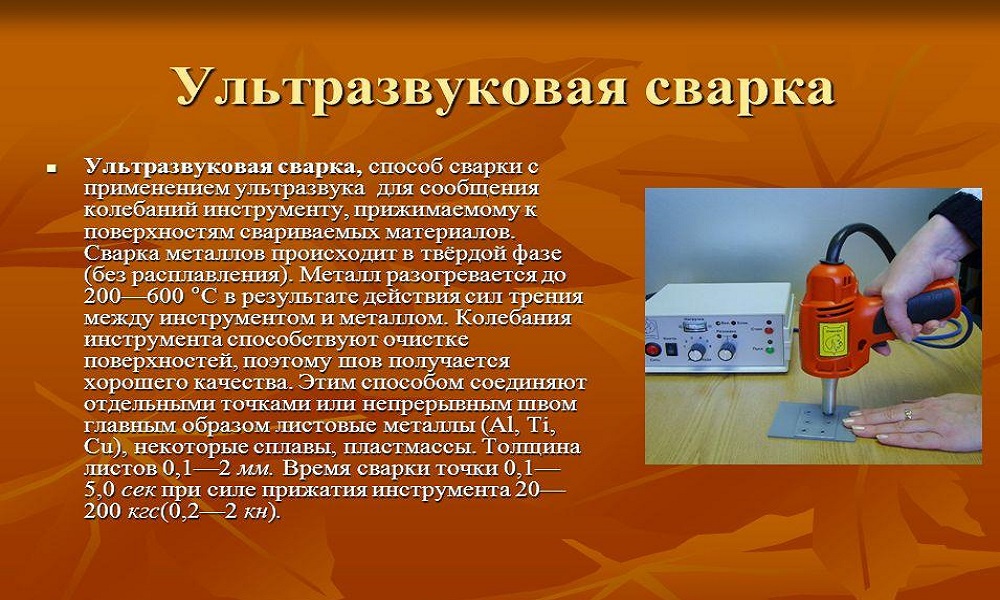
Ультразвуковая сварка
Ультразвуковые колебания в настоящее время широко используются в различных отраслях промышленности и при исследовании физических явлений. Современный этап развития ультразвуковой техники характеризуется как совершенствованием ранее разработанных способов, так и расширением числа новых областей применения УЗК.
Промышленное использование УЗК развивается в двух направлениях:
применение волн малой интенсивности (низкоэнергетических колебаний) (0,8¸12,0 МГц) ð для дефектоскопии, измерений, сигнализации, автоматизации производства и т.д.
применение высокоэнергетических колебаний (волн высокой интенсивности) для активного воздействия на вещества и различные технологические процессы ð очистка деталей, сварка металлов и пластмасс, механическая обработка и т.д.
Ультразвук низкой интенсивности и высокой частоты (МГц) используют в технике более 60 лет.
Ультразвуковые колебания высокой интенсивности (более нескольких Вт/см 2 ) и f=18¸44 кГц применяют для активного воздействия на вещества и технологический процессы около 40 лет.
В сварочной технике ультразвук используют в следующих направлениях:
Для улучшения механических свойств сварного соединения при воздействии на сварочную ванну в процессе кристаллизации. Улучшение механических свойств сварного соединения происходит благодаря измельчению структуры металла шва и удалению газов.
В качестве источника энергии для получения точечных и шовных соединений (особенно в микроэлектронике) ультразвуковые колебания активно разрушают естественные и искусственные пленки, что позволяет сваривать металлы с окисленной поверхностью, покрытые слоем лака и т.д., возможно соединение тончайших металлических фольг.
Ультразвук снижает или снимает собственные напряжения и деформации, возникающие при сварке. Им можно стабилизировать структурные составляющие металла сварного соединения, устраняя возможность самопроизвольного деформирования сварной конструкции со временем.
Для оценки качества сварных соединений (ультразвуковая дефектоскопия) из различных металлов и сплавов.
Ультразвуком сваривается большая часть термопластичных полимеров (например, полистирол).
Первые опыты по ультразвуковой сварке (УЗС) металлов предпринимались в Германии в 1936-37г.г., а работы по созданию оборудования и технологии УЗС начались в США в начале 50-х годов.
В СССР первые работы по УЗС металлов появились в 1958 году.
Исследованиями и опытно-конструкторскими работами в области УЗС занимаются ВНИИСО г.Ленинград, МВТУ им.Баумана г.Москва, НИИТОП г.Н.Новгород и другие.
Виды ультразвуковой сварки
Классификация, характеризующая процесс соединения деталей, позволит понять специфику метода.
Движение рабочей головки (степень механизации оборудования):
— ручной инструмент – волновод сварочного пистолета по шву направляет сварщик;
— механическая сварка – автомат самостоятельно регулирует движение по заданным параметрам, обеспечивая точность соединения до микрон.
Работая ручным сварочным аппаратом, можно менять направление шва. Автоматы двигают волновод по прямой, но с большой точностью, фиксированной скоростью.
Разновидности соединений
Характер движения волновода определяет структуру шва:
— непрерывный создается при постоянном движении головки;
— прерывный или прессовый получается путем периодического отрыва инструмента от детали;
— точечный – импульс направляется в одну точку, образуется небольшая диффузионная зона;
— продольный – при работе вручную смещается сварочная головка, когда используется автомат, соединяемые детали перемещают ролики.
В автоматическом режиме работы задаются фиксированные интервалы. Пистолетом ровные «стежки» или ряд точек выполнить сложнее.
Силовое воздействие
Колебания подводятся к соединяемым элементам:
— с одной стороны – односторонний вид сварки, применяется для соединения деталей свыше 2 мм;
— сверху и снизу – двусторонняя, удобна при работе с тонкими элементами.
При подводе импульсов с двух сторон рабочая зона быстро разогревается, поэтому оборудование оснащается системой охлаждения.
Направление деформации
По принципу распространения импульсной нагрузки выделяют два вида сварки:
— контактная – тонкие детали толщиной до 2 мм соединяются внахлест;
— передаточная – шов формируется по принципу последовательных точечных соединений, когда ультразвук распространяется во всех направлениях, создавая прочное соединение.
При сварке полистирола, полиамида, поликаорбоната, пластиков с хорошими акустическими характеристиками чаще используют передаточный вид сварки. Мягкие полимеры для упрочнения структуры предварительно промораживают.
Технология
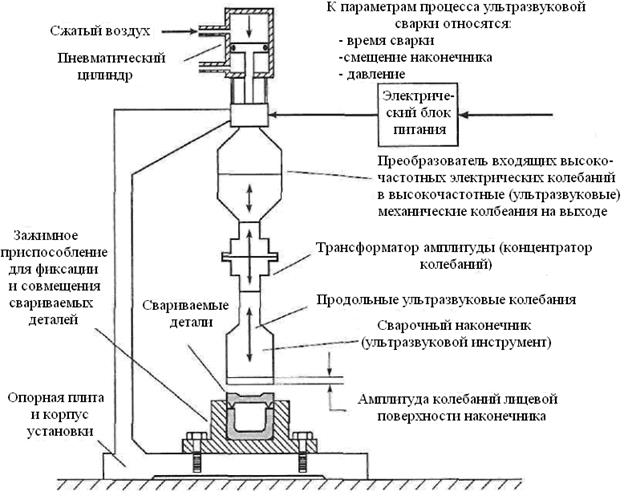
В работе применяется специальный ультразвуковой сварочный аппарат, который во включенном состоянии непрерывно генерирует ультразвуковые волны частотой от 18 до 180 кГц. При этом может выдавать мощность от 0,01 до 10 кВт. В итоге создаются высокочастотные колебания, которые генерируют тепло и в связке с высоким давлением сваривают детали. Дополнительно заготовка может нагреваться в месте сварки с помощью отдельного прибора, так соединение получается более качественным.
Это краткое описание. Подробное описание процесса сварки можно описать следующим образом: высокочастотные колебания сталкиваются с деталями и образуется сухое трение частиц. Если металл покрыт окисной пленкой, то под действием сухого трения она разрушается. После чего образуется чистое трение, во время которого металл плавится и образуется сварочное соединение.
Ультразвуковая сварка металлов может выполняться с использованием самых разнообразных типов сварных соединений. Вы можете сварить две детали внахлест, раздавить кромки и сварить их, можете встык сварить круглую деталь с плоской, и так далее. Словом, возможности практически безграничны.
Ультразвуковая сварка полиэтилена
Ультразвуковую сварку применяют при изготовлении емкостей, различных контейнеров и труб, предназначенных для хранения пищевых и других промышленных продуктов.
В большинстве случаев при упаковке продуктов в полиэтиленовую тару соединяемые поверхности загрязнены упаковываемым продуктом. Поэтому использование других методов сварки, кроме ультразвукового, в данном случае исключено. Загрязненность свариваемых поверхностей упаковываемым продуктом накладывает специфические требования к процессу ультразвуковой сварки, так как это оказывает влияние на прочность получаемого сварного соединения. Загрязнение поверхности приводит к понижению прочности сварного соединения.
Кроме того, при сварке изделий из полиэтилена следует учитывать особенности хранения и предшествующую обработку соединяемых изделий, которая также влияет на прочностные и эксплуатационные характеристики сварного шва.
Применение предварительной термообработки в интервале температур 50—100°С незначительно влияет на прочность сварных соединений (прочность уменьшается соответственно на 5—9% по сравнению с прочностью образцов, сваренных без предварительной термообработки).
С повышением температуры обработки до 115 °С наблюдается понижение прочности на 17%, и продолжительность сварки при этом увеличивается на 2—3 с.
Значительно влияет на качество сварного шва старение полиэтилена в условиях солнечной радиации. После 30 ч облучения ультрафиолетовыми лучами образец нестабилизированного полиэтилена низкой плотности толщиной 0,7 мм перестает свариваться. Полиэтилен, стабилизированный сажей или парафином, перестает свариваться после 60 ч облучения.
Частые дефекты
В большинстве случаев приходится сталкиваться со следующими нарушениями:
- Подрезами. Представляют собой канавки вдоль шва.
- Непроваром.
- Свищами. Представляют собой трубчатые полости в материале, образованные выходящим газом.
- Прожогами.
Подрезы образуются в мягких материалах из-за сильного давления наконечника. Сечение детали в этом месте уменьшается, а с ним и прочность. Кроме того, канавка служит концентратором напряжения, что повышает вероятность разрушения. Для предотвращения появления подрезов требуется качественно заточить рабочий торец волновода или наконечника.
Свищи появляются при заваривании банок с жидким продуктом. Об их наличии свидетельствует туман, окружающий стык в процессе обработки. Причиной является «ультразвуковой ветер» – движение воздуха от излучателя, вытесняющее жидкость из емкости. Необходимо подобрать оптимальную комбинацию параметров в соответствии с вязкостью продукта.
Непроваренные участки появляются при заниженной интенсивности излучения, не соответствующей размерам заготовок. В большинстве случаев подобные дефекты возникают при сваривании деталей с разной толщиной стенки. Интенсивность излучения настраивают на минимальный размер. Когда волновод подходит к более толстому участку, ее оказывается недостаточно. Требуется изменить конструкцию изделия либо применить программируемую машину с возможностью регулировки параметров в процессе выполнения шва.

Прожоги возникают по следующим причинам:
- неправильная настройка системы охлаждения;
- прилипание размягченного полимера к волноводу.
Опытным путем было установлено, что наиболее качественные швы получаются при наличии насечек или накатки на торце наконечника. Выступы необходимо скруглить, чтобы избежать внедрения инструмента в материал.
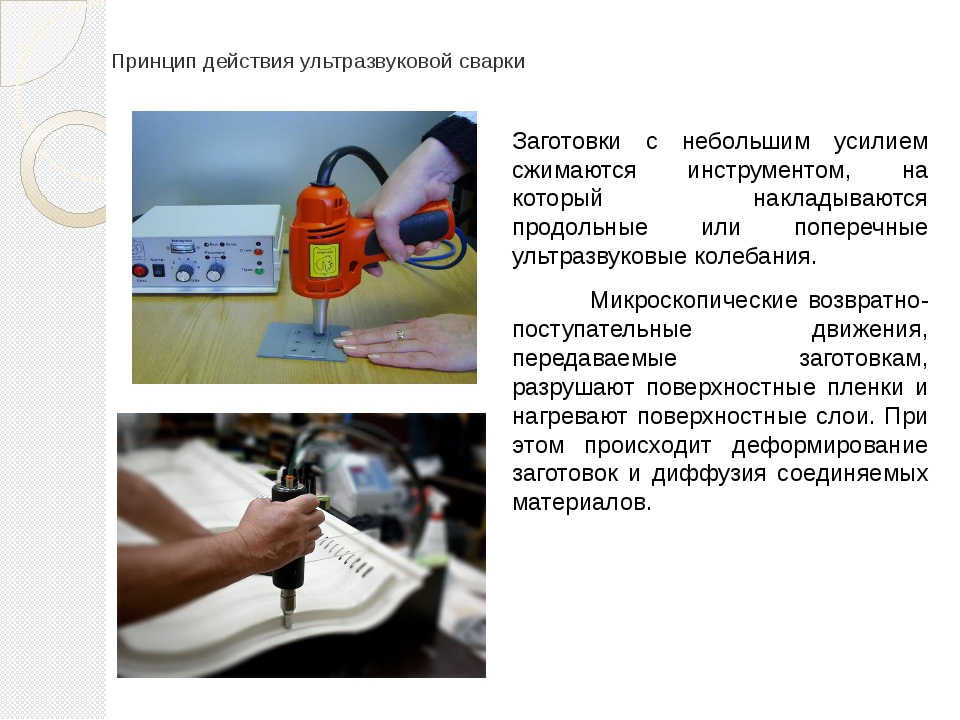
Принцип действия ультразвуковой сварки и классификация
С физической точки зрения, ультразвуковая сварка проходит в три стадии:
- нагрев изделий, активизация диффузии в зоне соприкосновения;
- образование молекулярных связей между вязкотекучими поверхностными слоями
- затвердевание (кристаллизация) и образование прочного шва.
Существует несколько классификаций ультразвуковой сварки ультразвуковой сварки.
По степени автоматизации различают:
- Ручная. Оператор контролирует параметры установки и ведет сварочный пистолет по линии шва.
- Механизированная. Параметры задаются оператором и поддерживаются установкой, детали подаются под излучатель.
- Автоматизированная. Применяется на массовом производстве. Участие человека исключается.
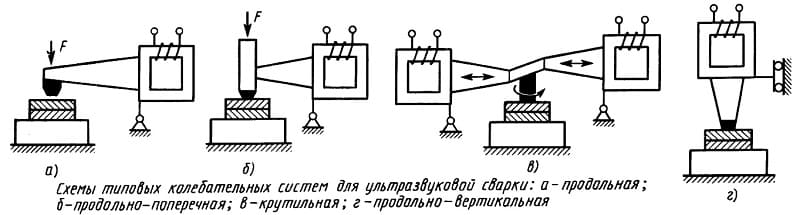
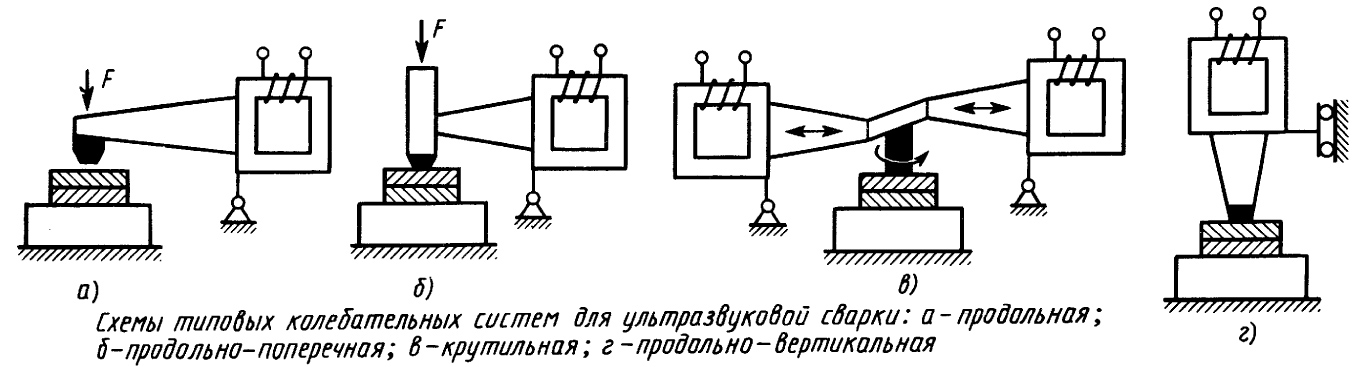
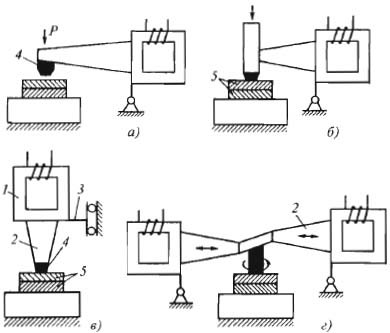
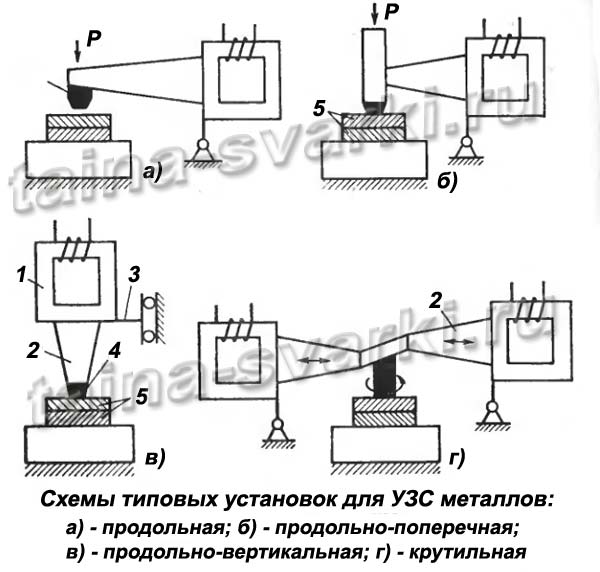
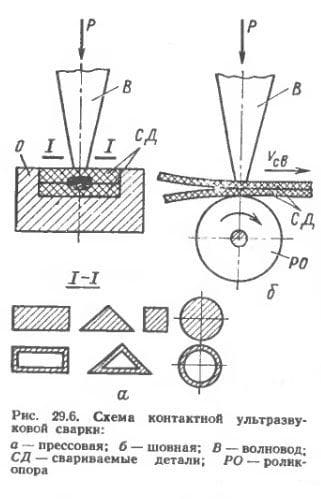
Схемы колебательных систем для сварки ультразвуком
По методу подведения энергии к рабочей зоне выделяют:
- односторонняя;
- двусторонняя.
По методу движения волновода классифицируют:
- Импульсная. Работа короткими импульсами за одно перемещение волновода.
- Непрерывная. Постоянное воздействие излучателя, волновод двигается с постоянной скоростью относительно материала.
По споосбу определения количества энергии, затрачиваемой на соединение, существуют:
- по времени воздействия;
- по величине осадки;
- по величине зазора;
- по кинетической сотавляющей.
В последнем случае количество энергии определяется предельной амплитудой смещания опоры.
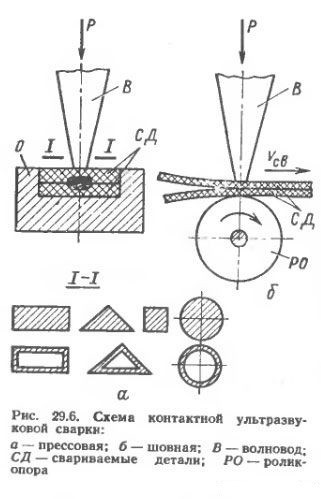
По способу подачи энергии в рабочую зону различают следующие режимы ультразвуковой сварки:
- Контактная. Энергия распределяется равномерно по всему сечению детали. Позволяет сваривать детали до 1,5 толщиной. Применяется для сваривания внахлест мягких пластиков и пленок.
- Передаточная. В случае высоких значений модуля упругости колебания возбуждаются в нескольких точках. Волна распространяется внутри изделия и высвобождает свою энергию в зоне соединения. Используется для тавровых швов и соединений встык жестких пластиков.
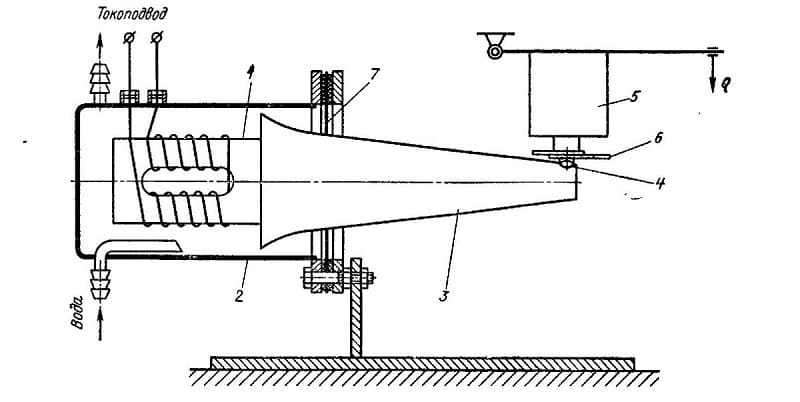
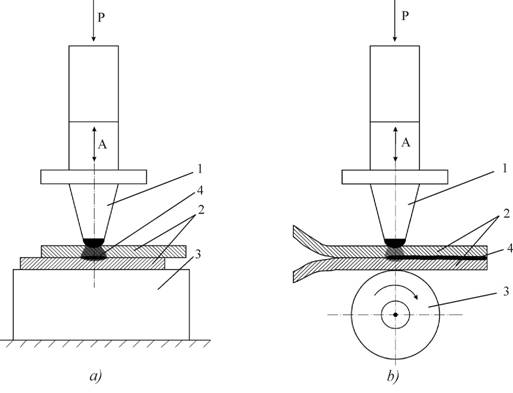
Схема точечной ультразвуковой сварки
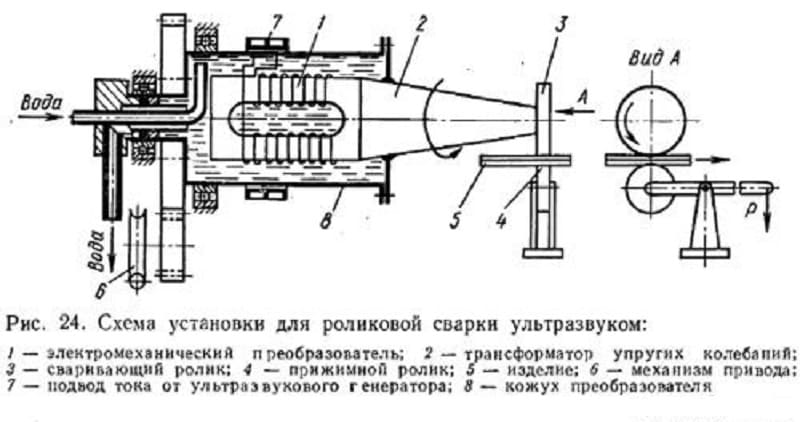
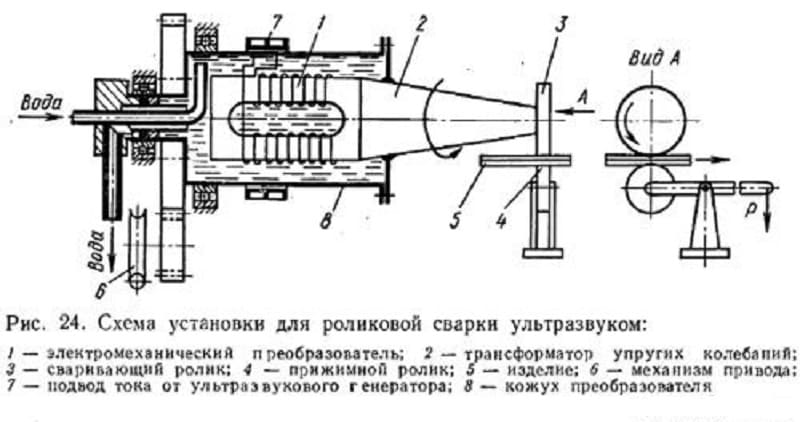
Схема установки для роликовой сварки ультразвуком
Способ подачи энергии колебаний в зону контакта заготовок определяется модулем упругости материала и коэффициентом затухания механических колебаний на ультразвуковых частотах.
Преимущества
Ультразвуковая сварка металлов и полимеров обладает многими положительными особенностями, поэтому она пользуется популярностью в области промышленности.

К основным преимуществам данной технологии относят:
- Высокая скорость выполнения работ, которая оказывает положительное воздействие на производственный процесс.
- При проведении сварки не выделяются вредные испарения, которые могут оказать негативное воздействие на состояние дыхательной системы человека.
- Для защиты свариваемой области не требуется применять инертные газы.
- Этот метод обладает высокой экономичностью, потому что во время него не нужно применять электроды, присадочную проволоку.
- При помощи влияния высокочастотных колебаний производится самостоятельная предварительная очистка поверхностей от мусора и оксидных пленок.
- На всех стадиях работ не проявляются внутренние напряжения шва.
- Аккуратно делает соединения с малозаметными следами прижима сварочного стержня.
- Не наблюдается деформирования в области сваривания. Это обеспечивается за счет точечного и кратковременного механического воздействия механических колебаний.
- Позволяет производить швы во всех пространственных положениях.
- Возможность производить сваривание изделий из металла и полипропилена.
- Простое проведение, сварочный процесс смогут выполнить даже новички.
- Не наблюдается электрического напряжения на свариваемой детали.
Стоит отметить! При проведении ультразвукового сварочного процесса шов всегда получается ровным, прочным. Он не нуждается в проведении дополнительной обработки.
Особенности сваривания полимеров с использованием ультразвука
Наиболее широкий спектр использования у ультразвуковой сварки полимеров. К ее достоинствам следует отнести невозможность перегрева материалов, способность соединять кромки в местах с трудным доступом и изделий, имеющих инородные покрытия. Помимо этого сварка ультразвуком способствует обработке материалов, обладающие небольшим интервалом в ходе кристаллизации.



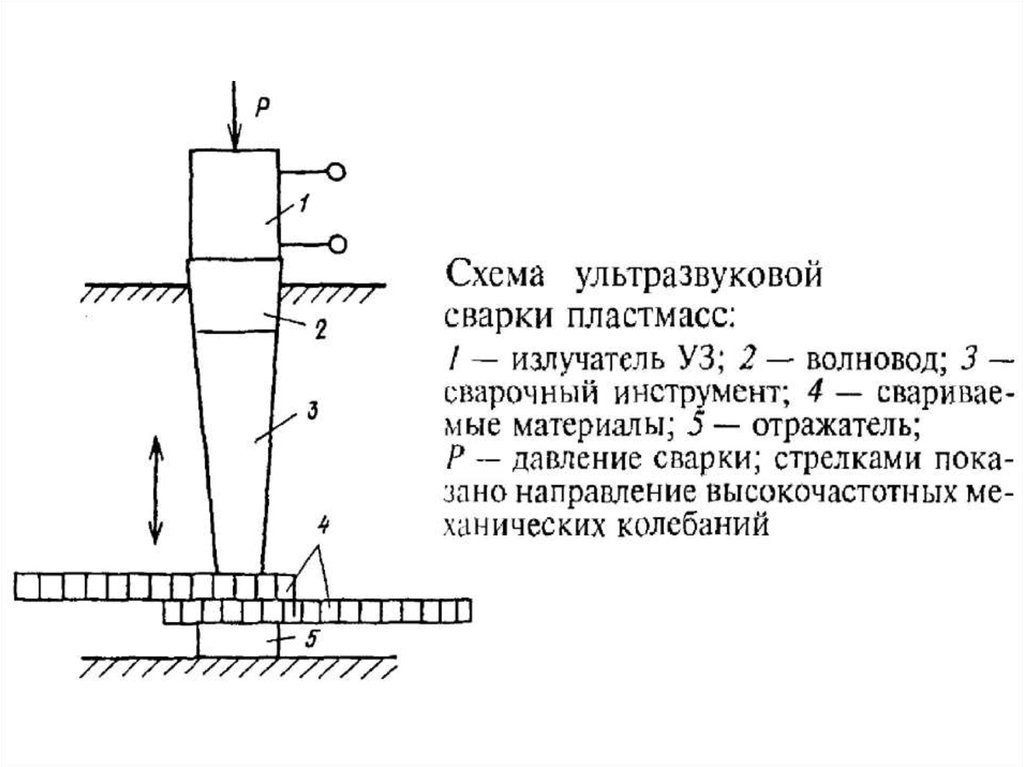
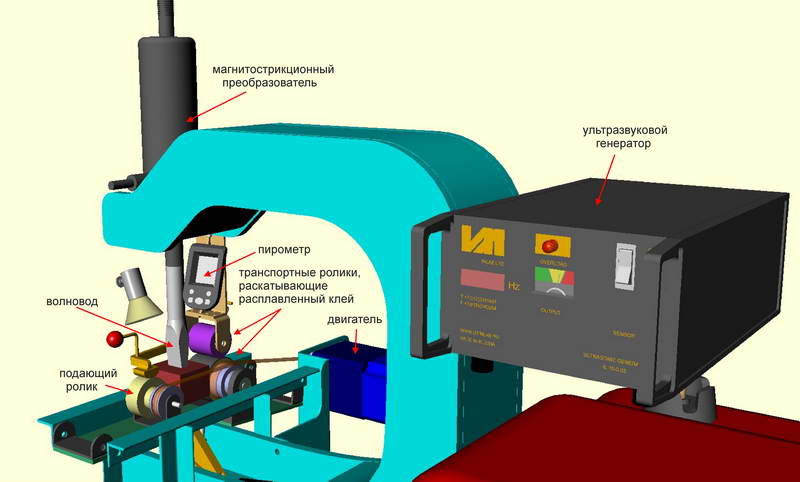
Принцип работы оборудования для ультразвуковой сварки пленок полимеров следующий. Свариваемые листы накладываются друг на друга и сильно прижимаются к опоре. К ним с требуемым усилием подводится сварочный инструмент, имеющий соединение с устройством преобразования ультразвука. Оно приводится к действию с включением генератора. От напряжения, действующего с частотой ультразвука, растет полимерная эластичность. Причем в сварке тонколистных пленок она распространяется на весь объем детали между опорой и инструментом, а у изделий с большими толщинами – только на зону контакта свариваемых кромок. Для лучшего сцепления при соединеии крупных заготовок на их кромки могут специально наноситься неровности.

В начале ультразвуковой сварки пластмасс происходит физическое взаимодействие поверхностей с активацией молекул полимера из-за разрывания химических связей. Следующим этапом служит химическое реагирование свариваемых материалов между собой, которое переходит впоследствии во взаимное проникновение. Деформации полимерных материалов под действием частоты ультразвуках провоцируют их нагревание до температуры, необходимой для кристаллического расплавления либо перехода пластмассы в вязкотекучее состояние. Одновременно начинается диффузный процесс отдельных частей макромолекулы с перемешиванием вязкотекучих составов соединяемых полимеров. Свариваемость материала определяется размерами таких частей, чем они больше, тем лучше качество сварного шва. Прочность получаемого соединения определяется как физико-механическими характеристиками объектов сварки, так и возможностями аппарата ультразвуковой сварки.
Необходимые предпосылки для формирования качественного сварного шва создаются под действием механики колебаний ультразвукового преобразователя. Полученная таким образом энергия вибрации образует напряжения среза и сжатия (растяжения), которые способствуют превышению предельной упругости полимеров. При ее достижении, в районе соприкосновения соединяемых пластмасс образуется пластическая деформация. Ее результатом, а также влияния ультразвуковых колебаний, служит расширение областей непосредственного контакта с одновременным удалением с них газов, поверхностных окислов, органических и жидкостных пленок. Все это содействует прочности образуемого шва.
Советуем изучить — Схема пуска дпт нв в одну ступень в функции времени и динамческого торможения в функции эдс
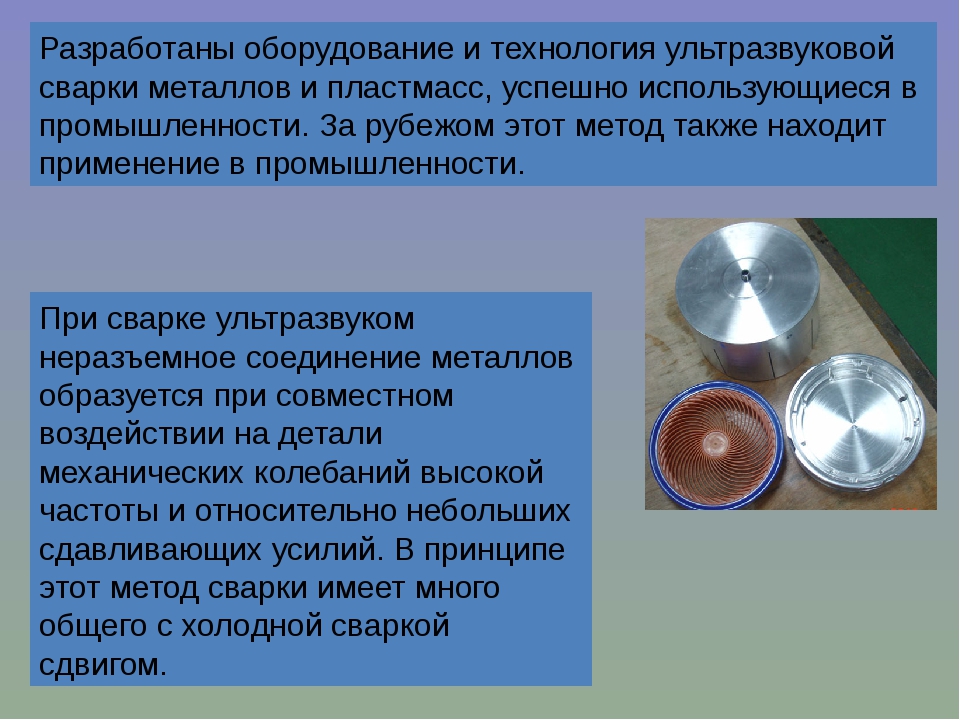
Процесс ультразвуковой сварки металлов
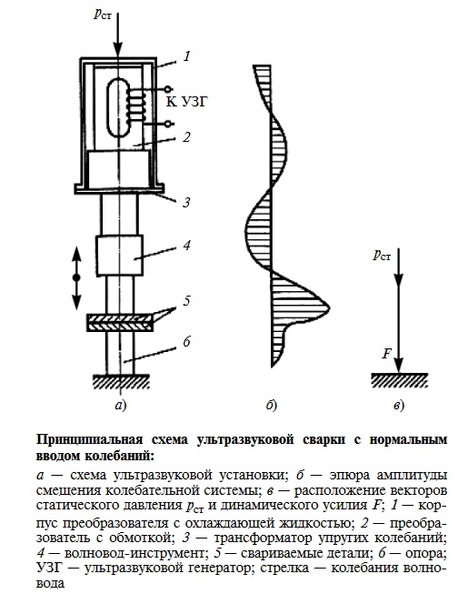
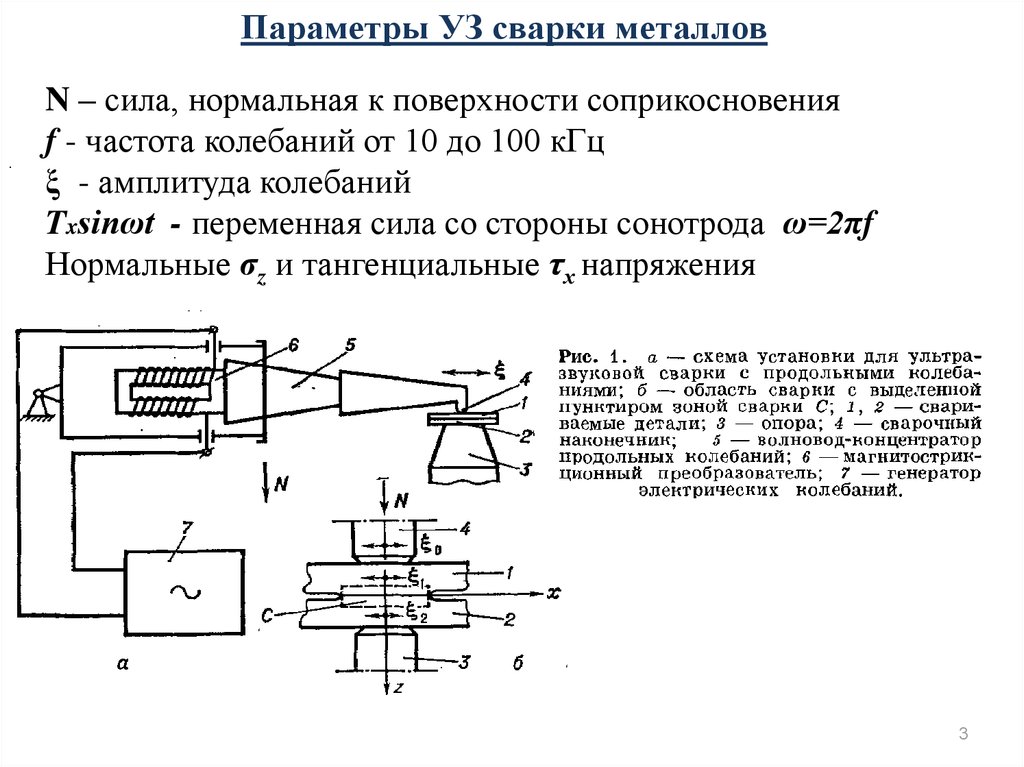
При сварке ультразвуком неразъемное соединение металлов образуется при совместном воздействии на детали механических колебаний высокой частоты и относительно небольших сдавливающих усилий, приложенных нормально к поверхности их соприкосновения (f=10¸100 кГц, амплитуда колебаний x=1¸100 мкм).
Для получения механических колебаний высокой частоты обычно используют магнитострикционный эффект. Он состоит в изменении размеров некоторых сплавов под воздействием переменного магнитного поля.
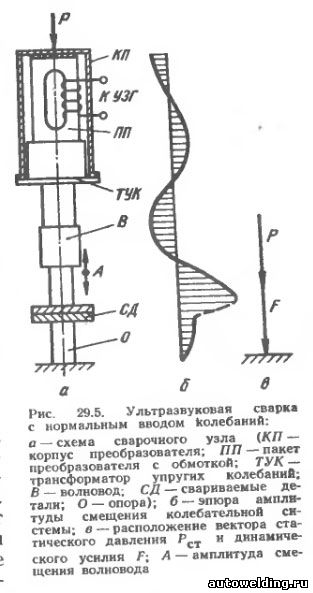
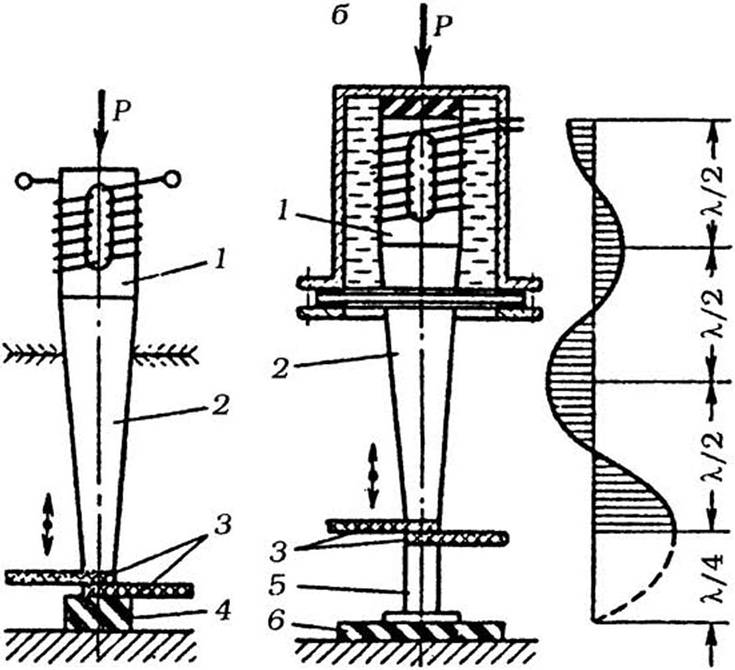
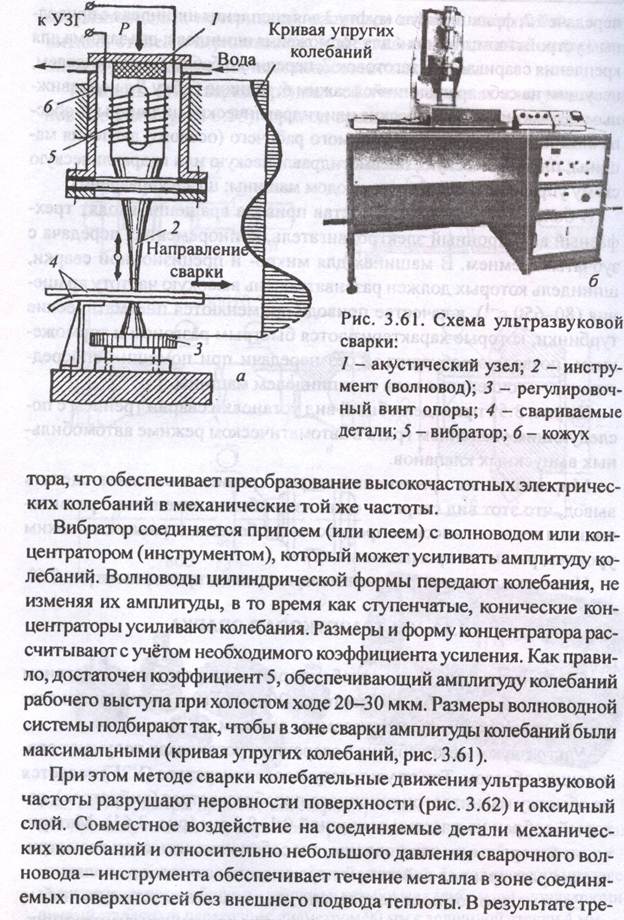
Для ультразвуковых преобразователей обычно используется чистый никель или железокобальтовые сплавы. Изменение размеров магнитострикционных материалов очень мало: для никеля магнитострикционное удлинение составляет 40×10 -6 . Поэтому для увеличения амплитуды и концентрации энергии колебания, а также для передачи механических колебаний к месту сварки используют волноводы, которые имеют, как правило, суживающую форму. Коэффициент усилия волноводов обычно равен 5, амплитуда на конце волновода при холостом ходе должна быть 20¸30 мкм. Опыт УЗ микросварки показал, что величины амплитуды колебания x=1¸3 мкм уже обеспечивают образование надежного соединения.
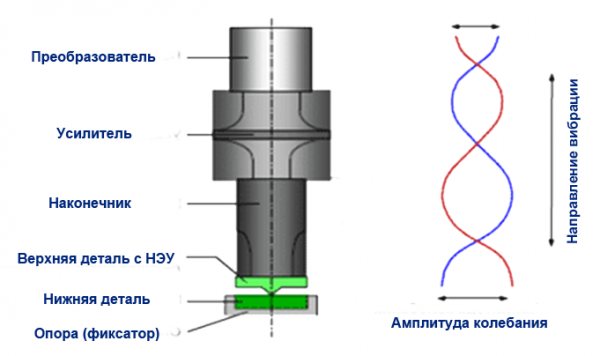
Волноводы передают энергию колебания плоской волны от магнитострикционного преобразователя к сварочному наконечнику (инструменту)
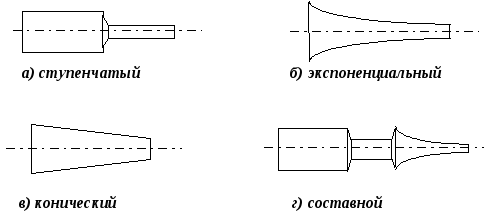
Рис.1. Внешний вид волноводов
Коэффициент усиления амплитуды колебательного смещения при d1¹d2 Ку=d1 2 /d2 2 , где d1, d2 – диаметры входного и выходного торцов волновода.
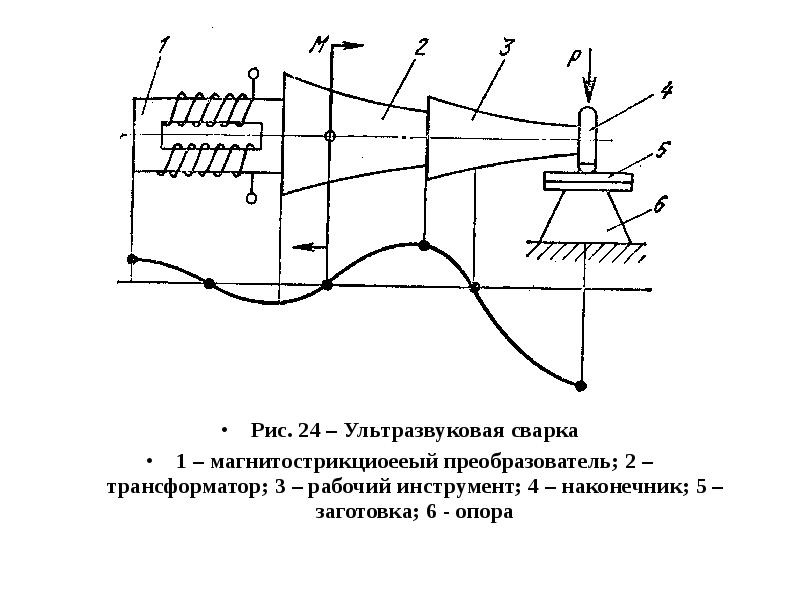
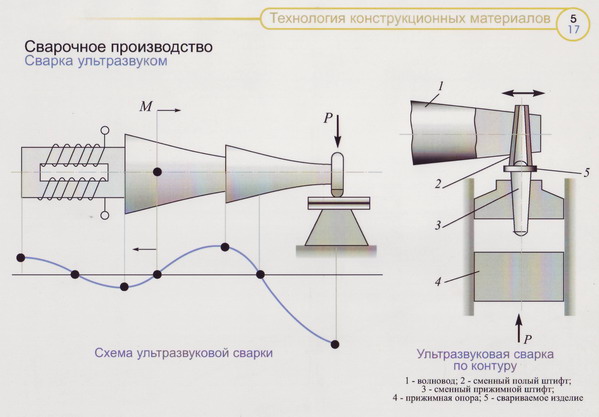
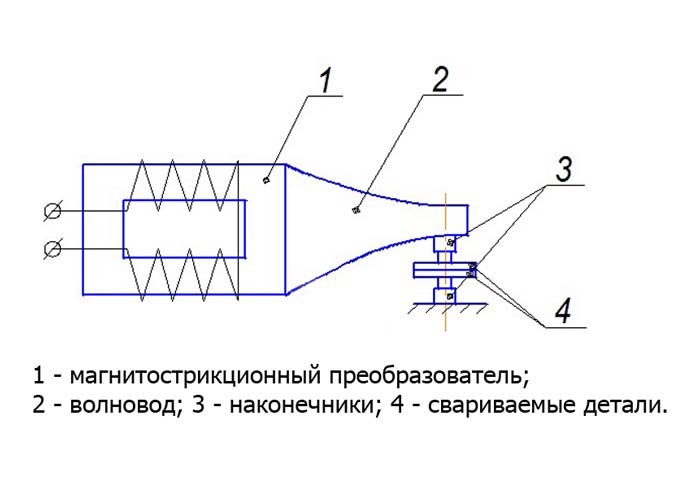
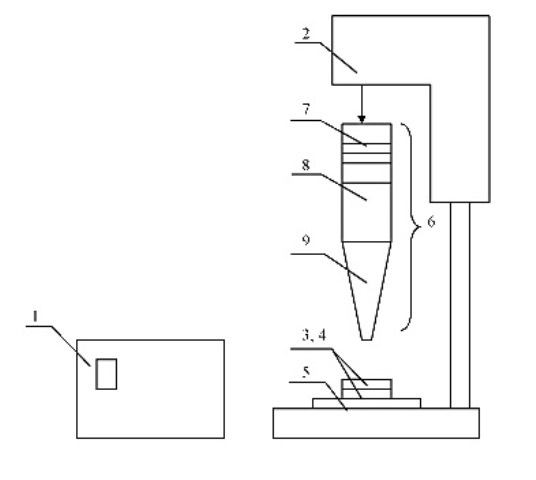
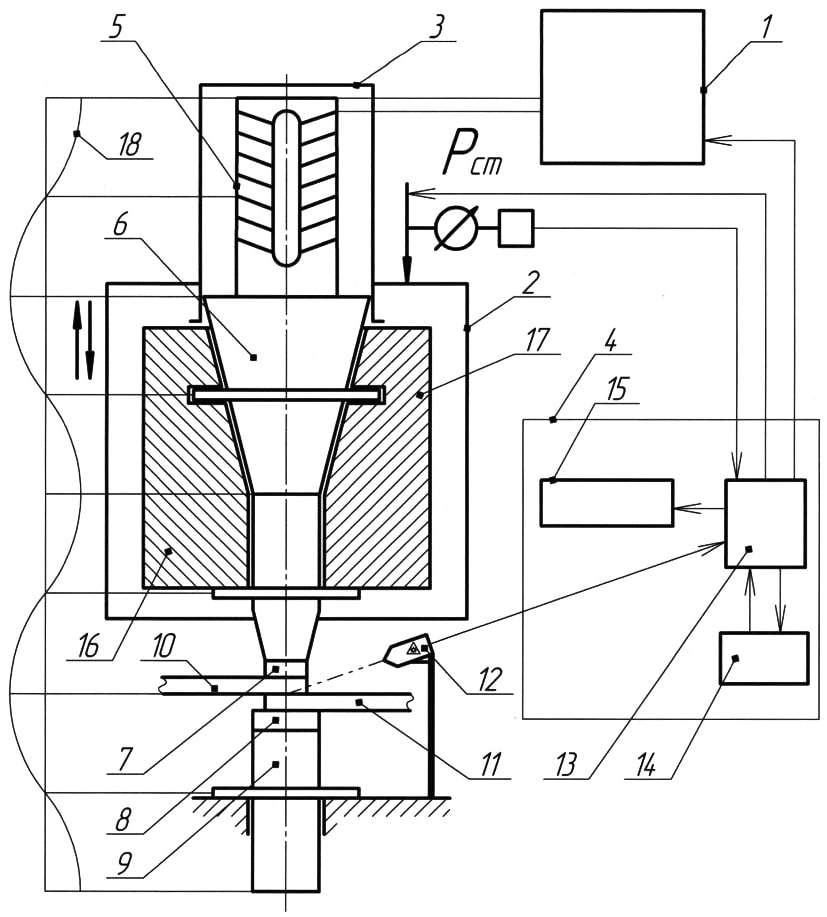
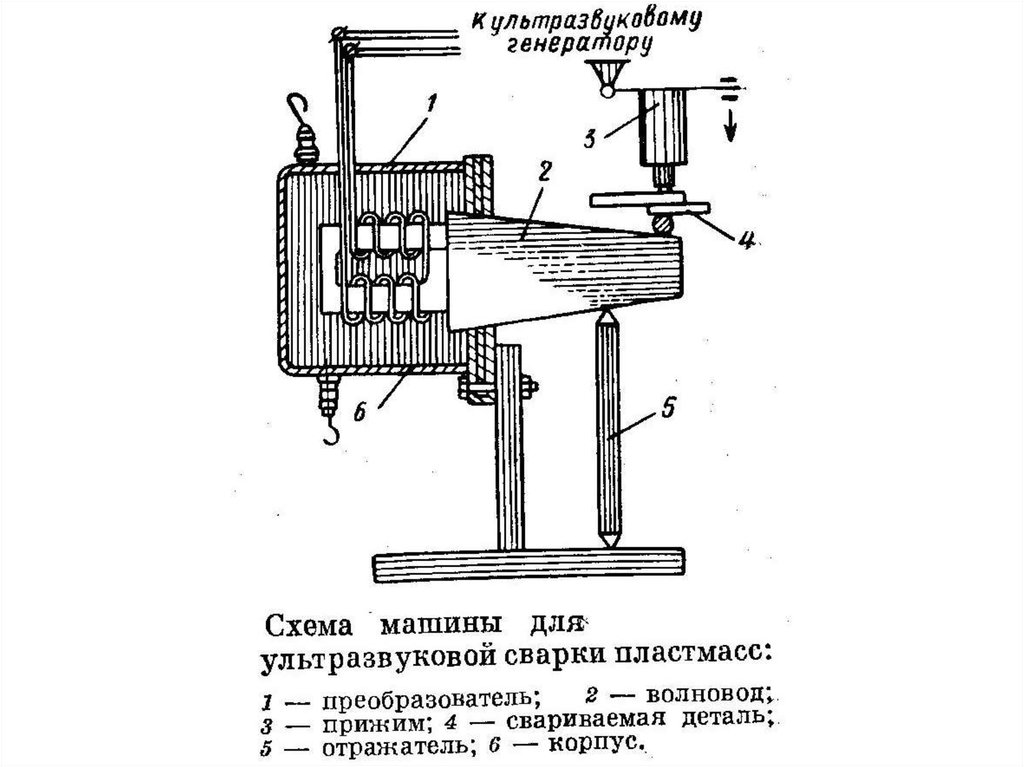
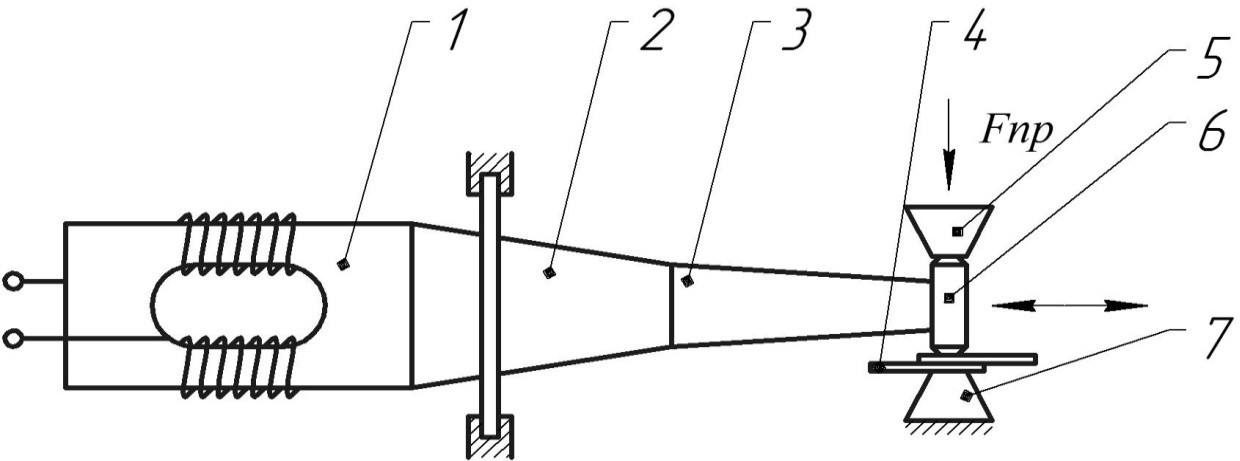
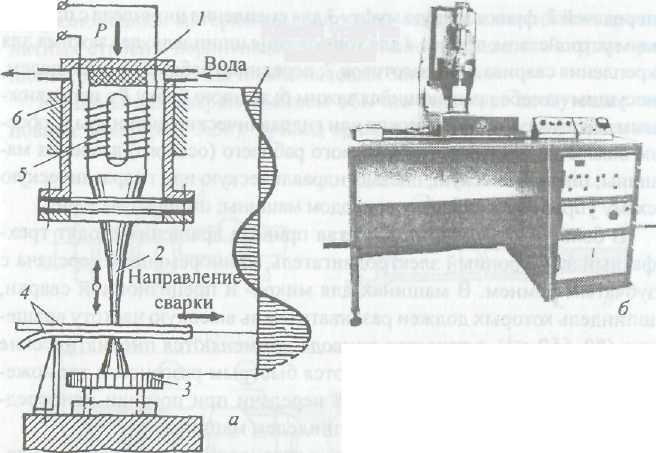
Основной узел машины для УЗС – магнитострикционный преобразователь. Его схема для точечной сварки имеет следующий вид.
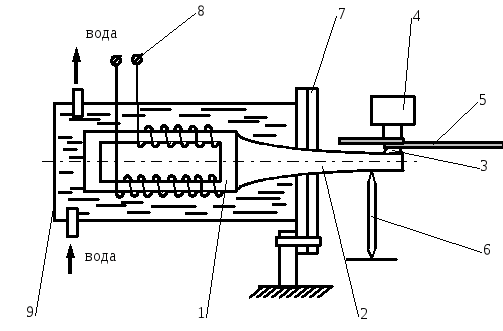
1-магнитострикционный преобразователь; 2-волновод; 3-выступ; 4-привод сжатия (механизм сжатия); 5-изделие; 6-маятниковая опора; 7-диафрагма; 8-токоподвод; 9-кожух водяного охлаждения.
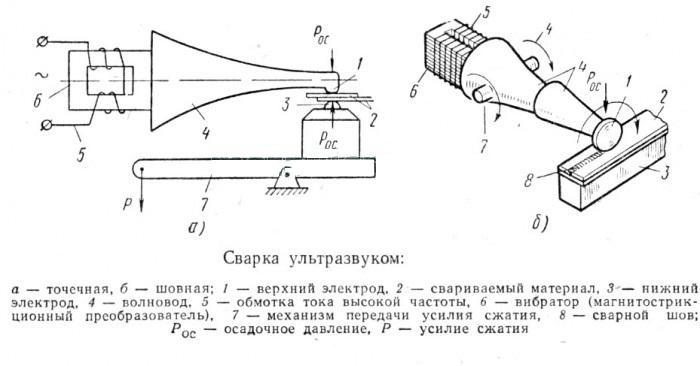
Рис.2. Схема установки для точечной сварки
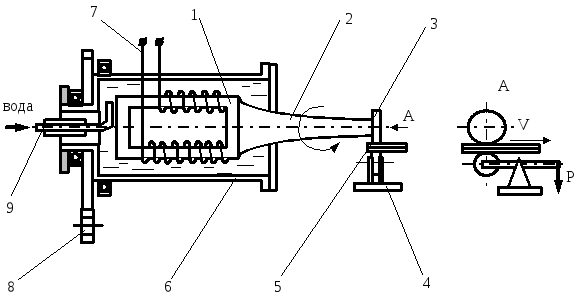
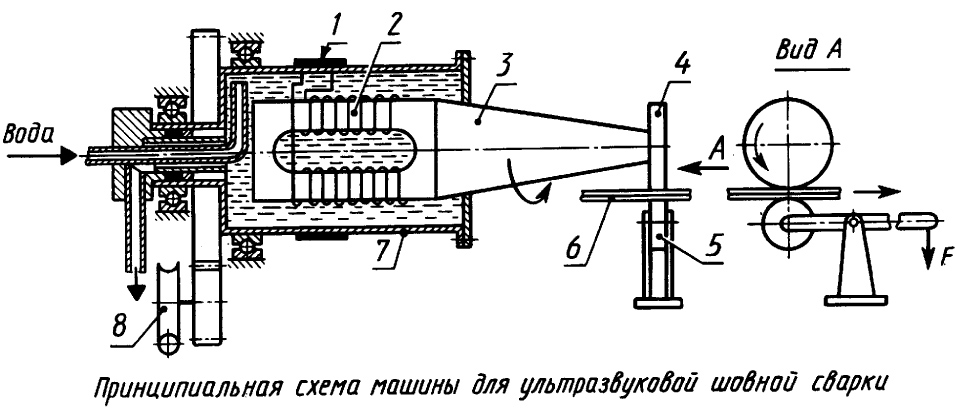
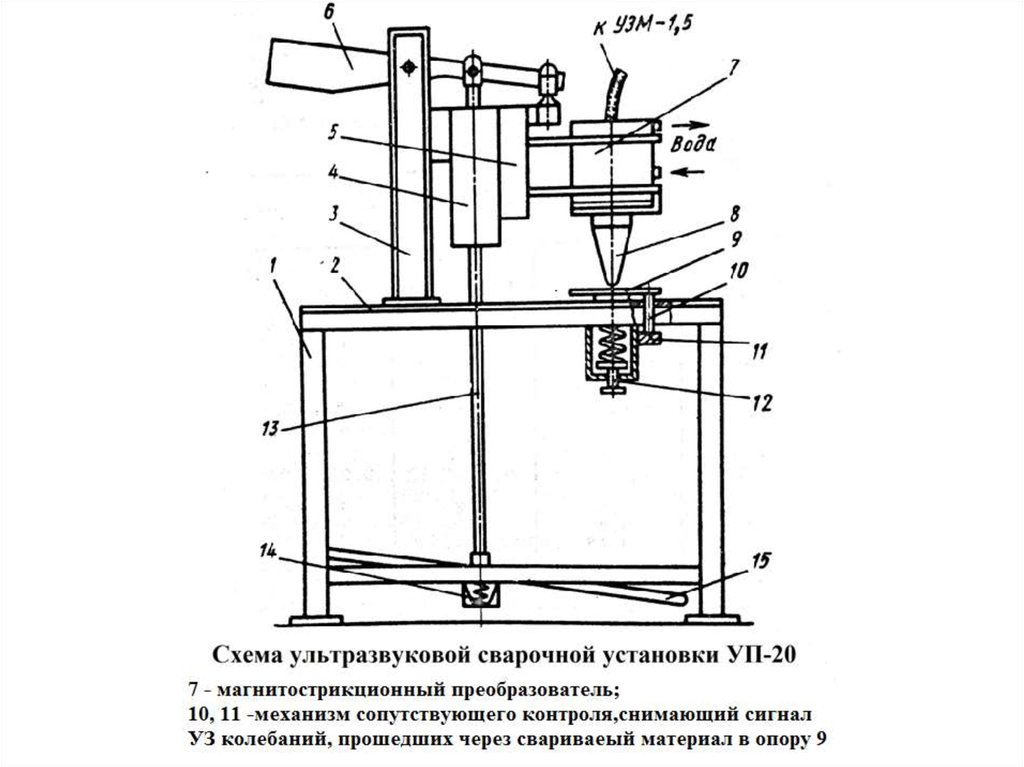
1-магнитострикционный преобразователь; 2-волновод; 3-сваривающий ролик; 4-прижимной ролик; 5-изделие; 6-кожух преобразователя; 7-подвод тока для магнитострикционного преобразователя; 8-привод вращения; 9-подвод охлаждающей воды.
Рис.3. Схема установки для шовной сварки ультразвуком
Обмотка магнитострикционного преобразователя питается током высокой частоты от ультразвукового генератора. Механические колебания передаются и усиливаются волноводом. На конце волновода имеется рабочий выступ. При сварке высокочастотные упругие колебания передаются через волновод на рабочий выступ в виде горизонтальных механических перемещений высокой частоты.
Длительность процесса сварки зависит от свариваемого металла и его толщины, для малых толщин она исчисляется долями секунды.
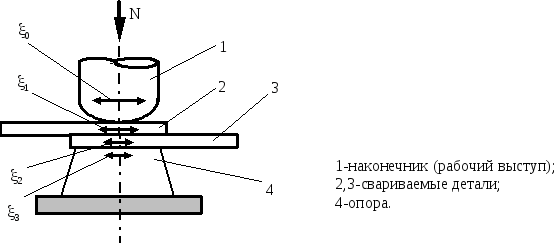
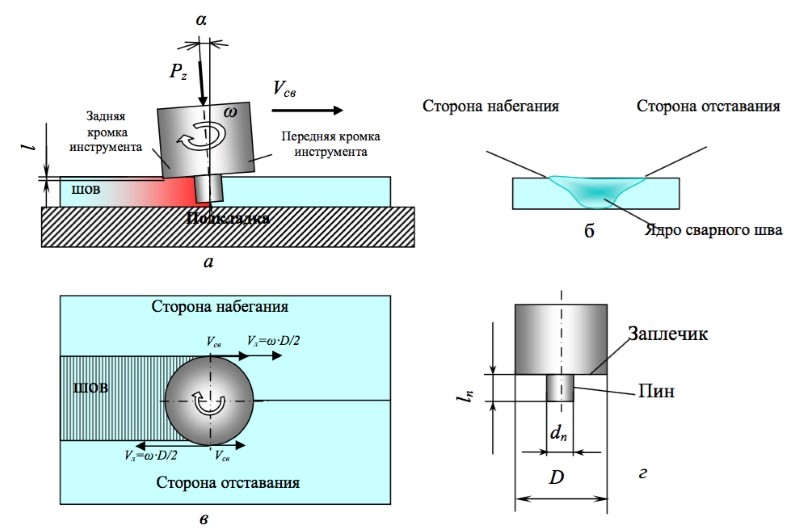
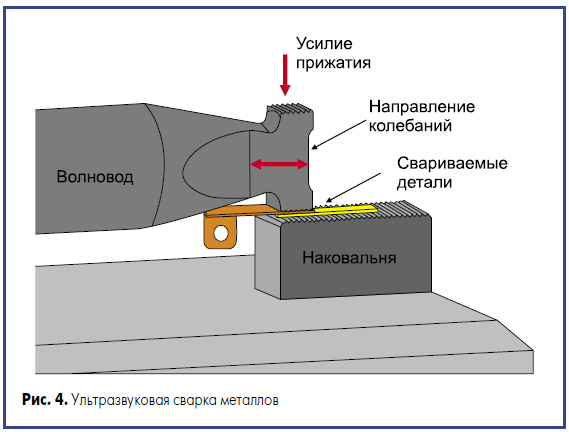
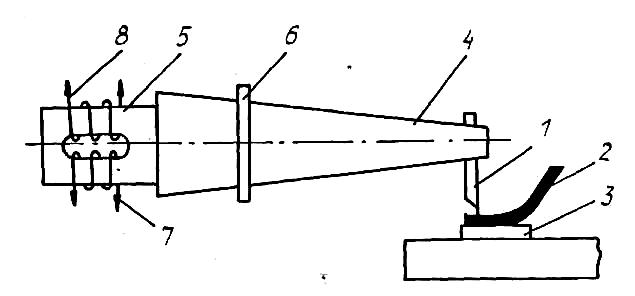
Рис.4. Схема процесса УЗС металлов

Колебания наконечника поляризованы в плоскости, совпадающей с поверхностью верхней пластины.
Колебания наконечника (рабочий выступ, инструмент) вызывают колебания пластин и опоры с амплитудами x1, x2, x3, причем x>x1>x2>x3, так как в каждой из областей «наконечник-деталь», «деталь-деталь», «деталь-опора» происходит поглощение энергии колебаний.
Процесс сварки начинается с взаимодействия микронеровностей соединяемых поверхностей под действием силы N, происходит их деформация.
После включения УЗК в результате относительных колебаний соединяемых поверхностей контактирующие микронеровности испытывают сдвиг и частично деформируются, происходит сближение, очистка поверхности, возникают зоны схватывания и т.д.
В начальный момент действия ультразвуковых колебаний на свариваемых поверхностях возникает сухое трение, приводящее к разрушению окисных пленок и пленок из адсорбированных газов и жидкостей. После образования ювенильных поверхностей процесс сухого трения переходит в чистое трение, которое сопровождается образованием узлов схватывания. Схватыванию способствуют малая амплитуда колебания трущихся поверхностей и возвратно-поступательный характер этих колебаний.
Металлографические исследования образцов различных металлов, сваренных на различных режимах сварки (мощности, продолжительности, при различных давлениях), не обнаружили в зоне сварки литой структуры или воздействия на металл высоких температур. Установлено, что температура в зоне сварки не выше, чем 0,6 от температуры плавления.
Некоторые данные по температуре (t°) в зоне сварки приведены в таблице 1.
Воздействие ультразвука на материал деталей
Атомы твердых тел, как кристаллических, так и аморфных, расположены в определенном порядке, между ними установлены более или менее прочные связи, позволяющие телам сохранять свою форму. Атомы и молекулы способны колебаться относительно своего начального положения. Чем выше амплитуда этих колебаний, тем выше внутренняя энергия тела. Если амплитуда превышает определенный предел, установившиеся связи могут разорваться. Если к телу приложено усилие, не дающее ему потерять целостность, вместо разорванных связей возникают новые, этот процесс называют рекомбинацией.
Ультразвуковые волны высокой интенсивности, сообщая атомам тела большое количество энергии за короткое время, увеличивают амплитуду колебаний атомов и молекул в зоне воздействия. Связи между ними рвутся, и под приложенным давлением возникают новые, с частицами из поверхностных слоев второй заготовки. Так возникает чрезвычайно прочное соединение, превращающее детали в единое целое.
Процесс ультразвуковой сварки

Суть процесса – действие на обе свариваемые поверхности механических колебаний высочайшей частоты в комбинации с умеренным сдавливанием. Механические колебания такой частоты образуются в результате магнитострикционного эффекта: некоторые металлические сплавы меняют свои размеры из-за действия переменного магнитного поля.
Никель и железнокобальтовые сплавы – лучшие ультразвуковые преобразователи, это хорошие магнитострикционные материалы. Изменение их размеров чрезвычайно мало, поэтому для концентрации энергии и увеличения амплитуды применяются специальные волноводы специфической суживающейся формы.
Эти волноводы имеют средний коэффициент усилия 5,0 с амплитудой примерно 20 – 30 мкм при условии холостого хода. А такой амплитуды колебаний с лихвой хватает для качественного соединения: по многим опытам экспериментальных ультразвуковых процессов даже колебания в 1,3 мкм дают вполне надежный сварочный шов.
Функция волноводов – передача энергии волнового колебания к наконечнику сварочного инструмента от преобразователя магнитострикционной природы. Магнитострикционный преобразователь считается главным компонентом оборудования для ультразвуковой сварки.
В него входят следующие технические компоненты:
- волновод;
- опора в виде маятника;
- диафрагма;
- подвод тока для преобразователя;
- привод механического сжатия;
- система водяного охлаждения в виде кожуха.
Сама же установка для УЗС состоит из следующих составных частей:
- магнитострикционный преобразователь;
- сам волновод;
- ролик для сваривания;
- токоподвод;
- водоподвод для охлаждения;
- прижимной ролик;
- защитный кожух преобразователя;
- механический привод вращения.
Ток высокой частоты поступает от ультразвукового генератора на обмотку магнитострикционного преобразователя. Волновод со специальным рабочим выступом усиливает и передает механические колебания к наконечнику сварочного инструмента.
Выступ на волноводе во время процесса принимает высокочастотные колебания, которые по своей природе являются механическими горизонтальными движениями высокой частоты.
Длительность сварочного процесса напрямую зависит от толщины и природы свариваемого металла. Если край металла тонкий, образование шва занимает буквально доли секунды.
Высокочастотные колебания наконечника сварочного инструмента имеют свойство поляризоваться в одной плоскости с поверхностью пластины сверху. Колебания передаются на пластины и опоры с нужными амплитудами с учетом того, что на всех точках передачи энергия колебаний гасится.




Сам процесс соединения начинается с момента соприкосновения микронеровностей поверхностей, которые соединяются, в результате чего происходит их деформация. Как только включаются ультразвуковые колебания, эти микронеровности дополнительно сдвигаются, появляются зоны схватывания.
Если с самого начала ультразвукового воздействия на соединяемых поверхностях возникает трение по сухому типу, разрушающее окисные пленки из жидкостей и газов, то впоследствии сухое трение превращается в чистое трение, которое образовывает и укрепляет зоны схватывания.
Дополнительному укреплению схватывания способствует характер колебаний: возвратно-поступательные движения при малой амплитуде.
В рабочей зоне при УЗС образуется тепло вследствие процесса трения и деформации на соединяемых поверхностях. Температура в рабочей зоне зависит от характеристик металла: его твердости, теплопроводности и теплоемкости.
Соблюдение режима технологии УЗС дает сварочный шов, равный по своей прочности основному металлу.
Воздействие ультразвука на материал деталей
Атомы твердых тел, как кристаллических, так и аморфных, расположены в определенном порядке, между ними установлены более или менее прочные связи, позволяющие телам сохранять свою форму. Атомы и молекулы способны колебаться относительно своего начального положения. Чем выше амплитуда этих колебаний, тем выше внутренняя энергия тела. Если амплитуда превышает определенный предел, установившиеся связи могут разорваться. Если к телу приложено усилие, не дающее ему потерять целостность, вместо разорванных связей возникают новые, этот процесс называют рекомбинацией.
Ультразвуковые волны высокой интенсивности, сообщая атомам тела большое количество энергии за короткое время, увеличивают амплитуду колебаний атомов и молекул в зоне воздействия. Связи между ними рвутся, и под приложенным давлением возникают новые, с частицами из поверхностных слоев второй заготовки. Так возникает чрезвычайно прочное соединение, превращающее детали в единое целое.
Суть получения швов ультразвуком
Процесс сварки ультразвуком для пластиков и металлов имеет общие физические основы, но существенно различается по параметрам.
Для ультразвуковой сварки металлов требуется нагрев до высоких температур и приложение больших усилий сжатия. Для пластиков можно обойтись намного меньшими значениями этих параметров. Схема установки ультразвуковой сварки пластика также существенно проще.
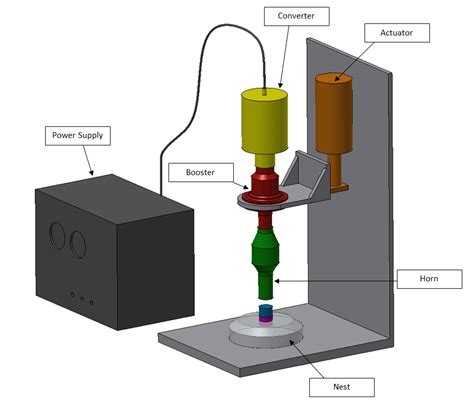
Последовательность действий следующая
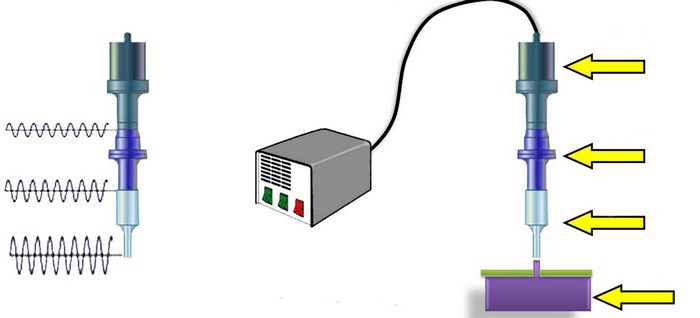
- Подключают генератор ультразвука.
- Ультразвук, проходя через конвертер, преобразуется в продольные механические колебания волновода.
- Волновод подсоединяется перпендикулярно плоскости шва и передает заготовкам колебательную энергию.
- Механическая энергия преобразуется в волновую, что обуславливает интенсивный нагрев области соприкосновения волновода и заготовки.
- В нагретом поверхностном слое возрастает текучесть.
- Динамическое усилие, прикладываемое со стороны излучателя, способствует нагреву зоны крнтакта.
- Статическое усилие, приложенное в том же направлении — перпендикулярно поверхности контакта, понуждает к образованию прочные связи.

Сварной шов после ультразвуковой сварки
При этом разница в температурах плавления может быть многократной.





