
Преимущества, недостатки и сравнительная характеристика
С помощью водно-абразивной или водной струи можно разрезать практически любые материалы. При этом не возникают ни механические деформации заготовки (так как сила воздействия струи составляет лишь 1–100 Н), ни ее термические деформации, поскольку температура в зоне реза составляет около 60–90°С. Таким образом, по сравнению с технологиями термической обработки (кислородной, плазменной, лазерной и др.) гидроабразивная резка обладает следующими отличительными преимуществами:
- более высокое качество реза из-за минимального термического влияния на заготовку (без плавления, оплавления или пригорания кромок);
- возможность резки термочувствительных материалов (ряда пожаро- и взрывоопасных, ламинированных, композитных и др.);
- экологическая чистота процесса, полное отсутствие вредных газовых выделений;
- взрыво- и пожаробезопасность процесса.
Водно-абразивная струя способна разрезать материалы толщиной до 300 мм и больше. Гидроабразивная резка может выполняться по сложному контуру с высокой точностью (до 0,025–0,1 мм), в том числе для обработки объемных изделий. С ее помощью можно делать скосы. Она эффективна по отношению к алюминиевым сплавам, меди и латуни, из-за высокой теплопроводности которых при термических способах резки требуются более мощные источники нагрева. Кроме того, эти металлы труднее разрезать лазером из-за их низкой способности поглощать лазерное излучение.
Читать также: Степень раскисления стали это
К недостаткам водно-абразивной резки относятся:
- существенно меньшая скорость разрезания стали малой толщины по сравнению с плазменной и лазерной резкой;
- высокая стоимость оборудования и высокие эксплуатационные затраты (характерно и для лазерной резки), обусловленные расходом абразива, электроэнергии, воды, заменами смесительных трубок, водяных сопел и уплотнителей, выдерживающих высокое давление, а также издержками по утилизации отходов;
- повышенный шум из-за истечения струи со сверхзвуковой скоростью (характерно и для плазменной резки).
Таблица. Сравнение гидроабразивной резки с кислородной, плазменной и лазерной резкой
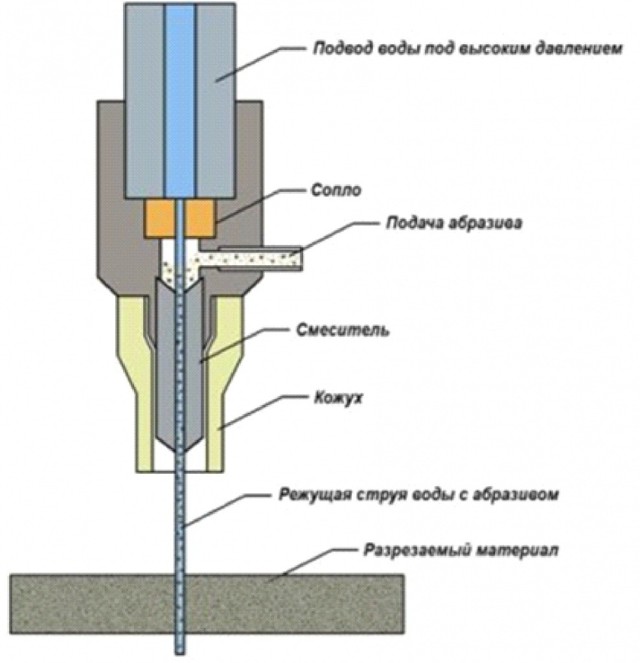
Гидрорезка представляет собой уникальный метод обработки различных материалов. На сегодняшний день различают 2 вида гидрорезки: при помощи чистой воды и посредством водной струи с абразивом (гидроабразивный метод). Но принцип действия в обоих случаях одинаков – жидкость под очень высоким давлением проходит через миниатюрное отверстие режущей головки, которая находится над обрабатываемым материалом. При этом гидроабразивная смесь, выходящая из режущей головки, имеет скорость, превышающую скорость звука в три раза.
Размер отверстия головки, а также его диаметр, зависят от того, какова плотность материала. Если материал легкопроницаемый – то берутся головки с диаметром 0,08 мм, в случае более твердых материалов диаметр отверстия может достигать 0,8 мм.
Что же касается непосредственно давления мультипликатора, то максимальный показатель – 420 MPa. Согласно же практическим исследованиям, наиболее продуктивный и в то же время быстрый рез получается при давлении 380 MPa. Если же давление выше, то это приводит только к более частым промежуткам между заменами запасных частей.
В целях нормальной работы оборудования прокладки следует заменять своевременно. Так, при регулярном постоянном давлении рабочего процесса в 400 MPa замена прокладок осуществляется через 400 – 1200 часов резки.
Благодаря таким условиям, в которых происходит обработка заготовок, гидроабразивная резка становится альтернативным методом воздействия на материалы, по отношению к термическим способам, и даже выигрывает у последних по некоторым параметрам. Толька резка при помощи водной струи с абразивом не оставляет следов деформации на металле, следов оплавления на пластике, такни и прочих материалах. Промышленные и дизайнерские работы сегодня просто немыслимы без данного метода, ведь из любых заготовок различной толщины могут быть выполнены самые сложные элементы с великолепным качеством кромки.
Применение технологии разрушения породы для выемки полезных ископаемых под действием струи воды известно с 30 годов прошлого столетия, а вот промышленное использование струи воды под высоким давлением для резки различных материалов начали только в 80 годах того же века. Сегодня гидроабразивная резка металла является наиболее востребованным видом применения данной технологии в промышленном производстве.
Об особенностях конструкции
Для достижения необходимого результата в промышленности используют станки исключительно с ЧПУ. Поэтому процессом практически полностью управляет электроника. В состав профессионального станка входят различные системы. К примеру, управление оптимальным зазором. Такая система обеспечивает лучшее расстояние между режущей головкой и обрабатываемым металлом для наибольшей точности в месте среза. Используется и датчик сканирования материала. Он нужен для того, чтобы просканировать металл на наличие неровностей. Показания передаются на ЧПУ, в результате чего изменяется зазор.
Читать также: В какой гофре прокладывать кабель в земле
Для автоматизации процесса в систему внедряют датчик контроля подачи абразива. Он регулирует количество гранатового песка. Кроме того, такая система останавливает работу в случае попадания в насос высокого давления сторонних элементов (мешковина, крупная фракция). Все это должно работать как одно целое, и только при таком раскладе можно добиться оптимальных результатов. Современный промышленный станок стоит больших денег, поэтому требует регулярного обслуживания. Если его не выполнять, то он может полностью выйти из строя.

Оборудование для гидроабразивной резки
Оборудование для гидроабразивной резки разделяется по способу управления. От этого изменяется точность проведения работ, качество резов, скорость, эффективность агрегатов. Независимо от типа управления, станок состоит из нескольких основных деталей:
- емкости, которая заполняется жидкостью;
- зажимов, направляющих;
- рабочей части с соплом;
- системы подачи жидкости;
- системы очистки отработанной воды;
- фильтра, емкости с жидкостью.
Если на агрегате установлено ЧПУ, конструкция дополняется шаговыми двигателями, датчиками, монитором, панелью для задания алгоритмов.
Гидроабразивные станки с ЧПУ
Станки гидроабразивной резки, на которых устанавливается ЧПУ, позволяют проводить точные технологические процессы с высокой скоростью. С их помощью можно выполнять разные операции. Рабочий процесс делится на следующие этапы:
- Проверка работоспособности подвижных элементов.
- Создание алгоритма, по которому будет перемещаться рабочая головка над поверхностью заготовки.
- Закрепление заготовки в ванной, запуск станка.
Рабочему остается контролировать процесс, доставать готовые изделия, закреплять новые. Если возникают ошибки, он должен их исправить, чтобы продолжить резку.
Ручная гидроабразивная резка
Принцип работы гидроабразивного станка на ручном управлении заключается в том, что все операции выполняет оператор. Гидрорезка становится менее скоростной, точной, эффективной. Среди преимуществ выделяют то, что оборудование:
- не требует знания программирования при управлении, настройке;
- может выполнять большее количество технологических операций;
- имеет надежную конструкцию.
Ручные агрегаты стоят не так дорого, как оборудование с ЧПУ. Оно подходит для небольших мастерских. Но для серийного проведения технологических процессов лучше выбирать агрегаты с автоматизированными механизмами.

Ручная гидроабразивная резка
Ведущим российским поставщиком оборудования гидроабразивной резки для металлообработки является компания АО «Р-Гарнет».
Использование гидроабразивных станков и принцип работы
Устройства для резки металла гидроабразивом универсальны в использовании, так как их возможности не завершаются на раскрое металлических изделий. Технология основывается на специально созданной системе подачи воды под большим давлением на обрабатываемую плоскость.










Дополнительным элементом жидкости является абразив, добавляющийся в воду. Как правило, в роли абразивной добавки применяют микрочастицы песка. Вода и песок одновременно попадают в смеситель из отдельных емкостей, в котором тщательно смешиваются. Затем полученная смесь под высоким давлением подается в сопло станка.
После, рабочий водно-абразивный резак, в виде сильной струи с определенными характеристиками, подается на деталь и разрезает его.
В этом случае скорость гидроабразивной резки можно сравнить только что со скоростью плазмореза, но вот качество выполненного этим способом среза соответствует только качеству резки лазером.
Быстрое развитие современных технологий дало возможность усовершенствовать станки благодаря расширению их рабочих возможностей. За счет чего их сфера использования значительно увеличилась.
Сегодня водно-абразивные станки позволяют:
- Вырезать изделия любых геометрических форм с помощью числового программирования. В этом случае обработка происходит полностью в автоматизированном режиме и не требует наличия оператора. Станок управляется специально установленной компьютерной программой. Гидроабразивная порезка труб дает возможность сделать необходимую окружность без каких-либо погрешностей;
- Делать нестандартный рез любого материала, причем изменяющийся наклон разреза не сказывается негативно на качестве. Процесс работы, который выполняется под любым наклоном, позволяет на выходе получить абсолютно готовое изделие и не подвергать его финишной обработке;
- Гидроабразивный способ нашел свое применение и в области искусства. Оборудование дает возможность изготавливать различные украшения и предметы дизайна, как правило, обработка фигур делается с помощью ЧПУ;
- Установки для обработки гидроабразивом, применяемые в металлопрокате, позволяют делать разрезание максимальной толщины любого металла, это можно увидеть на видео. Так, обработка изделия из среднеуглеродистого металла может происходить с использованием материала, у которого максимальная толщина – 20 см. Наибольшая толщина титанового сплава составляет 16-18 мм; высокопрочные металлы могут быть толщиной 11 мм. Но вот толщина медного изделия достигает только 6 мм.
Преимущества технологии

С каждым годом многие люди интересуются вопросом резки металла водой своими руками. Это не странно, ведь технология позволяет выполнять огромное количество сложных задач по обработке металлических заготовок, что делает её актуальной для разных сфер деятельности. Применяемое для резки оборудование по-особому востребовано для толстостенных изделий. Только с его помощью можно достичь высочайшего качества линий с рабочей зоны 200-мм стального листа. Поверхность листа получается идеально ровной, а на линии среза отсутствуют заусеницы или окалины.
Среди ключевых преимуществ такой технологии — идеальная точность среза при щадящем температурном режиме. Однако это далеко не все плюсы, ведь их гораздо больше. Даже высокая стоимость базовой установки не считается недостатков, ведь она компенсируется экономией на крепежных узлах и рабочих элементах, которые не нужны даже для обработки тонкостенных изделий.
В числе плюсов: отсутствие пыли, дымовой завесы и любых других неблагоприятных факторов. К тому же вам не нужно проводить замену изношенных режущей частей и следить за остротой резака, т. к. его, в нашем обычном представлении, нет. Вместо этого в станках применяется струя воды, которая дополняется абразивными частичками.
Гидроабразивная обработка среза выполняется в один этап, при этом скорость работы проходит без задержек и не снижается, даже при выполнении сложных операций с толстостенными изделиями.
За счёт универсальных показателей на одном станке можно одновременно обрабатывать самые различные материалы, в том числе и:
- резину;
- стекло;
- пластик;
- многослойное сырье.
Управление
Для эффективной работы станка необходим труд нескольких инженеров и операционистов. Проектировщик обязан создать проект в специальной компьютерной среде. Затем файл помещается в память устройства. Машина сама распределяет функции на остальные узлы. Сотрудник отвечает за достаточное количество расходных материалов, за запуск программы, контроль за выполнением и своевременное оповещение о поломке. Специалист по оборудованию обязан проводить техническое обследование (профилактическое), а также устранять неполадки.
Гидроабразивные станки с ЧПУ
Числовое программное управление позволяет осуществлять наиболее трудные детали с погрешностью в половину миллиметра. Производственный процес полность автоматизирован, он не требует постоянных команд, ему необходимо только однажды задать программу (выбрать из списка или ввести в память) и поставить запуск. Такое оборудование дорогостоящее, но более эффективное. Нет человеческого фактора, то есть минимизирован риск ошибок.
Как режут металл водой вручную
Менее популярные на производстве, зато теоретически возможны для изготовления в домашних условиях. Задача оператора – выбор угла резки, давления, напора и ширины струи. Работать с ним труднее, но, однажды научившись, специалист сможет делать очень эффективные простые формы. Точность остается высокой, но при этом набор функций относительно небольшой. Еще одно достоинство – цена значительно ниже, чем у оборудования с ЧПУ.
Вода камень режет
Сегодня на производстве используются несколько способов обработки разных материалов. Это касается как натурального, так и искусственного камня. Один из способов называется Water – Jet, поэтому становится понятно, что речь идет про воду, а точнее про струю воды. Хотя в народе этому методу дали другое название – “гидрорезка” или даже просто “водорезка”. При помощи такой технологии любой камень не только обрабатывается по сторонам, но и режется.
Для этого используется струя воды под очень большим давлением, которое достигает 4100 атмосфер, и даже больше, в зависимости от используемого насоса. Используя такую технологию, из любого плоского материала удастся придать необходимую геометрию, потому что точность резки достигает 0,1 – 0,2 мм. Благодаря этому дизайнеры могут создавать декор из камня, как для интерьера, так и экстерьера. Ведь даже твердые породы минералов легко поддаются обработке, поэтому благодаря данной технологии, можно создавать различные художественные шедевры.
Какое давление воды нужно для резки металла
Вода, нагнетаемая насосом должна иметь давление порядка 1 500–6 000 атмосфер. Выходя через узкое сопло с околозуковой или сверхзвуковой скоростью (до 900–1200м/c и больше), водная струя направляется в смесительную камеру, где происходит смешивание с частицами абразива. Образованная струя выходит из смесительной трубки с диаметром внутри 0,5–1,5 мм и режет метал. Для гашения остаточного давления струи применяется слой воды толщиной 75–100 см.
Недостатки технологии
К недостаткам данной технологии относят:
- конструктивные трудности, проявляющиеся при создании высокого давления жидкости;
- незначительную стойкость водяного и абразивного сопел – быстрое стирание (ресурс отечественных сопел составляет 50 час., иностранных – 500-1000 час.);
- сложность изготовления сопла;
- образования косины до 1,5 по высоте заготовки.
- а – при высокой скорости резания;
- б – при очень низкой скорости резки — верхние кромки реза имеют незначительное закругление
При износе абразивного сопла или увеличении скорости резки ширина щели увеличивается – профиль щели имеет слабо выраженную V-образную форму. При очень маленькой скорости резки профиль щели имеет А-образную форму – турбулентность вызывает эрозию материала. Случай считается положительным, если нужны закругленные верхние кромки.

- а – при расстоянии между соплом и заготовкой 2-4 мм;
- б – при расстоянии между соплом и заготовкой больше 4 мм
Читать также: Размеры сверл под резьбу таблица
Ежегодно металлургическими предприятиями мира выплавляются сотни тысяч тонн стали. Повышенные требования к качеству среза привели к появлению новых технологий обработки. Особенно если учитывать, что многие сплавы являются достаточно твердыми. Наиболее передовые технологии – это лазерная и резка водой металла (гидроабразивная). Суть последней мы и рассмотрим детально в данной статье.

Установка гидроабразивной резки металла водой под давлением с ЧПУ
Резка металла водой под давлением — один из самых удобных и эффективных вариантов обработки изделий. При использовании гидроабразивного станка не нужна дополнительная шлифовка материалов после резки, но стоимость его очень высока.










Зачем нужен станок для гидроабразивной резки
Гидрорезка применяется в случаях, когда нет возможности штамповать или отливать детали, а также если данные методы невыгодны. С помощью станка материалы рассекаются водой без прямого механического воздействия. Обычно применяется в промышленных целях, когда требуется высокая скорость и точность обработки материалов.
Как сделать станок гидроабразивной резки своими руками
Самодельный станок для гидроабразивной резки металла обычно изготавливают без применения числового программного управления (ЧПУ). Ответственность за направление деталей ложится на плечи мастера, управляющего процессом резки.
Для изготовления устройства пригодятся составляющие, которые нельзя собрать самостоятельно. Самым затратным будет приобретение приспособлений для высокого давления в устройстве для направления режущей струи.
Наиболее простым вариантом станет создание станка с ручным управлением. Однако, есть возможность установки гидроабразивной резки металла с ЧПУ, которое позволит расширить возможности обработки материалов.
Чтобы изготовить станок нам потребуются:
- насос высокого давления;
- трубопроводы высокого давления;
- режущая головка;
- координатный стол с ванной;
- приводы, ответственные за перемещение режущей головки, а также за действие системы управления;
- механизм, подающий абразив;
- бак-отстойник;
- насос низкого давления;
- система фильтрации.
Применяться устройство будет при высокой влажности, поэтому части агрегата должны быть выполнены из нержавейки, пластика и аллюминия. Это защитит гидроабразивный станок от коррозии.
Пошаговая инструкция по сборке и настройке
Чтобы сделать станок для гидроабразивной резки своими руками, пригодится схема и чертеж.
Для производства оборудования рекомендуется использовать насос прямого действия. Его стоимость меньше, а ремонт осуществлять гораздо проще.
- Необходимо соединить режущую головку с насосом, используя трубки высокого давления. Приобрести их можно в магазинах автозапчастей. К режущей головке следует взять в комплекте штурцеры (втулки) для замены. С помощью втулок легко будет менять насадки для резки.
- Между насосом и режущей головкой необходимо установить ресивер. Это поможет ликвидировать импульсы и повысить устойчивость водной струи.
- Изготовлением координатного стола можно заняться самостоятельно. Для его сборки используют нержавеющую сталь. Глубина ванны должна составлять минимум 1 метр. При недостаточной глубине струя воды может разрушить станину. Метровый слой воды помогает гасить давление до 600 атм. Стол для работы конструируют в виде сот или ребер, после чего устанавливают в ванну. Рабочий стол необходимо делать съемным, так как даже если глубина бассейна будет достаточной, стол со временем будет разрезан водой. Ребра изготавливаются из металла или пластмассы.Если станок съемный, станина при работе не перемещается, двигается только режущая головка, изменяя свое положение относительно заготовки.
- Чтобы обеспечить перемещение, следует создать платформу, которая сможет перемещаться (продольно и поперечно). Есть возможность дополнительной установки поворотного механизма, помогающего изменять угол режущей головки, и устройства, отвечающего за высоту режущей головки (это позволяет проводить резку деталей различной толщины). Устройство подачи абразива рекомендуется приобрести, так как он изготовлен из специальных материалов, а также оснащен регулятором подачи песка.
- В качестве бака для воды можно использовать любую емкость из пластика объемом примерно 2 куба. Выходящая жидкость при помощи насоса низкого давления подается на насос высокого давления.
- Рядом с баком устанавливают сепаратор, который отвечает за отделение песка от воды, и система фильтрации.
Для полноценной работы аппарата следует вовремя производить замену абразивных материалов и изношенных деталей (уплотнителей и элементов насоса высокого давления). Расход абразива зависит от того, какой материал разрезают. Например, при обработке металла максимальной толщины расход он составит примерно 500-600 г в минуту.
Оборудование для гидрорезки
Называют «непыльным». Действительно, стружки фактически нет, вернее, они сразу вымывается водой, получается очень ровный и чистый срез, который, в большинстве случаев, даже не требует шлифовки. Технологический процесс построен на природном явлении водоемов – эрозии, то есть способности размывать берега, при этом обтачивая камни, корни деревьев. Суть остается прежней, но чтобы многократно ускорить воздействие, в жидкость добавляют абразив.
Такая смесь выпускается струей очень высокого напора. Давление доходит до 6 тысяч атмосфер, при этом развивается скорость, которая в три раза превышает распространение звуковой волны в воздухе, – 800-1000 метров в секунду. Две основные задачи оборудования:
- отрыв и вымывание частиц материала заготовки;
- моментальное охлаждение и очищение.
Устройство станка, который режет водой
Классический аппарат имеет множество узлов:
- корпус – обычно состоит из металла, как наиболее износостойкого и долговечного материала, благодаря нему, он достаточно массивный;
- емкость для воды – крупная, обычно не меньше двух кубических литров, но может быть больше;
- мощный насос – он выполняет важную функцию, нагнетает высокое давление и направляет жидкость из резервуара в место объединения двух компонентов;
- прочные шланги – соединяют все узлы;
- отсек для хранения и подачи абразивных частиц;
- смеситель;
- инструмент – он регулирует мощность струи, ее ширину, направление;
- плоскость, на которой расположена заготовка и будет происходить работа;
- блок управления.
Большинство станков оснащены ЧПУ, инженер только руководит процессом с помощью пульта, но не занимается резкой вручную. Это удобно – нет негативного воздействия на обслуживающего машину человека и при этом достигается отличная точность. Еще одно достоинство ЧПУ – возможность использования программ для автоматизированного проектирования, на которых можно создавать проект в формате, совместимым с блоком управления.
Особенности устройства основных узлов
Уникальность установки заключается во многих отличиях, начиная с рабочего стола. Вместо привычной плоскости здесь представлена ванна с неглубокими бортами. Она оснащена ребрами для захвата и фиксации заготовки, они быстро снимаются и накладываются. Также емкость быстро набирается жидкостью, а затем сливается. Постоянное нахождение металла в водной среде позволяет избавить производство от шума и пыли. Емкость, которая содержит абразивные частицы, легко вынимается, имеет функцию пополнения даже в ходе работы, а также оснащена датчиками, контролирующими количество смеси.
Очень важна система перемещения инструмента. Она поставлена на ремни, которые двигают резак по линейным плоскостям. используются именно ремешки, а не цепи, так как они более невосприимчивы к влаге, а также у нечаянному попаданию абразива. Дополнительное преимущество – их легко менять при износе. Подробнее об устройства посмотрим на видео:
Материалы для ГАР
Гидроабразивное оборудование позволяет обрабатывать самые разные материалы.
- Дерево. Гидроабразивная резка дерева поможет создать элементы декора и интерьера из ценных пород дерева. При гидрорезке древесина не обугливается и не скалывается.
- Керамогранит. Из прочного и твердого керамогранита с высокой точностью вырезаются элементы требуемой сложной формы без сколов и дефектов.
- Керамика. Гидроабразивный метод позволяет разрезать керамическую плитку на детали различного размера (даже достаточно мелкие), с острыми углами или криволинейных форм без сколов и трещин, с ровными гладкими краями.
- Бетон. Регулировка давления струи позволяет резать бетон даже без повреждения арматурного каркаса.
- Мрамор и гранит. Гидроабразивная обработка используется для создания орнаментов, узоров и небольших элементов декора на граните, мраморе, кварце и других натуральных камнях.
- Камень. Осуществляется резка каменных плит, которые могут иметь толщину до 150 мм.
- Металл. Используя гидроабразивную технологию резки металла, раскраивают различные виды стали, цветные металлы и сплавы (бронза, алюминий и пр.), титан, цирконий, листы и трубы с полимерным покрытием.
- Стекло. Метод позволяет работать с различными видами стекла: простым, армированным, закаленным, хрустальным, многослойным, зеркальным и др.
Особенности технологического процесса

Как уже отмечалось, технология базируется на принципе естественной эрозии. То есть физическое воздействие на обрабатываемый материал происходит за счет высокоскоростной струи, смешанной с твердыми абразивами. В ходе операции скоростной поток твердофазных элементов выполняет отрыв и унос из места обработки мелких частиц металла. Эффективность, с которой происходит гидроабразивная резка металла, зависит от множества параметров организации данного процесса. Например, имеет значение состав струи, расход воды и сила давления. Отдельного внимания заслуживает и абразивный материал – специалисты подбирают фракцию в соответствии с требованиями к характеристикам раскроя.
В отличие от других методов обработки данная техника не предполагает деформирующего и теплового воздействия. Это значит, что гидроабразивная резка металла позволяет сохранять первоначальные физико-механические качества заготовки. Но для достижения ожидаемого результата необходимо использовать специальное оборудование.
Ручное оборудование для водно-абразивной резки

устанавливать своими руками
Поскольку часть работы все-таки приходится делать самостоятельно, то показатель комфорта и удобства эксплуатации этого станка далек от идеала. Но здесь есть и свои преимущества, которые состоят в нескольких факторах, и они в некотором смысле, становятся решающими при выборе станков:
- На ручном гидроабразивном станке может работать оператор без специального образования;
- Установки без ЧПУ гораздо дешевле;
- Оборудование имеет все нужные технические характеристики, которые дают возможность получить изделия с простыми формами;
- Ручные станки отличаются небольшим набором функций и простой управления, с их регулировкой можно вполне справиться своими руками;
- Качественный и ровный срез, возможность резать под углом, получение простых фигур и раскрой материала с четкими геометрическими формами – все эти функции можно использовать на любых материалах, в числе которых медь, стекло и сталь.
Расходные материалы для гидроабразивного оборудования
Все, что необходимо для восстановления работы гидроабразивных станков — это периодически делать обновление изношенных элементов и расходных материалов. Расход абразива, даже на устройствах с ЧПУ, часто превышает отметку более чем в 350 гр. в 1 минуту, поскольку при работе с материалом, который имеет максимальную толщину, эти данные увеличиваются.






В роли абразива используют микрочастицы песка, который обеспечивает резку тугоплавких и тягучих материалов. Размер микропесчинки может быть до 650 микрон. Кроме абразива, данная техника резки не обходится без воды, она подготавливается, проходя через фильтры.
Если применять воду без подготовки, то качество резки существенно снизится. Из деталей оборудования, как правило, подлежат замене: направляющие трубки и сопло, система подачи абразивной смеси. А также уплотнительные части гидравлической станции, без которых не будет требуемого напора в системе.
https://youtube.com/watch?v=__sV8n_xlgY
Необходимые материалы
При гидроабразивной резке расходуются два основных материала, за восполнением которых необходимо постоянно следить:
- мелкофракционный абразивный материал, в качестве которого чаще всего используется гранатовый песок,отличающийся особо высокой твердостью (размер крупинок такого песка не должен превышать 600 микрон);
- вода, прошедшая предварительную очистку от посторонних примесей.
Естественно, что это не единственные материалы, требуемые для осуществления резки с использованием воды и абразива. Для любого гидроабразивного станка необходимы электропитание, подача сжатого воздуха и замена изношенных элементов, к которым, в частности, относятся:
- элементы системы, отвечающей за подачу абразивной смеси: сопло, подающие трубки и др. (если своевременно не заменять изношенное сопло, то отверстие в нем может значительно увеличиться в диаметре, что приведет к снижению точности размеров формируемого реза).
- уплотнительные элементы насосной станции, которые отвечают за поддержание требуемого давления рабочей смеси.
Следует иметь в виду, что использование некачественных расходных материалов, в частности абразивного песка, приводит не только к снижению качества готовых изделий, но и к ускоренному износу аппаратов для резки.
Возможности водной резки металла
Многие способы применяются только для прямой распиловки, в то время как гидрорезка позволяет:
- делать фигурный разрез;
- не обрабатывать края;
- обрабатывать листы (металлозаготовки) толщиной до 120 – 200 мм, в зависимости от типа стали;
- подключить к автоматическому пульту управления трудный проект и фактически не участвовать в процессе, только контролировать;
- разрезать окружности, трубы.
Сейчас активно пользуются технологией в различных сферах:
- автомобилестроение и машиностроение в целом;
- изготовление заготовок, деталей из материалов, которые не поддаются штамповке;
- резка водой железа, утеплителей, стекловолокна, изоляторов, мрамора и прочих материалов;
- художественная обработка.





