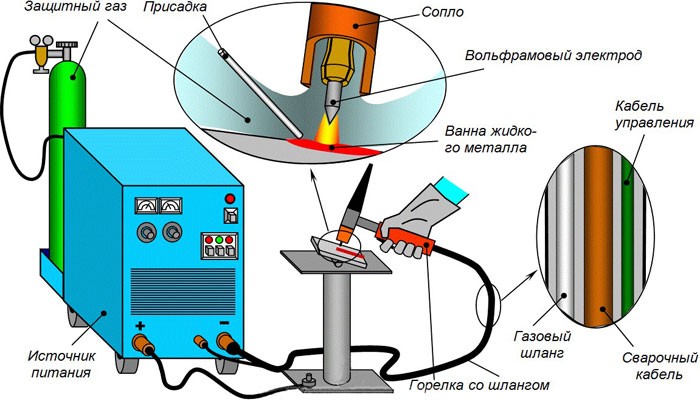
Особенности сварки вольфрамовым электродом
Правильно выбрав электроды для сварки, можно лишь обеспечить условия для проведения качественной работы. Каждый сварщик должен знать все особенности сварки в аргоновой среде, когда применяются неплавящиеся электроды из вольфрама. Среди особенностей отметим следующие моменты:
- При соединении нержавеющей стали или других материалов наконечник выступает в качестве проводника тока. Плавящиеся электродымогут иметь разную форму наконечника, так как этот параметр не отражается на особенностях проводимой работы.
- За счет правильной заточки формируется стабильная дуга. Если допустить ошибку при заточке, образующаяся дуга будет нестабильной, что не позволит получить качественный шов.
- При применении вольфрамовых электродов учитывается их химический состав и многие другие моменты.
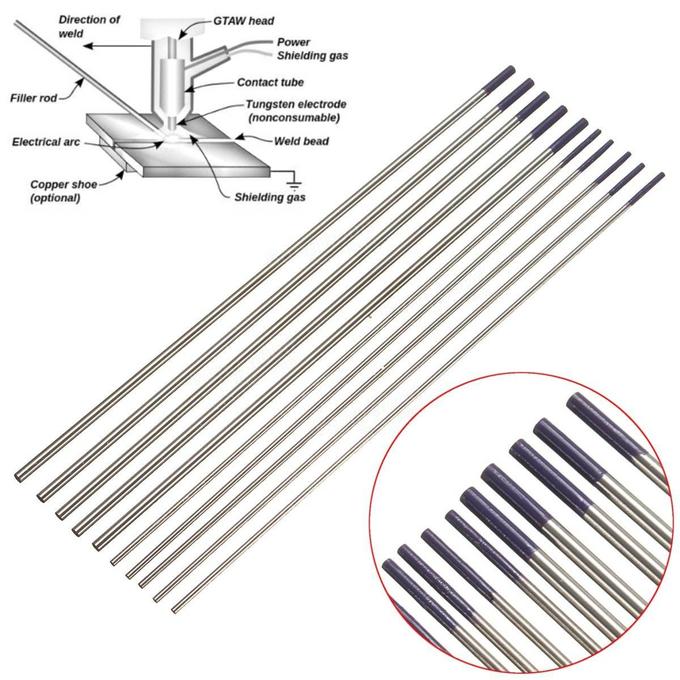
Сварка вольфрамовым электродом
В некоторых случаях без подобных электродов просто не обойтись, но при обычной сварке их применять не рекомендуется.
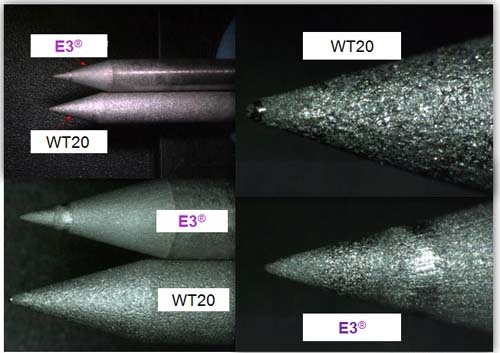
Заточка вольфрамовых электродов
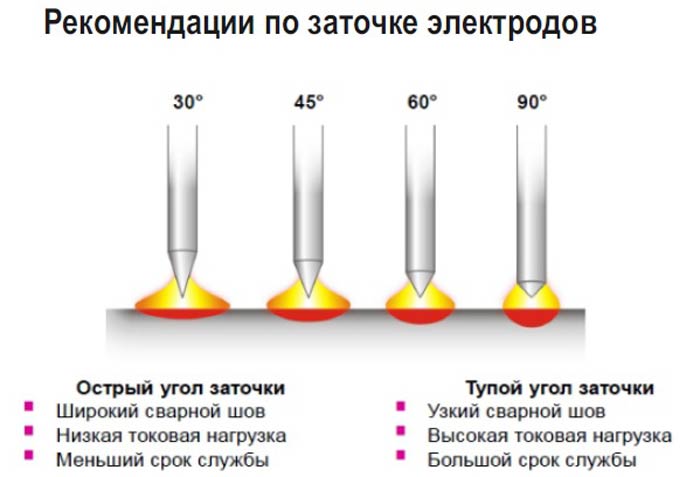
Перед сваркой на постоянном токе вольфрамовые электроды необходимо заточить
Угол и направление заточки важно скорректировать так, чтобы кончик электрода стал очень острым. Это необходимо для того, чтобы сварочная дуга была полностью сфокусирована на малом диаметре сварочной ванны
Сварочная ванна – это объём полностью расплавленного металла, образовавшегося при сварке плавлением при высоких температурах. Образование такой сварочной ванны – главный этап получения неразъёмных соединений при сварке плавлением, так как от формы и размеров ванны зависят геометрические размеры швов. Если электрод не будет заточен, то размер дуги будет слишком большим в диаметре и тепловложение окажется недостаточным. Для сварки металлов на переменном токе электрод тоже нужно заточить. Но в этом случае кончик электрода должен быть немного притуплен. При сварке на переменном токе вольфрамовый электрод сильнее греется и немного подплавляется, что и требуется для получения более рассеянной дуги. Чтобы электрод держал форму, нужно правильно подбирать диаметр электрода в зависимости от диаметра сварочных швов.



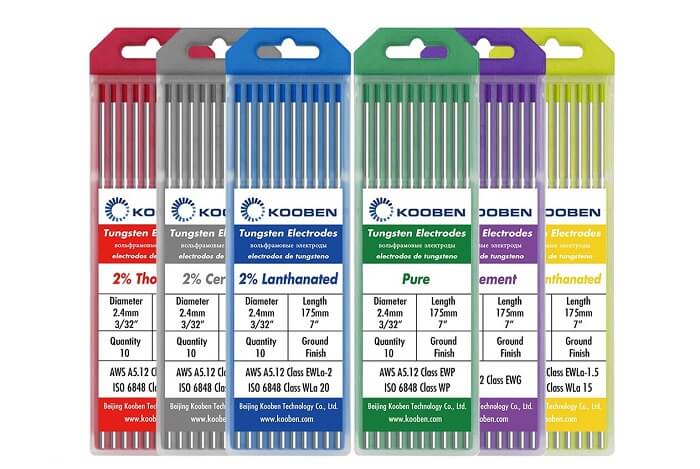
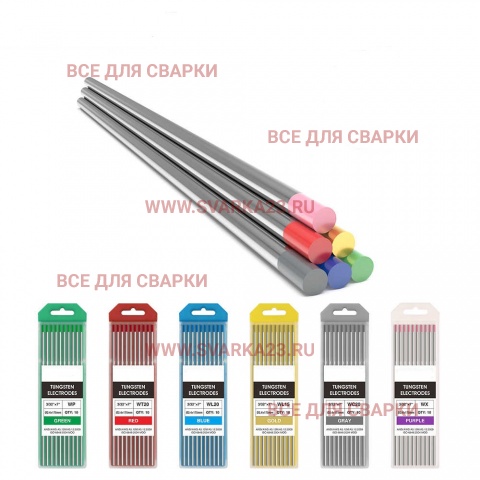
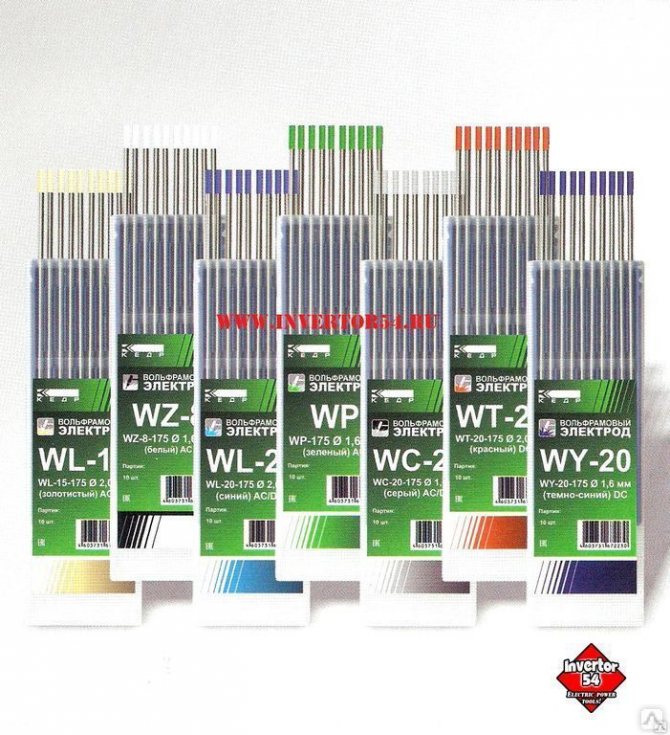
Маркировка и характеристики вольфрамовых электродов
Вольфрамовые электроды разделяют на классы, облегчающие работу сварщиков по подборке прутков, подходящих под условия сварки. Так, чтобы получить качественный шов на постоянном токе прямой и обратной полярности нужны разные неплавящиеся электроды, а ведь есть еще и переменный ток. Эти и другие критерии и обуславливают существующую классификацию вольфрамовых стержней.

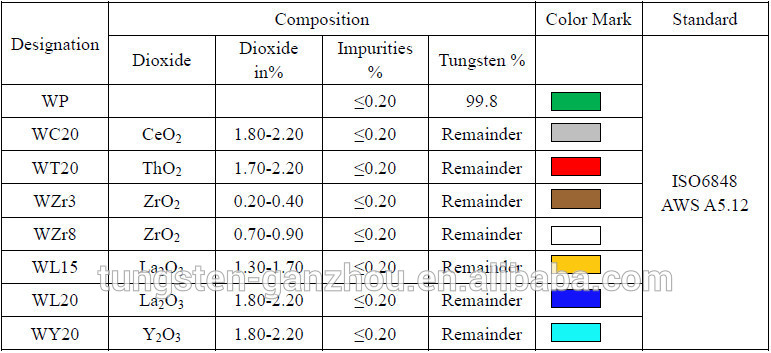
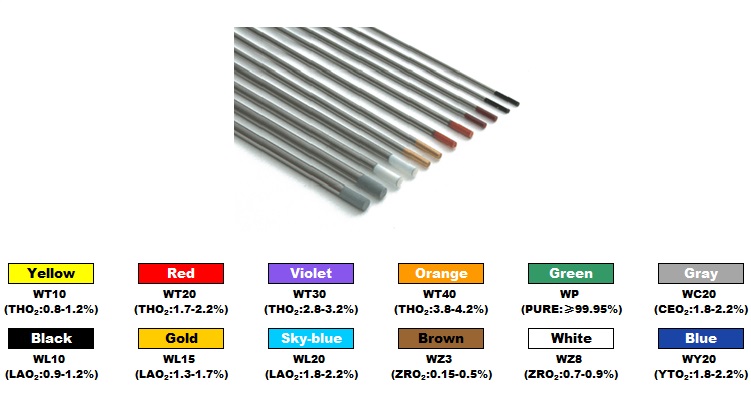
Все существующие обозначения электродов вольфрамовых подходят под международные стандарты DIN EN 26848 , а значит, независимо от места производства, согласно маркировке вы можете подобрать нужный материал.
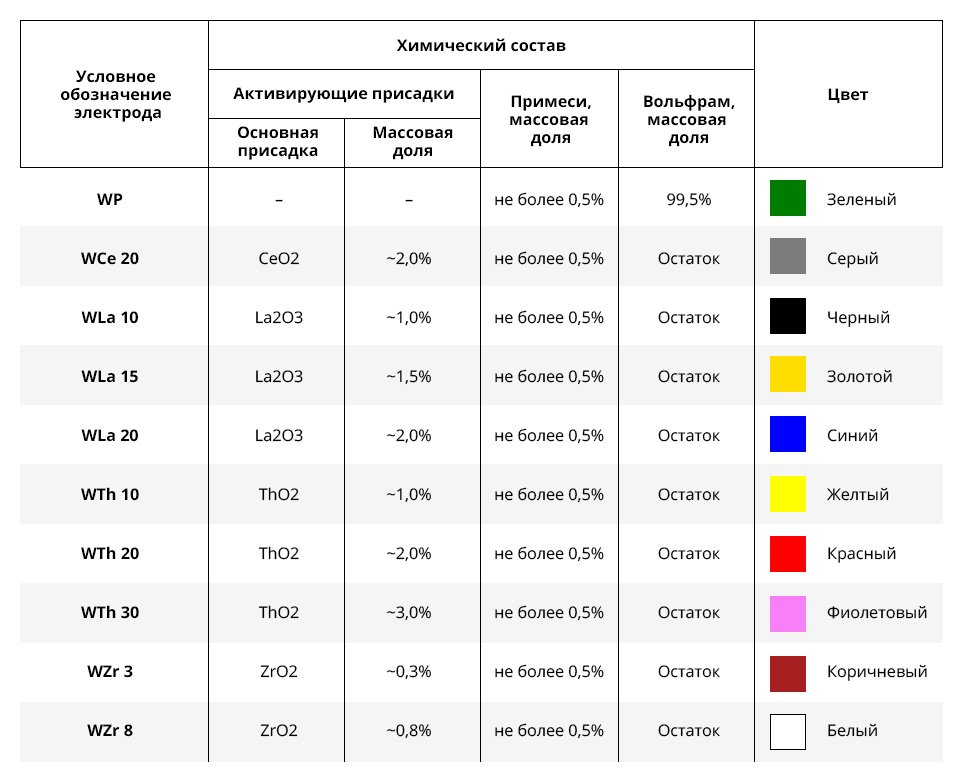
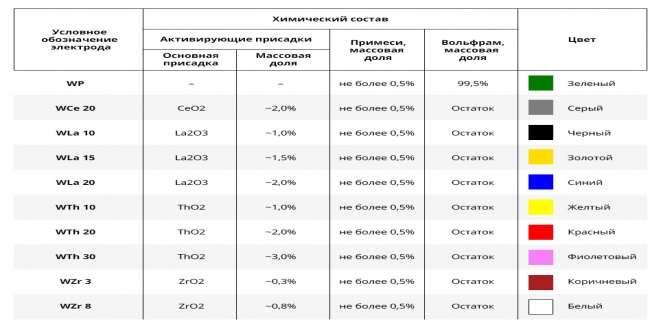
Всегда первый символ в маркировке «W» – обозначающий металл вольфрам. Второй символ обозначает тип металла, или металлов. Первым числом идет число, обозначающее долю лигатур на 1000 долей вольфрама, то есть число 20 будет означать 2% примесей, 8 – 0.8% и так далее. Второе число обозначает длину электрода, самым распространенным размером считается пруток 175 мм, но на рынке доступны изделия длиной 50, 175, 150 мм.



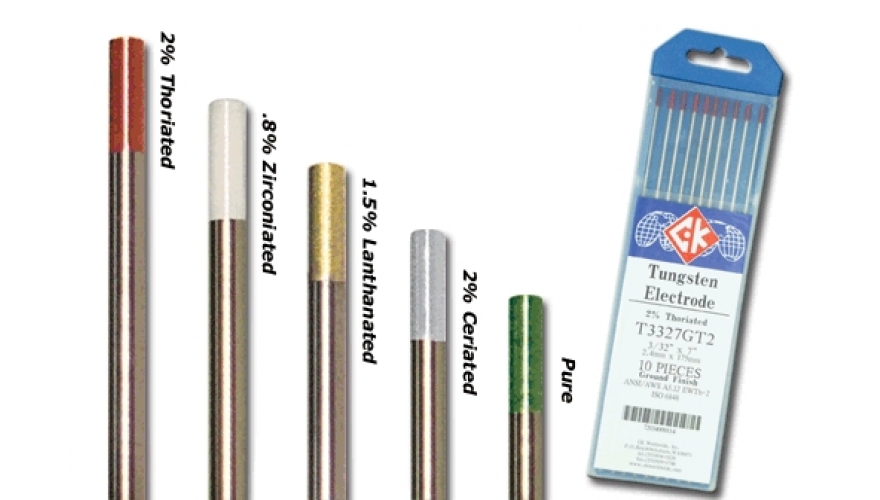


Чистые вольфрамовые электроды с трудом используют сварочные аппараты TIG, поэтому к сплаву добавляют различные примеси. Лигатуры нужны, чтобы придать электроду требуемых характеристик плавкости, дугообразования, проводимости, прочности и др.
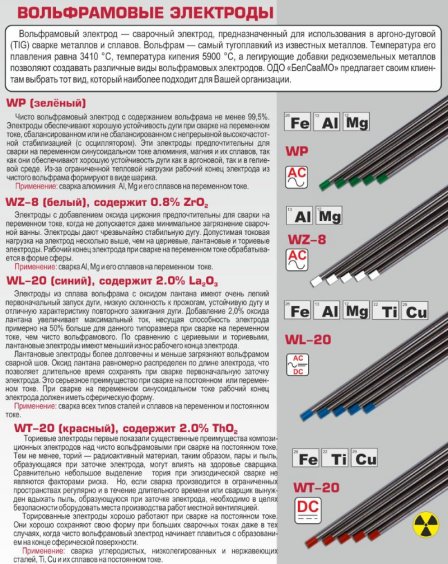
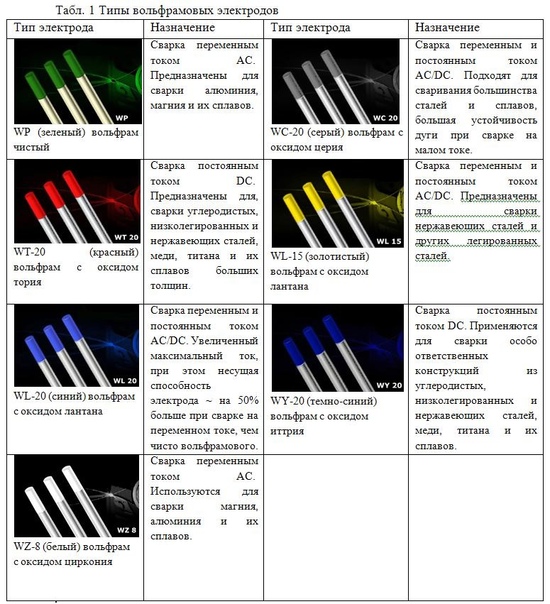
- “WP” – международное обозначение электродов из чистого вольфрама, а точнее в таком изделии не меньше 99.5% металла. Как уже говорилось ранее изделие специфическое имеет ряд условий для использования и заточки. Маркируются зеленым цветом.
- “C” – данный символ в маркировке обозначает примесь Церия (нерадиоактивного редкоземельного металла). Маркируются изделия серым цветом. WC неплавящиеся электроды – универсальные и подходят как для работы с постоянным, так и с переменным током.
- “Т” — диоксид тория. Такие стержни маркируют красным цветом. Их используют для большей части работ с цветными металлами, низколегированными сталями, углеродистыми сплавами, нержавейкой. Благодаря длинному перечню доступных для работы сплавов ториевые стержни стали одними из наиболее используемых. Но есть один весомый недостаток, связанный с радиоактивностью лигатуры. Именно поэтому стержни маркируются ярким цветом. Чтобы избежать неприятных последствий рекомендую строго соблюдать все требования безопасности, начиная с использования защитной одежды и маски, заканчивая тщательной вентиляцией рабочего помещения. Еще один плюс WТ прутков – прочность, которая даже больше, чем сварка вольфрамовым электродом из чистого металла.
- “Y” — диоксид иттрия. Стержни применяемые при работах на прямой полярности постоянного тока, маркируются темно-синим цветом. Ими варят конструкции, которые должны выдерживать высокую силу тока. Подходит электрод Y неплавящийся для работы с титаном, медью, высоколегированными и низколегированными сталями.
- “Z” — оксид циркония. Используется при работе переменным током с алюминием и медью. Изделия маркируются белым цветом. Сплав в котором всего 0.8% оксида циркония позволяет получать идеально стабильную дугу, но с условием должной зачистки сварочной плоскости.
- “L” — оксид лантана. Данный металл в изделиях продается с различной маркировкой, обозначающей 1.5% примеси (наконечник окрашен в цвет золота) и 2% лантана (наконечник светло-синего цвета). Изделия относят к универсальным, способным работать с переменным и постоянным током. Характеризуют высокой прочностью самого сплава, способностью работать при высоких мощностях и стойкостью к удерживанию заточки прутка. Применение данных стержней на аргоновой сварке позволяет реже проводить ревизию заточки.
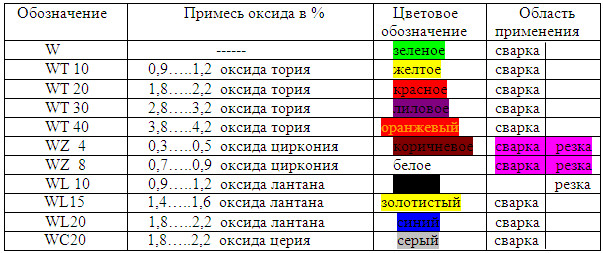
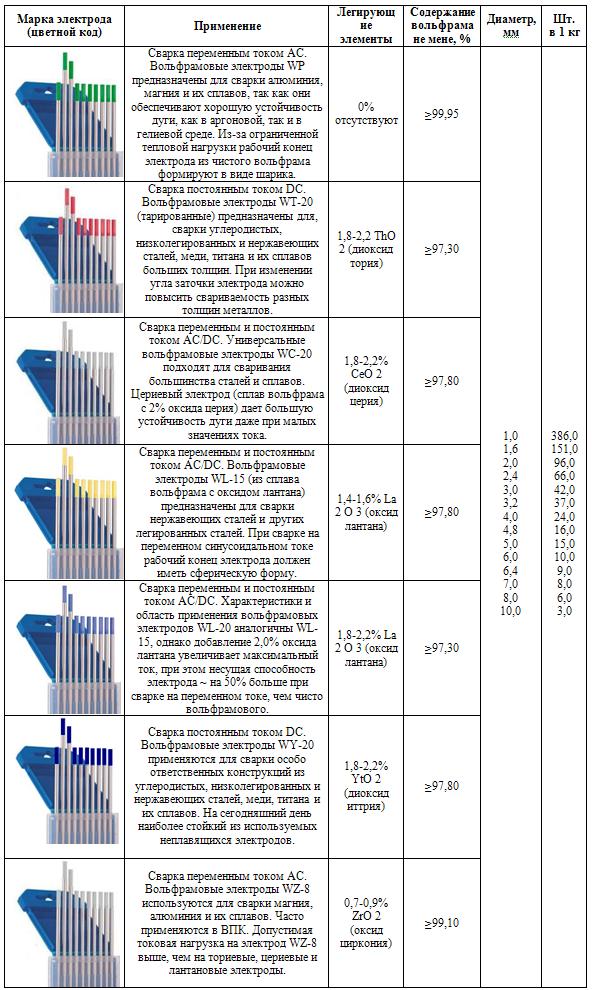
Предлагаем ознакомиться с особенностями применения каждого вида электродов посредством сравнительной таблицы.
Хочется отметить ,что на рынке встречаются отечественные электроды длиной 1000 мм и диаметров 1.6; 2,0, 3.0, 4.0 мм. Их маркировка отличается от международной:
- “ВЛ/ЭВЛ-2” -Универсальный вольфрамовый электрод с оксидом лантана La2O3 сварка всех типов сталей и сплавов на переменном и постоянном токе.
- “ЭВИ-1/СВИ-1” – Иттрированный электрод. Сварка особо ответственных конструкций из углеродистых, низколегированных и нержавеющих сталей, титана, меди и их сплавов на постоянном токе