
Советы по аргонодуговой сварке вольфрамовым электродом
На постоянном токе свариваются (сталь, нержавейка, титан, латунь, медь, чугун а также разнородные соединения). Для каждого материала нужна своя присадочная проволока и чем лучше вы подберете ту которая соответствует по химическому составу, тем крепче, красивее и надежней будет соединение. Горелка должна подключатся в «-», а зажим заземления в «+». При этом мы получаем прямую полярность, которая дает нам более стабильную направленную дугу и глубокое проплавление
При выборе вольфрамового электрода нужно обратить внимание на его диаметр т.к. он выбирается исходя из толщин свариваемых деталей
Для сварки на постоянном токе нужно помнить самое главное требование, вольфрамовый электрод должен быть заточен очень точно и остро. На крупных предприятиях для заточки вольфрамовых электродов используют специальные машинки и станки с алмазным кругом, но не имея такового можно использовать обычный лепестковый круг с мелким зерном или точильный станок. Заточка производится к острию электрода при этом не допускать его перегрева т.к. вольфрам становится более хрупким и начинает попросту крошиться. Так же нужно помнить о защитном газе, это должен быть аргон высокой частоты (объемная доля аргона должна быть не менее. 99,998 %).
Если же газ плохой, то он сразу даст о себе знать, самый главный признак, это потемнение сварочного шва. На баллоне должен быть установлен регулятор, он может быть как с манометрами так и поплавкового типа. Все чаще большинство серьезных предприятий используют импортные редукторы с двумя ротаметрами и второй используют для поддува. Это в свою очередь дает защиту обратного валика шва (сварка листов и труб).
Сама сварка производится справа налево, в правой руке горелка, в левой руке присадочный материал (если он необходим). Если на аппарате присутствуют функции «спад тока» и «газ после сварки» то про них не нужно забывать, первая даст Вам плавный спад тока в конце сварки, а вторая продолжит защиту сварочного шва в процессе остывания. Горелка должна находиться под углом 700 до 850, присадка подается приблизительно под углом 200 плавно и поступательно. По окончанию сварки не нужно торопиться и отрывать горелку от места сварки т.к. это приведет к удлинению дуги и плохой защиты шва.
На переменном токе сваривается алюминий, вольфрам при подготовке не затачивают как иглу, а только слегка закругляют. При сварке алюминия важную часть нужно уделить подготовке как материала так и присадки. Во первых, поверхность должна быть зачищена и обезжирена. Во вторых снять фаски, если толщина не позволяет сделать полный провар
К присадке тоже уделяется должное внимание, необходимо грамотно подобрать хим. состав, это может быть чистый АL 99%, AlSi (силумин) или AlMg (дюраль)
В остальном нужна только практика.
Аргонодуговая сварка неплавящимся электродом (TIG)
Технология получения сварных соединений в защитной атмосфере инертных газов обладает рядом достоинств. Среди них:
- высокая прочность и долговечность шва;
- стабильность глубины проплавления;
- высокая производительность;
- пригодность для сварки тонких заготовок;
- работа с цветными металлами, черными и нержавеющими стальными сплавами.
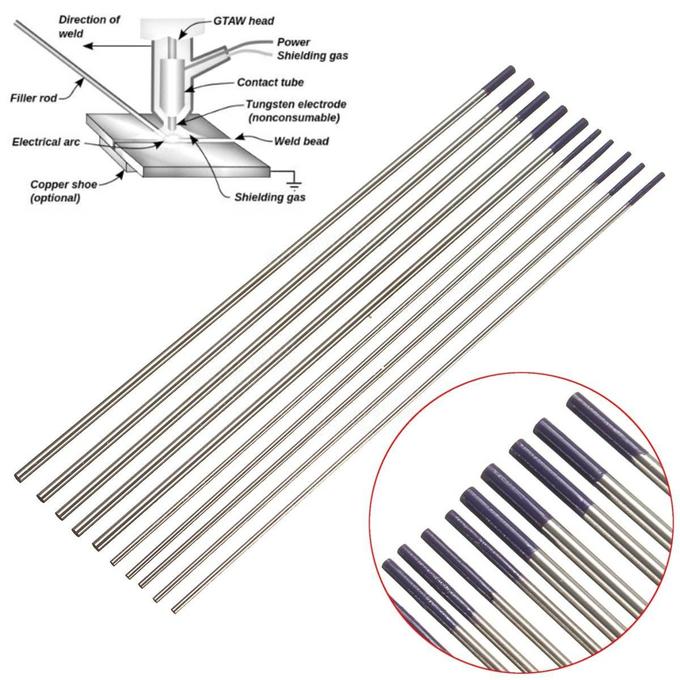
Сваривание неплавящимся электродом, изготовленным из вольфрама с определенными добавками, называется TIG (Tungsten Inert Gas). Она применяется для сваривания титана. Этот металл в нагретом состоянии приобретает повышенную химическую активность, реагируя с кислородом, азотом и водяными парами, содержащимися в воздухе. Защитная атмосфера препятствует контакту металла сварочной ванны и околошовной зоны с воздухом и защищает его от окисления.
Неплавящийся электрод создает электрическую дугу. Для формирования материала шва используется пруток присадочного материала, который сварщики подает в рабочую зону левой рукой. Пруток плавится от тепла, создаваемого дугой, и стекает в сварочную ванну, смешиваясь с расплавленными кромками заготовок.
Температура плавления вольфрама в 3400оС позволяет сваривать любые металлы и их сплавы. В качестве защитного газа применяют углекислый газ, аргон, и гелий, а также их смеси.
Наиболее эффективную защиту осуществляет гелий. Он обходится дорого, поэтому его применяют только для самых ответственных швов и особо активных металлов.
Аргон существенно дешевле, это наиболее массовый защитный газ, применяемый по нержавеющей стали и цветным металлам, и их сплавам.
Низколегированные сплавы варят в защитной атмосфере углекислого газа, он еще дешевле и позволяет получать соединения хорошего качества.
Современное оборудование, используемое при дуговой сварке в аргоне, позволяет с высокой точностью регулировать сварочные режимы. Это помогает достигать цели — оптимальных характеристик дуги. Это позволяет получать высококачественные швы на изделиях самых разных толщин и пространственных конфигураций
Особенно важно это в таких отраслях, как:
- аэрокосмическая;
- пищевое машиностроение;
- медицина;
- производство вооружений;
- атомное и химическое машиностроение.
При сварке заготовок из алюминия на поверхности сварочной ванны постоянно образуется оксидная пленка. Это тугоплавкое соединение мешает нормальной сварке. Чтобы разрушить оксиды, ведут сварку переменным током. Постоянное изменение полярности не дает образоваться пленке.
Используют ассиметричную форму импульса: положительная полуволна разогревает металл, а отрицательная – разрушает оксидную пленку
Особенно важно подавать газ в рабочую зону за несколько секунд до поджига дуги и прекращать подачу после завершения шва с некоторой задержкой, чтобы дать шву остыть в защитной атмосфере
Аргон, используемый для сварки, должен отвечать жестким требованиям по своим физико-химическим свойствам. Он должен иметь нормированную долю примесей и быть полностью обезвожен.
Необходимо качественно подготовить заготовки к сварке: разделать кромки шва, зачистить и обезжирить сварочную зону.
Аргонодуговая сварка проходит обычно на медных подкладных пластинах, защищающих шов от контакта с воздухом с обратной стороны и не дающих расплаву вытекать вниз
Маркировка и характеристики вольфрамовых электродов
Маркировка вольфрамовых электродов оговорена международными стандартами. Поэтому их легко выбрать по необходимому назначению в любой стране, в какой бы вы не находились. Именно маркировка отражает и тип выбранного электрода, и его химический состав.
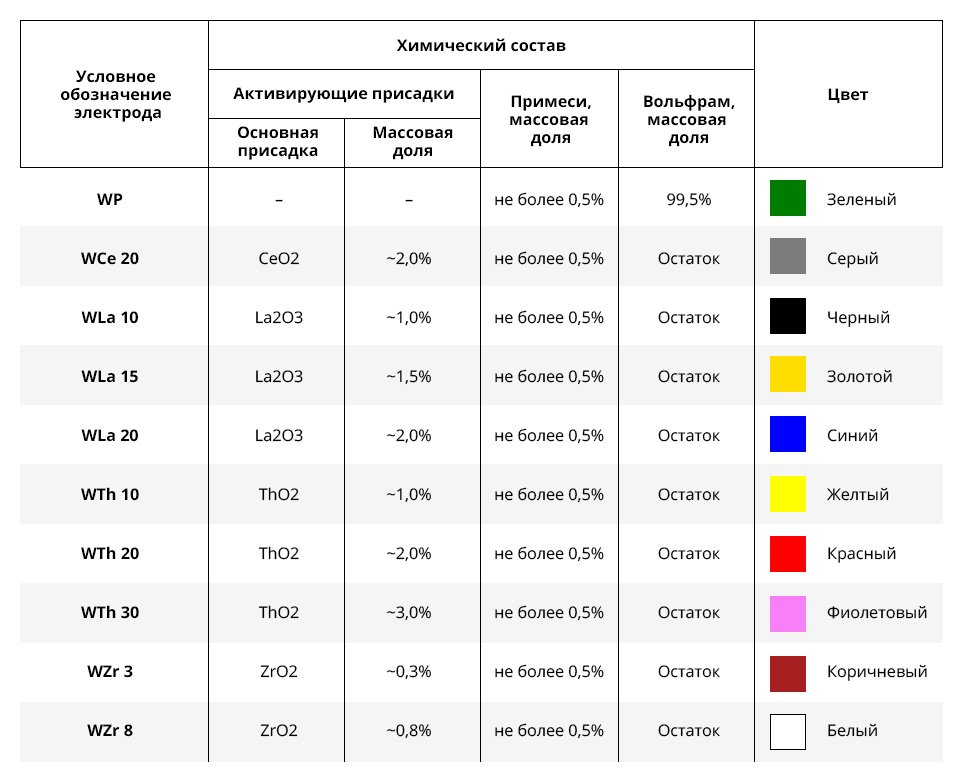





Маркировка начинается с буквы «W», которая обозначает сам вольфрам. В чистом виде металл в изделии присутствует, но характеристики такого электрода не очень высокие, потому что это слишком тугоплавкий элемент. Улучшить сварные качества ему помогают легирующие добавки.
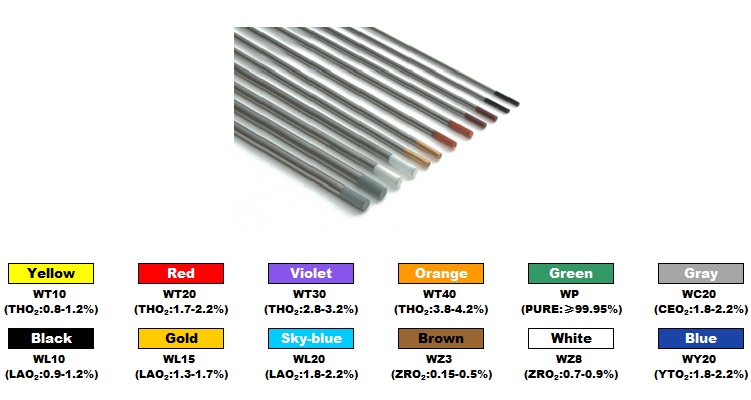
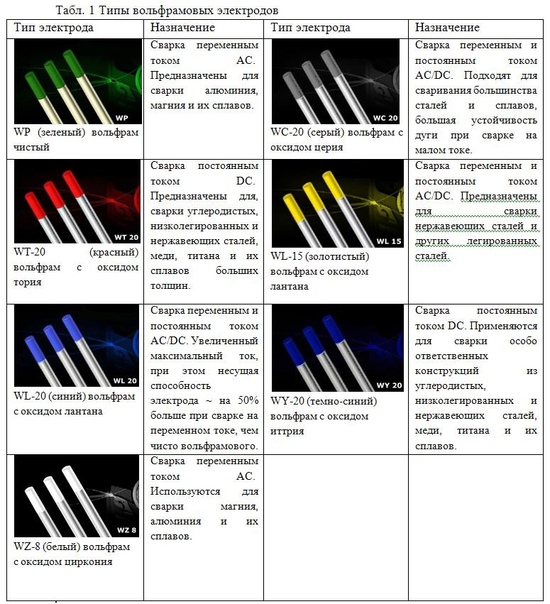
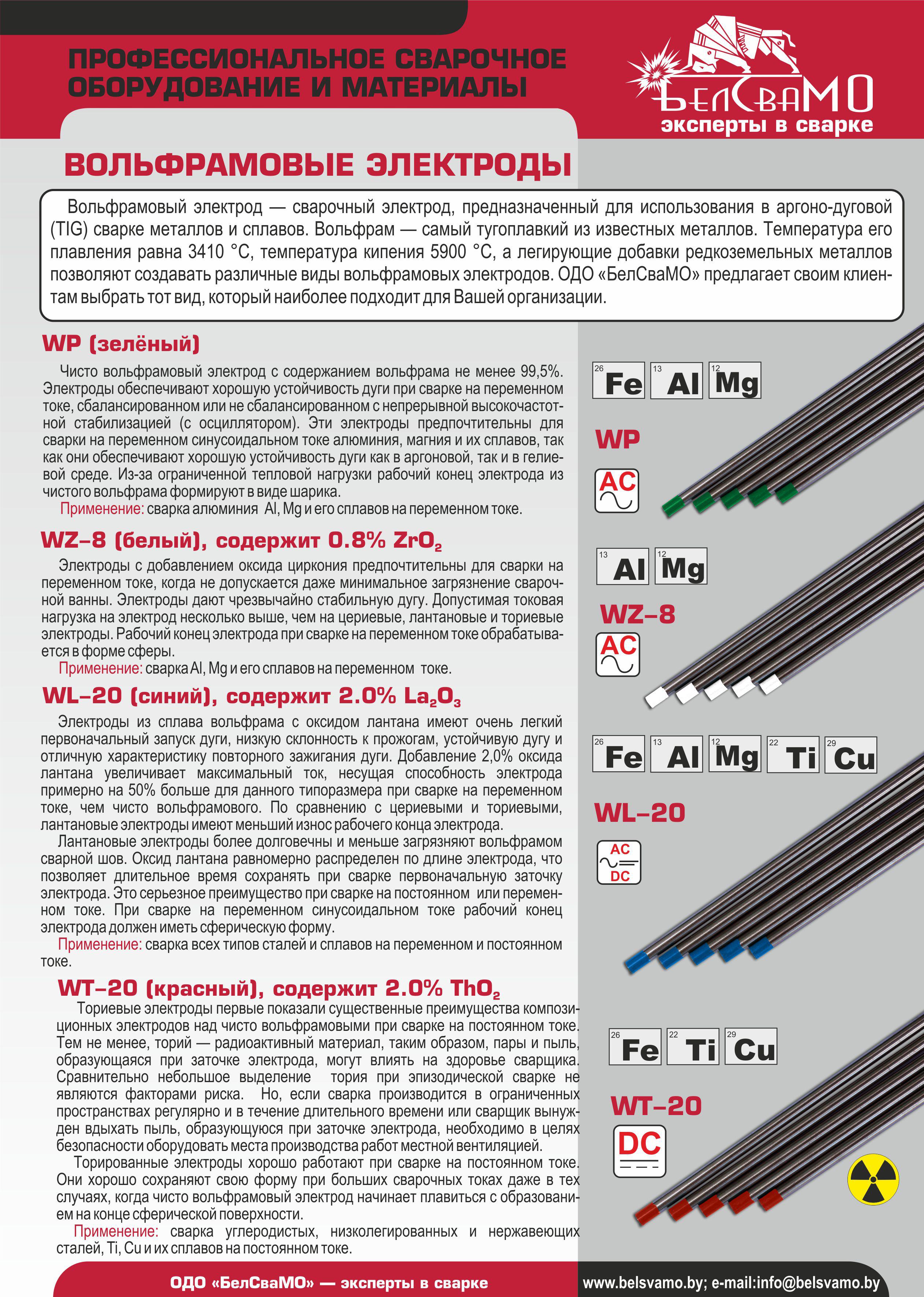
- Пруток из чистого вольфрама обозначается «WP». Наконечник прутка зеленого цвета. Можно говорить, что относится он к категории вольфрамовых электродов для сварки алюминия и меди переменным током. Содержание вольфрама в сплаве – не менее 99,5%. Недостаток – ограничения в тепловой нагрузке. Поэтому заточка вольфрамового электрода (его окончания) «WP» производится в виде шарика.
- «C» – это оксид церия. Пруток с серым наконечником. Именно эта добавка позволяет использовать электрод при работе с любым видом тока (постоянным или переменным), поддерживает стабильную дугу даже при небольшом токе. Содержание – 2%. Кстати, церий единственный нерадиоактивный материал из серии редкоземельных металлов.
- «Т» – диоксид тория. Пруток с красным наконечником. Такие электроды используются для сварки цветных металлов, низколегированные и углеродистых сталей, нержавейки. Это часто используемый электрод при проведении сварочных работ аргоновой сваркой. У него есть один минус – радиоактивность тория, поэтому рекомендуется сварку проводить в открытых зонах и в хорошо вентилируемых помещениях. Сварщик должен соблюдать меры безопасности. Отметим, что торированные вольфрамовые электроды для аргонодуговой сварки хорошо держат свою форму при самых высоких токах. С такими нагрузками не справляется даже «WP» марка (чистый вольфрам). Содержание – 2%.
- «Y» – диоксид иттрия. Пруток с темно-синим наконечником. С его помощью обычно варят ответственные конструкции из разных металлов: титан, медь, нержавейка, углеродистые и низколегированные стали. Работа проводится только на постоянном токе (полярность прямая). Иттриевая добавка увеличивает такой показатель, как стабильность катодного пятна на конце самого электрода. Именно это является причиной того, что он может работать в достаточно широких пределах сварочного тока. Содержание – 2%.
- «Z» – оксид циркония. Пруток с белым наконечником. Используется для аргонной сварки алюминия и меди переменным током. Этот тип электродов обеспечивает очень стабильную дугу. При этом элемент достаточно требователен к чистоте сварочного стыка. Содержание – 0,8%.
- «L» – оксид лантана. Здесь две позиции: WL-15 и WL-20. Первый пруток с золотистым наконечником, второй с синим. Сварка вольфрамовым электродом с добавлением оксида лантана – это возможность использовать как переменный ток, так и постоянный. Приплюсуем сюда легкость запуска дуги (первоначальную и при повторном зажигании), у этого вида самый малый износ конца прутка, стабильная дуга при самых больших показателя тока, низкая склонность к прожогам, несущая способность в два раза выше, чем у чистого вольфрамового прутка. Содержание оксида лантана в WL-15 – 1,5% и в WL-20 – 2%.
Классификация по цифровой маркировке следующая. Первые после букв цифры обозначают содержание в сплаве легирующих добавок. Вторая группа цифр, отделенная от первых дефисом, это длина вольфрамового прутка. Самый распространенный размер – 175 мм. Но на рынке можно встретить и 50-миллимтровую длину, 75 и 150. К примеру, WL-15-75 – это электрод с оксидом лантана, в котором содержится 1,5% добавки. Длина прутка – 75 мм. Его наконечник – золотистый.
Принцип работы аргонодуговой сварки
В международном обозначении аргонодуговой метод имеет аббревиатуру TIG. Он активно применяется на производстве и в мастерских. С его помощью соединяют треснутые детали автомобилей (поддоны картера, блоки охлаждения двигателя), собирают емкости для пищевой и химической промышленности, изготавливают нержавеющие полотенцесушители, коллекторы, фильтры для жидкостей и т. д. В гараже таким аппаратом можно успешно выполнять кузовной ремонт или выпускать мелкую продукцию.
Принцип работы аргоновой сварки заключается в соединение металлов электрической дугой в среде инертного газа. Для процесса понадобиться источник тока, который понижает напряжение и повышает ампераж. Ток подается на горелку, оснащенную вольфрамовым электродом. Он неплавящийся, поэтому сварщику легче контролировать длину дуги, которая должна быть 2-5 мм. Кабель массы подключается к изделию.
Прикосновение конца вольфрамовой иглы к детали возбуждает электрическую дугу. Для тонких швов не требуется поперечных колебаний — электрод ведется ровно, справа налево вдоль линии шва, поверхность соединения получается гладкой как зеркало. Если между деталями присутствует зазор или необходимо расширить границы шва, то при ведении горелки, сварщик совершает незначительные колебания по сторонам, растягивая сварочную ванну. Это содействует образованию мелкой чешуи.
Процесс аргонодуговой сварки.
Температура дуги колеблется от 2000 до 5000 градусов, в зависимости от силы тока. Это позволяет расплавлять кромки металла и соединять его тонким швом. Чтобы усилить конструкцию, используется присадочная проволока, подающаяся второй рукой сварщика в сварочную ванну. Так, можно повысить высоту валика, придать шву чешуйчатость и даже выполнять наплавку металла под последующую механическую обработку (проточку на токарном станке, шлифовку).
Для защиты сварочной ванны от внешней среды применяется инертный газ аргон. Он подается от баллона в горелку и вытесняет обычный воздух. Это исключает образование пор в структуре шва. Соединение получается герметичным и прочным. Параллельно защитный газ охлаждает вольфрамовый электрод и керамическое сопло, чтобы они не перегревались. На заключительной стадии, когда дуга погашена, аргон содействует застыванию шва.
Схема процесса аргонодуговой сварки.
Плюсы и минусы метода TIG
У метода TIG есть явные преимущества перед другими способами сварки, но работа аргоновым сварочным аппаратом имеет и несколько недостатков, к которым нужно быть готовым, выбирая этот метод сваривания.
Плюсы метода TIG
- локальный нагрев исключает серьезные деформации изделия;
- тонкая вольфрамовая игла позволяет создавать узкие, аккуратные швы;
- можно вести сварку с присадкой и без нее, влияя на высоту валика;
- соединение получается без шлаковой корки сверху;
- в большинстве случаев не требуется последующая
- механическая обработка;можно сваривать нержавеющие стали и цветные металлы;
- швы герметичны и выдерживают высокое давление;
- отсутствуют брызги металла, прилипающие к поверхности.
Минусы метода TIG
- скорость соединения уступает MIG;
- колпак горелки мешает работе в труднодоступных местах;
- керамическое сопло немного ограничивает видимость сварочной ванны;
- качество шва зависит от навыков пользователя (сразу взять и варить, как полуавтоматом не получится);
- требуется постоянно подавать второй рукой присадку и контролировать ее длину (при сварке длина проволоки быстро сокращается, а длинные куски неудобно держать в руках,
- поскольку они «гуляют»);
- вольфрамовые электроды стоят дороже покрытых;
- дополнительные расходы на аргон;
- нельзя качественно сварить детали на улице при сильном ветре (сдувается аргон и сварочная ванна остается незащищенной).
Процесс заточки
Если плавящиеся электроды сразу готовы к использованию, то вольфрамовые нужно предварительно подготовить. Предварительные работы состоят в контроле состояния кончика стержня.
Перемещение потока электронов, разделение энергии и давление дуги на поверхность во время сварки зависит от его формы. От геометрии носика зависит глубина проварки, размеры и форма сварочного стыка.
Из-за этого надо сначала заточить конец согласно правилам, зависящим от условий работы и типа стержня:
- сферический кончик у марок WP и WL;
- легкая выпуклость характерна для электродов WT;
- WC, WY, WT, и WZ затачивают под конус с некоторыми изменениями по ситуации.
Длина заточки определяется как произведение диаметра электрода на константу 2,5.
Иногда стержень зажимают в патрон электродрели и вращают на малых оборотах по наждаку, добиваясь нужной формы и равномерности стачивания.
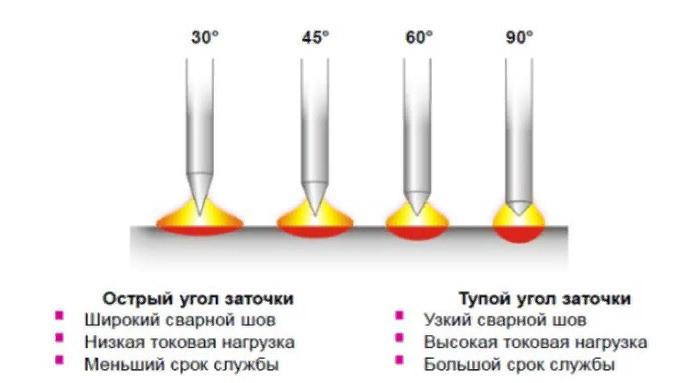
Кроме геометрической формы важно соблюсти угол, на который затачивается электрод перед сваркой:
- для низких токов этот показатель равен 10-20°;
- работа на средних значениях требует придерживаться 20-30°;
- максимальная мощность требует доводить остроту до 60-120°.
Выбор угла заточки влияет на стабильность дуги, ее устойчивость и ресурс работы самого стержня. Если заточить кончик менее, чем на 20 градусов, проволока будет расходоваться быстрее, а при показателе более 90 градусов появляется неустойчивая дуга.
Ошибки при формировании наконечника вольфрама приводят к таким последствиям:
- неправильной ширине шва;
- непровару стыка;
- нарушению симметрии свариваемых деталей;
- блужданию дуги.
Рекомендуем к прочтению Правила подбора электродов для сварки чугуна
При появлении любого из этих недостатков надо остановит сварку и исправить угол заточки стержня.
Преимущества и недостатки
Сварка с применением вольфрамовых электродов гарантирует получения шва без шлака. В таком шве отсутствуют поры. Сварка такого типа позволяет соединять между собой большинство известных сплавов и металлов. Кроме того, применение сварки этого типа позволяет создавать соединения со стенками разной толщины.





Сварка вольфрамовыми электродами выполняется без искр и брызг. На шве не образуется шлак, не выделяется дым, в отличие от электродов, покрытых обмазкой. Все эти факторы позволяют выполнять сварку с высокой скоростью.
Вместе с тем сварка таким материалом подразумевает то, что перед выполнением работы необходимо тщательно зачистить поверхность деталей. В противном случае получаемый шов будет обладать определёнными дефектами (непроварами, порами и пр.).
Советы
Наилучшим вариантом для вольфрамовых электродов аргонодуговой сварки является работа на постоянном токе прямой полярности
Особое внимание необходимо уделить заточке кончика прутка. Рекомендуется уделить внимание другим моментам:
В процессе заточки не стоит усердствовать. Материал может перегреться и стать хрупким
Дальнейшее его использование будет вряд ли возможно, он просто раскрошится;
Важно следить за качеством подаваемого газа. Объемная доля качественного аргона достигает 99,9 %
Если его качество низкое, это сразу станет заметно по потемневшему шву. Необходимо будет провести регулировку с помощью оборудования на баллоне;
Важно наладить оптимальную силу тока, чтобы избежать эрозии наконечника прутка. Затупление или образование большой капли приведет к недолговечности электрода, пропуску участков расплавления, сквозным прожогам материала;
Для получения качественного шва сварку проводят справа налево. Горелка удерживается в правой руке, а присадочная проволока — в левой.
В ряде случаев может применяться переменный ток. Сварка аргоном на переменном токе не столь требовательна к форме кончика прутка
Здесь важно просто подготовить электрод к сварке, придав кончику полукруглую форму. А вот к поверхностям, которые потребуется сварить, сварка на переменном токе очень чувствительна
Особенно это касается алюминия. Основное условие получения ровных сварных швов без непроваренных участков — очистка и тщательное удаление жировых следов с поверхности.
- ГОСТ 23949-80 Электроды вольфрамовые сварочные неплавящиеся. Технические условия
- Cary, Howard B. & Helzer, Scott C. (2005), Modern welding technology, Upper Saddle River, New Jersey: Pearson Education
- Watkins, Arthur D. & Mizia, Ronald E, Optimizing long-term stainless steel closure weld integrity in DOE standard spent nuclear canisters, ASM International
Твердость и устойчивость к царапинам
Выяснить, какое кольцо легче поцарапать, поможет ранжирование твердости вольфрама, титана, стали и тистена по десятибальной шкале твердости Мооса. Чем выше числовой коэффициент, тем более твердым является металл, и тем он лучше защищен от деформаций и образования царапин.
Коэффициент твердости:
- Карбид вольфрама — 8,5-9
- Тистен — 7
- Титан — 6
- Сталь — 4-4,5
Кольца из тистена и титана сложно поцарапать при стандартных условиях ношения, даже если редко их снимать. А если поверхностные царапины со временем все-таки появились, ликвидировать дефекты легко полировкой в ювелирной мастерской. И даже после многократных полировочных процедур титановое или тистеновое кольцо будет таким же, как в день покупки.
Хотите исключить появление царапин на 100% — выбирайте карбид вольфрама. Вольфрамовое кольцо настолько твердое, что может поцарапать стекло, керамическую плитку, серебро, золото. И останется невредимым. Вольфрамовые кольца способны выдержать даже трение об асфальт, бетон или напильник из высококачественной инструментальной стали — проверка этого утверждения опытным путем убедила нас в его правдивости.
Но будем до конца откровенны: повредить поверхность карбида вольфрама на самом деле можно. Если делать это намеренно с помощью алмаза — самого твердого минерала в мире, эталона шкалы Мооса. В остальных ситуациях волноваться не о чем. Кольца из карбида вольфрама — чрезвычайно практичные. Носите их день за днем — ни единой царапинки, вмятины не дождетесь. Фантастическая способность сохранять новый вид годами проложила вольфрамовым кольцам прямую дорогу в нишу обручальных украшений и полюбилась молодоженам.
Стальные кольца противостоят появлению микродефектов в разы слабее вольфрамовых, уступают тистеновым и титановым. Но стоит добавить в рейтинг твердости два популярнейших драгоценных металла, и сталь окажется в середине списка, — коэффициент твердости золота и серебра составляет 2,5-3. То есть царапинами подобные изделия покрываются в два раза легче, чем стальные кольца.
Делаем аргоновую сварку в домашних условиях
Хотя технология аргонодуговой сварки относится к числу сложных и характеризуется множеством технических нюансов, многие домашние умельцы умудряются выполнить работы с использованием подручных средств. Для этого обязательно нужно иметь инверторную сварку, хотя в некоторых случаях допускается ее замена ретроспективной трансформаторной установкой. Естественно, необходимо иметь баллон с инертным газом, маска и редуктор.
Помимо этого, для реализации идеи самодельного аргонового аппарата понадобятся инструменты:
- электродрель, болгарка и обычный сварочный аппарат;
- гаечные ключи, отвертка, ножовка по металлу, плоскогубцы;
- тестер, амперметр, микрометр, вольтметр.
Источник тока можно сделать из сварочного трансформатора, и выпрямителя, которые в данном случае нужно будет совместить с осциллятором. Первичную обмотку необходимо выполнить из медного провода толщиной до 0,8 мм. Для вторичной обмотки потребуется медь куда большего диаметра – не тоньше 3,5 мм.
Газовая горелка по значимости будет следующей. Для корпуса желательно использовать латунь, а само сопло можно выточить из меди. Для герметизации стыка между этими двумя компонентами подходит термостойкая резина. Тем более, что прокладку из гибкого материала сделать несложно.
Аргон будет подаваться к горелке по медной трубке, которая заводится в отверстие в корпусе, а стыковочный шов запаивается. Эта же магистраль станет отличным проводником тока, который необходим для розжига и поддержания дуги. Вольфрамовый электрод должен иметь острый конец, который шлифуется под углом примерно 45 градусов. Ориентировочная длина стержня будет составлять 25-30 см.
Важно понять, что в домашних условиях сделать оборудование для аргонодуговой сварки – это достаточно сложная задача. И далеко не всегда «овчинка будет стоить выделки». Если оборудование будет использоваться редко, то затраты на его изготовление могут никогда не окупиться
Очень часто намного практичней воспользоваться услугами специалиста со своим оборудованием или же приобрести уже готовый аппарат бюджетного ценового сегмента
Если оборудование будет использоваться редко, то затраты на его изготовление могут никогда не окупиться. Очень часто намного практичней воспользоваться услугами специалиста со своим оборудованием или же приобрести уже готовый аппарат бюджетного ценового сегмента.








Виды вольфрамовых электродов
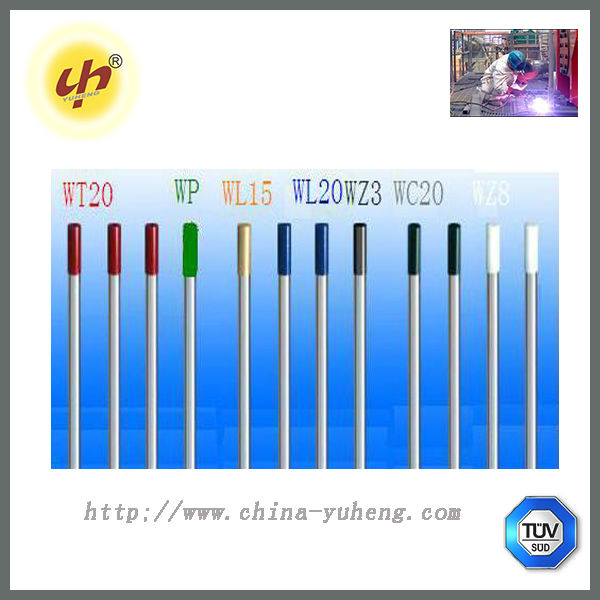
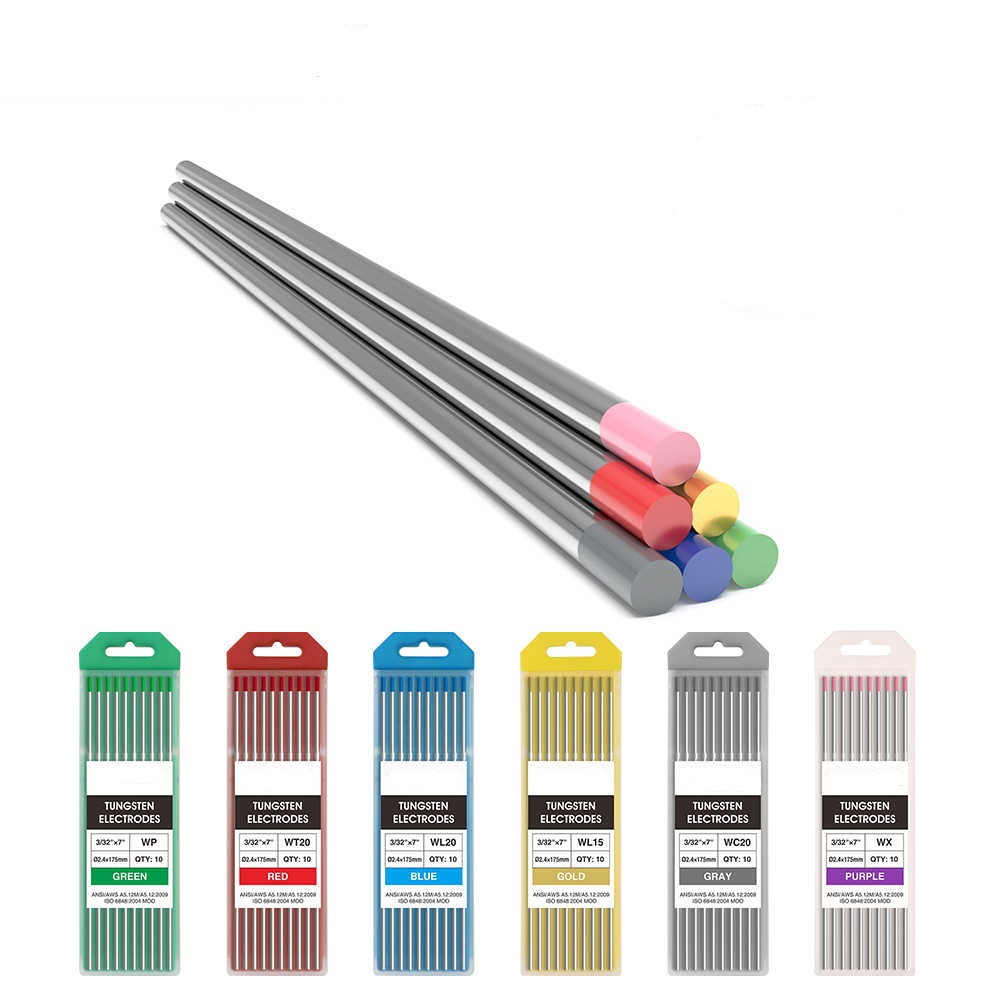
Модели вольфрамовых электродов различаются по цветам:
Зеленые (WP) – в данной модели самое высокое содержание чистого металла, так как доля примесей составляет всего 0,5%. При использовании переменного тока они дают отличную стабильность горения дуги. Баланс может быть улучшен при помощи высокочастотной стабилизации осциллятором. Лучше всего свойства проявляют себя при синусоидальном переменном токе. Используются вольфрамовые электроды для сварки алюминия, а также его сплавов, и магния. По причине ограниченной тепловой нагрузки, в данных разновидностях конец инструмента выполнен в виде шарика.
Вольфрамовые электроды типа WP
Белые (WZ8) – в данной модели дополнительно присутствует оксид циркония. Здесь ни в коем случае не должно присутствовать какое-либо загрязнение в сварочной ванне. Использование предпочтительно на переменном токе. Данная разновидность обеспечивает повышенную стабильность дуги. Токовая нагрузка является более высокой, которую могут выдержать ториевые, лантановые и цериевые электроды. Заточка вольфрамовых электродов здесь выполнена в виде сферы. Используется для сваривания никеля, магния, бронзы, алюминия, а также сплавов этих металлов.
Вольфрамовые электроды WZ8
Красные (WT20) – в данной модели присутствует оксид тория. Красные являются одними из самых распространенных, так как смогли лучше всех проявить себя при сварке на постоянном токе, существенно превосходя модели без добавок. Сам торий относится к радиоактивным металлам низкого уровня, поэтому они дают негативный осадок не только на окружающую среду, но и на здоровье мастера. Выделения при периодическом использовании не подвергают здоровье большому риску, но постоянное использование может дать осложнения. Вольфрамовый электрод для аргонной сварки с торием отлично проявляется себя как на постоянном, так и на переменном токе. У него можно изменять угол затачивания наконечника, так как даже при высокой силе тока они не плавятся в своих тонких местах. Стандартная заточка делается в виде площадки с выступами. Могут подходить для сваривания мели, никеля, титана, тантала, молибдена и кремниевой бронзы.
Вольфрамовые электроды WT20
Тёмно-синие (WY20) – это иттрированная модель, которая обладает повышенной стойкостью к воздействию высоких температур. Применяют их при постоянном токе с прямой полярностью. Служит инструмент для сварки особо ответственных конструкций. Оксидная добавка здесь составляет около 2%. Благодаря иттрированию повышается стабильность катодного пятна, поэтому, даже при изменении тока в широком диапазоне дуга остается стабильной. Используются вольфрамовые электроды для сварки нержавеющих сталей, низколегированных и углеродистых металлов.
Вольфрамовые электроды WY20
Серые (WC20) – в данной модели присутствует около 2% оксида церия. Церия является весьма распространенным редкоземельным нерадиоактивным металлом. Он положительно влияет на эмиссию электрода. Благодаря этому начальный запуск становится легче, а диапазон работы по току становится шире. Это универсальные инструменты, которые могут применяться при любом роде электричества. Здесь заметна высокая стабильность дуги даже при небольшом токе. Они используются для орбитальной сварке трубопроводов и тонких листов металла. При высоких температурах церий концентрируется в наконечнике, что становится недостатком. Их применяют для работы с необием, танталом, молибденом, бронзой, кремниевой бронзы.
Вольфрамовые электроды WC20
Золотистые и синие (WL15 и WL20) – обе марки содержат в себе оксид лантана. Это дает хорошие показатели для начального запуска дуги. С ними намного ниже вероятность сделать прожог металла. Дуга остается устойчивой на протяжении всего времени эксплуатации. Отличия в марках состоит в том, что в золотистых имеется 1,5% добавок, а в синих – 2%. Чем больше оксида лантана в составе, тем выше диапазон рабочего тока. Здесь он в 1,5 раза больше, чем в других марках. Это влияет на износ поверхности наконечника, который считается одним из самых тонких в этой отрасли. С его помощью сваривают стали высокого легирования, медь, алюминий и бронзу.
Вольфрамовые электроды WL-15





