
Дополнительные приспособления для заточки
Специальные приспособления для заточки обычно устанавливаются на салазки или фиксируются на верхней площадке корпуса точила. В число таких приспособлений входят устройства для фиксации затачиваемого режущего инструмента, а также насадки для следующих операций:
- заточки топоров;
- обработки долот;
- лезвий рубанков;
- ленточной пилы;
- сверл;
- ножниц;
- клиновидного инструмента.
Приспособления помогают жестко фиксировать инструмент. Удержать его в руках и выдержать нужный угол режущей кромки невозможно.
Например, приспособление для заточки ножей представляет собой рамку с направляющими. Нож зажат между 2 упорами. Руки в стороне от круга направляют движение.
Стойка с рамкой для заточки клиновидного инструмента опирается на площадку салазок. Сам инструмент установлен в специальном зажиме и свободно перемещается относительно вращающейся поверхности круга. Рабочий направляет его, удерживая за рукоятки рамку с инструментом.
Дополнительно у каждого точила лежит брусок для полирования круга. С его помощью выравнивается рабочая поверхность абразивного инструмента.
Применяемые абразивные камни
Применяемые для заточки абразивные камни отличаются по размеру зерна и твердости. На алмазных кругах производят заточку твердосплавного инструмента. Для охлаждения используют воду.
Маркировка кругов производится буквами и цифрами. Например, 13А–16А относятся к электрокорундам нормальным. Мягкий, не нагревающийся при работе круг. Цифра означает твердость, буква А – принадлежность к корундам. Самые твердые 43А–45А монокорунды применяются для заточки твердосплавных резцов и шлифовки закаленных деталей.
Карбид кремния обозначается буквой С. Например 53С и 54С относятся к черным карбидам кремния.
Любой инструмент без заточки долго не проработает, даже на кухне хлеб удобно резать острым ножом. Заточный станок и круги следует выбирать по объему работ и типу основного инструмента.
Знаете, как заточить инструмент быстро и качественно? Обязательно напишите об этом в блоге .
Поиск записей с помощью фильтра:
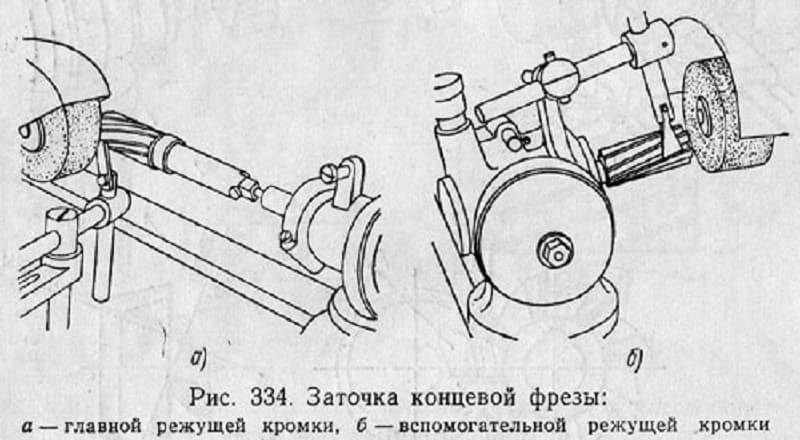
Ручная заточка концевых врез, предназначенных для обработки вязких материалов
Для заточки концевой фрезы, предназначенной для обработки вязких материалов (к примеру, древесины), вам понадобятся следующие инструменты, оборудование и материалы.
Стол или верстак.
Заточка концевой фрезы проходит по следующей схеме.
Смочите алмазный брус в мыльном растворе и закрепите его на краю стола.
Снимите с фрезы направляющий подшипник (при его наличии).
Очистите фрезу при помощи растворителя.
Заточите все резцы.
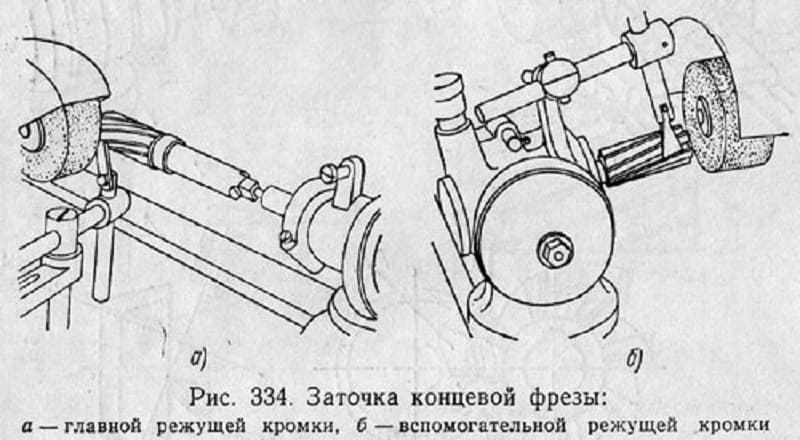
Изображение №3: схема заточки фрезы
Обратите внимание на следующие особенности. Перед заточкой в обязательном порядке удостоверьтесь в том, что алмазный брусок имеет правильную форму
Перед заточкой в обязательном порядке удостоверьтесь в том, что алмазный брусок имеет правильную форму.
Чтобы добиться равномерной заточки резцов, делайте одинаковое количество движений с примерно одинаковой силой нажатия.
Если у вас нет алмазного круга, для заточки можете взять наждачную бумагу. Приклейте ее к твердому деревянному бруску или полоске стали.
Технология заточки
Существует ряд параметров, которые влияют на углы заточки фрез, в первую очередь это форма зуба: острозаточенный или затылованный. Характеристики каждого из резцов:
- передний угол, образуется касательной к передней поверхности и плоскостью оси;
- задний угол, образуется касательной к задней поверхности и касательной к окружности вращения опорной точки;
- размер площадки, которая подвергается обработке при затачивании по задней поверхности;
- угол наклона зубьев относительно центральной оси.
Углы заточки фрез по металлу зависят от материала и марки изделия, указаны в специальных справочниках и ГОСТах. При обработке заготовок из высоколегированной стали они практически нулевые или отрицательные. Несоблюдение рекомендованных параметров приведет к быстрому разрушению режущей кромки без возможности восстановления.





В процессе заточки площадь зубьев уменьшается, поэтому крайне важно выполнять все операции однообразно для каждого. Перекосы приведут к изменению формы реза и сильному биению, что критично при работе с вязкими материалами – можно просто сломать фрезу
После заточки необходима проверка: визуальный осмотр на наличие трещин, сколов и деформаций с помощью лупы, для углов приемлемо отклонение в 1 градус, определяется маятниковым угломером.
С помощью станка
Можно восстановить режущие свойства практически любого инструмента. Заточка твердосплавных фрез производится только на станках. Например, для концевой первым этапом будет круговая шлифовка для удаления возможных сколов и дефектов режущих кромок, после этой операции диаметр измениться в зависимости от степени износа поверхностей. Затем для остроконечных боковых зубьев выполняется заточка по задней части. Для этого используется специальное приспособление в форме иглы, которое обеспечивает равномерный угол заточки на всем протяжении зуба при поступательном движении вдоль абразива
Регулируя его положение, можно добиться изменения заднего угла, а это важно для уменьшения трения и увеличения срока службы. Заточка торцевых зубьев начинается с их установки по горизонту, круг подается под необходимым углом
С помощью станка легко подновить инструменты для ручного фрезера.
Также при увеличении температуры уменьшается твердость абразивных материалов, что увеличивает время обработки заготовок и провоцирует быстрый износ дорогостоящих кругов. Для заточки применяются абразивные круги чашечной и тарельчатой форм для шлифования задних углов зубьев, для передних можно использовать плоские.

В качестве абразива выступают:
- электрокорунд (хорошо подходит для инструментальной стали);
- эльбор (быстрорежущая сталь обычная и повышенной производительности);
- алмаз и зеленый карбид кремния (для твердосплавных резцов).
При обработке твердых сплавов на кругу прогрев поверхности происходит неравномерно, образуются микротрещины, приводящие к деформации зубьев. Для доводки можно использовать чугунный оселок, в качестве абразива взять карбид бора, его же можно использовать и для оперативного устранения неровностей без снятия фрезы.
Промышленные станки дороги, для домашней мастерской можно изготовить его самостоятельно, совместив электрическое точило и механизм подачи затачиваемой фрезы. Универсальный аппарат таким образом сделать не получится, но для выполнения нескольких операций с приемлемым качеством он вполне подойдет.
С помощью кругов для заточки
Имея опыт, можно заточить фрезы несложной формы на обычном точиле, но следует понимать, что большое количество криволинейных поверхностей и необходимость соблюдения угловых параметров, могут свести на нет все усилия. Работать необходимо на небольших оборотах, иначе есть риск перегреть режущие кромки – фреза на выброс.
Подручными средствами
Требуется только наличие абразивных материалов разной зернистости. Бруски в процессе работы необходимо смочить мыльной водой, по окончании промыть и высушить. Заточка фрез по дереву своими руками возможна, но требует долгой практики – основная трудность заключается в равномерной обработке всех зубьев, для этого необходимо контролировать нажим и количество движений. Все издержки перекрываются словом «бесплатно», да и стоимость затачиваемых изделий невелика в случае неудачной попытки. Качество такой работы как правило не очень высокое, но в рамках домашней мастерской приемлемо.

Как собрать правильно
Качество и скорость обработки почвы зависят от правильного монтажа режущих элементов. Перед сборкой фрез мотокультиватора необходимо внимательно осмотреть входящие в комплект элементы. На них мы увидим штампованные буквы L и R. Это значит «левые» и «правые». Чтобы не путаться, разложим их на 2 одинаковые группы. Ступицы, на которые крепятся ножи, в основе своей могут иметь круглую трубу или шестигранник. Это зависит от того, какой вал у культиватора.

С одной стороны есть небольшой выступ с отверстием под шплинт и посадочным местом для первого звена ножей. Возьмем одну из полуосей. Она будет располагаться слева, по ходу движения. Собираем первое звено, начиная от редуктора. Режущие кромки располагаем так, чтобы они совершали круг против часовой стрелки. Поочередно ставим правый и левый ножи. При наличии 4-х элементов, 2 ножа лежат снизу, 2 — на них, сверху. Там, где на полуоси отверстие под шплинт, нож перед отверстием должен лежать выше. Иначе будут трудности с установкой и извлечением шплинтов.
Элемент прикручиваем так, чтобы пластина-основание была между ним и редуктором. В противном случае нож может цепляться за кожух редуктора. Когда первое звено готово, собирают второе.
Смотрим на любой из прикрученных ножей, на следующей пластине находим такое положение, чтобы новый нож смотрел в ту же сторону, но был сдвинут на несколько градусов против часовой стрелки.
Виды заточки
Заточка резцов производится по передней и боковой режущей кромке и тыльной части. Например, отрезные и прорезные резцы режут одной передней поверхностью. У проходных основная рабочая поверхность боковая, расположенная к оси держака параллельно или под углом. Вторая кромка, перпендикулярная оси, скользит по детали и срезает оставшиеся кромки, создавая нужный класс чистоты.
Резьбонарезной станок имеет две симметричные кромки, расположенные под углом профиля нити. Они затачиваются по шаблону. Кроме угла между самими режущими кромками, выдерживается угол заточки резца.
Фрезы по металлу имеют сложную поверхность. В одних случаях они напоминают набор токарных резцов, выставленных по кругу — торцовые, в других цилиндры с острыми спиралями — цилиндрические. Отрезные имеют форму плоского диска с острыми зубьями, вырезанными по радиусу.
Способ заточки режущей кромки и затыловки выбирается в зависимости от типа фрезы и твердости материала, который она должна резать. В проходных многорезцовых фрезах вместо переточки производят замену режущих пластин, выставляя их по плоскости и радиусу.
Технология заточки
Существует ряд параметров, которые влияют на углы заточки фрез, в первую очередь это форма зуба: острозаточенный или затылованный. Характеристики каждого из резцов:
- передний угол, образуется касательной к передней поверхности и плоскостью оси;
- задний угол, образуется касательной к задней поверхности и касательной к окружности вращения опорной точки;
- размер площадки, которая подвергается обработке при затачивании по задней поверхности;
- угол наклона зубьев относительно центральной оси.
Углы заточки фрез по металлу зависят от материала и марки изделия, указаны в специальных справочниках и ГОСТах. При обработке заготовок из высоколегированной стали они практически нулевые или отрицательные. Несоблюдение рекомендованных параметров приведет к быстрому разрушению режущей кромки без возможности восстановления.






В процессе заточки площадь зубьев уменьшается, поэтому крайне важно выполнять все операции однообразно для каждого. Перекосы приведут к изменению формы реза и сильному биению, что критично при работе с вязкими материалами – можно просто сломать фрезу
После заточки необходима проверка: визуальный осмотр на наличие трещин, сколов и деформаций с помощью лупы, для углов приемлемо отклонение в 1 градус, определяется маятниковым угломером.
С помощью станка
Можно восстановить режущие свойства практически любого инструмента. Заточка твердосплавных фрез производится только на станках. Например, для концевой первым этапом будет круговая шлифовка для удаления возможных сколов и дефектов режущих кромок, после этой операции диаметр измениться в зависимости от степени износа поверхностей. Затем для остроконечных боковых зубьев выполняется заточка по задней части. Для этого используется специальное приспособление в форме иглы, которое обеспечивает равномерный угол заточки на всем протяжении зуба при поступательном движении вдоль абразива
Регулируя его положение, можно добиться изменения заднего угла, а это важно для уменьшения трения и увеличения срока службы. Заточка торцевых зубьев начинается с их установки по горизонту, круг подается под необходимым углом
С помощью станка легко подновить инструменты для ручного фрезера.
Эффективность и качество обработки будут намного выше при оборудовании станка системой жидкостного охлаждения – при перегреве режущие кромки покрываются микротрещинами, которые становятся причиной сколов в процессе эксплуатации, что сильно уменьшает срок службы.
Также при увеличении температуры уменьшается твердость абразивных материалов, что увеличивает время обработки заготовок и провоцирует быстрый износ дорогостоящих кругов. Для заточки применяются абразивные круги чашечной и тарельчатой форм для шлифования задних углов зубьев, для передних можно использовать плоские.
В качестве абразива выступают:
- электрокорунд (хорошо подходит для инструментальной стали);
- эльбор (быстрорежущая сталь обычная и повышенной производительности);
- алмаз и зеленый карбид кремния (для твердосплавных резцов).
При обработке твердых сплавов на кругу прогрев поверхности происходит неравномерно, образуются микротрещины, приводящие к деформации зубьев. Для доводки можно использовать чугунный оселок, в качестве абразива взять карбид бора, его же можно использовать и для оперативного устранения неровностей без снятия фрезы.
Промышленные станки дороги, для домашней мастерской можно изготовить его самостоятельно, совместив электрическое точило и механизм подачи затачиваемой фрезы. Универсальный аппарат таким образом сделать не получится, но для выполнения нескольких операций с приемлемым качеством он вполне подойдет.
С помощью кругов для заточки
Имея опыт, можно заточить фрезы несложной формы на обычном точиле, но следует понимать, что большое количество криволинейных поверхностей и необходимость соблюдения угловых параметров, могут свести на нет все усилия. Работать необходимо на небольших оборотах, иначе есть риск перегреть режущие кромки – фреза на выброс.

Подручными средствами
Требуется только наличие абразивных материалов разной зернистости. Бруски в процессе работы необходимо смочить мыльной водой, по окончании промыть и высушить. Заточка фрез по дереву своими руками возможна, но требует долгой практики – основная трудность заключается в равномерной обработке всех зубьев, для этого необходимо контролировать нажим и количество движений. Все издержки перекрываются словом «бесплатно», да и стоимость затачиваемых изделий невелика в случае неудачной попытки. Качество такой работы как правило не очень высокое, но в рамках домашней мастерской приемлемо.

Область применения
Для выполнения технологических операций существуют различные виды инструмента. Какую фрезу использовать в том или ином случае, для этого необходимо учесть, какой материал нужно обрабатывать.
Фрезы по металлу
К распространенным видам относятся:
- Дисковые. Элементы для резки материала расположены с одной или с двух сторон одновременно. Используются для прорезания пазов, выборки, обрезки и снятии фасок.
- Торцевые. Предназначены для обточки ступенчатых и плоских оснований.
- Цилиндрические. Изготавливаются с винтовыми и прямыми зубьями.
- Угловые. Используются для прорезания стружечных канавок в технологической оснастке.
- Концевые. Применяются для изготовления уступов, выемок по контуру и пазов.
- Фасонные. Предназначены для обработки фасонных поверхностей.
- Червячные. Обработка производится способом обката – касанием инструмента заготовки в одной точке.

Фрезы по дереву
Для обработки деревянных конструкций применяются инструменты:
- Концевые. Внешне напоминают сверло, при этом конусная часть отсутствует.
- Кромочные. Применяются для прорезания кромок и разной конфигурации выемок. Инструменты для фрезерования вручную конструктивно снабжены подшипником для регулирования глубины обработки.
- Пазовые. Используются для прорезания пазов.
- Копировальные. Расположение фрезерной головки в виде дуги.

Фрезы для пластика
При обработке изделий из пластика применяется инструмент:
- Торцевые. Для обработки больших оснований.
- Фасонные. Используются для прорезания сложных профилей.
- Концевые. Применяются для получения карманов или пазов.
- Для гравировки. С ее помощью на основание можно наносить узоры или логотипы.

Фрезы для стекла
Для подготовки изделий из стекла применяются алмазные фрезы. Предназначены для создания кромки и контура на ручном или автоматическом оборудовании.

Стамеска и резец по дереву
Фото 1
Фото 2
Фото 3
Фото 4
Фото 5
Фото 6
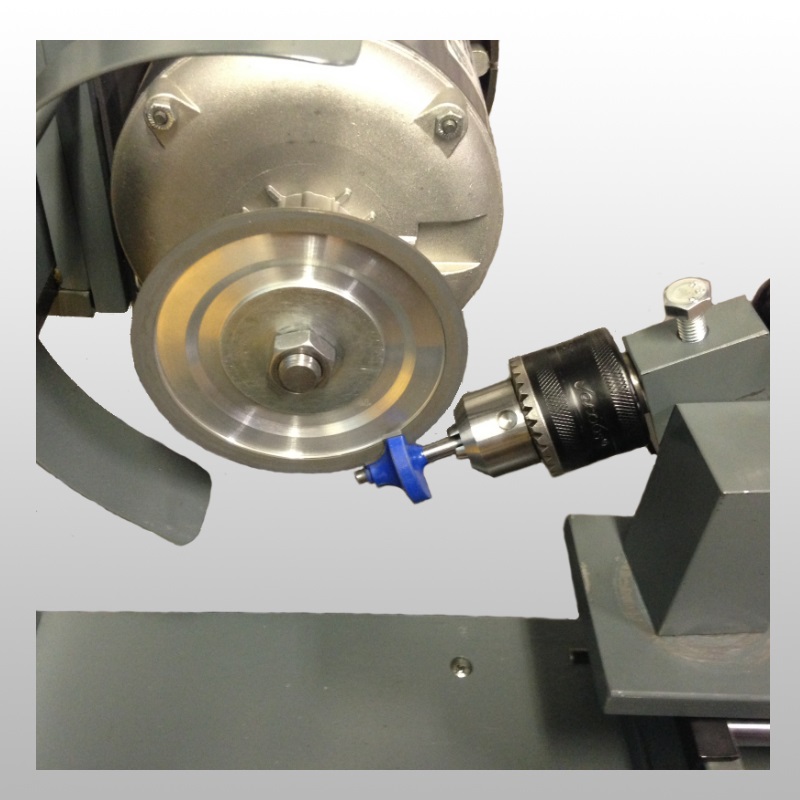
Эти классические инструменты для деревообработки схожи по внешнему виду и состоят из стального стержня плоского или полукруглого (желобчатого) сечения с заточенным лезвием на одном конце и длинной деревянной или пластиковой ручкой на другом. Разница между инструментами заключается лишь в назначении и способе применения. Стамеска используется в плотницких и столярных работах для выборки небольших углублений, зачистки пазов и снятия фасок в древесине, а резцы по дереву — при домашнем ремонте, декоративном оформлении или занятиях хобби, для изготовления точеных деталей из древесины (березы, липы, бука, осины, клена и т.п.).






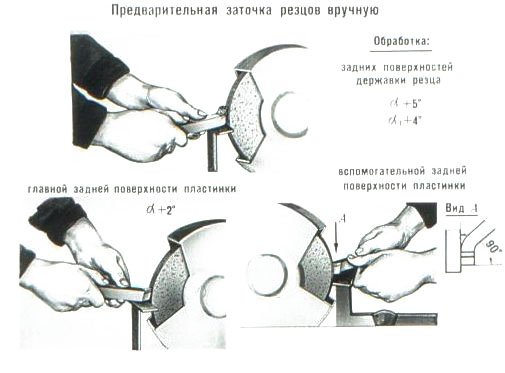
При работе на стамеску нажимают рукой или слегка ударяют киянкой по торцу ручки, а резец по дереву кладут на специальный упор токарного станка и обрабатывают вращающуюся в зажимном устройстве деталь. Шлифовка плоской стамески довольно проста и аналогична шлифовке ножа рубанка: рабочую часть равномерно прижимают к абразивному слою круга вначале всей поверхностью задней скошенной части лезвия (фаски), затем передней стороной. При этом необходимо следить, чтобы режущая кромка лезвия была строго перпендикулярна его боковым граням, и не допускать ее перекоса. Отличие от шлифовки ножа рубанка состоит в том, что не производится закругление боковых углов режущей кромки стамески.
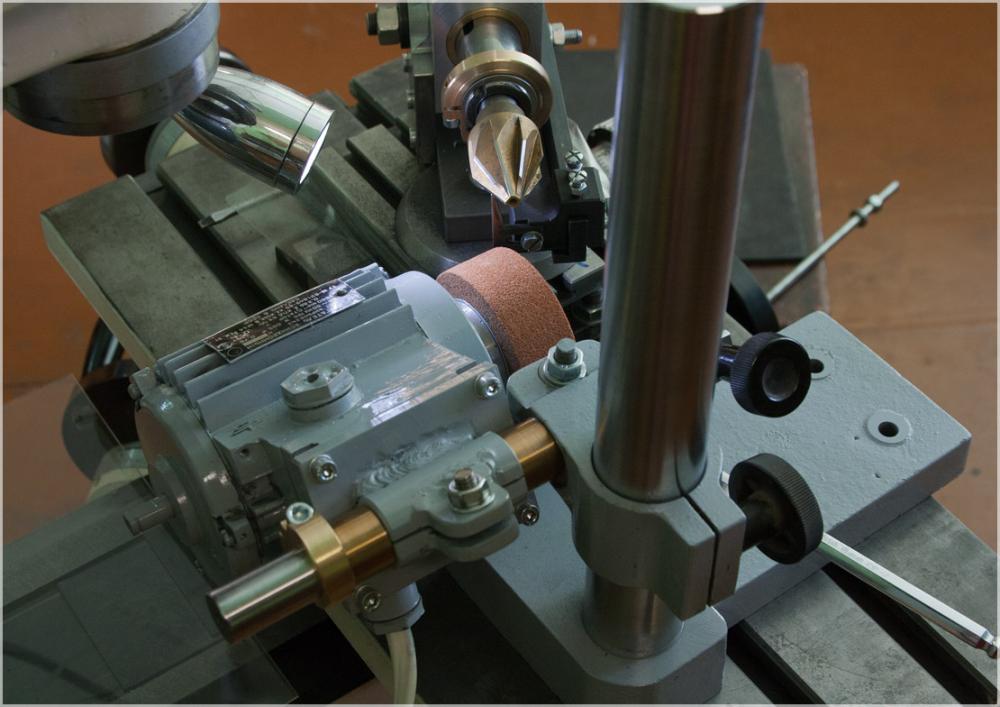
Шлифовка полукруглого токарного резца по дереву более сложна и состоит из трех этапов. Вначале на шлифовальном круге зернистостью 100 производят шлифовку внутренней поверхности желобчатого лезвия, для чего используется самый край абразивного круга. Затем шлифуют наружный слой.
И в том, и в другом случае инструмент слегка вращают вдоль его оси влево-вправо, поворачивая рукоятку правой рукой для равномерной обработки изогнутой поверхности. Затем меняют шлифовальный круг (с 100-го на 320-й) или, пользуясь преимуществом запатентованной системы крепления, наклеивают новый прямо поверх прежнего, после чего повторяют процесс в том же порядке. Третий этап — полировка лезвия — производится на торцевой поверхности опорного диска, изготовленной из прочного полимера, который в данном случае выполняет ту же роль, что кожаный или брезентовый ремень при правке бритвы. Полировка производится легким касанием в течение буквально нескольких секунд.
Заточка специального инструмента
Заточка специального инструмента имеет свои объективные отличия, связанные с дополнительными этапами технологического процесса переточки.
Идентификация и описание инструмента
Первым шагом заточки специального инструментов является правильное измерение и расчёт необходимых параметров геометрии инструмента. Проведение таких измерений возможно только на специализированных измерительных центрах, таких как ZOLLER Genius3 и WALTER Helicheck.

Измерительные центры этого сегмента – мощные универсальные измерительные приборы для всех типов режущего инструмента.
- Пять осей, управляемых ЧПУ, позволяют выполнять комплексные, точные и полностью автоматические измерения без влияния человеческого фактора
- Быстрая и высокоточная проверка геометрии инструмента
- Подробный отчёт о результатах измерений
- Передача данных на шлифовальный станок без участия оператора
Разработка комплекта чертежей и программы заточки
Информация, полученная в результате измерения, обрабатывается и передаётся в систему разработки программы заточки инструмента. Опытные конструктора выполняют все необходимые расчёты и моделирование инструмента с использованием средств 3D-проектирования и осуществляют симуляцию и тестовые прогоны программы на точных моделях шлифовального станка.
Заточка на шлифовальном станке с ЧПУ
Далее программа заточки отправляется в шлифовальный центр где оператор осуществляет наладку и шлифовку.
Для затачивания используются станки известных мировых лидеров таких как Reinecker, SAACKE, Deckel, ANCA. Благодаря своевременному обслуживанию и обновлению, а также благодаря профессионализму наших операторов ЧПУ мы гарантируем заказчикам необходимую точность и качество шлифовки.
Покрытие
Совместно с нашими партнёрами, мы наносим на инструмент износостойкое покрытие методом PVD (ионно-плазменное напыление в вакууме). Результат – увеличение стойкости и качества обработки.
Без сомнений мы поможем Вам в выборе подходящего покрытия для вашего инструмента, наши специалисты подберут оптимальный тип покрытия для вашей конкретной задачи металлообработки и материала.
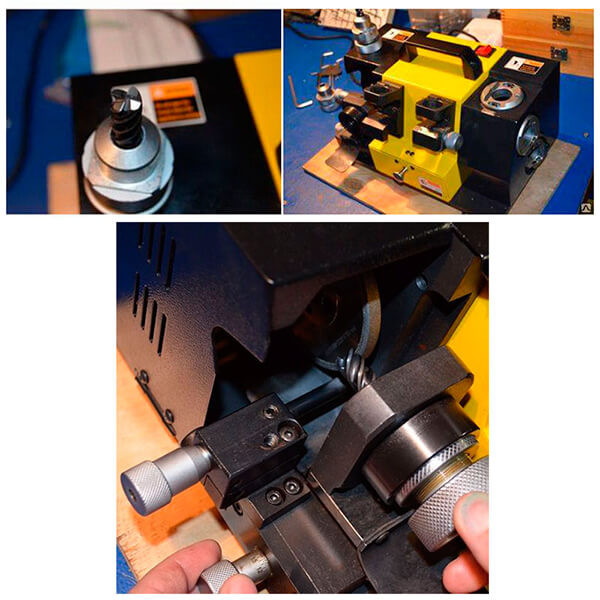
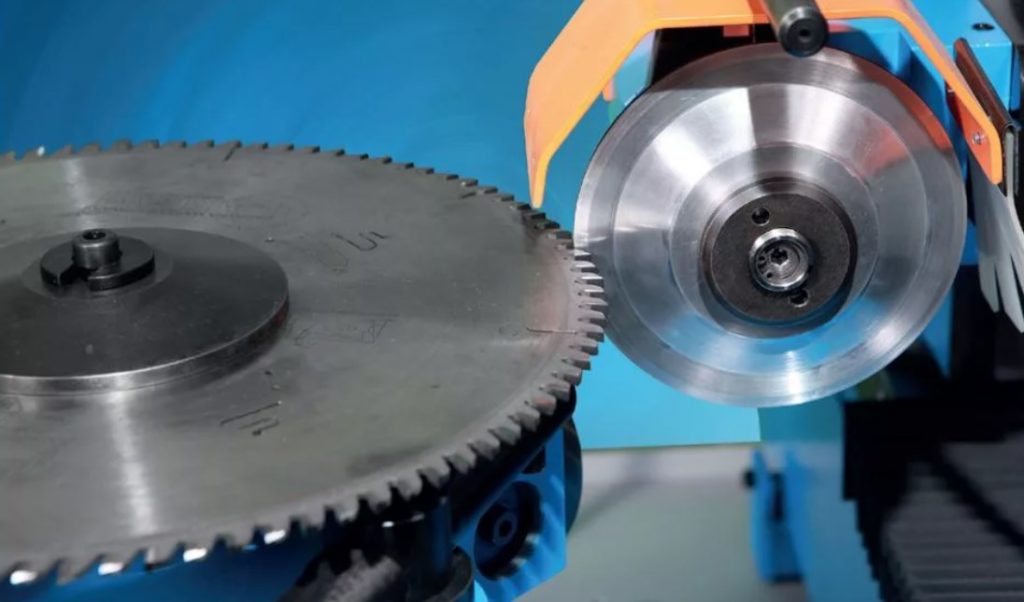
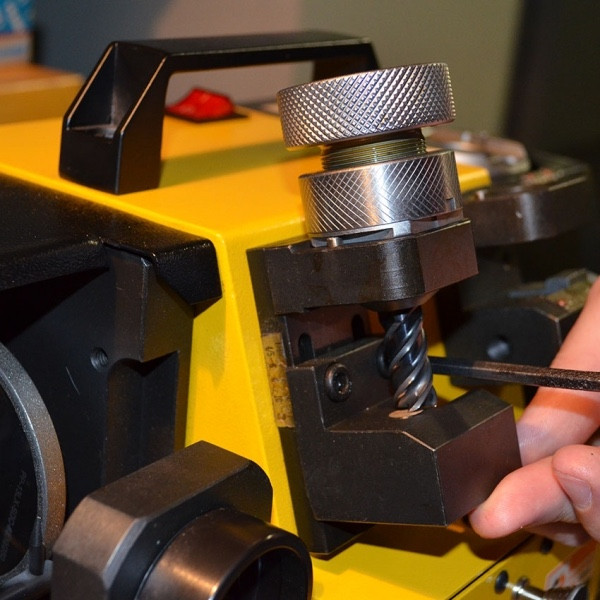
Процесс на станке: как правильно точить фрезы по дереву и металлу

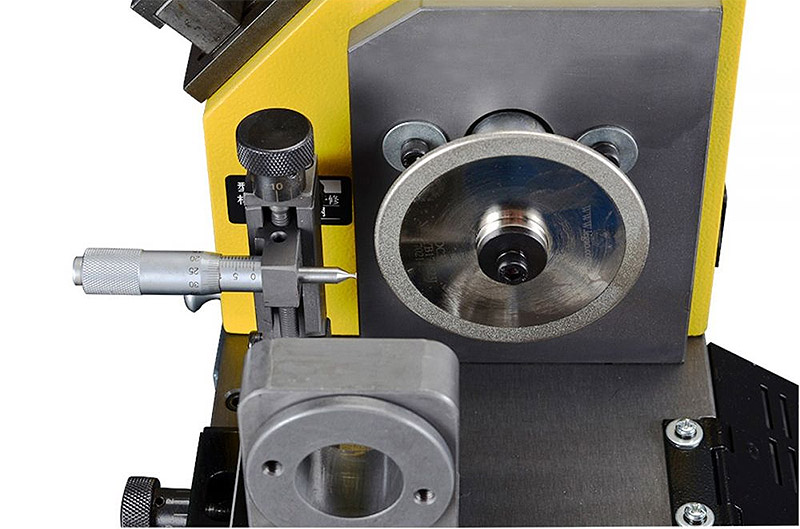
Внимательно посмотрите на оба зажимных патрона, один из них предназначен для установки резца с двумя или четырьмя заходами, а второй – для трехзаходового
При обработке уделите внимание точности и равномерности, правильная работа обеспечит увеличение срока эксплуатации
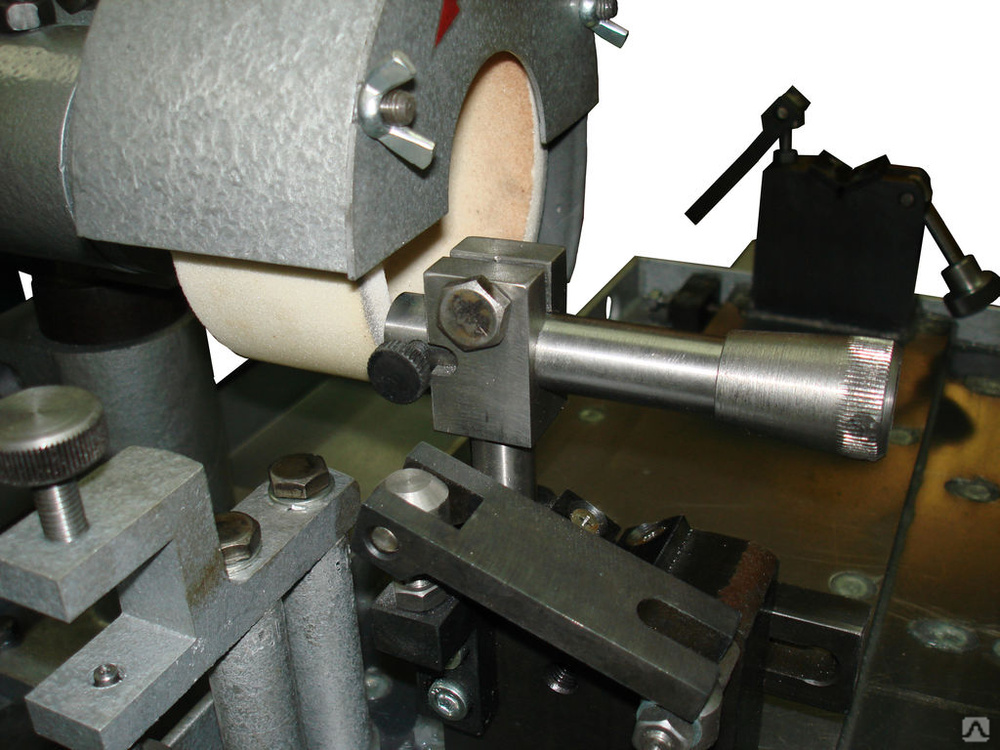
Заточка по ленточке
Сперва подберите цанговый патрон для зажима, который соответствует диаметру инструмента, и нужное гнездо стакана. Цангу следует завести в него и затянуть гайкой.
Затем с помощью вкручиваемых винтов отрегулировать расстояние ленточки для металлообработки. Размер можно менять благодаря перемещению вниз дна гнезда. А на нужном месте просто закрутить винтовые соединения.
Далее в патрон помещается резец, а также задается необходимый наклон заточки. Крепление производится с помощью канавок и штифтов.
Уже после включения подачи можно регулировать движение и слой снятия металла.
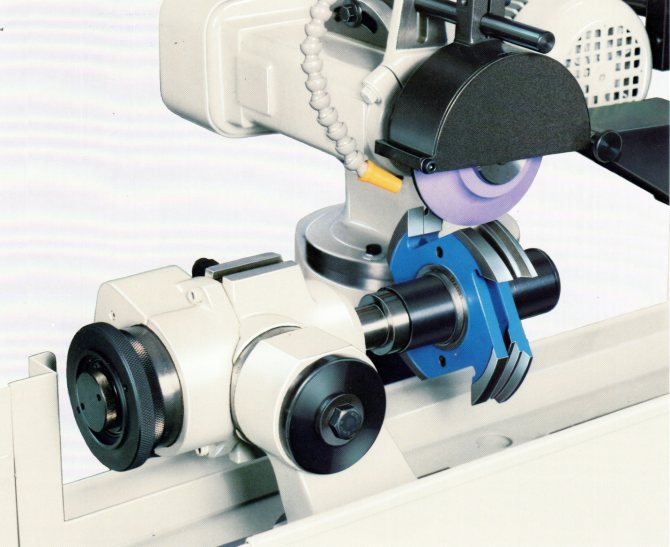
Заточка отрезной фрезы по торцу

На станке для этих целей есть специальное отдельное гнездо, помещаем в него инструмент. Причем выбор патрона зависит от того, насколько жесткий материал – чем выше прочность, тем больше гнездо. Обработка элемента производится вплоть до полного прекращения шума. Затем предмет переносится в другое крепление для металлообработки с торцов и с задней стенки.
Процесс заточки фрез на станке
Заточка режущего инструмента требует особой точности, чтобы геометрические размеры и свойства были восстановлены. Профессионально выполненная операция способствует увеличению стойкости металла и снижению износа зубьев.
В комплекте станочного оборудования предусмотрено два зажимных патрона, один – для трехперового инструмента, а второй – для четырех и двух. Ошибка установки исключена.
Заточка по ленточке
Выбрать одно из гнезд стакана и цангу, соответствующую размеру.
Процесс выполнения:
- Завести в патрон цангу и зажать гайкой, но сильно затягивать последнюю не нужно.
- Выставить размер длины ленточки для обработки. Расстояние регулируют выкручиваемые винты. Перемещая низ гнезда, следует установить нужную длину, после которую зафиксировать на винтовые соединения.
- Установить инструмент в патрон через верх, задав угол и диаметр. Патрон закрепить в стакане с установкой линии инструмента по отношению элементу заточки. Закрепление производится за штифт канавками.
- Оборудование включить и обеспечить подачу обрабатываемого элемента к кругу заточки. Посредством регуляторов можно снижать и увеличивать съем поверхности металла.
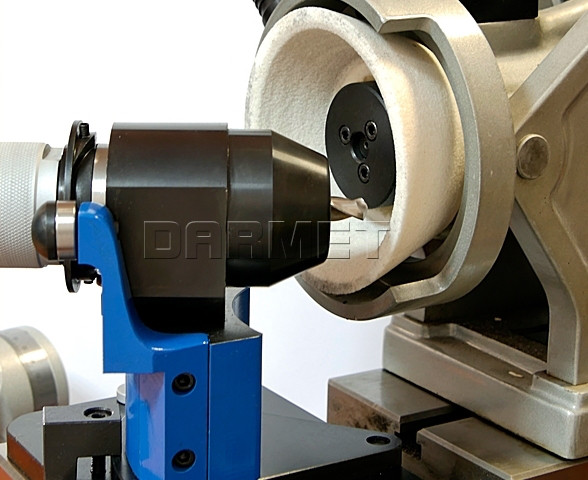
Заточка фрезы по торцу
Нужно воспользоваться другим гнездом на станочном приспособлении.
Процесс выполнения работ:
- Выставить настройки на гнезде, они зависят от жесткости материала. Если металл твердый, то гнездо больше.
- Включить станок, вставить патрон и произвести обработку элемента, до тех пор, пока не прекратится шум.
- В другом гнезде обеспечить заточку инструмента с торца.
- Обработать заднюю стенку инструмента вставлением патрона в гнездо станочного оборудования.

Процесс заточки фрезы: основные правила
- вам нужно пользоваться брусками с различным уровнем зернистости. Этот параметр зависит от того материала, который вы собираетесь удалить;
- немаловажную роль играет чистота основания, определенная вами изначально. Перед тем, как производить процесс заточки, стоит убедиться в том, что брус будет нужной вам формы;
- симметрия сохраняется только в том случае, если вы попытаетесь в процессе заточки изделия создать конфигурацию, аналогичную движению резцов;
- если материал зубцов довольно мягкий, то замените брус абразивной бумагой, которая обеспечит идеально-ровное основание;
- концевые изделия затачивают на том устройстве, которое для этого предназначено. Круг вращается не слишком быстро, поэтому вам придется купить абразивное изделие.
Конечно, процесс заточки фрезы занимает немало времени. Однако данный ресурс окупится со временем, ведь вы будете выполнять свою работу с максимальным эффектом.







Это основные моменты, которые касаются данной сферы деятельности. Вы должны учесть все нюансы, чтобы добиться максимального результата, ведь все другие правила не обеспечат вам такого же эффекта.

Советы в статье «Монтаж систем сжатого воздуха» здесь.
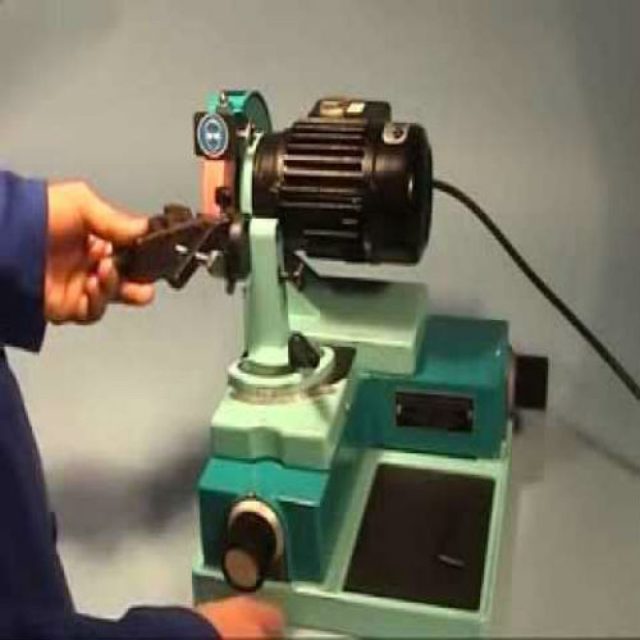
Быстрая очистка и заточка фрез по дереву. Или как заточить концевую фрезу своими руками:
Сейчас производители выпускают множество видов и размеров фрез, предназначенных для обработки разных материалов, в том числе и для древесины. Заточить своими руками затупившееся приспособление можно на универсальном либо специальном станке, а также вручную.
Фрезы время от времени необходимо точить.
Используем подручные средства
От домашнего мастера требуется лишь любой электропривод и абразивные диски с разным показателем зернистости. Затачивание вручную – без привода – фрез возможно лишь при их наиболее простом исполнении (меньшей сложности, разнообразия расположения режущих зубцов в нескольких плоскостях), также потребуются бруски с таким же показателем зернистости, как и точильные круги.


Абразивный брусок или круг перед началом работ смачивают обычной или мыльной водой – она предотвратит перегрев материалов (включая припой, держащий зубья), из которых сделаны рабочие части фрез. Равномерность обточки вручную сложнее проконтролировать из-за непостоянства человеческой прижимной силы – по сравнению с таким же воздействием со стороны механики станка. Второй фактор – не меняя усилие, считать количество возвратно-поступательных движений.
Чем точить фрезы?
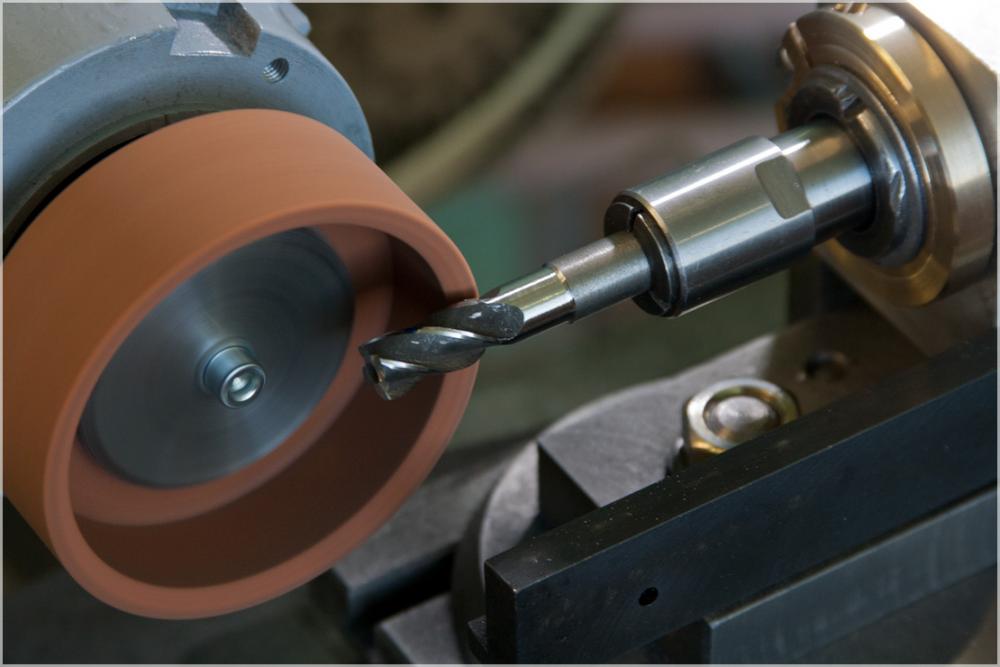
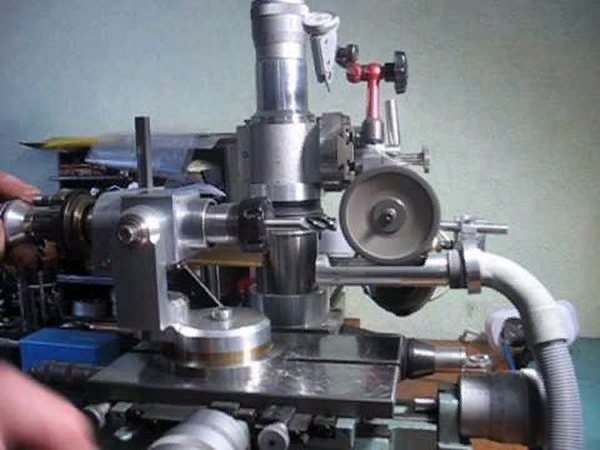
Можно производить заточку вручную или с помощью точильного станка для фрез.
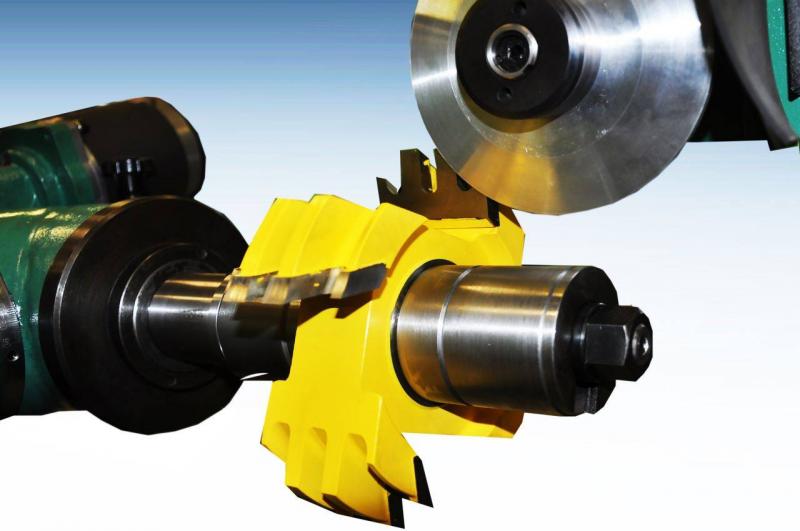
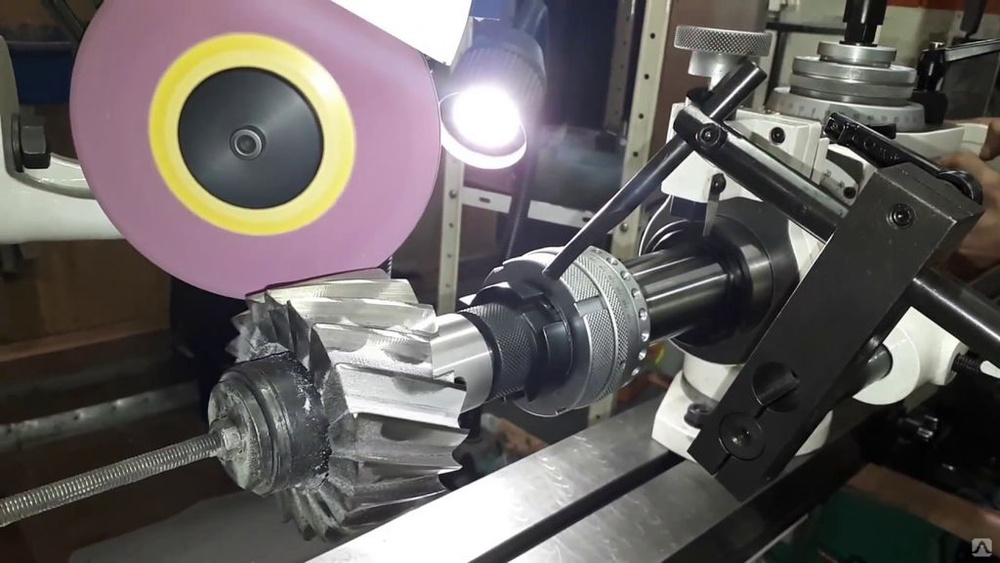
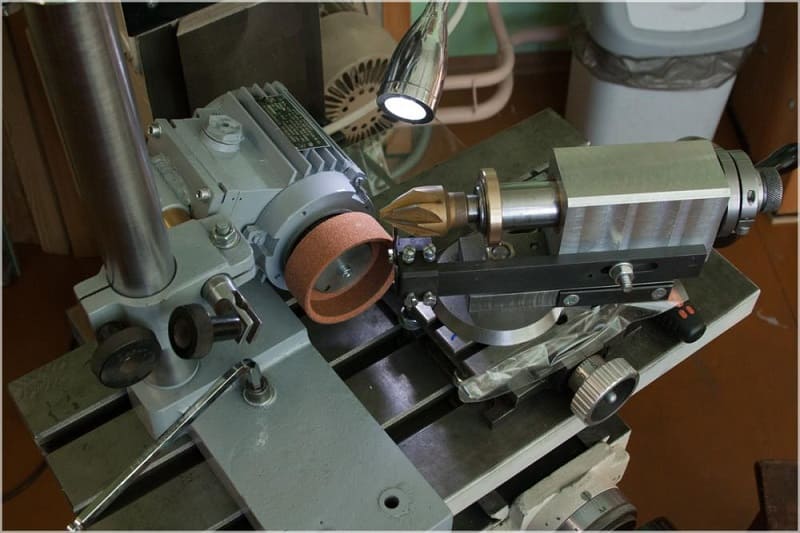
Рис. 1. Заточка фрез с помощью точильного станка
Станок обеспечивает синхронизацию разных видов движения и фиксацию фрезы. Например, чтобы заострить концевую фрезу, необходимо совместить поступательные и вращательные движения, соблюдая при этом единообразную силу прижима инструмента к точильному кругу. Большое значение имеет скорость вращения, зернистость абразива, его материал.
- Абразивные круги из электрокорунда подходят для затачивания фрез по металлу и дереву (материал изготовления — быстрорежущая или инструментальная сталь класса «Стандарт»).
- Эльборовыми (CBN) кругами точат фрезы из быстрорежущей стали повышенной производительности.
- Алмазные (PCD) и карбидокремниевые круги применяются для заострения зубцов твердосплавных фрез.
Важно учитывать, что сильный разогрев снижает твердость абразивов и приводит к частичной потере режущих свойств. Ниже приводим таблицу термической устойчивости основных материалов, применяемых для производства абразивных кругов
Рис. 2. Таблица термической устойчивости основных материалов
Чтобы охладить точильный инструмент в процессе работы одной воды будет недостаточно — заржавеет станок. Мастера советуют добавлять в воду мыло и кальцинированную соду, нитрит, силикат натрия и т.д. — электролиты создают на поверхности точильного круга защитную пленку.
Существует больше 20 конфигураций точильных кругов для заострения фрезерного инструмента. Задние плоскости резцов шлифуют кругами тарельчатой или чашечной формы, передние — плоской или тарельчатой.
Рис. 2.1 Основные формы шлифовального инструмента из СТМ в мащиностроении
Заточка фрез по металлу: концевых, червячных
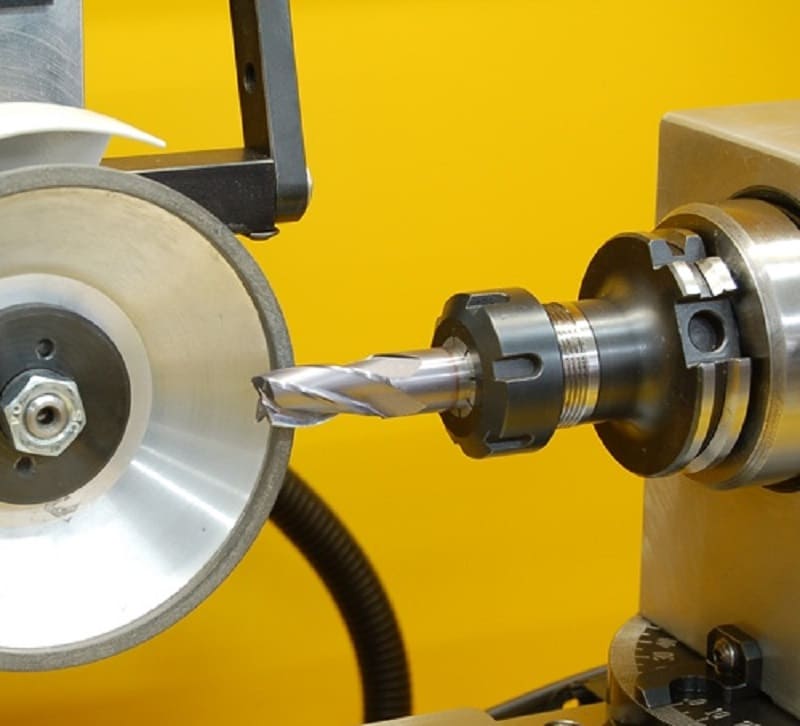
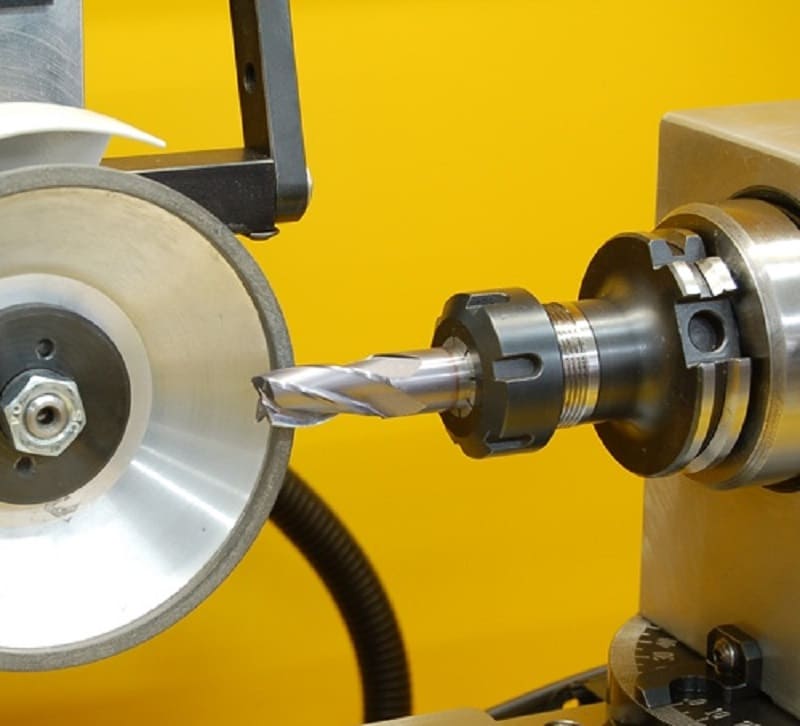
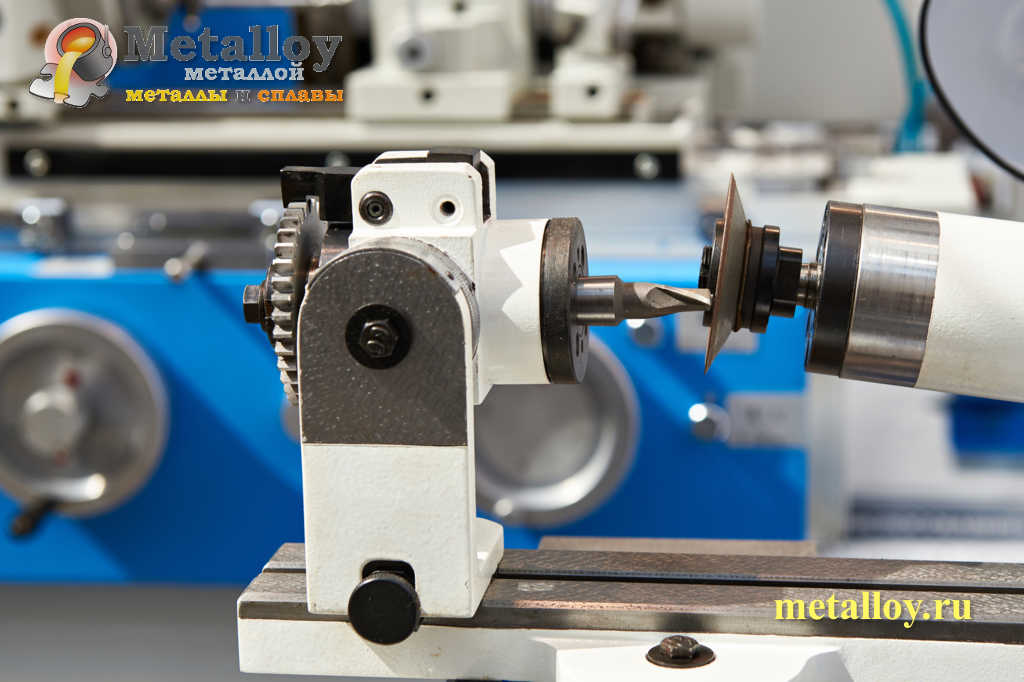
Фреза – инструмент, используемый для обработки различных изделий. Применяются фрезы различного типа, которые позволяют производить изменение внешних и внутренних поверхностей с необходимой точностью. Для достижения высокой производительности фреза должна иметь высокую кондицию – быть остро заточенной. Заточка концевых фрез для работы с металлами, древесиной, пластмассой, стеклом производится с использованием специальных станков и оснастки.
Рис. 1 Заточка инструмента с применением наждачного тарельчатого круга.
Заточка инструмента
Заточка производится для восстановления режущей способности, с проведением операций выполняемых поконтурно и раздельно.
Фрезы, поступившие на заточку, обычно предварительно шлифуют по цилиндрической поверхности с применением кругло-шлифовального станка для устранения повреждений с дальнейшей заточкой задней или передней части зубьев.






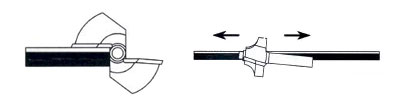
Концевые фрезы, имеющие остроконечную форму зубьев, затачивают по задней поверхности специальным кругом тарельчатой или чашечной формы. Для этого производят установку круга по отношению к оси под углом 89°, что позволяет достичь требуемого контакта между соприкасающимися поверхностями. При выполнении заточки задних поверхностей концевых фрез применяют 2 основных метода:
- полиэлементный;
- контурный.
При использовании полиэлементного метода режущие кромки затачиваются отдельно. Сначала производится заточка главных поверхностей всех зубьев, затем вспомогательных и переходных. При контурном методе – заточка, производится последовательно каждого зуба за одну операцию. Применяется также однооборотный метод заточки, когда режущие кромки обрабатываются за одну операцию. Все зубья затачиваются за один оборот, припуск удаляется с помощью операции шлифования.
Типы используемого инструмента
На промышленных предприятиях применяются различные типы инструмента:
- Цилиндрические – для обработки заготовок с использованием станков оснащенных горизонтальным шпинделем.
- Торцевые – для фрезерной обработки заготовок на станках с вертикальным шпинделем.
- Концевые – для проходки уступов, выемок, контуров (криволинейных). Используются на установках при вертикально-фрезерной обработке.
- Дисковые – для проходки пазов, канавок на горизонтальных станках.
- Шпоночные – для проходки канавок на станках с вертикальным шпинделем.
- Угловые – для фрезеровки плоскостей (наклонных), канавок, скосов.
- Фасонные – при обработке фасонных поверхностей.
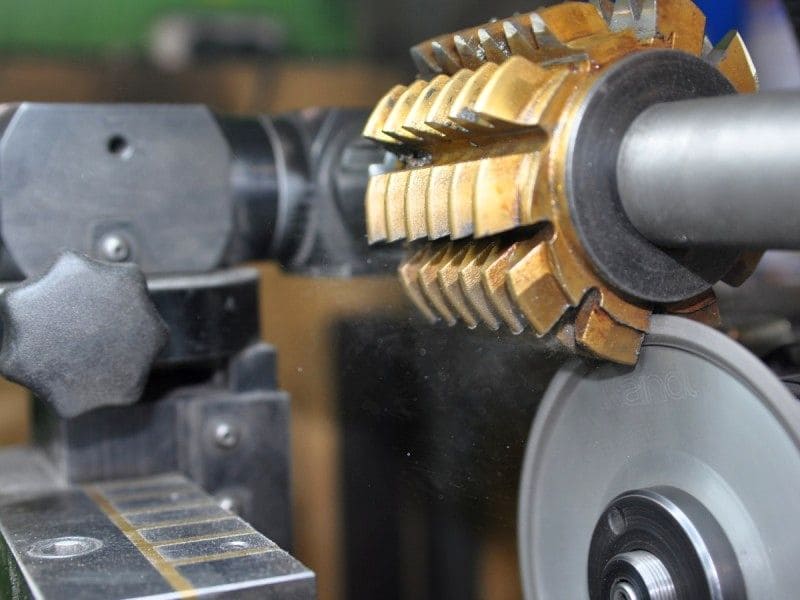
Рис. 2 Набор червячных фрез.
Для обработки заготовок используется оснастка, которая предназначена для работ:
Фрезы с соответствующей оснасткой выпускают обычно в качестве наборов с посадочными размерами крепежной части разного диаметра. Для того чтобы фреза использовалась длительный период она должна быть всегда наточена, а при проведении рабочей операции необходим температурный режим, не допускающий перегрев, который снижает их прочностные характеристики.
Оснастка для фиксации заготовки
Для проведения процесса фрезеровки необходимо фиксировать заготовку для чего используются:
Читать также: Для чего нужны винты
Столы поворотные круглые используются для проведения операций фрезерования заготовок имеющих криволинейную поверхность. Данный тип столов имеет широкий диапазон смещений:
- вращение;
- изменение угла наклона плоскости стола;
- возможности обработки изделий в вертикальном положении.
Зажимы или прихваты позволяют фиксировать изделия с помощью специальных элементов, которые в свою очередь крепится к столу с помощью болтов и гаек. Для фиксации небольших по размеру заготовок используются тиски простые и с поворотным механизмом.





