
Популярные производители
На современном рынке полно предложений от производителей. Но есть компании, которые проверены временем. Именно их продукции отдают предпочтение владельцы циркулярных пил. Краткий список популярных брендов таков:
CMT. Компания появилась на территории Италии в далеком 1962 году. Производство перенесено в Китай, а в Европе остался лишь головной офис.
«Макита». Годом основания фирмы стал 1915. С тех пор прошло много времени, но японская продукция по-прежнему популярна по всему миру.
«Бош». Это название давно стало символом непревзойденного качества. Пильные диски под торговой маркой Bosh — желанные гости в каждой домашней мастерской.
«Атака». Организация появилась в 1998 году на территории России. Ее по праву можно назвать старейшим поставщиком расходников на отечественном рынке.
Metabo. Название произошло от немецкого наименования ручной дрели. Сборка первой продукции началась в Германии после 1924 года.
Dewalt. Победное шествие компании по планете стартовало в США. Начиная с 1922 года под брендом выпускают оснастку для электроинструмента.
В передовых технологиях разобраться непросто. Изготовители оснастки постоянно совершенствуют свои производства. Предлагаем посмотреть видео, которое поможет сделать правильный выбор и узнать много полезной информации:
Заточка рамных пил
При частой заточке зубьев ширина полотна снижается. Наименьшая ширина полотна, гарантирующая достаточную прочность и жесткость пилы при работе, достигает примерно 75 мм.
Во время использования пилы режущая кромка зубьев пил затупляется, и пиление осуществляет труднее и более низкого качества.
Пилы из инструментальной стали могут распилить до заточки от 5 до 6 куб.м. лесоматериалов, пилы с плющеным зубом – распиливают примерно 20 куб .м , а стеллитованные пилы могут справиться с 80 куб.м.
Тупая пила должна быть правильно заточена, с соблюдением всех главных параметров зубьев. Примерные значения для развода зубцов:
- для свежеспиленных хвойных сортов (ели, сосны, лиственницы, пихты) – 0,6-0,8 мм
- для свежеспиленных лиственных сортов (бука, дуба) – 0,5-0,6 мм
- для сухой, твердой и мерзлой древесины – 0,4-0,6 мм
- для древесины с рыхлыми, войлокообразными волокнами – 0,7-0,9 мм
 Заточка зубьев осуществляется на специальных точильных устройствах типа ТчПА-7 с применением заточных кругов из корунда, имеющих зернистость 40-60, твёрдость K , L , M. При этом скорость должна составлять около 50 зуб/мин.
Заточка зубьев осуществляется на специальных точильных устройствах типа ТчПА-7 с применением заточных кругов из корунда, имеющих зернистость 40-60, твёрдость K , L , M. При этом скорость должна составлять около 50 зуб/мин.
Конечное шлифование осуществляется по всему профилю зуба, что дает возможность ликвидировать микротрещины, которые образуются на пильном полотне под растягивающей нагрузкой, а также для предотвращения возможных разрывов полотна.
Во время ремонта применяется плющилка для рамных пил. Она необходима для того, чтобы расплющить вручную холодные кончики зубцов рамной пилы.
Плющилка имеет:
- корпус
- плющильный валик
- наковальню.
Чтобы ограничить поворот рукоятки плющильного валика в этой конструкции имеется ограничитель, вставленный в корпус плющилки.
Как правильно точить бензопилу
Своевременная и грамотная заточка своими руками цепи для бензопилы позволит не только продлить время использования устройства, но и сэкономить усилия и время на обработку древесины. Признаками острого цепка является образование одинаковых по размерам опилок правильной геометрической формы. Для обеспечения нужного уровня остроты зубьев подойдет любое приспособление для заточки цепей бензопил, например, любой точильный инструмент. Таковыми являются напильник, болгарка и станок.
Заточка напильником
Ценится данный способ за возможность выполнения работы в любых, даже полевых, условиях, простоту процедуры и отсутствие необходимости использования дорогостоящего инструмента. Правильно заточить цепь бензопилы напильником поможет инструмент исключительно круглого сечения. Для определения параметров напильника нужно знать размеры самой пилы, в частности требуется определения шага расположения зубьев. Для обработки ограничителя глубины пиления направляющего зуба допускается использование плоской вариации.
Шаблоны или лекала будут давать нужное направление инструменту и способны облегчить работу. Их необходимо закрепить на обрабатываемый участок. После выполнения подготовительных работ можно приступать непосредственно к процедуре согласно рекомендациям специалистов:
- Закрепить цепь на струбцине.
- Выставить напильник для заточки цепи по шаблону.
- Выполнить натачивание зубьев, направленных в одну сторону, под выбранным углом. Последний не должен меняться. Сам же рабочий инструмент должен держаться так, чтобы его кончик выступал лишь на пятую часть своей толщины. Двигать напильник нужно максимально плавно, движения должны быть несильными. Обратный ход нужно делать холостым. Инструмент периодически рекомендуется поворачивать, что позволит снизить риск износа точильной стороны.
- Угол наклона инструмента должен быть прямым, а угол заточки цепи бензопилы по горизонтали — острым, при этом допускаются его изменения в диапазоне от 10 до 30°. За основу нужно брать наименьший зуб в ряду.
- Шину перевернуть и выполнить аналогичную работу для зубцов, которые идут в противоположном направлении.
Имеет такой способ и небольшие недостатки. В частности, необходимы большие временные затраты. Но зато не нужно будет приобретать дорогое оборудование или специальный инструмент.
Как заточить при помощи ушм болгарки
При заточке цепи бензопилы болгаркой необходимо постоянно контролировать уровень остроты цепи, обрабатывать ведущую звездочку машинным маслом. При этом данный способ имеет одно существенное преимущество — не нужно снимать цепную гарнитуру с пилы, можно визуально подбирать угол затачивания.
Хотя многие владельцы бензопил и мотопил считают, что этот инструмент может повредить режущие зубья цепи, но если работу выполняет опытный специалист, то риск минимальный.
Подойдет только специальный диск для работы с металлом. Его диаметр должен быть не менее 2,5 мм. При этом рекомендуется выбирать уже использованный диск с закругленными краями.
Перед началом заточки нужно вставить клин из дерева между цепью и нижней частью шины, чтобы предотвратить движение гарнитуры.
Заточка на станке
Без проблем справляется с поставленной задачей и станок для заточки цепей бензопил своими руками. Есть различные варианты использования подобного инструмента — автоматическая заточка или вручную. К тому же можно изготовить самодельный заточный станок для цепей.
Электрические станки для заточки подразумевают установку пилы в специальное отверстие устройства, после чего нужно будет подобрать оптимальный угол заточки зубцов и включить бензопилу. После этого происходит самозатачивание зубцов цепи о наждачный камень. Но лучшие заточные станки стоят недешево, поэтому для домашнего использования приобретаются редко.
Пользоваться станком, чтобы натачивать цепи вручную, просто. Действия придется выполнять в следующей последовательности:
- Ослабить винт, который зажимает цепь.
- Настроить подходящий уровень заточки, при этом необходимо определить максимальную степень заточки после визуального осмотра наиболее тупого зубца. Еще выбираются углы заточки на станке ручном. Можно использовать специальные таблицы, которые представлены в инструкции к пиле.
- Выполнить заточку согласно всем выбранным параметрам.
- Обработать цепь чистым машинным маслом.
Есть 2 способа использования ручного станка с данной целью:
- Последовательный подразумевает воздействие на каждый зубец друг за другом, при этом необходимо периодически менять полярность.
- Заточка каждого второго зубца, то есть сначала затачивается правый зубец, а затем левый. При этом смены полярности не требуется.
Процесс точения пошагово
При ручной заточке напильником проще контролировать съём материала и задавать корректные углы кромок. Полотно нужно зажать в стусле или тисках, обеспечив выступ зубьев над губками порядка 30–35 мм. Разводка выполняется до заточки по трём причинам:
- чтобы впоследствии не повреждались режущие кромки;
- чтобы заранее обеспечивался немного более сильный развод, что компенсируется снятием некоторой доли металла с зубьев;
- чтобы направленность режущих кромок и развод зубьев были однородными.
Важнейшее правило заточки ножовок по дереву гласит: зуб должен иметь плоскую боковую сторону со стороны, в которую выполнялся его развод. Таким образом, режущие кромки соседних разведённых зубьев направлены навстречу друг другу, то есть внутрь канала, образованного разводом.
После зажатия полотна необходимо уточнить угол заточки режущих кромок. В идеале он должен определяться твёрдостью обрабатываемой древесины, но поскольку ножовка используется для пиления различных пород, для всех типов профиля устанавливается универсальное значение 60–75° от плоскости зуба. Есть определённая трудность в том, чтобы определить угол заточки относительно плоскости полотна для уверенного контроля положения инструмента. Сделать это можно с помощью ровной металлической пластины, выбрав за эталон наименее изношенный зуб, обычно такой можно найти ближе к рукояти.

При заточке нужно обрабатывать те зубья, которые расположены кромками к себе. Выдерживая правильный угол между гранью напильника и полотном, а также немного наклоняя напильник в сторону кромок, нужно произвести 2–3 съёма материала с режущих граней, оказывая нажим при движении от себя. После каждого прохода нужно следить, чтобы металл снимался по всей поверхности грани, при необходимости корректируя положение напильника. Чтобы заточка была равномерной, количество движений напильника на каждом зубе должно быть одинаковым. Хорошим результатом заточки считается равномерное осветление спуска лезвия по всей площади.
Заточку лезвия на абразивном круге выполнить сложнее ввиду того, что полотно не имеет упора. Однако при должной сноровке можно добиться аккуратного съёма металла с обеих сторон каждого зуба. Как и при ручной заточке, движение режущего инструмента должно быть направлено в сторону плоской части зуба, таким образом, все полотно протачивается дважды с переворотом.
Важные характеристики
Чтобы читатели не потерялись в дебрях современного рынка оснастки для циркуляционных пил, мы подготовили 5 основных критериев, которые помогут определиться с выбором
Рассмотрим их по степени важности
Читать также: Светильник дрл 250 технические характеристики
Внешний диаметр
Наружный, или внешний диаметр диска не должен превышать размеры кожуха циркулярной пилы, иначе его не получится установить на посадочное место. Увеличение параметра приводит к росту глубины пропила. Характеристика варьируется в пределах от 65 до 500 мм.
Посадочный диаметр
Посадочный, или внутренний диаметр — величина отверстия в центре оснастки. Определяет, подойдет ли пильный диск для крепления на шпинделе. Самые популярные размеры: 16, 20, 22, 30 и 32 мм. Но полный диапазон гораздо шире — от 11 до 50 мм.
Число зубьев
С увеличением количества зубьев снижается скорость обработки, но улучшается чистота реза. И наоборот: чем меньше зубьев — тем быстрее идет работа, но пропил становится все менее аккуратным. У характеристики есть своя классификация, представленная в таблице:
| № | Наименование | Количество зубьев, шт |
| 1 | Большое | 80-90 |
| 2 | Среднее | 40-80 |
| 3 | Малое | 10-40 |
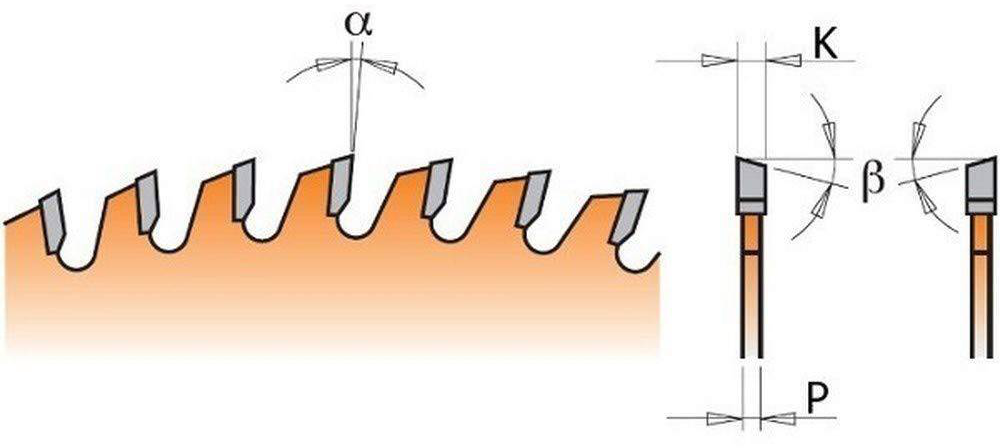
Наклон заточки зубьев
Наклон заточки — угол отклонения режущей кромки зуба от радиуса пильного диска. На картинке наглядно показано, как характеристика может влиять на процесс работы. Углы бывают такими:
Стандартный: 5-15°. Универсальная заточка. Подходит для всех видов распила.
Положительный: 15-20°. Идеален для продольного пиления за счет эффекта «захвата».
Отрицательный: от до –5°. Применяется для поперечного реза, не образует сколов.
Толщина диска
Стандартный параметр равен 3,2 мм. Чем тоньше диск, тем сильнее он нагревается и быстрее выходит из строя. Большая толщина гарантирует долгий срок службы оснастки, но замедляет работу. В этом случае растет перерасход материала из-за широкого пропила.
Рекомендации специалистов
- Если для затачивания приспособления используется станок, до начала операции следует его осмотреть и определить, правильное ли положение занимает круг по отношению к пиле.
- Необходимо снять с пазух такой слой стали, чтоб все микроскопические трещины были удалены гарантированно.
- Если пила эксплуатировалась без технического обслуживания дольше периода, допустимого изготовителем, объем металла, убираемого за одно затачивание, нужно увеличить.
- Чтобы проконтролировать итоги операции, всегда применяйте как эталон новое изделие.
Итог неправильной работы – зубчики инструмента подгорели.
- Форма зубчиков – это разработанная и выверенная специалистами характеристика. Изменив ее, вы не сможете эффективно обрабатывать заготовки. Исходя из этого, заточку необходимо производить так, чтобы форма зубьев и профиль полотна оставались изначальными, заводскими.
- При соблюдении всех правил работы и обслуживания ленточный инструмент будет верой и правдой вам служить до тех пор, пока ширина его не сточится до 65 процентов от первоначальной величины.
После завершения работ ленточное приспособление необходимо сразу же очищать от древесного сока, опилок, смолы. Перед началом технического обслуживания инструмент следует внимательно осмотреть, иначе вы засорите круг. Это приведет к значительному понижению эффективности заточки.
Распространенные ошибки
- Пригоревшие пазухи зубчиков пилы. Происходит это вследствие приложения излишних усилий при работе с заточным диском. Данный дефект ведет к тому, что зубцы очень быстро затупляются.
- Неоптимальный угол уклона зубьев и неправильная, угловатая форма пазух.
Такой результат заточки возможен вследствие нескольких ошибок:
- сноса эксцентрика точильного станка;
- неправильно выставленного угла уклона головки автомата.
- неграмотно выбранного профиля заточного диска.
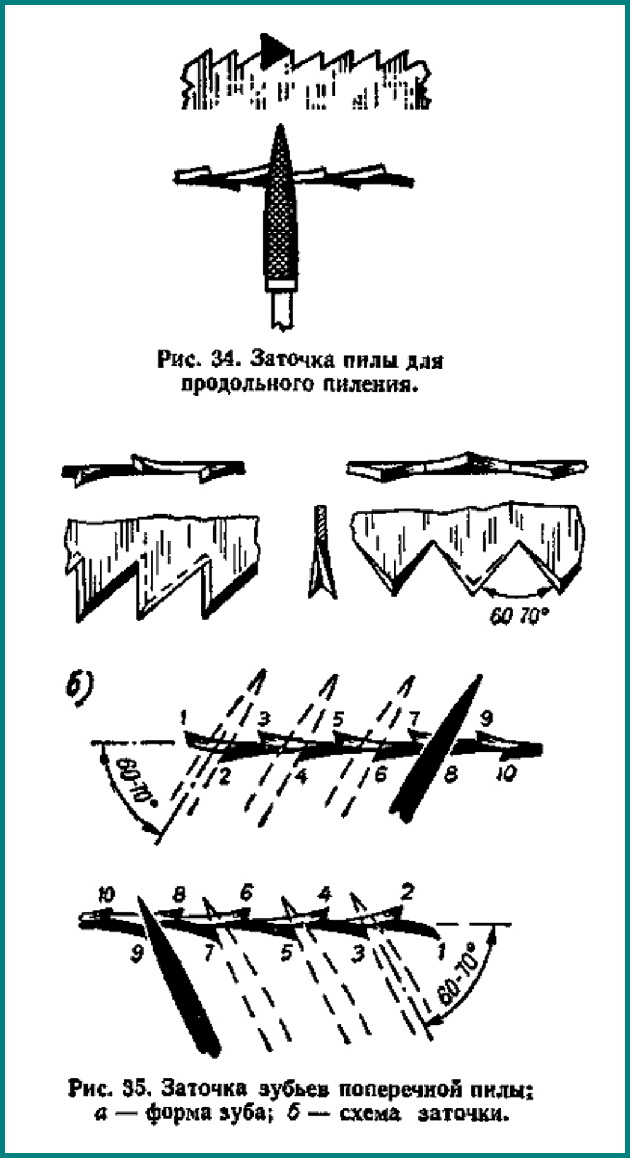
Заточка зубьев ножовки для поперечного пиления
Чтобы вернуть остроту инструментам для поперечного пиления, эффективнее пользоваться трехгранным напильником с личной насечкой и углом 60 °. После зажатия тупой ножовки в разводке, приступают к обработке левой грани на первом резце. Фиксировать полотно рекомендуется под наклоном 45-50 ° относительно рабочей плоскости. Установку напильника выполняют параллельно поверхности рабочего стола под наклоном в 60-75 °.
Восстановительную манипуляцию тупых резцов производят в несколько заходов. Первым делом следует наточить левые грани нечетных резцов, а затем правые грани. После прохождения нечетных резцов инструмент разворачивают в заточном приспособлении, чтобы приступить к обработке четных зубьев, оказавшихся в дальнем ряду
При работе с пилами поперечного распила важно контролировать степень остроты режущих кромок
Как станком заточить диск
Для восстановления целостности режущих дисков используется два способа — это ручной и автоматизированный. Ручным методом выполнять процедуру не только сложно, но еще и требуется много времени. Именно поэтому имеет смысл купить заточной станок для пильных дисков или же изготовить устройство самостоятельно.
Простым приспособлением для заточки пильных дисков считается точило или наждачный станок, на валу которого нужно закрепить специальный круг — алмазный, эльборовый, а также из напыления карбида кремния. Сложность реализации процесса в том, что затачиваемую оснастку необходимо зафиксировать в неподвижном положении, поэтому держать диск в руках при его заточке не рекомендуется. Это не только опасно, но еще и способствует снижению качества заточки.

Это интересно! Перед тем, как приступать к реализации работ, необходимо очистить поверхность затачиваемой оснастки от нагара. Для этого можно использовать керосин, солярку или промышленные очистители. Если не произвести очистку, то производительность насадки удастся восстановить до 75%-80%.
Инструкция по правильной заточке режущих дисков для циркулярных пил:
- Каждый зуб, который подвергается заточке, должен располагаться перпендикулярно к полотну
- Принцип заточки заключается в том, что к вращающемуся полотну (алмазному кругу), необходимо подводить каждый зуб диска
- От величины усилия прижима зависит количество снимаемого слоя металла. Чем больше износ или стертость зубьев, тем сильнее следует прижимать оснастку к полотну
- Аналогичным способом выполняется процедура для каждого звена
Чтобы выполнять заточку дисков от циркулярных пил, для этого не обязательно покупать специальное оборудование. К домашнему точильному станку нужно приделать стойку, которая состоит из неподвижной и подвижной части, а также крепление. При помощи такого приспособления можно легко и быстро выполнять затачивание в домашних условиях.
Задача усложняется, когда необходимо выдержать соответствующий угол затачивания. Чтобы модернизировать и расширить функционал установки, понадобится изготовить регулятор наклона подвижной подставки. В качестве регуляторов используются болты с гайками, за счет которых можно выставить необходимый угол наклона подставки.

Подвижная подставка представляет собой квадратную рамку, в центре которой располагается фиксатор для установки диска. Фиксатор имеет одинаковый диаметр с затачиваемой оснасткой. В подставке делается паз, через который выполняется выдерживание необходимого угла заточки. Производить работы по затачиванию не трудно, поэтому при частых работах с обработкой древесины циркулярной пилой, изготовить заточной станок необходимо обязательно.


Это интересно! Выполнять работы по затачиванию автоматизированным способом намного быстрее и проще, однако для этого понадобится специальное оборудование. Ручной способ в этом плане не требует никакого оборудования, кроме напильника.
Болгарка – хорошая альтернатива
Профессиональные лесорубы считают такой метод первобытным и трудоемким. Он используется в самом крайнем случае, поскольку болгарку невозможно зафиксировать на шаблоне. По этой причине очень сложно добиться контроля соблюдения постоянного угла и глубины заточки.
Шина надежно фиксируется в тисках, чтобы во время работы исключить ее подвижность. Не стоит крепить на болгарке новый отрезной диск, лучше воспользоваться старым кругом толщиной 1,5-2 мм.
Новичкам лучше вообще не использовать такой способ – целее будут. Есть риск нанести себе серьезные увечья. Вдобавок здесь никак не обойтись без навыков работы с подобным оборудованием.
Циркуляционные пилы – какими они бывают
Существует несколько видов режущих полотен для циркуляционной пилы:
Пила циркулярная твердосплавная — характеристика
- Диски с основой и режущей областью из цельного металла;
- Диски с основой из цельного металла и напылением материалов твердой структуры на зубьях;
- Металлические полотна с твердосплавными напайками.
Качественный распил заготовок невозможен, когда зубья выработались или затупились. Сопутствующим явлением работы тупым инструментом будет чрезмерная нагрузка на двигатель, риск заклинивания, небезопасность проведения режущих операций. Необходимо делать заточку циркулярных пил.
Для раскроя твердых пород древесины допустимо применять только диски, имеющие специальные пазы. Технологические разрывы на полотне предотвращают общую деформацию инструмента при возможном нагреве в процессе работы. Это исключает появление вибрационного фона, ухудшение линии распила.
Это интересно: Циркулярка из болгарки своими руками: чертежи и сборка
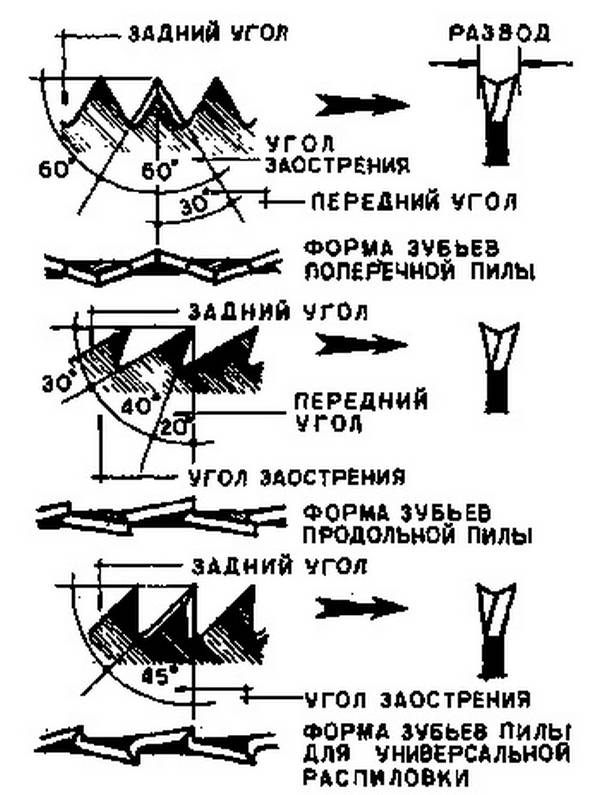
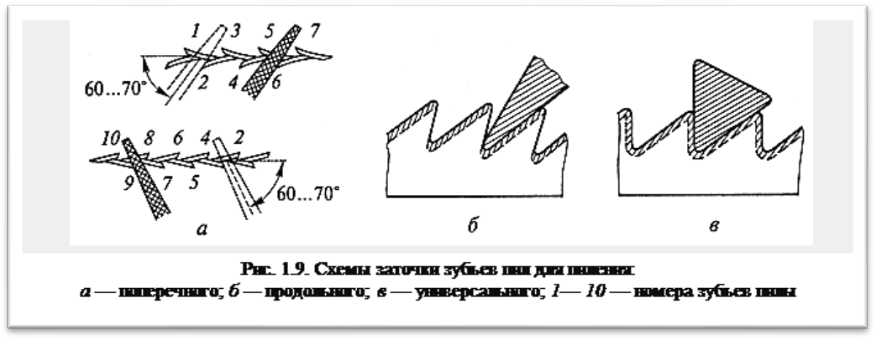
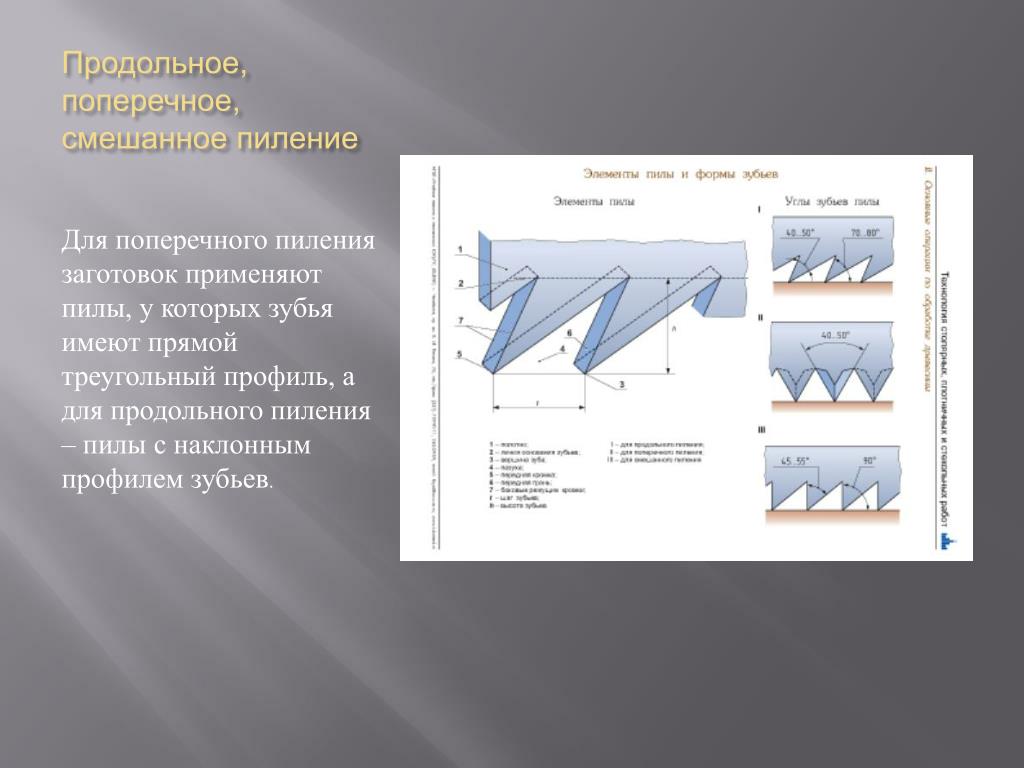
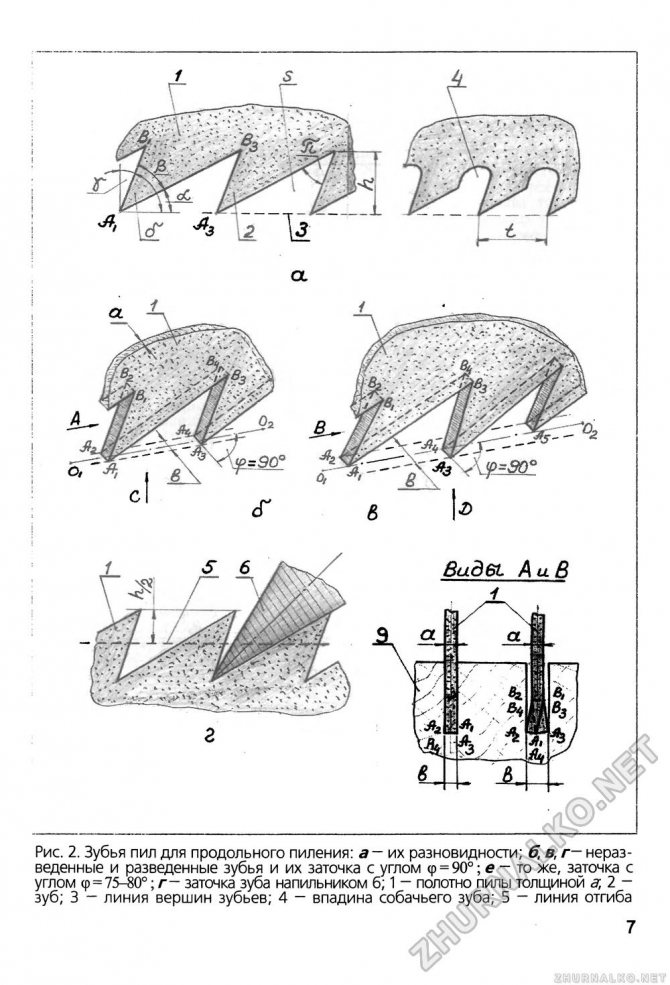
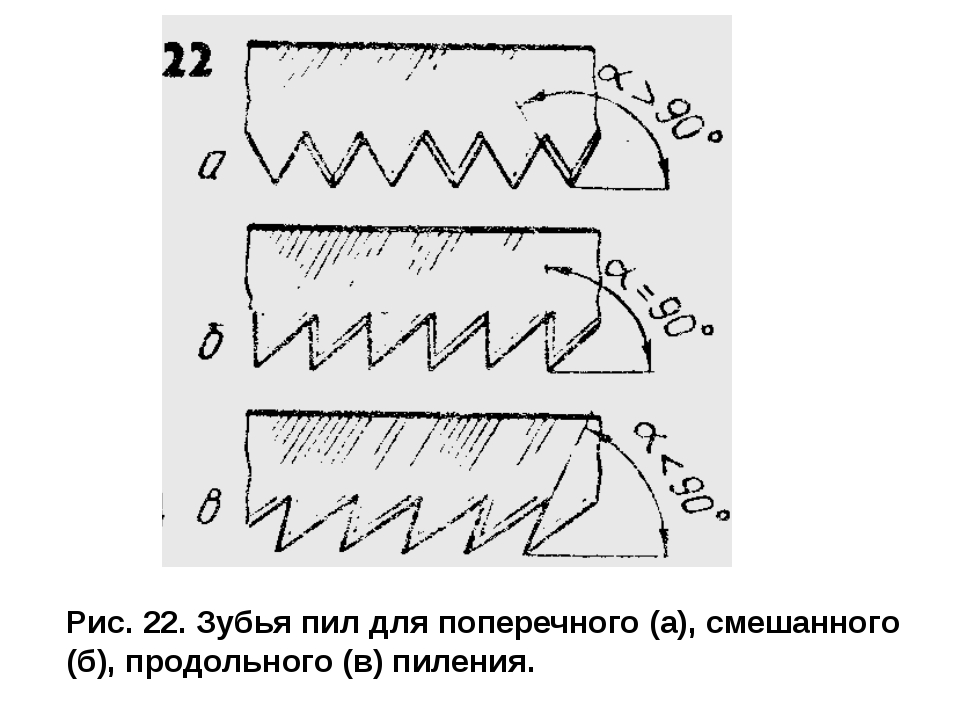
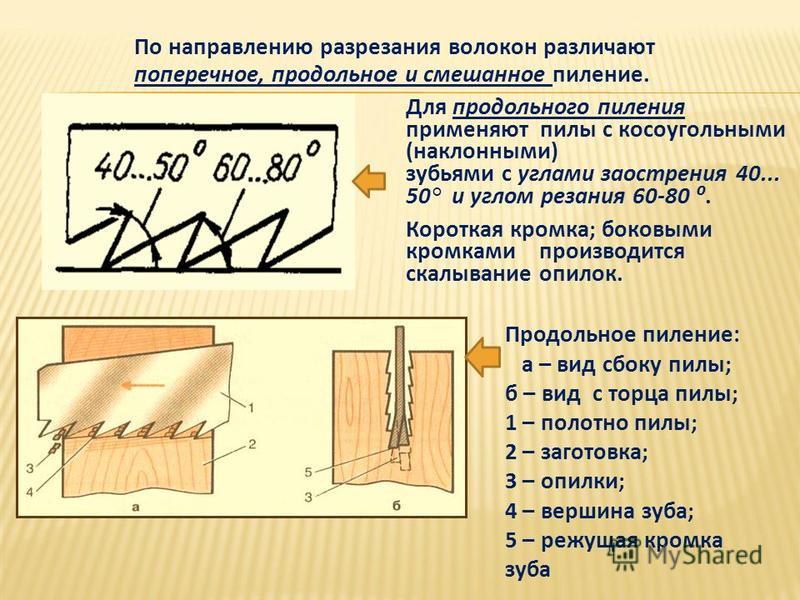
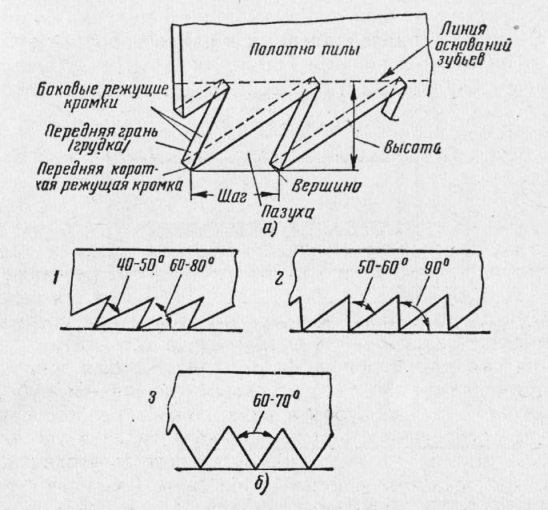
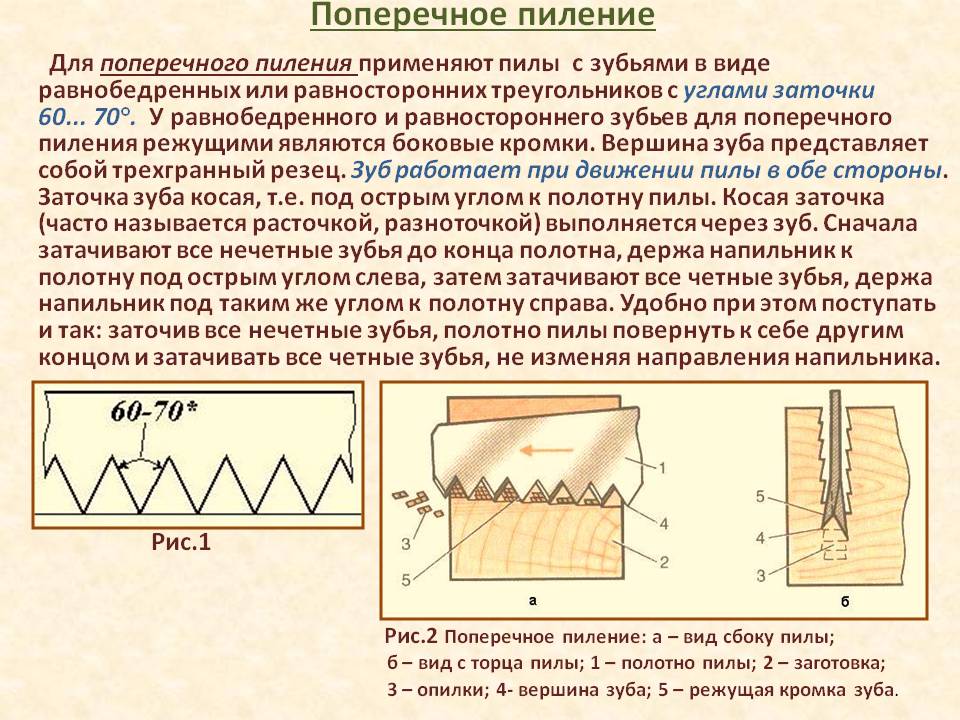
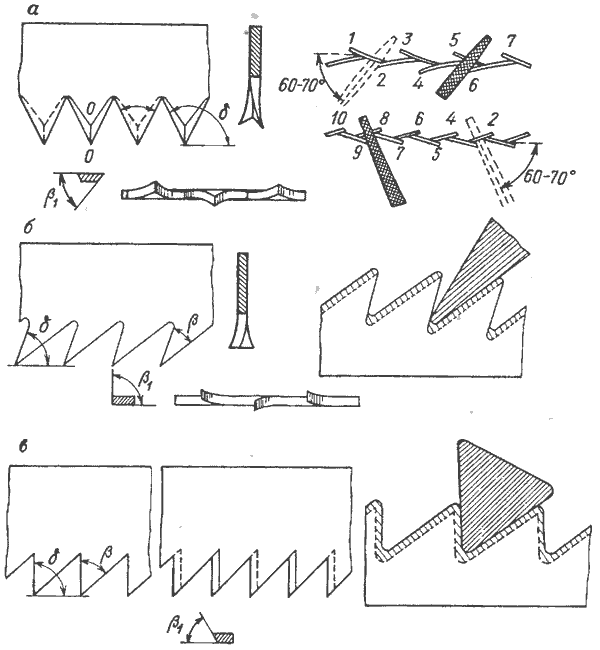
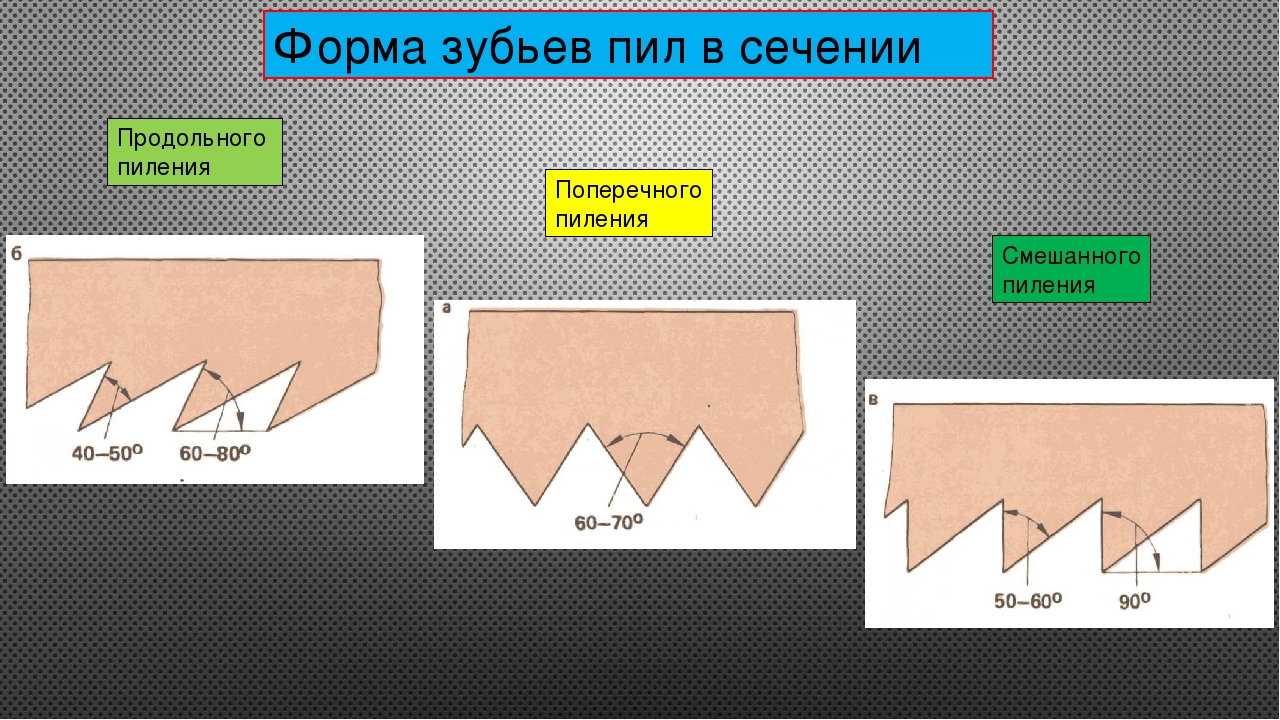
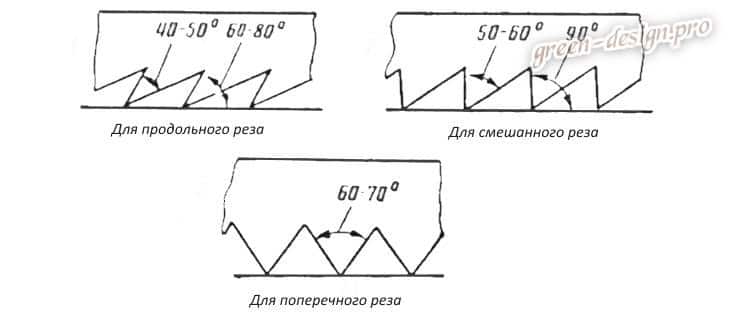
. Если она предназначена для распиливания древесины вдоль волокон, зубья сделаны с наклоном в сторону пиления (рис.1б). Для смешанного пиления зубья треугольной формы (рис.1в), а для поперечного — в форме равнобедренного треугольника (рис.1а).
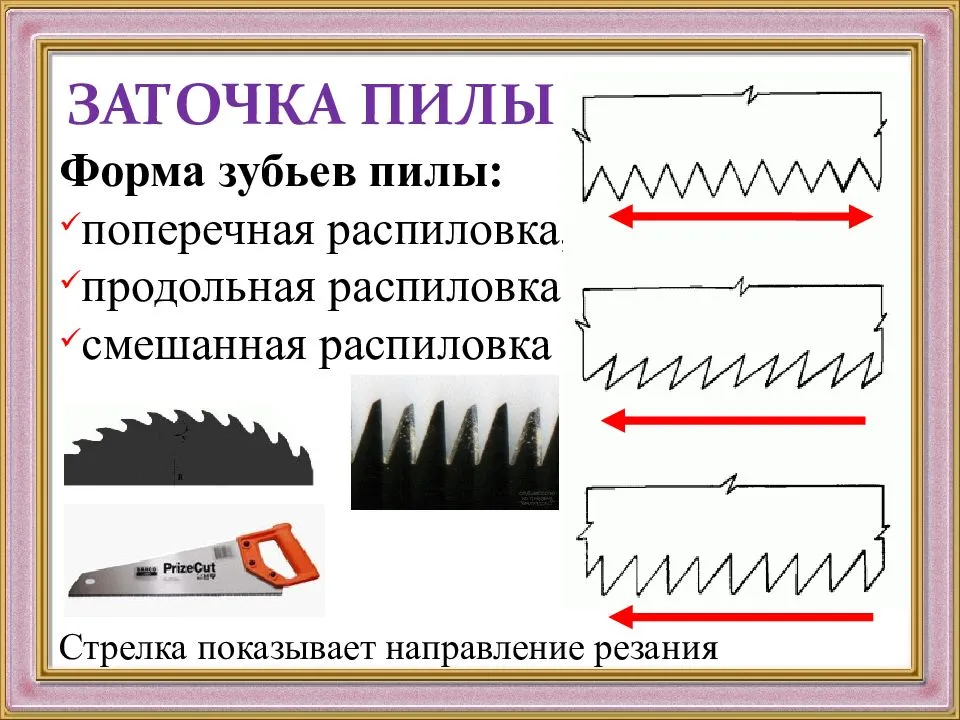
пилы и ножовки.
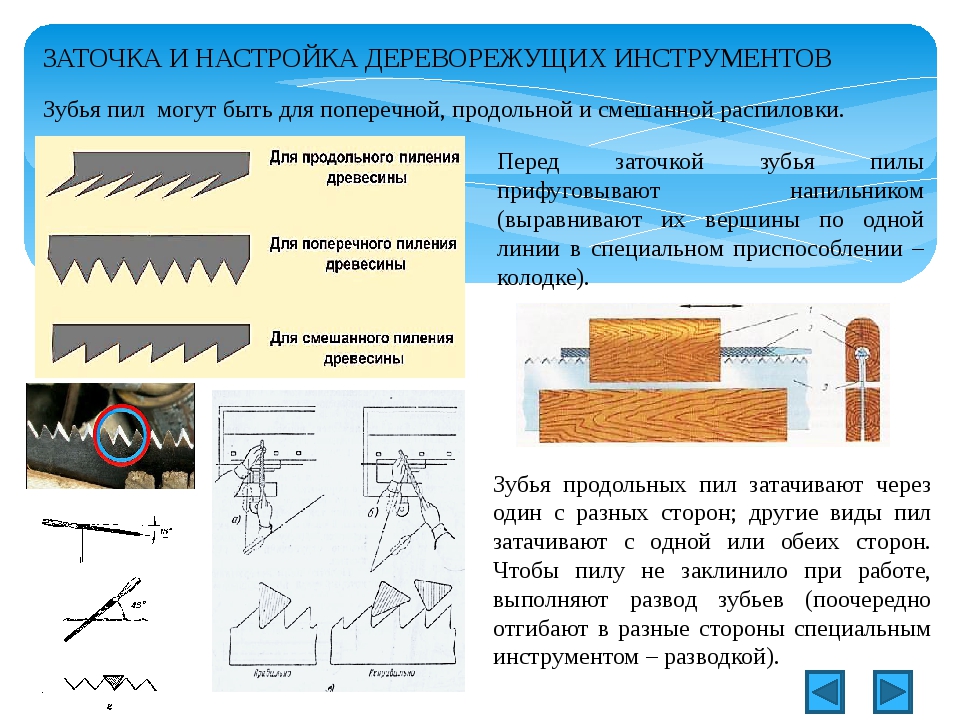
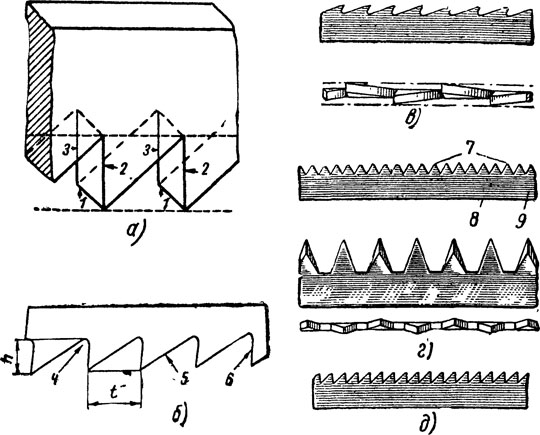
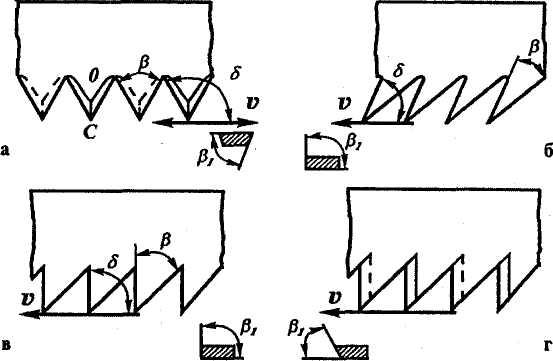
Несмотря на преимущества лучковой пилы (рис.2а) — чистота распила, возможность распиливания больших досок и брусков как по прямой, так и по овальным линиям, — начинающим рекомендуется пользоваться ножовкой (рис. 2 б) с широким полотном (даже в неопытных руках такое полотно идет прямо). Для выпиливания деталей с закруглениями удобно пользоваться узкой курковой ножовкой со сменными полотнами (рис.2в), которые имеют различную форму зубьев. Пила обязательно должна быть разведена. то есть зубья отгибают поочередно в разные стороны (на высоте 2/3 от основания). Ширина развода считается нормальной, если она равна полуторной толщине полотна. Существует и другой подход: при распиловке древесины твердых пород зубья разводят на 0,25 -0,5мм, мягких пород — на 0,5-1мм. Более широкий развод не облегчает и не улучшает пиление. Разводят пилу специальной разводкой или самодельной металлической пластинкой (рис.3а) с прорезями шириной 1,5мм и глубиной 5мм. Этим пропилом захватывают зуб пилы, зажатой в тисках между дощечками (рис.3б), отгибают его (рис.3в). Сперва зубья разводят через один в одну сторону, затем в другую. После развода зубья могут иметь неодинаковый отгиб: одни больше другие меньше. Такие зубья нужно выправить, иначе распил будет неровный. Для этого достаточно провести пилу несколько раз между щечками тисков, раздвинутых на 1,5мм. Или забить в доску или брусок под некоторым углом два гвоздя на расстоянии требуемой ширины развода, вставить и провести пилу между ними несколько раз. В обоих случаях пилу двигайте в сторону противоположную наклону зубьев.
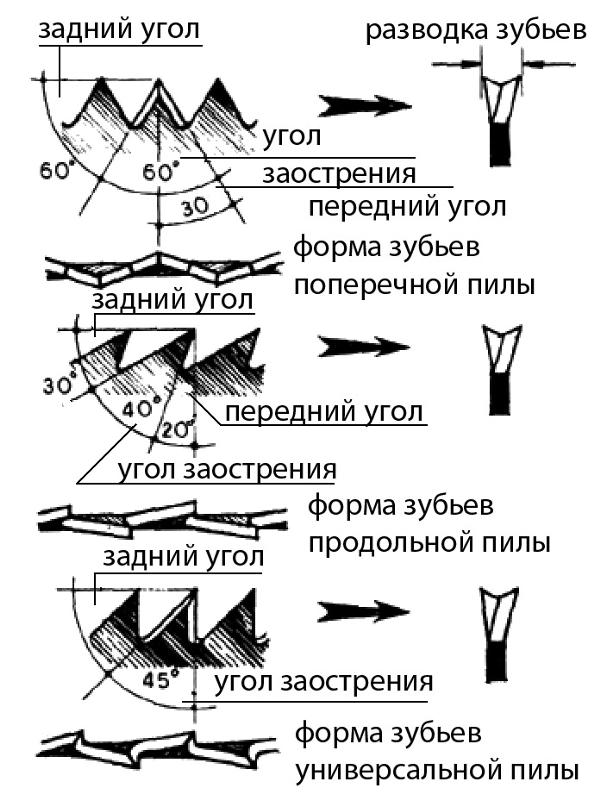
Следите, чтобы вершины зубьев пилы находились на одной высоте, иначе пила при работе будет «скакать» по дереву. Уровень зубьев выравнивают напильником с мелкой насечкой, вставленным в деревянную колодку (рис.3г). Двигая напильником по пиле, стачивают сильновыступающие концы зубьев. Так же поступают и после длительной работы пилой и неоднократной заточки зубьев. При заточке пилы ее полотно зажимают в тисках (рис.3д). Зубья продольной пилы затачивают под прямым углом к боковой поверхности полотна (рис.3ж). Зубья поперечной пилы затачивают в виде ножевидного лезвия, острие которого направлено к наружной стороне (рис.3е,и). С грани зуба снимают фаску под углом 45-60 градусов к боковой поверхности полотна, точку выполняют через зуб — сначала на одной стороне по всей длине пилы, затем на другой. Прежде точат одну грань, а затем другую, образуя переднюю (острие зуба) и боковую режущие кромки. При появлении заусенцев, их снимают напильником или надфилем.
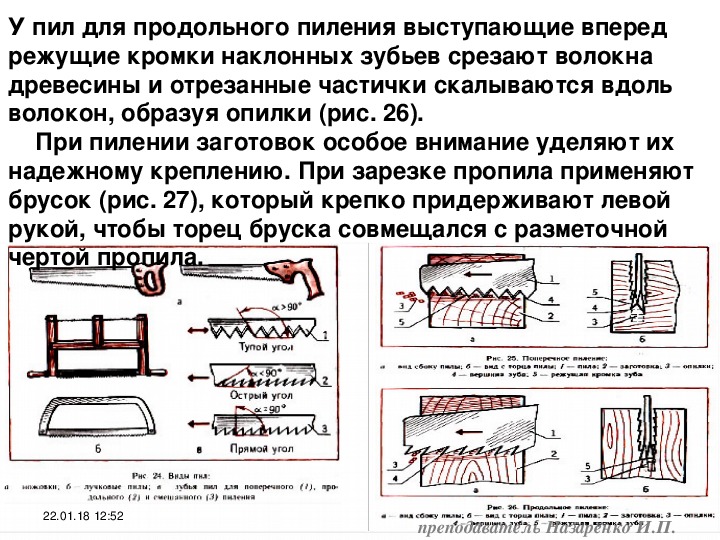
Закрепив размеченную доску на верстаке или прижав ее левым коленом к табуретке, пилить начинайте с верхней грани доски (рис.4). В самом начале полотно поддерживайте бдльшим пальцем левой руки (повыше от зубьев), лежащей на доске. Работать начинайте серединой пилы, делая короткие, плавные взмахи. Когда полотно войдет в древесину, палец отпустите и работайте с полным размахом, чтобы все полотно скользило по древесине. Если вы впервые берете пилу в руки, поберегите палец, а пилу направляйте небольшим деревянным бруском. Кончая пилить, ускоряйте движения пилы, одновременно придерживая отпиливаемый конец доски — иначе он обломится и край распила получится неровный.
Как работать пилой.
Заточка с помощью напильников
Напильники являются отличным вариантом ручного инструмента, с помощью которых можно восстановить остроту зубьев.
При их использовании важно помнить о соблюдении угла заточки цепей для бензопил. Но всё же правильно будет начать с другого вопроса
Он касается того, как правильно подобрать подходящий напильник для заточки цепи от бензопилы
Но всё же правильно будет начать с другого вопроса. Он касается того, как правильно подобрать подходящий напильник для заточки цепи от бензопилы.
Подбор инструмента во многом определяет качество будущей проведённой работы. Если выбрать не тот напильник, то в лучшем случае эффективность работы зубьев упадёт ещё ниже. В худшем вы испортите цепь настолько, что восстановить её уже никак не получится.
Чтобы точить цепь бензопилы напильником, ориентируйтесь на шаг зубьев цепи.
Самые ходовые инструменты имеют шаг:
- 1/4;
- 0,325;
- 3/8;
- 0,404.
Для них, соответственно, подходят напильники такого диаметра:
- 4,0;
- 4,8;
- 5,2;
- 5,5 миллиметров.
Есть более редкие эксклюзивные пильные цепи. Для них потребуется цилиндрический аналог диаметром 3,2 миллиметра.
Для комфортной работы стоит задействовать инструменты размером 200 мм.
Технология заточки
Правильно точить цепь от бензопилы рекомендуется круглым и плоским напильником.
Вообще для работы следует подготовить такой комплект:
- напильник круглого типа;
- плоский заточный инструмент;
- держатели;
- станок для зубцов.
С помощью круглого напильника будет осуществляться обработка кромок на пильных зубцах, которые отличаются скруглённой формой. В основном берут ручные инструменты диаметром от 4 до 5,5 миллиметров.


Плоский инструмент необходим, чтобы заточить ограничители глубины. Ведь от них зависит способность цепи въедаться или вгрызаться в структуру обрабатываемого материала. В основном это дерево. Но бензопилы могут применять для раскройки и распила других материалов.
Сама правильная заточка изношенной цепи от бензопилы предусматривает проведение работы без снятия элемента с конструкции инструмента. При этом пилу следует разместить на ровной горизонтальной поверхности. Предварительно убедитесь, что включён тормоз.
Перед заточкой нужно внимательно осмотреть цепь по всей длине. Не исключено, что там образовались трещины, сколы или изломы. Некоторые дефекты оказываются настолько серьёзными, что точить такую цепь уже бессмысленно.
В процессе возврата остроты зубцам цепи от бензопилы, нужно учитывать следующие особенности технологии:
- зубцы следует затачивать строго изнутри наружу;
- градус проведения заточки зависит от меток, нанесённых производителем цепи;
- зуб, который затачивается, нужно расположить посередине.
Такая работа, проводимая вручную, обязательно предусматривает использование плотных защитных перчаток, а также маски и очков. Иначе можно порезаться об зубья, либо пострадать из-за летящей металлической стружки.
Мастер может значительно упростить себе задачу. Но для этого потребуется купить специальный держатель, предназначенный для заточки. Зато с его помощью можно чётко выбрать глубину расположения ограничителя и подобрать правильный угол для заточки.
Правильный станок (с ударением на И) крепится к шине с помощью струбцин. Далее направляющие выставляются под углом, и за счёт них определяется градус заточки.
Зубец, который подвергается обработке, нужно зафиксировать упором. Поверх него устанавливается напильник.
Вне зависимости от используемых приспособлений, сначала нужно заточить кромки и только потом выровнять ограничители глубины.
Пошаговый процесс
Процесс заточки, где основную роль играет напильник, выполняется в такой последовательности:
фиксируется пила для более качественной и точной обработки;
монтируются державки, опираясь на показания шкалы;
определяется угол заточки, возвысив над остриём держатель на 1/5;
по самым тупым зубцам определяется минимальный размер точения;
обработка выполняется с помощью круглого напильника;
важно совершать плавные движения от себя;
на каждый зуб по 2-3 плавных движения.
Обязательно в процессе заточки следует переворачивать напильник. Это нужно для того, чтобы избежать неравномерной сточки.
Также важно заточить зубья с двух сторон. Только после завершения обработки первой стороны, бензопилу можно перевернуть
Хорошим решением станет установка шаблона для ограничителя. Указательная часть располагается между зубами. Выступ, образующийся над шаблоном, нужно будет сточить плоским напильником.





