
Видео «Как заточить пильный диск своими руками»
Показательное видео по выполнению самостоятельно заточки режущего пильного диска.
Пильные диски для циркулярок делают из высококачественного и крепкого металла, на них напаяны пластинки из различных твердых сплавов.
Зубцы имеют разнообразные в плане геометрии формы:
- С прямой формой зубьев
- Косые зубья.
- С зубьями трапециевидного вида.
- Зубцы с конической формой.
Вы приобрели циркулярную пилу и после некоторого времени работы диск затупился. И теперь вы задаетесь вопросом – как заточить циркулярку? Ниже мы попытаемся все просто объяснить.
Как правильно затачивать пильный диск
Прежде всего, надо иметь в виду, что в основном зубья изнашиваются на верхней режущей кромке, она во время работы округляется. Толщина округленного слоя может достигнуть от 0,1 до 0,4 мм, очень быстро и затупляется и передняя грань поверхности кромки.
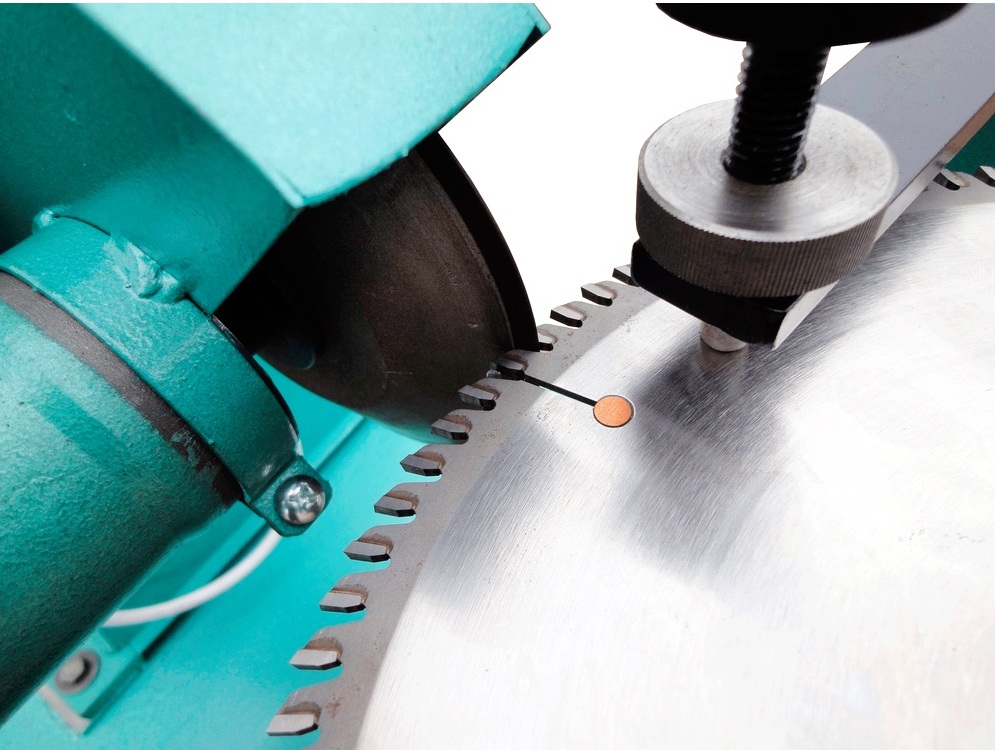
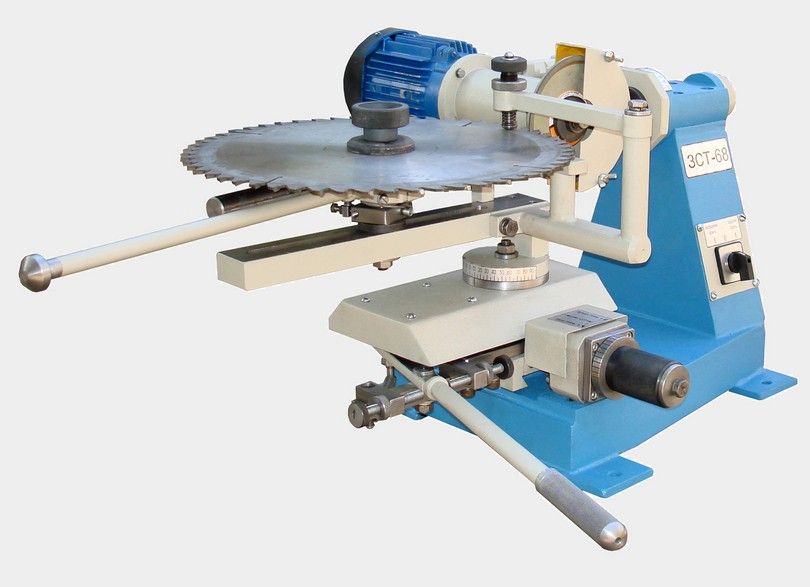
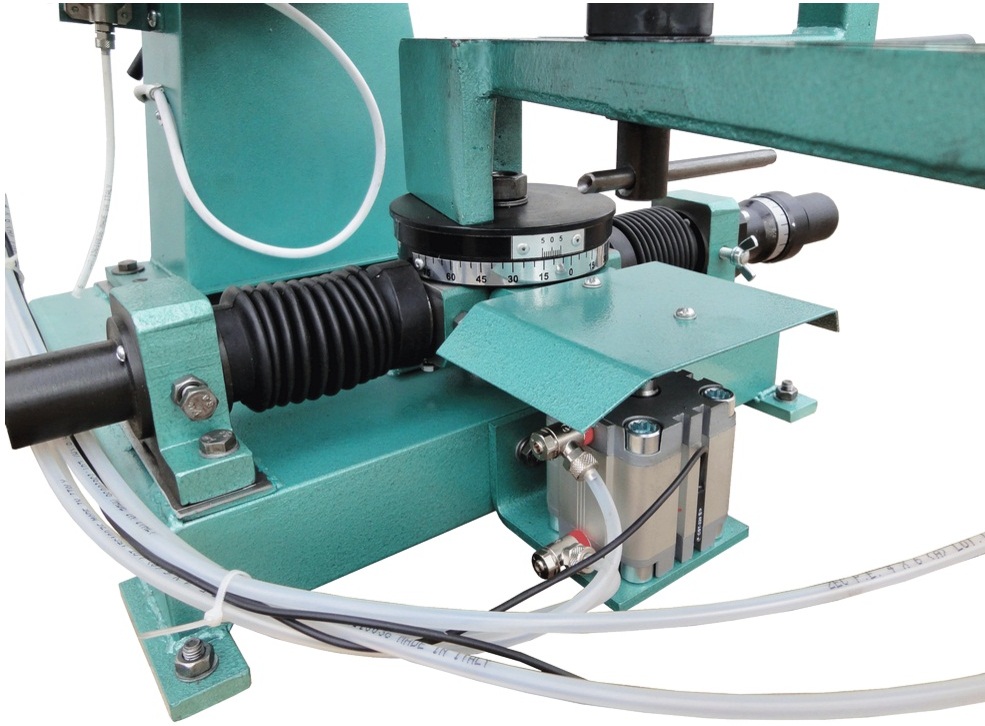
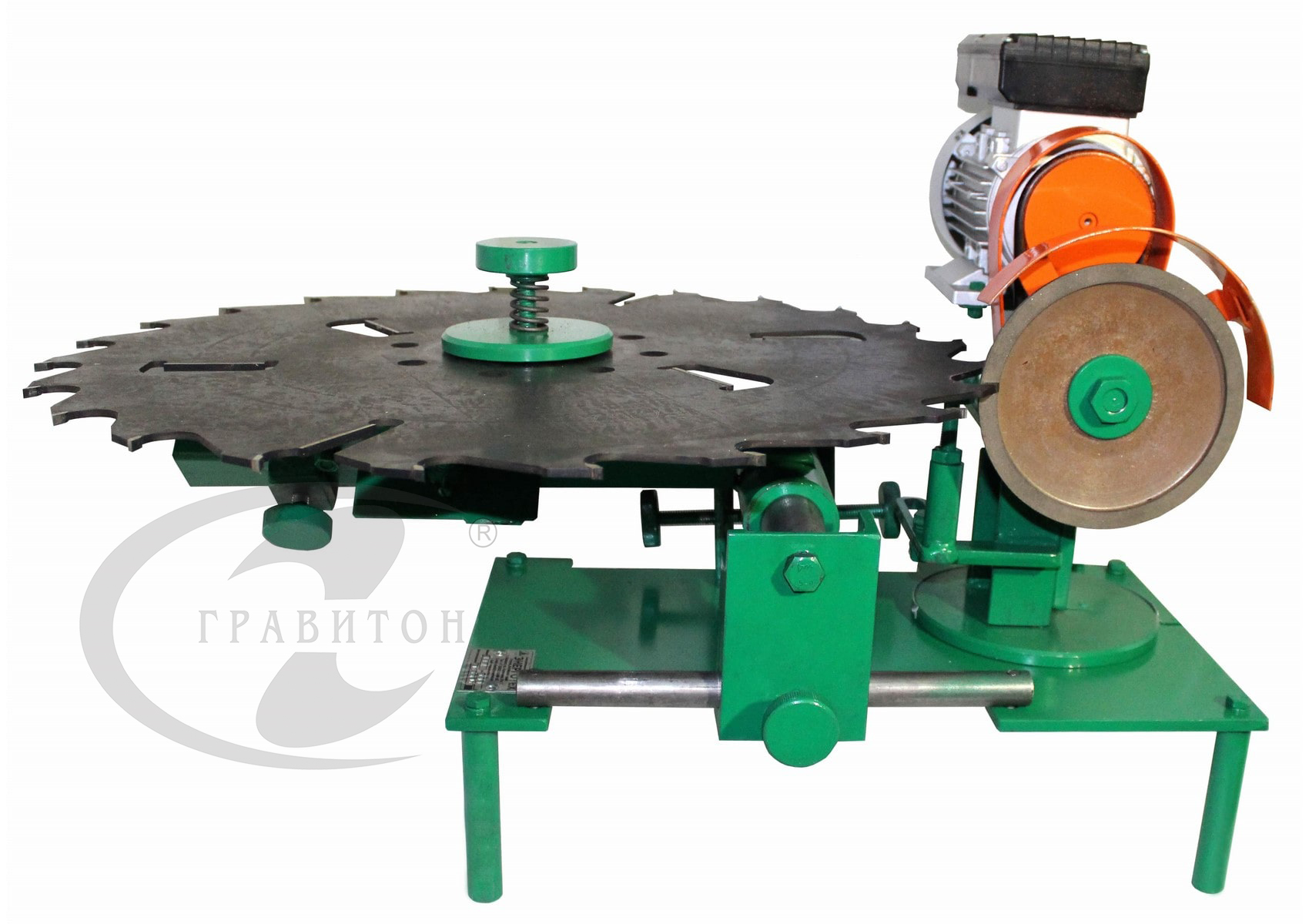
Для правильной и грамотной заточки пилы циркулярки вам потребуется: специальный станок для затачивания и маятниковый угломер.
Правильная заточка циркулярки с прямыми зубцами выполняется по плоскости располагающейся спереди. Для этой цели диск устанавливается в оправку находящуюся в горизонтальной плоскости.
Далее воспользовавшись винтами для регулировки, установленными на оборудовании для затачивания инструмента, требуется установить необходимый для правильной заточки угол. Дисковая пила должна перемещаться с наиболее плотным прилеганием к поверхности наждачного диска.
Толщина стачиваемого наждачным кругом слоя регулируется силой прижимания диска пилы к абразиву. После затачивания первого зубца, диск пилы отводится от наждачного камня, переставляется на один шаг и действия продолжаются таким же образом до заточки всех пластинок из твердосплавного материала.
Правильное затачивание пильного диска
Заточка дисков циркулярки со скошенной поверхностью напайки из твердосплавного материала производится по задней ее плоскости и по передней. Отличается такой способ затачивания от заточки дисков с прямой поверхностью тем, что пилу требуется располагать под углом соответствующим углу наклона зубьев.
Чтобы знать, как заточить пилу на циркулярку, проводите поэтапно такие действия:
- Ставить требуемый угол нужно с помощью маятникового угломера;
- Сразу устанавливается угол с положительным значением: +6, +8, +10 и т. д.
- Затачиваются пластины через одну, пройдя по кругу, у вас будет наточена первая половина пластинок, после этой операции угол наклона изменяется на противоположный, и начинают заточку другой половины пластин зубьев.
Заднюю часть напаянных пластинок наточить намного труднее, для этой операции требуется специальный станок, в котором можно устанавливать циркулярный диск, таким образом, когда задняя плоскость зубьев диска располагается параллельно плоскости наждачного камня.
Заточка без станка
Многих интересует вопрос – как заточить пилу на циркулярку без специального станка? При необходимости и когда нет специального оборудования для заточки дисков его можно заточить, используя подручные средства.
Как заточить для циркулярки используя наждачный станок? Для удобства работы необходимо изготовить приспособление, которое даст возможность фиксировать пильный диск в требуемом положении относительно наждачного круга установленного на станке. Для этой цели можно использовать обычную пластину из металла поверхность, которой расположить на одном уровне с осью наждачного круга.
На пластину укладывается диск от циркулярки и закрепляется в нужной плоскости к поверхности. Закреплять его можно при помощи болтов, которыми можно будет производить и регулировку угла наклона диска.
Проверить качество сделанной заточки можно при осмотре заточенных пластин, нужно визуально осмотреть поверхность, при правильной заточке не должно быть сколов, разных трещин и должны отсутствовать блики на поверхности заточенных мест. Радиусы закругления режущих кромок должны быть в пределах: 0, 010-0,014 мм.
При соблюдении всех рекомендаций по выполнению заточных работ, можно с уверенностью работать на циркулярной пиле не заменяя пильных дисков на новые. Вновь заточенная режущая часть дисков будет качественно распиливать необходимые материалы и изделия без порчи их поверхностей. Что позволит вам значительно сэкономить денежные средства на приобретение новых дисков.
Необходимость заточки
Заточка дисков для циркулярной пилы требуется тогда, когда ведение работы становится невозможным. Это можно понять по трем сигналам:
- Нагрев защитного кожуха. Из-под него появляется дым, выходит из зоны резания.
- Необходимость добавочных усилий при подаче заготовки в момент резания.
- При соприкосновении дерева с режущим металлом появляется гарь и запах.
Геометрия твердосплавных зубьев
Твердосплавный зуб имеет четыре рабочие плоскости — переднюю (А), заднюю (Б), и две вспомогательные боковые (В). Пересекаясь между собой, эти плоскости образуют режущие кромки — главную (1) и две вспомогательные (2 и 3). Приведенное определение граней и кромок зуба дано в соответствии с ГОСТ 9769-79.
Твердосплавный зуб пильного диска
По форме различают следующие виды зубьев.
Прямой зуб. Обычно используется в пилах для продольного быстрого пиления, при котором качество не имеет особого значения.
Прямой зуб
Косой (скошенный) зуб с левым и правым углом наклона задней плоскости. Зубья с разным углом наклона чередуются между собой, из-за чего называются попеременноскошенными. Это наиболее распространенная форма зуба. В зависимости от величины углов заточки, пилы с попеременноскошенным зубом используются для пиления самых разных материалов (дерева, ДСП, пластмасс) — как в продольном, так и поперечном направлении. Пилы с большим углом наклона задней плоскости используются как подрезные при резке плит с двухсторонним ламинированием. Их использование позволяет избежать сколов покрытия на краях пропила. Увеличение угла скоса снижает усилие резания и уменьшает опасность сколов, однако одновременно уменьшает стойкость и прочность зуба.
Косой зуб со скошенной задней плоскостью
Зубья могут иметь наклон не только задней, но и передней плоскости.
Косой зуб со скошенной передней плоскостью
Трапециевидный зуб. Особенностью этих зубьев является относительно медленная скорость затупления режущих кромок в сравнении с попеременноскошенными зубьями. Обычно они применяются в сочетании с прямым зубом.
Трапециевидный зуб
Чередование зубьев разной формы
Чередуясь с последним и слегка возвышаясь над ним, трапециевидный зуб выполняет черновое пиление, а прямой, следующий за ним — чистовое. Пилы с чередующимися прямыми и трапециевидными зубьями применяются для резки плит с двухсторонним ламинированием (ДСП, МДФ и пр.), а также для пиления пластмасс.






Конический зуб. Пилы с коническим зубом являются вспомогательными и используются для надрезки нижнего слоя ламината, предохраняя его от сколов при прохождении основной пилы.
Конический зуб
В подавляющем большинстве случаев передняя грань зубьев имеют плоскую форму, но существуют пилы и с вогнутой передней гранью. Они применяются для чистового поперечного пиления.
Зуб с вогнутой передней поверхностью
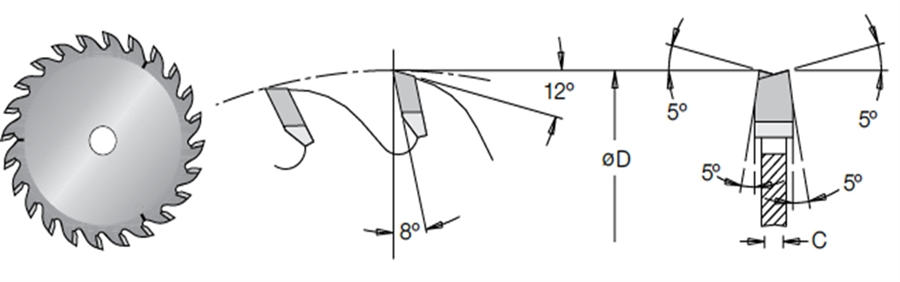
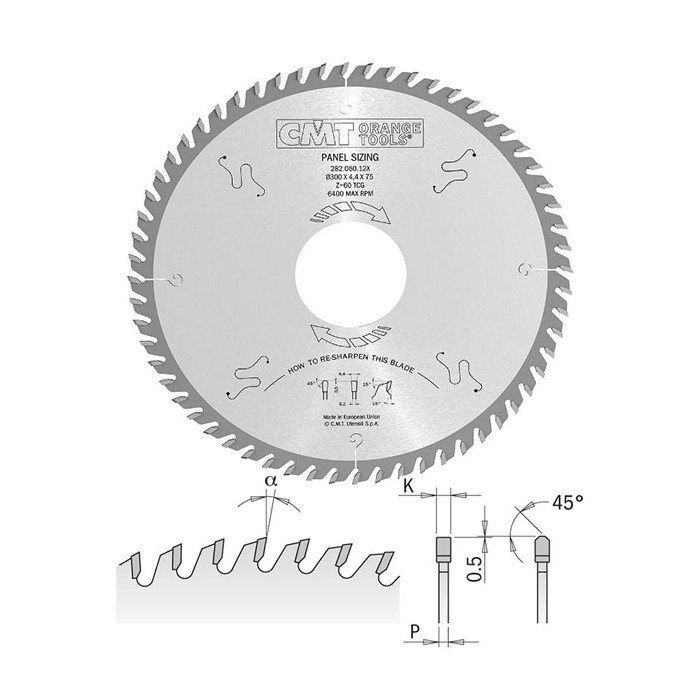
Углы заточки зубьев
Имеется четыре основных угла заточки дисковой пилы, которые наравне с формой зуба определяют её характеристики. Это передний угол (γ), задний (α) и углы скоса передних и задних плоскостей (ε1 и ε2). Угол заострения (β) имеет вспомогательное значение, поскольку задается передним и задним углами (β=90°-γ-α).
Углы заточки зубьев дисковой пилы
Значения углов заточки определяются назначением пилы — т.е. тем, для резки какого материала и в каком направлении она предназначена. Пилы для продольного пиления имеют относительно большой передний угол (15°-25°). У пил поперечного пиления угол γ обычно колеблется в пределах 5-10°. Универсальные пилы, предназначенные для поперечного и продольного пиления, имеют усредненное значение переднего угла — обычно 15°.
Величины углов заточки определяются не только направлением распила, но и твердостью распиливаемого материала. Чем выше твердость, тем меньше должны быть передний и задний углы (меньше заострение зуба).
Передний угол может быть не только положительным, но и отрицательным. Пилы с таким углом используются для раскроя цветных металлов и пластмасс.
Как определить угол заточки дисковой пилы
Оптимальным вариантом будет наличие исходного шаблона, согласно которому можно исправить геометрию режущей кромки. Зачастую он изготавливается из тонкостенного нержавеющего металла, реже – из плотного картона.
Твердосплавные зубья изготавливаются согласно ГОСТ 9769-79. Но их геометрию и геометрические размеры определяет производитель исходя из назначения пилы. Если шаблон отсутствует – необходимо самостоятельно определить требуемые углы заточки. Для этого рекомендуется воспользоваться маятниковым угломером.
Технология изготовления шаблона своими руками.
- Взять новый диск с напайками, который полностью идентичен затупившемуся.
- На твердом листе картона нарисовать точные контуры.
- С помощью маятникового угломера определить первоначальную геометрию твердосплавных напаек.
- Данные занести на шаблон.
В дальнейшем его можно использовать для самостоятельной заточки на станке или предоставить в качестве образца для компаний, предоставляющие подобные услуги.
Дополнительно рекомендуется сравнить полученные данные с эталонными. В пилах для продольного формирования среза передний угол обычно равен 15°-25°. Для поперечных моделей этот показатель колеблется от 5° до 10°. В универсальных моделях передний угол составляет 15°.
Важно помнить, что передний угол может быть отрицательным. Подобные модели используются для раскроя пластмассовых листов и цветных металлов
Вариант 2 — как сделать заточной станок из болгарки и дрели
Кроме наждачного станка, для изготовления контактора можно использовать болгарку или УШМ. В шпинделе этого инструмента устанавливается соответствующий диск для заточки с алмазным напылением, а сам электроинструмент крепится неподвижно к основанию. Принцип изготовления кондуктора следующий:
- Берется рамка из ДСП или ДВП размером 50х80 см. На этой рамке будут расположены составные детали
- Изначально следует зафиксировать неподвижно болгарку при помощи хомутов. Шпиндель инструмент должен располагаться под прямым углом к рамке
- С торца инструмента изготавливается и располагается подвижная рамка, на которую будут устанавливаться диски для заточки
- Подвижность рамки реализуется за счет использования мебельных салазок
- На рамке изготавливается кронштейн для закрепления затачиваемой оснастки
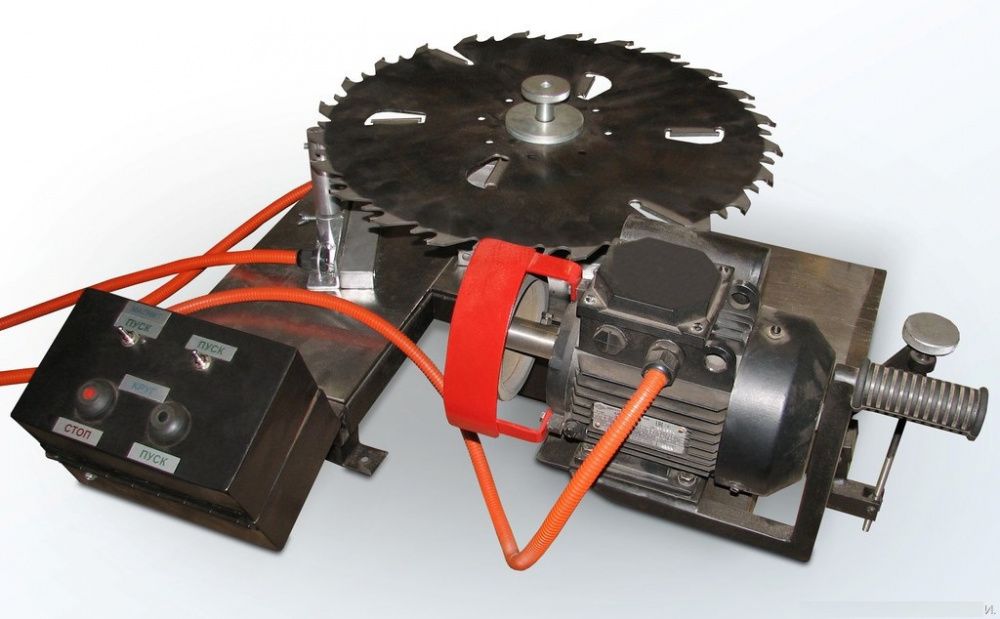
Готовое изделие показано на фото ниже.
Как пользоваться, а также особенности работы на самодельном станке для затачивания оснастки циркулярных пил, показано на видео.
https://youtube.com/watch?v=VGSbofcBJAo%3F
Итог проделанных работ следующий — восстановление целостности диска с зубьями, что позволяет продолжить работу электроинструментом при обработке древесины. Рассмотренные способы в материале подходят для заточки пильных дисков таких инструментов, как болгарки, циркулярные пилы и стационарные циркулярки. Если понятен принцип выполнения работ, то с изготовлением специального станка и его эксплуатацией не возникнет никаких трудностей.
Виды полотен для сабельной пилы
Режущим инструментом сабельной пилы является полотно, представляющее собой пластину, изготовленную из специальных высокопрочных сплавов, имеющую с одной стороны режущие зубья. С помощью полотен разных видов можно делать пропилы без зазубрин и заусенец с максимальной точностью.
По форме зубьев
От формы и размера зубьев полотна зависит чистота пропила и скорость резания. Также для обработки определенных видов материалов разработана специальная форма резцов. Итак, полотна для сабельных пил могут иметь следующие формы зубьев.
- М-образная форма зубьев. Полотно имеет фрезерованные резцы, позволяющие пилить материал как на прямом, так и на обратном ходу. Оснастка применяется для резки черного и цветного металла, нержавеющей стали, древесины, особенно если в ней есть частицы металла, а также различных видов пластмасс.
- Острые, фрезерованные, с переменным шагом зубья. Полотно имеет разведенные резцы и применяется для прямого реза любых сортов древесины, в том числе и с металлическими частицами.
- Фрезерованные резцы с волнистой разводкой. Оснастка применяется для резки металла до 2,5 мм и любых пород древесины с металлическими вкраплениями.
- М-образные, наклонные, имеющие переменный шаг. Это универсальная и высокопроизводительная оснастка с разведенными зубьями. Предназначается для резки всех сортов древесины с металлическими вкраплениями и для резки металла до 2,5 мм.
- Мелкие, фрезерованные, разведенные резцы. Полотно используют для прямого реза металлических изделий толщиной не более 1,5 мм.
Кроме всего, полотна различаются по материалу, из которого они сделаны, о чем говорит маркировка, нанесенная на любом виде оснастки.
Маркировка полотен
Пилы для сабельных пил делаются из следующих материалов.
- HCS. Данная маркировка обозначает, что основой инструмента является высокоуглеродистая сталь. Пилы предназначены для резки древесины и изделий на ее основе, а также пластика и резины.
- HSS – это инструментальная быстрорежущая сталь. С ее помощью можно работать по цветным металлам, а также резать листовой и профильный металл.
- BIM – это биметаллический сплав, являющийся комбинацией прочных и гибких сталей HSS и HCS. Данные полотна имеют длительный срок службы и применяются для порезки газобетона, а также распиливания досок с гвоздями.
- HM/CT – это твердосплавная оснастка. Пилы используют для резки пористых и абразивных материалов: конструкций из бетона, стеклопластика и стекловолокна, газобетона и черепицы.
- CV – это хром-ванадиевый сплав. Оснастка, изготовленная из него, отличается повышенной износостойкостью и применяется для работ по пластику и древесине любых пород.
Критерии выбора
Выбирая полотно для агрегата сабельного типа, необходимо в первую очередь обратить внимание на хвостовик оснастки. Крепления полотен могут быть как универсальными, подходящими для большинства моделей агрегатов, так и предназначенные только для одной марки сабельных пил
Также большое значение имеет размер зубьев. Крупные зубья дают высокую скорость резки, но не могут обеспечить хорошего качества пропила. Поэтому, чтобы получить аккуратный рез, используется оснастка с мелким зубом.








Резцы полотен аппаратов сабельного типа могут быть шлифованными или фрезерованными. Оснастку, имеющую шлифованные резцы, применяют для резки мягких материалов. Чтобы справиться с металлом или твердыми породами древесины, используют пилы с фрезерованными резцами.
Как заточить диск вручную напильником
Если наждачного станка нет в наличии, то процедуру можно выполнить вручную. Принцип заточки заключается в том, что затачиваемый диск следует зафиксировать в неподвижном положении. Для этого используются тиски или струбцина. Когда оснастка будет зафиксирована, останется только взять в руки маркер, и отметить точку начала проведения работ. Далее напильником выполняются работы по заточке.
- Использовать рекомендуется плоский напильник, но подойдет также и треугольный. Главное требование к напильнику — это свободное вхождение между зубьями
- Сильно изнашивается передняя и верхняя часть зуба, поэтому этот износ следует восстановить
- На начальном этапе восстанавливается задняя поверхность зубцов, а затем передняя
- При заточке нужно прилагать одинаковое усилие. Кроме того, величина зубцов, а точнее их размер, должен быть одинаковым
Выполнять работы по затачиванию вручную намного труднее и дольше, поэтому такой способ рационален только в одном случае, если приходится не часто работать циркулярной пилой. Если работы инструментом выполняются часто, то рационально купить наждачный станок и изготовить из него оборудование под заточку дисков циркулярной пилы.
Строение пильного сегмента с победитовой напайкой
Принципиальное отличие звена победитовой цепи для бензопилы заключается в том, что к основанию зуба при помощи медной пайки прикрепляется твердосплавный сегмент. В пилах Stihl 180 такой пильный сегмент называется Rapid Duro или Picco Duro (слово Rapid пусть никого не вводит в заблуждение – в данном случае речь не идёт о быстрорежущей стали).
О марке и составе используемого твёрдого сплава Stihl по понятным причинам не упоминает, но, по всей видимости, в качестве твердосплавного элемента используются сплавы типа ВК3М или ВК6М. Именно наибольшее количество карбида вольфрама при минимальной добавке кобальта обеспечивает наивысшую твёрдость и прочность. Если значения указанных параметров находятся в пределах HRA 89…91, то таким инструментом вполне можно разрезать древесину:
- особо твёрдых пород деревьев;
- вторичную загрязнённую древесину;
- дерево с вероятными металлическими фрагментами внутри (гвозди, шурупы) и т. д.

Вследствие значительной прочности твёрдых сплавов на изгиб – не менее 1100 МПа – выкрашивания зубьев не происходит. Наличие твердосплавного сегмента не приводит к увеличению высоты зуба, поскольку соответственно уменьшается высота основного звена пильного полотна. Поэтому технологические возможности пил Stihl с победитовыми напайками не изменяются по сравнению с аналогичным бензопильным инструментом, оснащённым стандартными пильными звеньями.
Принципы и углы заточки дисковых пил
Пила имеет четыре главных угла заточки дисковой пилы по рабочей части. Рассматриваемые углы, как и сама форма зуба, можно назвать основными эксплуатационными характеристиками. Каждый зуб можно охарактеризовать следующим образом:
- передний и задний угол;
- углы среза передней и задней поверхности.
Значения вышеуказанных параметров зависят от назначения распиливающего приспособления, типа материала заготовки.
Поверхности зуба дисковой пилы
По вышеуказанным параметрам можно выделить несколько пил:
- для выполнения продольной резки. В данном случае передний угол должен иметь показатель от 15° до 25°.
- при выполнении поперечной резки рассматриваемый показатель должен быть от 5° до 10°.
- универсальный вариант рекомендуется затачивать под углом 15°.
При длительном использовании пилы из твердосплавного материала значительный износ происходит на самой верхней режущей кромке. При рассмотрении плоскости зуба стоит отметить, что больший износ касается передней поверхности.
Типы зубьев дисковых пил
Выполнение заточки дисковых пил в домашних условиях
Наточить пилу можно своими руками без использования специального точильного станка, который имеет большую стоимость и используется по предназначению достаточно редко по причине использования твердосплавного материала при создании режущей кромки. Однако просто держать круг в руках нельзя, так как нужно добиваться определенных параметров среза для обеспечения необходимого показателя эффективности работы.
Для фиксации зубчатого круга в строго заданном положении используется обыкновенная плоская подставка. Она имеет нижеприведенные особенности:
- Поверхность плоской подставки должна совпадать с уровнем оси заточного диска.
- Зубчатый круг располагаем на подставке так, чтобы плоскость затачивания находилась перпендикулярно к полотну пилы.
- Рассматриваемое приспособление для зубьев, расположенных под определенным углом, оснащают поворотным шарниром.
Читать также: Токарный станок своими руками чертеж
Рассматриваемое приспособление позволяет проводить фиксацию обрабатываемого элемента по отношению к используемому абразивному материалу. При помощи цветного маркера проводится нанесение разметочных линий, которые позволяют выбрать правильный угол. Также необходимы тиски, в которых крепится созданное приспособление для фиксации.
https://youtube.com/watch?v=dVPVHi9M8JM
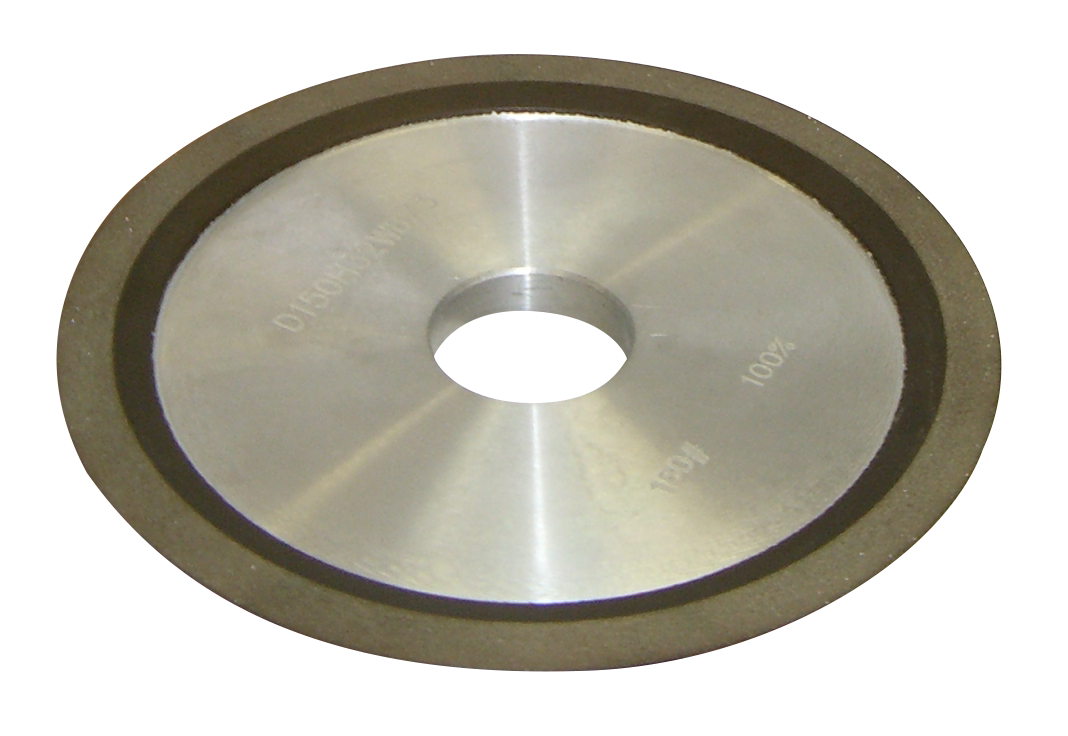
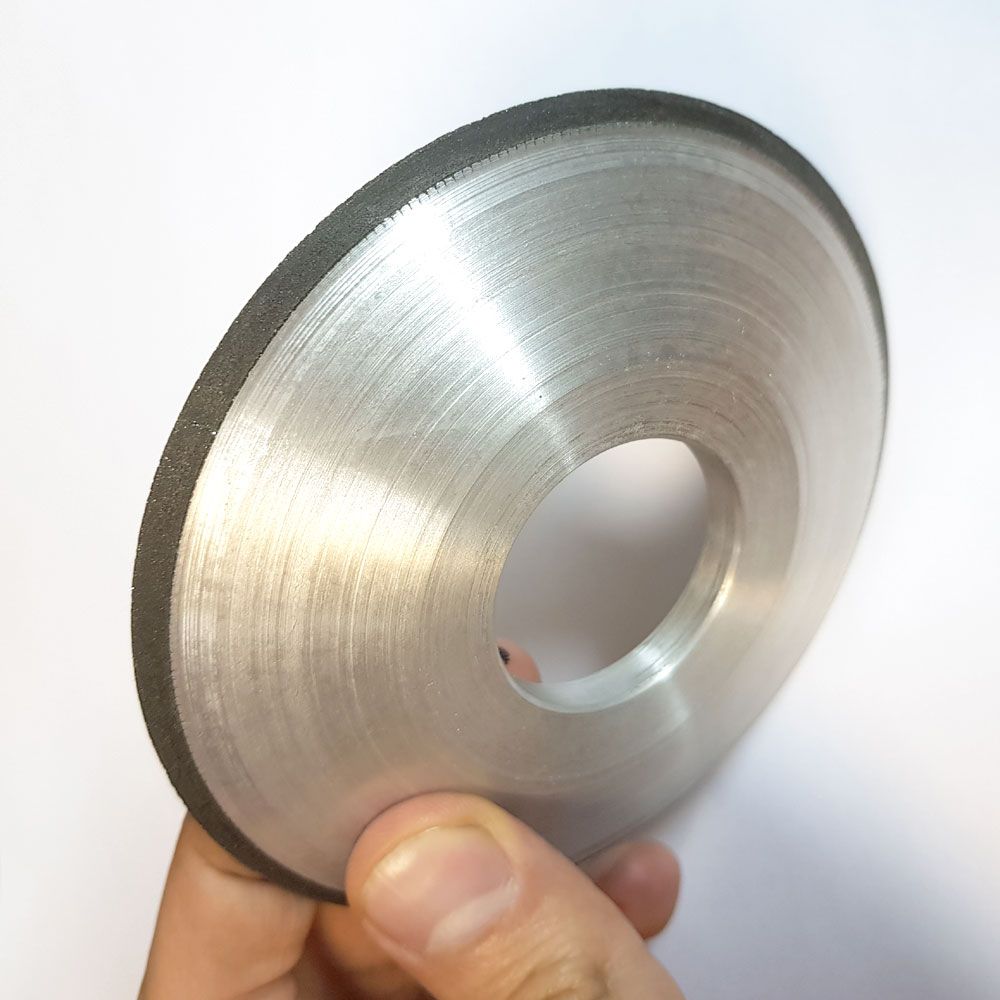
Неглубокая тарелка. Маркировка 12А220
По внешнем виду тарелка заметно отличается от чашки глубиной, как правило, высота тут всего 18 мм.В другом все стандартно, алмазный заточной круг 12А220 150*10*2*18*32 160/125 — тарелка диаметром 150 мм, ширина алмазного слоя 10 мм, толщина 2 мм, глубина — 18 мм(неглубокая), посадка 32 мм. Зерно 165/100 — достаточно крупное по сравнению с другими.
Тарелки бывают на 150 мм и на 125 мм диаметром.
Они отлично подходят для заточки инструмента, более того, на них точат твердосплавные напайки на дисковых пилах. Для того, чтобы заточить такие напайки, понадобится тонкая тарелка, чтобы край смог пролезть между зубьями.
Вариант 1 — изготовление простого заточного станка из точила
Первый вариант изготовления простейшего заточного оборудования имеет следующий вид:
- На верстаке располагается наждачный станок, на валу которого размещается круг с алмазным напылением
- Изготавливается неподвижное основание из ДСП. Это основание одновременно выступает направляющим, по которому будет происходить перемещение подвижной рамки
- На следующем этапе изготавливается подвижная рамка из ДСП или фанеры, стенки которой из рейки должны быть направлены вниз, и выступать в качестве механизма перемещения
- На наружной стороне подвижной рамки размещается фиксатор дисков соответствующего диаметра, а также проделывается паз
- В итоге получается готовый заточный станок для пильных дисков
Для изготовления такого устройства требуется минимум времени и затрат, а эффективность его применения составляет 100%. Подробности на видео:
Используемые материалы и процесс заточки победитового зуба дисковой пилы
При работе с дисковой пилой, чаще всего, затупляется главная кромка. В процессе резки главный упор идет именно на неё, поэтому необходимо следить, чтобы она не скруглялась более чем на 0,3 мм, так как могут возникнуть трудности при последующей заточке резцов, не говоря уже о снижении производительности.
Вспомогательные плоскости также подвержены износу (правда, в меньшей степени), особенно при работе с массивными изделиями.
Для заточки зубов дисковых пил с победитовыми зубьями используют высокопрочные материалы — алмазные круги, круги из карбида кремния (зеленого) и др.
Важно!
Перед началом процесса необходимо убедиться в чистоте прибора, то есть убедиться, что на обрабатываемых плоскостях нет грязи или воды. А также нелишне будет обработать алмазный круг смазочно-охлаждающей жидкостью, так как высока вероятность появления ржавчины при охлаждении простой водой.




При выборе абразивного круга следует обратить внимание на то, чтобы его поверхность была немного зернистой, ведь именно так достигается нужная чистота поверхности натачиваемого зуба. В противном случае, при работе на материале будут оставаться сколы, зазубрины и иные дефекты
Для обработки победитовых напаек скорость вращения круга заточки должна составлять не менее 15 м/с, то есть при диаметре от 120 до 125 мм скорость вращения должна быть минимум 1500 об/мин.
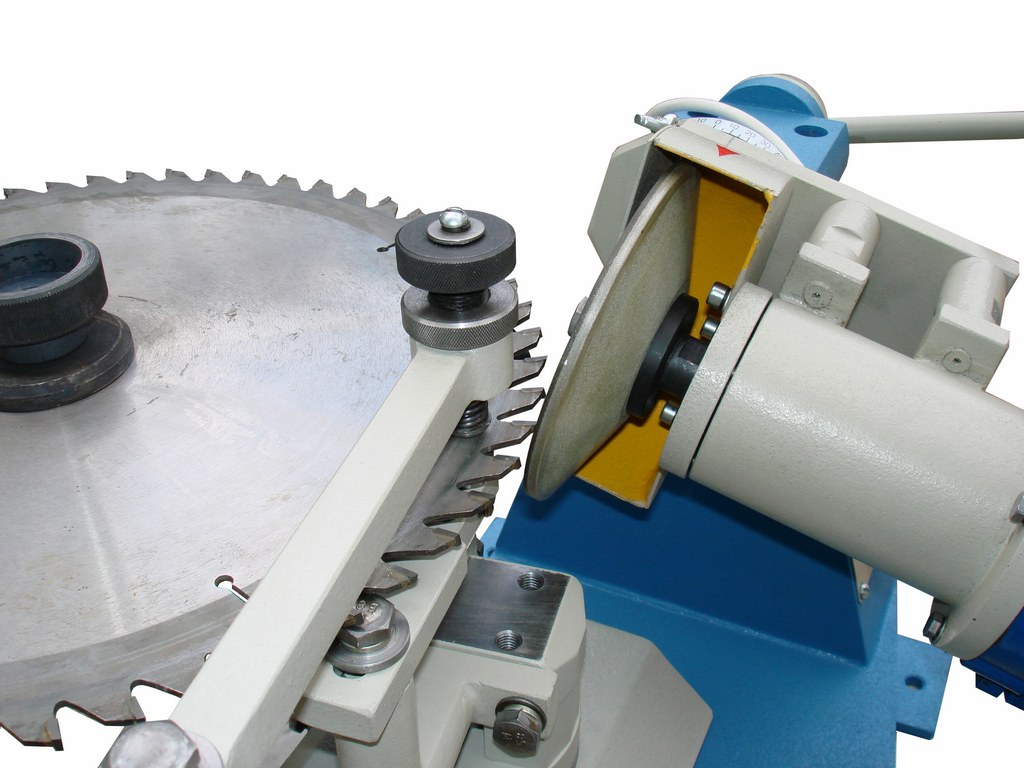
Существуют специальные приборы для заточки напаек — станки для заточки, преимуществом которых является:
- Вариабельность перемещения как станка, так и абразивного круга;
- Обеспечение ровного угла заточки.
Далее действия производятся вручную — поворот пилы по кругу (на зуб), последующая шлифовка, проверка объемов снимаемого металла. Подобные механизмы отлично подходят для обработки напаек в домашних условиях.
Виды режущих зубьев
Чтобы лучше понять, как производится правильная заточка дисковых пил, следует разобраться в особенностях и строении той части диска, которая производит распил дерева. Этой главной частью являются режущие зубья.
Все зубья производятся из твердосплавных металлов. Каждый из них (рис. 1) имеет 4 рабочие плоские поверхности: передняя (а), задняя (б), а также две боковые плоскости (в). Они играют вспомогательную роль. Одна главная (1) и две дополнительные (2 и 3) кромки для резки материала образуются на линиях пересечения указанных рабочих плоскостей.
В соответствии с конфигурацией все режущие зубья дисковых пил делятся на следующие разновидности:
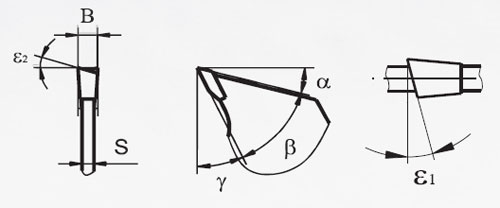
Рисунок 2. Схема угла заточки.
- Прямые зубья. Чаще всего применяются для ускоренного продольного распиливания. Не рассчитаны на идеальное качество пропила.
- Скошенные (косые) зубья. Характеризуются наличием на задней плоской поверхности зуба углового обреза с левой или правой стороны. Иногда на диске зубья с разными сторонами скоса чередуются и тогда они называются попеременноскошенными. Такие элементы применяются для резки не только древесины, но и ДСП, различных пластмасс. При большом угле скоса обеспечивается качественное пиление без сколов на кромках пропила.
- Трапециевидные зубья. В сечении режущей поверхности имеют вид трапеции. Благодаря такой конфигурации долго не тупятся. Часто на диске чередуются с прямыми зубьями. В этом случае трапециевидные элементы осуществляют черновое распиливание, в то время как прямые производят чистовую обработку.
- Конические зубья. Имеют конусообразный вид. Обычно выполняют вспомогательные функции предварительной надрезки ламината. Такими зубьями обрабатывают указанное напольное покрытие для недопущения сколов при разрезании ламинатных панелей основной пилой.





