
Порядок и особенности
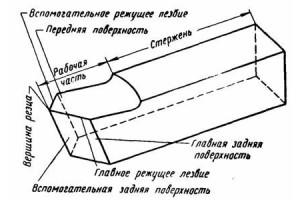
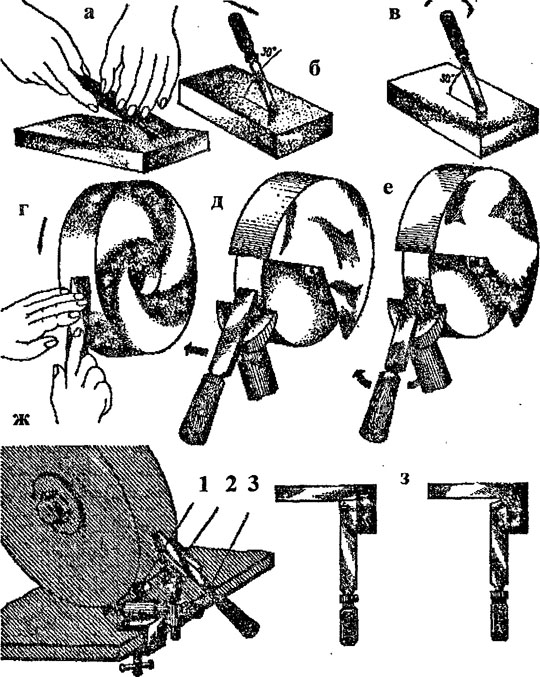
В зависимости от характера износа и конструкции оснастки производится заточка по передней, задней или обеим поверхностям. На рисунке ниже указаны все поверхности токарного резца
Для стандартных резцов, как правило, применяется заточка по всем режущим поверхностям. При незначительном износе восстанавливается геометрия только задней поверхности. Оснастка для многорезцовых станков восстанавливается только по задней поверхности, фасонная – только по передней.
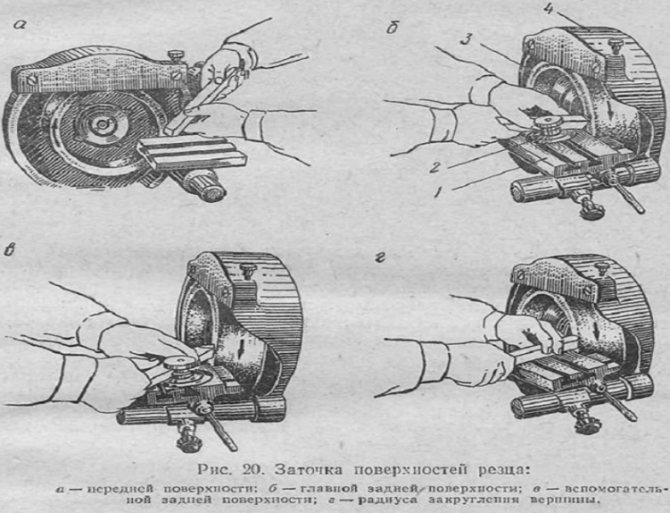
Стандартный порядок заточки:
- Основная задняя поверхность.
- Вспомогательная задняя поверхность.
- Передняя поверхность.
- Радиус закругления конца.
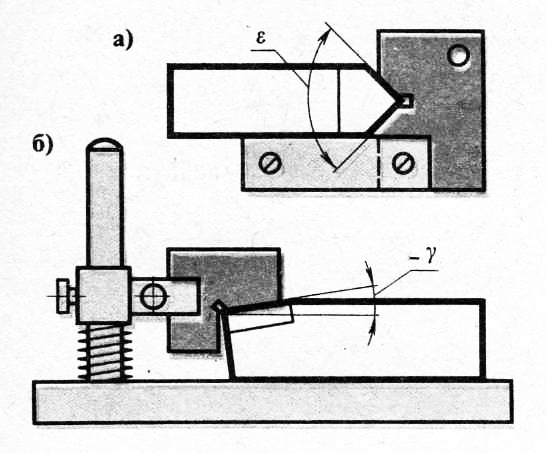
Параметры заточки задней поверхности указаны на рисунке ниже
На рисунке (а) указана задняя поверхность с одной плоскостью заточки, на рисунке (б) – с несколькими. При напайке твердосплавных пластин задняя поверхность имеет три плоскости:
- по фаске высотой не меньше чем 1,5 мм под углом а;
- по оставшейся высоте под углом а+3°;
- по державке под углом а+5°.
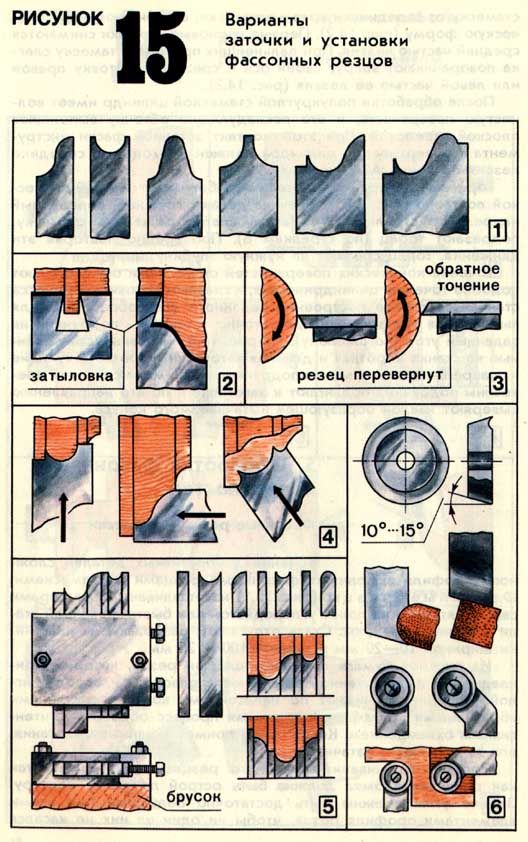
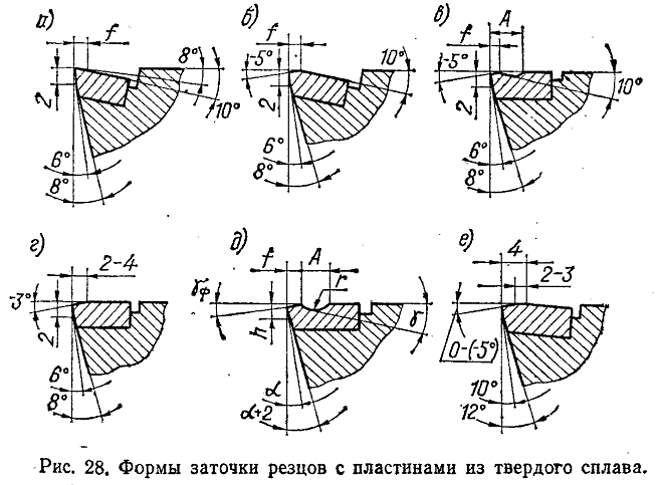
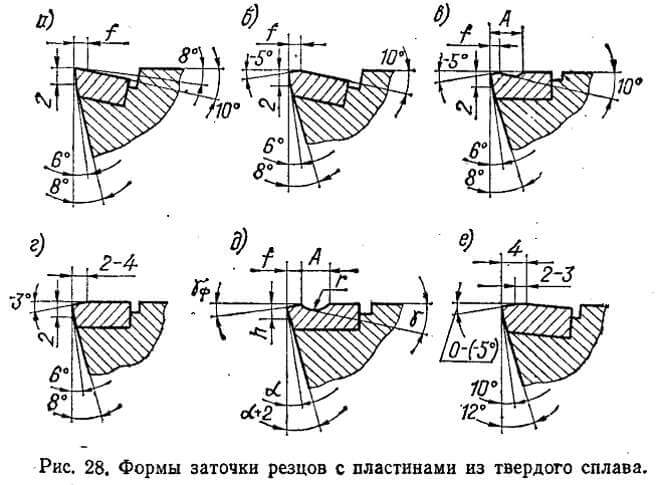
Заточка передней поверхности твердосплавных резцов имеет гораздо большее количество разновидностей (см. рис. ниже).
Основные формы:
- Плоская с положительным передним углом (а).
- Плоская с отрицательным углом (б).
- Криволинейная с отрицательным углом (в).
- Плоская с отрицательным углом для черновой обработки (г).
- Криволинейные с отрицательным углом для нержавеющих сталей (д), и других материалов (е)
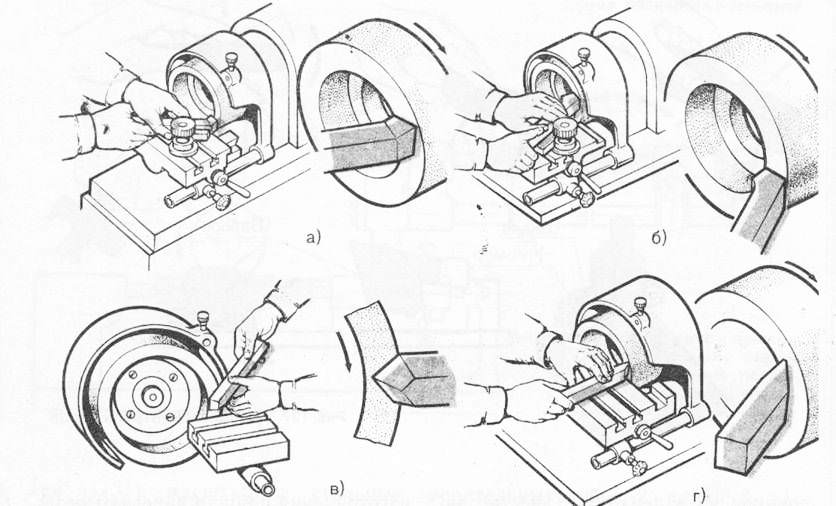
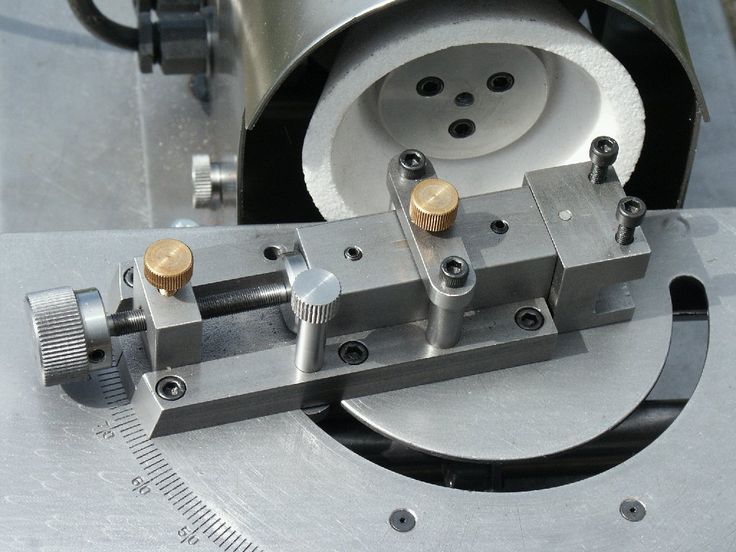
В процессе заточки необходимо чтобы режущая кромка обрабатываемого инструмента располагалась на линии центра заточного станка или ниже не более чем на 3-5 мм. Направление вращения круга должно обеспечить прижим пластинки к державке, т. е. идти на пластинку. В процессе работы желательна непрерывная подача охлаждающей жидкости. При периодическом охлаждении возможно перенапряжение структуры материала и появление микротрещин.
При заточке необходим легкий нажим и постоянное перемещение вдоль поверхности круга для формирования ровной поверхности. После завершения заточки геометрия инструмента проверяется с помощью шаблонов или специальных приборов.
Составные части мини-токарного станка по металлу
Состав любого токарного устройства традиционный, все нижеперечисленные элементы присутствуют вне зависимости от того, каким образом он сделан – вручную дома или промышленным образом.
Устройства состоят из следующих составных частей:
Станина
Главный несущий элемент всей конструкции, придающий ей жесткость и прочность. Станина самодельного токарного станка по металлу изготавливается из деревянного бруса или металлических заготовок в виде готовых уголков.
Главное требование к станине – необходимая прочность, так как конструкция станка во время процесса обработки подвергается воздействию сильной вибрации.
Привод
Главный элемент той части, отвечающей за мощность работы. Привод нужно выбрать очень правильно исходя из нужно мощности. Это задача непростая, над которой следует хорошенько подумать.
Будет достаточно бывшего в употреблении привода от стиральной машинки, строительного миксера или чего-нибудь еще, если вы делаете легкий станок для работ по металлу.
Количество оборотов при таких приводах – около 1500 оборотов в минуту, а мощность – 200Вт или немного выше.
- Задняя бабка. Это специальная пластина из стали, к которой приваривается тоже стальной уголок. Она нужна для плотной фиксации обрабатываемой детали к станине для качественной обработки.
- Передняя бабка. Это такая же часть, как и задняя бабка, но в отличие от передней она фиксируется на подвижной раме аппарата.
- Передний и задний центры.
- Суппорт.
Это один из ключевых факторов для рабочих элементов аппарата, информацию о котором читайте ниже.
Заточка резцов своими руками
От правильности заточки рабочего инструмента во многом зависит качество обработанной поверхности.
Для этого понадобится электрозаточной станок с набором кругов разной зернистости и бархатный брусок для ручной правки лезвия.
Видео заточки резцов



Угол заточки каждый мастер выбирает самостоятельно, ориентируясь на своё мастерство токаря, твёрдость древесины, качество рабочего инструмента и окончательный желательный вид обрабатываемой поверхности.
Для начинающего токаря оптимальными вариантами углов заточки будут:
- для мейселя – сам скос должен составлять 40° по отношению к оси рабочей поверхности и по 40° для каждой стороны лезвия;
- для рейера – 50° — 60°.
https://youtube.com/watch?v=yvY5NvN_wLA
Со временем, когда уровень мастерства токаря будет расти, углы затачивания можно будет уменьшать до 20° — 35°.
В идеале, кроме набора разнофасонных, желательно иметь резцы одного вида, одинакового размера, но с разными углами заточки. Это намного ускорит и облегчит работу токаря, а также продлит срок их службы, потому что не нужно будет постоянно перезатачивать лезвия исходя из вида обрабатываемой древесины.
Более тупые углы затачивания предназначены для: твёрдых пород дерева, первоначальной (грубой) обработки.
Более острые углы режущего инструмента позволяют качественнее обработать поверхность, ускорить процесс точения, но в тоже время существует большая вероятность скола заготовки, повреждения лезвия. Да и затачивать и править такой инструмент приходится намного чаще, чем с более тупыми углами.
Приблизительный угол заточки лезвия формируется ещё на стадии изготовления резцов своими руками, до начала термической обработки — закаливания.
Потом, когда они полностью готовы, процесс затачивания осуществляют с помощью абразивного круга и завершают ручной доводкой на бархатном бруске.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Во все времена профессия краснодеревщика была не только востребованной, но и весьма престижной. В современном мире умение изготавливать красивые, многогранные изделия уже вышло за рамки обычного хобби и приносит мастерам хороший финансовый доход. С помощью резьбы по дереву можно получить качественные художественные изделия (к примеру: шкатулки, рамы для картин, мебель). Но для того чтобы иметь возможность заниматься столь интересным и захватывающим делом нужно всегда использовать специальные инструменты.
Ведь именно профессиональные резцы по дереву для ручной работы позволяют осуществить любые виды обработки древесины: обтесывание, отпиливание, колку, долбление, строгание, точение и даже нанесение фигурной резьбы.
1 Общие сведения
В большинстве случаев, токарные резцы, в том числе и сделанные своими руками, предназначены для ручного применения. Закрепленная заготовка вращается станком, а ее обработка происходит за счет перемещения режущего инструмента вдоль обрабатываемой поверхности руками мастера.
Стандартный ручной резец состоит из двух частей:
- рабочего тела изготовленного из металла;
- деревянной ручки, для удержания инструмента в руках.
Он имеет три зоны:
- лезвие — режущая часть (заточенный особым образом конец инструмента);
- тело — металлическая часть, которая упирается при работе в подставку (подлокотник) станка;
- хвостовик — зауженная часть инструмента в противоположном конце от лезвия. На хвостовике крепится деревянная (пластиковая) ручка.
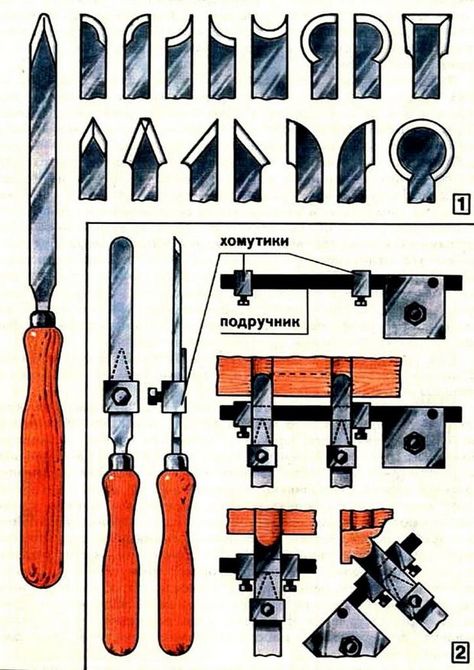
Классификация резцов по дереву
Ручка ручного резца имеет основу (то за что держится мастер) и шейку (металлическое крепежное кольцо не позволяющее разрушаться ручке в процессе работы).
1.1 Виды резцов
Для проведения множества разнообразных работ на станке потребуется целый набор токарных резцов по дереву. Многие мастера имеют свои особые инструменты, которые необходимы им для проведения определенного вида обработки дерева, поэтому некоторые из них сделаны своими руками.
В зависимости от потребностей, резцы по дереву могут быть:
- отрезными;
- подрезными;
- расточными;
- фасонными.
Для выполнения основных операций по работе с деревом на токарном станке достаточно двух основных видов резцов:
- рейера — предназначен для первоначальной стадии обработки заготовки;
- мейселя — для придания изделию окончательной формы.
1.2 Рейер
Конструктивно представляет собой длинное стальное лезвие с полукруглым сечением.
Рейер — предназначен для первоначальной стадии обработки заготовки
Изготовить своими руками его можно из толстой металлической пластины или полукруглого желобка. Заточка рабочей части (лезвия) проводится также в виде полукруга. Используется рейер для придания первичной заготовке приблизительных параметров изделия в черновом виде.







1.3 Мейсель
Своей формой этот инструмент напоминает сапожный нож — это металлическая пластина, заточка косого лезвия которой выполнена под одинаковым углом с обеих сторон. Используется для придания изделию окончательной формы, а также для отделения готовой детали от заготовки.
Эти два основных вида резцов позволяют выполнять основные операции по обработке деревянных заготовок по внешней поверхности. В некоторых случаях возможна работа с ними и при внутренней обработке деталей.
1.4 Фасонные резцы
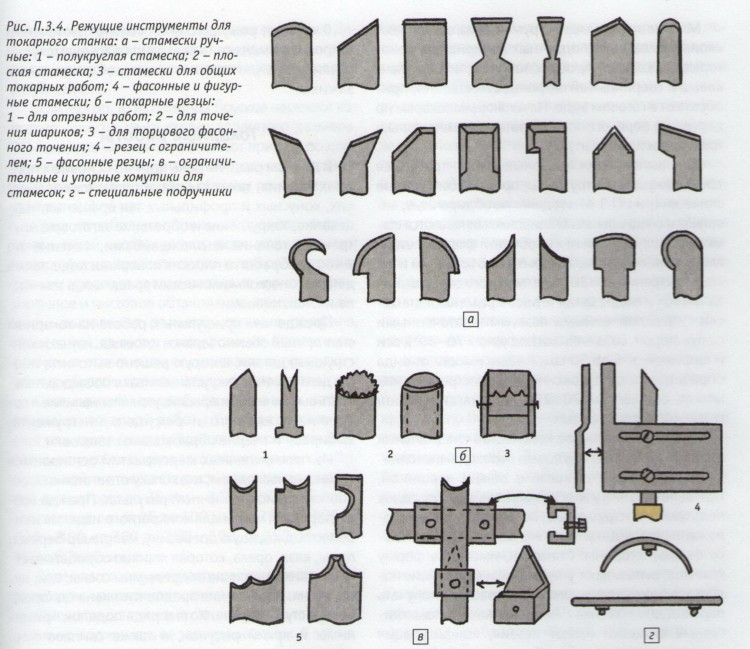
Большое семейство другого вида резцов по дереву, относятся к категории фасонных:
- стамеска (скребок) — выравнивает цилиндрические поверхности;
- гребенка — для вырезания канавок или резьбы;
- крючок — с его помощью вытачиваются полости в торце детали;
- кольцо — действует аналогично крючку;
- треугольник — заточка лезвия выполнена в форме треугольника для придания заготовке круглой формы.
1.5 Самодельные резцы
Самостоятельно изготавливая самодельные резцы для токарного станка по дереву, следует учитывать некоторые особенности при выборе материала. Он должен быть прочным (из качественной марки стали) и соответствовать допустимым минимальным размерам.
Самодельные резцы по дереву для токарного станка
Самыми простыми в изготовлении своими руками являются рейер и мейсель. Для получения этих резцов можно использовать уже отработанные напильники или рашпили. Используя обычный станок для заточки, им придается нужная форма лезвия, а ручку зачастую менять нет необходимости (при условии, что старая в полном порядке). При отсутствии крепежного кольца на ручке — его необходимо обязательно добавить, так как это элемент, который увеличивает безопасность работы с инструментом.
Металл, из которого они сделаны, имеет достаточную твердость, но перед выполнением заточки его следует закалить. Для этого полученную заготовку резца разогревают до красноты, а затем опускают для охлаждения (закалки) в машинное масло.
Сделанные своими руками резцы следует испытать на мягких породах дерева (тополь, липа), а затем, после осмотра на предмет появления трещин и сколов, можно приступать к работе с более твердыми породами (дуб, береза, бук).
Процесс вытачивания деревянной заготовки ручным резцом
Делаем своими руками
Чтобы понять, как делается ручной инструмент для обработки дерева, рассмотрим процесс изготовления нескольких основных их разновидностей.
Мейсель
Это основной инструмент, применяемый для чистовой отделки деревянной заготовки. В умелых руках этой стамески достаточно, чтобы сотворить любой узор.
Заточенный прямо мейсель идеально подходит для создания прямоугольных выемок в заготовке. Его ширина варьируется от 4 до 40 мм, угол стандартной заточки – от 22 до 45. Нужный уклон лезвия определяется личными предпочтениями мастера со временем.

Как его изготовить:
- Берем старый напильник или любую другую плоскую прямоугольного сечения заготовку. При необходимости выравниваем рабочий конец;
- Стачиваем режущую часть, проводя первичную обточку. Используем абразивный круг, следим, чтобы лезвие обрабатывалось равномерно по толщине без перепадов;
- Закаляем, если металл не достаточно твердый;
- Ставим ручку.
Эта разновидность стамески готовится легко, с нее можно начать создание собственной коллекции ручных инструментов для набора опыта и понимания процесса.
Мейсель со скошенным лезвием более универсален, чем его собрат:
- Становится возможной обработка круглых изделий;
- Тупой угол годится для создания закруглений;
- Инструмент удобен при обработке торца изделия.

Изготовление аналогично предыдущему приспособлению:
- Заготовочная деталь обрабатывается под форму будущего инструмента;
- Создается заострение стамески под угол 70-75, после чего сделанный инструмент необходимо заточить.
- Насаживаем ручку. Мейсель готов.
По аналогичному алгоритму создаются остальные угловатые резцы для токарного станка по дереву. Заточка производится только после тщательного контроля размеров инструмента.
Соблюдение точных углов при самостоятельном изготовлении инструментов необязательно. Достаточно придерживаться нужных и удобных пропорций, ровности обработки.





Полукруг
Полукруглый оконечник стамесок позволяет создать аккуратные выемки при обработке деревянного изделия. Чтобы сделать такой резак, намечаем на заготовке контур инструмента, по которому производим обрезку. После этого уже привычным способом делаем заточку под углом 25…40.
Радиус стамески влияет на размер углубления в изделии, потому для профессионального производства желательно сделать несколько резаков с полукруглым оконечником на разные случаи.
Желобок
Деревянный ствол после обдирания коры обрабатывают желобчатыми стамесками, они предназначены для первичной черновой отделки материала и создания заготовки под изделие.
Кроме того, желобки используют для вырезания вогнутых форм и выемок при лобовом точении.

Как изготовить желобчатый резак:
- Возьмем метчик для нарезания резьбы нужного диаметра.
- Обрабатываем им заготовку металла на расстоянии до 8-10 см от края, фактически срезая половину чернового изделия.
- Затачиваем нижнюю выпуклую часть лезвия под углом 30-40.
Желобчатые самодельные токарные резцы по дереву непросты в изготовлении, но разобраться с процессом вполне возможно.
Сделать или купить
Процесс создания инструментов для работы с деревом – занятие увлекательное и не всегда простое. При наличии нужного набора инструментов у неопытного матера проблем не возникнет – процесс интуитивно понятен, но кропотлив.
Конечно, можно купить готовый набор приспособлений, но сколько он будет стоить… При этом, изнашиваемость у металла со временем усиливается и даже новенькие ныне стамески вскоре потребуют точения. Собственное изготовление – это способ получения инструмента под свою руку. Авторские резаки с индивидуальными размерами будут адаптированы под хозяина и его потребности.
Более подробное описание процесса изготовления стамесок представлено в видео. Мастер подробно рассказывает о создании заготовки, нанесении заточки и затрагивает другие важные моменты, которые необходимы для удачного завершения работы.
Реставрация рукоятки
Износу подвержена также и рукоятка. Именно поэтому часто работы предусматривают их восстановление. Среди особенностей отметим следующее:
- Прочность крепления может быть восстановлена за счет применения клеящего состава.
- Часто этот элемент изготавливается их дерева, поэтому с обработкой не возникает трудностей. А вот пластиковую рукоятку практически не восстановить.
Приведенная выше информация указывает на то, что многие работы можно провести самостоятельно. За счет этого можно исключить вероятность задерживания процедуры обработки дерева стамеской. Самодельные приспособления, как правило, практически ничем не уступают специальным, за исключением скорости снятия металла с режущей кромки.
Алмазные абразивы для заточки
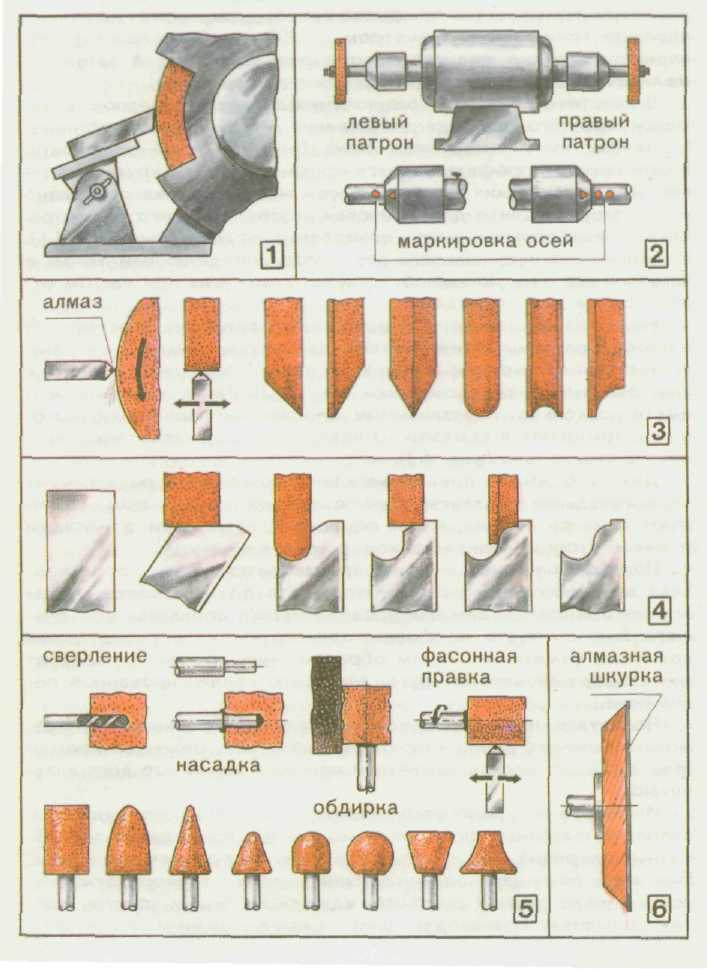
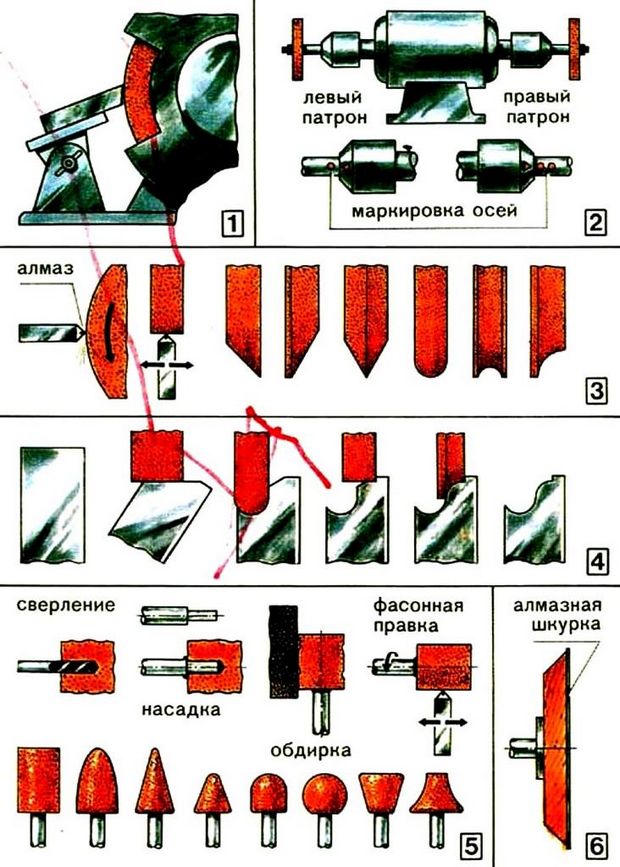
При заточке резцов с твердосплавной режущей кромкой должны использоваться алмазные круги для заточки резцов токарных. Твердосплавные коронки применяются в скоростных высокопроизводительных станках. Мелкая алмазная крошка из которой состоят круги для заточки резцов может обрабатывать такие твердые сплавы как победит и синтетические как эльбор, также резцы из обычной инструментальной стали можно обрабатывать на алмазных кругах. По форме обрабатывающего материала различают круги, диски и чашки.
Алмазная чашка используется для заточки, шлифовки и других видов обработки слесарного инструмента:
- Дисковых пил;
- Фрез;
- Резцов;
- Сверл.
Использование алмазных чашек позволяет сократить время технологической операции по сравнению с обработкой с использованием другого абразивного материала, например, корунда. Любая чашка имеет маркировку, соответствующую ее размерам, материалу абразива, твердости и рабочей скорости вращения. Например, чашка с обозначением 12A2-45 /150*20*3*32 может использоваться для заточки токарных резцов с твердосплавной режущей частью. Алмазный диск в основном используется в углошлифовальных машинах для резки различных материалов: стекла, керамики, бетона, мрамора и др. Для затачивания токарных резцов он обычно не используется. В маркировке алмазного круга, чаши или диска присутствует литера «А», эльборовые круги обозначаются через литеру «Л».
Как заточить с помощью алмазного круга (диска, камня)?
Алмазный круг для заточки является распространенным устройством, если говорить о заточке с использованием специальных средств. В первую очередь он используется для резцов из твердых сплавов металла, например, свёрл.
Алмазный круг может быть исполнен в форме прямого диска, тарелки или чаши. Выбор круга должен зависеть от формы заготовки. Например, для работы с лезвиями подойдет диск, для дисковой пилы лучше использовать тарелку.

Диаметр круга может варьироваться в пределах от 125 до 300 мм. Подбирать нужно под свой наждак. От ширины алмазного слоя прямо пропорционально зависит диаметр детали, которая может на нем обрабатываться. Плюс чем толще этот слой, тем дольше прослужит круг. Благодаря мелкозернистой структуре алмазного круга, его можно использовать для доводки резцов.






Технология заточки
Процесс заточки определяет конструкция резца (количество поверхностей, ширина лезвия) и его износ. Процедуру возможно проводить по задней, по передней или по обеим поверхностям. Как правило, если износ небольшой, восстанавливают лишь геометрию задней поверхности.
СПРАВКА: Основная работа алмазного круга определяется параметрами углов передней и задней поверхностей резца. По этому его главные углы – это передний (γ) и задний (α). Если увеличить угол γ, то улучшается стружкоотвод, уменьшаются затраты мощности, снижается шероховатость, но при этом лезвие подвергается истончению. Это влияет на скорость отвода тепла и его прочность. Задний угол отвечает за снижение трения в процессе обработки резца на алмазном круге.
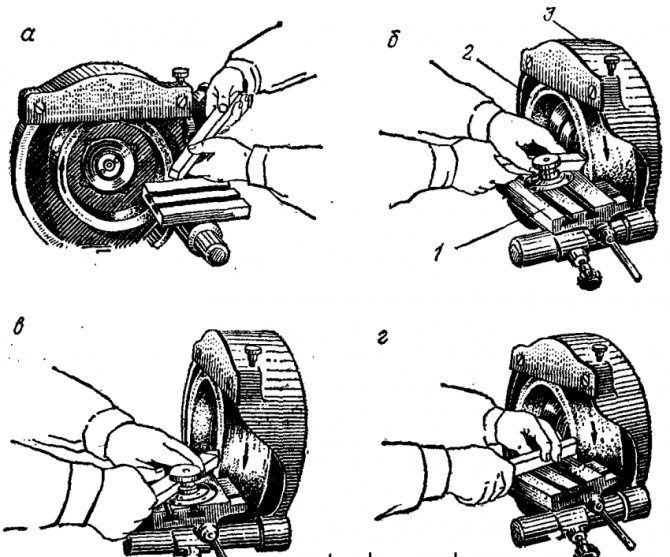
Общая последовательность затачивания выглядит следующим образом:
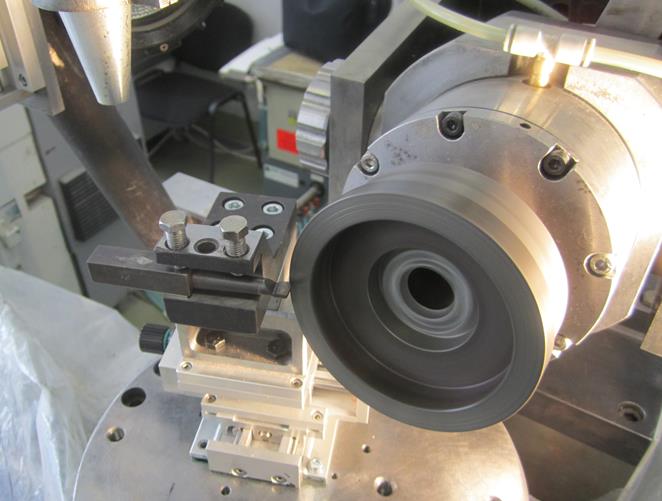
- Сначала производят заточку задней поверхности. Инструмент кладут на подручник опорной поверхностью так, чтобы его режущая кромка получила горизонтальное расположение. Столик же располагают в вертикальной плоскости по заданному углу α. Периферия круга осуществляет заточку. При этом круг должен вращаться по направлению на инструмент.
- Затем (при необходимости) затачивается передняя поверхность. Процедура выполняется торцом алмазного круга. Для этого инструмент кладут на подручник боковой плоскостью.
- Потом затачивается радиус закругления.
- Далее, производится измерение углов по шаблонам. Для измерений может использоваться стандартный угломер, линейка и нониус.
- При завершении обработки алмазным кругом может потребоваться шлифовка (доводка осуществляется самим алмазным кругом).

СПРАВКА: Шаблоны можно купить или сделать специальные трафареты из металла самостоятельно.
Техника безопасности
Важным моментом при работе с таким оборудованием, как алмазный круг, является соблюдение техники безопасности:
- Первым делом мастер должен обеспечить себя минимальным комплектом экипировки – защитные очки (экран) и защитный кожух.
- Во избежание попадания спиленных частиц металла в дыхательные пути следует заранее позаботиться о вентиляции рабочего пространства.
- Заранее следует убедиться в исправности всех механизмов и оборудования, в том числе, проверить крепление кругов. Угол раскрытия кожуха круга не должен быть больше 90°, а по отношению к горизонтальной линии угол раскрытия не может быть больше 65°.
- Инструмент нельзя держать на весу. В качестве опоры для резца следует использовать подручник. Последний должен быть зафиксирован как можно ближе к кругу (расстояние не более 3 мм между кругом и подручником).
- В случаях, когда шлифовальное оборудование издает биение или потрескивание, работу нужно немедленно прекратить.
- Необходимо контролировать силу прижимания резца к шлифовальному кругу. Чрезмерное нажатие может повлечь порчу как резца, так и алмазного круга.
- Круг должен вращаться в таком направлении, чтобы когда резец прижимается к нему, искры летели вниз.
1 Из каких частей состоят резцы для токарных агрегатов?
Токарные резцы включают в себя два ключевых элемента – стержень для фиксации в специальном станочном держателе и головку. Поверхность, предназначенная для схода стружки с детали, называется передней. Под задними же (либо вспомогательными, либо основными) понимают поверхности, к которым обращено изделие, подвергаемое металлообработке.
Металлообработку заготовок производит режущая главная кромка, формирующаяся задней (основной) и передней поверхностями приспособлений. Токарные резцы, кроме того, имеют и дополнительную кромку. Она создается пересечением вспомогательной и основной поверхностей. Причем место этого пересечения именуют вершиной инструмента.

Большое значение для технических возможностей станка, работающего с резцами, имеют их углы, которые принято делить на вспомогательные и главные. Последние из указанных замеряют в плоскости, являющейся проекцией основной кромки на секущую (то есть на главную) плоскость.
Описываются углы такими плоскостями:
- Основной. Она наложена на опорную нижнюю поверхность инструмента и является параллельной направлениям подач станка.
- Плоскостью резания. Она пересекает основную режущую кромку и размещается по отношению к поверхности обработки по касательной.
Различают углы заострения (между задней основной и передней поверхностями резца), задние главные (между плоскостью обработки и задней основной поверхностью), передние главные (между перпендикулярной плоскостью и передней частью инструмента). Все указанные углы в сумме равняются 90 градусам.
Кроме того, резцы для станка описывают и далее приведенные углы:
- между направлением подачи и проекцией режущей основной кромки;
- между плоскостью обработки и передней резцовой поверхностью;
- между проекциями вспомогательной и основной кромок.
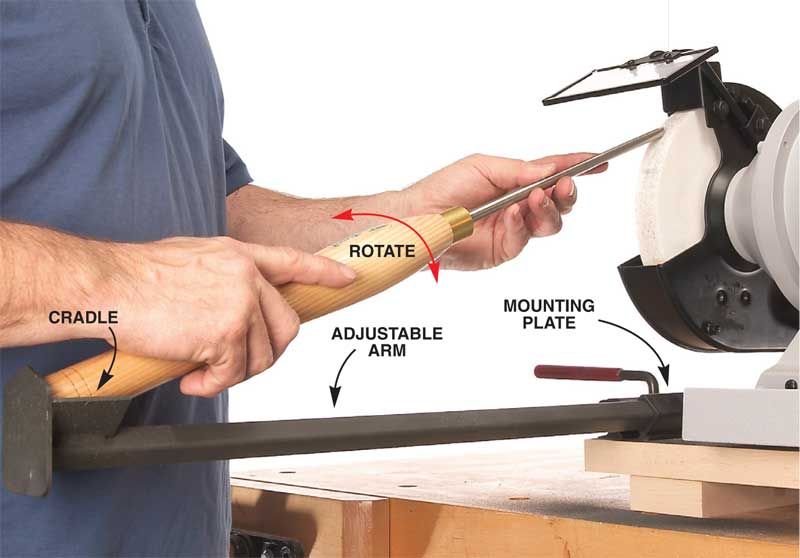
Особенности выполнения работы
Режущая кромка многих резцов по дереву создается двумя плоскостями, расположенными под определенным углом. Если плоскость становится ровной, то инструмент становится непригодным. Таким образом, можно сказать, что приспособление для заточки резца нужно использовать для получения двух плоскостей, расположенных под углом относительно горизонтальной плоскости.
Можно выделить несколько основных моментов, которые касаются проведения процесса заточки резца по дереву:
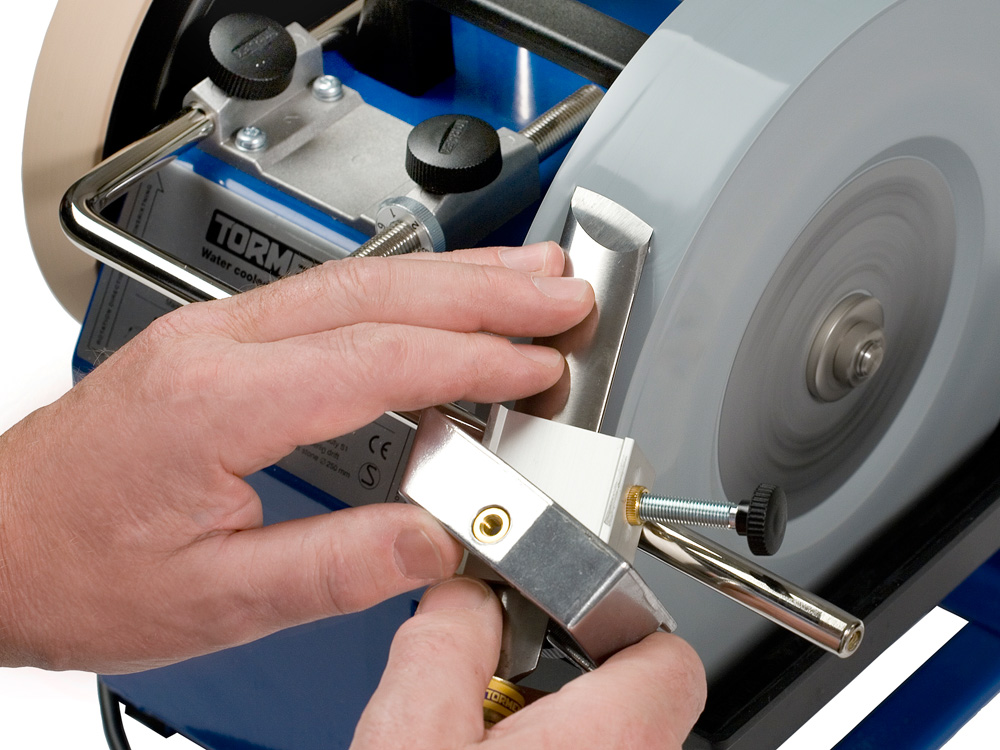
- Заточка должна выполняться навису без упора. Некоторые конструкции станков имеют специальные столики, которые зачастую демонтируют.
- Вначале проведения работы не нужно сильно давить, так как большое усилие может привести к соскакиванию или повреждению обрабатываемой поверхности.
- Угол, которые создается между инструментом и камнем определяет особенности режущей кромки.
Вышеприведенная информация касается случая, когда не используется специальное приспособление во время заточки. Другими словами, результат зависит от умений мастера, Режущая кромка получается «не идеальной».
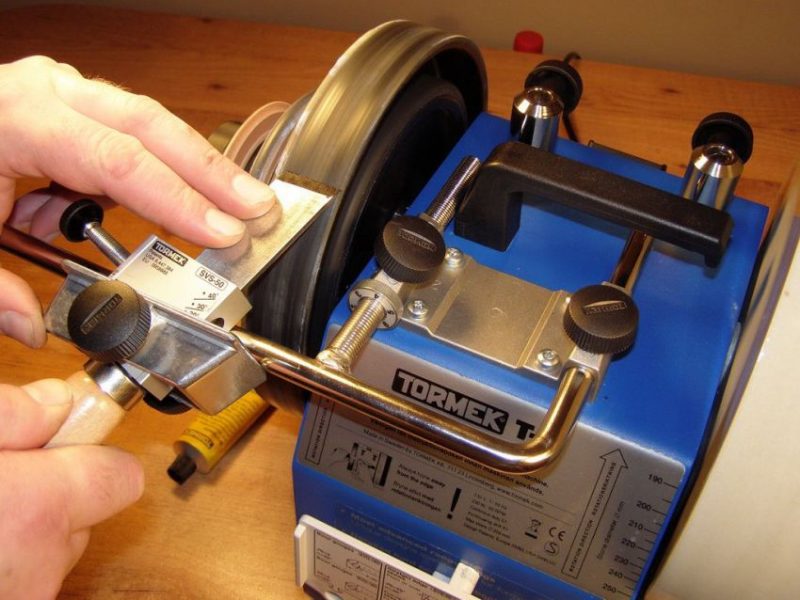
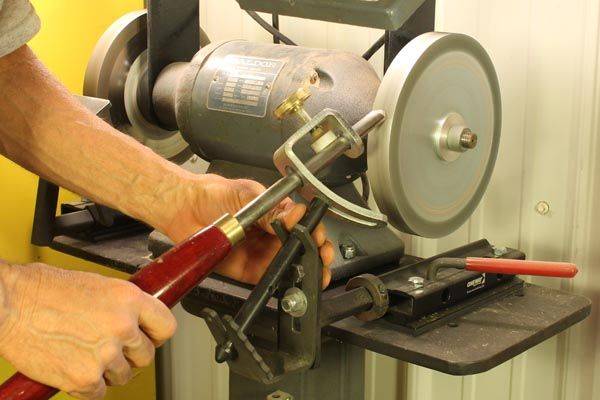
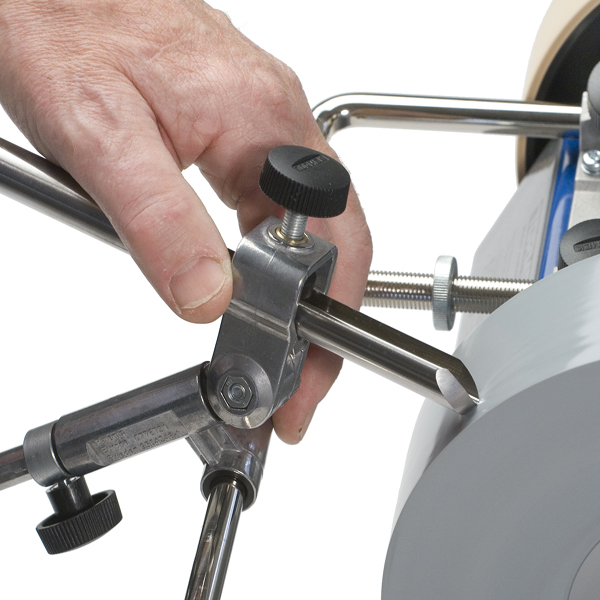
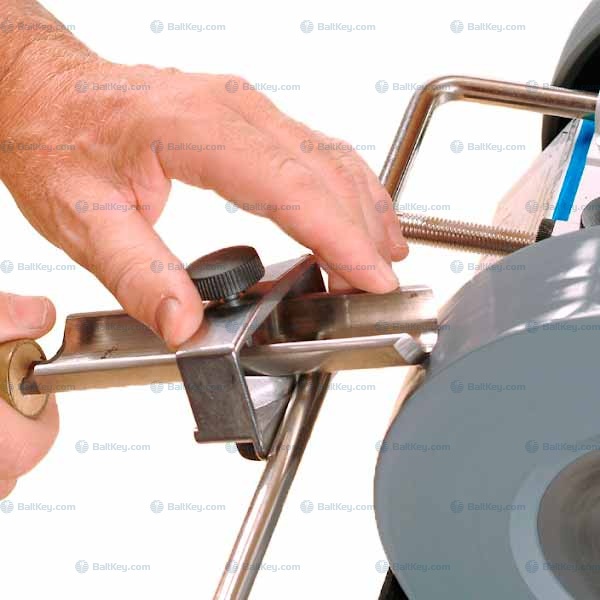
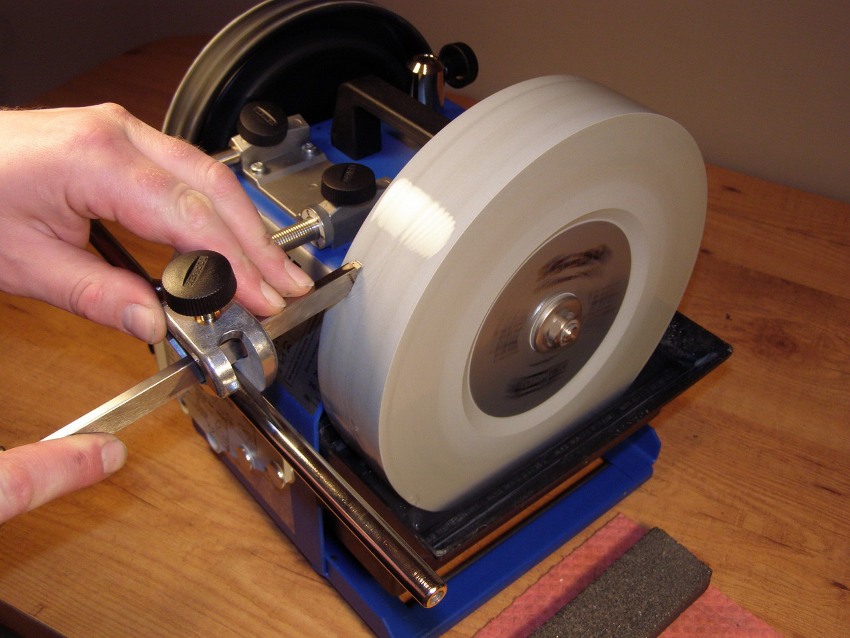
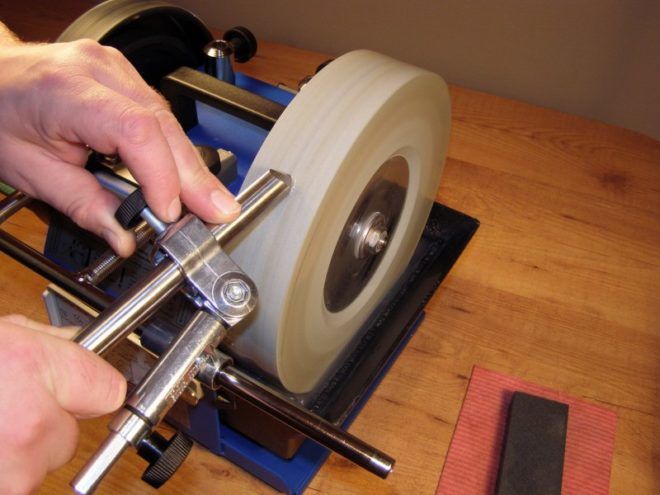
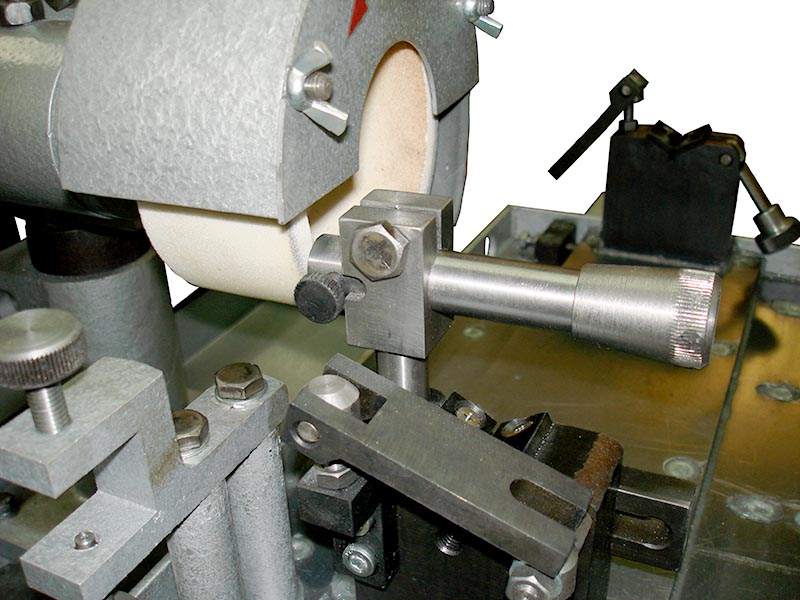
Зачастую для выполнения поставленной задачи нужна высокая точность, чего достигнуть, ориентируясь только на опыт, нельзя. Для этого используется специальное приспособление – калибр. Для его использования на станке должно быть крепление, которое позволяет провести фиксацию калибра. Суть подобного вспомогательного инструмента заключается в установке нужного угла, а также вылета резца по дереву. Работу можно выполнить без особых навыков с высокой точностью.
В заключение отметим, что не стоит забывать о технике безопасности. Во время заточки есть вероятность появления искр и разброса кусочков металла. Поэтому нужно надеть специальные защитные очки во время выполнения работы.




Углы затачивания
Далее будет приведен список углов заточки для всех распространенных материалов. Первая дробь указывает на задний угол при черновом обрабатывании, вторая – на задний угол при чистовой обработке. Третья дробь показывает величину переднего угла. В числителе указываются углы для резцов, которые точат и растачивают детали, а в знаменателе – для инструментов, строгающих заготовки.
- Сталь (твердость меньше восьмисот Мегапаскалей) – 8/6, 12/8, 15/12.
- Сталь (твердость больше восьмисот Мегапаскалей) – 8/6, 12/8, 10/10.
- Сталь (твердость больше тысячи Мегапаскалей) – 8/6, 12/10, 10/8.
- Серый чугун (твердость по Бриннелю меньше двухсот двадцати) – 6/6, 10/10, 12/8.
- Серый чугун (твердость по Бриннелю больше двухсот двадцати) – 6/6, 10/10, 8/5.
- Ковкий чугун – 8/8, 10/10, 8/8.
Основной угол в плане должен составлять 30 – 45 градусов. Ширина фаски зависит от сечения резцовых стержней.
Какие абразивные круги используются для затачивания токарных инструментов Затачивание проходного инструмента по державке и под углом 5 градусов выполняется кругом из электрокорунда, имеющим зернистость сорок — пятьдесят, твердость СМ1/2. Окружная скорость круга составляет 25 м/с.
Подготовительное затачивание осуществляется изделиями из черного кремниевого карбида, имеющими зернистость двадцать пять — сорок, твердость М3-СМ1. Финальное затачивание отрезного инструмента выполняется кругами из зеленого кремниевого карбида, имеющими зернистость шестнадцать — двадцать пять, твердость М3-СМ1.
Параметры точильных кругов для стальных и твердосплавных резцов прописаны в таблице режимов затачивания. Там же можно посмотреть окружные скорости кручения.
В настоящее время финальное затачивание рекомендуется проводить посредством алмазного круга. В особенности это актуально для пластин из твердых сплавов. Окружная скорость круга при подготовительном/финальном затачивании не должна превышать двенадцать — пятнадцать метров в секунду.
Правка
В некоторых случаях специальное устройство не создается, а применяется кожаный ремень с натертой специальной пастой ГОИ. За счет этого вещества режущая часть полируется до зеркального блеска.
В некоторых случаях специальная паста заменяется определенным кухонным чистящим средством. Процедура достаточно проста:
- Выбранное вещество наносится на поверхность режущей кромки.
- Проводится натирание до должного состояния.
Подобная процедура позволяет существенно повысить точность режущей части. Правка проводится после каждой заточки, за счет чего удаляются мелкие дефекты с поверхности.





