ПРИЛОЖЕНИЕ Г (рекомендуемое). Конструкция и размеры уплотнения
ПРИЛОЖЕНИЕ Г(рекомендуемое)
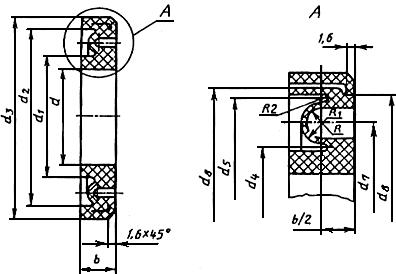
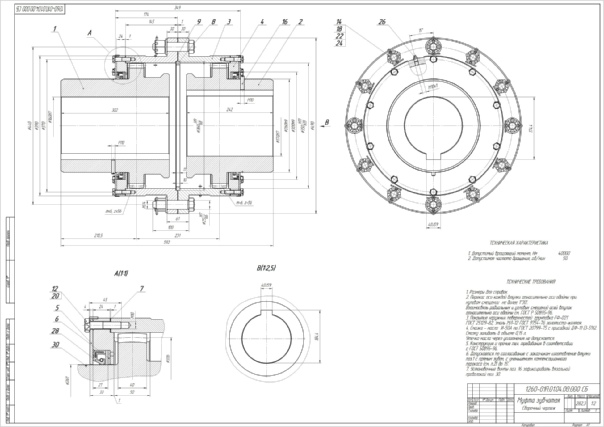
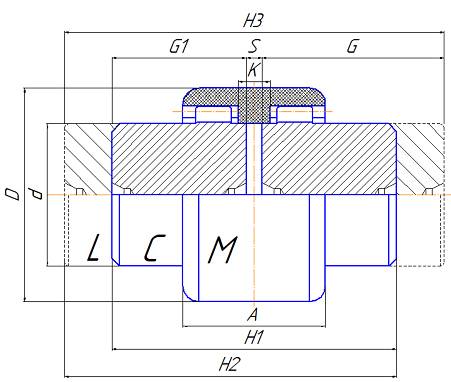
Рисунок Г.1
Таблица Г.1
Размеры в миллиметрах
Номи- нальный крутящий момент, Н·м | Масса, кг, не более | |||||||||||||
1000 | 55 | 64 | 80 | 90 | 65 | 79 | 82 | 72 | 78 | 2 | 3 | 0,5 | 12±0,3 | 0,15 |
1600 | 75 | 84 | 100 | 110 | 85 | 99 | 102 | 92 | 98 | 0,20 | ||||
2500 | 80 | 90 | 110 | 120 | 92 | 108 | 112 | 100 | 106 | 1,0 | 0,21 | |||
4000 | 90 | 105 | 125 | 135 | 107 | 123 | 127 | 115 | 121 | 0,22 | ||||
6300 | 100 | 125 | 149 | 160 | 127 | 147 | 152 | 137 | 146 | 3 | 4 | 15±0,4 | 0,31 | |
10000 | 140 | 151 | 175 | 185 | 153 | 173 | 177 | 163 | 172 | 0,35 | ||||
16000 | 170 | 178 | 206 | 215 | 181 | 203 | 208 | 192 | 204 | 1,5 | 0,40 | |||
25000 | 195 | 207 | 243 | 250 | 210 | 240 | 245 | 225 | 239 | 4 | 6 | 0,60 | ||
40000 | 225 | 245 | 292 | 310 | 248 | 288 | 294 | 268 | 286 | 6 | 8 | 2,0 | 18±0,6 | 0,65 |
63000 | 280 | 296 | 344 | 360 | 300 | 340 | 346 | 320 | 340 | 0,80 |
Текст документа сверен по:официальное изданиеМ.: ИПК Издательство стандартов, 1996
10 УКАЗАНИЯ ПО ЭКСПЛУАТАЦИИ
10.1 Перед монтажом муфту необходимо расконсервировать. Монтаж муфты следует производить с использованием монтажных приспособлений в условиях, когда исключено загрязнение, повреждение деталей муфт. Точность установки соединяемых валов в соответствии с требованиями 4.5 настоящего стандарта и требованиями конструкторской документации на устанавливаемые муфты.
10.2 При монтаже муфты следует обеспечить свободный доступ для залива смазки, возможность сбора сливаемой смазки, контроль смазки и затяжки гаек.
10.3 При монтаже втулки с валом сопрягаемые поверхности следует смазывать солидолом по ГОСТ 4366.
10.4 При монтаже контрольные метки на парных втулках и обоймах должны совпадать.
10.5 В муфту следует заливать смазку в объеме, указанном в паспорте. Смазка должна при работе муфт покрывать полную высоту зубьев.
10.6 Марку смазки в зависимости от температурного режима следует выбирать по таблице 3.Допускаются другие марки смазки с характеристиками не ниже, чем у приведенных в таблице 4.
Таблица 4
Диапазон температур, °С | Марка смазки | Примерные сроки замены смазки | |
основная | заменяющая | ||
От минус 40 до плюс 20 | ТС-10 по ГОСТ 23652 | – | В новых муфтах первую замену масла производят через 100-150 ч работы; последующие замены масла производят через 2000-2500 ч работы |
От плюс 20 до плюс 80 | ИТП-300 ИГП-38 по ГОСТ 26191 | И-50А по ГОСТ 20799 с присадкой ДФ-11 (3…5%), при температуре выше 50 °С допускается применение смазки УНИОЛ-2 ГОСТ 23510 | |
От плюс 80 до плюс 120 | ИПП-20 по ГОСТ 26191 | ИТП-300 по ГОСТ 26191 |
9 ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
9.1 Муфты транспортируют в разобранном виде. Допускается транспортировать муфты в собранном виде с соединением обойм или фланцевых полумуфт не менее чем двумя болтами.
9.2 Разобранные муфты следует упаковывать в ящики типа V по ГОСТ 2991, ГОСТ 24634 или обрешетки по ГОСТ 12082.
9.3 Для муфт в исполнениях Т и ОМ по требованию потребителя следует производить защитную обработку ящиков по ГОСТ 15155.
9.4 При транспортировании в контейнерах с предохранительными щитами допускается укладывать муфты или их детали без упаковки.
9.5 Допускается по согласованию между потребителем и изготовителем транспортирование муфт в собранном виде без упаковки, при этом изготовитель должен обеспечить защиту поверхности от коррозии и механических повреждений, а также исключить возможность перемещения зубчатой втулки по отношению к зубчатой обойме в процессе транспортирования.
9.6 Посадочные отверстия втулок и фланцевых полумуфт, не упакованных в тару, следует предохранять от повреждения пробками или заглушками.
9.7 Требования к технической и сопроводительной документации – по ГОСТ 23170.
9.8 Условия транспортирования муфт климатических исполнений У, УХЛ-5, Т, О, ОМ-6 – по ГОСТ 15150.
9.9 Условия хранения муфт климатических исполнений У-2, Т и ОМ-3 по ГОСТ 15150.
Кулачковая муфта – это… Что такое Кулачковая муфта?
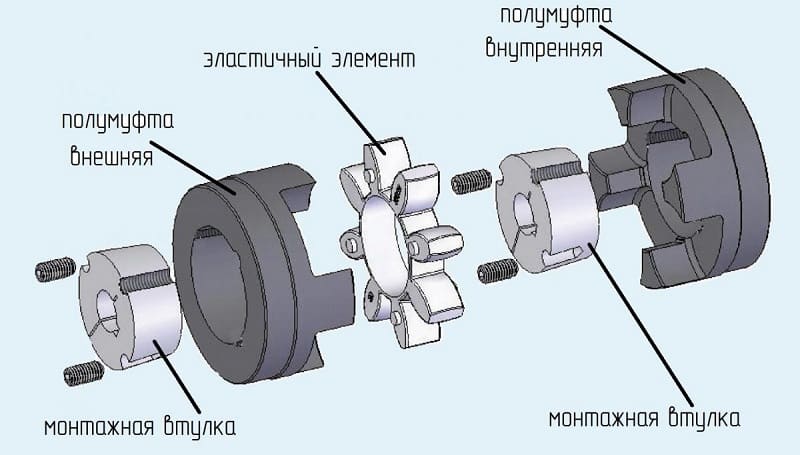
Кулачковая муфта — это управляемая или сцепная муфта, которая состоит из двух полумуфт, расположенных на концах валов. В рабочем положении выступы одной полумуфты входят во впадины другой, при этом одна из полумуфт является подвижной при помощи механизма управления муфтой.
Конструкция
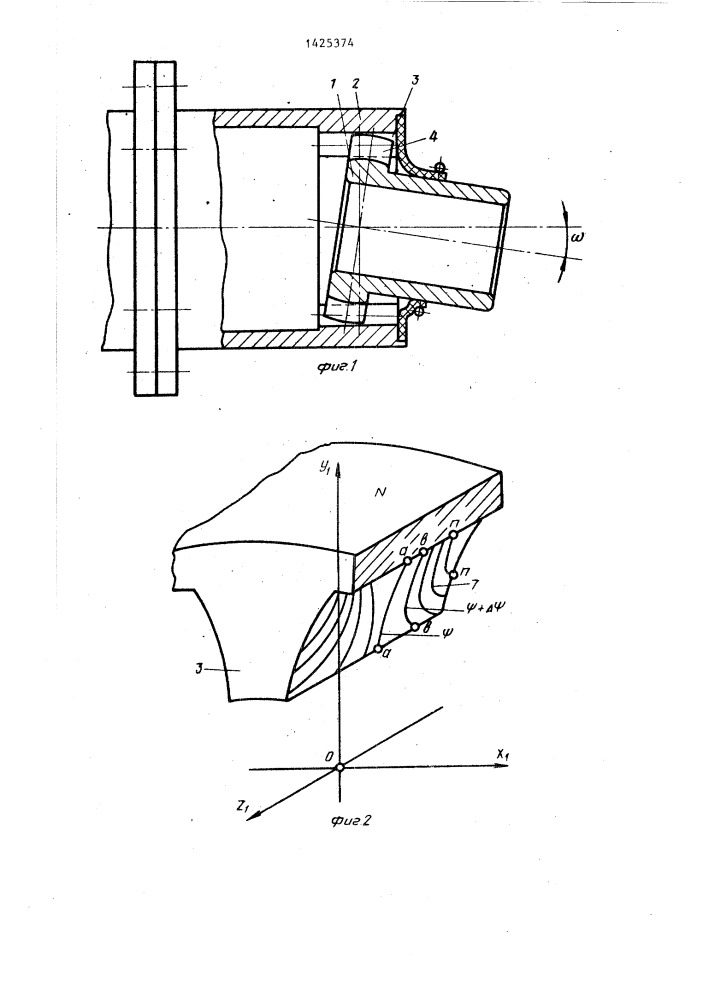
В простейшем случае муфта состоит из двух полумуфт (1) и (2) (См. рис.1), на торцах которых равномерно по кругу расположены кулачки (3). Одна полумуфта закрепляется на валу неподвижно, а другая, находящаяся на другом валу, может перемещаться вдоль этого вала. Подвижную полумуфту перемещают с помощью специального устройства — механизма управления муфтой (на рис.1 не показан). Вилку механизма управления размещают в кольцевом пазу (4) подвижной полумуфты. При введении в зацепление кулачков двух полумуфт осуществляется передача крутящего момента M от одного вала к другому (на рис. 1 муфта показана в сомкнутом состоянии). Кольцо (5) служит для центровки валов.
Распространены следующие формы профиля кулачков:
прямоугольная — требует точного взаимного расположения полумуфт в момент включения;
трапецевидная симметричная — не требует точного взаимного расположения полумуфт, поскольку боковые зазоры компенсируются изменением глубины посадки кулачков;
трапецевидная несимметричная — обеспечивает нереверсивность работы муфты за счёт того, что угол наклона одной из боковых поверхностей профиля увеличен до такой степени, что самоторможение муфты устраняется; в результате при вращении ведущего вала в одном из направлений муфта будет проскальзывать и не будет передавать вращающий момент.
Включение кулачковой муфты при относительном вращении валов сопровождается ударами, которые могут вызывать разрушении кулачков. Поэтому такие муфты не рекомендуется использовать для включения механизма под нагрузкой и при больших скоростях относительного вращения (V ≥ 1 м/с).
Расчёт
Работоспособность кулачковых муфт определяется износом кулачков, зависящим от напряжений смятия на поверхностях соприкосновения. Эти напряжения рассчитывают приблизительно, исходя из допущения, что нагрузка распределяется равномерно между кулачками:
где: z — число кулачков полумуфты;
- K — динамический коэффициент нагрузки.
- σcм = 90…120 МПа — при включении без относительного вращения;
- σcм = 50…70 МПа — при включении на малых оборотах;
- σcм = 35…45 МПа — при включении на больших скоростях.
Для уменьшения изнашивания поверхность кулачков должна иметь высокую твёрдость, которая достигается поверхностной термообработкой или цементацией. Применение последней сохраняет вязкость сердцевины, которая повышает ударную вязкость кулачков. Муфты с цементацией кулачков изготовляют из сталей 15Х, 20Х, при поверхностной закалке — из сталей 40Х, 30ХН.
Борьба с вибрацией
В конструкциях некоторых муфт между кулачками расположен эластичный материал (рис. 2). Эластичный материал выполняет роль демпфера, и позволяет сглаживать вибрации и защищать детали от перегрузок и повреждений. Чем выше демпфирующие свойства такой муфты, тем меньшим пределом прочности при кручении она обладает.
Литература
Поляков В. С., Барбаш И. Д., Ряховский О. А. Справочник по муфтам. Л., «Машиностроение» (Ленингр. отд-ние), 1974, 352 с.
Анурьев В. И. Справочник конструктора-машиностроителя: В 3 т. / Под ред. И. Н. Жестковой. — 8-е изд., перераб. и доп.. — М.: Машиностроение, 2001. — Т. 2. — 912 с. — ISBN 5-217-02964-1 (5-217-02962-5), ББК 34.42я2, УДК 621.001.66 (035)
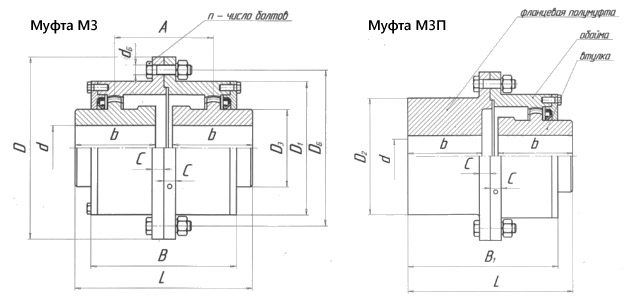
Купить муфты МЗ и МЗП в компании «Эл-Кран»
Если Ваш специалист, после тщательного осмотра вышедшей из строя муфты, квалифицирует, что она не подлежит ремонту, а требует полной замены, наша компания готова в срок до 10-ти рабочих дней произвести поставку данной запчасти. Гарантийный срок эксплуатации муфты – один год со дня ввода в эксплуатацию. Порядок исчисления гарантийного срока – по ГОСТ 22352-77.
Если есть сведения об условном обозначении муфты, требующей замены, – это поможет купить муфту зубчатую, ускоряя процесс подборки новой.
То же, типа 2, с диаметром посадочных отверстий во фланцевых полумуфтах 55 мм:Муфта 2-4000-50-55-1У2 ГОСТ Р 50895-96
То же, типа 3 с индексом С:Муфта ЗС-4000-50-1У2 ГОСТ Р 50895-96
3 ОСНОВНЫЕ ПАРАМЕТРЫ И РАЗМЕРЫ
3.1 Муфты должны изготовляться следующих типов:
1 – с разъемной обоймой;
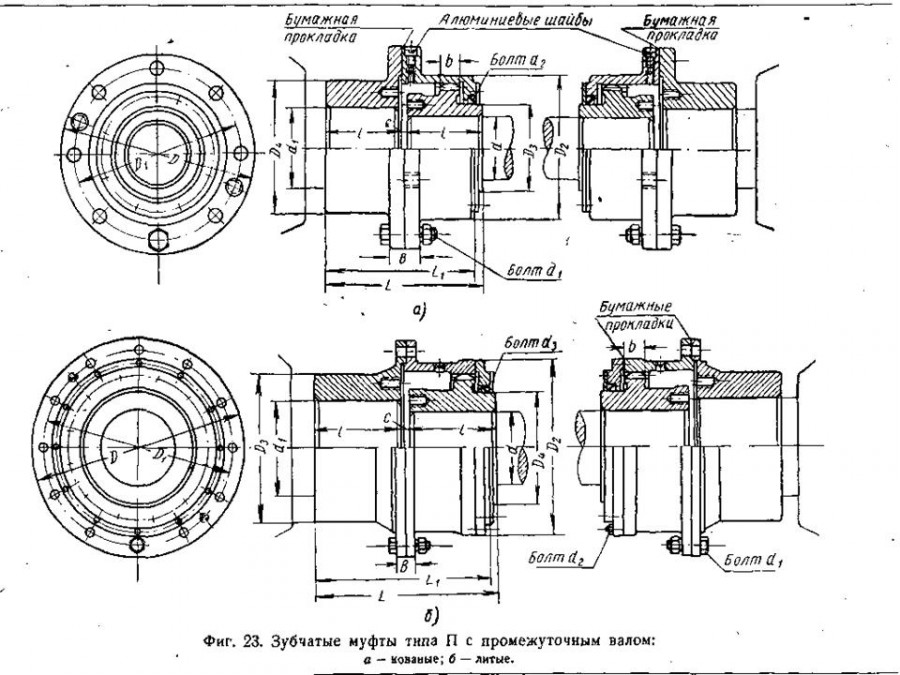
2 – с промежуточным валом;
3 – с неразъемной обоймой.
3.2 Втулки муфт изготовляют следующих исполнений:
1 – с цилиндрическими отверстиями для коротких концов валов по ГОСТ 12080;
2 – с коническими отверстиями для коротких концов валов по ГОСТ 12081 для муфт типов 1 и 3.Допускается по заказу потребителя изготовлять втулки с отверстиями для концов валов другой формы.
3.3 Муфты, заказываемые для эксплуатации при частотах вращения, равных или превышающих 50% от значения допускаемой частоты, указанной в таблице 1, обозначают буквой С (требования пункта обязательны с 01.06.97).
Таблица 1
Размеры в миллиметрах
Номинальный крутящий момент , Н·м | , | , не менее | Частота вращения для типа 1, с, не более* | Динамический момент для типа 1, кг·м | Mассa для типа 1, кг, не более | |||||
не более | ||||||||||
1000 | 40 | 145 | 100 | 60 | 90 | 0,05 | 6,7 | |||
1600 | 55 | 170 | 125 | 80 | 82 | 174 | 12 | 80 | 0,06 | 9,2 |
2500 | 60 | 185 | 135 | 85 | 75 | 0,08 | 11,2 | |||
4000 | 65 | 200 | 150 | 95 | 105 | 220 | 62 | 0,15 | 15,2 | |
6300 | 80 | 230 | 175 | 115 | 130 | 270 | 18 | 55 | 0,25 | 22,6 |
10000 | 100 | 270 | 200 | 145 | 165 | 340 | 47 | 0,50 | 40,5 | |
16000 | 120 | 300 | 230 | 175 | 345 | 25 | 40 | 1,15 | 62,5 | |
25000 | 140 | 330 | 260 | 200 | 200 | 415 | 30 | 35 | 2,25 | 100,0 |
40000 | 160 | 410 | 330 | 230 | 29 | 6,00 | 164,3 | |||
63000 | 200 | 470 | 390 | 290 | 240 | 500 | 35 | 20 | 10,50 | 228,0 |
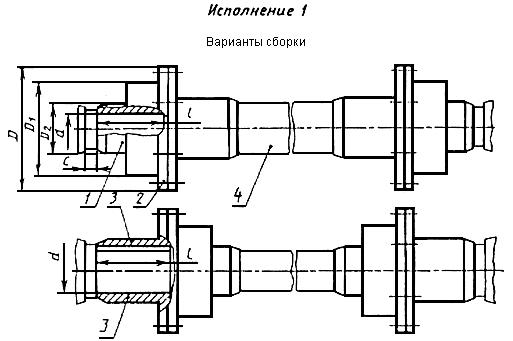
____________* Для муфт с индексом , для остальных муфт частота вращения не более 50% от указанной в таблице.Примечания1 Номинальным крутящий момент – наибольший крутящий момент, передаваемый муфтой в течение срока службы при длительном режиме работы с постоянной нагрузкой и постоянным направлением вращения.2 Допускаемое значение крутящего момента, действующего кратковременно, – не более двукратной величины .3 Допускается по заказу потребителя изготовление муфт со значениями размеров и меньшими указанных в таблице 1 и определяемыми по ГОСТ 12080 и ГОСТ 12081.4 Предельные отклонения размеров – по Н7, – по Н9. Допускается усадка отверстий по диаметрам и в зоне зубчатого венца до 0,03 мм после закалки ТВЧ.5 Допускается изготавливать муфты с втулками или фланцевыми полумуфтами для длинных концов валов по ГОСТ 12080 и ГОСТ 12081 или уменьшать их длину в пределах двух диапазонов диаметра расточки по ГОСТ 12080 по заказу потребителя с соблюдением требований, установленных для , , , , и частоты вращения.6 Наружный диаметр муфт типа 3 должен соответствовать размеру а параметры и другие размеры – приведенным в таблице.7 Массы указаны для муфт с наибольшим диаметром расточки.8 Допускаются варианты сборки муфт типа 2 с посадочными отверстиями исполнения 2.9 В муфтах типа 2 посадочный размер фланцевых полумуфт допускается увеличивать до любых значений по ГОСТ 12080 и ГОСТ 12081, не влекущих изменения остальных размеров и параметров по таблице 1. |
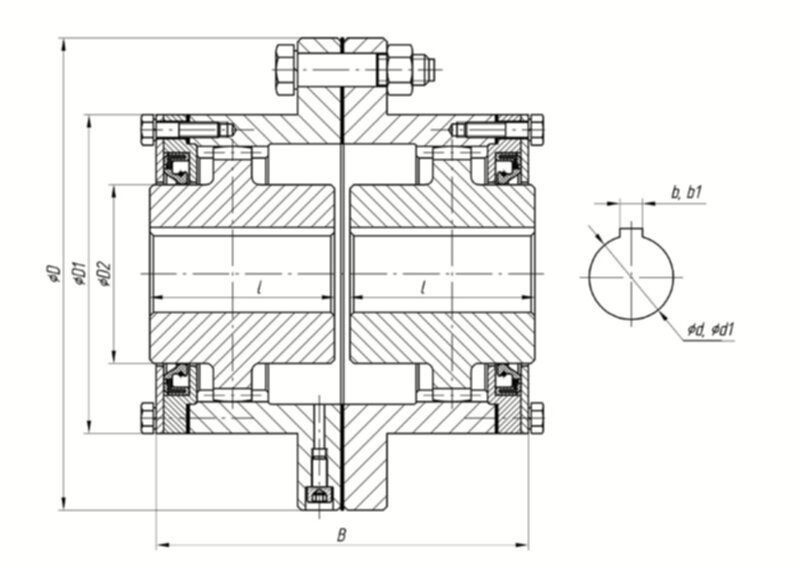
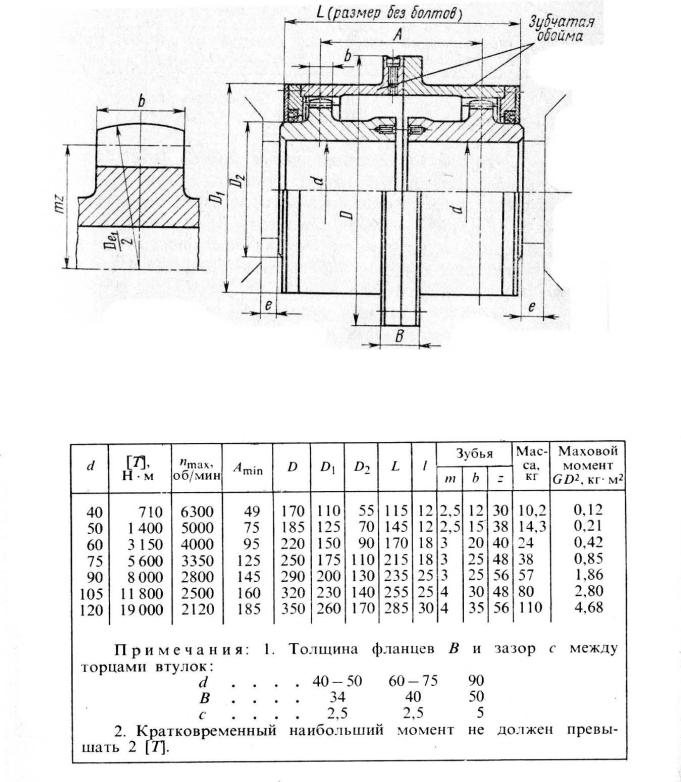

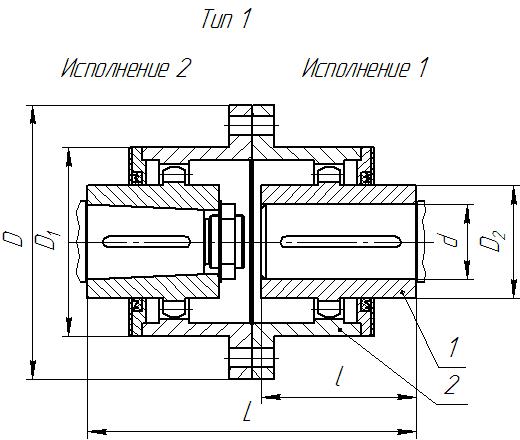
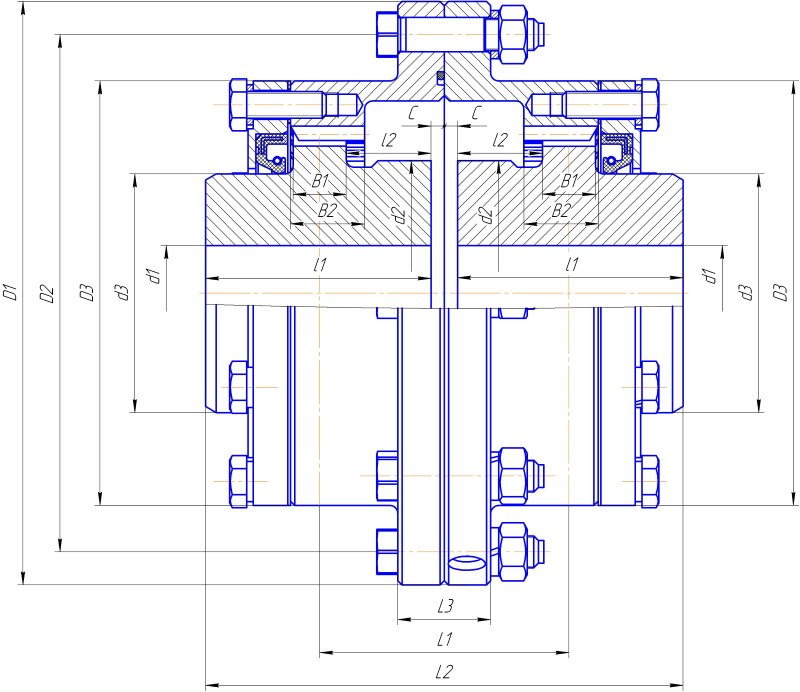
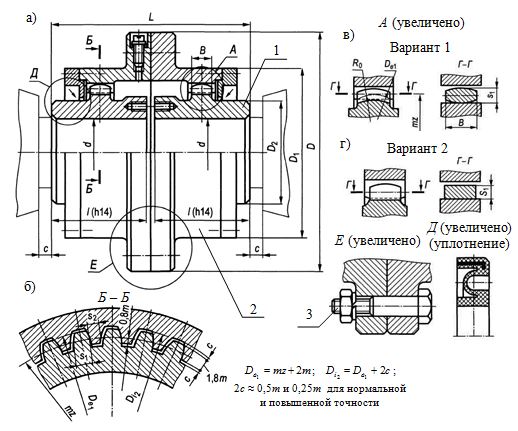
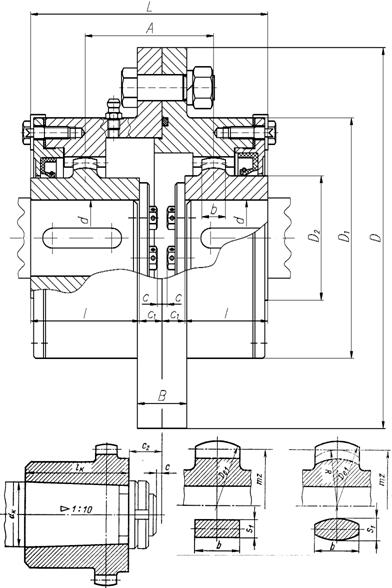
3.4 Основные параметры, размеры муфт должны соответствовать указанным на рисунках 1 и 2 и в таблице 1.
Тип 1
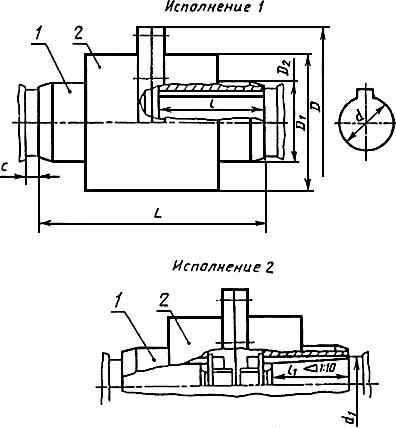
1 – втулка;
2 – обоймаРисунок 1
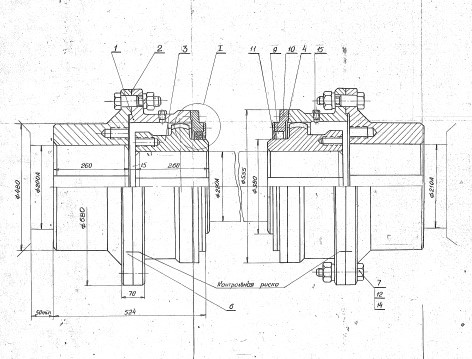
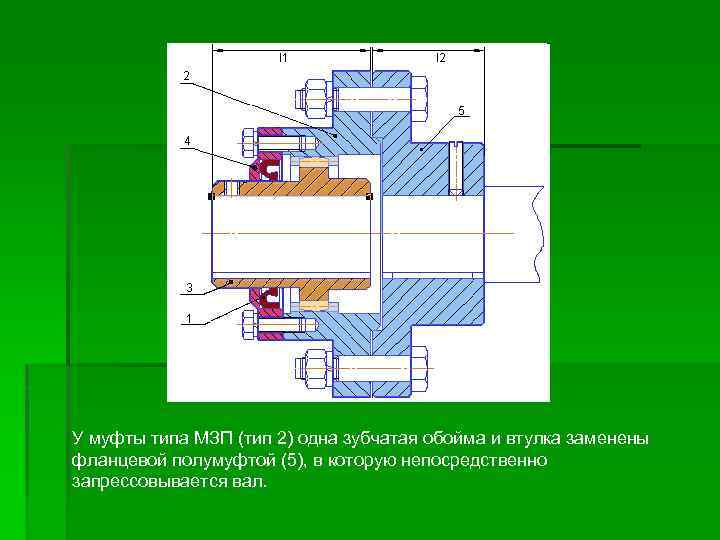
Рисунок 2. Основные параметры, размеры муфт. Тип 2
Тип 2
1 – втулка;
2 – обойма;
3 – фланцевая полумуфта; 4 – промежуточный валРисунок 2
3.5 В муфтах допускается комбинация втулок различных исполнений.
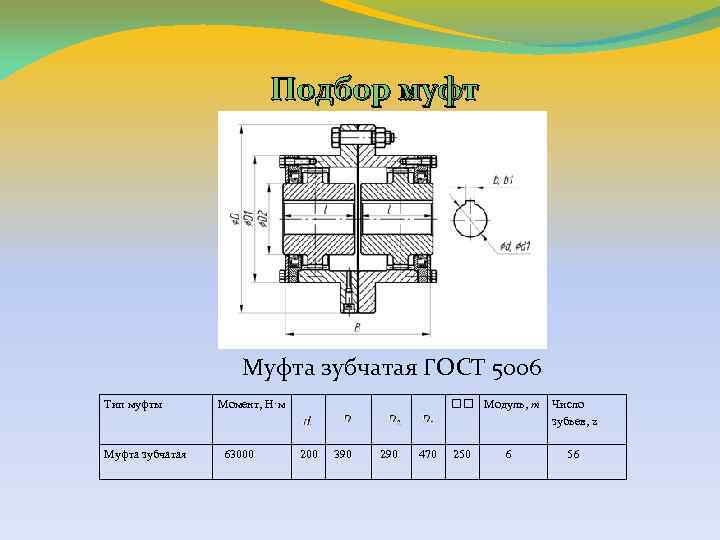
3.6 Выбор муфт приведен в приложении А.
3.7 Условное обозначение муфт должно включать слово “Муфта”, обозначение типа, значения номинального крутящего момента, диаметров посадочных отверстий втулок или отверстий втулок и фланцевых полумуфт, обозначение исполнения втулок, климатического исполнения и категории по ГОСТ 15150, обозначение настоящего стандарта.В условном обозначении муфты типа 2 диаметр посадочного отверстия фланцевой полумуфты ставят после обозначения диаметра посадочного отверстия втулки.Пример условного обозначения муфты типа 1 с номинальным крутящим моментом 4000 Н·м, диаметром посадочных отверстий во втулках 50 мм, с втулками исполнения 1, климатического исполнения У, категории 2:
Муфта 1-4000-50-1У2 ГОСТ Р 50895-96
То же, типа 2, с диаметром посадочных отверстий во фланцевых полумуфтах 55 мм:
Муфта 2-4000-50-55-1У2 ГОСТ Р 50895-96
То же, типа 1, с втулками исполнения 1, в одной из которых диаметр посадочного отверстия 55 мм:
Муфта 1-4000-50-1-55-1У2 ГОСТ Р 50895-96
То же, одна втулка исполнения 1, другая исполнения 2 с диаметром посадочного отверстия 55 мм:
Муфта 1-4000-50-1-55-2У2 ГОСТ Р 50895-96
То же, типа 3 с индексом С:
Муфта ЗС-4000-50-1У2 ГОСТ Р 50895-96
Допускается в рабочих чертежах обозначение климатического исполнения не указывать.
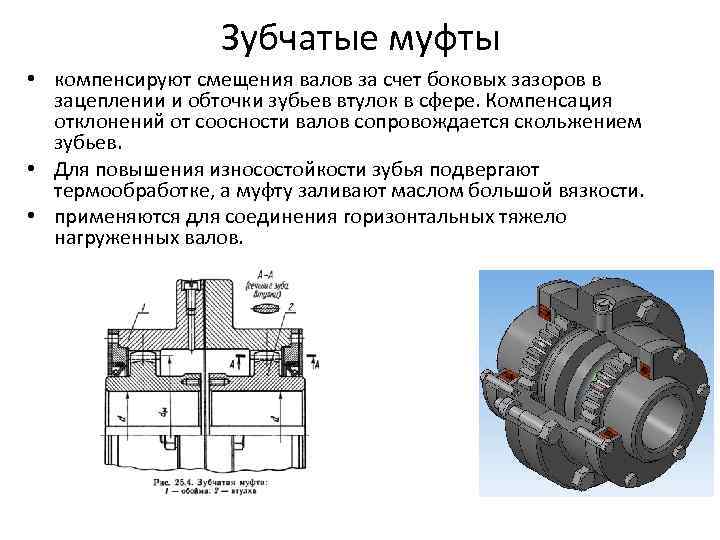
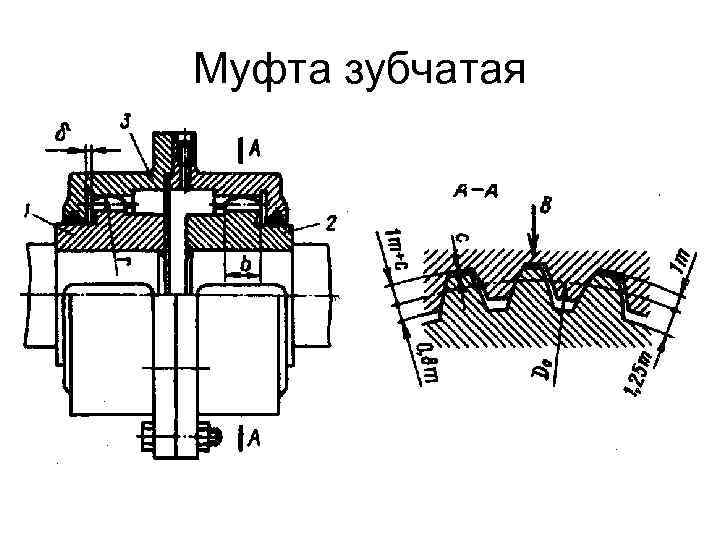
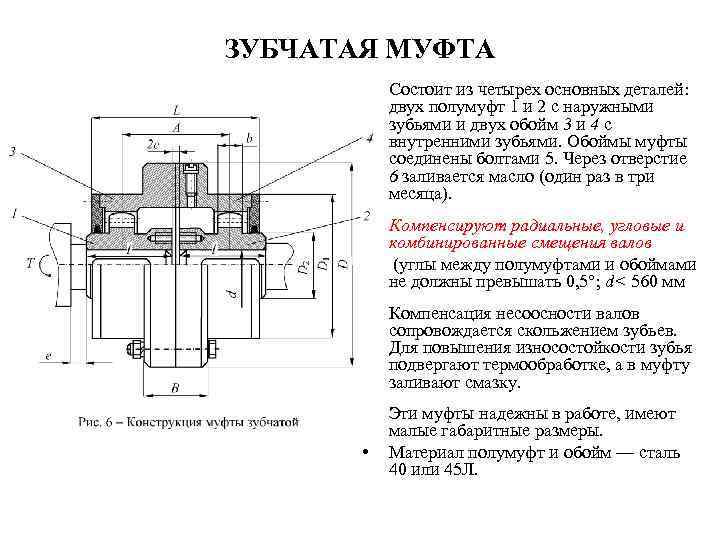
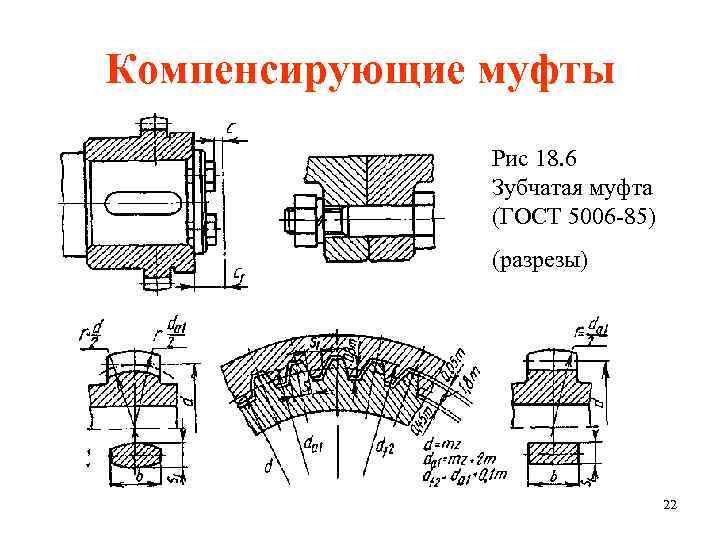
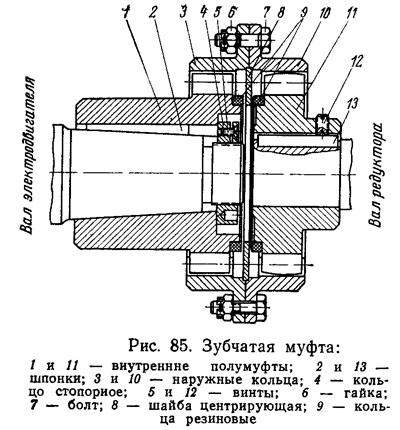
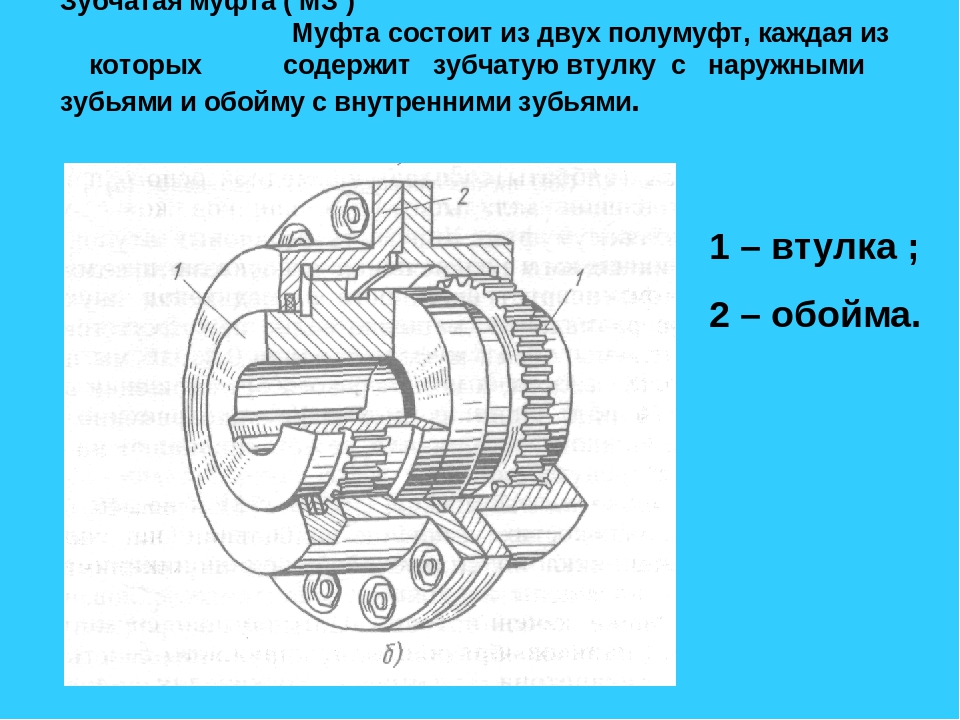
Зубчатая муфта.
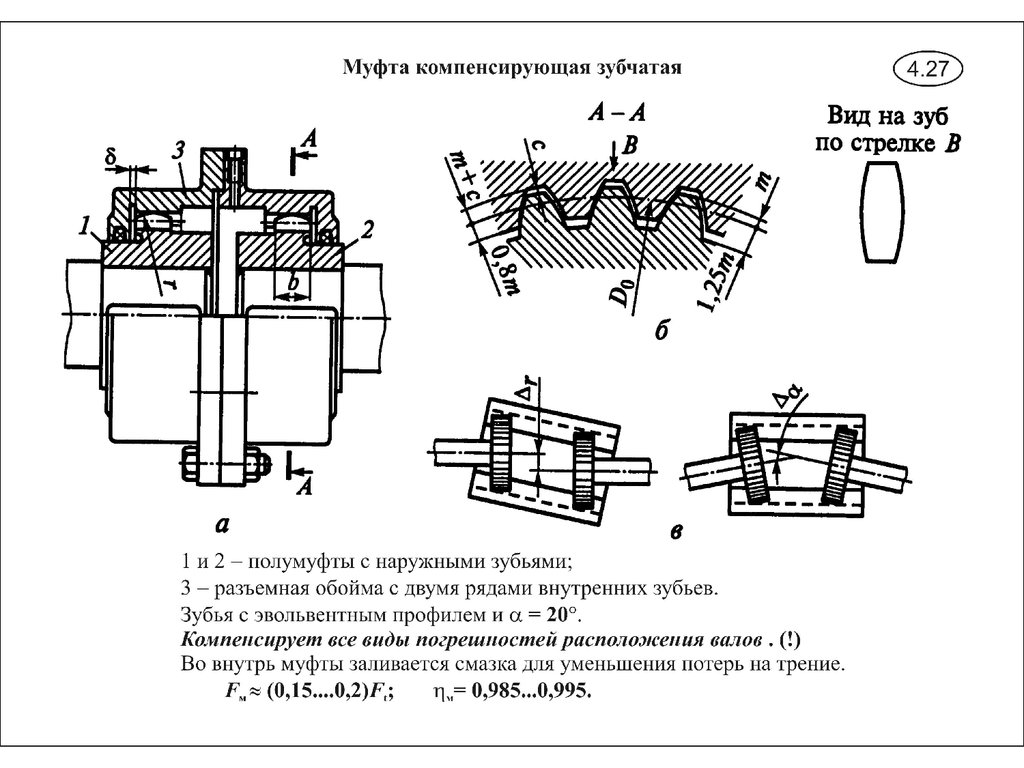
Простейшая зубчатая муфта показана на (рис. 2, а). Полумуфты ее представляют собой зубчатые колеса с зубьями эвольвентного зацепления и одинаковым числом зубьев; одна из полумуфт — с наружными зубьями, другая — с внутренними. Так же как и в кулачковой, одна из полумуфт соединена с валом неподвижно (на рис. 2, а — правая), а другая полумуфта (левая) с помощью отводки может перемещаться вдоль вала, в результате чего полумуфты и соответствующие валы сцепляются или расцепляются.
Зубчатая муфта более сложной конструкции представлена на (рис. 2, б). Муфта предназначена для поочередного включения шестерен 1 и 6. Она состоит из
- подвижной обоймы 3 с внутренними зубьями, управляемой с помощью отводки;
- неподвижной полумуфты 4 с наружными зубьями, которая находится в постоянном сцеплении с обоймой и соединена с валом шлицами;
- двух одинаковых неподвижных полумуфт 2 и 5 с наружными зубьями, каждая из которых изготовлена как одно целое со своей шестерней.
синхронизаторыфрикционные муфты
Синхронизатор простейшей конструкции для зубчатой муфты (рис. 2, б) состоит из двух конусных муфт. Наружные подвижные полумуфты 10 и 8 этих муфт соединены с обоймой 3, а внутренние неподвижные полумуфты 11 и 7 выполнены как одно целое с полумуфтами 2 и 5 зубчатой муфты. При осевом перемещении в ту или другую сторону обоймы 3 через шестерню 4 передает от отводки осевую силу конусной полумуфте 11 или 7. А так как полное включение фрикционной муфты происходит не сразу, а плавно, то происходит выравнивание угловых скоростей полумуфт зубчатой муфты.
После преодоления сопротивления пружины фиксатора обоймы и смещения фиксирующих шариков 9 внутрь муфты при дальнейшем перемещении обоймы включается зубчатая муфта.
ПРИЛОЖЕНИЕ А (рекомендуемое). ВЫБОР МУФТ
ПРИЛОЖЕНИЕ А(рекомендуемое)
Муфты выбирают по наибольшему диаметру концов соединяемых валов. Затем проверяют прочность муфты по формуле:
,
где – наибольший длительно действующий на соединяемых валах крутящий момент в конкретных условиях эксплуатации, Н·м, – номинальный крутящий момент, передаваемый муфтой и принимаемый по таблице 1 настоящего стандарта, Н·м,
– коэффициент, учитывающий степень ответственности передачи, принимаемый по таблице A.1, – коэффициент, учитывающий условия работы и принимаемый по таблице А.2, – коэффициент углового смещения, принимаемый по таблице А.З.
Таблица A.1
Последствия, возникающие в результате выхода муфты из строя | Коэффициент ответственности передачи |
Останов машины | 1,0 |
Авария машины | 1,2 |
Авария ряда машин | 1,5 |
Человеческие жертвы | 1,8 |
Таблица А.2
Режим работы механизма | Коэффициент условий работы муфты |
Спокойная работа равномерно нагруженных механизмов | 1,0 |
Работа неравномерно нагруженных механизмов | 1,1-1,3 |
Тяжелая работа с ударами неравномерно нагруженных и реверсивных механизмов | 1,3-1,5 |
Таблица А.3
Угол перекоса вала | 0,25° | 0,5° | 1,0° | 1,5° |
Коэффициент углового смещения | 1,0 | 1,25 | 1,50 | 1,75 |
Транспортирование и хранение
К процедуре хранения и транспортировки предъявляют достаточно очень много самых разных требований, которые должны предусматриваться. Они смотрятся так:
- Перевозка проходит в разборном виде, что дает возможность избежать значительных деформирований.
- Для хранения делают упаковки с особыми качествами.
- Упаковка может пропитываться специализированным составом, который намного повышает степень ее защиты от влияния внешней среды.
- При перевозке в контейнерах с щитами разрешается кладка зубных муфт без упаковки.

Необходимо помнить про то, что к каждому изделию должна прилагаться техдокументация, в которой указываются важные параметры.
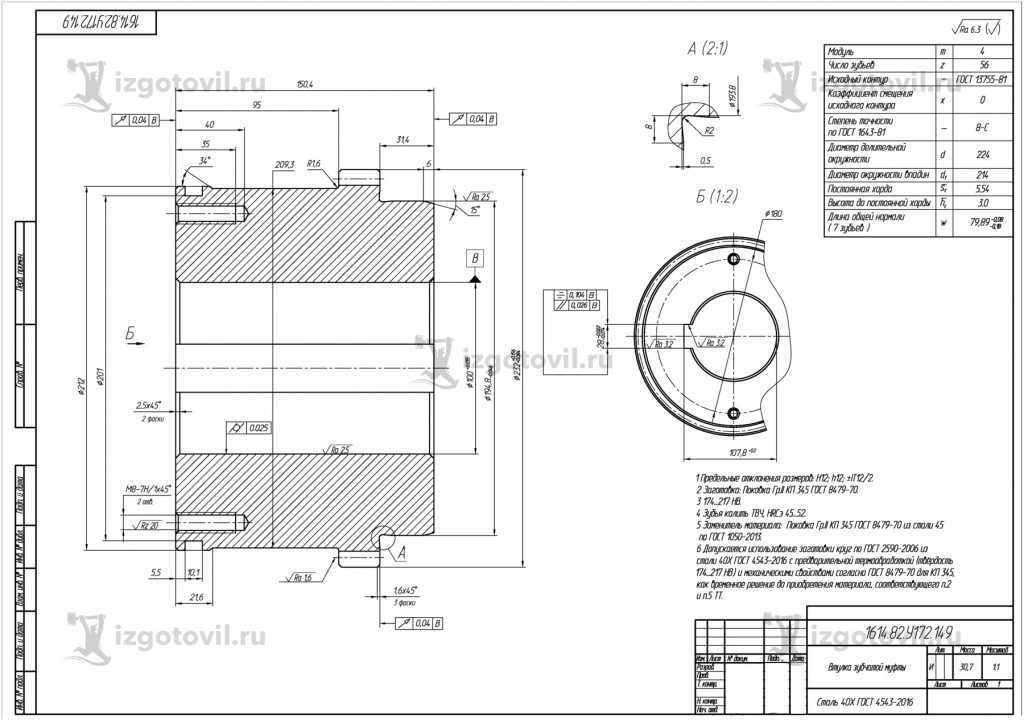
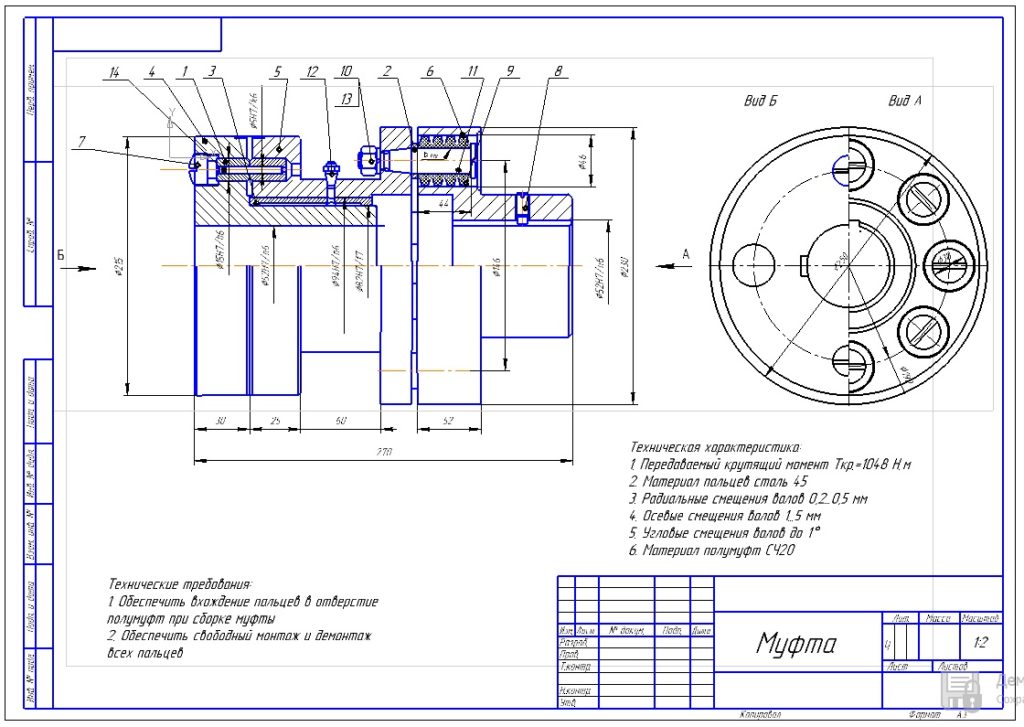
Технические требования
Рассматриваемые зубчатые муфты с полиамидными гильзами или другие варианты исполнения должны изготавливаться исключительно с установленными требованиями настоящего стандарта.

Среди особенностей технических требований отметим следующее:
В продаже встречаются изделия различных климатических исполнения, что определяется ГОСТ 15150.
Обойма и зубья втулки изготавливаются с учетом эвольвенты с углом профиля, который получается по делительной окружности. В зависимости от предназначения детали, производство может проводится с учетом различных степеней точности. При этом выделяют закономерность, при которой увеличение скорости вращения становится причиной повышения точности проводимой обработки.
После сбора зубчатой муфты втулка может несущественно смещаться. Устанавливается максимальной отклонение, которое составляет 1 градус. Показатель углового смещения должен быть минимальным, так как в противном случае деталь не прослужит в течение длительного периода.
Втулка и обоймы должны изготавливается при применении технологии ковки или литья. За счет этого достигается довольно высокая точность размеров. При создании заготовок могут применяться самые различные материалы, чаще всего сталь 40 или 59, а также некоторые легированные составы
Некоторые производители могут применять различные сплавы при согласовании этого момента с заказчиком:
Уделяется внимание и твердости поверхности зубьев. Показатель должен варьировать в диапазоне от 42 до 51 HRC
В случае, когда окружная скорость не превышает значения 1 м/с есть возможность применять материал с твердостью поверхностного слоя в диапазоне от 248 до 302 HB.
При производстве уделяется внимание и значению параметра шероховатости. Стандарты указываются ГОСТ 2789.
Непосредственная фиксация фланцев проводится при применении болтов. При этом уделяется внимание тому, что класс прочности должен быть не менее 5,6.
Некоторые климатические варианты исполнения покрываются специальным хромированным составом, за счет которого существенно повышается степень защиты поверхности от воздействия окружающей среды.
У рассматриваемого изделия также есть резиновый элемент, который изготавливается в соответствии с климатическим исполнением Т или ОМ.
При изготовлении заготовок может применяться поковка или штамповка, изготавливаемые в соответствии с установленными стандартами.
Если изготовление проводится методом резания, то скругления должны быть не более 1 мм. При этом проводится притупление всех острых кромок, что позволяет избежать довольно большого количества проблем.
Для герметизации могут применяться самые различные уплотнительные элементы, которые разрешены в соответствии с установленными стандартами.
Парные обоймы должны иметь контрольные метки, за счет которых упрощаются монтажные работы.
Эксплуатация некоторых вариантов исполнения возможна только в случае добавления специального смазывающего вещества. Для этого в конструкции есть специальные отверстия для залива и слива смазывающего вещества.

ГОСТ 5006-83 муфты зубчатые технические условия определяют то, при каких дефектах изделие считается непригодным для использования. Наиболее важным критерием можно назвать степень износа зубьев или самой обоймы. Кроме этого, отказ может проводится в нижеприведенных случаях:
- Поломка одного зума обоймы или втулки.
- Появление трещин или разрушение основных элементов.
- Поломка любой части крепежного элемента.
- Разрушение хотя бы одного уплотнительного элемента.
При заказе производитель может изменять основные свойства изделия в соответствии с установленными нормами производства.
Жесткое соединение валов
Применяется довольно большое количество различных способов соединения валов, все они характеризуются определенными качествами. Жесткий метод подключения используется тогда, когда соединение проводится с учетом отсутствия вероятности смещения узлов относительно друг друга на момент эксплуатации. Классический способ соединения характеризуется следующими особенностями:
- В большинстве случаев соединение проводится при помощи фланцев, которые являются частью различных механизмов. Также проводится монтаж жестких муфт, их насаживание проводится методом прессования.
- Довольно большое распространение получил одноопорный вариант исполнения вала. В этом случае в качестве второй опоры применяется само соединение.
- Также для фиксации могут применяться болты. При этом они должны плотно входить в отверстие, так как в противном случае могут возникнуть серьезные проблемы.
- В рассматриваемом случае часто применяется зубчатая или поперечно-свернутая муфта.
Поперечно-свернутый вариант исполнения применяется для соединения различных деталей, которые устанавливаются в электрических машинах и других различных агрегатах. Подобная конструкция состоит з следующих элементов:
- Две полумуфты. Они насаживаются на концы валов, которые соединяются в одну систему.
- Обе части рассматриваемой конструкции имеют центрирующие выступы и специальную выточку, соединение обеспечивается за счет прочных болтов.
- Предохранительные муфты не могут проворачиваться за счет специального шпоночного отверстия.
- Осевое смещение исключается за счет стопорных винтов, которые вворачиваются на торцах.
Более сложным вариантом исполнения можно назвать зубчатую муфту, которая также состоит из двух отдельных частей. Внешняя поверхность представлена зубьями, которые входят в зацепление для обеспечения надежного соединения. Осевое смещение исключается за счет применения болтов.
3 ОСНОВНЫЕ ПАРАМЕТРЫ И РАЗМЕРЫ
3.1 Муфты должны изготовляться следующих типов:
1 – с разъемной обоймой;
2 – с промежуточным валом;
3 – с неразъемной обоймой.
3.2 Втулки муфт изготовляют следующих исполнений:
1 – с цилиндрическими отверстиями для коротких концов валов по ГОСТ 12080;
2 – с коническими отверстиями для коротких концов валов по ГОСТ 12081 для муфт типов 1 и 3.Допускается по заказу потребителя изготовлять втулки с отверстиями для концов валов другой формы.
3.3 Муфты, заказываемые для эксплуатации при частотах вращения, равных или превышающих 50% от значения допускаемой частоты, указанной в таблице 1, обозначают буквой С (требования пункта обязательны с 01.06.97).
Таблица 1
Размеры в миллиметрах
Номинальный крутящий момент , Н·м | , | , не менее | Частота вращения для типа 1, с, не более* | Динамический момент для типа 1, кг·м | Mассa для типа 1, кг, не более | |||||
не более | ||||||||||
1000 | 40 | 145 | 100 | 60 | 90 | 0,05 | 6,7 | |||
1600 | 55 | 170 | 125 | 80 | 82 | 174 | 12 | 80 | 0,06 | 9,2 |
2500 | 60 | 185 | 135 | 85 | 75 | 0,08 | 11,2 | |||
4000 | 65 | 200 | 150 | 95 | 105 | 220 | 62 | 0,15 | 15,2 | |
6300 | 80 | 230 | 175 | 115 | 130 | 270 | 18 | 55 | 0,25 | 22,6 |
10000 | 100 | 270 | 200 | 145 | 165 | 340 | 47 | 0,50 | 40,5 | |
16000 | 120 | 300 | 230 | 175 | 345 | 25 | 40 | 1,15 | 62,5 | |
25000 | 140 | 330 | 260 | 200 | 200 | 415 | 30 | 35 | 2,25 | 100,0 |
40000 | 160 | 410 | 330 | 230 | 29 | 6,00 | 164,3 | |||
63000 | 200 | 470 | 390 | 290 | 240 | 500 | 35 | 20 | 10,50 | 228,0 |
____________* Для муфт с индексом , для остальных муфт частота вращения не более 50% от указанной в таблице.Примечания1 Номинальным крутящий момент – наибольший крутящий момент, передаваемый муфтой в течение срока службы при длительном режиме работы с постоянной нагрузкой и постоянным направлением вращения.2 Допускаемое значение крутящего момента, действующего кратковременно, – не более двукратной величины .3 Допускается по заказу потребителя изготовление муфт со значениями размеров и меньшими указанных в таблице 1 и определяемыми по ГОСТ 12080 и ГОСТ 12081.4 Предельные отклонения размеров – по Н7, – по Н9. Допускается усадка отверстий по диаметрам и в зоне зубчатого венца до 0,03 мм после закалки ТВЧ.5 Допускается изготавливать муфты с втулками или фланцевыми полумуфтами для длинных концов валов по ГОСТ 12080 и ГОСТ 12081 или уменьшать их длину в пределах двух диапазонов диаметра расточки по ГОСТ 12080 по заказу потребителя с соблюдением требований, установленных для , , , , и частоты вращения.6 Наружный диаметр муфт типа 3 должен соответствовать размеру а параметры и другие размеры – приведенным в таблице.7 Массы указаны для муфт с наибольшим диаметром расточки.8 Допускаются варианты сборки муфт типа 2 с посадочными отверстиями исполнения 2.9 В муфтах типа 2 посадочный размер фланцевых полумуфт допускается увеличивать до любых значений по ГОСТ 12080 и ГОСТ 12081, не влекущих изменения остальных размеров и параметров по таблице 1. |
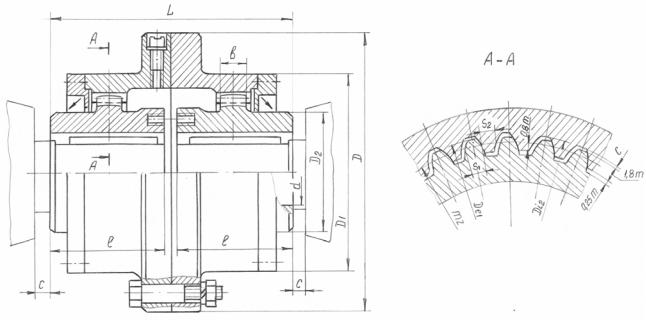

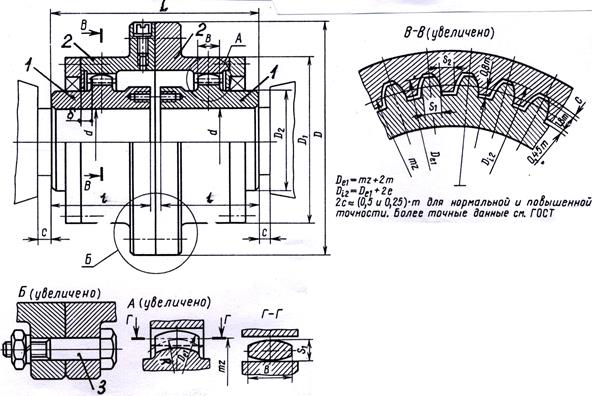
3.4 Основные параметры, размеры муфт должны соответствовать указанным на рисунках 1 и 2 и в таблице 1.
Тип 1
1 – втулка; 2 – обоймаРисунок 1
Рисунок 2. Основные параметры, размеры муфт. Тип 2
Тип 2
1 – втулка; 2 – обойма; 3 – фланцевая полумуфта; 4 – промежуточный валРисунок 2
3.5 В муфтах допускается комбинация втулок различных исполнений.
3.6 Выбор муфт приведен в приложении А.
3.7 Условное обозначение муфт должно включать слово “Муфта”, обозначение типа, значения номинального крутящего момента, диаметров посадочных отверстий втулок или отверстий втулок и фланцевых полумуфт, обозначение исполнения втулок, климатического исполнения и категории по ГОСТ 15150, обозначение настоящего стандарта.В условном обозначении муфты типа 2 диаметр посадочного отверстия фланцевой полумуфты ставят после обозначения диаметра посадочного отверстия втулки.Пример условного обозначения муфты типа 1 с номинальным крутящим моментом 4000 Н·м, диаметром посадочных отверстий во втулках 50 мм, с втулками исполнения 1, климатического исполнения У, категории 2:
Муфта 1-4000-50-1У2 ГОСТ Р 50895-96
То же, типа 2, с диаметром посадочных отверстий во фланцевых полумуфтах 55 мм:
Муфта 2-4000-50-55-1У2 ГОСТ Р 50895-96
То же, типа 1, с втулками исполнения 1, в одной из которых диаметр посадочного отверстия 55 мм:
Муфта 1-4000-50-1-55-1У2 ГОСТ Р 50895-96
То же, одна втулка исполнения 1, другая исполнения 2 с диаметром посадочного отверстия 55 мм:
Муфта 1-4000-50-1-55-2У2 ГОСТ Р 50895-96
То же, типа 3 с индексом С:
Муфта ЗС-4000-50-1У2 ГОСТ Р 50895-96
Допускается в рабочих чертежах обозначение климатического исполнения не указывать.
Самодельная соединительная муфта
Для существенного снижения затрат рассматривается возможность использования самодельной конструкции. Среди особенностей выделим следующие моменты:
- Для создания самодельной конструкции требуется звездочка, которая может быть снята с коленчатого вала двигателя внутреннего сгорания.
- Передача вращения осуществляется при помощи цепи. За счет применения стали при изготовлении этого изделия существенно повышается прочность.
- Подключение осуществляется за счет двух полумуфт. При этом звездочка должна распиливаться пополам. На каждую полумуфту будет навариваться обрезанная часть звездочки.
- Крепление полумуфты осуществляется при помощи болтов. Однако, подобный способ соединения не рекомендуется в случае, если оказываемая нагрузка существенная. Фиксация разъемных элементов обеспечвается за счет шпонки при передаче большого усилия.

Приведенная выше информация указывает на то, что подобное изделие может быть изготовлена при применении подручных материалов. При этом полученное устройство устанавливается для передачи высокого крутящего момента.
9 ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
9.1 Муфты транспортируют в разобранном виде. Допускается транспортировать муфты в собранном виде с соединением обойм или фланцевых полумуфт не менее чем двумя болтами.
9.2 Разобранные муфты следует упаковывать в ящики типа V по ГОСТ 2991, ГОСТ 24634 или обрешетки по ГОСТ 12082.
9.3 Для муфт в исполнениях Т и ОМ по требованию потребителя следует производить защитную обработку ящиков по ГОСТ 15155.
9.4 При транспортировании в контейнерах с предохранительными щитами допускается укладывать муфты или их детали без упаковки.
9.5 Допускается по согласованию между потребителем и изготовителем транспортирование муфт в собранном виде без упаковки, при этом изготовитель должен обеспечить защиту поверхности от коррозии и механических повреждений, а также исключить возможность перемещения зубчатой втулки по отношению к зубчатой обойме в процессе транспортирования.
9.6 Посадочные отверстия втулок и фланцевых полумуфт, не упакованных в тару, следует предохранять от повреждения пробками или заглушками.
9.7 Требования к технической и сопроводительной документации – по ГОСТ 23170.
9.8 Условия транспортирования муфт климатических исполнений У, УХЛ-5, Т, О, ОМ-6 – по ГОСТ 15150.
9.9 Условия хранения муфт климатических исполнений У-2, Т и ОМ-3 по ГОСТ 15150.
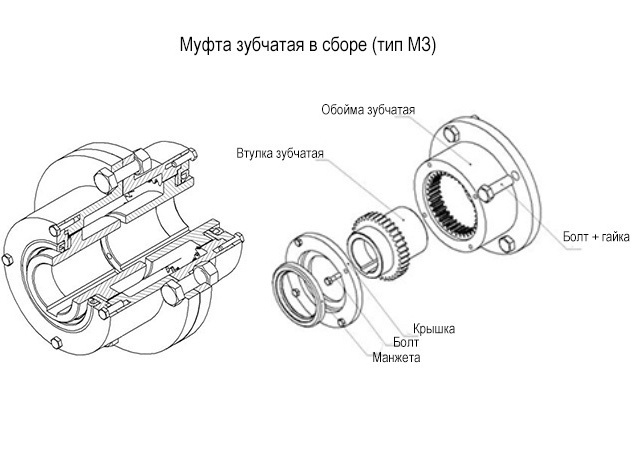
Комплектность поставки
Обычно в базовый комплект поставки промышленной кулачковой муфты с механическим приводом входят две полумуфты, зубчатый венец в сборе, упаковка и документация.
В качестве дополнительной опции предлагается установочный винт, облегчающий монтаж устройства на оборудование. Если кулачковая муфта оснащена электромагнитным или гидравлическим приводом, добавляется монтажная схема для подключения к гидравлике или электрической схеме агрегата.
На заводе изготовителе муфту собирают и испытывают на тестовом стенде, о результатах делают отметку в отгрузочном паспорте изделия.
Конструкция
Конструкция кулачковых муфт может отличаться в зависимости от их вида, но все они имеют следующие основные части:
- ведущая полумуфта, закрепляется на ведущем валу;
- зубчатый венец (звездочка);
- ведомая полумуфта, может двигаться по своему валу продольно, используя шпоночное или шлицевое соединение.
В разъединенном состоянии полумуфты разведены в стороны, валы имеют возможность вращаться независимо друг от друга. На их торцах выточены кулачки в форме треугольников или трапеций, служащие для зацепления с зубцами звездочки. кулачки
Между полумуфтами располагается зубчатый венец, его зубья выполнены в виде эвольвенты.
Когда необходимо провести соединение, подвижная полумуфта пододвигается к неподвижной. Их кулачки входят в зацепление, звездочка проворачивается на небольшой угол и занимает место между кулачками, обеспечивая плотный контакт между ними. Валы соединяются и готовы к передаче крутящего момента.
Звездочку для кулачковой муфты делают из упругого эластичного материала. Она служит для того, чтобы гасить динамические нагрузки, возникающие при включении муфты и при дальнейшем вращении. Кулачки полумуфт и зубцы звездочки рассчитаны таким образом, чтобы заполнять весь объем зоны зацепления, превращая конструкцию в практически цельную деталь. Это необходимо для передачи больших крутящим моментов и большой мощности без потерь энергии на соударения, трение и вибрацию.
Для минимизации вибраций во время работы поверхности полумуфт и звездочки должны быть выполнены с высокой точностью и тщательно обработаны.
Подключение/отключение кулачковой муфты при высокой относительной осевой скорости вращения (свыше 1 метра в секунду) приводит к сильным ударам и повреждению устройства. Категорически недопустимо отсоединять муфту, находящуюся под рабочей нагрузкой.
Область использования
Конкретные характеристики эксплуатации в большинстве случаев оказывают влияние на область использования устройства. Зубчатая муфта стала широко распространена в машиностроительной области. Среди свойств использования отметим следующее:
Ставится для связи горизонтальных валов, размещенных на одной оси.
Главное предназначение состоит в передаче крутящего момента, который варьирует в границе от 1000 до 6300 Нм.
Смещение может быть угловым или радиальным, а еще осевым.
Рекомендованная температура работы составляет не больше 120 градусов по Цельсию
При этом в продаже можно встретить разные климатические варианты выполнения, что обязательно возьмите во внимание.
При изготовлении берутся во внимание установленные нормы в ГОСТ.

В сфере машиностроения нужны разные варианты выполнения зубчатой муфты, рассматриваемый отличается некоторыми рабочими качествами. Зубчатая муфта выполняется с учетом установленных параметров в техдокументации.
Муфты, шпонки, центровка валов муфты при монтаже электрических машин
Подробности Категория: Электрические машины
Для нормальной работы подшипников и самой электрической машины соединяемые валы электрической машины и приводного механизма должны составлять единый вал. Устройствами, служащими для соединения валов между собой и передачи вращающего момента, являются муфты.
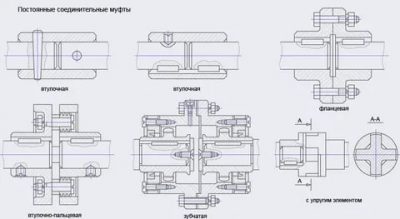
Типы муфт по характеру соединяемых валов и компенсационной способности приведены в табл. 1 и на рис. 5.
Рис. 1. Виды муфт для соединения валов электрических машин.
а — жесткая фланцевая; б — втулочно-пальцевая; в — упругая с резиновыми пластинами; г —зубчатая; 5 —переменной жесткости (пружинная); 1, 2 — точки измерения радиального и торцевого биения.
Жесткие фланцевые муфты для соединения одноопорного вала электрической машины снабжены центрирующим выступом, диаметр которого должен быть меньше диаметра заточки второй полумуфты на 0,03—0,08 мм. Допустимая окружная скорость стальных муфт — до 70 м/с, чугунных — 30 м/с, материал для изготовления муфт: сталь 35 или чугун СЧ21-40.
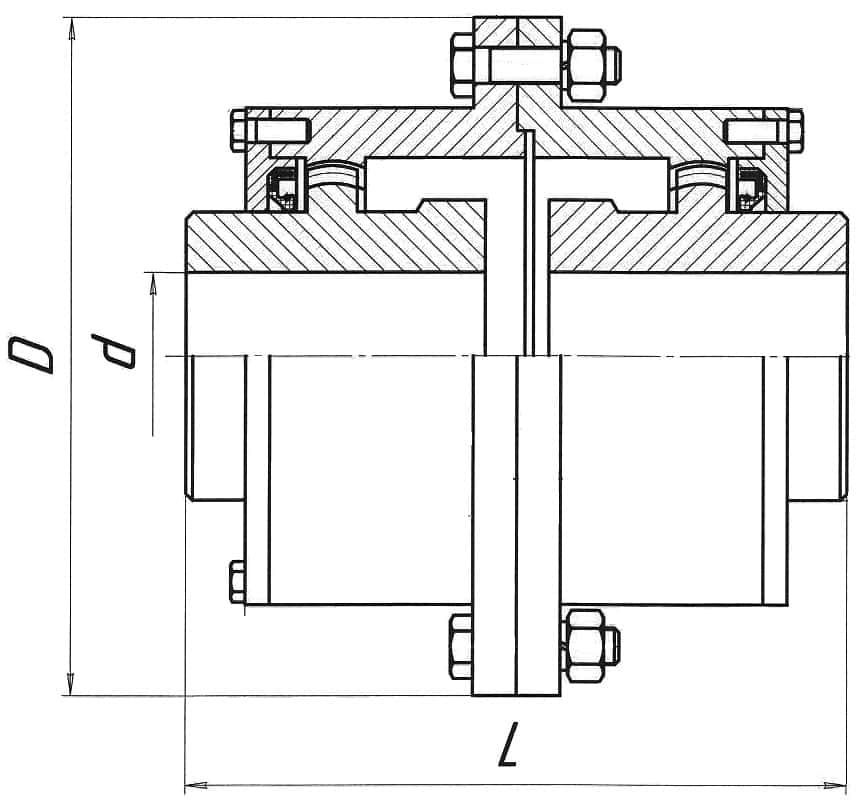
Зубчатые муфты состоят из двух зубчатых втулок и двух зубчатых обойм, соединяемых вместе, или одной целой обоймы. Муфты должны работать в масляной ванне. Между муфтой и машиной должен быть зазор, обеспечивающий возможность смещения обоймы полумуфты для контроля зазора между валами. Перекос оси каждой втулки относительно оси обоймы, вызываемой несоосностью соединяемых валов, допускается на угол не более 0°30′.
Втулочно-пальцевые муфты изготовляются из чугуна СЧ21-40 или из СтЗ, пальцы из стали 45 и втулки из резины с пределом прочности на разрыв не менее 80 кгс/см2 (8 МПа) и относительным удлинением не менее 300% или из кожи. Зазор в пальцах не должен превышать 0,3—0,6 мм. Пружинные муфты. Пружины уложены в специальные пазы, расположенные параллельно оси. Пружины закрыты разъемным кожухом, полость которого заполнена консистентной смазкой. Шпонки. Для передачи вращающего момента от вала к муфте служат шпоночные соединения.
Наибольшее распространение получили призматические шпонки. Призматические шпонки выбирают по наибольшему передаваемому вращающему моменту.
Шпонки изготовляются из стали марок: Стб, сталь 40, сталь 45 с временным сопротивлением на разрыв не ниже 60 кгс/мм2. Размеры призматических шпонок и пазов приведены в табл. Размеры призматических шпонок и пазов электрических машин.
Насадка полумуфт на валы электрических машин производится, как правило, на заводе-изготовителе. В отдельных случаях насадка полумуфт производится и на монтажной площадке. Для крупных машин предусматривается горячая посадка полумуфт по 2-му классу точности. Натяги, обеспечивающие достаточную прочность посадки, приведены в табл. Натяги при посадке полумуфт.
Перед насадкой полумуфт на валы машин необходимо убедиться, что натяг не более приведенного в табл. Натяги при посадке полумуфт. Натяг определяется как разность диаметра вала и диаметра ступицы полумуфты, замеренных, как показано на рис. 2.
Так же подгоняют шпонку, размеры шпонки и паза должны соответствовать данным табл., шпонка должна размещаться в пазу вала плотно, с некоторым усилием (зазор по ширине шпонки и паза ступицы 0,05—0,1 мм).
Рис. 2. Измерение посадочных мест перед насадкой полумуфт. а — измерение диаметра ступицы полумуфты; б — измерение диаметра конца вала,