
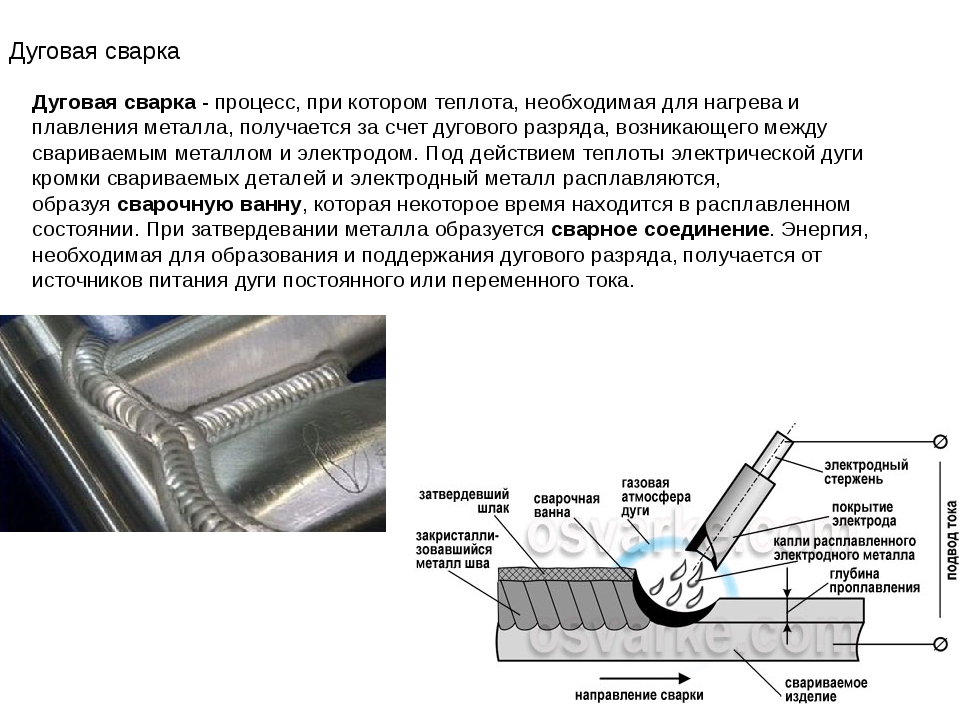
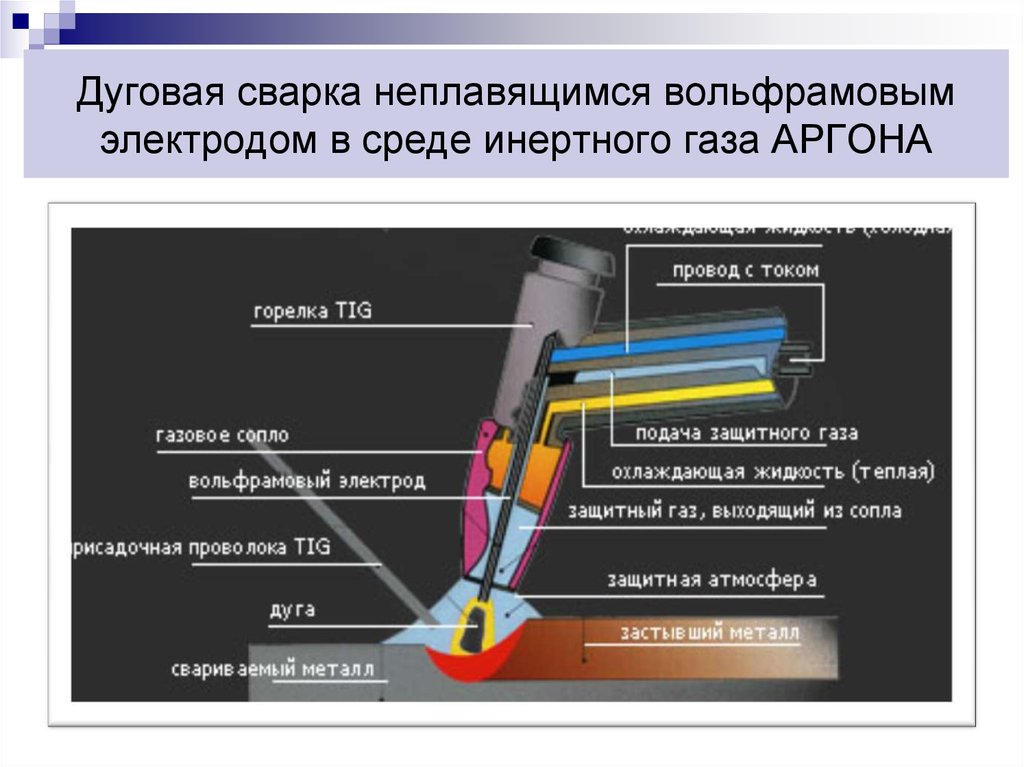
Определение сварки аргоном
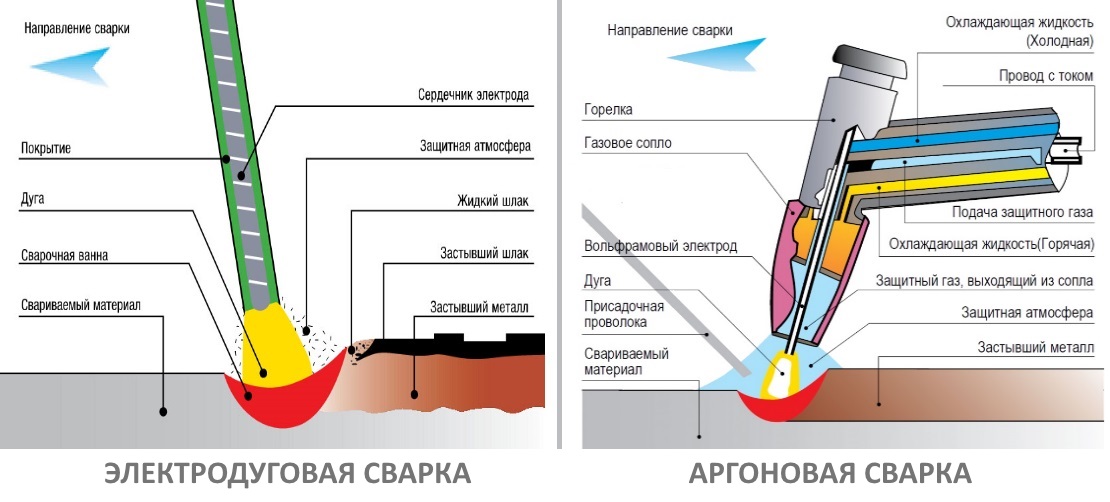
В этом виде сварки электрическая дуга горит в среде инертного газа аргон, который защищает свариваемые поверхности от воздействия кислорода.
Иногда аргон заменяют гелием: он имеет аналогичные свойства, но стоит дороже, поэтому используется реже. Принцип работы в гелиевой и аргонной среде одинаковый.
Область применения
Данный вид сварки широко применяется не только на разных производствах в дуговой, плазменной или лазерной сварке. Домашние умельцы активно используют его в быту, для соединения высоколегированных сплавов и редкоземельных металлов. Газосварка является достаточно опасной, и хранить такое оборудование в гараже не стоит, но это не касается аргона, т.к. он полностью безопасен и не взрывается.
В продаже есть стальные баллоны с этим газом емкостью от 15 до 40 л. Если варить надо нечасто, можно приобрести небольшой резервуар, которого хватит надолго. Так как вредные токсины при работе с таким оборудованием не выделяются, рядом с ним неопасно находиться посторонним людям.
Общий принцип технологии
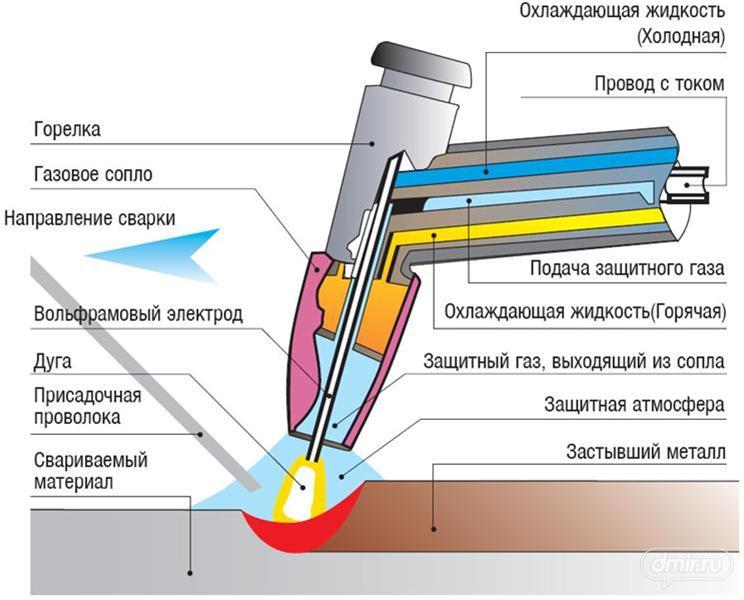
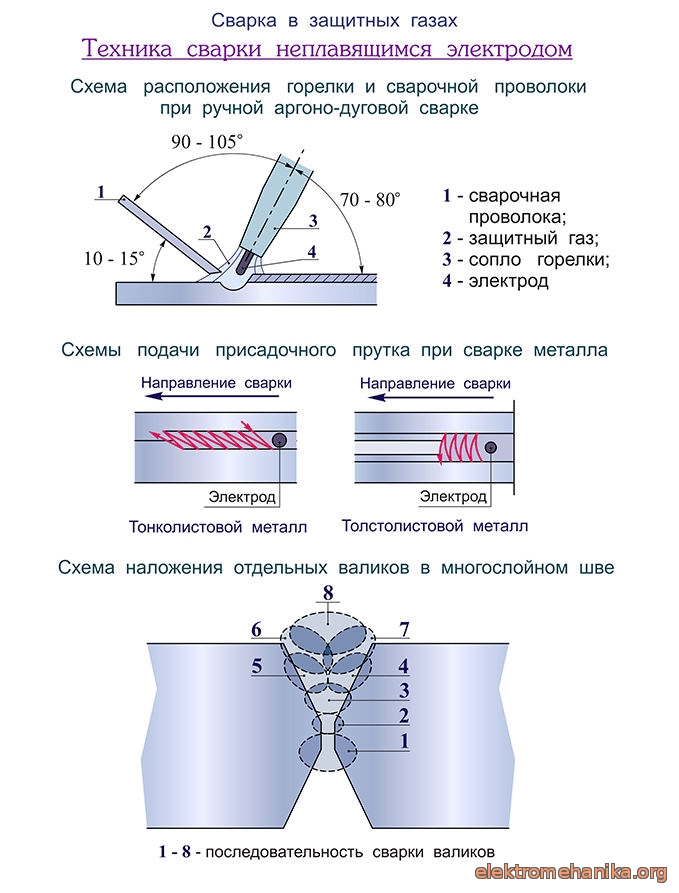
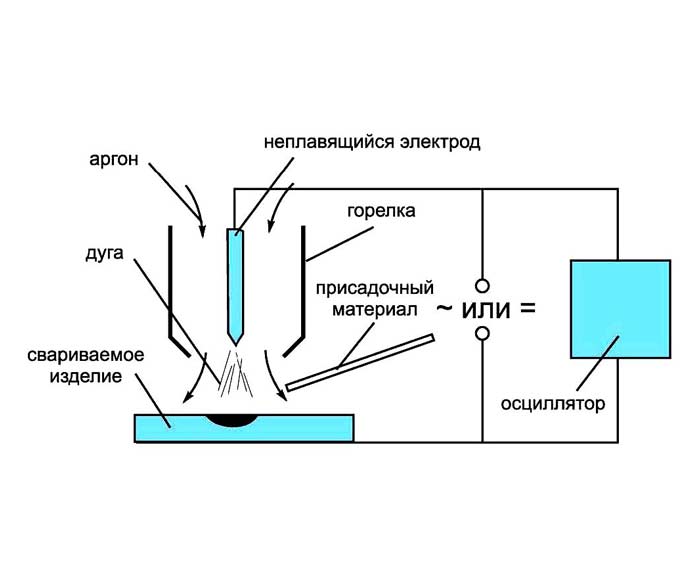
Инертный газ защищает место проведения сварочных работ от негативного воздействия кислорода. Из-за разности потенциалов между электродом и деталью появляется электрическая дуга и создается высокая температура. Кромки деталей начинают плавиться, в результате чего образуется сварочная ванна. В эту зону постоянно подают присадку, а также аргон под давлением: он защищает свариваемые материалы от окисления.
 Принцип сварки основан на соединении поверхностей металлов в среде защитного газа.
Принцип сварки основан на соединении поверхностей металлов в среде защитного газа.
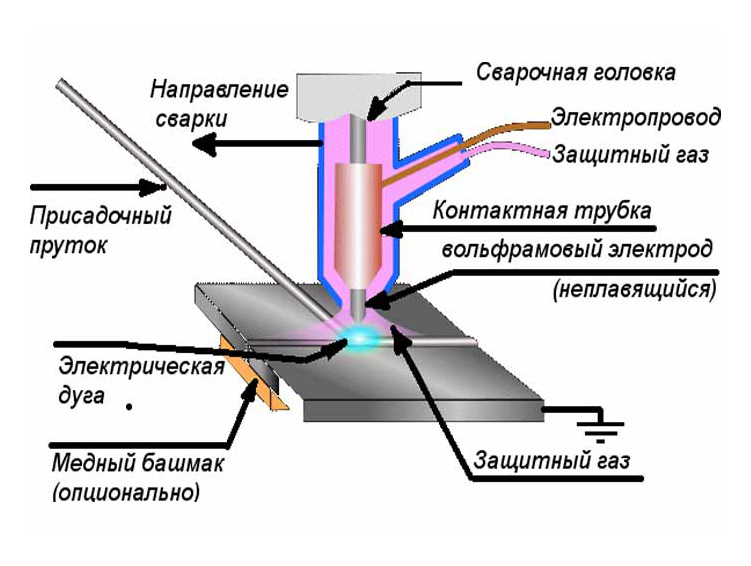
Чтобы понять, как правильно варить аргоном, надо разобраться со строением главного рабочего элемента оборудования. Это горелка, в которой закреплены вольфрамовый неплавящийся электрод и сопло, через которое подается аргон. При небольшой толщине соединяемых заготовок сварка может выполняться без использования присадочного материала.
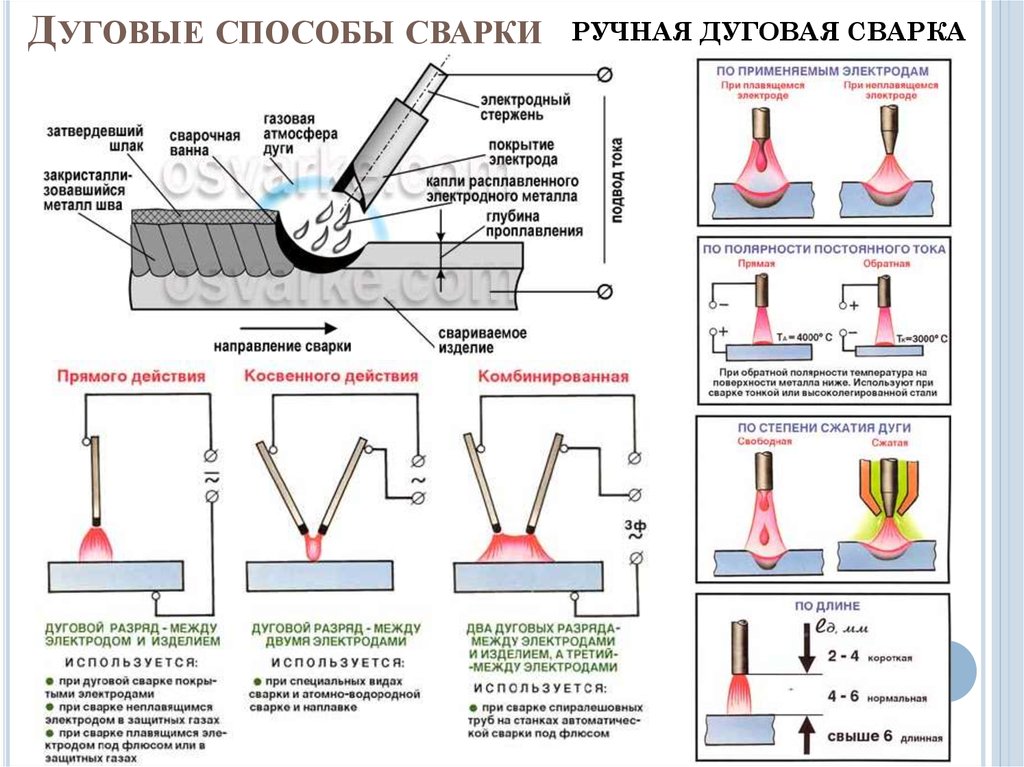
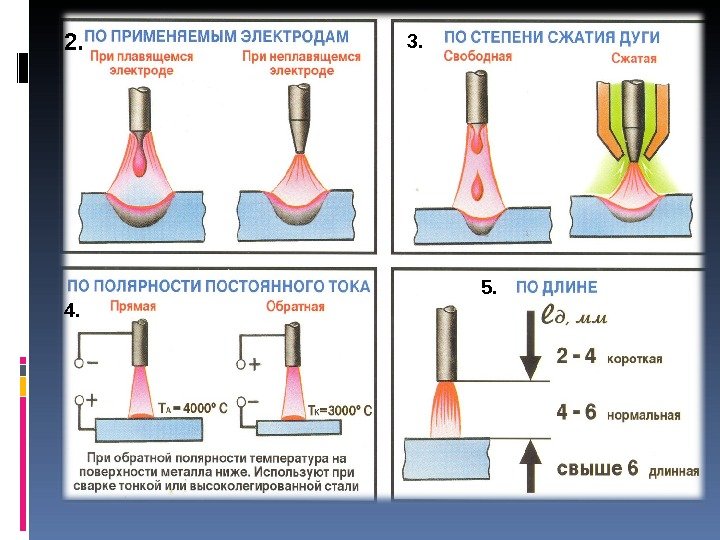
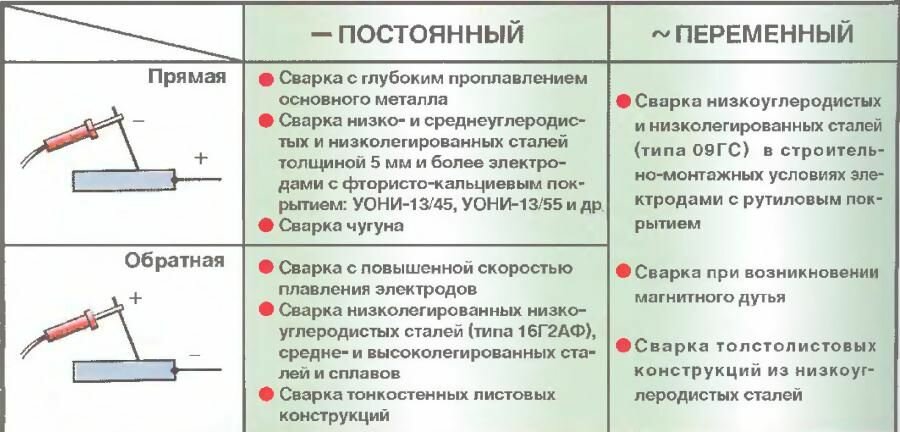
Подключение к электросети выполняют 2 способами:
- прямая полярность (на заготовку подают минус, а на рабочий стержень – плюс);
- обратная (здесь все наоборот, но это приводит к неустойчивому горению дуги и преждевременному износу вольфрама).
Свойства газа и влияние на металл
Благодаря физико-химическим характеристикам аргон не вступает в химические соединения с другими веществами: даже при высоких температурах он не взаимодействует с кислородом. Его возможно применять при сваривании разных металлов и сплавов в промышленных и домашних условиях. Инертный аргон практически полностью изолирует в сварочной ванне расплавленный материал от кислорода, имеющегося в воздухе, поэтому шов не окисляется.
Основные свойства аргона:
- почти на 40% тяжелее компонентов, входящих в состав воздуха, поэтому легко вытесняет их из зоны проведения сварочных работ;
- не принимает участия в непосредственной сварке металлов и никак не влияет на их структуру;
- в случае использования обратной полярности выступает в качестве электропроводной среды.
Особенности использования инвертора
При выполнении аргонодуговой сварки в промышленных и домашних условиях используют инвертор. Это оборудование служит для преобразования переменного тока в постоянный. В отечественных электросетях часто бывают скачки напряжения, но современные инверторы хорошо к этому приспособлены и обеспечивают стабильные выходные показатели.
 При выполнении аргонодуговой сварки используют инверторы.
При выполнении аргонодуговой сварки используют инверторы.
Используемые в данном виде сварки аппараты отличаются небольшим весом и габаритами, высокой надежностью и простотой обслуживания. Все это позволяет начинающим сварщикам легко освоить используемое оборудование и сам процесс аргоновой сварки.
Инверторная сварка нержавеющей стали в среде аргона, по сравнению с другими способами соединения таких сплавов, отличается простотой. Здесь сварщику надо только правильно двигать горелку вдоль шва.
Необходимое оборудование и материалы
Для работы потребуется аппарат выдающий переменный ток, поскольку сварку алюминия постоянным током аргоновым методом провести не получится. Оптимальным вариантом будет инвертор с режимом тиг и набором опций, позволяющих:
- бесконтактно зажигать дугу;
- заваривать кратер на конце шва;
- регулировать баланс тока;
- устанавливать период времени, в течение которого продолжается подача аргона после отключения дуги.
Чтобы снизить расход газа для сварки алюминия нужно обзавестись горелкой с газовой линзой (цангодержателем), внутри которой помещена сетка. При проходе аргона через ячейки улучшается защита места сварки при меньшем расходе. Для установки линз выпускаются сопла нескольких диаметров, чем больше размер, тем надежнее защита.
Сварка проводится универсальным вольфрамовым электродом (AC/DC) любой окраски или специализированным для работы переменным током (AC) зеленого цвета. Конец заостряется, но оставляется притупление. После розжига дуги он станет похожим на каплю. Чтобы вольфрам не перегревался, электрод вставляют в сопло с вылетом 3 — 5 мм. При работе он загрязняется алюминиевыми брызгами, тогда конец снова заостряют.
Так как у алюминия высокая скорость плавления присадочная проволока должна быть диаметром не меньше толщины деталей, чтобы успевать продвигать ее. Она может подаваться вручную или механизмом полуавтомата. Работая с чистым алюминием, чаще всего выбирают проволоку №5356, а со сплавами — №4043, с добавлением кремния.
Для tig сварки алюминия требуется чистый газ аргон с концентрацией 98 — 99%. Поэтому покупать его нужно у надежных продавцов. Редуктор и манометры лучше выбрать импортные, поскольку они позволяют точнее настраивать расход, чем отечественные модели.
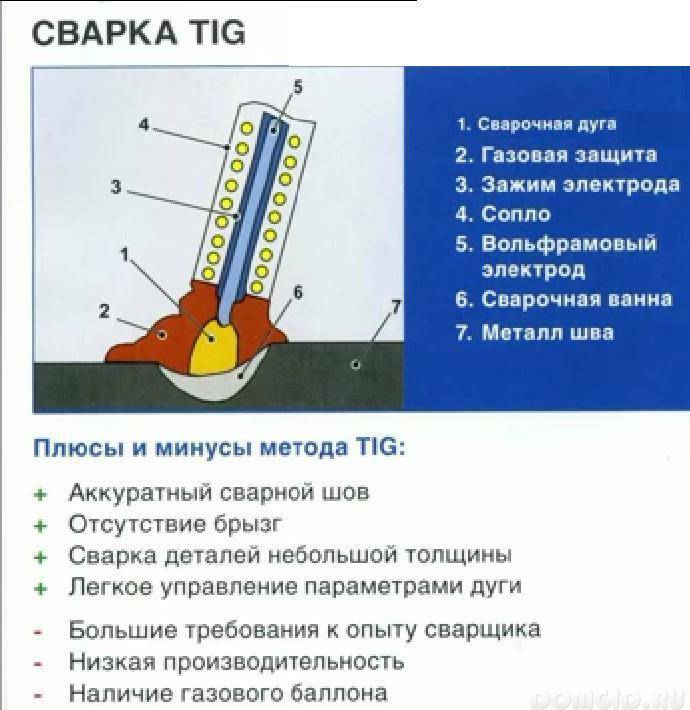
Преимущества и недостатки сварки алюминия аргоном
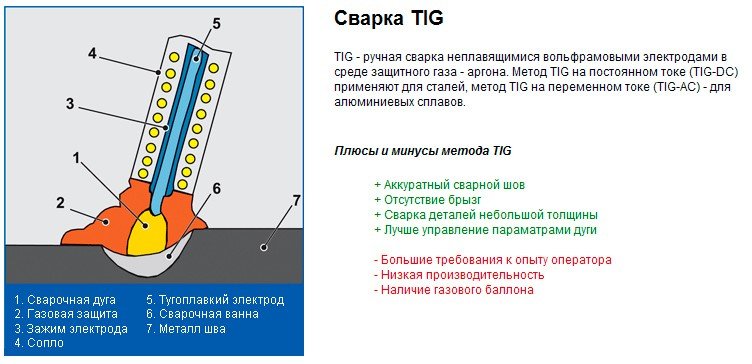
Технология аргонной сварки имеет такие преимущества:
- универсальность способа;
- стабильность дуги;
- формирование аккуратного шва;
- достаточная прочность сварного соединения;
- уменьшение области прогрева;
- экономный расход газа и присадки;
- формирование шва без примесей и пор.
Интересное: Описание и типы сварных соединений
Надо отметить и недостатки:
- необходимость в специальном оборудовании;
- высокие требования к настройке аппарата и подготовке заготовок;
- необходимость получения достаточных навыков.
Важно! В целом, сварка алюминия в аргоне обеспечивает высокое качество и прочность соединения, что особенно важно в ответственных конструкциях
Оборудование
Для аргонной сварки используется несколько типов сварочного оборудования. Это может быть ручной способ, когда мастер своими руками держит горелку и подает проволоку в сварочную зону или усовершенствованный ручной способ, когда проволока подается с помощью специального прибора.
Также есть оборудование, с помощью которого осуществляется автоматическая сварка аргонодуговая. Горелка и проволока подаются в сварочную зону в автоматическом режиме, порой сварщику даже не нужно следить за этим процессом, его может заменить специальный оператор. На дорогих производствах может использоваться роботизированное оборудование, не требующее присутствия человека. В аппарат заранее загружают программу, по которой робот выполняет сварку.


Теперь перейдем к делу. Мы расскажем вам, как варить аргоновой сваркой, чтобы работа получилась качественной и долговечной.
Что такое аргоновая сварка
Гибридная технология, сочетающая газовый и электрический способы сварки, дает возможность работать с самыми разными объемами и материалами. Она отлично зарекомендовала себя в сварке чугуна, стали, меди и других металлов. С ее помощью хорошо свариваются большие стальные трубы и миниатюрные бронзовые крючки от вешалки. Работа с нержавеющей сталью – еще один пример универсальности оборудования и технологии.
Без изучения теории сварочного мастерства невозможно стать хорошим специалистом. Это особенно актуально для сложных технологий, к которым относится и аргоновый метод. Чтобы в деталях понять суть, преимущества и особенности аргонового способа сварки, необходимо усвоить физику процессов, которые происходят во время работы. Для того, чтобы две металлические заготовки соединить между собой, необходимо некоторые их части расплавить. А сделать это можно только при помощи нагрева.
Повышение температуры предусматривает использование огня, который в свою очередь нуждается в кислороде. Последний вступает в химические реакции окисления. И чем быстрее металл окисляется, тем сложнее его сваривать. Окисление относится к числу нежелательных явлений при сварке металлов.
В процессе химической реакции внутри металла образуется множество мелких пузырьков, которые очень сильно ухудшают механические характеристики шва. А работать с алюминием практически невозможно: при достаточном количестве кислорода он попросту сгорает.
Аргон призван изолировать рабочую зону от внешней среды. Основная его функция – вытеснять из этой области кислород. Он тяжелее атмосферного воздуха и замещает собой весь объем вокруг сварочной дуги. Инертные газы отлично справляются с поставленной задачей. Помимо аргона в сварке применяется гелий. Но его используют гораздо реже из-за более высокой стоимости и расхода.
Еще один важный нюанс – при работе с гелием необходимо защищать специальной одеждой все части тела. Еще реже применяется азот: он востребован при сварке меди. Основным компонентом для сварки в защищенной инертной среде остается аргон. Отсюда и пошло разговорное название технологии.
Основные свойства аргона
Газ тяжелее воздуха. Благодаря этому он вытесняет из сварочной ванны атмосферный кислород и прочие ненужные летучие соединения.
Инертные газы не вступают в химические реакции с другими элементами
Они не участвуют в сварке металла и никак не влияют на процесс.
Важно не забывать об одной особенности аргона: он становится электропроводной средой в случае применения тока с обратной полярностью.
Какие свойства алюминия следует учитывать при его сварке
Разбираться в нюансах процессов, протекающих в структуре алюминия при выполнении с ним сварочных работ, особенно важно для начинающих сварщиков. Чтобы хорошо разбираться в этом, необходимо познакомиться с химическими свойствами, которыми обладает данный металл, отличающийся небольшим удельным весом, высокой прочностью и исключительной химической активностью
Наиболее значимой характеристикой алюминия, о которой должны знать не только опытные, но и начинающие сварщики, является его способность быстро вступать в реакцию с кислородом, что приводит к образованию на поверхности металла тугоплавкой оксидной пленки. Что характерно, сам алюминий может плавиться при температуре 650 градусов, а чтобы расплавить оксидную пленку, покрывающую его поверхность, потребуется температура нагрева, превышающая 2000 градусов. Нерасплавленная оксидная пленка при сварке на постоянном токе может погружаться в расплавленный металл, тем самым ухудшая его внутреннюю структуру.
Схема аргонодуговой сварки
Еще одной особенностью, которую следует учитывать при выполнении сварки данного металла, является то, что он не меняет своего цвета в процессе нагревания. Из-за этого визуально определить степень нагрева соединяемых деталей достаточно сложно, что часто приводит к прожогам и утечке расплавленного металла в процессе выполнения сварочных работ.
Свойством алюминия, которое следует учитывать, если вы соберетесь варить детали из данного металла, является значительный коэффициент его объемной усадки, что нередко приводит к возникновению напряжений и деформаций внутри сформированного сварного шва и, как следствие, к образованию в нем трещин. Чтобы избежать таких неприятных последствий, необходимо выполнять модификацию сварного шва либо компенсировать усадку металла за счет большего расхода сварочной проволоки.
Любая инструкция по сварке алюминия, а также сплавов на его основе предусматривает, что выполняющий ее специалист осведомлен о характеристиках данного металла, к которым следует отнести:
- высокую химическую активность;
- невысокую температуру плавления самого металла;
- значительную объемную усадку.
Учитывая все вышеперечисленное, можно утверждать, что именно благодаря сварке алюминия аргоном получают качественные, красивые и надежные соединения деталей. А если использовать для выполнения такой сварки полуавтоматическое оборудование, то можно эффективно решить сразу две задачи: защитить зону сварки от вредного воздействия окружающей среды, а также компенсировать значительную усадку металла за счет постоянно подающейся сварочной проволоки.
Режимы аргонодуговой сварки алюминия и его сплавов
Сохранять чистоту
Чистота поверхности является важным показателем для каждого процесса сварки, но для сварки аргоном она особенна важна. Загрязненность поверхности может привести к образованию пор и, следовательно, потребует дополнительных трудозатрат на их исправление
Особенно это важно при TIG сварке дорогостоящих металлов, таких как титан, алюминий и медь
Перед началом процесса поверхность необходимо очистить чистой, сухой и мягкой тканью с применение чистящих и обезжиривающих средств от масел, смазки и грязи. Для титана и его сплавов ткань дополнительно должна быть безворсовой и работать необходимо в нитриловых перчатках, которые устойчивы к маслам и жирам
При выборе очищающего средства обращайте внимание на то, чтобы в его составе отсутствовал хлор т.к. он может привести к проблемам со здоровьем
Также важным является правильное обращение с присадочным материалом. Храните прутки (или куски, отрезанные от бухты с проволокой) чистыми, сухими и закрытыми в контейнере. Для предотвращения окисления необходимо поддерживать влажность и температуру окружающей среды в местах хранения согласно рекомендациям производителя данных сварочных материалов
Правильное хранение основных материалов является немаловажным фактором. Перекрестное загрязнение частичками другого материла лежащего рядом или при проведении зачистки в непосредственной близости к месту ТИГ сварки может вызвать образование дефектов в сварном шве. Для предотвращения загрязнения необходимо использовать предназначенные для данного типа металла специальные абразивные материалы и щетки. Необходимо иметь ввиду, что абразивная пыль титана и магния огнеопасна и может оказать пагубное влияние на свариваемость других металлов. Хранить абразивные материалы для этих металлов необходимо вдали от открытых источников огня и отдельно от других материалов.

В процессе выполнения всех работ, связанных со сваркой нержавейки необходимо применять оборудование и инструмент предназначенный исключительно для этой группы сталей. Нержавеющие стали необходимо предохранять от возможного контакта или загрязнений свинцом, цинком, медью и ее сплавами, а также нелегированными и низколегированными сталям. Более подробную информацию об общих требованиях при сварке нержавейки можно узнать из видео.
Настройка режима сварки
Теперь, когда мы разобрались, как работает аргонная сварка, подробнее остановимся на выборе режима. От этого также сильно зависит качество сварного соединения. Чтобы правильно подобрать режим, нужно много практиковаться и внимательно изучать теорию. Мы собрали несколько советов по правильному выбору режима сварки и надеемся, что они помогут ускорить ваше обучение.
Итак, режим сварки — это, по сути, выбор полярности и направления тока. Выбор режима сварки зависит от индивидуальных характеристик металла (или металлов), который нужно сварить. Если нужно сварить стальные металлоконструкции, то установите прямую полярность и постоянный ток. Если нужно сварить алюминий и его сплавы — постоянный ток и обратную полярность.
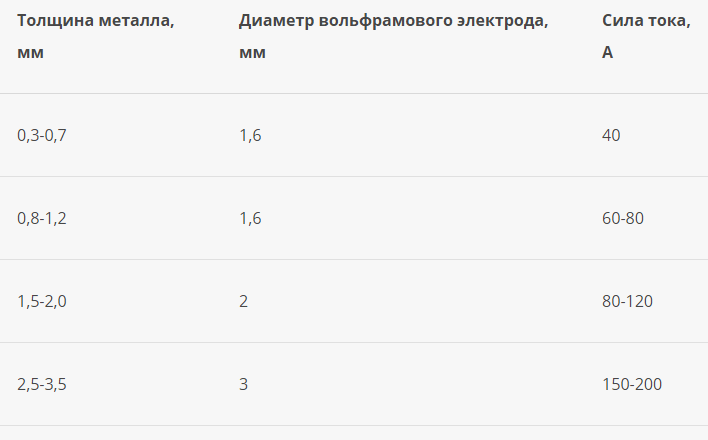
Также важно правильно настроить силу тока. Этот параметр настраивается исходя из толщины металла, диаметра электрода и установленной вами полярности
Все эти параметры взаимосвязаны. Многие мастера узнают практическим путем, какое значение силы тока нужно установить для выполнения конкретных задач. Но мы рекомендуем для начала воспользоваться специальными таблицами, одну из которых вы можете видеть ниже.
Ранее мы говорили, что качественный шов получается в случае, если дуга короткая. То же самое касается и напряжения дуги. Кстати, не забывайте о расходе газа в аргоновой среде. Если вы работаете на производстве, то вам нужно будет следить за этим показателем. Чтобы сократить расход лучше создавать ламинарное течение газа. Ламинарное течение — это когда газ движется равномерно, не перемешивается и не пульсирует.
Способы сварки алюминия
Алюминий может вариться несколькими способами:
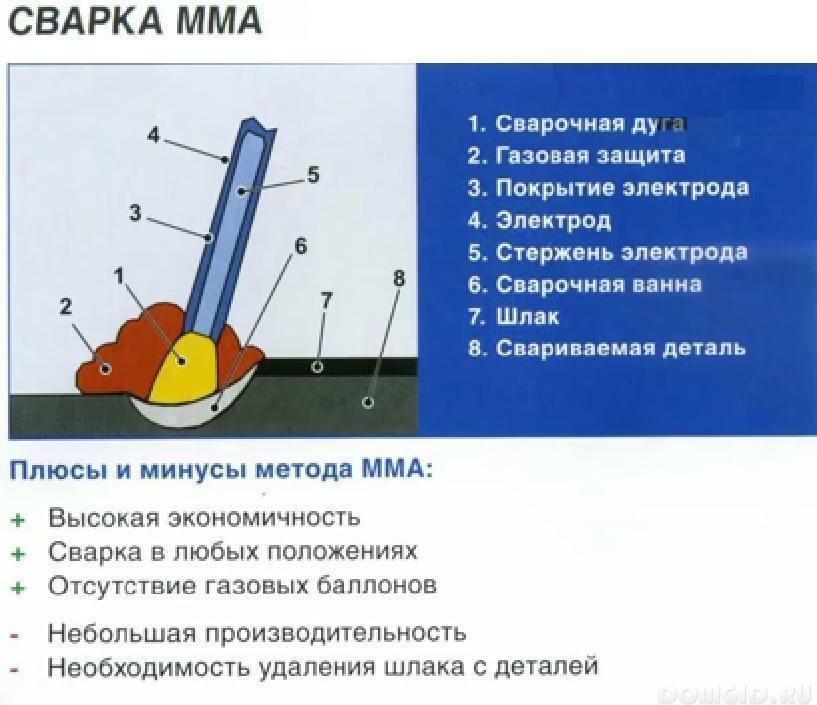
- Электродная сварка (ММА). Используются электроды УАНА, ОЗАНА, ОЗА-1 и -2, ОК 96.10 и 96.50. Применяется способ в малоответственных конструкциях и при толщине металла не менее 4 мм. Главный недостаток – недостаточная однородность шва, пористость, пониженная прочность.
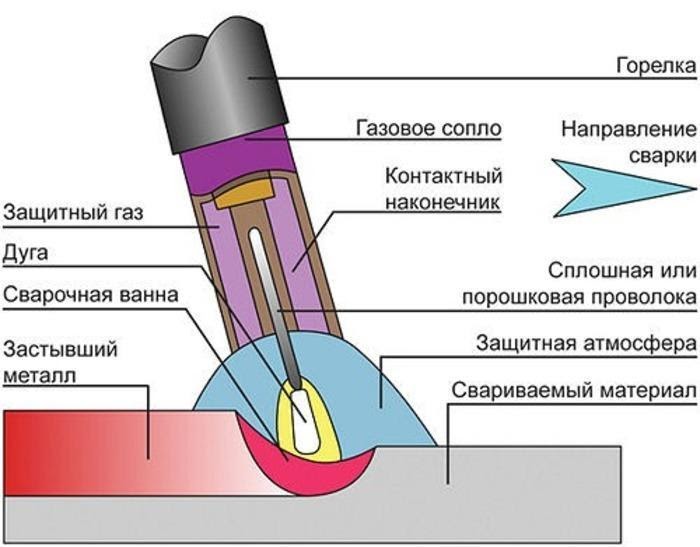
- Полуавтоматическая или электродуговая сварка. В сварочную зону постоянно подается проволока с присадочным материалом. Соединение обеспечивается за счет электрической дуги. Оксидная пленка разрушается в результате катодного распыления, обеспечиваемого переменным током или постоянным током с обратной полярностью.
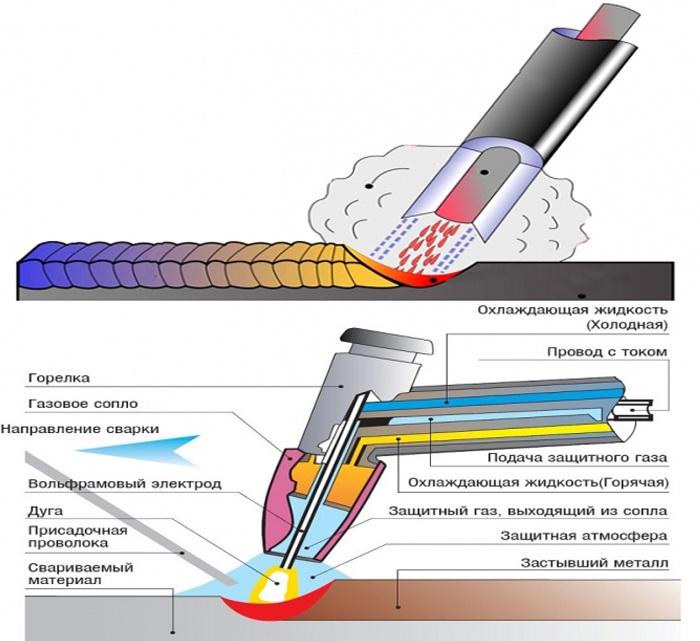
- Сварка в среде аргона. Самый распространенный способ – аргонодуговая сварка. Газ создает инертную среду без доступа кислорода, что устраняет образование оксидной пленки. Дуга зажигается между вольфрамовым электродом и заготовкой. В сварочную зону подается алюминиевая проволока.
Интересное: Основные виды сварки металлов Выбор способа зависит от конкретных требований к сварке и условий, а также наличия необходимого оборудования.
Оборудование для работы с аргоном
Чтобы получить прочные швы важно знать, что нужно для аргонной сварки. Для процесса требуется достаточно большой и широкий набор оборудования. В продаже часто встречаются универсальные аппараты, которые имеют все необходимые и важные элементы
Они стоят не слишком дорого
В продаже часто встречаются универсальные аппараты, которые имеют все необходимые и важные элементы. Они стоят не слишком дорого.
Все оборудование для аргоно-дуговой сварки разделяется на три группы:
- Специализированное. Оборудования предназначено для работ с заготовками одного типа;
- Специальное оборудование для аргонной сварки. Оно устанавливается на промышленный производствах, его применяют для заготовок с одинаковым типоразмером;
- Универсальное оборудование. Оно предназначено для всех видов работ в среде аргона, к примеру, для сварки нержавеющей стали полуавтоматом.
Помимо сварочного аппарата обязательно требуются другие важные элементы. Для сварки в аргоне требуется целый пакет оборудования. При этом не обязательно все покупать, некоторые элементы можно сделать самому.
Итак, рассмотрим, что нужно для аргоновой сварки:
- Специальная горелка с вольфрамовым расходником;
- Трансформатор основного и вспомогательного вида. В качестве основного обычно применяется аппарат для дугового способа с показателем напряжения до 70 В. Вспомогательный трансформатор требуется для электропитания коммутирующих устройств;
- Осциллятор. Устройство подключается параллельно к источнику питания. Он требуется для разжигания дуги во время работы с неплавящимся вольфрамовым расходником при помощи подачи высокочастотных импульсов. В результате этого наблюдается ионизация дугового промежутка. Если показатель обычной сетевой частоты насчитывает около 55 Гц, а напряжение 220 В, то после преобразования осциллятором частота и напряжения увеличиваются до 500 кГц и 6000 В;
- Контактор. Этот элемент требуется для подачи напряжения на горелку;
- Реле. Оно осуществляет включение и отключение контактора и осциллятора;
- Электроды из вольфрамовой основы. Они идут с проволокой с соответствующим диаметром;
- Аргоновый баллон, который оборудован редуктором;
- Выпрямитель. Он требуется для получения постоянного тока с показателем напряжения 24 В;
- Амперметр. Этот компонент производит измерение силы тока;
- Таймер. Осуществляет контроль времени обдува аргоном;
- Электро-газовый клапан. Он требуется для подачи постоянного или переменного тока с показателями 24 и 220 В соответственно;
- Фильтр, который выполняет контролирование высоковольтных импульсов из осциллятора;
- Аккумулятор. Он требуется для последовательного подключения в электрическую цепь для стабилизации переменного тока.
Если во время аргоновой сварки используются металлы с более толстыми краями, а также требуется повышение производительности, то дополнительно во время процесса сваривания могут применяться усовершенствованные элементы:
- Специальная горелка, которая позволяет применять сразу несколько вольфрамовых электродов. Это повышает качество и прочность сварного шва, который выполняется на высокой скорости;
- Специальное приспособление для нагревания присадочной проволоки;
- Пульсирующий ток для периодических пауз его поступления, во время которых металлическая основа кристаллизуется. Если движение дуги синхронизировать с импульсами тока, то плавка выходит высокоэффективных во всех положениях в пространстве.
Процесс сварки
Необходимо соблюдать следующие шаги:
- Устанавливается горелка и кабель массы.
- На баллон с аргоном устанавливается редуктор. Нужно проверить давление газа, оно должно быть выше остаточного.
- На выходной штуцер баллона устанавливается шланг и зажимается хомутом. Второй конец его подключается к сварочному аппарату.
- По инструкции к сварочнику установить на расходном редукторе значение, рекомендованное производителем. Для этого нужно открыть регулировочный вентиль.
- Прочистить канал провода горелки, если там осталась проволока от предыдущей работы.
- Установить катушку на размоточный шток. Проверить совпадение позиций штифтов и посадочных отверстий.
- Проволока пропускается через прокатывающий ролик.
- Установить прижимной ролик на место.
- С помощью регулировочного винта установить усилие прижима, чтобы проволока не проскальзывала в канавке.
- Протяжка проволоки в канал шнура горелки производится при снятом токопроводящем наконечнике.
- Накрутить наконечник подходящего диаметра на горелку и установить сопло на место.
- Подключить аппарат к сети.
- Подготовить свариваемые детали. Зачищается вся ширина кромки до металлического блеска.
- Разделка кромок и подготовка фасок не требуется для металлических поверхностей толщиной до 2,5 мм. Алюминий дополнительно очищается ацетоном.
- После подготовки деталей и проверки оборудования подключить клеммы электропитания. При постоянном токе применяется обратная полярность. К горелке с проволокой подключается «+» , а на изделие «-».
- Включить переключатель, который подает проволоку, в рабочее положение.
- Зажигается электродуга. Достаточно прикоснуться к металлу при наличии плавящейся проволоки.
- На нерабочем металле (образце) рекомендуется проверить точность настроек. И если требуется – подрегулировать.
- Производится сварка. Движение сопла горелки должно быть только в одном направлении, без поперечных движений. На вертикальной детали движение сопла сверху вниз.
- При большой толщине металла требуется подогрев до температуры 150-300С.
- Детали свариваются на высокой скорости однослойным швом.
- Заканчивать сварку нужно, постепенно снижая температуру дуги (уменьшая силу тока). Перед этим убрать (прекратить подачу) присадочную проволоку.
Этапы проведения аргоновой сварки
Технология сварки аргоном должна проводиться правильно с учетом всех требуемых правил. Во время этого процесс обязательно должны использоваться неплавящиеся электроды.
Для проведения сварки обязательно требуется подготовить необходимые элементы:
- Источник питания;
- Горелка с вольфрамовым электродом;
- Газовый баллон с аргоном;
- Присадочная проволока.
Электрод устанавливается в держатель горелки, он должен выступать вперед на 2-5 мм. Диаметр данного компонента подбирается в зависимости от характера сварного шва, толщины соединяемых металлических деталей. Вокруг держателя электрода располагается сопло, которое осуществляет подачу электрода в область сварки при проведении работ.
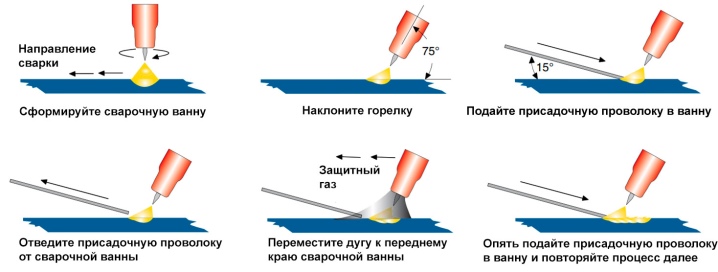
Как варить аргонной сваркой? Сварочный процесс с поддувом выполняется в следующей последовательности:
- Очищение поверхности зоны сварки;
- Приведение горелки в рабочее положение – подача аргона для создания защитного слоя и розжиг дуги;
- Процесс выполнения сварного шва.
Каждый сварщик должен знать, как варить аргоновой сваркой, важные особенности данного процесса и последовательность всех действий. Перед тем как приступать к сварке стоит произвести тщательное очищение кромочной поверхности соединяемых деталей от загрязнений и оксидной пленки. Для этих целей может применяться механический и химический способ очистки, после которого производится обезжиривание поверхностей.
После этого оборудование приводится в рабочее состояние:
- Источник питания подключается к электрической сети;
- К детали, которая подлежит сварке, при помощи кнопок на горелке подается защитный газ. А сама деталь подключается к «массе»;
- При помощи высокочастотного импульса разжигается дуга. Она будет замыкать цепь между электродом и металлом сварного изделия;
- Газ должен подаваться заранее, примерно за 20 секунд перед подачей тока. Это требуется для обеспечения защитного слоя.
При проведении процесса ни в коем случае нельзя допускать касания вольфрамового электрода свариваемой поверхности. Он должен располагаться на минимальном расстоянии от нее (2 мм), это позволит создать малую сварочную дугу. В данной ситуации она сможет обеспечить максимальное проплавление металла по толщине.






Сразу же после разжигания дуги сварщик приступает к созданию шва в области, которая защищена аргоном. Что такое аргоновая сварка и как она производится? Рассмотрим весь процесс:
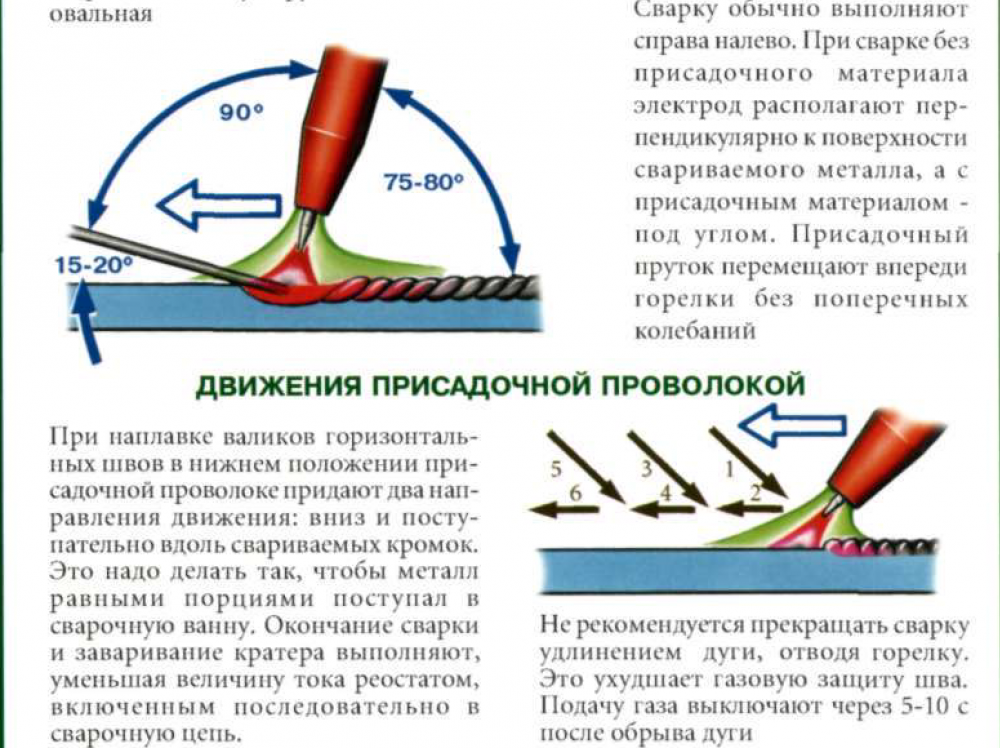
- При помощи горелки, которая располагается в правой руке, сварщик медленно ведет дугу строго по линии шва;
- Левой рукой специалист навстречу движению горелки подает присадочную проволоку в область сварки;
- Присадочная проволока должна постоянно находиться перед горелкой под небольшим углом от 150 до 300 по отношению к свариваемой поверхности;
- Электрод с горелкой должен образовывать угол в 900.
Во время выполнения ручных сварочных работ не стоит допускать резкую подачу присадочной проволоки. Это может привести к сильному разбрызгиванию металла и к образованию неровной линии сварного шва. После окончания сварочных работ подача аргона не должна прекращаться сразу, это предотвратит окисление еще не остывшего металла.
Режимы
ТИГ оборудование работает с помощью однополярного или переменного тока. Каждый из отдельных режимов ТИГ сварки применяется для разных материалов.

Режим ТИГ сварки
Постоянный ток
Оборудование, работающее на постоянном токе, обладает определёнными преимуществами. К ним относятся:
- Увеличивается экономичность рабочего процесса.
- Можно проваривать детали на большую глубину. Шов получается узки, но глубоким.
- Возрастает скорость сварочного процесса.
Минус подаётся на вольфрамовый электрод, плюс идёт на обрабатываемую деталь. Оборудование, работающее на постоянном токе, подходит для соединения легирующих сталей, нержавейки.
Переменный ток
Оборудование, во время работы которого происходит автоматическая смена минуса и плюса. При увеличении обратной полярности поверхность эффективнее очищается от оксидной пленки.
Итог
Если вам нужно чтобы ваши швы были надежными и аккуратными, не приходилось переваривать по сто раз, тратить кучу денег на дорогие расходные материалы, то вам необходимо почесть эти статьи.
В них рассказывают все нюансы сварки с помощью аргона, самых разных, достаточно сложных в работе металлов. Если работать с нержавейкой или алюминием, то этих нюансов в разы больше чем при работе с другими металлам.
Нужно не слабо постараться чтобы ваши швы были крепкими, красивыми без наплывов и не проварвов. Прочитайте все приведенные нами плюсы, минусы сварки этим газом и оцените стоить ли вам её использовать, но чаще всего такой метал себя оправдывает.
Если вы бывалый мастер то напишите что вы думаете по этому поводу, приходилось ли вам работать с аргоном, облегчило ли вам это работу, или возможно даже наоборот.
Расскажите про расход газа, это будет очень полезно для предпринимателей что сваркой зарабатывают деньги. Ваш опыт будет полезен нам для следующих статей и новичкам, что только учатся. Желаем вам удачи и новых успешных работ!





