Цена и ремонт
Сколько стоит подобный прибор? Узнать ответ на такой вопрос стримится каждый, кто задумал сделать ремонт своими руками.
Цена на газовый автоген может быть очень разной. На нее влияют страна производитель, фирма, вид, размер, характеристики и назначение аппарата.
Самая высокая цена считается у газовых горелок, произведенных в Южной Корее или Америке, так как они отличаются высоким качеством, и имеют большой гарантийный срок.
При желании, вы вполне можете найти качественный аппарат, у которого будет приемлемая цена и хорошие характеристики, нужно только определиться, что именно для вас в приоритете — размер, производительность или назначение аппарата.
Если после покупки обнаружились какие-то проблемы с аппаратом, вы можете воспользоваться гарантийным талоном.
Видео:
Продавец обязан произвести бесплатный ремонт в сервисном центре или поменять аппарат на другую аналогичную модель.
После окончания гарантийного срока при поломке автогена ремонт вы будете делать за свой счет.
Поэтому желательно покупать горелки проверенных производителей, чтобы в дальнейшем ремонт аппарата не обошелся дороже самой покупки. Цена на прибор — это не тот критерий, которым необходимо руководствоваться во время выбора резака.
Использование резака
Перед тем как начать пользоваться аппаратом по металлу, устройство необходимо подготовить.
Во-первых, смотрим, правильно ли подсоединены газовые шланги (шланг для подачи кислорода подсоединяется к штуцеру с правой резьбой, а шланг для подачи горючего газа к штуцеру с левой резьбой).
Во-вторых, подтягиваем все соединения и проверяем, насколько они герметичны, чтобы избежать утечки смеси во время выполнения работы.
Желательно провести смазку резиновых сальниковых уплотнителей вентилей с помощью специальной смазки или глицерина. Только после этого можно поджигать резак и начинать резать металл.
Последовательность чрезвычайно простая:
- открываем сначала вентиль с кислородом, потом вентиль с газом;
- поджигаем выходящую из устройства выпуска горючую смесь;
- регулируем струю пламени до необходимого размера и интенсивности с помощью вентилей;
- нагреваем металл, пока место нагрева не станет соломенного цвета;
- открываем вентиль с режущим кислородом и выполняем резку материала;
- завершив резку, перекрываем сначала газовый вентиль, затем кислородный;
- если наконечник сильно нагрелся, его можно опустить в холодную воду.
При работе следует быть чрезвычайно внимательными и не допускать ошибок.
Если вы выполняете резку своими руками, обязательно наденьте специальные перчатки и защитную маску.
ВАЖНО ЗНАТЬ: Описание станков гидроабразивной резки
Одежда при этом должная быть из натуральных материалов, желательно не надевать синтетику и легковоспламеняющиеся материалы при работе с огнем.
Следует производить резку металла только на специально подготовленной обезжиренной поверхности.
Если кислород вступит в контакт даже с небольшим количеством масла, то процент возникновения взрыва крайне высок.
Поэтому ни в коем случае нельзя касаться баллона масляными руками! Курить во время работы в помещении также строжайше запрещено!
Не стоит паниковать, если во время работы у вас слетел или порвался шланг, подающий газ (так как газ идет под давление, такое иногда случается).
Видео:
Те, кто сталкивается с этим впервые, в большинстве случаев пугаются громкого звука, возникающего в этот момент.
В этом случае следует максимально быстро перекрыть сначала пропан, а потом кислород.
После использования газовый резак следует хранить в специально отведенном месте, исключающем попадание масла и жира.
Редукторы при этом хранятся отдельно, а резак и сварочную горелку можно класть вместе.
Конструкция резака
Если сварщик работает самостоятельно, то ему может часто требоваться быстро переключаться с процесса резки на сварку. А шланги отсоединять выходит быстро. Время сэкономить можно с помощью специального вставного резака для горелок. Мундштуки можно использовать с «Сотки», при смене можно получить в толщинах отверстия до 100 миллиметров.








Если говорить об устройстве резака, то оно выглядит таким образом:
- газ по шлангам поступает в корпус резака через ниппели. Пропан идет к западному вентилю, а кислород расходится на две потока, один из которых пойдет на вентиль подогревающего кислорода, а второй — на вентиль режущего кислорода, он расположен за пределами рукоятки;
- при открытии вентиля подогревающего кислорода он под давлением подается в ключевое отверстие инжектора, через ряд периферийный отверстий к нему подходит пропан за счет разряжения;
- в смешанном виде газы продвигаются по нижней трубке наконечника в сторону мундштуков;
- в головку наконечника резака вкручиваются внутренний и внешний мундштуки с наружной резьбой;
- по первому вентилю с центральным каналом подается кислород;
- подогревающий газ выходит из кольцевого зазора, который образовывается снаружи;
- когда появляется пламя, оно направляется на начальное место реза заготовки. Открывается вентиль режущего кислорода, когда участок нагрет до нужной температуры. Газовая струя под давлением сжигает металл и тут же выдувает его окисью.
Далее ацетиленовый или пропановый резак ведется на определенном расстоянии от металлического изделия, сзади остается узкая прорезь, которая ограничена боковой и лобовой плоскостями.
Что касается такого элемента конструкции, как мундштук, то наружный всегда должен быть медным. А вот внутренние мундштуки для ацетиленового резака должны быть медными, а для пропанового — латунными соответственно. При выборе правильного внутреннего мундштука в зависимости от толщины обрабатываемой заготовки нужно оптимизировать расход кислорода в режущей струе.
Мундштук — это расходный материал, поскольку быстро подвергается изнашиванию, а также он забивается остатками расплавленных металлов.
Ниппель для шланга должен быть сделан на основе латуни. Если вы планируете приобретать бюджетный газовый резак вместе со шлангами, то его составляющие могут быть частично алюминиевыми, что делает изделие быстро изнашиваемым, и покрыты сверху под латунь или медь.
Достоинства и недостатки
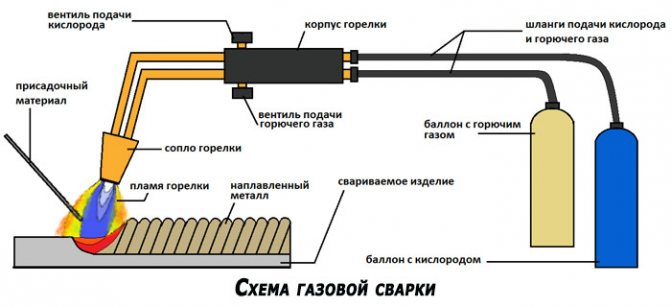
Что такое газовая сварка мы разобрались, это метод сваривания с использованием газа для нагревания металлической поверхности. В результате основа размягчается, образует сварочную ванну. Процесс горения газовой смеси обеспечивает благодаря введению в нее чистого кислорода.
Технология газовой сварки имеет целый ряд преимуществ:
- Данный метод сваривания не требует применения специального оборудования, а именно сварочного инвертора или полуавтоматического аппарата.
- Все расходные материалы можно приобрести в любом магазине со сварочными приспособлениями, они имеют не высокую стоимость.
- Сварка газом может проводиться даже без применения мощного источника энергии.
- Технологический процесс выполняется достаточно просто, его смогут выполнить даже сварщики, не имеющие большого опыта.
- Наблюдается возможность контролирования режимов сварочного процесса.
- Не всегда обязательно использование средств индивидуальной защиты.
- Во время применения качественной придаточной проволоки и правильно подобранного пламени можно получить качественные и прочные сварные швы. По этой причине часто используется при соединении комплектующих трубопроводов.
- Рабочее изделие достаточно медленно прогревается, именно это позволяет избежать деформирования или пропала, как при использовании полуавтоматической сварки и электродов.
Помимо положительных качеств газовая сварочная технология имеет отрицательные особенности:
- во время процесса металл прогревается длительное время, это негативно отражается на производительности;
- область тепла, которая образуется при помощи газовой горелки, имеет большие размеры;
- достаточно тяжело удерживать тепло, которое создается газовой горелкой. По сравнению с электродуговой технологией оно получается более рассеянным;
- сварка с применением газовых смесей считается дорогим методом соединения металлов;
- во время соединения толстых металлических деталей значительно снижается скорость выплавления швов. Это связано с низкой концентрации тепла, которое исходит от газовой горелки;
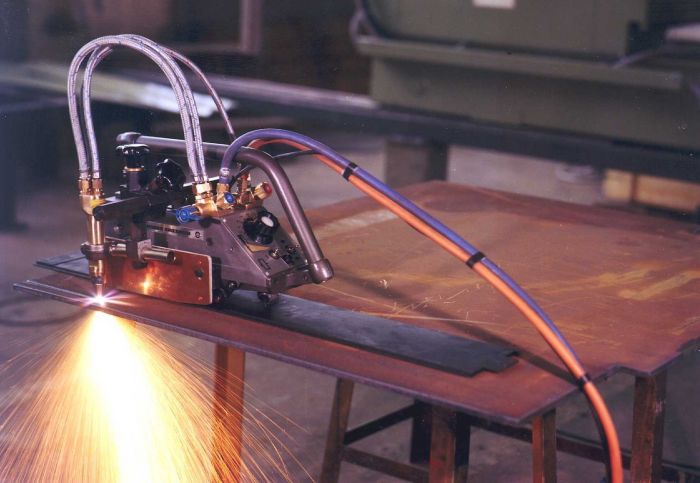
- технология сваривания с применением газа плохо поддается автоматизации. Механизировать можно процесс сварки тонкостенных труб, резервуаров, которые выполняется с использованием многопламенной горелки;
ни в коем случае не стоит проводить сваривание внахлест, это может привести к деформированию швов.
Газовый резак по металлу: разновидности
Газовые резаки подразделяются на виды по различным параметрам. Основные из них следующие:
по разновидности горючего газа:
- ацетилен;
- метан;
- пропан-бутан и т. п.
по принципу смешения кислорода с горючими газами:
безинжекторные; инжекторные;
по основному назначению:
для резки под водой; для резки толстого материала; для прорезания отверстий; универсальные;
по виду резки:
копьевые; кислородно-флюсовые; поверхностные; разделительные.
В настоящее время наиболее популярны газовые резаки универсального типа. Их отличают следующие положительные качества — они:
- осуществляют резку в любом направлении при толщине материала, мм: 3…300;
- достаточно просты в эксплуатации;
- весьма устойчивы;
- хорошо выдерживают обратные удары;
- имеют небольшую массу.
Пропановый
Газовым пропановым резаком можно производить раскрой металла толщиной листа до 300 мм. Оборудование обладает целым набором технических характеристик, способствующих его длительной эксплуатации. Многие детали являются легко сменными и, при необходимости, могут быть заменены прямо в процессе производства работ (не покидая рабочего объекта). В большинстве случаев, возможна замена на аналоги. Кроме того, пропан имеет сравнительно невысокую стоимость. Это делает ещё более выгодным использование пропановых резаков.
В качестве примера рассмотрим пропановые горелки «Маяк 2-01» и «РС-3П».
«Маяк 2-01» используется для ручной разделительной, кислородной резки низколегированных и углеродистых сталей.

Его технические характеристики:
- толщина разрезаемой стали, мм: 3…100;
- горючий газ: пропан;
- диаметр рукава, мм: 9/9;
- длина, мм: 580;
- масса, кг: 1,3.
Комплект поставки пропановых мундштуков:
- наружный №1;
- внутренний №1(для резки металла толщиной, мм: 8…15) — установлен на резаке;
- в комплекте ЗИП:
- №2 (15…30 мм);
- №3 (30…50 мм);
- №4 (50…100 мм).
«РС-3П» — это газокислородный, инжекторный гаджет, предназначенный для ручной резки низколегированных и углеродистых сталей.

Его технические характеристики:
- толщина разрезаемой стали, мм: ≤ 200;
- применяемый газ: пропан / метан;
- длина, мм: 500;
- климатическое исполнение: УХЛ 1 и Т 1 по ГОСТ 15150;
- температура эксплуатации, °С:
- при работе на ацетилене: + 45…минус 40;
- при работе на пропан-бутане: +45ºС…минус 15;
масса, кг: 1,05.
Ацетиленовый
Резаки ацетиленовые предназначены для ручной разделительной, кислородно-ацетиленовой резки углеродистых и низколегированных сталей. Классические – это резаки инжекторного типа:
Смешивание газов в них происходит в инжекторной камере, которая расположена около ручки.
Толщина разрезаемого этим оборудованием металла зависит от номера мундштуков на резаке:
- типа Р1 (например «Р1-01») комплектуются мундштуками, позволяющими резать металл толщиной до 50 мм;
- типа Р2 («Р2-01», «Маяк-1-01») комплектуются мундштуками, обеспечивающими раскрой металла толщиной до 200мм.
Газовый резак портативный
Многие имели возможность наблюдать нелёгкий труд газосварщиков, перевозящих на разнообразных тележках к рабочему месту большие и неподъемные баллоны с горючим газом и кислородом. Для создания мобильности, резак подсоединяется к баллонам посредством длинных шлангов. Неудобно и довольно тяжело работать с таким аппаратом. Причём, наибольшее неудобство создают именно эти длинные шланги.









Совершенно другое дело, если в вашем распоряжении небольшой переносной, инжекторного типа газовый резак портативный. Его перемещает с места на место 1 человек. При необходимости он может поднять его на значительную высоту. В комплект такого гаджета входит:
- газосварочная горелка либо резак;
- короткие шланги длиной до 5 метров;
- 2 кислородных баллона ёмкостью по 5 литров;
- 1 пропановый баллон, емкость которого может быть: 2, 3 или 5 литров.

Баллон с кислородом и горючим газом.
Широко распространены газовые резаки, имеющие крепление непосредственно на баллоне. Они, осуществляя нагрев поверхности до Т = 1300 °С, часто применяются в различных бытовых целях (например, для сварки металлов с низкой температурой плавления). Создаваемая ими температура нагрева достаточна для размягчения следующих металлов:
Для комфортной эксплуатации газовые резаки комплектуются креплением на баллончик и оснащаются пьезоподжигом. Эти гаджеты автономны и компактны. Благодаря чему их удобно использовать и на улице, и в гараже. Устройства весьма универсальны:
- ими удобно разжигать костёр на открытом воздухе в пасмурную погоду;
- они используются для разогрева замерзшего навесного замка в воротах загородного дома или дачи и во многих других случаях.

Безинжекторная модель газового резака, портативный газовый резак по металлу
Промышленные модели (на примере BSM)
Существуют специальные станки промышленного назначения для выполнения точных операций резки под углом. Хороший пример: аппараты, выпускаемые под брендом «BSM». Производителем станков является немецкая компания Rexinger.
Правда станки серии «BSM» предназначены исключительно для работы с полипропиленовыми трубами достаточно больших диаметров. Поддерживается обработка изделий типа ПП, ПВХ, ПЭ, ПВДФ.
Промышленный станок под резку трубных изделий из полимеров. Предназначен для работы с изделиями больших диаметров, но имеет оснастку под обработку труб от 50 мм. Машина обеспечивает рез в широком диапазоне углов
Режущим инструментом станка является ленточная пила, благодаря которой и выполняется рез под углами от 0 до 67,5º. Точность процесса обеспечивает лазерный распознаватель резки.
Несмотря на конфигурацию устройства под изделия больших диаметров, можно применять специальный стол, при помощи которого также успешно режутся трубы малых диаметров (50 – 200 мм), которые проще раскроить с помощью трубореза. Выпускается широкий модельный ряд устройств «BSM».
Дерево
Деревянный плинтус встречается нечасто и стоит дорого, поэтому к его обработке надо подойти крайне ответственно. Технология резки выглядит примерно так:
Производится распил. Делать это можно обычной ножовкой по дереву, но лучше использовать специальную пилу или пилку по металлу, чтобы избежать слишком широкого распила.
Asterisk ВАЖНО: при подгонке надо быть крайне осторожным, лучше закрыть неровный срез декоративной накладкой или шпатлёвкой под дерево, чем выщербить слишком большой массив древесины
Широко распространён сейчас плинтус из пластика (поливинилхлорида, ПВХ). Он удобен, поскольку:
- Легко режется любым инструментом.
- Гибок, может использоваться даже в неровных углах.
Обычно имеет внутренние полости, а значит – может использоваться как кабель-канал для прокладки электропроводки или же оптоволоконных линий для интернета.
ПВХ плинтус хорошо себя зарекомендовал
Режут плинтус из ПВХ так же как и полиуретан. Однако нужно учитывать: лучший инструмент, ножовка по металлу с мелкими зубьями, годится только для толстых плинтусов, в тонких она может вырывать куски. Поэтому наилучший вариант для тонких изделий – это канцелярский или строительный резак или остро отточенный нож. Для его использования нужна определённая сноровка, поэтому лучше заранее потренироваться на обрезках или листах тонкого пластика.






![Газовый резак по металлу [как резать и как выбрать]](https://molibden-wolfram.ru/wp-content/uploads/a/a/f/aaff872ad394345da7d8041d6af1de7f.jpeg)



Сплошные сухорезы
Насадка сплошного типа, несмотря на название, используется для мокрой резки. Она лишена разрезов, отвечающих за терморазгрузку, поэтому требует применения охлаждающей жидкости – подачи воды в зону реза. Из-за склонности к перегреванию сплошной сухорез беспрерывно работает не дольше 15 секунд. На холостом ходу его оставляют еще на полминуты для остывания.
Несоблюдение этого правила приведет к тому, что серебряный припой будет ослаблен, алмазное покрытие сотрется, а круг утратит первоначальную форму.
Сплошной сухорез обеспечивает более качественный рез. Самое главное – не забыть про подачу воды. Ее поступление можно обеспечить за счет подсоединения шланга или крепления специализированного приспособления.
Необходимое оборудование для газосварки
Газосварочное оборудование применяется с целью соединения или резки металлических элементов под действием высокой температуры. Оно предполагает использование разных видов приборов и аксессуаров, в зависимости от вида проводимых работ. Для обработки металла используются несколько компонентов.
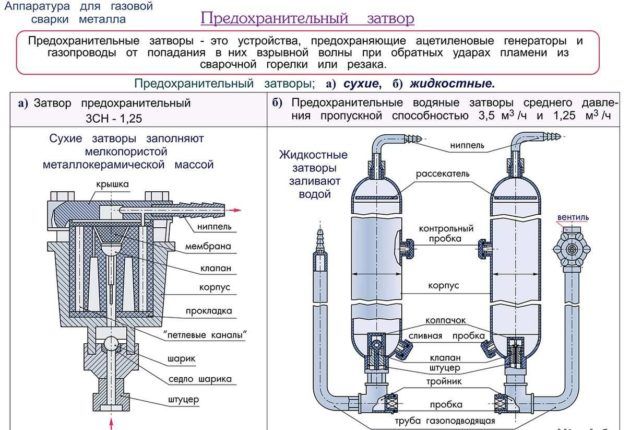
Водяной, или жидкостный затвор
Защищает части устройств от обратного удара сварочного пламени. Это может случиться тогда, когда скорость подачи газа меньше скорости возгорания, или в случае засорения каналов мундштука горелки. Таким предохранительным устройством оснащены все генераторы.
Баллоны с газом
Специальные цилиндрические резервуары с вентилями для хранения и транспортировки химического вещества. Определить, какой в них содержится вид, можно по цвету.

Редуктор
Снижает давление газа или держит его на определенном уровне. Устройство бывает прямого и обратного действия. Это важный элемент газобаллонного оборудования, который определяет работоспособность всей системы. Есть разные виды устройств, среди которых – кислородный редуктор. Он приспособлен к агрессивной среде и имеет голубую маркировку.
Мини-резак
Мини-резак представляет собой разновидность портативного автогена для работы по металлу, но с еще меньшим размером.
По сути, мини-резак является зажигалкой, имеющей дюзу газового резака, которая располагается сверху аппарата.
При этом характеристики у аппарата довольно хорошие: мини-автоген имеет хороший напор пламени и достаточный размер резервуара для газа, что позволяет выполнять работу с ним даже при ветреной погоде.
Но здесь существует один нюанс: длительное горение может сильно нагреть верхнюю часть мини резака, и детали, сделанные из пластмассы, могут расплавиться, а провести их ремонт или замену в большинстве случаев не представляется возможным.
Мини-горелка имеет тот же принцип работы, что и агрегат стандартных размеров.
Но из-за того что, объем баллона с газом небольшой, его надо периодически заправлять (можно воспользоваться обычным цанговым баллоном).
Из минусов мини-горелки можно также отметить незначительную длину выходящего пламени, поэтому работы с некоторыми видами металла на них крайне неудобны.
В основном такие мини-аппараты используют ювелиры или мастера, производящие ремонт кондиционеров и холодильников, так как они очень удобны для работы своими руками с мелкими предметами.
В обиходе мини-горелку используют для розжига камина в частном доме или на даче.
Как устроен автоген?
Технический прогресс несколько изменил конструкцию автогена, в которую первоначально входила газовая горелка, кислородный баллон, ацетиленовый генератор и соединительные шланги, контроль и понижение давления кислорода выполнялось редуктором с манометром. Со временем для большего удобства ацетиленовый генератор с автоматическим поддержанием давления газа был заменён на баллон с ацетиленом, а вот название «автоген», вероятно произошедшее от сочетания слов «автоматический генератор», прижилось и повсеместно используется мастерами. Принцип действия автогена основан на свойстве металла сгорать в химически чистом кислороде, а потому есть два ключевых момента, которые необходимы при работе резака: непосредственно режущая струя чистого кислорода и подогревающий газ (как правило, ацетилен или пропан). Конструкция современного автогена достаточно проста и представляет собой взаимодействие двух базовых функциональных частей:









- наконечник для подачи струи режущего пламени, имеющий внутренний и внешний мундштуки, объединённые соплом дюзы;
- ствол с соединяющей газ и кислород камерой и размещёнными на корпусе вентилями для подключения шлангов к кислородному и газовому агрегатам и регулировкой объёма подачи газа, скорости и напора кислородной струи.
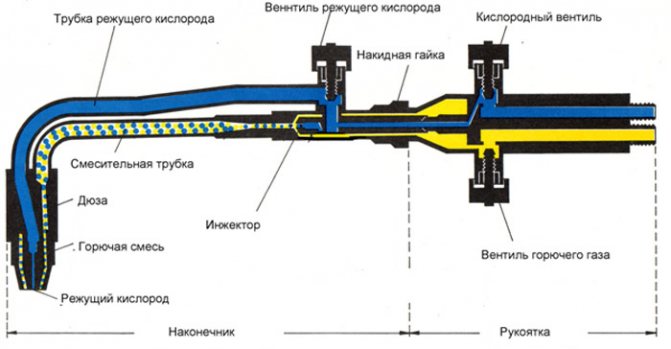
Пониженное давление (требуемый уровень разряженности кислорода) формируется за счёт инжекторного ствола, куда частично подаётся кислород и откуда струя в канал мундштука выходит с высокой скоростью. Другим направлением движения кислорода станет основной канал внутреннего мундштука, которым формируется режущая струя. Смесительный отдел автогена необходим для соединения в нём газовой составляющей (ацетилен или пропан) и кислородной – в дальнейшем эта смесь станет подогревающим пламенем, подаваемым между внутренним и внешним мундштуком наконечника. Крепление наконечника к стволу осуществляется обыкновенной накидной гайкой.
Конструктивно модели различных резаков разных производителей могут иметь некоторые нюансы, но в целом конфигурации и принцип действия достаточно традиционны – изменения в конструкции большей частью несут удобства в использовании и большую безопасность работ. Современная газовая резка или сварка уже немыслимы без этих инструментов.
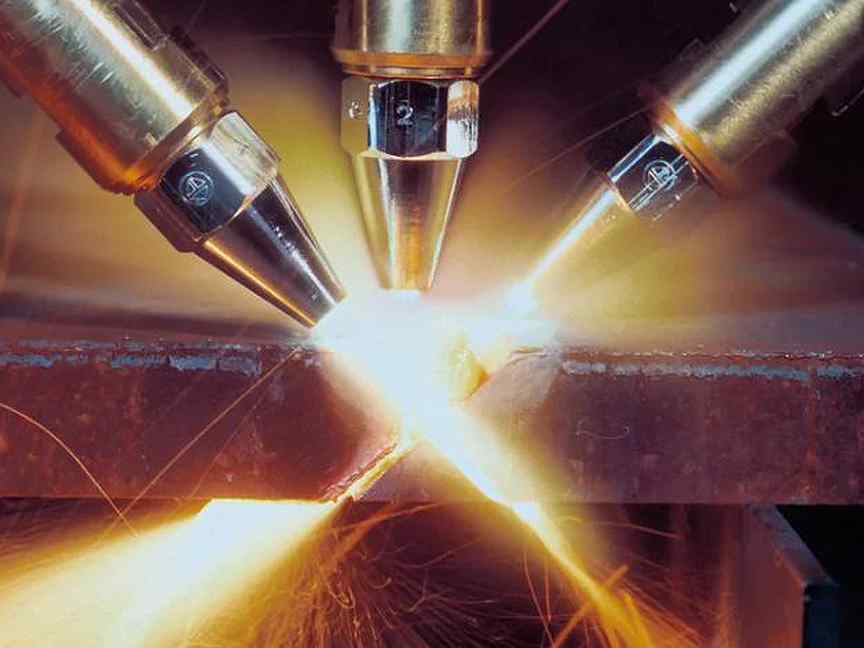
Принцип действия и виды
Принцип действия основан на подачи струи кислорода чистым видом, через сопло газового резака. Вне зависимости от конструктивных особенностей автогена, выполнение происходит за счет сгорания металла под воздействием пропано – кислородной среды. Основное требование к применению устройства – температура горения должна быть выше плавления, иначе материал будет плавиться и стекать, что мешает качественной работе.
Большая часть стальных сплавов не поддается воздействию резака кислородно пропанового, ввиду ограничения по максимально доле легированных примесей. Наличие углерода в составе элемента может привести к нестабильному функционированию, или остановить процесс. Воздействие на металл происходит несколькими шагами:
- Температура повышается до уровня, как сталь начинает гореть. Для получения требуемого факела пламени, озон чистым видом смешивается с горючей смесью, необходимыми пропорциями.
- После разогрева зоны происходит как окисление прогретой стали средой кислорода, так и освобождение материалов с участка обработки.
Классификация ручных резаков подразделяется по нескольким параметрам, зависящим от типа работы. Основные характеристики:
- разновидность горючего газа, применяется метан, пропан — бутан, ацетилен и другие;
- мощность, параметр получения смеси для разогрева;
- конструкция сопла, воздействующая на получение газа, применяется как инжекторные установки, так и без инжекторные.

Инжекторный резак-горелка
Мощность подразделяется на несколько видов, от малой до высокой степени резки вещества. При малой мощности осуществляется воздействие на изделия толщиной от 3 до 100 мм, средним типом установок возможно разрезать материалы толщиной до 200 мм, высокой – 300 мм. Существуют разновидности, способные обработать изделие толщиной до 500 мм, такие установки применяются как промышленностью, так и бытовыми условиями. Некоторые составляющие характеристики зависят не только от мощности, но и от конструкции газового резака.
Углошлифовальная машинка
С болгаркой работается быстро и удобно, но не без минусов. Например, она режет лишь по прямой. Попытка сделать фигурный рез приведет к «закусыванию» диска, его поломке, возможной травме пользователя. Поэтому машинку используют для резки по прямой. Другой минус — пожароопасность метода (абразивный диск + металл = искрение). Перед работой вам придется одеть очки, защиту на лицо и руки.

Кругом резать эффективнее, чем лобзиком, поэтому чаще пользователи выбирают шумную болгарку. Покупая отрезной круг, предпочтите изделия на бакелитовой связке, ведь они на порядок прочнее керамических аналогов.