Особенности резки
Резак надо вести плавно вдоль линии разреза и следить за углом наклона, который отклоняется на 5—6 градусов против движения инструмента. При толщине металла более 0,95 м отклонение увеличивают, прорезав металл на глубину около 20 мм, угол отклонения опять уменьшается. Как резать резаком, чтобы срез был ровным, мы уже подробно объясняли в предыдущем разделе.
Сколько расходуется газа
Расход газов при резке металла пропаново-кислородным резаком, зависит от толщины конструкции и конфигурации разреза. Для наглядности приводим расположенную ниже таблицу:
| Размер заготовки (толщина), мм | Время на отверстие, сек | Размер разреза (ширина), мм | Расход, на м3 реза | |
| пропана | кислорода | |||
| 4,0 | 5—8 | 2,5 | 0,035 | 0,289 |
| 10,0 | 8—13 | 3,0 | 0,041 | 0,415 |
| 20,0 | 13—18 | 4,0 | 0,051 | 0,623 |
| 40,0 | 22—28 | 4,5 | 0,071 | 1,037 |
| 60,0 | 25—30 | 5,0 | 0,087 | 1,461 |
Расход газов существенно снижается, когда выполняется наплавка или пайка.
Нюансы
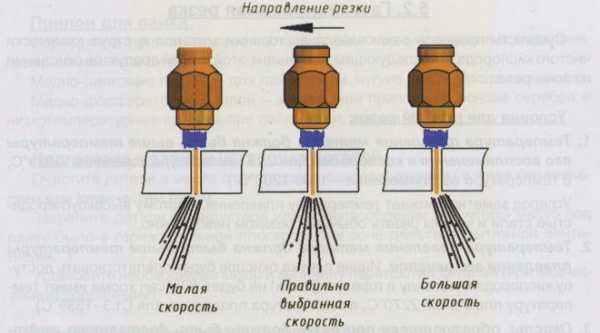
Главная задача исполнителя — правильно выдерживать скорость:
- нормальный режим — искры летят под прямым углом относительно поверхности заготовки;
- малая скорость — разлет от исполнителя и угол менее 85 градусов.
После окончания процесса вначале перекрывается подача кислорода, а пропан — отключают в последнюю очередь.
Т. Н. Ишкулов, образование: ПТУ, специальность: сварщик пятого разряда, опыт работы: с 2005 года: «Исполнителям, впервые выполняющим резку при помощи кислородного оборудования, надо помнить, что начинать новый разрез после внезапной остановки надо с другой точки, а не там, где был процесс окончен».
Негативная деформация
Начинающих сварщиков волнует вопрос, как надо правильно пользоваться резаком пропан кислород, чтобы не произошло коробления поверхности детали. Вначале нужно разобраться — какие же факторы способствуют возникновению этих дефектов:
- при неравномерном нагреве поверхности;
- была выбрана высокая скорость движения резака;
- произошло резкое охлаждение места нагревания.
Чтобы исключить возникновение перечисленных факторов на заготовки, их предварительно надежно закрепляют и прогревают, а скорость наращивают постепенно. Если же коробление всё-таки произошло, то вернуть первоначальную форму можно при помощи обжига или отпуска, а листы править на вальцах.
Опасность обратного удара
При неправильном режиме горения струи происходит хлопок и пламя втягивается вовнутрь изделия, что приводит к взрыву, т. к. огонь распространяется по шлангам и доходит до емкостей с газами. Чтобы предотвратить опасную ситуацию, резак оборудуется обратным клапаном, который отсекает пламя и не допускает его распространения.
Правила использования
Они аналогичны технике безопасности при проведении сварки, но имеют специфические дополнения:
- Средствами защиты пренебрегать не рекомендуется, т. к. это приводит к получению травм в виде ожога кожи или повреждения роговицы глаз разлетающимися искрами, поэтому обязательны очки и перчатки с длинными раструбами до локтя.
- Одежда и обувь исполнителя изготавливается из негорючего материала.
- Баллоны с газами располагаются не ближе пяти метров от места проведения резки.
- Пламя резака направляется только в противоположную от шлангов сторону.
- Резка производится в помещениях, оборудованных сильной вентиляцией или на открытых площадках.
При длительном простое оборудования нужно провести профилактические работы, прежде чем использовать резак по назначению.
Резак вместо паяльника плавим олово и медь
Стандартный кислородный резак имеет не только максимальную, но и минимальную мощность горелки. Им можно разрезать стальной лист, уголок или двутавровую балку или приварить их друг к другу, но он непригоден для тонких работ или точечной сварки.
Кроме уже упомянутого сверхпортативного резака с размещенным в рукоятке резервуаром, которого хватает на несколько минут работы, существуют миниатюрные резаки, присоединяемые к стандартному цанговому баллону гибким шлангом.
В отличие от сверхпортативной версии, они обладают несколько меньшей мобильность, но существенно большим временем непрерывной работы.
Большая часть моделей мини-резаков имеет два режима работы:
- Широкий конус диаметром и длиной до 5 см. Применяется для плавки припоя, пайки оловянных и медных изделий.
- Короткий и узкий высокотемпературный факел. Его используют для точечной пайки мелких деталей и для пайки электро- и радиокомпонентов.

Микрогорелка
Для резки стальных листов и профиля он также не подходит, несмотря на высокую температуру факела — до 1300 °С. Сказывается малый напор и малая интенсивность пламени. Прибор весьма экономичный — расход газа составляет 12 г/час.
Основные методы резки металла газом
Копьевая резка — с помощью данной операции производится обработка нержавейки, чугуна и низкоуглеродистой стали больших диаметров. Суть резки заключается в том, что копье разогревается до температуры плавления и прижимается к разрезаемой заготовке. Метод распространен в области машиностроения и металлургии.Кислородно-флюсовая резка используется для работы с высоколегированными хромистыми и хромоникелевыми сплавами. Данный способ характеризуется тем, что в струю газа (кислорода) начинает вводится порошкообразный флюс, он служит дополнительным источником тепла.


Воздушно-дуговая резка основана на расплавлении металла посредством электрической дуги. При использовании данного метода газ подается вдоль всего электрода.
Резка пропаном выполняется при необходимости раскроя титана, низколегированных и низкоуглеродистых стальных сплавов. Оборудование данного типа не может раскроить металл толще 300 мм.
| Толщина материала, см | Пробивание, сек. | Ширина реза, см | Расход пропана, м3 | Расход кислорода, м3 |
| 0,4 | От 5 до 8 | 0,25 | 0,035 | 0,289 |
| 1,0 | От 8 до 13 | 0,3 | 0,041 | 0,415 |
| 2,0 | От 13 до 18 | 0,4 | 0,051 | 0,623 |
| 4,0 | От 22 до 28 | 0,45 | 0,071 | 1,037 |
| 6,0 | От 25 до 30 | 0,5 | 0,071 | 1,461 |
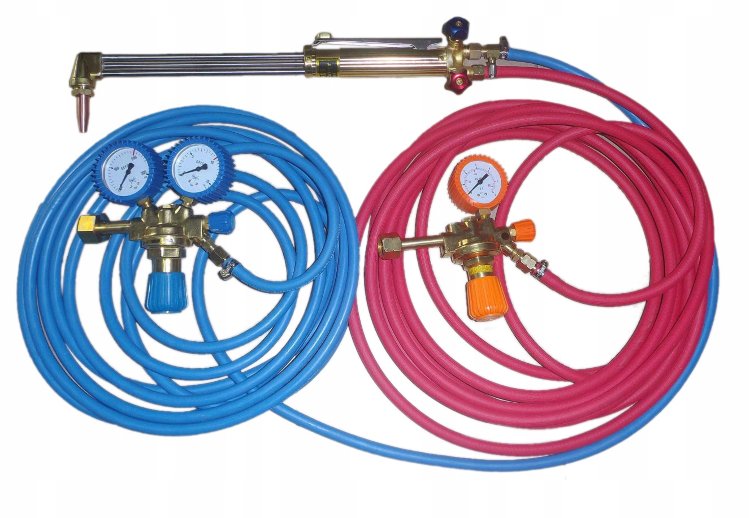
Необходимое оборудование
Для выполнения различных задач по обработке стали, необходимо подготовить оборудование, соответствующие инструменты. Эксплуатация производятся с помощью:
- баллонов с кислородом и пропаном;
- инструмент для рассекания;
- мундштук определенного размера;
- шланги.
Техникой безопасности обусловлено наличие на каждом баллоне регулировочного вентиля. Пропановый баллон имеет резьбу обратного хода, вследствие этого установка дополнительного редуктора невозможна. Оборудование имеет схожие конструкции, как при домашнем использовании, так и производственными целями. Перед тем, как производить срез металла, необходимо проверить работоспособность, наличие всех регулировочных элементов.

Шланги для кислородно-пропанового резака
Поступление озона маркируется синим цветом, вентили расположены как непосредственно на баллоне, так и на резаке. Пропановый поток маркируется как все остальные газовые и взрывоопасные вещества, красным либо желтым цветом.
После подключения резака, начинается процесс, при котором кислород и пропан сливаются в смесительной камере, вследствие чего образуется горючая смесь. Конструкцией предусмотрена смена агрегатов, для планового ремонта и технического обслуживания, в случае выхода из строя одного из узлов, возможно его заменить, продолжить работу. Мундштук подбирается в зависимости от типа производимых задач, имеет различные показания и отличается по номерам.
Советы бывалых: как пользоваться
Инструкции, как пользоваться газовым резаком, можно разделить на общие положения и профессиональные «мелкие» замечания, которые на самом деле являются ценнейшими практическими помощниками.
Таблица резки металлов газовым резаком.
Сначала общие положения:
Только в маске! Только в маске сварщика или специальных очках проводим любые работы с любым газовым резаком. Работа с автогеном – занятие с морем рисков, технику безопасности выполнять по-настоящему и не по-детски.
Одежду и перчатки выбираем с огнеупорными свойствами. Если таковых нет, что же: по крайней мере, минимальное требование – не одевать одежду из синтетики.
На рабочем месте обязательно должен быть огнетушитель со всеми правильными сроками годности и т.п
Средства пожаротушения также нужно разместить неподалеку по правилам пожарной безопасности.
Перед работой нужно запастись:
линейкой, специальным карандашом, угольником и рулеткой;
специальной зажигалкой, которая обычно есть в комплекте с оборудованием.
Во время работы важно выбрать правильно расположение. Пламя факела должно быть расположено фронтально по отношению к подводящим шлангам
Шланги, в свою очередь, расположить так, чтобы они не мешали вам по ходу процесса.
Еще одно правило из техники безопасности: газовые баллоны не должны быть ближе 5-ти метров к вам во время работы.
Проветривание должно быть отличным в течение всей резки, лучше всего работать на открытом воздухе.
Пол в мастерской должен быть или бетонным, или земляным.
Если вы давно не работали со своим резаком, либо начинаете использовать новый аппарат, проверьте каналы: они должны быть чистыми. Кроме того, всегда проверяйте уровень разреженности в камере, которая формируется кислородом. Сначала снимите шланг с пропаном – делать это нужно при закрученных вентилях и на резаке, и на баллоне. Затем на баллоне открываете вентиль кислорода и газа при рабочем давлении. Инжектор проверяется просто: прикладываете палец к ниппелю газа, если все правильно, вы почувствуете подсасывание воздуха в этом ниппеле. Закрываете кислород, все вентили и затем шланг с горючим газом подключаете к резаку: работать можно.
Схема резки металла резаком.
Этапы действий во время резки, пропановые резаки:
Сначала баллон с кислородом: выставляем рабочее давление.
Потом баллон с горючим газом: также выставляем рабочее давление. Ориентир – давление кислорода. Давление пропана должно быть меньше примерно в десять раз. Если аппарат трехтрубный, то разница будет составлять пять раз.
Медленно открываем вентиль кислорода и газа, поджигаем газ и формируем с помощью вентилей напор факела разогревающего пламени.
Ручной газовый резак готов к работе, теперь собственно резка металла резаком.
К месту горения начинает поступать струя поджигающего кислорода. Если металл нагрет в достаточной степени, нужная реакция начнется немедленно. В этом случае давление подачи кислорода можно еще увеличивать до тех пор, пока металл не будет прорезан в полной степени.
Теперь автоген можно двигать в нужном направлении – по линии запланированного разреза. Скорость движения нужно определять по ходу дела, она будет зависеть от того, как искры и шлак стекали или сдувались вниз от горелки.
После выполнения резки осмотрите внимательно рабочий участок на предмет оставшихся кусков расплавленного металла
Не дай бог наступить на такие – прожгут даже толстую подошву ботинок.
Охлаждение деталей проводится или с помощью воды, или естественным образом.
После окончания резки нужно закончить рабочий процесс, что не менее важно, чем начать работу.
Сначала закручиваем вентиль кислорода.
Следующими перекрываются вентили пламени – первым вентиль пропана, следующим – вентиль кислорода.
Закручиваем вентили на баллонах.
Освобождаем шланги от газа: открываем и затем поочередно закрываем вентили разогревающей смеси на аппарате.
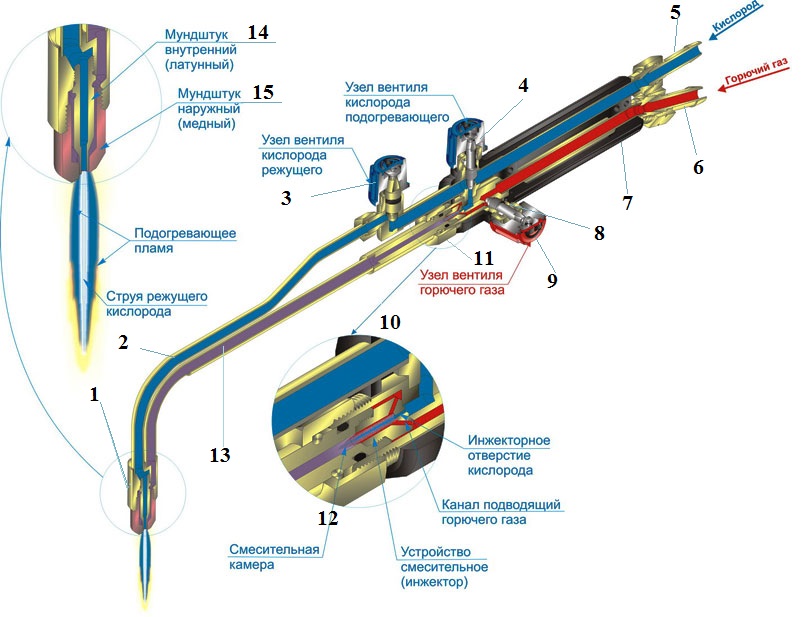
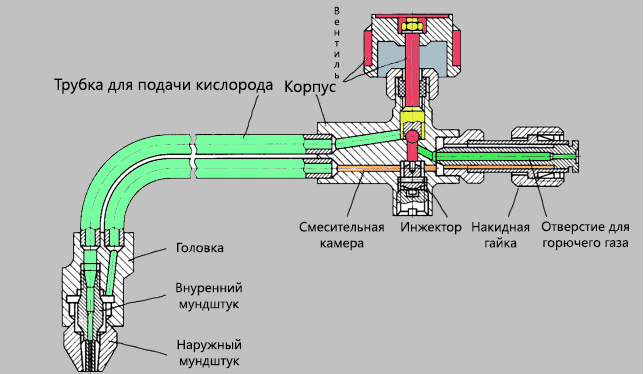
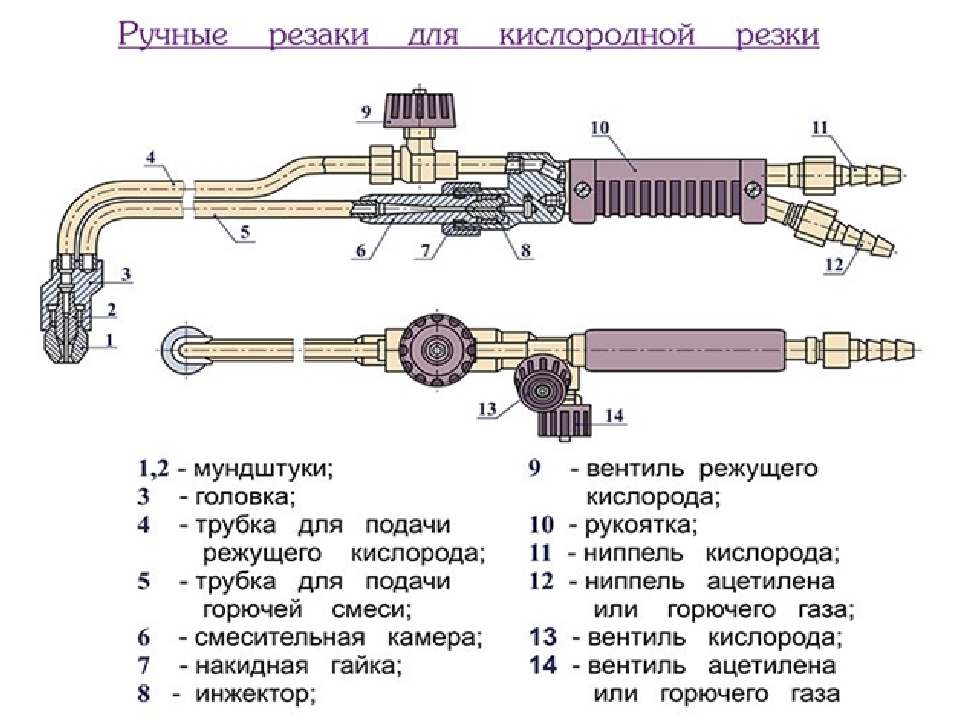
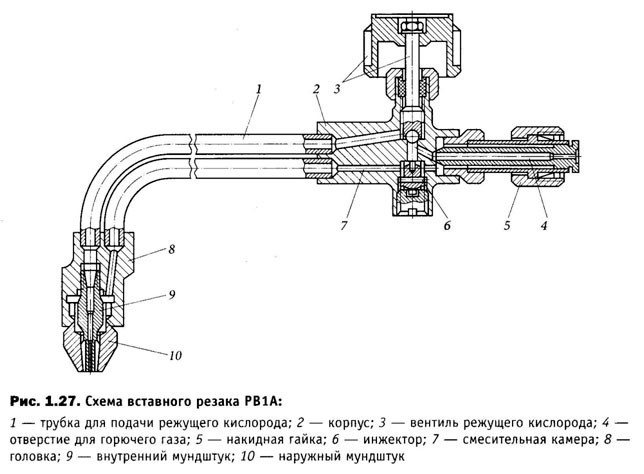
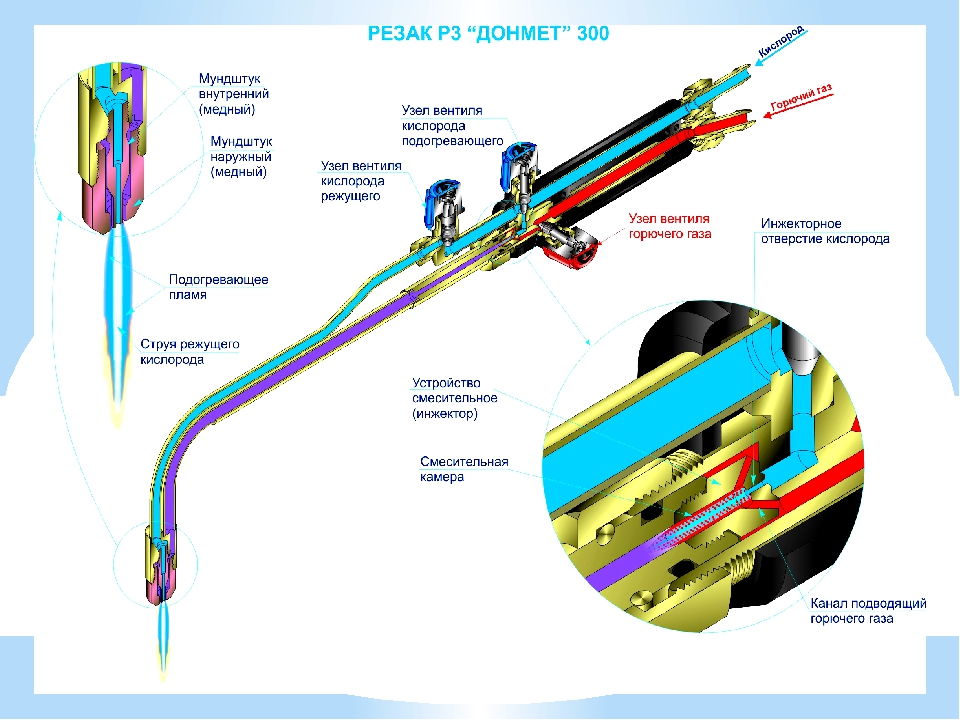
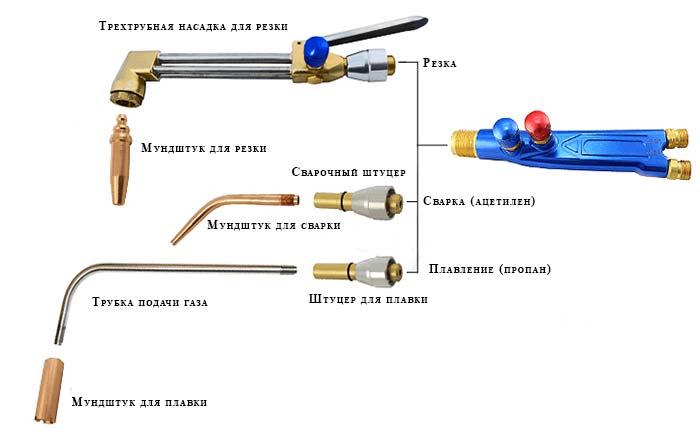
Конструкция резака
Если сварщик работает самостоятельно, то ему может часто требоваться быстро переключаться с процесса резки на сварку. А шланги отсоединять выходит быстро. Время сэкономить можно с помощью специального вставного резака для горелок. Мундштуки можно использовать с «Сотки», при смене можно получить в толщинах отверстия до 100 миллиметров.
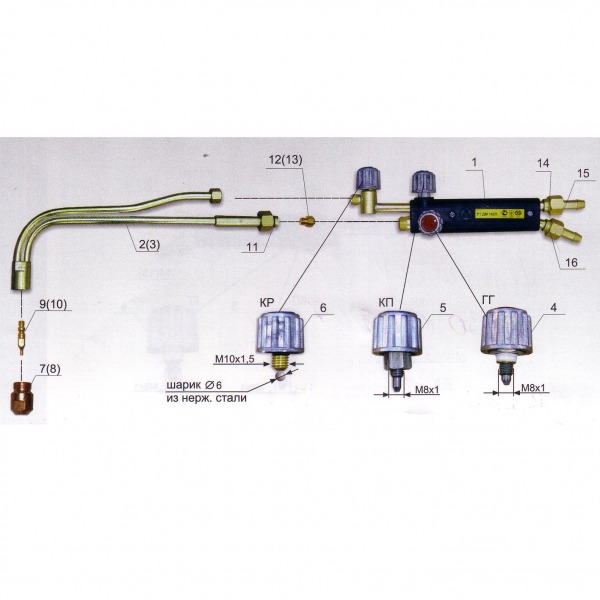
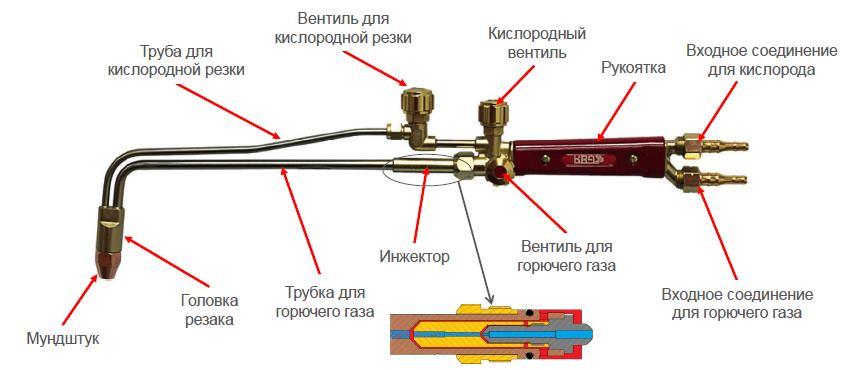
Если говорить об устройстве резака, то оно выглядит таким образом:
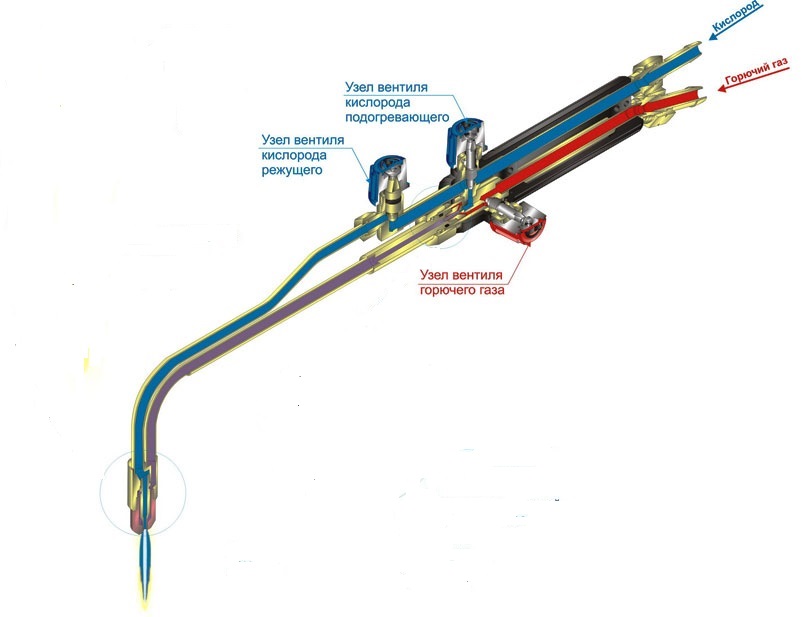
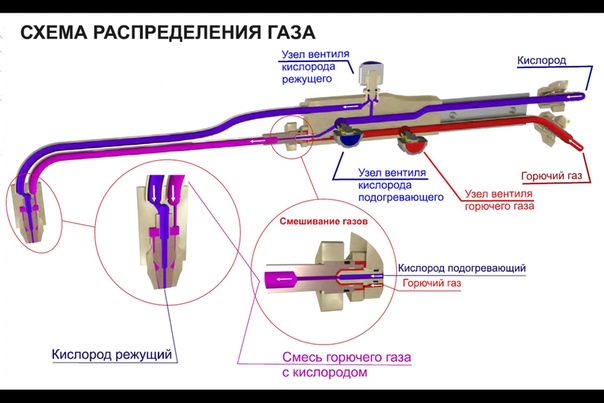
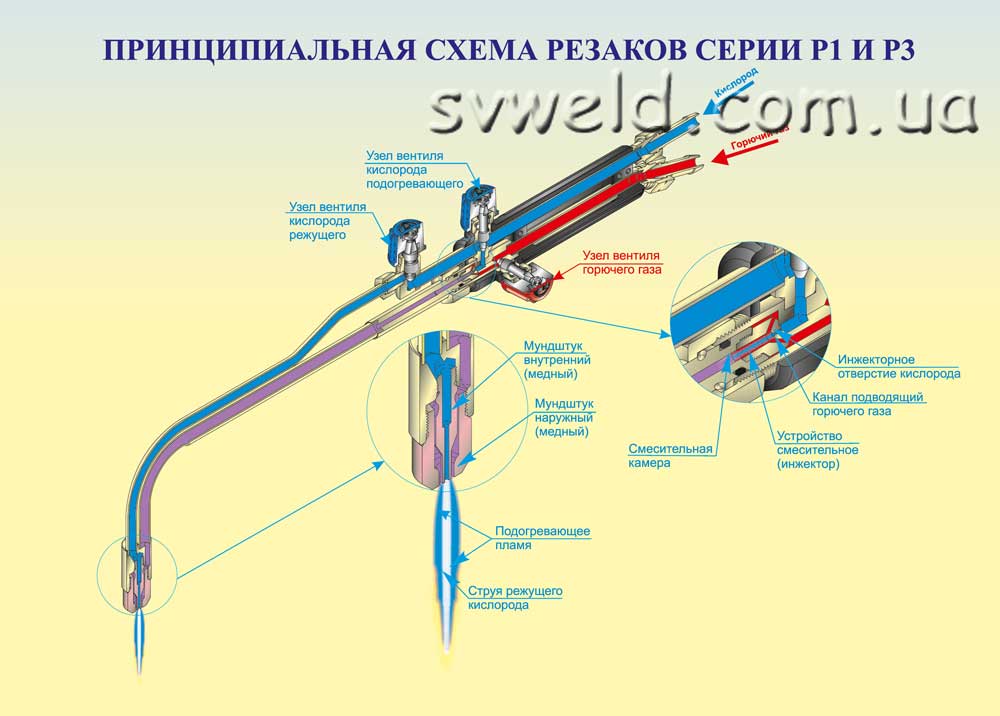
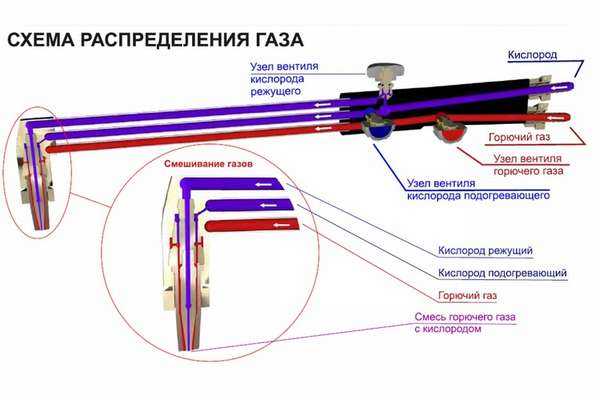
- газ по шлангам поступает в корпус резака через ниппели. Пропан идет к западному вентилю, а кислород расходится на две потока, один из которых пойдет на вентиль подогревающего кислорода, а второй — на вентиль режущего кислорода, он расположен за пределами рукоятки;
- при открытии вентиля подогревающего кислорода он под давлением подается в ключевое отверстие инжектора, через ряд периферийный отверстий к нему подходит пропан за счет разряжения;
- в смешанном виде газы продвигаются по нижней трубке наконечника в сторону мундштуков;
- в головку наконечника резака вкручиваются внутренний и внешний мундштуки с наружной резьбой;
- по первому вентилю с центральным каналом подается кислород;
- подогревающий газ выходит из кольцевого зазора, который образовывается снаружи;
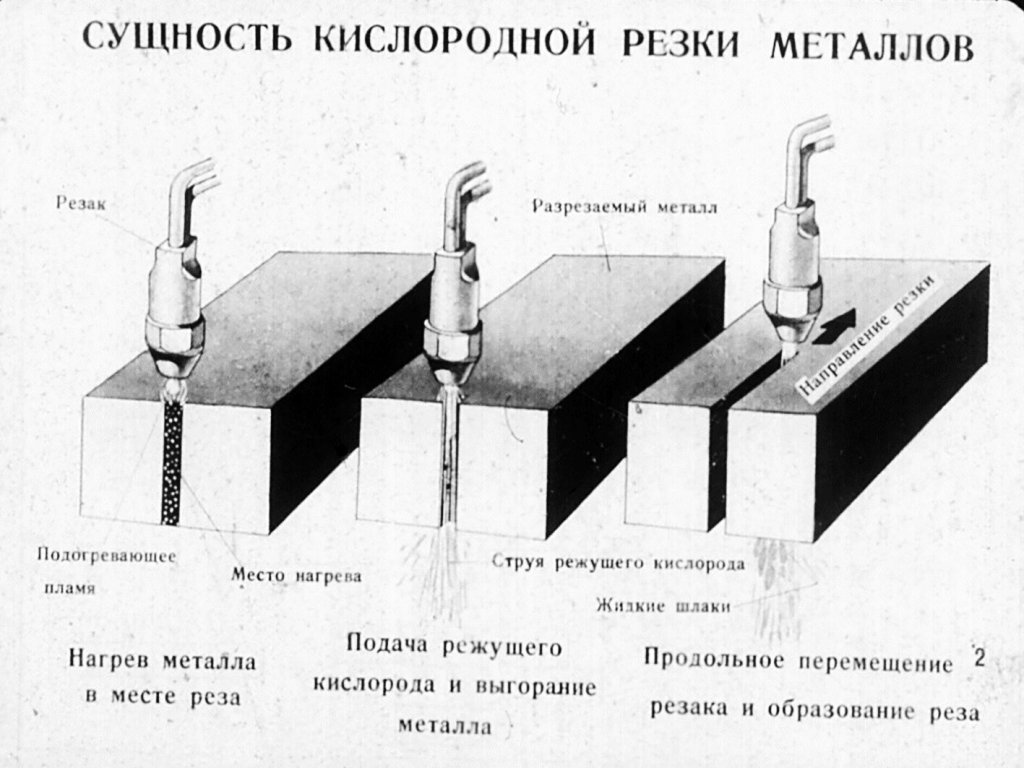
- когда появляется пламя, оно направляется на начальное место реза заготовки. Открывается вентиль режущего кислорода, когда участок нагрет до нужной температуры. Газовая струя под давлением сжигает металл и тут же выдувает его окисью.
Далее ацетиленовый или пропановый резак ведется на определенном расстоянии от металлического изделия, сзади остается узкая прорезь, которая ограничена боковой и лобовой плоскостями.
 Что касается такого элемента конструкции, как мундштук, то наружный всегда должен быть медным. А вот внутренние мундштуки для ацетиленового резака должны быть медными, а для пропанового — латунными соответственно. При выборе правильного внутреннего мундштука в зависимости от толщины обрабатываемой заготовки нужно оптимизировать расход кислорода в режущей струе.
Что касается такого элемента конструкции, как мундштук, то наружный всегда должен быть медным. А вот внутренние мундштуки для ацетиленового резака должны быть медными, а для пропанового — латунными соответственно. При выборе правильного внутреннего мундштука в зависимости от толщины обрабатываемой заготовки нужно оптимизировать расход кислорода в режущей струе.

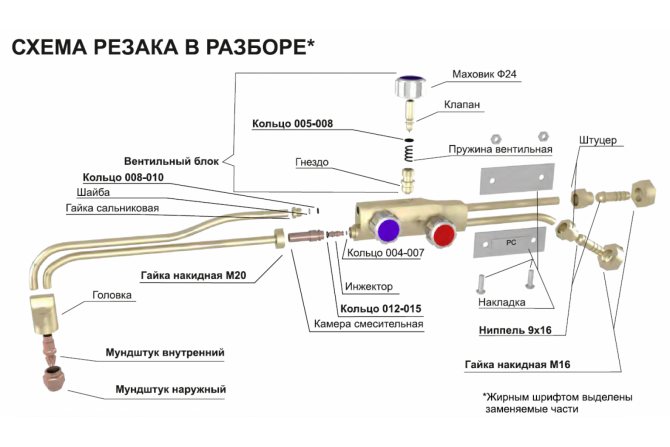

Мундштук — это расходный материал, поскольку быстро подвергается изнашиванию, а также он забивается остатками расплавленных металлов.
Ниппель для шланга должен быть сделан на основе латуни. Если вы планируете приобретать бюджетный газовый резак вместе со шлангами, то его составляющие могут быть частично алюминиевыми, что делает изделие быстро изнашиваемым, и покрыты сверху под латунь или медь.
Как правильно выбрать газовый резак: советы специалистов
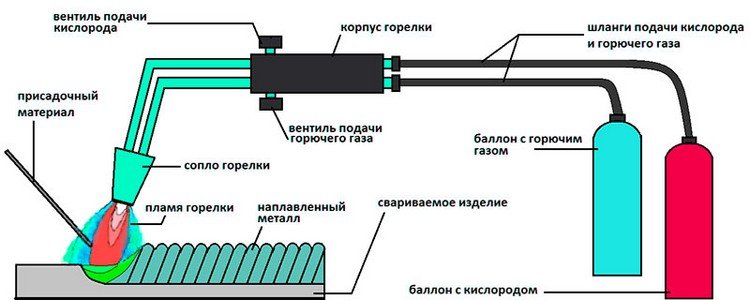
Для демонтажа металлических изделий и конструкций широко используется газовая резка. Это один из самых простых способов резки металла. Он предполагает применение баллонов, заполненных горючим газом и кислородом, и газового резака. Принцип действия подобного оборудования заключается в образовании мощной газовой струи, под воздействием которой металл сгорает, в результате чего в зоне реза остаются продукты окисления.
1 / 1
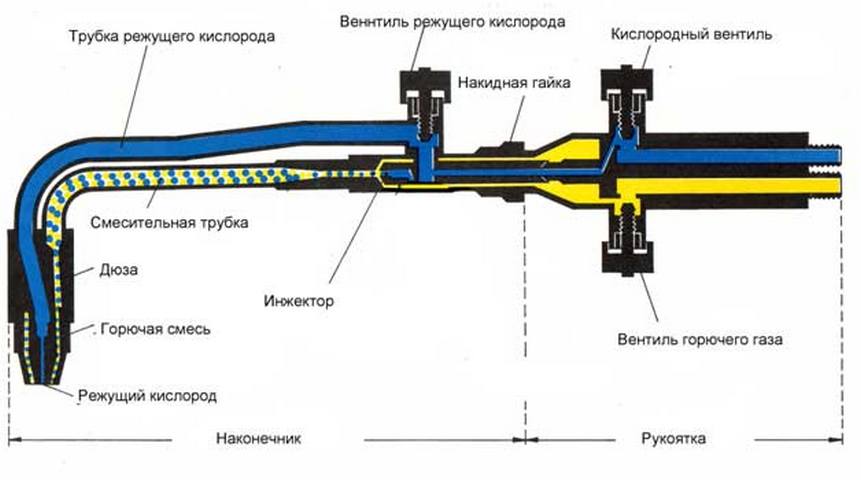
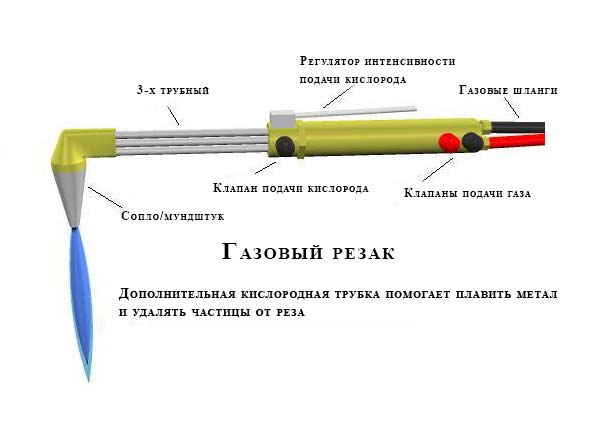
Устройство
Представленные на сегодняшний день газовые резаки для газопламенной резки металла в основном имеют схожую конструкцию. К основным элементам относятся:
- инжектор/эжектор – предназначен для смешивания веществ (газов);
- входные разъемы и ниппели – необходимы для присоединения газовых шлангов: горючего газа и окислителя (кислорода);
- камера смешения – в ней происходит образование горючей смеси;
- вентили – позволяют регулировать подачу составляющих горючей смеси;
- сопло (мундштук) – наконечник трубки газового резака.
Использовать газовый резак достаточно просто, главное – соблюдать меры предосторожности. Стандартный газовый резак работает следующим образом: резчик присоединяет шланги подачи горючего газа и кислорода от баллонов, после чего открывает вентили до образования нужного давления, зажигает смесь и регулирует мощность горения пламени вращением вентилей на рукоятке газового резака
В результате этих несложных манипуляцией кислород и газ смешиваются в единую струю, при горении которой мощный поток одновременно сжигает металл и сдувает расправленные капли металла. Подобная схема схожа у большинства моделей для газорезки, отличия имеются лишь у эжекторных аппаратов.
Эжекторное устройство отличается от инжекторного тем, что имеет отдельный канал для подачи кислорода и головку, имеющую два сменных мундштука.
Виды газовых резаков
Чтобы не ошибиться с выбором подходящей модели, рассмотрите и изучите существующие виды газовых резаков. Их классифицируют по следующим признакам:
- Тип горючего газа: ацетиленовые, пропановые, метановые и др.
- Тип резки: разделительные и поверхностные.
- Назначение: ручные и механизированные.
- Подача кислорода: низкого и высокого давления.
- Мощность: малая (до 100 мм толщины разрезаемого металла), средняя (до 200 мм), высокая (свыше 200 мм).
Кроме того, существует классификация устройств по конструктивному исполнению. Сюда относятся габариты, количество трубок и прочие характеристики.
Как не ошибиться с выбором
Выбор газового резака напрямую влияет на качество работы
Если не принять во внимание некоторые параметры, то можно ухудшить безопасность и производительность работы. Не стоит забывать, что горючая смесь, используемая для резки металлических изделий, взрывоопасна
При покупке газового резака уделите внимание следующим моментам:
- Рукоятка должна быть выполнена из алюминиевых сплавов. Пластик используется при изготовлении более дешёвых устройств, поэтому от его выбора рекомендуется отказаться, т.к. со временем он начинает разрушаться и терять первоначальную форму.
- При выборе ниппелей отдайте предпочтение латуни. Такой материал прослужит дольше алюминиевого аналога, т.к. обладает большим сопротивлением к деформациям.
- Вентили должны вращаться при небольшом усилии, чтобы остановить процессе резки в нестандартной ситуации. Желательно, чтобы размер вентиля был не меньше 4 см.
- Резак должен иметь разборную конструкцию, что позволит регулярно производить его техобслуживание, которое будет способствовать долгой работе.
- Наружный мундштук должен быть выполнен из чистой меди или хромистой бронзы. Для ацетиленового резака внутренний мундштук также должен быть медным.
- Убедитесь, что корпус и трубки соединений выполнены из нержавеющей стали, латуни или меди.
- Хорошо, если резаки не покрашен, т.к. краска обычно носит декоративный характер. Она может скрыть различные дефекты в металле и недостатки пайки.
- Самые надёжные вентили изготавливаются из нержавеющей стали – в среднем они выдерживают до 1500 циклов открывания-закрывания без замены. Латунные аналоги служат не более 500 циклов и в дальнейшем не обеспечивают герметичности запирания, что грозит утечками кислорода и горючего газа.
Преимущества и недостатки
Газовая горелка предназначена для рассекания изделий в производственных условиях, при большом объеме задач
Перед тем, как применить устройство, важно понимать, какими ключевыми особенностями обладает резка металла пропаном и кислородом:
- Механизм действия удобен при выполнении криволинейных линий отреза. Стабильная мощность позволяет разделять на части металлические изделия различной толщины. В ситуациях, когда невозможно применение инструмента, такого как, углошлифовальная машинка, используется газовая горелка. Задача по изготовлению круглого изделия или отверстия глухого типа выполняется газовой горелкой, не требуя особых усилий.
- Газовый резак обладает преимуществом в отличие от бензиновых моделей. Помимо малого веса, механизм не издает повышенных шумов при функционировании, а также компактен.
- Использование аппарата, основанного на воздействии горючего газа, позволяет ускорить выполнение вдвойне, что не под силу механическим инструментам.
- Пропан, как газ в жидком состоянии, отличается низкой ценой. Поэтому применяется не только при обработке изделий в производственных нуждах, но и при утилизации металла и других действиях.
- Использование пропана в качестве горючей смеси позволяет выполнять качественный срез. Порезка осуществляется по узкой кроме, что является основным фактором качественной работы.
Читать также: Циркуляционный насос в системе отопления частного дома
Недостатками можно отметить, что некоторые материалы невозможно обработать пропановым резаком, например чугун и высоколегированные стали.
Настройка газового резака
Настройка газового резака осуществляется на предприятии-изготовителе, как финишная операция сборочного процесса. Заниматься какой-либо дополнительной самодеятельной «настройкой на коленке» запрещается, т. к. может привести не только к ухудшению рабочих параметров, но и к взрыву оборудования.


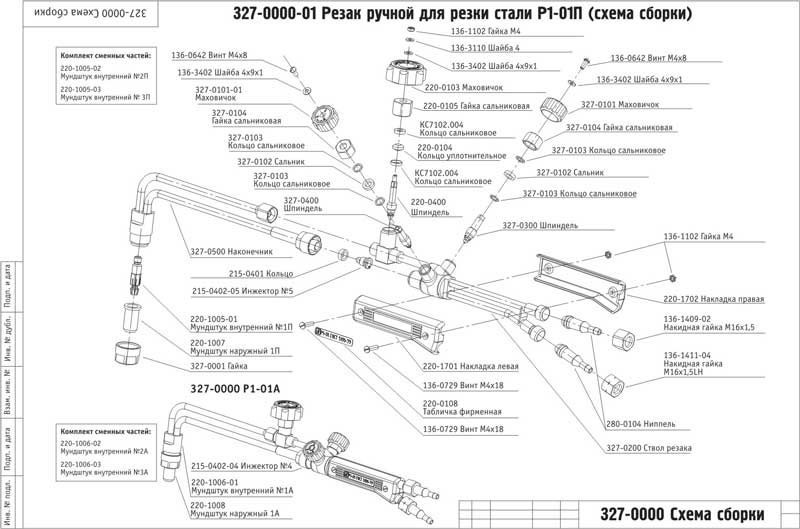




Приступая к работе, следует произвести сборку оборудования и проверку его работоспособности в соответствии с «Инструкцией по эксплуатации». Только после этого можно приступать к процессу обработки металла.
Внимание! Категорически запрещается:
- продувать кислородом рукав для пропана;
- менять рукава между собой.
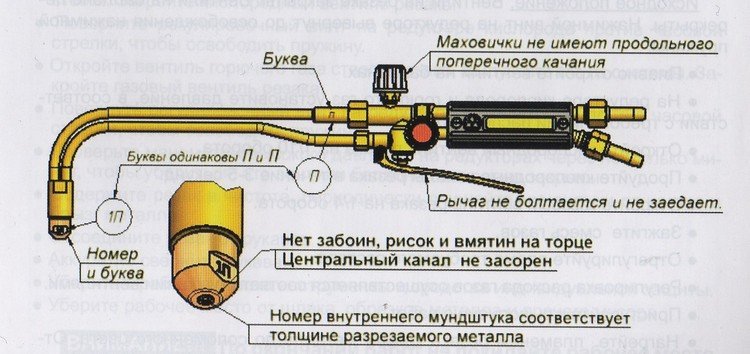
Если вы не имеете доступа к «Инструкции», то действуйте в следующей последовательности. Перед сборкой необходимо произвести внешний осмотр узлов и деталей:
- проверьте состояние всех резиновых прокладок. При наличии малейших дефектов, они подлежат замене;
- внимательно осмотрите кислородный вентиль. На его поверхности не допускаются малейшие следы масла или жира – их наличие может привести к взрыву;
- внимательно осмотрите штуцера. Штуцер с горючим газом должен иметь клапан обратного удара. Дефекты на штуцерах следует аккуратно править «бархатным» напильником. Если этого не сделать, то резиновая прокладка редуктора будет «травить» со всеми вытекающими последствиями.
После осмотра следует установить редукторы:
- синий – на баллон с кислородом;
- красный — на баллон с пропаном.
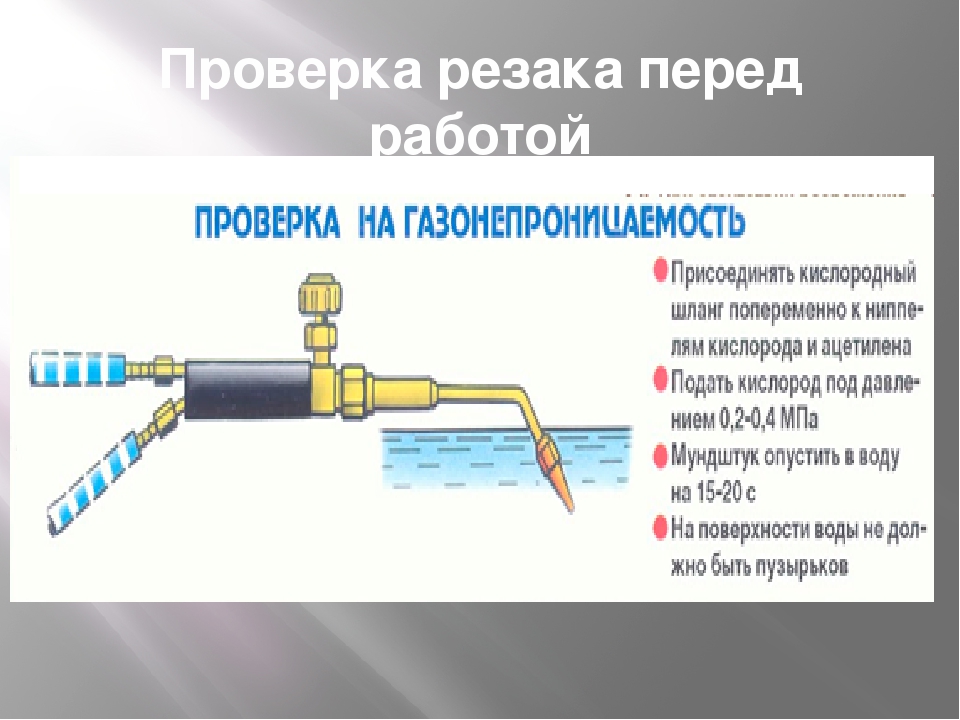
Если резак с инжекцией, то следует проверить её работоспособность:
- проверка производится до подключения рукава горючего газа;
- кислородный рукав подсоединяется к соответствующему штуцеру;
- открыть вентиль кислородного редуктора;
- открыть на резаке вентили кислорода и горючего газа;
- прислонить палец к штуцеру горючего газа. Если всё работает, то его должно «засасывать». В этом случае не будет обратного удара.
Далее, устанавливается шланг с пропаном и подключается газ. Соотношение пропана и кислорода устанавливается: 1:10. Например, если давление кислорода 5 атм., то пропана нужно задавать 0.5 атм.
Открывать и прекращать подачу газа необходимо в следующей последовательности:
- открыть на 0,5 оборота каждый вентили кислорода и горючего газа (последовательность менять нельзя). Поджечь смесь;
- поднести факел к металлу и добавлять кислород до появления «коронки»;
- по окончании работы: первым прекращается подача горючего газа, затем – кислорода (последовательность менять нельзя).
Резка металла кислородно пропановым резаком: плюсы и минусы, технология, особенности
Резка газом представляется более простым процессом, нежели газосварочные работы, и потому справиться с ней может даже человек, не обладающий специальными навыками. По этой причине практически любой из нас может освоить работу с газовым резаком.
Главное здесь — усвоить суть технологии резки газом. В современных условиях все чаще используются пропановые резаки.
Работа с ними требует использования одновременно пропана и кислорода, поскольку сочетание подобных веществ обеспечивает максимальную температуру горения.
Особенности использования
Подобные инструменты не подходят для резки высокоуглеродистых сталей по той причине, что они имеют достаточно высокую температуру плавления, которая почти не отличается от температуры пламени.
Это приводит к тому, что вместо выброса окалины, имеющей вид столпа искр, с обратной стороны листа, происходит ее смешивание с расплавленным металлом по краям разреза.
В результате кислород не может достичь толщи металла, из-за чего ему не удается прожечь материал.
Трудности во время резки чугуна создает форма зерен, а также графит между ними. Правда, это не относится к ковкому чугуну. Не получается решить поставленную задачу, если приходится иметь дело с алюминием, медью и их сплавами.
Важно остановиться на следующем моменте: категорию низкоуглеродистых сталей представляют марки от 08 да 20Г, среднеуглеродистых — марки от 30 до 50Г2. Характерной особенностью марок углеродистых сталей является наличие в их названии спереди буквы У
Приступаем к работе
Сначала необходимо перевести кислородный редуктор в позицию, соответствующую 5 атмосфер, газовый — 0,5. Также нужно убедиться, что каждый вентиль находится в закрытом положении.








После этого нужно взять пропановый резак и слегка приоткрыть пропан, а затем поджечь его. Сопло резака нужно расположить таким образом, чтобы оно упиралось в металл, после чего нужно не спеша открыть регулирующий кислород. Далее следует настроить эти вентили один за другим, тем самым будет обеспечена требуемая сила подачи пламени. Во время подобной настройки нужно последовательно открывать газ, кислород, газ, кислород.
При выборе силы пламени необходимо ориентироваться на толщину металла. С увеличением толщины листа придется увеличить силу пламени, что приведет к повышению расхода кислорода и пропана. После настройки силы пламени можно приступать к резке металла.
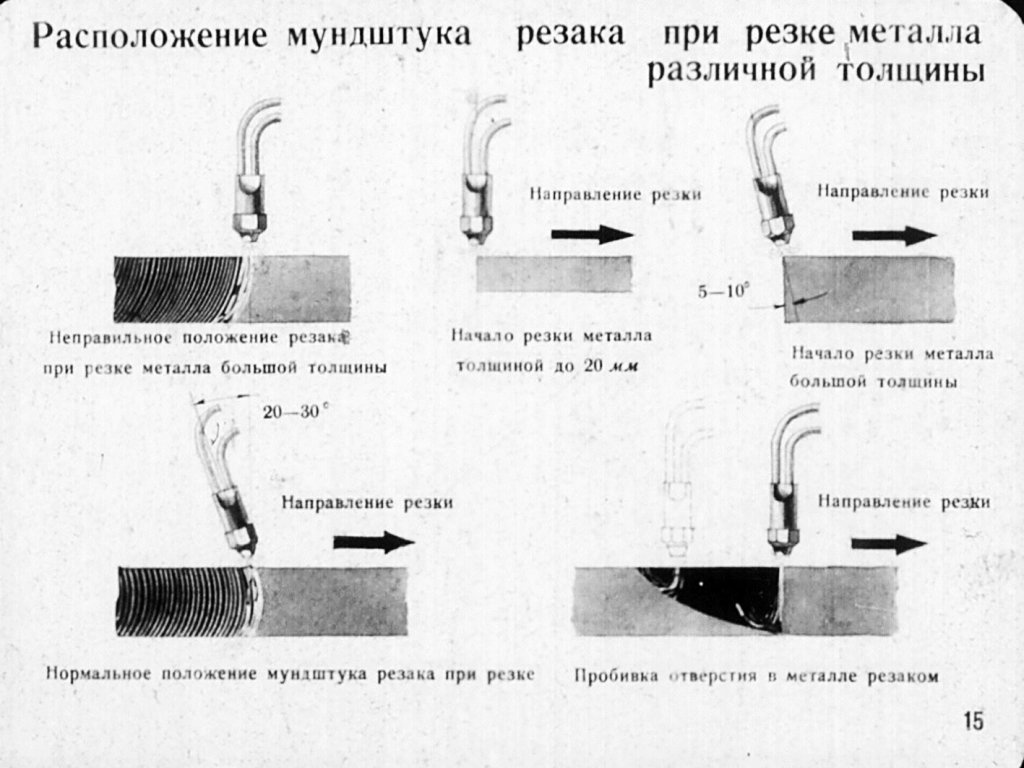
Сопло необходимо держать по отношению к краю металла таким образом, чтобы оно было удалено от разрезаемого предмета на расстоянии 5 мм, а само оно должно располагаться под углом 90 градусов. В некоторых случаях может понадобиться прорезать лист или изделие в центре.
В этом случае за стартовую точку выбирают то место, от которого пойдет разрез.
Суть процедуры сводится к разогреву верхней кромки до температуры 1000-1300 градусов Цельсия. Точная температура определяется с учетом металла. На практике подобная работа будет иметь вид, когда поверхность как будто «намокает». На сам разогрев потребуется не более 10 секунд. Дождавшись воспламенения металла, нужно открыть вентиль режущего кислорода, после чего начнет поступать мощная узконаправленная струя.
Особенности резки
При открывании вентиля пропанового резака не стоит спешить. В этом случае зажигание кислорода произойдет естественным путем в результате взаимодействия с разогретым металлом. Действуя подобным образом, вы исключите риск обратного удара пламени, во время которого можно наблюдать хлопок. Нужно медленно вести кислородную струю строго параллельно заданной линии
Здесь важно не ошибиться с углом наклона
Сперва его выдерживают величиной 90 градусов, после чего необходимо создать незначительное отклонение на 5-6 градусов в направлении, которое противоположно движению резака. Если приходится иметь дело с металлом, толщина которого составляет более 95 мм, то разрешается увеличить отклонение до 70 градусов. После того как прорез в металле достигнет 15-20 мм, угол наклона начинают увеличивать до 20-30 градусов.
Правила применения оборудования
Прежде чем начать использовать такой резак по назначению, его нужно будет подготовить правильным образом:
- убедитесь, правильно ли подсоединены газовые шланги. Так, шланг для подачи кислорода нужно присоединить к штуцеру с правой резьбой. А вот шланг для горючего газа — к штуцеру с левой резьбой соответственно;
- все соединения подтягиваем, затем проверяем их на герметичность, чтобы при работе смесь не подвергалась утечке.
А также рекомендуется смазать резиновые сальниковые уплотнители вентилей глицерином или специальной смазкой. И только затем уже поджигается резак и начинается процесс резки.
Последовательность действий следующая:
- сначала откройте кислородный вентиль, а потом — газовый;
- горючую смесь, выходящую из устройства выпуска, поджигаем;
- струю пламени отрегулируйте до нужного размера и интенсивности посредством вентилей;
- прогрейте металл, пока участок нагрева не приобретет соломенный оттенок;
- откройте вентиль режущего кислорода, начинаем процесс резки;
- после окончания резки сначала перекройте газовый, а потом кислородный вентиль;
- при сильном нагревании наконечника его опускают в холодную воду.
В процессе работы следует проявлять особую внимательность и не допускать даже малейших ошибок. Если резка выполняется вручную, нужно надеть защитную маску и специальные перчатки.
Одежду следует надевать на основе натуральных тканей, при работе с огнем не допускается синтетика и другие легковоспламеняющиеся материалы. А также обувь должна быть удобней, чтобы передвигаться в ней было легко и быстро, если возникнет нештатная ситуация.
Поверхность для резки металла должна быть предварительно обезжирена. Потому как если кислород вступить в реакцию даже с минимальным количеством масла, то это также может спровоцировать взрыв. Нельзя прикасаться к баллону масляными руками, также строго запрещено курение в помещении.
Если шланг с газом случайно слетает или рвется, то переживать не стоит. Часто паника провоцируется издаваемым в этот момент громким звуком. В такой ситуации нужно, как можно быстрее перекрыть сначала пропан, затем кислород.
После применения резак нужно держать в специально отведенном месте, где на него не попадет жир или масло. А редукторы нужно хранить отдельно, резак же со сварочной горелкой можно держать вместе.
Стоимость таких приборов бывает разной. Она зависит от следующих показателей:
- страна-производитель;
- назначение;
- технические характеристики;
- бренд;
- вид;
- параметры.
Наиболее дорогостоящие аппараты — американские или южнокорейские. Они отличаются высоким качеством и длительным гарантийным сроком. А вот изделия из Китая — традиционно самые дешевые и имеют сомнительное качество. Однако даже по скромной цене вы сможете отыскать качественный резак, главное — это определиться, какой его параметр для вас наиболее важен.