
Современный блюминг
На современных блюмингах и слябингах применяют два типа нажимных устройств с приводом через червячный редуктор от электродвигателя, расположенного горизонтально ( рис. 42), илш с приводом через цилиндрический редуктор от двигателя, расположенного вертикально.
Главные приводы современных блюмингов и слябингов создают нагрузки с частотой колебаний 15 – 20 в минуту. За цикл прокатки электрические нагрузки этих станов резко изменяются от минус 2 – 3 МВт при торможении главного привода до плюс 30 – 40 МВт при рабочем ходе. В еще более широких пределах наблюдаются колебания реактивной мощности, особенно при питании прокатных двигателей от вентильных преобразователей. Все это вызывает необходимость принятия определенных мер по ограничению колебаний напряжения в сети. Нагрузки промышленного предприятия в целом всегда сглаживаются за счет общезаводских постоянных или незначительно изменяющихся нагрузок.
| Схема автоматизации процесса прокатки на блюминге. |
Рабочие валки современных блюмингов соединяют с приводом универсальными шарнирными шпинделями, выполненными по принципу шарнира Гука.
Работая на современном блюминге, оператор вынужден затрачивать на выбор вариантов управления до 20 % рабочего времени, что приводит к потере 200000 тонн проката в год.
Механизм, переда ющий вращение прокатным валкам современных блюмингов с индивидуальным приводом, состоит из двух универсальных шпинделей и двух двигателей большой мощности.
Взять к примеру такую сложную машину, как современный блюминг, который прокатывает в год примерно 1 млн. т стали. Практика показывает, что при ручном управлении на простои блюминга может уходить до 20 % рабочего времени, что снижает производительность блюминга на 20 тыс. т проката в год. Автоматизация сокращает до минимума время простоев.
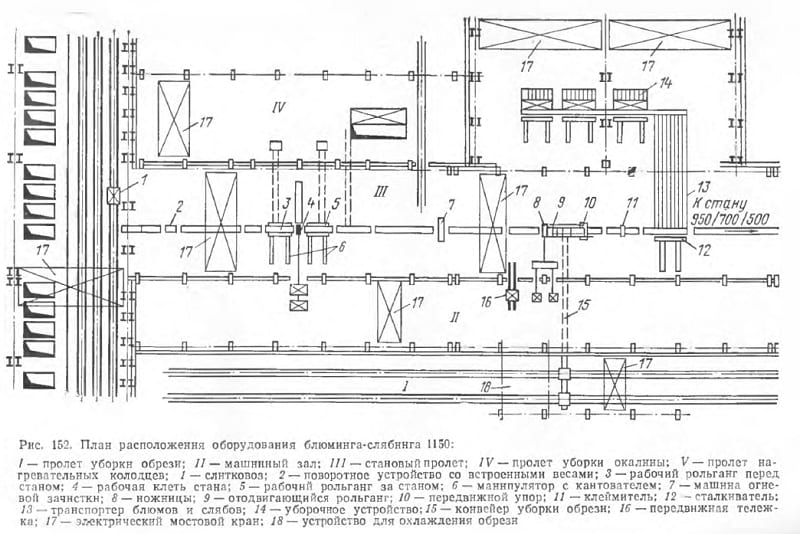
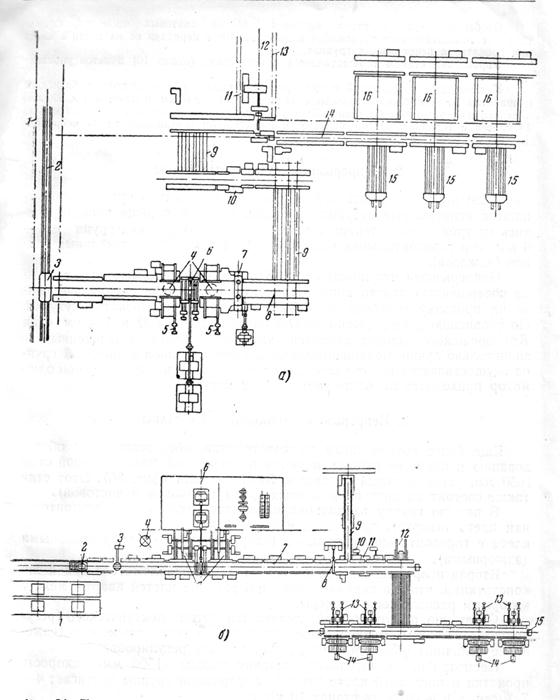
| Схема расположения оборудования блюминга 1150. |
Механизм, передающий вращение прокатным валкам, у современных блюмингов, имеющих индивидуальный привод, состоит из двух универсальных шпинделей и двух двигателей большой мощности.
| Конструкция пакета для получения биметаллического толстого листа с плакирующим слоем из нержавеющей стали. |
Толщина слябов основного слоя обычно лежит в пределах 80 – 150 мм, исходя из наиболее распространенного сортамента слябов, прокатываемых на современных блюмингах и слябингах. Ширина и длина слябов основного слоя и пластин плакирующего металла должна быть максимально возможной, так как чем больше площадь пакета, тем меньше удельный вес участков сварного шва и планок на кромках и, следовательно, тем меньше обрезь в готовом листе и расходный коэффициент металла.
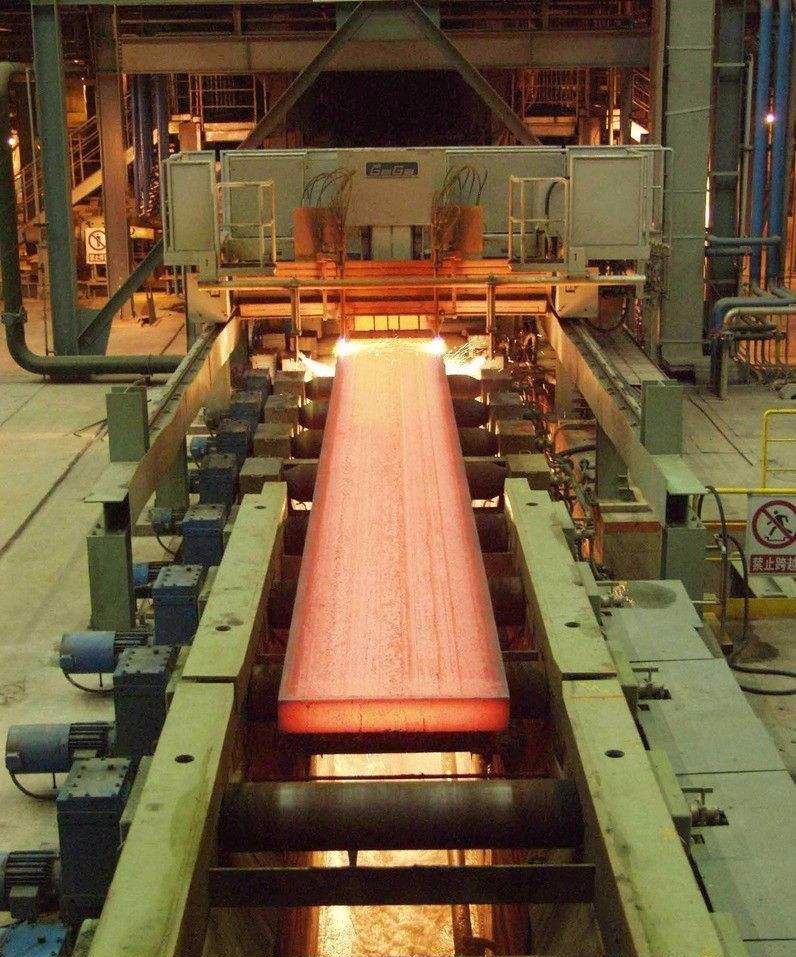
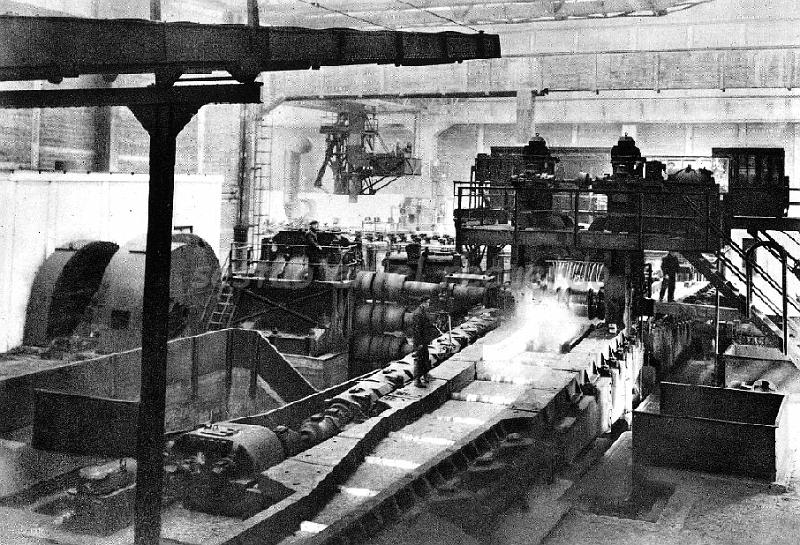
Исходным материалом для блюминга служат слитки массой от 3 до 12 г. Готовой продукцией являются блюмы сечением от 200X200 до 350X350 мм. Иногда на блюминге прокатывают слябы шириной 500 – 1500 мм и толщиной 100 – 250 мм из слитка массой до 20 т; тогда его называют блюмингом-слябингом. На рис. 106 показан общий вид современного блюминга с передней стороны стана.
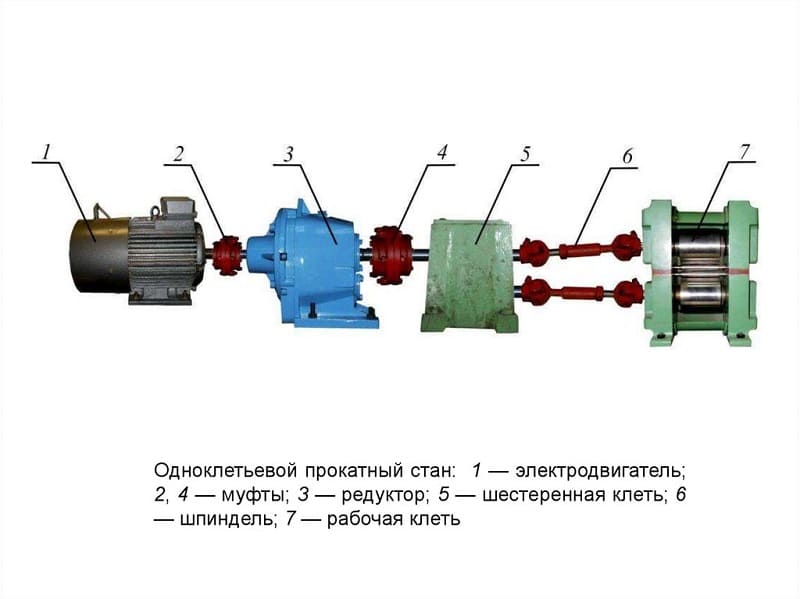
В общем случае главная линия прокатного стана состоит из рабочей клети, шпинделей, шестеренной клети, редуктора, электродвигателя и муфт. Рабочая клеть и электродвигатель являются обязательными элементами, присущими всем прокатным станам. Главная линия современного блюминга включает рабочую клеть, шпиндели и два электродвигателя. Главная линия современного высокоскоростного проволочного стана состоит из рабочей клети и электродвигателя.
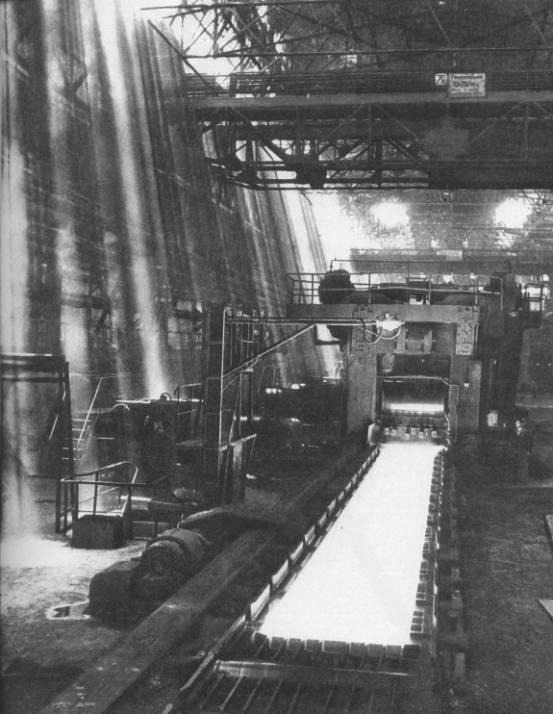
Оборудование блюминга размещают в трех параллельных пролетах. В первом пролете находится машинный зал, в котором установлены электродвигатели, преобразователь и другое электрооборудование. В среднем пролете размещены все механизмы стана. Третий пролет называют скрапным; он предназначен для уборки окалины и обрези от ножниц. Производительность современного блюминга составляет 5 5 – 6 0 млн. т / год.
Слябинг 1150
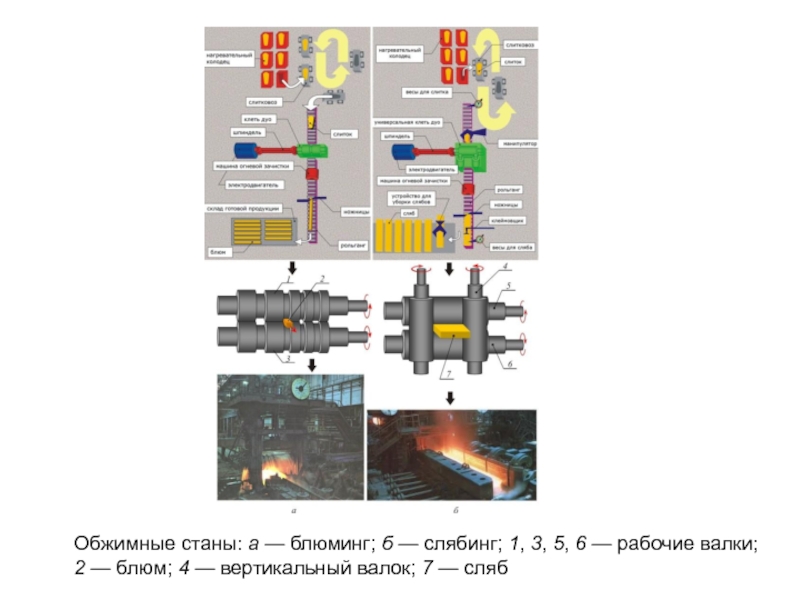
В отличие от блюминга слябинг является универсальным двухвалковым реверсивным станом, имеющим горизонтальные и вертикальные валки. Устанавливаемые в последнее время универсальные слябинги могут прокатывать слябы шириной до 2 м из слитков массой до 25—30 т (рис. 151). Для обеспечения заданной производительности слябинга необходимо иметь около 20 групп нагревательных колодцев. При расположении их в один ряд, как обычно практиковалось на блюмингах и слябингах, длина пути слитковоза в один конец достигает 320 м. При большой производительности этого стана и высоком ритме прокатки один слитковоз не успевает подавать слитки от нагревательных колодцев к приемному рольгангу. Поэтому нагревательные колодцы на многих заводах расположены в двух параллельных пролетах и обслуживаются двумя слитковозами.
Все оборудование слябинга можно разделить на пять участков:
- приемный участок стана, состоящий из двух приемных рольгангов, рольганга-тележки, стационарного упора, транспортных рольгангов и поворотного устройства с весами;
- главную линию стана с примыкающими к ней рабочими рольгангами и манипулятором с кантователем;
- машину огневой зачистки горячего металла в потоке в обслуживающими ее рольгангами;
- ножницы с прилегающими к ним рольгангами, сталкивателсм обрези, конвейером для уборки обрезков и передвижным упором;
- хвостовой участок стана, состоящий из механизмов для клеймения, взвешивания и уборки слябов.
Главная линия стана состоит из двухвалковой рабочей клети с горизонтальными валками и расположенной перед ней двухвалковой клети с вертикальными валками. Рабочая клеть с горизонтальными валками имеет валки диаметром 1150 мм с длиной бочки 2100 мм. Валки имеют гладкую бочку и установлены в подушках на подшипниках с текстолитовыми вкладышами. Рабочие валки имеют индивидуальный привод от двух электродвигателей мощностью пс 4600 кВт. Механизм для установки верхнего валка обеспечивает подъем его на 1750 мм со скоростью 75—150 мм/с. Рабочая клеть с вертикальными валками имеет валки диаметром 900 мм с длиной бочки 2100 мм. Для использования всей бочки валков они выполнены так, что их можно переворачивать при перевалке, благодаря чему значительно увеличивается срок службы валков. Привод вертикальных валков осуществляется от одного электродвигателя постоянного тока мощностью 2200 кВт. Механизм установки вертикальных валков обеспечивает зазор между валками в пределах 600—2150 мм. Скорость установки валков регулируется в пределах 40—80 мм/с.
После деформации раскат поступает на машину огневой зачистки, где поверхностные дефекты зачищаются кислородно-ацетиленовыми горелками.
Ножницы для резки горячих слябов имеют максимальное усилие резания 25 МН и ширину ножей 2100 мм.
За ножницами на рольганге с вмонтированными в него автоматическими весами слябы взвешиваются и затем могут двигаться по трем направлениям: непосредственно на листовые станы для дальнейшей прокатки без промежуточного нагрева; к методическим печам для подогрева и затем на листовые стали для дальнейшей прокатки; к уборочным устройствам, расположенным на складе слябов.
Цепной транспортер, служащий для передачи слябов на склад, рассчитан на транспортировку слябов длиной 1,5—5,5 м и массой до 17 т при скорости транспортировки 0,5 м/с. С транспортера слябы направляются на рольганг уборочных устройств. Для подачи слябов с транспортного рольганга на транспортер и для передачи слябов с рольганга уборочных устройств на штабелирование установлены четыре сталкива- теля, один из которых расположен у транспортного рольганга, а три других у рольганга уборочных устройств.
Сталкиватели слябов уборочных устройств, кроме того, служат для продвижения стопы слябов со штабелирующих устройств на стационарные стеллажи или на тележку для горячих слябов.
Штабелирующее устройство предназначено для укладки слябов в стопы. Наибольшая высота стопы равна 800 мм, а масса достигает 30 т. Штабелирующее устройство представляет собой подъемный стол, перемещаемый двумя вертикальными винтами. Для передачи слябов во второй пролет склада имеется специальная тележка грузоподъемностью 50 т.


Блюминг (стан) – это… Что такое Блюминг (стан)?
Блюминг, большой, тяжёлый обжимной стан для предварительного обжимания стальных слитков большого поперечного сечения в блюмы. Блюм, блюмс, блум (англ. bloom)- полупродукт металлургического производства, представляет собой стальную заготовку квадратного сечения, полученную из слитков прокаткой на обжимном стане, которая поступает в дальнейший передел на чистовые станы. Блюминги обычно характеризуются диаметром прокатных валков и представляют собой стан «дуо», то есть с двумя валками и реже устанавливаются «трио», то есть с тремя валками. Громадное значение блюминга заключается в следующем : современные мартеновские печи характеризуются очень большим тоннажем, следовательно отливка мелких слитков (в 1-2 т) из подобных печей не экономична и технически затруднительна;
История
Впервые трио-станы были применены для обжатия бессемеровских слитков в США А. Холлеем (1871). В последующие годы Джон и Джордж Фриц, а также А. Холлей там же построили механизированные трио-блюминги для прокатки слитков небольшой массы. В Англии Рамсботомом был сконструирован (1880) дуо-реверсивный стан с переменным направлением вращения валков для прокатки слитков до 5 т и более. Широкое распространение дуо-реверсивный стан получил благодаря электрическому реверсивному приводу, предложенному К. Ильчнером (1902). В СССР Блюминг изготовляют с 1931; первый произведенный в СССР Блюминг (по немецким чертежам) введён в эксплуатацию на Макеевском металлургическом заводе (1933). В конце 1940-х гг. советскими учеными и инженерами (А.И.Целиков, А.В.Истомин и др.) была разработа первая собственно советская конструкция Блюминга (работа была удостоена в 1951 г. Сталинской премии 2-й степени).
Современный блюминг состоит из 2 прочных стальных станин, скреплённых в жёсткую систему, в них закладываются при помощи специальных подушек 2 валка диаметром 1,0 — 1,3 м, причём верхний валок при помощи особого электрического устройства может подниматься и опускаться в зависимости от толщины прокатываемого слитка.
Технология
Технологический процесс прокатки в цехе Блюминг включает:
- доставку горячих слитков на железнодорожных платформах из сталеплавильного цеха к нагревательным колодцам;
- подогрев слитков в вертикальном положении в колодцах до 1100—1300°С (в зависимости от марки стали);
- подачу каждого слитка на слитковозе к приёмному рольгангу Блюминг;
- взвешивание слитка и подачу его по рольгангу к валкам Блюминг;
- прокатку в 11—19 проходов с обжатием 40—120 мм за проход и промежуточными кантовками на 90° (кантовка и перемещение полосы вдоль валков осуществляются манипулятором).
У полосы, поступившей к ножницам, отрезают передний и задний концы, после чего она передаётся на заготовочные станы. Часто полосу разрезают на отдельные блюмы или слябы, которые передаются рольгангами на холодильник и затем на склад. Выход блюмов и слябов составляет 85—90% массы слитков. Применение Блюминг позволяет разливать сталь в крупные слитки, повышает качество готового проката.
Прокатная обработка металлов — блюмы и слябы
На конечном этапе металлургического производства осуществляется обработка металлов методом прокатки. С помощью прокатки можно получить различные заготовки. Однако чаще эта технология используется для получения специальных слитков-полуфабрикатов — блюмов либо слябов. По ряду показателей слябы и блюмы очень похожи, однако между ними и есть ряд отличий:
- Блюмы. Представляют собой стальные полуфабрикаты в виде квадратных слитков со слегка закругленными концами. Получают блюмы-полуфабрикаты методом обжатия на специальных станах. В большинстве случаев слитки-блюмы весят 10-15 тонн, сторона слитка составляет 15-45 см, а длина — от 1 до 5 м. Блюминг-станы также используются и для получения некоторых изделий — балок, швеллеров и так далее.
- Слябы. Слябы также представляют собой стальные полуфабрикаты, однако от блюмов они отличаются габаритами. Сляб имеет вид длинной полосы четырехугольной прямоугольной формы. Толщина 10-25 см, а ширина — от 3 см до 2 м (длина обычно находится в пределах 1,5-5 метров). Слябы получают на специальных слябинг-станах, которые имеют отличное строение от блюминг-станов.

Технология блюминга
Блюминг имеет вид двух станин, которые объединены в клетьевую установку (высота от 6 до 10 метров). Станины представляют представляют собой вращающиеся отливки, на которые крепятся крупные металлические валки из стали с никелевыми и хромовыми добавками. Технология работы подобной установки очень проста: валки под действием электрического тока осуществляют медленное вращение вокруг своей оси, а при попадании между ними стального слитка происходит его обжатие — в результате образуется блюм.
Обратите внимание, что верхний валок обычно имеет встроенный электропривод для подъема и опускания установки — за счет этого происходит регуляция толщины слитка-блюма. Помимо этого блюминг-установки оснащены вспомогательными элементами — запасными электрическими двигателями, системами охлаждения, установками подачи смазочных материалов на поверхность валков и так далее. Также обратите внимание, что это общая схема
На практике встречаются также многоклетьевые установки, блюминги с реверсивной подачей заготовки, установки с тремя валками и так далее
Также обратите внимание, что это общая схема. На практике встречаются также многоклетьевые установки, блюминги с реверсивной подачей заготовки, установки с тремя валками и так далее. Самой большой популярностью в России пользуются установки блюминг-1300 и 1150, которые показывают хорошие технико-эксплуатационные показатели, редко ломаются и не требуют специального ухода
Также существуют и более современные установки, а самые мощные агрегаты промышленного типа могут давать порядка 5-6 миллионов блюмов в год
Самой большой популярностью в России пользуются установки блюминг-1300 и 1150, которые показывают хорошие технико-эксплуатационные показатели, редко ломаются и не требуют специального ухода. Также существуют и более современные установки, а самые мощные агрегаты промышленного типа могут давать порядка 5-6 миллионов блюмов в год.

Преимущества
У технологии блюминга есть масса преимуществ, которые отсутствуют у конкурирующих технологий проката:
- Можно регулировать степень подъема верхней валки — благодаря этому можно регулировать степень обжатия полуфабриката-блюма, а также регулировать его общую толщину.
- Есть возможность управления скоростью обкатки — это заметно упрощает процесс обкатки, что позволяет получить заготовку высокого качества.
- С помощью одних и тех же валков можно получить разные по массе и диаметру сечению блюмы. Это заметно увеличивает производительность блюминг-стана. В случае изменения заказа оператору не придется менять установку целиком, достаточно будет лишь немного изменить параметры.
Блюминг-цех обычно состоит из трех основных частей. В первом блоке монтируются электрические двигатели для вращения станин на блюминг-установках. Обычно монтируется сразу несколько моторов — как на случай аварии, так и для ситуаций, когда требуется дополнительная мощность для агрегатов. Во втором блоке непосредственно монтируется блюминг-установка + различные вспомогательные механизмы подачи металлических заготовок. Третий блок является вспомогательным — здесь собираются и хранятся все отходы производства (окалины, обрезки и так далее).

Методы тиснения
Тиснение часто применяется дизайнерами интерьеров для стилизации мебели «под старину». Такой метод декора различных предметов берут на вооружение типографические компании, используя при этом дорогое оборудование. Но если делать фольгирование в домашних условиях, можно оперировать доступными подручными средствами и без особых затрат изготавливать эксклюзивные вещи ручной работы.
Различают несколько технологий в зависимости от материала, на котором производится тиснение.
На бумажной поверхности
Тиснение на бумаге не отличается особой сложностью. Его можно делать несколькими способами:
- С помощью ламинатора — это небольшое устройство, которое можно использовать и в домашних условиях. Промышленные ламинаторы мощные и рассчитаны на большой поток бумаги, домашние работают медленнее, но по качеству оттисков не уступают промышленным. Сама процедура ламинирования состоит в том, чтобы готовый узор или рисунок накрыть фольгой и ещё одним листом бумаги и аккуратно пропустить через ламинатор.
- С использованием бытового утюга, если приобрести ламинатор нет возможности. Для этого требуется положить лист матовой стороной к картинке и на среднем нагреве тщательно в течение 2 минут её прогладить.




На металле и дереве
Тиснение на металле и по дереву представляет собой более сложную процедуру, для которой требуется предварительное изготовление матрицы с готовым узором. На обрабатываемую поверхность накладывается лист фольги, а поверх него — свинцовая пластина для выколотки. Мастер, ударяя по рисунку через свинцовую подкладку специальным инструментом, выбивает нужный орнамент.
Чтобы сделать чеканку из металла своими руками, используют упрощённую методику, когда рисунок переносится на бумагу (можно использовать копирку или прозрачный лист), после пунктирными точками выбивается канфарником. Эта технология часто используется при изготовлении икон и портретов с имитацией золотого вкрапления.
Зная, как сделать чеканку из фольги, в качестве исходного материала можно использовать:
- рулонное (для мягких изделий);
- листовое техническое (для изготовления картин);
- толстостенное пищевое сырьё (для производства тарелок и подносов).
На поверхности ткани
Фольгирование на ткань — достаточно простой и доступный способ украсить любую вещь. Фольга легко переносится на все виды ткани. В условиях фабрик и ателье используется специальный пресс для ее тиснения, в домашних условиях — утюг. Тиснение на ткани происходит по следующей технологии:
- На чистое и разглаженное изделие наносится рисунок (можно использовать мыло, карандаш).
- Узор или надпись хорошо прокладывают специальным клеем.
- Даётся 4−7 минут на подсыхание клея.
- На требуемый участок матовой стороной укладывается лист фольги.
- Накладывается пресс для тиснения фольгой.
- Остатки удаляются после охлаждения.
Фольгирование на кожаных изделиях требует предварительного изготовления специального штампа из металла. Чтобы сделать оттиск из фольги её необходимо положить на кожу, разогреть с помощью утюга, а когда она нагреется прижать к ней заготовку на 30−40 секунд.
Мастер-класс «Машинка» (работа в техники чеканка)
Мастер – класс рассчитан на работу с детьми старшего дошкольного возраста, педагогов, родителей и творческих людей.
Техника чеканки очень древняя, развивающаяся на протяжении многих веков. Она была известна еще в Древнем Египте, в Древней Греции и Риме. С давних времен применялась чеканка в искусстве Ирана, Китая, Индии и Японии. Значительное развитие чеканка получила в эпоху Возрождения в странах Западной Европы. Высокого совершенства она достигла в домонгольской Руси и вновь расцвела в древнерусском искусстве ХV-ХVII вв. Чеканка высокого рельефа из листового серебра производилась мастерами-греками в Москве, а чеканные ковши и чаши – в Новгороде.
Назначение: украшение интерьера, изготовление подарков.
Цель: развитие художественно-творческих способностей средствами изобразительного искусства.
Задачи:
— развивать художественный вкус, чувство композиции; творческие способности;
— развивать кругозор детей, пополнять активный словарный запас;
— способствовать развитию мелкой моторики и координации движений рук;
— формировать и развивать навыки ручного труда;
— воспитывать аккуратность, трудолюбие, усидчивость.
Начинаем с простого
В любом магазине вы всегда сможете приобрести уже готовые наборы для творчества. Но гораздо интереснее сделать все от начала до конца самому, а также придумать рисунок. От вас необходимы только усилия и терпение.
Материалы понадобятся следующие:
лист фольги или же банка алюминиевая;
подложка под лист фольги
Важно: чем толще лист фольги, тем мягче должна быть подложка. В качестве подложки подойдет фетр, резина;
для нанесения рисунка потребуется инструмент
В качестве него может послужить палочка для суши, кисточка (ее твердый кончик), не пишущая ручка и прочее;
трафарет, шаблон рисунка, а можно и самим придумать;
ножницы;
линейка.
Начнем изготовлять чеканку. Берем банку. Оба донышка отрезаем. Теперь разрезаем баночку с одного края и расправляем так, чтобы получился лист. Теперь линейкой расправляем краешки и обрезаем их. Не исключен вариант использования листа фольги.









Теперь кладем материал лицевой стороной вниз на подложку. Рисунок потом получится в зеркальном отображении. Теперь кладем трафарет на лист и с помощью инструмента продавливаем картинку. Можно продавливать либо сплошной линией, либо прерывистой. Теперь подобным образом вы можете сделать и рамку.
Это интересно: Блюминг — технология, применение, отличие от слябинга
Этапы проката металла
Давайте теперь узнаем о том, как непосредственно происходит прокатка металла методом блюминга:
Нагрев
Перед обкаткой необходимо выполнить разогрев металлической заготовки. Это позволит придать материалу пластичности, что положительно скажется на качестве его обкатки. Для нагрева слитки с помощью кранов помещаются в специальные колодцы, где их нагревают до 1300 градусов. Для более оптимального нагрева слитки обычно помещаются в вертикальном направлении вдоль одной из стен колодца. Время нагрева слитков напрямую зависит от их начальной температуры. Если в колодцы помещаются полностью холодный металл, то нагрев осуществляется порядка 14 часов. Если же слитки поступают в колодцы с температурой 500-800 градусов — то не более 8 часов.
Доставка, взвешивание, перемещение
После нагрева слитки достаются из колодца с помощью все тех же кранов. Происходит взвешивание нагретых слитков. Затем оператор выбирает формат размещения слитков, а при необходимости он может осуществить разворот слитков методом кантования на 180 градусов. Зачем это нужно? Дело все в том, что в случае размещения «неспокойной» стали в стандартном направлении получится большое количество обрезков и окалин
Разворот слитка донной части позволит уменьшить количество «мусора», что очень важно с точки зрения экономии производства

Обжатие
Теперь происходит непосредственно обжатие слитка на блюминг-установке. Обжатие обычно осуществляется в 10-15 пропусков — в зависимости от того, какой диаметр итогового блюма-полуфабриката вам нужно получить. За один обжим заготовка обычно уменьшается в размерах на 5-15 сантиметров. Полный цикл прокатки занимается 30-60 секунд (при максимальной скорости 7-8 м/с). Обжатие является достаточно трудоемким и сложным мероприятием, а осуществляют его операторы блюм-машин.
Финальная обработка готового блюма
После получения блюм-полуфабриката осуществляется финальная обработка. Для обработки обычно используются специальные МОЗ-машины, которые по сути представляют собой модифицированные горелки. После обработки блюмов с помощью горелок осуществляется обрезка. Сперва отрезаются плохие концы заготовки, а потом с помощью специального режущего аппарата блюм режется на несколько равных частей. Согласно нормам ГОСТ в конце на все части блюма нужно нанести специальное клеймо. На котором должна будет указана техническая информация — марка стали, номер производственного цикла, базовые сведения об операторе. В конце с помощью конвейерной ленты блюмы отправляются на склад для финальной маркировки и хранения.
блюминг – это… Что такое блюминг?
Блюминг — (стан) стан для прокатки заготовок квадратного сечения для дальнейшей прокатки фасонных профилей. Блюминг (или блуминг) (от англ. bloom цветок, цвести) эффект растекания избыточного заряда от пересвеченных областей матрицы… … Википедия
БЛЮМИНГ — (англ. blooming) (блуминг) прокатный стан для обжатия стальных слитков в блюмы. Иногда используются для прокатки слябов и фасонных заготовок. Характеризуется диаметром прокатных валков в мм, который обычно проставляется рядом со словом блюминг… … Большой Энциклопедический словарь
блюминг — стан, блуминг Словарь русских синонимов. блюминг сущ., кол во синонимов: 2 • блуминг (2) • стан … Словарь синонимов
БЛЮМИНГ — (блуминг) высокопроизводительный прокатный обжимной стан, предназначенный для проката крупных стальных слитков в квадратного сечения заготовки (блюмы) между горизонтально расположенными рабочими валками, диаметр которых в мм является… … Большая политехническая энциклопедия
БЛЮМИНГ — (английское blooming) (блуминг), стан для прокатки из слитков заготовок квадратного сечения со стороной свыше 140 мм для последующей прокатки фасонных профилей. Первые блюминги были трехвалковыми, нереверсивными, металл обжимался попеременно… … Современная энциклопедия
БЛЮМИНГ — и БЛУМИНГ, блюминга, муж. (англ. blooming от bloom чугунная чушка) (тех.). Прокатный стан особой системы, громадных размеров. Толковый словарь Ушакова. Д.Н. Ушаков. 1935 1940 … Толковый словарь Ушакова
БЛЮМИНГ — БЛЮМИНГ, а, муж. Высокопроизводительный прокатный обжимный стан. | прил. блюминговый, ая, ое. Толковый словарь Ожегова. С.И. Ожегов, Н.Ю. Шведова. 1949 1992 … Толковый словарь Ожегова
блюминг — и устарелое блуминг … Словарь трудностей произношения и ударения в современном русском языке
блюминг — Обжимной прокатный стан для прокатки слитков большого попереч. сечения на заготовки квадратного сечения (блюмы) для дальнейшей обработки давлением; иногда б. используют для получения слябов и фасонных заготовок для крупных двутавровых балок,… … Справочник технического переводчика
Блюминг — (английское blooming) (блуминг), стан для прокатки из слитков заготовок квадратного сечения со стороной свыше 140 мм для последующей прокатки фасонных профилей. Первые блюминги были трехвалковыми, нереверсивными, металл обжимался попеременно… … Иллюстрированный энциклопедический словарь
Блюминг Д. — Йон Блюминг (родился 6 февраля 1933 года, Амстердам) живая легенда будо искусств. Все, что связано с этим именем, может вызывать самые разноречивые оценки от высочайших похвал до суровой критики. Но никак не удаётся уйти того факта, что каратэ в… … Википедия
-





4 Несколько слов об истории создания обжимных станов
Американец Холлей в начале 1870-х годов впервые использовал станы с тремя валками для обжатия заготовок, выплавленных по бессемеровской технологии. Впоследствии он улучшил свою прокатную методику и запустил в работу трио-станы с высоким уровнем механизации. На них можно было прокатывать заготовки с относительно малым весом.
А вот британец Рамсботом создал в 1880 году реверсивный стан с двумя валками, на котором была реализована схема вращения валков в переменных направлениях. На таком оборудовании можно было обрабатывать металлургические полуфабрикаты до 5–6 тонн. В 1902-м дуо-методика стала особенно востребованной за счет того, что Ильчнер создал реверсивный электропривод, который в разы повышал эффективность прокатных операций.
В Советском Союзе первый обжимной стан появился в 1933 году на меткомбинате в Макеевке. Его построили по чертежам немецких специалистов. А собственный стан советские инженеры создали лишь после второй мировой войны. Авторы этого проекта (А. Истомин и А. Целиков), а также коллектив специалистов, работавших с ними, даже получили премию имени Сталина за свою разработку.
Слябинг
Слябинг – реверсивный стан горячего проката, имеющий в отличие от блюминга кроме основных рабочих и наиболее нагруженных горизонтальных валков еще и вертикальные валки, которые обжимают металл не только в вертикальном, но и в горизонтальном направлении.
Слябинги, кроме горизонтальных валков, имеют вертикальные валки для обжа-гия боковых кромок сляба.
Слябинг является универсальным реверсивным обжимным станом. При каждом проходе через клеть слиток деформируется одновременно горизонтальными и вертикальными валками. За обжим-ньш станом установлены ножницы, на которых обрезают толовную и заднюю части раската и разрезают раскат а слябы необходимой длины.
Слябинг требует применения сложного электрохозяйства и большого количества электрооборуд-ова н и я. В непосредственной близости к отдельным рабочим участкам слябинга размещаются посты управления для оперативного персонала участвующего в управлении процессом прокатного производства.
Слябинги – это мощные универсальные реверсивные станы с диаметром горизонтальных валков более 1100 – 1200 мм и диаметром вертикальных валков 700 мм, служащие для прокатки слитков для листовых прямоугольных заготовок – слябов толщиной 75 – 300 мм и шириной 400 – 1600 мм. Для обжима небольших слитков до 2 m применяются обжимные трехвалковые станы с диаметром валков 750 – 850 мм.
Слябинги – это мощные универсальные реверсивные станы с диаметром горизонтальных валков более 1100 – 1200 мм и диаметром вертикальных валков 700 мм, служащие для прокатки слитков для листовых прямоугольных заготовок – слябов толщиной 75 – 300 мм и шириной 400 – 1600 мм. Для обжима небольших слитков до 2 т применяются обжимные трехвалковые станы с диаметром валков 750 – 850 мм.
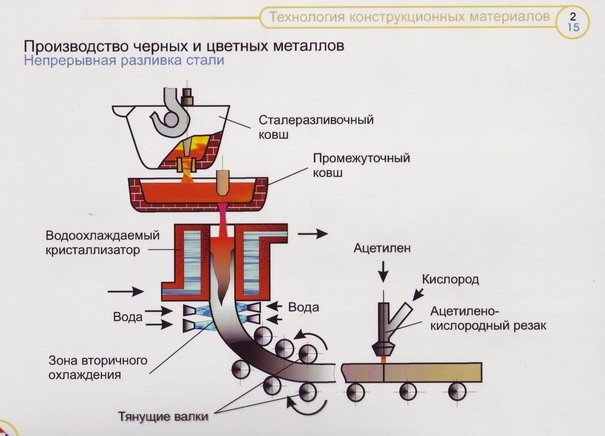
Слябинг – обжимной прокатный стан для переработки крупных стальных слитков в слябы, отличающийся от блюминга наличием, кроме горизонтальных, еще и вертикальных валков для обжатия боковых кромок слитка. Сляб – полупродукт металлургического производства, предназначенный для производства листового проката и представляющий собой плоскую стальную заготовку прямоугольного сечения, Получаемую на установках непрерывной разливки стали или обжатием слитка на слябинге.
Слябинг № 2 характерен тем, что на нем в значительной мере упрощена кинематика наиболее ответственных механизмов за счет использования результатов достижений наших электромашиностроительных заводов.
Слябинг и цех горячей прокатки жестко связаны технологическим процессом ( и в связи с этим генеральным планом) и требуют сооружения отдельной ГПП.
Слябинги отличаются от блюмингов еще и тем, что в них имеются обычно с одной стороны рабочей клети ( реже – с обеих) вертикальные гладкие валки – так называемые эджеры.
Слябинги и блюминги выполняются обычно в виде одно-клетьевых дуо-реверсивных станов. Мощность электродвигателя в современных мощных обжимных станах достигает 7000 л. с. Для прокатки листов толщиной до 60 мм очень часто применяют одноклетьевые станы трио с качающимися или подъемными столами.
Слябингом называют реверсивный стан для прокатки слитков в слябы. Для обжатия боковых кромок слябинги, кроме горизонтальных, имеют еще и вертикальные валки. На слябингах прокатывают плоские слитки массой до 15 – 25 м и более в слябьг толщиной от 50 до 300 мм и шириной от 500 до 180.0 мм и более.
Слябингом называют обжимной стан, предназначенный для прокатки плоских слитков массой до 30 т в слябы толщиной до 250 мм и шириной до 1900 мм. Валки слябинга имеют гладкую бочку. Для обжатия слябов по кромкам с передней или задней стороны рабочей клети на расстоянии около 2 5 м от нее устанавливают клеть с вертикальными валками. Диаметр вертикальных валков 900 – 1000 мм, длина бочки около 2400 мм. Валки приводятся во вращение от реверсивного электродвигателя мощностью 2950 кет или от двух электродвигателей мощностью по 1450 кет каждый, с числом оборотов 0 – 60 – 150 в минуту.
Производительность слябинга – до 350 – 400 т за фактический час работы, или 2 0 – 2 3 млн. т в год слитков.
Производительность слябинга при благоприятном соотношении количества слябов различных размеров может доходить до 350 т, а при прокатке крупных слябов – до 500 т в час.
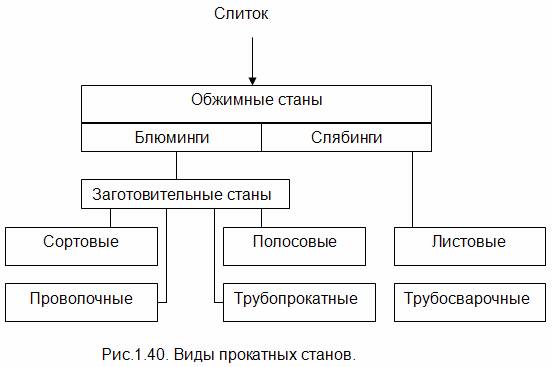
Сортовой прокат.
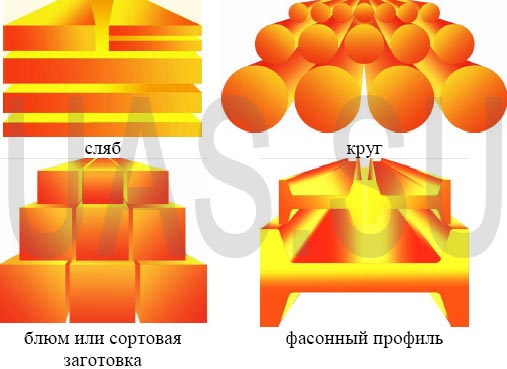
Наиболее разнообразной является группа сортового проката, который подразделяется на простые и фасонные профили. К простым профилям относятся профили простой геометрической формы (круг, квадрат, полосы плоского сечения). Прокат сложного поперечного сечения относится к фасонным профилям. В зависимости от назначения фасонные профили подразделяются на профили общего или массового потребления (угловой профиль, швеллеры, двутавровые балки, шестигранные профили и др.) и профили специального назначения (железнодорожные рельсы широкой и узкой колеи, трамвайные рельсы, профили сельскохозяйственного машиностроения, электропромышленности, нефтяной промышленности и др.). В прокатных цехах производят более 1600 размеров простых профилей, более 1100 фасонных профилей общего потребления и примерно 1350 размеров профилей специального назначения.





Весь сортовой прокат подразделяется на четыре группы: сталь крупносортная, среднесортная, мелкосортная и катанка диаметром от 5,5 до 9 мм. 38
Цветные металлы преимущественно прокатывают на простые профили. Профили специального вида проката предназначены для отдельных специализированных отраслей промышленности (колёса для железнодорожных составов, шестерёнки для автотракторной промышленности). 39
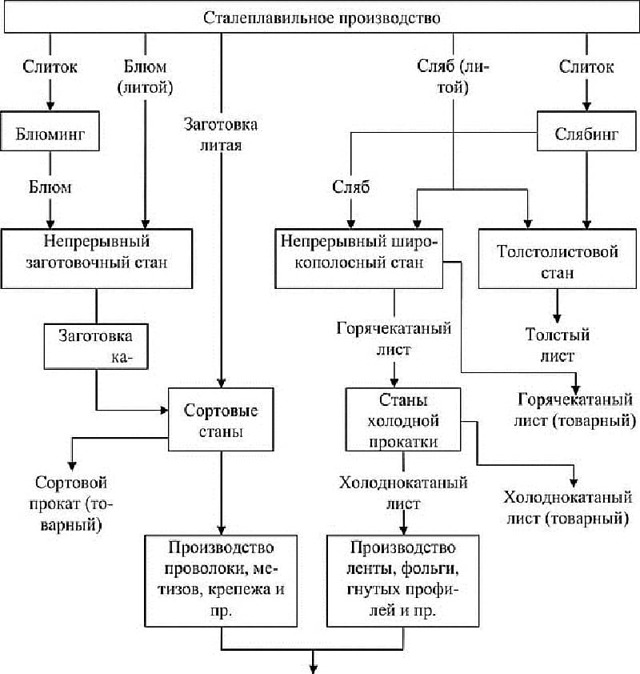
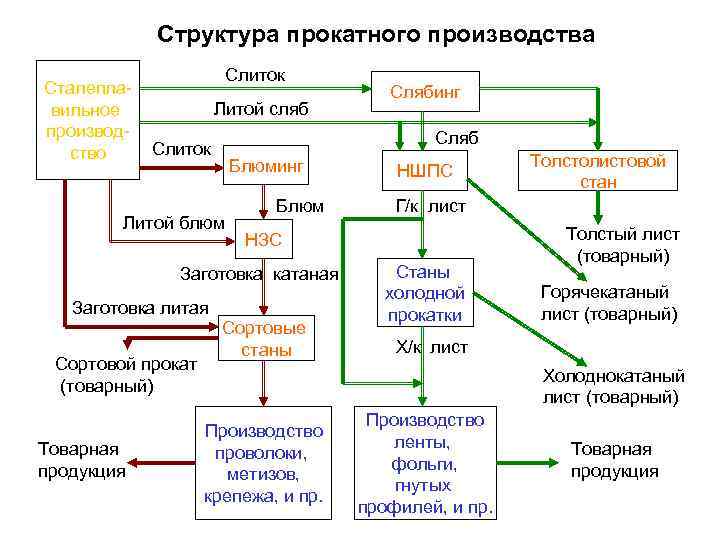
Технология сортовой прокатки состоит из последовательного превращения слитка в обжатую заготовку (блюм) и далее в сортовую или профильную сталь (слиток-блюм-профиль). Затем блюмы поступают на заготовочные станы, производящие заготовку – квадрат со скругленными углами, который, попадая на сортовые станы, превращается в сортовой горячекатаный прокат. Станы, участвующие в прокатке сорта имеют вырезные валки, образующие калибры открытого или закрытого типа и выполняют продольную прокатку. 40
Как это будет выглядеть:
СЛЯБИНГ м. Крупный прокатный стан, предназначенный для изготовления слябов.
О толковом словаре
Толковый словарь русского языка – единственный в Интернете бесплатный словарь русского языка с поддержкой полнотекстового поиска и морфологии слов.
Толковый словарь является некоммерческим онлайн проектом и поддерживается специалистами по русскому языку, культуре речи и филологии. Важную роль в развитии проекта играют наши уважаемые пользователи, которые помогают выявлять ошибки, а также делятся своими замечаниями и предложениями. Если Вы являетесь автором блога или администратором веб-сайта, Вы тоже можете поддержать проект, разместив у себя баннер или ссылку на словарь.
Ссылки на словарь русского языка допускаются без каких-либо ограничений.





