Наружные

Сварку захлестов, стыков с перепадом диаметров, изгибов, кривых вставок, угольников, присоединение арматуры производят с помощью наружных центраторов. Они имеют различную конструкцию, которая принципиально не отличается друг от друга. Основной рабочий элемент – это две соединенные шарниром скобы, ширина их такова, что захватываются два конца пристыковываемых труб. По сути центратор – это переносное фиксирующее устройство независимого действия.
По конструкции центраторы различают:
- арочные гидравлические – состоят из дугообразных секций соединенных с помощью шарниров. Для замыкания секций используется гидравлический привод, расположенный на консоли;
- арочные гидравлические с устройством рихтовки – они снабжены мощной гидравликой для выравнивания больших местных несовпадений торцов, выравнивание производится с помощью перемещения упоров;
- цепные – дают возможность выборочно подгонять стыки труб и быстро разбирается на элементы (цепь и башмаки);
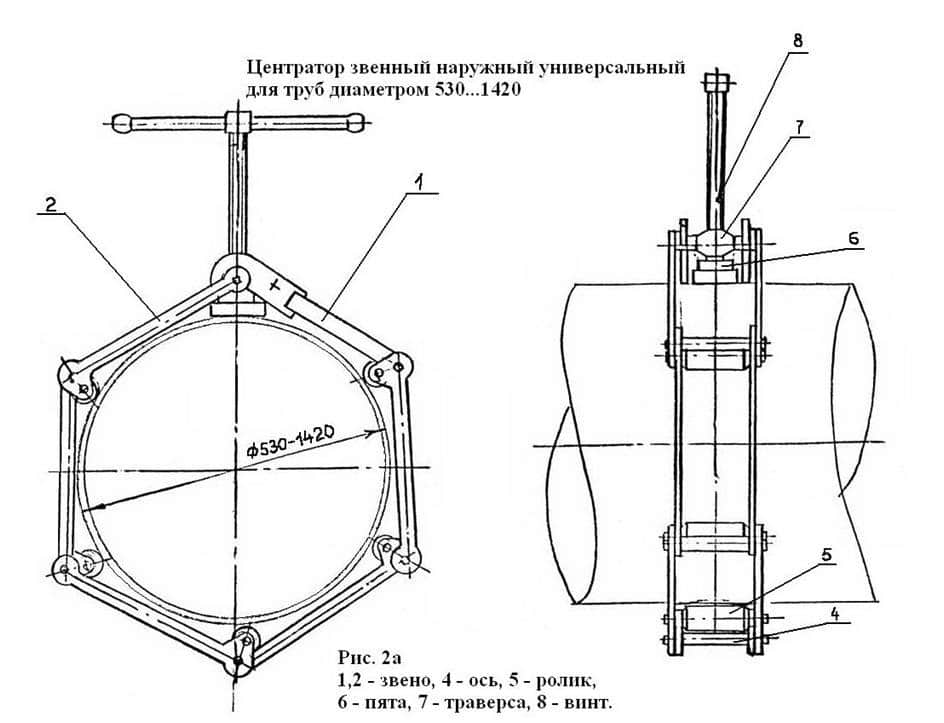
- звеньевые – могут настраиваться на стандартные типоразмеры труб при помощи добавления или удаления съемных звеньев, а механизмом стяжки является винт;
- эксцентриковые – состоят из дуг с опорами и зажима в виде эксцентрика. Его можно использовать для труб определенного диапазона диаметров, используя подставки и переставляя оси.
Все вышеперечисленные приспособления имеют достаточно большой вес и крупные габариты. Если свариваемый стык большого диаметра, то они подходят идеально, а для сборки труб маленького диаметра непрактичны. Для них специально были созданы легкие переносные устройства для центровки труб малого диаметра:
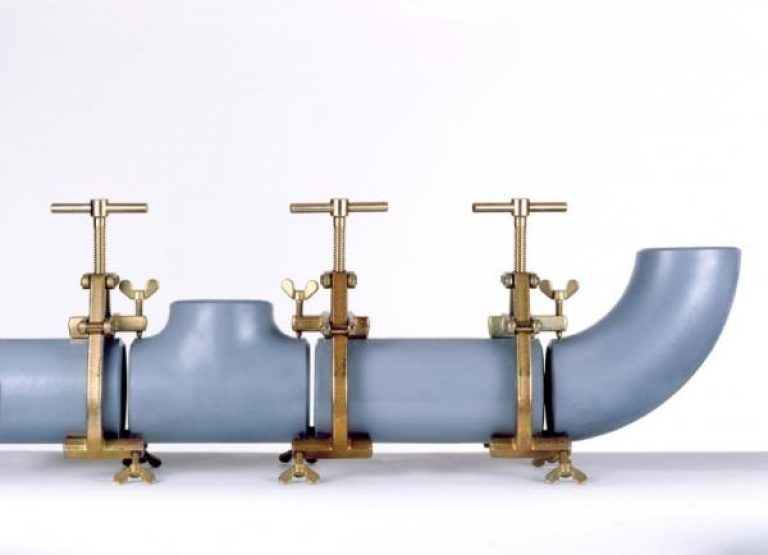
- струбцина монтажная для сварки труб и отводов – состоит из обжимов, траверсы, стопоров, винта;
- центратор-струбцина – имеет форму клещей снабженных фиксатором;
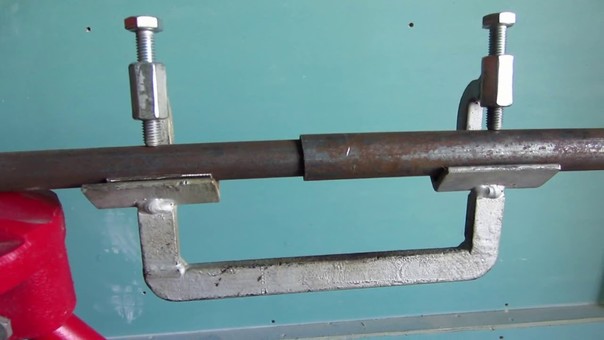
- центратор «хомут» – состоит из винта с рукояткой, скобы, траверсы, призмы.
Такие устройства позволяют центрировать трубы только одинакового диаметра. При помощи струбцины выставляются торцы труб и делаются прихватки. Шов проваривается только после снятия струбцины. Для состыковки труб разных диаметров (в том числе при большой разнице) используют специальные центраторы с независимыми блоками фиксации.
Устройства для точного центрирования и зажима трубных колен, фланцев, тройников, переходников и другой трубной арматуры имею более сложную конструкцию. Точная подгонка элементов осуществляется множество барашковых винтов.
При выборе устройства нужно помнить, что наружные центраторы имеют простую конструкцию и не всегда могут обеспечить высокую точность совмещения внутренних кромок. Внутренние устройства всегда дают лучшее качество центрирования, но не везде могут быть установлены. При использовании внутренних устройств шов можно сразу заваривать, а если применяются наружные, то сначала ставят прихватки, затем снимают приспособления и только потом шов заваривают.
ВИДЫ ЦЕНТРАТОРОВ
Цетровка труб в сварочных работах на магистральных трубопроводах – это сложная задача, особенно для труб больших диаметров, где выполнение операции осложняется значительным весом стыкуемых элементов. Для получения качественного шва свариваемые стыки труб должны быть надежно и правильно зафиксированы, при этом стык должен быть доступен для проведения сварочных работ – эту роль выполняют трубные центраторы.
Производители центраторов предлагают различные способы решения задач центровки стыка в зависимости от принятой технологии сварочных работ, диаметра и материала труб, возможного наличия эллипсности и необходимости приварки отводов и патрубков.
По способу установки и доступу к зоне сварки центратора делятся на две основные группы: внутренние и наружные
Вес свариваемых труб и как следствие усилие которое необходимо для надежной фиксации стыков являются критерием для выбора привода: ручной, гидравлический, пневматический
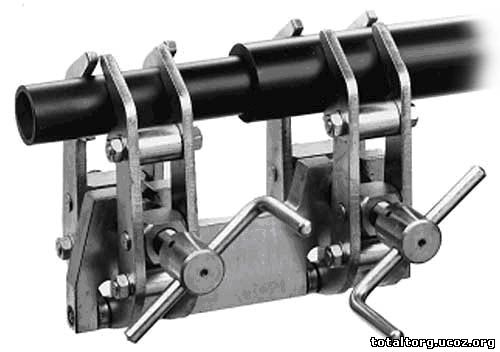
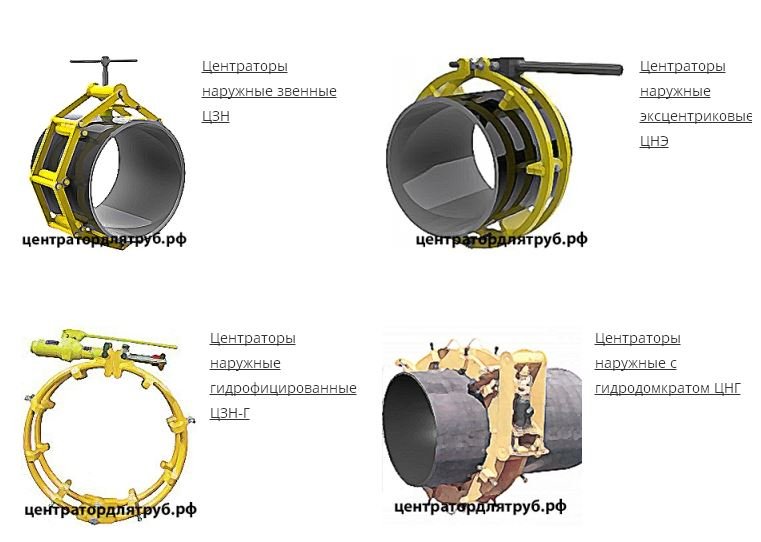
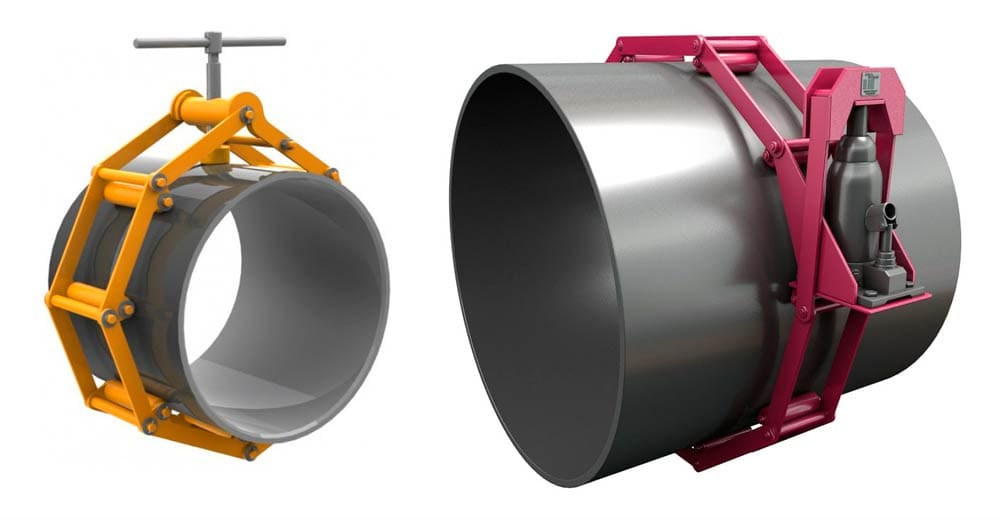
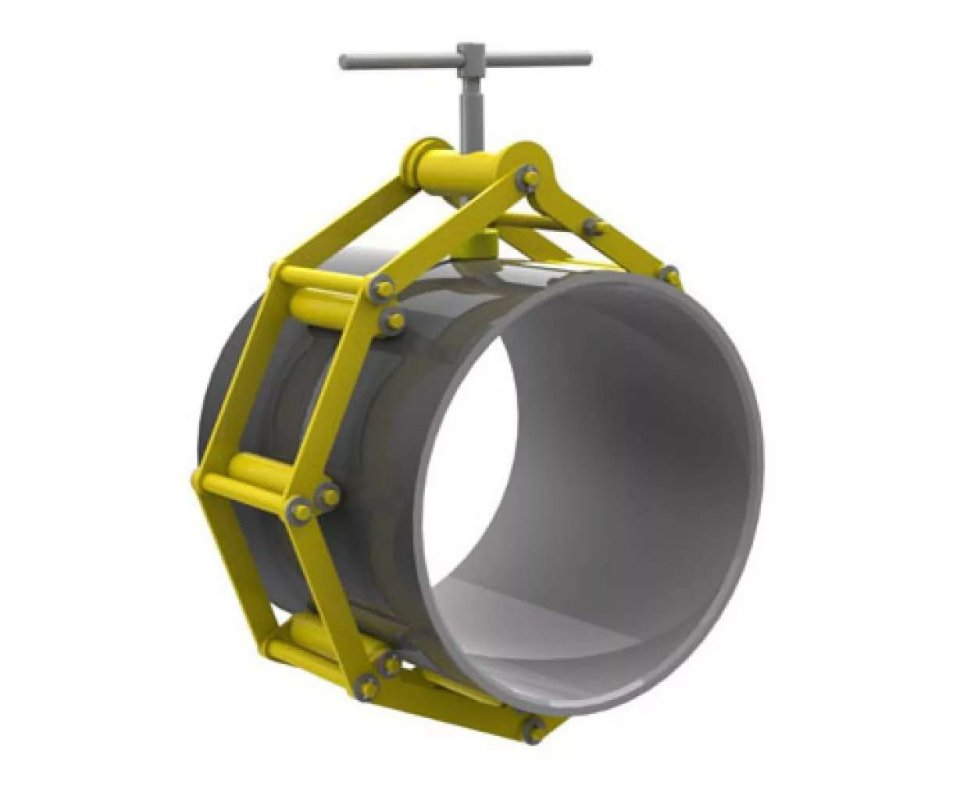
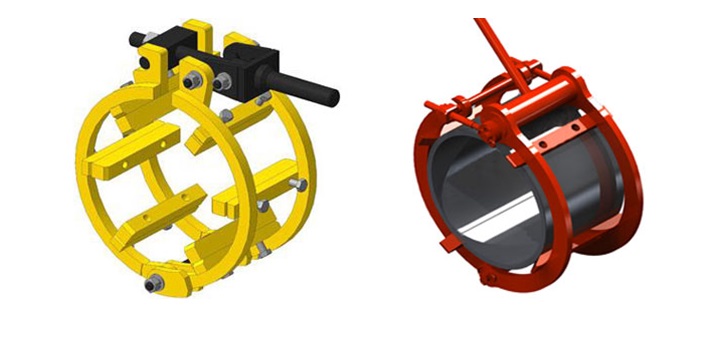
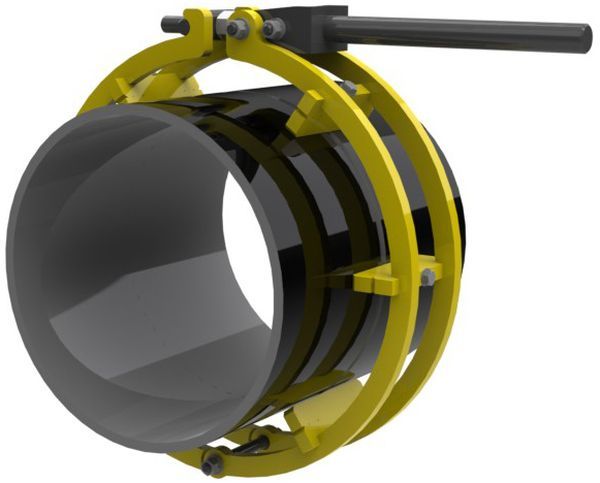
Наружные звенные центраторы (ЦНЗ)
Максимальный диаметр труб – до 2000 мм
Центраторы изготовлены из соединенных шарнирами звеньев и упора, который стягивает звенья по мере того как прижимается к трубе. Упор может быть выполнен в виде простого ручного винта или гидравлического домкрата для более тяжелых и ответственных соединений.
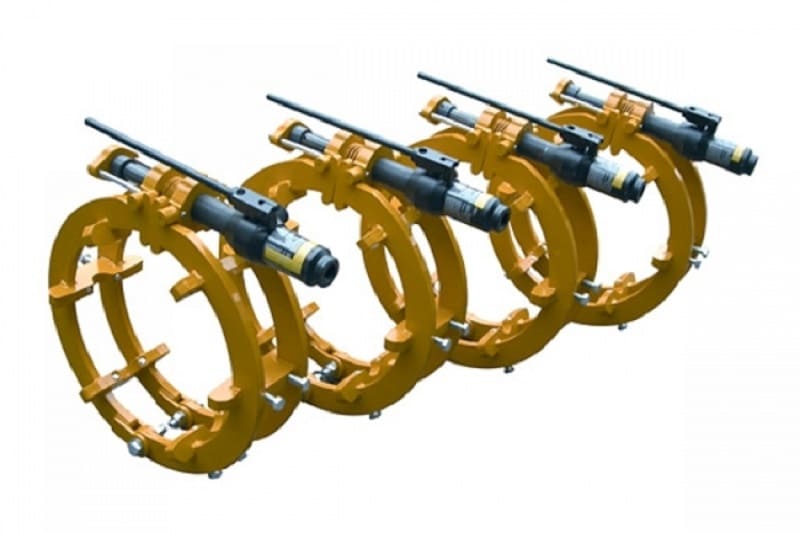
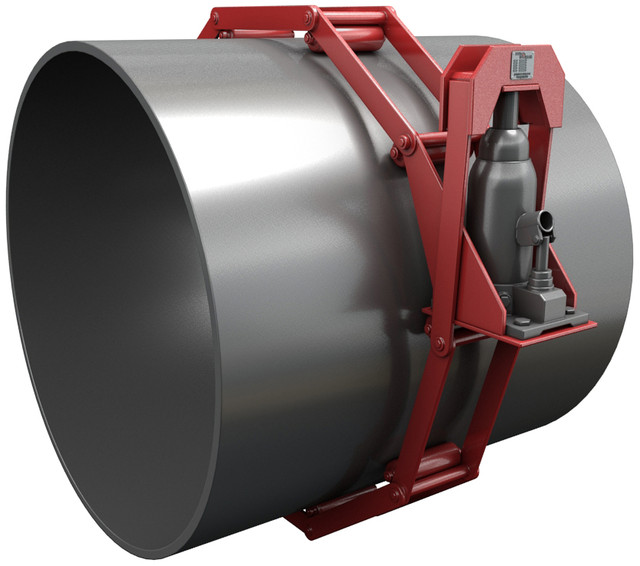
Наружные арочные центраторы ЦАН, ЦАН-Г
Максимальный диметр труб – 900 мм
Конструкция арочного центратора является более жесткой, надежная и долговечной по сравнению с звенным центратором.
Данный вид центратора состоит из 2-х или 3-х соединённых шарнирами дугообразных секций, которые сжимаются винтом ( тип ЦАН) или домкратом (ЦАН-Г). Количество секции зависит от диаметра труб.
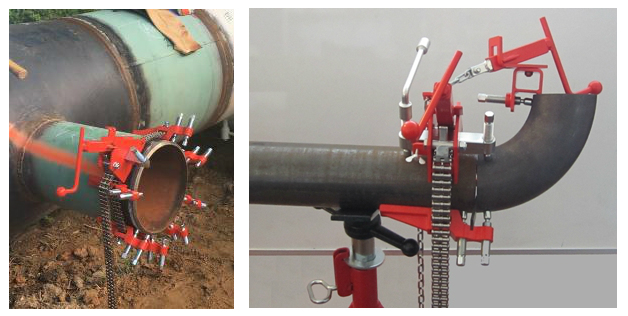
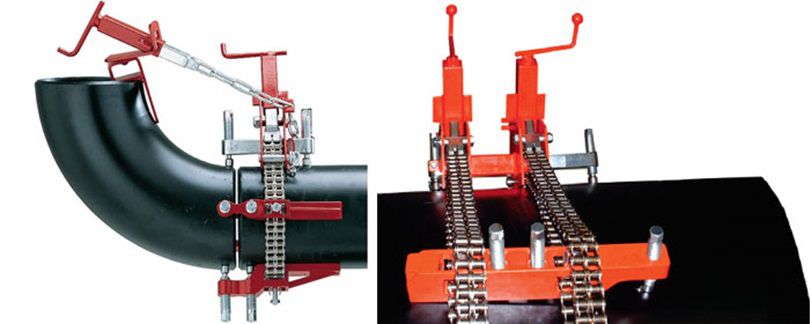
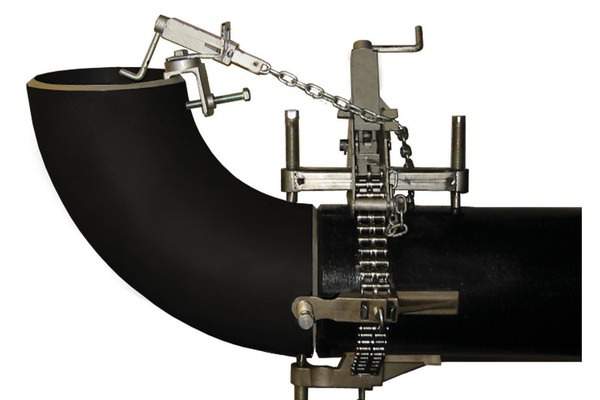
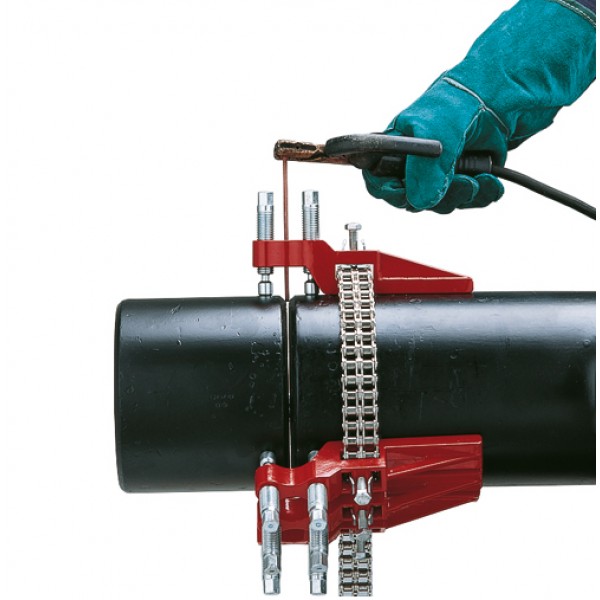
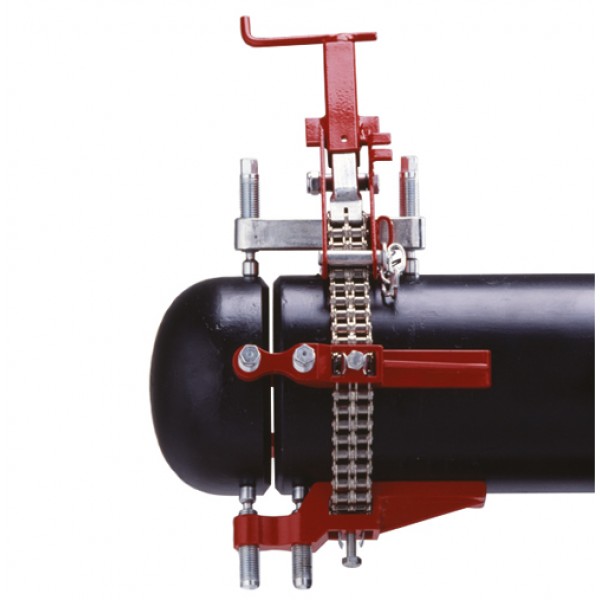
Наружные цепные центраторы
Фиксация труб цепными центратора осуществляется за счет натяжения цепи ручным червяным приводом. Цепные центраторы изготавливаются в однорядном исполнении для труб диметром до 300мм и двухрядном для труб и резервуаров от 300 мм до 6000мм ( 6м!).
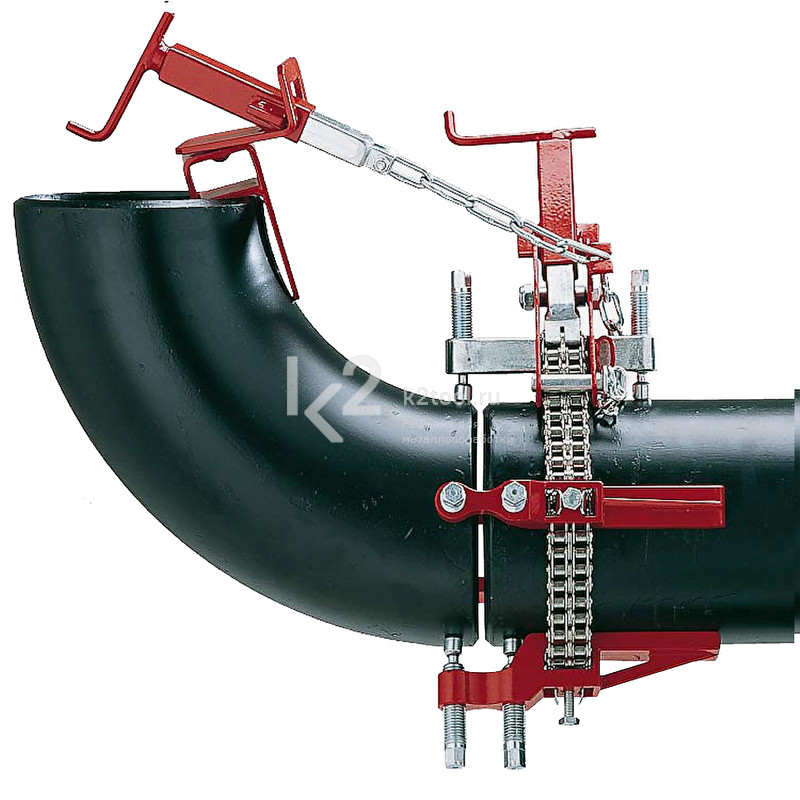
Преимуществом данного вида ценраторов является их быстрая установка и универсальность – один центратор подходит для труб разных диаметров.
Комплект центратора может включать устройства для приварки Г образных отводов. Данный вид центратора может применяться для исправления эллипсности.
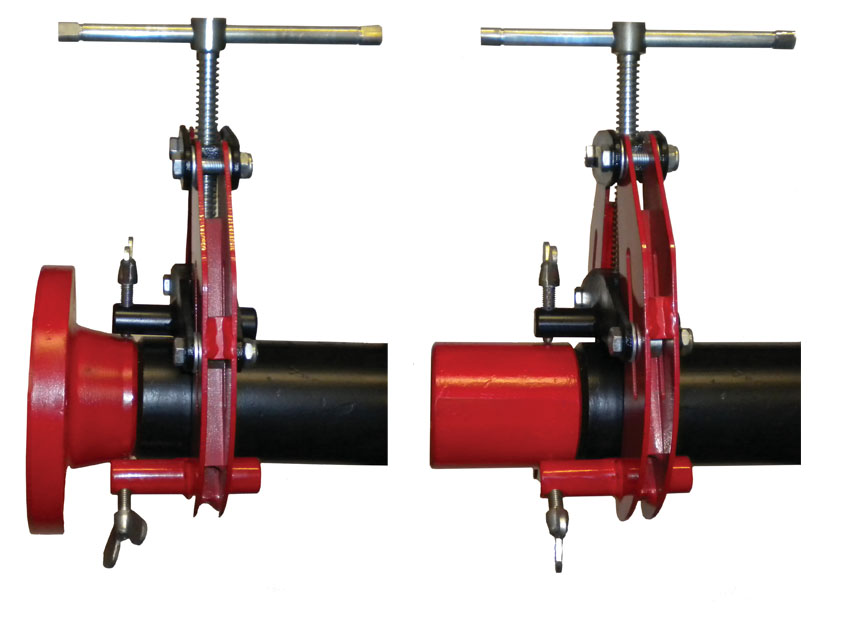
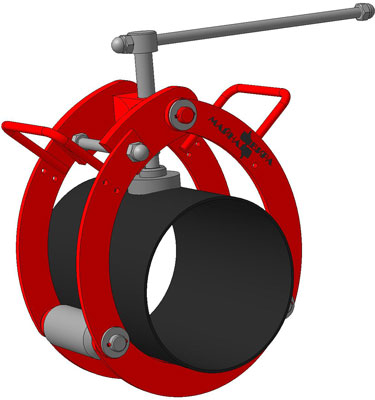
Наружные эксцентриковые центраторы ЦНЭ
Максимальный диаметр труб – 500 мм
Конструкция эксцентрикового центратора схожа с арочным, но зажим полудуг проводится в нем. ручным эксцентриковым зажимом. Такой способ зажима ускоряет установку центратора но является менее надежным, т.к. при недостаточном опыте оператора имеется риск самопроизвольного рассоединения
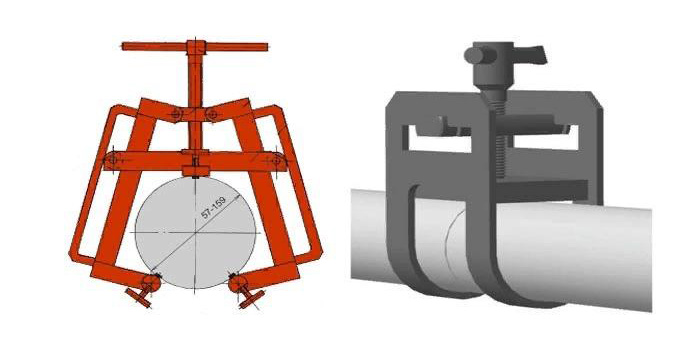


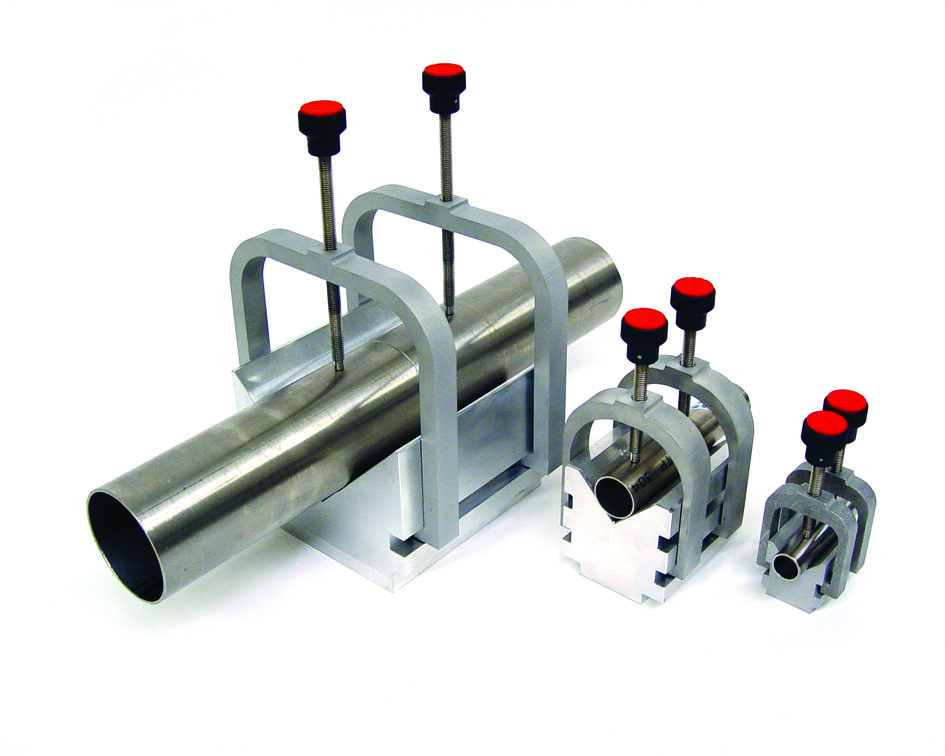

Наружные центраторы – струбцины для труб малых диаметров
Этот вид центратора применяется для труб малых диаметров . Струбцины имеют компактную конструкцию, которая определяется формой трубы. Зажим осуществляется ручным рычажным механизмом
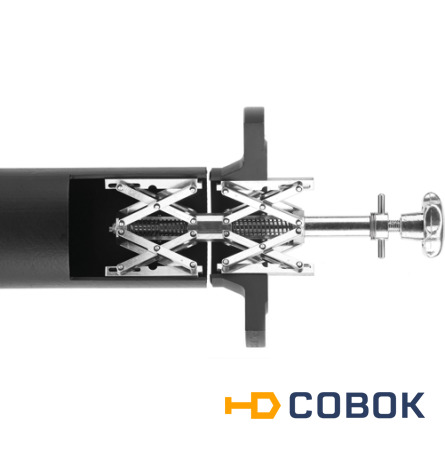
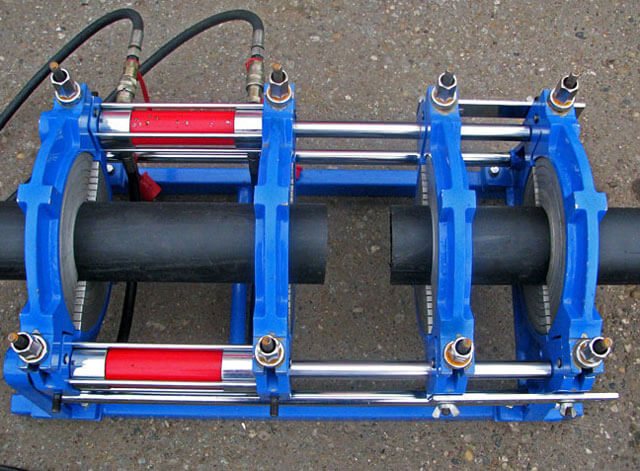
Внутренние центраторы механические и гидравлические
Этот вид центратора имеет более сложную конструкцию по сравнению с наружными, т.к центровка проводится не только по внешнему но и по внутреннему контуру. Данный вид центратора часто применяется для труб с полиуретановым наружным покрытием, когда сварка возможна только с внутренней кромке.
Принцип действия: внутренний центратор фиксируется в одном торце, а другой вставляется вручную или надвигается с помощью грузоподъёмного механизма.
Внутренние центраторы имеют ручное механическое исполнение для труб диаметром до 300мм. и более сложное гидравлическое для ответственных соединений в трубах диаметром от 300 мм
Стыковка труб
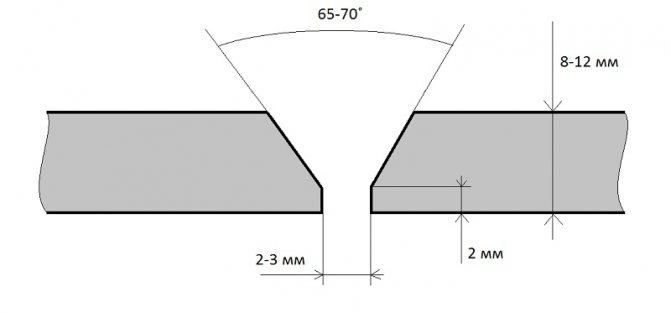
Чтобы исключить смещение заготовок относительно друг друга катушки укладываются на уголке или швеллере. В идеале несовпадение должно равняться нулю, так как даже расхождение в 1 мм, разрешенное правилами, приводит к непровару. Зазор, в зависимости от толщины стенок, устанавливается в пределах 2 — 3 мм. В повседневной практике для этого между торцами труб вставляют электрод подходящего диаметра. При толщине стенок от 10 мм величина зазора выставляется 3 мм. При стыковке также нужно учитывать погрешность, которая возникает при прихватке из-за нагрева металла в ее точках. Возникающие термические напряжения стягивают трубы, поэтому зазор увеличивают на несколько десятых долей миллиметра.
Некоторые особенности монтажа трубопроводов
При монтаже трубопроводов лучше всего наибольшее количество их стыков сваривать в поворотном положении. В случае, если толщина стенки трубы равняя 12мм, сварку выполняют в три слоя. Первый слой создаёт провар в корне шва и обеспечивает хорошее сплавление кромок.
Для выполнения местного провара необходимо, чтобы наплавленный металл формировал внутри трубы узкий нитевидный шов, высотой 1-1,5мм, равномерно распределённый по окружности.
Чтобы обеспечить провар без наплывав и грата, электроду сообщают возвратно-поступательное движение, с небольшой задержкой электрода над расплавленной ванной металла, небольшими поперечными колебаниями между кромками и с формированием маленького отверстия в вершине угла скоса кромок. Отверстие получают путём проплавления основного металла электрической дугой. Диаметр отверстия равен зазору между стыками, или превышает его не более, чем на 2мм.
Дополнительные материалы по теме:
Контактная сварка трубСварка горизонтальных стыков трубРучная дуговая сварка трубСварка труб автоматами в защитных газах | Сварка неповоротных стыков трубСварка поворотных стыков трубАвтоматическая сварка труб под флюсом |
Особенности внешних центраторов
Внешний центратор визуально напоминает крупный зажим, который особым образом захватывает обрабатываемые трубы и держит их в заданном положении. Такое устройство отличается удобством установки и простотой эксплуатации от аналогов, которые запускаются во внутреннюю полость трубы.
Кроме того, центраторы, устанавливаемые снаружи, могут не только фиксировать два конца трубы. В круг задач данных приспособлений входит также выпрямление края трубы, если тот из идеально круглого по какой-то причине приобрел форму эллипса. Это очень важная задача – если ее не решить, о хорошем качестве сварного шва можно будет даже не думать.

Наружные центраторы для сварки труб имеют несколько видов, в зависимости от толщины стенок свариваемых элементов и их диаметров:
- Звенные. Это один из простейших видов центраторов. При внешнем осмотре данные устройства выглядят как многогранник, внутри которого находятся кольца-звенья. Длина звеньев варьируется в зависимости от размера обрабатываемых объектов, а количество определяется диаметром трубы. Такие устройства используются для соединения труб диаметром от 50 до 1500 мм – отличный центратор для труб малого диаметра.
- Гидрофицированные звенные. Такие приспособления являются улучшенной версией предыдущих. Основное отличие заключается в способе фиксации, которая осуществляется не вручную, а при помощи домкрата. В результате сила стяжки получается выше, что напрямую улучшает качество работы. Данные центраторы подходят для обработки труб диаметром от 720 мм до 1620 мм.
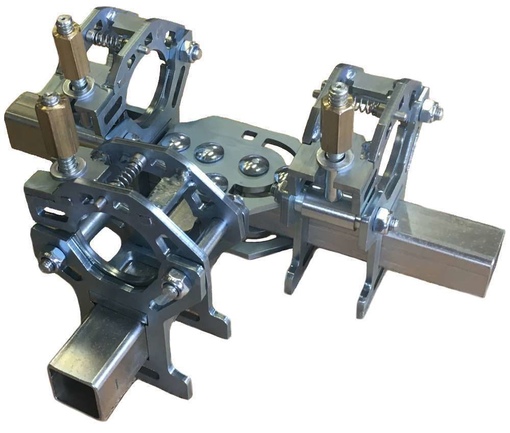
- Модифицированные звенные гидрофицированные. Еще более доработанная версия центратора. Основным применением данных устройств является выравнивание краев труб, имеющих форму неправильного эллипса. Наружный центратор для труб может управляться пневматическим или электрическим домкратом. Допустимый диаметр свариваемых при помощи такого приспособления труб может варьироваться в пределах от 90 до 1000 мм.
- Эксцентриковые. Данная категория устройств рассчитана на соединение труб, имеющих большое сечение. Основным рабочим элементом эксцентриковых центраторов являются две металлических дуги. Если в звенных устройствах для фиксации используются крюки, то дуги в эксцентриковых приспособлениях стягиваются при помощи специальной регулировочной перемычки, что делает их более универсальными (правда, и более дорогостоящими).
Виды центраторов
Существует два способа деления трубных центраторов на подвиды. Их подразделяют исходя из области фиксации и способа закрепления.
По области фиксации направляющий механизм для труб ППУ или металлических может быть внутренний и наружный.
- Внутренние устройства устанавливают внутри соединяемых отрезков для фиксации в правильном положении труб ППУ или из любых других материалов. Данное оборудование используют, как правило, на трубопроводах большого диаметра. Оно имеет достаточно сложную конструкцию и предусматривает наличие гидравлических насосов, двигателя и фиксирующих механизмов.
- Наружный центратор обхватывает сварной стык снаружи. Он представляет собой довольно массивный зажим универсальной конструкции. Он более прост и удобен в применении.
Читать также: Виды топоров и их названия
Если внутренние механизмы могут работать только за счет гидравлических насосов, то наружные можно подразделить еще на несколько категорий по способу крепления на стыках труб ППУ или любых других изделий большого и малого диаметра.
- цепные. Вокруг стыка с помощью специальных натяжных закрепляется цепь, которая и фиксирует отрезки для сварки;
- звеньевые. Данное устройство состоит из набора звеньев, которые могут передвигаться и регулироваться, исходя из диаметра трубы;
- эксцентриковые. Такие центраторы состоят из двух металлических дуг, которые стягиваются перемычкой.
Кроме основных, наиболее часто используемых направляющих, существует еще несколько менее популярных устройств:
- наружный центратор пружинный обсадной. Используется, как правило, при вертикальном бурении, для соединения труб скважины ППУ. Такое оборудование имеет вид разрезанной по периметру металлической трубы с выпуклостью в местах разрезов. Именно эта выпуклость придает оборудованию пружинный эффект;
- мобильные бытовые устройства для соединения труб ППУ малого диаметра.
Установка агрегата
Установка внешних центраторов несколько отличается от внутренних. Она выполняется более просто и быстро.




Процесс сварки металлических труб с помощью внутреннего центратора
Порядок монтажа внутреннего устройства:
- Зачищаем соединяемые стыки.
- Фиксируем агрегат в одном из элементов.
- Фиксируем пружинный центратор возле края одного из отрезков.
- Устанавливаем второй элемент вплотную к первому.
- Запускаем двигатель. Гидравлические насосы сжимают отрезки, выравнивая по уровню за счет внутреннего диаметра.
- Проверяем правильность соединения.
- Варим стык.
Порядок монтажа наружного устройства:
- Подготавливаем стыки.
- Устанавливаем агрегат.
- Выравниваем отрезки по уровню.
- Поджимаем болты центратора.
- Проверяем правильность соединения.
- Зажимаем натяжные до упора.
- Приступаем к сварным работам.
Как выбрать центратор?
Выбор центратора для сварки труб, пожалуй, одна из главных задач при обустройстве водопровода, канализации или теплопровода.
Центратор для сварки полипропиленовых труб
Именно это оборудование позволит герметично соединить трубы и выдержать правильный угол уклона, что является залогом надежности и долговечности любого трубопровода. Нюансы таковы:
- Определитесь, с трубами какого сечения вам придется иметь дело. Для работы с элементами малого диаметра (до 500 мм) вполне подойдет открытый агрегат. Для соединения изделий от 500 мм лучше использовать закрытое устройство. Оно более сложно в управлении, но обеспечивает более надежную фиксацию.
- Чтобы выбрать между цепными, звеньевыми и эксцентричными моделями – определитесь с объемом работы и толщиной своего кошелька. Цепные модели – самые дешевые, наиболее функциональные, но наименее надежные. Средними по всем параметрам являются звеньевые устройства. Наиболее дорогие, но наиболее надежные – эксцентричные центраторы. Однако для бытовых трубопроводов выбрасывать 150-200 долларов на вспомогательное оборудование – как минимум не рационально.
Без надежной фиксации труб при стыковке невозможно получить надежное соединение даже, если сварочные работы проводятся рабочим высокого класса. На ручную установку и фиксацию в нужном положении уходит больше времени, чем на наложение шва. Поэтому при монтаже трубопроводов применяют центратор для сварки, который упрощает и сокращает сроки проведения работ.
Производители ручных аппаратов для электромуфтовой сварки
На рынке сварочных аппаратов для пайки ПНД труб наибольшим спросом пользуются изделия следующих производителей:
- Rothenberger. Данная компания была основана в Германии в 1949 году. За все прошедшие годы компания смогла добиться очень больших успехов, став одним из ведущих производителей сварочных аппаратов. Продукция, выпущенная под брендом Rothenberger, отличается максимально возможным качеством и крайней степенью надежности.
- Ritmo. Итальянская компания Ritmo была образована в 1979 году. На сегодняшний день она относится к категории ведущих компаний, занимающихся обработкой полимеров и изделий из них. В своей деятельности Ritmo постоянно следует наиболее современным и строгим стандартам. Бизнес компании поставлен на очень высоком уровне, и то же самое можно сказать о продукции – изделия Ritmo отличаются разнообразием, универсальностью и высочайшим качеством.
- DYTRON. На фоне старших аналогов продукция чешской компании DYTRON, основанной в 1992 году, не кажется недостаточно качественной – с этим все в порядке. Ассортимент продукции необычайно широк – компания выпускает как ручное, так и автоматическое оборудование, позволяющее соединять ПНД трубы. Кроме того, модельные ряды постоянно расширяются и дополняются, поэтому подобрать хорошее оборудование на стендах этого бренда проблемы не составит. Также стоит отметить и соответствие выпущенных устройств самым современным требованиям.
Выбрав сварочный аппарат для пайки полиэтиленовых труб, на котором будет значиться логотип одной из описанных компаний, можно не переживать о качестве оборудования – оно будет ожидаемо высоким.
Выбор подходящего центратора
Чтобы не ошибиться с выбором, нужно учитывать рекомендации специалистов:
- Для работы с трубами ППУ большого размера внутренние центраторы вне конкуренции.
- При диаметре труб превышающем 0,8 м стыковку рекомендуется производить жесткими арочными или многозвенными устройствами наружной установки. При меньших размерах достаточное усилие прижима обеспечат эксцентриковые варианты.
- Если давление перекачиваемого вещества превышает 5 атм, выбирается центратор с гидравлическим зажимом.
- При повышенных требованиях к качеству сварного соединения (например, эллипсности) выбирается цепной центратор.
- По универсальности первое место занимают приспособления цепного типа.
Приобретение центратора необходимо, если приходится часто заниматься прокладкой или ремонтом трубопроводов. Высокая стоимость дополнительного оборудования многократно окупится за счет снижения расходов на ремонт и увеличения срока службы коммуникаций водо и теплоснабжения. Особенно если они проложены под землей.
Выбор подходящего центратора
Чтобы не ошибиться с выбором, нужно учитывать рекомендации специалистов:
- Для работы с трубами ППУ большого размера внутренние центраторы вне конкуренции.
- При диаметре труб превышающем 0,8 м стыковку рекомендуется производить жесткими арочными или многозвенными устройствами наружной установки. При меньших размерах достаточное усилие прижима обеспечат эксцентриковые варианты.
- Если давление перекачиваемого вещества превышает 5 атм, выбирается центратор с гидравлическим зажимом.
- При повышенных требованиях к качеству сварного соединения (например, эллипсности) выбирается цепной центратор.
- По универсальности первое место занимают приспособления цепного типа.
Приобретение центратора необходимо, если приходится часто заниматься прокладкой или ремонтом трубопроводов. Высокая стоимость дополнительного оборудования многократно окупится за счет снижения расходов на ремонт и увеличения срока службы коммуникаций водо и теплоснабжения. Особенно если они проложены под землей.
Компания Рутектор – официальный дистрибьютор представленного в каталоге оборудования.
Читать также: Как подключить электродуховой шкаф к электросети
Получить исчерпывающую информацию о моделях, наличии на складе, условиях поставки можно по телефонам, указанным выше, или отправив запрос. Отправить запрос
Как согнуть или выпрямить изделие
Полиэтиленовые трубы выпускаются в продажу прямыми 12-метровыми отрезками либо же в виде цельных изделий, намотанных на большие бухты. Будучи в скрученном состоянии, изделия приобретают форму колец и деформируются. Перед тем, как выпрямить или согнуть деформированную трубу ПНД, ее надо нагреть.
При сборке трубопровода нередко возникает необходимость выпрямить скрученную или, напротив, согнуть деформированную полиэтиленовую трубу
Полиэтилен низкого давления славится хорошей упругостью. Но утрачивает это свойство при температуре нагрева свыше +80°С. Этот момент и используют при необходимости изменить конфигурацию изделия.







Но стоит помнить, что для расправления или сгибания температуру можно повышать только на короткий временной период. Ведь полиэтиленовая труба принадлежит к категории строительных материалов, которые при нарушении температурного режима можно повредить.
Обзор способов разгибания трубы
Распрямить трубу, устранив заломы, которые возникли при ее хранении и транспортировке, проще всего после легкого нагрева изделия. Если замена или ремонт трубопровода проводится в летний период, когда солнечные лучи максимально припекают, можно задействовать их для достижения поставленной задачи.
Чтобы выпрямить трубу ПНД, нужно всего лишь оставить ее пару часов под прямыми солнечными лучами, крепко зафиксировав концы отрезка
УФ лучи не ухудшат эксплуатационные параметры полиэтилена, но при этом на время смогут размягчить стенки изделия. Вам останется лишь закрепить размягченную трубу вдоль жесткой опоры или стены, либо же уложить в заранее прорытую траншею. Перед тем, как распрямить изогнутую ПНД трубу на грунте, нужно освободить участок.
Если же работу приходится выполнять в зимнее время, используйте для разогрева изделия горячую воду. Но этот метод эффективен для труб, размер которых не превышает 50 мм. В качестве вспомогательных средств для выправления можно использовать металлические перила и кирпичную кладку. В любом случае: чем короче отрезок изделия, тем легче с ним будет работать.
Эффективные методы, позволяющие согнуть заготовку
Если возникает обратная ситуация, когда нужно согнуть ПНД трубу, применяют всю ту же тепловую обработку. Для разогрева задействуют такие методы:
- обдувают горячим направленным воздухом строительного фена;
- прогревают стенки изделия газовой горелкой;
- обдают поверхность кипятком.
Для упрощения процедуры сгибания лучше соорудить формовочный каркас. Оправу, размер которой соответствует диаметру сгибаемой трубы, можно сделать из обычных листов ДВП. Для придания гладкости поверхности оправы отшлифуйте ее отрезом наждачной бумаги.
Чтобы согнуть ПНД трубу с помощью фена, работу выполняют в такой последовательности:
- Обрабатываемое место прогревают строительным феном.
- Размягченную заготовку заглубляют в формовочный каркас.
- Аккуратно сгибают трубу, не прилагая чрезмерных усилий с тем, чтобы в месте сгиба не разорвать изделие.
Создав требуемый угол изгиба, нужно оставить изделие до полного охлаждения и лишь после этого извлечь из каркаса.
Чтобы обеспечить равномерное прогревание поверхности полиэтиленового изделия, трубу необходимо постоянно вращать вокруг своей оси, подставляя под лучи различные участки
Важный момент: разогревая трубу, необходимо придерживаться «золотой середины». При недостаточном нагреве поверхности в момент сгиба труба может сломаться. Если же в момент разогрева слишком близко поднести к изделию нагревательный элемент, полимер может воспламениться.
Центраторы скважинные
Центраторы представляют собой устройства, выполняющие опорно-центрирующую функцию. Чаще всего они применяются там, где происходит бурение скважин для забора нефти и газа. Данные устройства устанавливаются на бурильную колонну либо действующий в забое двигатель, направляя их в нужную сторону, что позволяет выпрямить ось скважинного ствола, а при необходимости даже изменить направление скважины.
В зависимости от специфики применения центраторы делятся на два вида: колонные и передвижные. Первые соответственно устанавливаются на колонну, а вторые – на двигатель. При этом колонные центраторы используются при бурении глубоких ровных скважин, а передвижные – при создании наклонных скважин.
Помимо центрирующей и опорной функции, колонные центраторы также выполняют калибровку скважины. Их следует использовать при бурении наиболее глубоких скважин, когда долото попадает под серьезную нагрузку. Колонные центраторы производятся из хромо-никелиевой стали в расчете на труднейшие геологические условия.
Особое отличие колонных центраторов заключается в исполнении: они имеют монолитную конструкцию. При этом их комплектуют тремя специальными лопастями, прошедшими процедуры армирования и прессовки. Они расходятся в стороны, касаясь стен скважины. Для повышения стойкости центратора лопасти обрамляются дополнительным вооружением на концах. Это свойство также гарантирует длительное сохранение центрирующих возможностей устройства. В комплексе армирование и вооружение позволяет повысить прочность и долговечность изделия.
Если колонные центраторы необходимо установить на соединение между упрочненными бурильными трубами (УБТ), то их производят с двумя типами замков – внешней и внутренней резьбой. Для монтажа центратора над долотом оба замка делаются изнутри. Последний тип колонного центратора может снабжаться режущим элементом для калибровки поверхности скважины.
При необходимости изменения направления скважины используются передвижные центраторы. Они изготавливаются на базе анализа поставленной технологической задачи. При этом учитывается необходимый уровень стабилизации ствола скважины и угол изменения её наклона. Такие центраторы состоят из главной муфты, лопастей и цанги. Шесть армированных лопастей располагаются на поверхности муфты. А цанга, имея обычную коническую резьбу, вкручивается в муфту. Обычно это необходимо, чтобы закрепить передвижной центратор на двигателе. При повороте муфты цанга начинает сжиматься, надежно закрепляя корпус двигателя. С этой же целью на внутренней поверхности цанги делают продольные полосы из сплава вольфрама и кобальта.
Резьба цанги имеет ступенчатый тип, благодаря чему при достижении максимального вкручивания происходит заедание. Как правило, степень усилия для этого должна достигать 100-500 кН, а различна из-за момента свинчивания, который обычно равен от 23 до 56 кН.м.
Как видно, передвижные центраторы имеют довольно простое строение, выполняя при этом очень ответственную задачу. Именно простота устройства гарантирует удобство при выполнении работ и необходимый уровень надежности.
Непременно стоит отметить маркировку, проставляемую на центраторах. Она зависит от типа пород, через которые способно проходить устройство. Например, маркировка МС говорит о возможности прохода центратора через мягкие пласты пород, имеющие прослойки средней жесткости. Маркировка С обозначает центраторы, работающие с породами средней жесткости, а буквой Т маркируются центраторы для максимально твердых пород.
Центраторы по способу крепления на трубе
По способу крепления на трубе все наружные центрирующие устройства делятся на пять типов:
- Струбцинные — очень удобны для соединения относительно небольшого диаметра труб. Часто используются мастерами-любителями и малым бизнесом. Основная их часть — захват может выполняться в форме подходящей для конкретной трубы (трапеция, окружность или параллелепипед). Его нижняя часть является дополнительной опорой при монтаже. Легко ремонтируются, надежны, стоимость низка. Просты в эксплуатации.
- Эксцентриковые — по конструкции фактически совпадают с арочными, но имеют существенное дополнение — эксцентрик. Он представляет собой рычаг, стягивающий две рабочие половины устройства. Применение эксцентрика ускоряет центрирование, но требует значительного опыта. В случае ошибки с силой и местом монтажа устройства, оно может неожиданно раскрыться в момент сварки труб. Стоимость немного выше, чем у арочного варианта.
- Цепные — основная часть этого устройства представляет собой своеобразную цепь, затягиваемую на трубах специальным механизмом. Из-за маломощного редуктора процесс крепления довольно трудоемок, но такой механизм надежен и дешев.
- Арочные — простые устройства из двух крепящих элементов. В действие часто приводятся гидравлическим приводом (с помощью мускульной силы человека). Чаще всего они применяются при соединении труб диаметром до 1 метра.
- Многозвенные — конструктивно являются переходным вариантом между арочными и цепными. Могут иметь как ручной привод (винтовой ворот), так и гидравлический. Высокоэффективны при работе с трубами диаметром от 1 до 2 метров.
Любой из них может оснащаться гидроприводом и электрическим насосом к нему.
В заключение
Вот что представляют собой эти приспособления. С их помощью процесс прокладки трубопроводов значительно ускорится и упростится. А точность и надежность сварного шва будет на высоком уровне.







Центратор звенный наружный типа ЦЗН, Центратор наружный эксцентриковый типа ЦНЭ, Центратор звенный универсальный типа ЦЗУ(ЦЗА), Центратор звенный наружный гидрофицированный типа ЦЗН-Г, Центратор наружный с гидродомкратом типа ЦНГ.
Звенный наружный центратор для труб применяются в основном в нефтепроводной строительной отрасли, а именно для центровки торцов труб (обечаек) при сварочных работах диаметром 20 мм по 2020 мм.
Наружный центратор для труб стоит взять на вооружение каждому сварщику, так как это удобное, простое и неприхотливое в работе приспособление для стяжки труб перед сваркой.
Наружный центратор эксцентриковый применяются в основном в нефтепроводной строительной отрасли, а именно для центровки торцов труб (обечаек) при сварочных работах диаметром от 57 мм до 426 мм.
ЦНЭ центратор эксцентриковый стоит взять на вооружение каждому сварщику, так как это удобное, простое и неприхотливое в работе приспособление для стяжки труб перед сваркой.
Звенный наружный центратор гидрофицированный типа ЦЗН-Г с (гидродомкратом) для труб диаметром от 530 мм до 1720 мм. Центратор ЦЗН-Г с дополнительным гидродомкратом применяется для стяжки симметричного смещения торцов стального трубопровода, как в полевых условиях, так и в условиях промышленных предприятий.
Гидрофицированный центратор ЦЗН-Г, в отличии от обычного центратор ЦЗН, имеет гидродомкрат, тем самым доказывает свою повышенную эффективность при формировании стыков стальных труб.
Разъемный центратор гидравлический применяются в строительстве нефтегазовой отрасли для центровки труб (обечаек) диаметром от 426 мм до 1720 мм.Центратор ЦНГ Уникален тем, что в рабочем состоянии сварщик может варить стык трубопровода непрерывно, так как в центраторе предусмотрены пазы для прохождения электрода.
Центратор универсальный для труб ЦЗН-У-это специализированное оборудование, основным предназначением которого, как это видно из его наименования, является центровка труб различных диаметров.
Применение центраторов универсальных позволяет не просто качественно соединить трубы по их сварным швам, но и сделать это таким образом, чтобы полученная в итоге конструкция была идеально ровной, что позволило бы избежать утечке топлива. Центратор универсальный для труб представляет собой разборную конструкцию, состоящую из несколько звеньев. Благодаря этому, его можно применять для труб различного диаметра -от 530 до 1420 миллиметров. В случае, если диаметр трубы не имеет постоянной длинны, отдельные звенья можно регулировать, меняя непосредственно их длину.
ПСТ предназначены для подогрева стыков труб перед их сваркой при строительстве трубопроводов диаметром от 219 до 1420 мм. При заказе подогревателей указывают его тип и диаметр трубопровода.
ПСТ соответствуют требованиям технической документации.
Использование любых фото, видео и текстовых материалов с данного сайта без официального разрешения владельца запрещено!


Компания Рутектор – официальный дистрибьютор представленного в каталоге оборудования.
Получить исчерпывающую информацию о моделях, наличии на складе, условиях поставки можно по телефонам, указанным выше, или отправив запрос. Отправить запрос