
Электродержатель своими руками
Разновидности самодельных держаков.
Трезубец
Виды держаков для сварки.
При всем этом трезубец можно сделать вполне безопасным вот по какому алгоритму действий:
- В качестве основы держака для сварочного аппарата своими руками выступает арматура или металлический пруток из стали после гибки. Диаметр прутка должен быть не меньше 8-ми мм.
- К трезубцу привариваются две части трубки: одна часть фиксирует изоляцию кабеля, вторая – обжимает кабель без изоляции.
- Изолятором может быть отрезок армированного шланга. Тщательность его монтажа – самое ответственное дело, это этого будет зависеть безопасность устройства. Нельзя допускать ослабления крепежа изолятора, для этого можно применить специальный анаэробный фиксатор резьбы Done Deal.
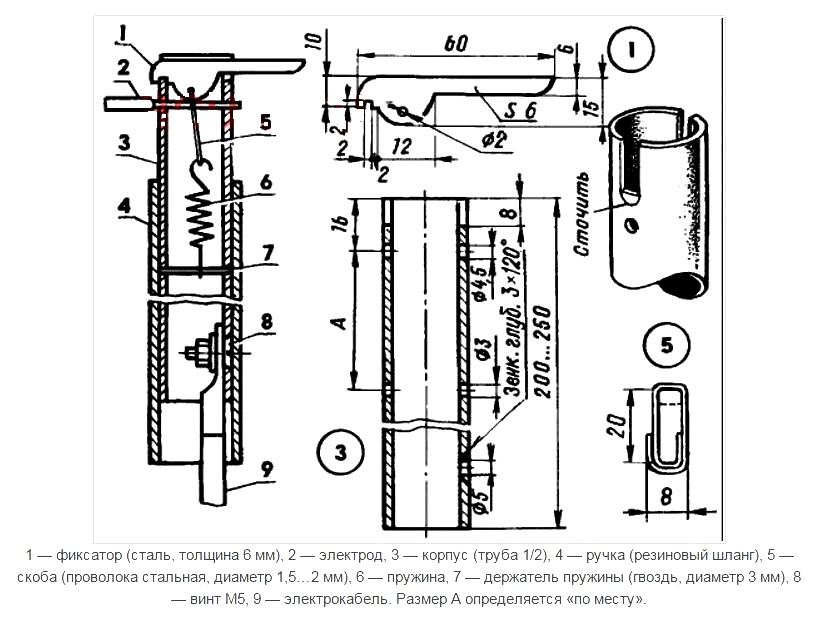
Винтовая модель
Как создать винтовую модель держака:
- Из медной трубки можно сделать отличный держак для сварочного аппарата винтового типа. Обрезки медных трубок можно найти в избытке у монтажников кондиционеров. Обычно это труба с внешним диаметром 19 мм.
- Ручка может быть сделана из металлопластиковой трубы с внешним диаметром 26 мм. Самым оптимальным вариантом будет резиновый шланг. Ручку нужно натянуть на медную трубку так, чтобы она полностью закрывала ее.
- Ручку нужно обернуть куском куртки или перчатки, чтобы она не скользила в руках.
- Финальным действием будет вклеивание болта размером М12 со сквозным отверстием в крышку от пластиковой бутылки. Ваш самодельный держатель для электродов готов.
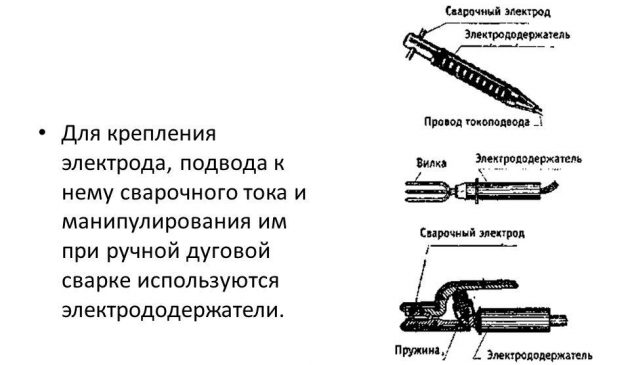
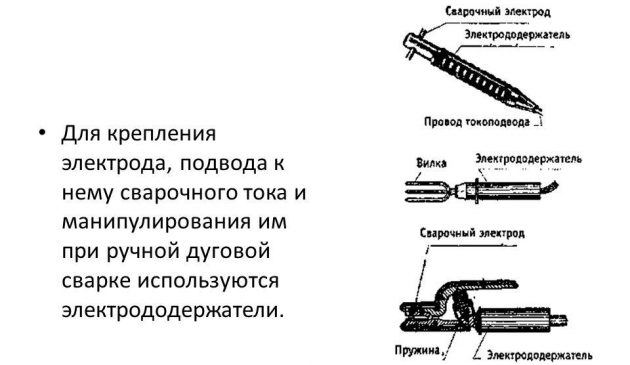
Электрододержатели как для ручной дуговой сварки, так и для аргоновой, являются отличным подспорьем мастерам для удобства работы и повышения качества изделий. Эти приспособления можно купить, а можно сделать самостоятельно. Главные критерии во всех случаях – это безопасность, устойчивость и надежность.
Обслуживание сварочного аппарата
Базовое обслуживание аппарата — это его очистка от загрязнений и пыли. Такую очистку нужно проводить регулярно. Техническое обслуживание аппарата должен выполнять специалист в сервисном центре или на производстве. Не выполняйте техническое обслуживание, если не имеете достаточных навыков и опыта.
Перед обслуживанием отключите аппарат от сети. Протрите все кабели и корпус влажной тряпкой или специальным средством, если загрязнения въелись. Не разбирайте корпус инвертора без надобности. Не используйте мокрую тряпку для очистки. Не заламывайте провода во время очистки, и в целом выполняйте обслуживание аккуратно.
Если вы отдадите инвертор специалисту, то он должен очистить аппарат от пыли с помощью сжатого воздуха. Зачастую для этого используют воздушный компрессор. Если определенные детали постоянно замасливаются, то их нужно регулярно чистить тряпкой. Также специалист должен осмотреть, насколько надежно скреплены все детали и подогнать их, если есть необходимость.
Также специалист по техническому обслуживанию должен регулярно проверять все кабели на предмет разрывов и неисправностей. Такую проверку нужно выполнять либо перед отправкой аппарата на длительное хранение, либо раз в месяц.
Как не купить низкокачественный?
Недобросовестные производители делают губки держака для сварки из стали и покрывают их медью. Внешне отличить детали сложно, особенно если человек не обладает специальными знаниями. Самый простой способ проверить, взять с собой в магазин магнит. Он прилипает к черным металлам и не магнитится к меди.
К сварочному держателю прилагается инструкция, в которой описание устройства, его техническая характеристика. На качественный товар производитель дает гарантийный срок.
На корпусе имеется маркировка. Она включает в себя фирменный знак производителя, клеймо, подтверждающее качество, дату изготовления, а также ГОСТ, которому соответствует данное изделие. Хороший держатель имеет все необходимые документы и значения на корпусе.
Не стоит экономить на держаке и покупать дешевый, или на рынке. Такая экономия приведет к лишним расходам. Устройство быстро выйдет из строя и придется покупать новое. В первую очередь начнут подгорать губки. Невозможно сделать ровный шов, если электрод шатается, выпадает. Изолирующие детали из материала низкого качества будут лопаться и отваливаться.
Разновидности сварочных держателей
В зависимости от области применения, держатели электродов можно разделить на две большие группы – универсальные и специализированные. Применение специализированных фиксаторов регламентировано соответствующими ГОСТами, их использование в общедоступных сферах достаточно ограничено. Универсальные держатели конструктивно делятся на пять групп:
- электрододержатели–«прищепки»;
- электрододержатели–«трезубцы» или «вилки»;
- электрододержатели цанговые;
- безогарковые электрододержатели;
- резьбовые электрододержатели.

Держатели электродов для сварочного аппарата
Держатели–«прищепки»
Крепление электродов в держателях этого типа производится пружинным или рычажным механизмом зажима. Эти модели выполнены с надежным жаропрочным диэлектрическим покрытием, гарантирующим безопасность сварщика и исключающим несанкционированное искрение. Контактные поверхности имеют зубчатую структуру, что позволяет быстро и надежно закрепить стержень так, как это необходимо для работы.
Основными достоинствами держателей этого типа являются простота конструкции, доступность и невысокая стоимость. С помощью таких держателей можно получать шов высокого качества. Благодаря правильному расположению сварочного стержня обеспечивается быстрый поджог дуги. К недостаткам фиксаторов этого типа относится невысокая надежность фиксации стержня при ослаблении подпружиненного рычага.

Держатели–«вилки»
Этот держак для сварочного аппарата представляет собой самую популярную у профессиональных сварщиков модель электрододержателя. Он представляет собой конструкцию, состоящую из трех сваренных между собой стальных прутков, причем прутки сварены так, что средний выполняет роль пружины, прижимающей стержень к остальным двум. Такой фиксатор из-за своей простоты имеет низкую степень защиты, так как значительная часть его находится под напряжением.









Кроме наличия незащищенных поверхностей, к недостаткам таких фиксаторов следует отнести сложность извлечения огарка, а кроме этого, они не очень удобны в работе.

Сварочные фиксаторы цангового типа
Сварочные электрододержатели цангового типа представляют собой достаточно сложную конструкцию. Фиксатор стержня в этих устройствах выполнен по тому же принципу, что и зажим сверла в ручной дрели. Изготовить самому такой фиксатор очень сложно, для этого понадобится использование профессионального оборудования – токарного, фрезерного, сверлильного станков. К тому же, требуется очень высокая точность обработки деталей.
Держатели для электродов — устройство
Держатели электродов цангового типа применяются в горелках в аргонодуговом процессе – сварке в среде инертного газа аргона.
Безогарковые держаки
Безогарковый держак для сварочного аппарата из всех электрододержателей имеет наиболее простую конструкцию. Он состоит всего из двух частей – рукоятки с токоизоляционным покрытием и токоведущего стержня. Электрод в таком держаке не фиксируется никакими зажимными устройствами, а приваривается к торцевому концу контактного стержня. В процессе работы электрод без остатка расплавляется, после чего к стержню приваривается следующий.
Такие сварочные электрододержатели используются при работе с дорогостоящими расходными материалами.

Конструктивные схемы электрододержателей для ручной дуговой сварки
Резьбовые или винтовые держатели
Винтовой держатель для сварки пользуется наибольшей популярностью у сварщиков. Благодаря тому, что прижатие осуществляется завинчиванием прижимной головки, обеспечивается надежная фиксация стержня в устройстве. Снабженный эргономичной рукоятью, выполненной из плотного диэлектрика, диэлектрической завинчивающейся прижимной головкой, этот электрододержатель не имеет оголенных токоведущих частей, что является гарантией безопасности для сварщика.

Винтовой держатель электродов
Эти устройства выпускаются в нескольких модификациях:
- прямой, с правой резьбой;
- прямой с левой резьбой;
- изогнутый с правой резьбой;
- изогнутый с левой резьбой.
Специализированные держатели
Электрододержатели специализированных моделей предназначены для работы в конкретных устройствах для уникальной сварки некоторых изделий с особыми типами швов. Одним из таких устройств является специализированный сварочный агрегат, выполняющий одновременную сварку несколькими стержнями. Специализированные держатели работают и в аппаратах для сварки трехфазной дугой. Все эти модели имеют очень сложную конструкцию и достаточно тяжелы для ручной работы.
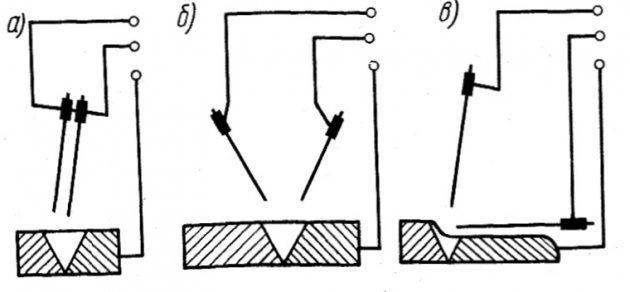
Сварка трехфазной дугой
Технические особенности: конструкция и принцип работы
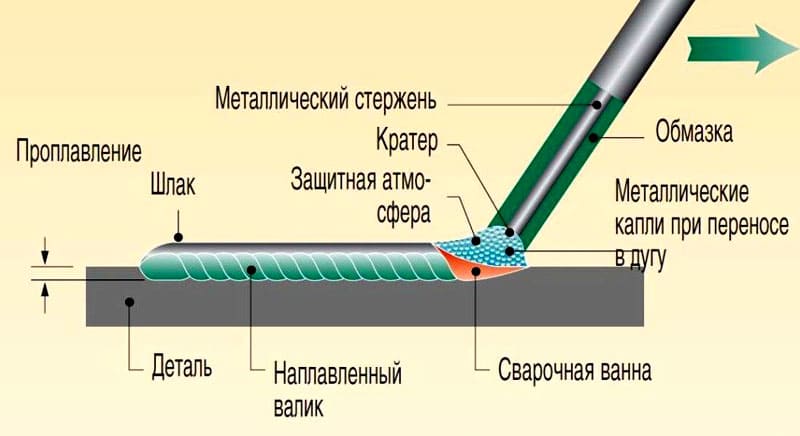
Думаем, большинство из вас хотя бы раз в жизни видели электрод. Да, в конструктивном плане герой нашего обзора имеет весьма простой внешний вид – стержень с небольшим узким основанием и более широкой основной частью. На самом деле, в данном случае подходит утверждение: «Всё гениальное – просто». Основная тонкая часть, именуемая сердечником, изготавливается из определённого вида стали или сплава. Обволакивающее сердечник утолщение именуется покрытием и может иметь различный состав, влияющий на сферу использования электрода.
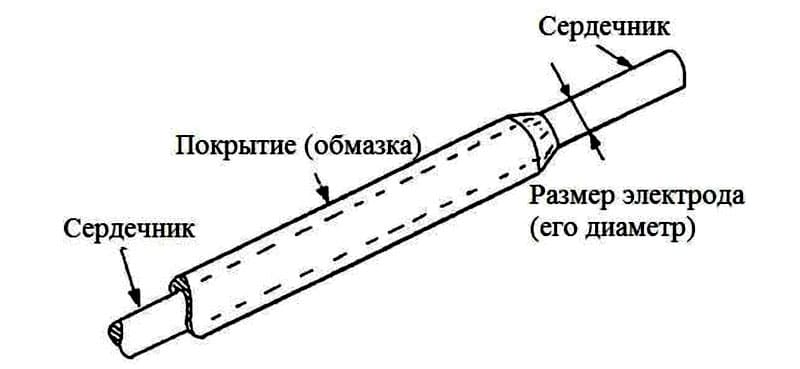 Торец, как и основание, не имеет покрытия, что позволяет получать прямой контакт со свариваемыми поверхностями ФОТО: en.ppt-online.org
Торец, как и основание, не имеет покрытия, что позволяет получать прямой контакт со свариваемыми поверхностями ФОТО: en.ppt-online.org
С точки зрения техники выполнения сварки, происходит всё следующим образом:
- тонким основанием электрод закрепляется в электродержателе, после чего сварщик осуществляет контакт расходного материала со швом;
- под воздействием электрического тока металл сердечника начинает плавиться, заполняя собой пространство между двумя стыкуемыми участками;
- покрытие (либо смазка) постепенно испаряется, образуя вокруг рабочей зоны защитный «купол», улучшающий качество работы и предотвращающий возможное окисление кромок.
 Стандартные электроды требуют постоянной замены – учтите это при больших объёмах сварки ФОТО: obinstrumente.ru
Стандартные электроды требуют постоянной замены – учтите это при больших объёмах сварки ФОТО: obinstrumente.ru
Как выбрать диаметр электрода, как его подключить и какую выставить силу тока
Выбрать марку электродов для инвертора еще не все. Даже если вы определились, остаются, как минимум, три вопроса:
- какой диаметр электрода использовать при сварке;
- какой ток выставить;
- к какому выходу «+» или «-» подключить электрод.
Обо всем по порядку. Начнем с того, какой диаметр электрода необходим для сварки. В общем рекомендуют исходить из толщины свариваемых металлов: при небольших толщинах электрод берут с диаметром того же размера, что и металл. Если вы варите металл 3 мм толщины, то и электроды берете аналогичного размера. Если варите что-то более толстое, соответственно берете 4 мм. Но большими электродами новичкам работать будет сложно. Начинайте осваивать сварку с толщины металла 3-4 мм. Для этого используйте электроды 3 мм, или как говорят «тройку».









Общие рекомендации по выбору диаметра электрода в зависимости от толщины металла
Относительно того, как какому выходу подключать электроды. В технических характеристиках на пачке, скорее всего, указано, для какой полярности предназначен электрод. При обратном подключении к положительному выходу подключают электрод, к отрицательному зажим, который цепляют на деталь. При прямой полярности на деталь сажают плюс, на электрод подают минус. Как это выглядит на сварочном инверторе, показано на фото.
Прямая и обратная полярность подключения на сварочном инверторе
Чем отличаются эти два типа подключения? Разное направление имеет поток электронов. Как известно, электроны движутся от «минуса» к «плюсу». Потому при сварке получается, что тот элемент, который подключен к «+» греется сильнее. Меняя режимы подключения можно управлять интенсивностью нагрева металла.
Рассмотрим несколько ситуаций. Например, у вас электрод 3 мм, металл 2 мм. Если на деталь подать «+» может получиться прогар. Потому в этом случае лучше использовать обратную полярность, при которой будет больше греться электрод. Если вы той же тройкой хотите сварить 6 мм металл, лучше это делать на прямой полярности: так разогрев металла будет более глубоким и шов получится более прочным.
Как выбрать сварочный инверторный аппарат читайте тут. Может вас заинтересует строительство забора из профнастила.
Сила тока при сварке
В общем случае при установке электрода сила сварного тока для инвертора выставляется в зависимости от диаметра используемого электрода. Вообще, на каждой пачке есть рекомендации, но можно обойтись и без них: на каждый миллиметр диаметра берут 20-30 Ампер тока. Получается довольно широкий диапазон, но далее нужно еще учесть как будете класть шов: с отрывом или без. Для сварки без отрыва ставят более низкие токи, с отрывом — более высокие.
Каким током нужно варить при разных электродах (общие рекомендации, точно подбирайте опытным путем)
Например, для электрода диаметром 3 мм расчетный ток получается от 60 А до 90 А. Реально работают в диапазоне от 30 Ампер до 140 Ампер. При сварке без отрыва выставляют ток порядка 70-90 А, с отрывом — 90-120 А. Эти параметры могут «гулять» в обе стороны: зависит еще от скорости движения кончика электрода, от марки и «текучести» свариваемой стали, от положения шва (для вертикального и горизонтального шва ставят чуть меньше, для потолочного — еще меньше).
В общем, даже рекомендованные производителем токи — это далеко не требование. Начинайте с них, а потом подбирайте так, чтобы вам было удобно работать и шов получался хороший. У вас должно получиться качественное соединение, а соотношение силы тока и скорости движения вы подберете экспериментальным путем. При этом ориентируйтесь на состояние сварной ванны. Она — ваш главный показатель качества.
О том как правильно варить инверторной сваркой читайте тут.
Ошибки, которые могут возникнуть при сварке
Теперь вы знаете не только, как выбрать электроды для инверторной сварки, но и как их подключить, какого диаметра они вам нужны для этой работы, и как для каждого типа электрода и шва подобрать ток. Теперь поговорим немного о держателях для электродов.
Какой держатель выбрать
Выбор держателя зависит от вида наиболее часто проводимых сварочных работ
При сравнении различных моделей следует уделить внимание следующим свойствам:
Технические параметры. Максимально допустимый ток должен быть на 10% ВЫШЕ, чем указано в паспорте сварочного аппарата. Слишком большой запас смысла не имеет, а только приведет к повышенной утомляемости сварщика за счет большего веса
Габариты и вес
Особенно важно, если планируется большой объем работ. За несколько часов сварки лишние 100 граммов веса и 5 сантиметров длины превратятся в пудовые гири.
Условия использования
Если планируются работы на открытом воздухе, при низких или наоборот, высоких температурах, повышенной влажности и т.д., материал держателя должен выдержать эти испытания и не рассыпаться через неделю.
Стоимость. Тут разброс просто поражает — от 200 до 15 тыс. руб. Выбор зависит от перечня и объема планируемых работ. Если требуется раз в неделю приварить уголок к забору или починить раму культиватора — вполне справиться и 200- рублевый. Преимущества ESAB-овского цангового держателя за 15000 руб. проявятся лишь при профессиональном применении и больших объемах сварочных работ.

Разнообразие держателей для сварочного аппарата
Разумным будет приобретение недорогого держателя про запас, чтобы не прерывать важную работу при внезапном выходе из строя основного. Держатель прослужит намного дольше, если за ним регулярно ухаживать. Зажим надо держать чистым и регулярно очищать его от окалины и других загрязнений. Хороший контакт с электродом обеспечит запланированное качество сварки и продлит срок службы устройства.










Как правильно подобрать электродержак
При подборе держателя следует обратить внимание на следующие характеристики:
- Размер и масса устройства. Вес и габариты держака очень важны. При многочасовой работе, лишние 50 грамм устройства будут ощущаться. В таком случае лучше приобрести компактную и легкую конструкцию. При наличии выбора, предпочтение отдайте лёгким и небольшим деталям, при условии одинаковых характеристик.
- Технические характеристики. Держатель должен соответствовать силе тока. Несоблюдение требования приведёт к прогоранию контактной части. При обгорании контактов дальнейшее использование устройства будет невозможно. Определить принадлежность устройства к категории по силе тока можно по маркировке, которая наносится на несменяемую часть изделия.
- Качество изолирующего материала. Для обеспечения безопасного выполнения работ следует подобрать держак с качественно изолированной рукоятью. В качестве диэлектрика, практически во всех деталях, используется пластик достаточной толщины, чтобы надёжно защитить оператора сварочного аппарата от воздействия электрического тока.
- Стоимость. Приобрести держатель для сварочного аппарата можно от 100 рублей, но качеством дешёвая модель, отличаться не будет. Брендовые экземпляры продаются за несколько сотен долларов, но для повседневной работы нет необходимости приобретать держаки по такой цене. Достаточно приобрести изделие в средней ценовой категории, чтобы обеспечить себя на длительное время качественным инструментом для сваривания металлов.
Видео:
Лучшие модели держаков
Чтобы приобрести держатель электродов для сварочного аппарата и не разочароваться в его качестве, следует выбирать модели, которые применяются сварщиками на протяжении длительного времени и не вызывают у них негативных эмоций.
Негативные отзывы чаще всего бывают о продукции китайского производства, но некачественная продукция может поступать на отечественный рынок и из других стран.
Чтобы не ошибиться при выборе держака рекомендуется приобретать следующие модели:
1. ESAB Handy 200 (200 А) — пользуется большим спросом у профессиональных сварщиков.
Деталь имеет высокие эксплуатационные характеристики, которые не снижаются в течение всего рекомендованного производителем срока. Произведено изделие в Швеции, поэтому можно рассчитывать на европейское качество.
Вес Handy 200 составляет 550 грамм, но учитывая хорошее изоляционное покрытие и качественный зажим, небольшое увеличение массы держака по сравнению с другими моделями вполне оправдано. Handy 200 представляет собой винтовой держатель, что позволяет выполнять сварочные работы качественно и безопасно.
При использовании устройства можно сваривать металл электродами диаметром от 2,0 до 4,0 мм. Стоимость изделия на российском рынке около 500 рублей.
Видео:
2. Сибртех 500А — недорогой, но качественный инструмент отечественного производства, который можно использовать до 500 А.
Держатель 500А Сибртех 91455 представляет собой устройство клещевого типа, в котором замена рабочего электрода может быть выполнена быстро.
Изделие имеет надёжную изоляцию из пластика, которая способна защитить оператора от воздействия электрического тока. Приобрести можно за 300 рублей.
Видео:









3. ESAB 500 — держак известной шведской фирмы, которая занимается выпуском высококачественной продукции уже более 100 лет. Держатель электродов esab можно применять для сварочных работ с током до 500 А.
Основным преимуществом изделий ESAB 500 является сверхмалый вес, который составляет всего 200 грамм. Стоимость изделия на российском рынке — около 3000 рублей.
4. Germany type 300 A — идеально подходит для выполнения сварки с током до 300 А и диаметром электрода 2 — 4 мм. Благодаря особой рифлёной конструкции ручки устройства, удаётся добиться надёжного удержания в руке. Модель отличается качественным пластиком изоляции и относительно небольшим весом.
Токоведущая часть обладает низким коэффициентом сопротивления и высокой устойчивостью к коррозии, благодаря использованию латуни в качестве основного материала. Зафиксировать электрод в устройстве можно в четырёх положениях, что делает выполнение сложной работы более комфортным и точным. Приобрести Germany 300 A можно всего за 300 рублей.
P.S. Если сварочные держаки для ручной дуговой сварки будут подобраны правильно, то соединение металлических конструкций будет комфортным.
Общая информация
Так зачем вообще необходимо изучение инструкции по эксплуатации? Инструкция по эксплуатации может стать вашим пособием по работе с аппаратом, если вы новичок. Прочитав ее один раз вы уже получите много полезной информации и сможете выполнить вашу первую сварку.
А если вы сварщик на производстве, то изучение инструкции просто обязательно. Дело в том, что инструкция по эксплуатации аппарата позволяет быстро и просто прочитать производственные инструкции на любые типы сварочных работ. Производственная инструкция включает в себя техническое задание, типы используемого оборудования и расходников, а также непосредственно инструкцию по эксплуатации сварочного аппарата.
В этой статье мы приводим стандартную инструкцию по использованию сварочного инвертора. Конечно, инструкция может отличаться для каждого отдельного сварочного аппарата, но суть их эксплуатации одна. Так что прочтя эту статью вы сможете использовать абсолютно любой сварочный инвертор без необходимости изучения дополнительной информации.
Как пользоваться?
Технология применения устройства не отличается сложностью. В первую очередь присоединяется сварочный кабель, после чего приступают к монтажу.
Большинство агрегатов оснащено включателями, активирующими магнитное поле. В состоянии покоя магнит не будет притягиваться к поверхности.
Для ввода в эксплуатацию нужен один человек. После контакта с рабочей плоскостью необходимо активировать прибор. По окончанию этих действий зажим в рабочем режиме.
После завершения работ следует произвести вышеописанные действия в обратном порядке. Не пытайтесь отделить от детали включенное устройство – многие модели обладают достаточно большой прочностью на отрыв. Кроме того, это может вывести из строя фиксатор.
По окончании работ следует немедленно очистить контактную поверхность магнита от металлической стружки, поскольку она негативно влияет на силу притяжения.
Разновидности сварочных держателей
В зависимости от области применения, держатели электродов можно разделить на две большие группы – универсальные и специализированные. Применение специализированных фиксаторов регламентировано соответствующими ГОСТами, их использование в общедоступных сферах достаточно ограничено. Универсальные держатели конструктивно делятся на пять групп:
- электрододержатели–«прищепки»;
- электрододержатели–«трезубцы» или «вилки»;
- электрододержатели цанговые;
- безогарковые электрододержатели;
- резьбовые электрододержатели.
Держатели электродов для сварочного аппарата
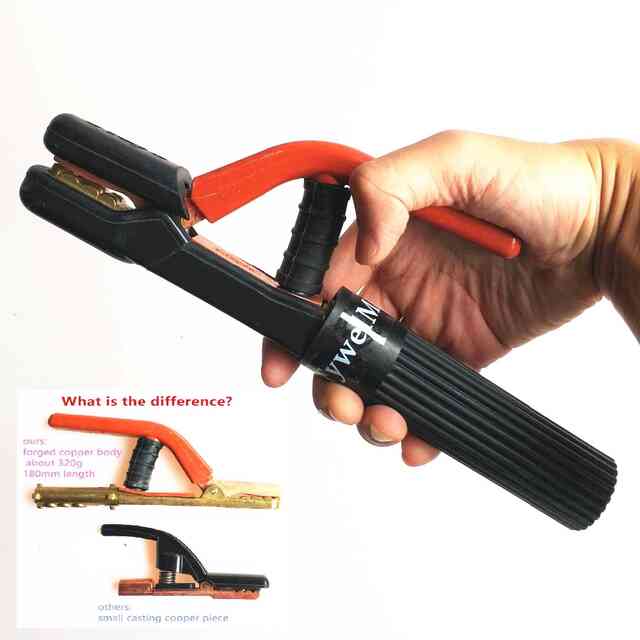
Держатели–«прищепки»
Крепление электродов в держателях этого типа производится пружинным или рычажным механизмом зажима. Эти модели выполнены с надежным жаропрочным диэлектрическим покрытием, гарантирующим безопасность сварщика и исключающим несанкционированное искрение. Контактные поверхности имеют зубчатую структуру, что позволяет быстро и надежно закрепить стержень так, как это необходимо для работы.
Основными достоинствами держателей этого типа являются простота конструкции, доступность и невысокая стоимость. С помощью таких держателей можно получать шов высокого качества. Благодаря правильному расположению сварочного стержня обеспечивается быстрый поджог дуги. К недостаткам фиксаторов этого типа относится невысокая надежность фиксации стержня при ослаблении подпружиненного рычага.
Держатели–«вилки»
Этот держак для сварочного аппарата представляет собой самую популярную у профессиональных сварщиков модель электрододержателя. Он представляет собой конструкцию, состоящую из трех сваренных между собой стальных прутков, причем прутки сварены так, что средний выполняет роль пружины, прижимающей стержень к остальным двум. Такой фиксатор из-за своей простоты имеет низкую степень защиты, так как значительная часть его находится под напряжением.










Кроме наличия незащищенных поверхностей, к недостаткам таких фиксаторов следует отнести сложность извлечения огарка, а кроме этого, они не очень удобны в работе.
Сварочные фиксаторы цангового типа
Сварочные электрододержатели цангового типа представляют собой достаточно сложную конструкцию. Фиксатор стержня в этих устройствах выполнен по тому же принципу, что и зажим сверла в ручной дрели. Изготовить самому такой фиксатор очень сложно, для этого понадобится использование профессионального оборудования – токарного, фрезерного, сверлильного станков. К тому же, требуется очень высокая точность обработки деталей.
Держатели для электродов — устройство
Держатели электродов цангового типа применяются в горелках в аргонодуговом процессе – сварке в среде инертного газа аргона.
Безогарковые держаки
Безогарковый держак для сварочного аппарата из всех электрододержателей имеет наиболее простую конструкцию. Он состоит всего из двух частей – рукоятки с токоизоляционным покрытием и токоведущего стержня. Электрод в таком держаке не фиксируется никакими зажимными устройствами, а приваривается к торцевому концу контактного стержня. В процессе работы электрод без остатка расплавляется, после чего к стержню приваривается следующий.
Такие сварочные электрододержатели используются при работе с дорогостоящими расходными материалами.
Конструктивные схемы электрододержателей для ручной дуговой сварки
Резьбовые или винтовые держатели
Винтовой держатель для сварки пользуется наибольшей популярностью у сварщиков. Благодаря тому, что прижатие осуществляется завинчиванием прижимной головки, обеспечивается надежная фиксация стержня в устройстве. Снабженный эргономичной рукоятью, выполненной из плотного диэлектрика, диэлектрической завинчивающейся прижимной головкой, этот электрододержатель не имеет оголенных токоведущих частей, что является гарантией безопасности для сварщика.
Винтовой держатель электродов
Эти устройства выпускаются в нескольких модификациях:
- прямой, с правой резьбой;
- прямой с левой резьбой;
- изогнутый с правой резьбой;
- изогнутый с левой резьбой.
Специализированные держатели
Электрододержатели специализированных моделей предназначены для работы в конкретных устройствах для уникальной сварки некоторых изделий с особыми типами швов. Одним из таких устройств является специализированный сварочный агрегат, выполняющий одновременную сварку несколькими стержнями. Специализированные держатели работают и в аппаратах для сварки трехфазной дугой. Все эти модели имеют очень сложную конструкцию и достаточно тяжелы для ручной работы.
Сварка трехфазной дугой





