
Приспособления для ручного фрезера
Основная задача, которую выполняют различные приспособления для данного агрегата – это расширение функциональных возможностей устройства. Некоторые из приспособлений идут в комплекте с аппаратом, но остальные приставки к фрезеру необходимо приобретать отдельно или изготавливать собственноручно.
Параллельный упор
Данное приспособления имеется в стандартной комплектации любого фрезера.
Упор позволяет производить прямолинейные резы на заготовках. В качестве базовой направляющей используется кромка заготовки либо направляющая шина.
Направляющая шина
Шина выполняет роль направляющей, по которой движется упор аппарата. Используя данное приспособление, производят прямолинейное фрезерование заготовок.

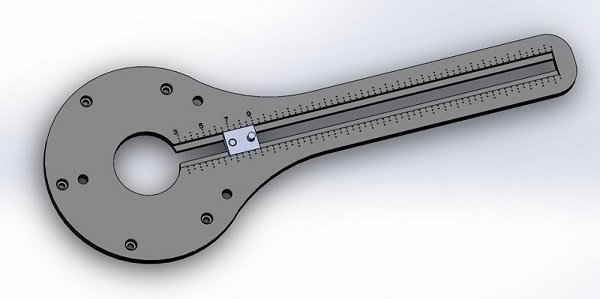
Циркуль
Данное приспособление крепится к подошве агрегата и позволяет производить радиальную фрезеровку и вырезание окружностей.

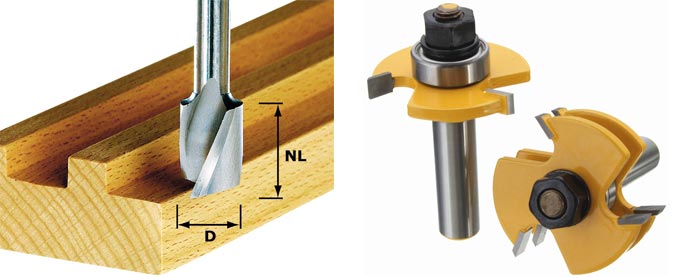
Выборка пазов
Для выборки пазов определенной ширины используют приспособление для фрезера, показанное на следующем рисунке.

Ширина паза регулируется одной площадкой. В данном случае применяется прямая пазовая фреза с верхним подшипником.
Копир
Для перенесения какого-либо сложного орнамента или узора на заготовку используют специальные приспособления — копиры (пантографы).

Работает копир следующим образом:
- заготовка укладывается под установленный в пантографе агрегат;
- на нужном расстоянии от копира размещается орнамент или узор, который необходимо скопировать;
- указка пантографа устанавливается в начальную позицию, после чего включается двигатель агрегата;
- все движения указки по рисунку с точностью передаются на фрезер, и он вырезает на заготовке копию требуемого узора.
Копировальные кольца и шаблон
Копировальная втулка нужна, в первую очередь, для защиты шаблона от воздействия лезвий инструмента. Кроме этого, копировальное кольцо, передвигаясь по кромке шаблона, передает все его формы фрезе, которая и обрабатывает деталь, находящуюся под приспособлением.


Обработка тел вращения
Данное нехитрое приспособление позволяет вырезать поперечные и продольные пазы в заготовках цилиндрической формы (точеные ножки стола, столбы, балясины).

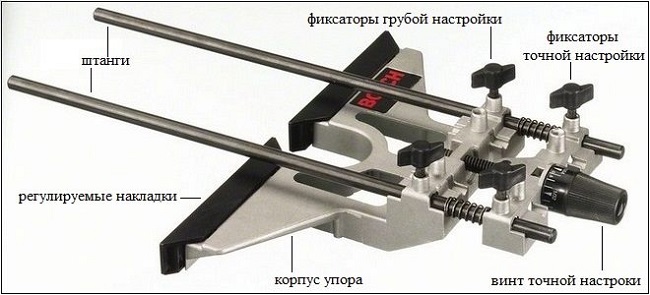
Шипорезное приспособление
Чтобы изготовить шипы для ящичного соединения, прямые или ласточкин хвост, используют шипорезное приспособление.

Использование данной приставки позволяет изготавливать шипы с равными расстояниями между ними, благодаря чему соединение деталей происходит идеальным образом.
Приспособление шип-паз
Соединение шип-паз является самым распространенным в столярном деле.

Чтобы изготовить данное соединение, существуют специальные приспособления, называемые пантороутерами.


Несмотря на кажущуюся сложность конструкции, данный станок легко изготавливается своими руками по чертежам, которых достаточно в интернете.
Стол для фрезера
Устанавливая ручной агрегат в стол, вы получаете стационарный мини-станок. С его помощью удобно обрабатывать мелкие и длинные детали, которые не получается зажать струбцинами. В продаже имеются уже готовые фрезерные столы, специально предназначенные для закрепления ручных фрезерных машин. Ниже показан стол, выпускаемый компанией Корвет.

Но как показывает практика, большинство мастеров предпочитают изготавливать фрезерные столы своими руками, поскольку конструкция их не отличается сложностью. Стол под фрезер можно изготовить из толстой фанеры или из ЛДСП толщиной от 16 мм.

Приспособление для филенок
Если вырезать равнобедренный треугольник, например, из фанеры, и закрепить его на подошве фрезера, как показано на следующем рисунке, то получится нехитрое приспособление для обработки филенок дверей.

Данная накладка позволяет проводить дополнительное декорирование уже готовых дверей, не разбирая их, без применения шаблонов.
Характеристики дисков по дереву
Рассматривая различные модели дисковых пил и полотен для распила, необходимо решить, для работы с каким материалом планируется их использовать, какую работу планируется выполнять с их помощью. На текущий момент в продаже представлено большое количество разнообразных моделей этих устройств. Однако следует помнить о том, что подходить к выбору следует с максимальной серьезностью. Скажем, на частоту вращения может оказать существенное влияние тип сырья, с которым планируется работать. Чистота же определяет и подходящий диаметр полотна. Помимо них, значение приобретают и иные параметры.
Диаметр рабочего диска
Эта характеристика может определять оптимальную частоту вращения инструмента:
- при диаметре не более 80 мм – частота вращения 23 800 об/мин.;
- при диаметре не более 100 мм – частота 19 100 об/ мин. ;
- при диаметре 120 мм – частота15 900 об/ мин. ;
- при диаметре 250 мм – частота 7 600 об/ мин. ;
- при диаметре 300 мм – частота 6300 об/ мин.
С увеличением размера пильного полотна уменьшается частота вращения пилы. Об этой особенности всегда необходимо помнить, выбирая рабочий инструмент и комплектующие к нему.
Скорость распила
Помимо этого, подготовленный для работы материал будет оказывать влияние на скорость распила:
- если используется мягкая древесина, то рабочую скорость следует устанавливать на уровне 50-90 метров в секунду;
- при работе с твердой древесиной — 50-80 метров в секунду;
- при использовании ламинатных панелей с различным покрытием — 40-60 метров в секунду;
- при работе с экзотическими породами древесины рабочая скорость должна находиться на уровне 50-85 метров в секунду;
- при работе с панелями МДФ уровень скорости должен составить 30-60 метров в секунду;
- во время выполнения столярных работ скорость нужно устанавливать на уровне 60-80 метров в секунду;
- если возникла задача по резке плит ДСП, то оптимальной будет считаться скорость 60-80 метров секунду.
Рассматривая различные модели пильных дисков, необходимо принимать во внимание форму, которую имеют зубья пилы, а также размеры и рабочие скорости. Для наглядности можно рассмотреть следующие рабочие параметры:
- Если производителем были заложены в пильные диски следующие характеристики n= 1500 оборотов в минуту, u = 10 метров минуту, z= 60, Sz = 0,11 мм, то они подходят для распила плит ДСП, а также твердой и мягкой древесины. Обработка материала может выполняться поперек или вдоль волокон.
- Если производитель определил для пильного полотна характеристики n= 3000 оборотов в минуту, u = 5 метров в минуту, z = 40, Sz = 0,04, то с его помощью можно обрабатывать плиты ДСП, характеризующиеся наличием полимерного наружного покрытия. Также их можно применять и для резки алюминия, ламинированных плит и фанеры разного типа.
Важным моментом является то, что пильные диски в обязательном порядке содержат необходимые параметры, которые должны быть выдержаны при их использовании. Это упрощает процедуру подбора инструмента, который можно будет использовать для выполнения той или иной работы
Сравнивая пильные диски по количеству оборотов, толщине, скорости и иным параметрам, важно иметь в виду, что в продаже можно встретить пилы разного типа. По этой причине важно понять, для работы с каким инструментом предназначен определенный пильный диск
Классификация и виды фрез для обработки древесины
Фрезы по дереву для ручного фрезера могут быть подразделены на следующие разновидности:
Предназначенные для обработки кромок древесины (концевые фрезы). Такой инструмент снабжается направляющим подшипником, который и обеспечивает ровность обрабатываемого края изделия. К этой же категории относятся и спиральные фрезы.
Пазовые фрезы с плоским торцом. Для их применения потребуется наличие упора и известный практический навык, поскольку без шаблона получить ровный паз прямоугольной формы практически невозможно.
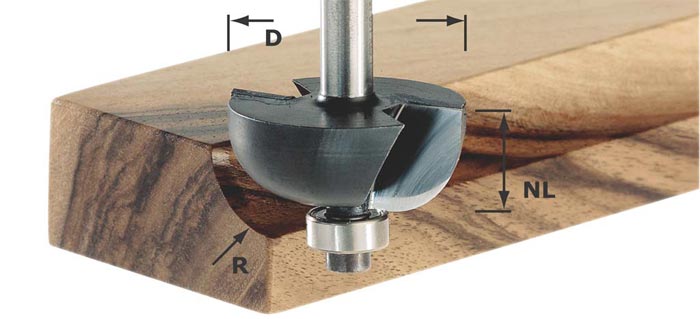
Галтельные фрезы, предназначенные для выфрезеровывания полукруглой канавки в торце деревянного бруска. Такие фрезы также являются достаточно универсальными, поскольку от глубины погружения фрезы в материал зависит размер дуги канавки. Галтельные фрезы с опорным подшипником позволяют получать декоративные мебельные рейки.
Пазовые фрезы с V-образным торцом. При их использовании можно получить неглубокую канавку, боковые стенки которой будут наклонены по отношению друг к другу на угол 900. При увеличении глубины внедрения такой фрезы в материал, у паза будут получены ровные стенки.

Шиповая фреза с обратным конусом, для получения пазов типа «ласточкин хвост». Такой инструмент незаменим при выполнении ремонтных работ с мебелью, когда один фрагмент удаляется, а второй закрепляется с основой при помощи указанного паза.

Конусные фрезы. С их помощью ведут обработку внешних кромок изделия, которые по своей готовности должны иметь фаски строго установленной высоты и угла наклона. Глубина внедрения такой фрезы в древесину может быть ограничена установкой упорного подшипника, подобного тому, который применяется для кромочных фрез.










Калёвочные фрезы, используя которые можно получать скруглённые кромки. В набор фрез по дереву для ручного фрезера обычно входят несколько типоразмеров такого инструмента, что позволяет оформлять кромки с различными значениями радиусов закругления. Установка опорного подшипника позволяет, при более глубоком внедрении инструмента в дерево, получать далее прямолинейную кромку.

Четвертные фрезы. Они создают не только вертикальную, но и горизонтальную кромку, а потому применяются при изготовлении и ремонте деревянных оконных рам.

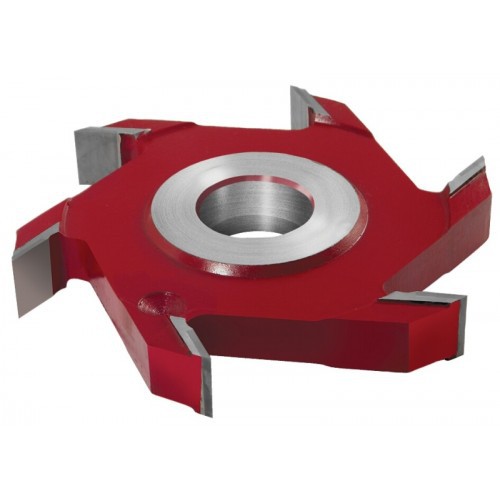
Дисковые фрезы. Также предназначены для выполнения пазов, но, в отличие от пазовых фрез работают не торцом, а периферией своей рабочей части. Комплект из таких фрез различного диаметра (3…6 мм) позволяет получать пазы с гарантированной глубиной по всей протяжённости участка обработки. Опорный подшипник в этом случае не потребуется. Дисковые фрезы с увеличенной высотой рабочей части иногда называют фальцевыми, и применяют для получения оконных пазов под стекло в деревянных рамах.
Комбинированные фрезы объединяют в себе по предоставляемым возможностям шиповые и пазовые виды.
Перечисленными исполнениями фрез по дереву для ручного фрезера можно пользоваться не только при обработке древесины, но и ряда других материалов, в частности гипсокартонных плит, многослойной фанеры и т. п.
Кромочные фрезы
В большинстве случаев кромочные фрезы имеют упорный подшипник. Благодаря ему появляется возможность вести инструмент по шаблону, обрабатывая кромки и ребра заготовок.
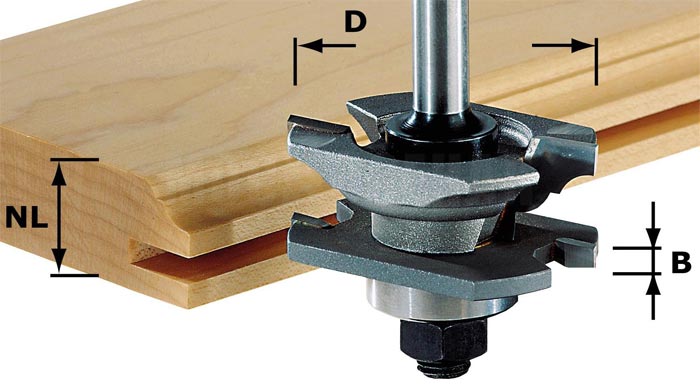
Полустержневые
Инструмент создает выступы полукруглой формы на кромках заготовок.
Если использовать полустержневую фрезу в паре с калевочной или галтельной, то можно изготавливать шарнирные соединения. Также полустержневым инструментом изготавливают стержни круглого сечения. В этом случае заготовка обрабатывается с обеих сторон.
Фигурные
Данные фигурные фрезы еще называют мультипрофильными. В зависимости от задач мастер может использовать часть профиля оснастки или задействовать его полностью. Во втором случае потребуется устанавливать инструмент в агрегат, который имеет мощность не менее 1600 Вт.
Галтельные
Предназначаются для придания ребрам заготовки внутреннего радиуса или выборки пазов с круглым сечением.
Галтельные фрезы оснащаются одним или двумя подшипниками, исключающими перекос инструмента.
Конусные
С помощью конусных резаков можно:
- снимать фаску на ребре заготовки;
- декорировать кромку столешницы;
- создавать угловой срез на ребрах заготовки перед их склеиванием (можно получать изделия многоугольной формы).
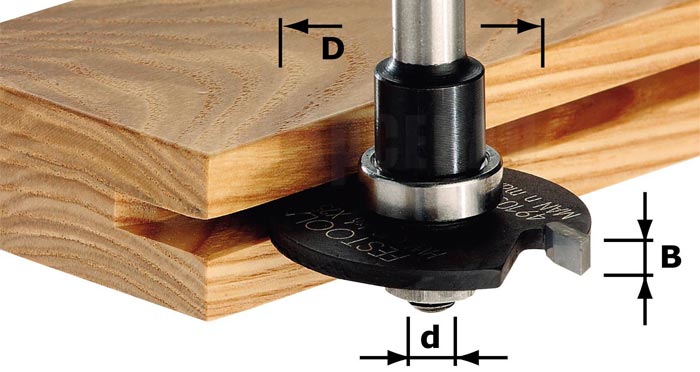
Фальцевые
Применяются для выборки четверти и пазов прямоугольного сечения. Благодаря упорному подшипнику фальцевая фреза может использоваться как на ровных, так и на криволинейных заготовках.
Для регулировки глубины паза применяют упорные подшипники разных диаметров.
К этой же категории относится и пазовая дисковая фреза. С ее помощью в заготовке прорезается паз под установку Т-образной ПВХ кромки.
Калевочные
Калевочные фрезы позволяют получить дугообразную, прямую, а также фигурную кромку на заготовке. Работая какой-либо частью одной и той же оснастки, можно:
- скруглить ребро детали;
- получить кромку с фальцем;
- сделать полустержневой выступ;
- получить кромку с губкой;
- сделать декоративную обработку ребер, к примеру, изготавливая оконные рамы.
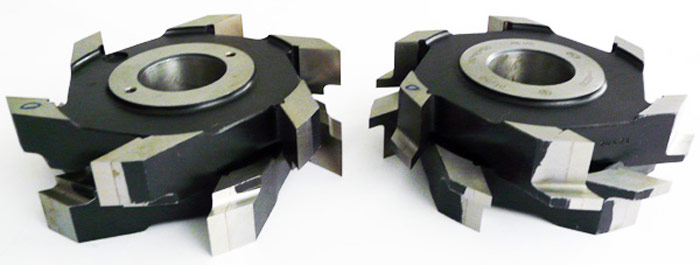
Оснастка данной серии может быть и двойной, как показано на следующем рисунке.
На двойном резаке расстояние между элементами можно менять в соответствии с толщиной заготовки. Благодаря двум элементам заготовка обрабатывается в один проход, одновременно с обеих сторон.










Прямые
Прямая кромочная (обгонная или торцевая) фреза применяется при чистовой обработке торцов заготовки или создания идеального угла в 90 между пластью детали и ее кромкой (торцом). Подшипник может быть установлен в верхней или нижней части инструмента.
Кроме функции торцевания, оснастку с верхним подшипником можно использовать как пазовую и прорезать паз прямоугольного сечения на пласти заготовки, конечно же, используя шаблон определенной высоты. Диаметр подшипника обычно равен диаметру инструмента, то есть он находится заподлицо с режущей кромкой. Но в некоторых случаях его меняют на меньший или больший по диаметру, чтобы расширить возможности оснастки.
Фреза “кукуруза”
Фреза кукуруза также является кромочной. Основное ее предназначение – это шлифовка и выравнивание краев заготовки по шаблону. Благодаря особому расположению ножей (по спирали) обеспечивается легкое удаление стружки и плавный ход инструмента.
Фрезы по металлу
Специально созданной оснастки по металлу для ручного фрезера не существует. Обычно мастера используют оснастку, предназначенную для станков, с подходящим диаметром хвостовика. Чаще всего на ручных агрегатах используют концевые фрезы для создания пазов. Но следует знать, что фрезер является машиной, развивающей высокие обороты, что не очень подходит для концевых резаков. Поэтому металл должен сниматься минимальными слоями, толщиной в несколько десятых мм, и в несколько проходов. На следующем фото показана спиральная фреза по металлу.

Также на фрезерах можно устанавливать борфрезы различной конфигурации, которые без труда справляются со сталью, чугуном, нержавеющей сталью, латунью и даже титаном. Но поскольку они чаще всего имеют малый диаметр хвостовика (6 мм), то для установки в восьмимиллиметровую цангу потребуется переходник.
Борфрезы по металлу бывают следующих видов.
- Дисковые. Можно выполнять всевозможные надрезы и обрабатывать пазы.
- Конические (60°). Применяют для зенкования отверстий.
- Конические с обратным конусом. Оснастку применяют для расшлифовки пазов, обработки острых углов заготовки, снятия сварных швов в углах изделия, обработки труднодоступных мест отверстий.
- Конические с закруглением. Применяют для обработки сопряжений, зачистки сварных швов, обработки плоскостей.
- Конические заостренные. Инструментом можно обрабатывать острые углы, места сопряжения деталей, а также производить фрезеровку в труднодоступных местах.
- Овальные. Ими обрабатывают и расширяют отверстия, а также выравнивают сварные швы в углах деталей.
- Пламевидные. Благодаря универсальной форме инструмент используют для создания галтелей, а также для их обработки.
- Сферические. Оснастку можно применять для обработки отверстий, создания сопряжений полукруглой формы и обработки пазов.
- Сфероконические заостренные. Можно проводить обработку меду соединенными под острым углом плоскостями.
- Сфероконические закругленные. Обрабатываются сопряжения с внутренними радиусами.
- Сфероцилиндрические. Можно обрабатывать кромки, профили, сварные швы, радиусные пазы. Также данной оснасткой снимают фаски и заусенцы и подготавливают поверхность для сварки.
- Цилиндрические с гладким торцом. Используются для обработки контуров, швов после сварки, кромок, для снятия фасок и удаления заусенцев.
- Цилиндрические с зубьями. Оснастку с зубьями на торце используют для тех же целей, что и оснастку с гладким торцом. Только данный тип инструмента может работать одновременно в двух плоскостях под прямым углом.

Как выбрать
Определить качество и долговечность фрезы можно только при реальной работе. Сделать это до покупки осмотром либо другими способами невозможно. Если требуется покупать большой комплект разных профилей за значительную сумму, можно проверить качество без продолжительных работ следующим способом:
- покупается одна фреза выбранного производителя;
- обратная сторона режущей кромки пробно затачивается обычным напильником с мелкой насечкой;
- если снимаются опилки, сплав недостаточно прочный. (Легко точится – легко тупится).
Покупать большое количество фрез такого качества не стоит. Твердосплавные кромки затачиваются только абразивными кругами точильных станков либо алмазными надфилями, обычный напильник их не берёт.
Представление о качестве может дать репутация бренда. Большинство брендов выпускают для бытового применения «массовый ширпотреб», однако достаточно хорошего качества, чтобы выполнять нужные работы.
Средним и достаточным для работы качеством обладают фрезы вышеперечисленных брендов – Бош, Энкор, Фит и т.д.
Цена не всегда показатель качества. Дело в том, что цена зависит не только от применяемых дорогих или дешевых сплавов, стоимости оборудования, но и от профиля фрезы. Сложный профиль большего размера стоит дороже, чем простой.
Хорошие фрезы выпускают немецкие производители. Гарантия качества, если изделие произведено не, например, «в КНР под контролем и т.д.», а именно на территории Германии. Поэтому при поиске в сетевых магазинах следует кликнуть страну-производитель «Германия». В выдаче будет только продукция, произведенная в этой стране.
Немецкие фрезы идеально сбалансированы, не создают вибраций и биений на больших оборотах, обрабатывают древесину максимально чисто и очень долго сохраняют рабочие качества без заточки.
Пазовые фрезы по дереву для фрезера
У пазовых фрез есть боковые и торцовые режущие кромки, что позволяет внедрять их в обрабатываемую заготовку в любом месте и вести обработку, смещая фрезерную машинку в нужном направлении. Основные и вспомогательные режущие кромки обеспечивают чистую обработку боковых стенок и дна паза.

Из всех пазовых фрез наиболее часто применяют фрезы цилиндрической формы, в частности, для выборки пазов, четвертей и прорезей, сверления отверстий, нарезки прямых шипов, выборки углублений (гнёзд) в заготовках, соединений врубкой вполдерева, а также при работах с копировальными втулками и шаблонами.
фрезы по дереву для ручного фрезера с прямыми режущими кромками могут быть диаметрами от 2 до 30 мм, а фрезы со спиральными режущими кромками — диаметрами от 3 до 8 мм (с хвостовиком 08 мм). Спиральные фрезы лучше отводят образующуюся при обработке заготовок стружку. К группе пазовых относятся и фрезы для нарезки шипов (в том числе шипов «ласточкин хвост», режущая головка которых сужается в направлении хвостовика под углом 15°).

Для выборки пазов на кромках заготовок применяют дисковые пазовые фрезы по дереву для ручного фрезера, работающие по принципу дисковой пилы. Их толщина обычно в пределах — 1,5-6 мм при диаметре 40-60 мм. При необходимости выбрать более широкие пазы фрезой совершают несколько проходов. При выборке паза в середине кромки заготовку после первого прохода поворачивают на другую сторону. Тогда расстояние от стенок паза до пластей заготовки будет одинаковым.
Оборудование для работы с фрезами по дереву
Фреза – это основная деталь практически любого деревообрабатывающего инструмента. Ее можно установить:
- в обычную дрель;
- фрезерный станок (фрезер);
- промышленное оборудование.
Электроинструментом можно проводить грубую и более тонкую обработку дерева с высокой скоростью.
Дрель
Применение фрез дает возможность домашним умельцам значительно расширить функциональные возможности обычной дрели, предназначенной только для сверления. При этом дрель превращается в универсальный инструмент, при помощи которого можно будет обрабатывать детали, изготовленные из различных пород дерева.
Используя фрезы по дереву, предназначенные для работы с дрелью, можно получать отверстия большого диаметра без применения специальных насадок на дрель типа балеринка или коронка (корончатая насадка).
Для работы с дрелью используют только пальчиковые фрезы, режущие кромки которых имеют самую разнообразную форму. Кроме того галтельные, кромочные (четвертные) и конусные фрезы часто оснащают опорным подшипником, с помощью которого ограничивают глубину врезания лезвий в древесину.
Режущие лезвия могут быть заостренными или затылованными. У заостренных зубьев передняя и задняя поверхности плоские, причем затачивают по задней поверхности.
При этом во время перезаточки режущая часть может изменить свои геометрические размеры. Избежать этого можно, используя инструмент с затылованными лезвиями. У них плоской выполнена только передняя поверхность, по которой и осуществляется заточка. Перезатачивать такие фрезы можно много раз, не опасаясь, что изменится геометрия режущих кромок.
Фрезер
Ручной фрезер – это инструмент, который предназначен для обработки различных пиломатериалов и изделий из них. Он отличается от дрели наличием регулируемой опорной платформы и способностью работать на высоких оборотах (до 30 тыс. об/мин). С помощью фрезера можно с высоким качеством:
- сращивать разные заготовки, соединяя их способом «шип/паз» (кромочные работы), снимать фаску с бруса;
- врезать фурнитуру, замки, петли;
- формировать объемные формы на плоских поверхностях (декорирование);
- вырезать деревянные заготовки, имеющие сложную конфигурацию.
Для выполнения этих работ используют кромочные, пазовые, копировальные и концевые фрезы по дереву.
Пазовые фрезы используют, когда нужно получить углубления определенной формы, например, в форме буквы Т (Т-образные), полукруглые или типа «ласточкин хвост».
Кромочные фрезы используются при изготовлении кромок на деталях из дерева. Как правило, их оснащают упорным подшипником, который предотвращает излишнее погружение инструмента в тело детали. Кроме того, он позволяет регулировать глубину вылета. Если подшипник не предусмотрен, то надо применять параллельный упор или шаблон.
Для декоративной обработки филеночных деталей используются фигирейные фрезы горизонтального типа. Они достаточно тяжелые и имеют большой диаметр. Учитывая большие усилия, которые необходимы при работе с такими фрезами, их оснащают хвостовиком, диаметр которого составляет 12 мм. Их применяют на стационарном оборудовании.
У концевых фрез по дереву для ручного фрезера режущие кромки расположены на торце рабочей поверхности. Кроме того в работе принимает участие и боковая кромка, что позволяет перемещать вращающую фрезу в плоскости опорной площадки. Качество обработки поверхностей определяется количеством режущих лезвий. Как правило, концевые фрезы имеют монолитную конструкцию, но встречаются и составные.
Отдельную группу концевых изделий составляют фрезы Шейпера – шарошки (борфрезы).
Используют их на промежуточных этапах обработки, а также в случаях, когда необходимо осуществить финальную доводку конфигурации детали. Их режущая кромка представляет собой крупные насечки (зубья)
Работая с шарошкой, важно правильно выбрать режим. Это позволит избежать поджога дерева, который возможен при повышенном числе оборотов
А оригинальная борфреза «кукуруза» (шарошка с винтовым расположением зубцов) обеспечит снижение нагрузки на вал электромотора фрезера.
Копировальные фрезы – это редко встречающийся вид инструмента для ручного фрезера. Они отличаются не только количеством режущих кромок, но и размещением опорных подшипников, которые могут располагаться с любой стороны. В некоторых моделях предусмотрено два подшипника (сверху и снизу). Во время работы подшипник двигается по шаблону, благодаря чему обрабатываемая заготовка приобретает заданную форму.
Как выбрать пильный диск по дереву?
Правильный выбор диска – это залог хорошо выполненной работы, сохранности оборудования и безопасности здоровья. Потому что, например, диск пильный по дереву для циркулярной пилы не подойдет для поперечной распиловки
При покупке инструмента необходимо обращать внимание на:
- Число зубьев. По этому параметру можно запросто определить назначение диска: продольный, торцевой или универсальный.
- Форма заточки зуба. Распространены плоская заточка, форма с чередованием наклона и трапеция.
- Угол заточки. Для циркулярок он положительный, для торцовых – отрицательный.
- Диаметры дисковой пилы. Внутренний должен соответствовать посадочному валу оборудования. Внешний – габаритам станка или ручного инструмента.
- Толщина полотна диска. Чем толще, тем больше усилия реза и увеличение нагрузки на двигатель. Его мощности может не хватить для пропила.
Предлагаем ознакомиться: Пропитка для дерева для бани внутри
Для аккуратного поперечного распила массивной древесины, декоративных листов фанеры и других плитных материалов используйте диск с 50–60 зубцами, делающий лицевую кромку почти как строганную. Большую часть операций, когда не требуется высокое качество, делайте более дешевым кругом с 40 резцами. Диск с 18–25 зубцами применяйте для пиления массива дерева вдоль волокон, а кругом с 10 зубьями распускайте доски, сооружая каркас обрешетки, или производите демонтажные работы, в которых сколы не имеют значения.







Цветные металлы и пластмассы режьте дисками с 60 и более резцами: с отрицательным наклоном зуба для тонкостенного профиля и положительным для толстостенного. Для распила гипсоволокнистых и цементосодержащих материалов берите специальные круги с 4–6 зубьями, усиленными искусственными алмазами.
Хотите получить идеальный срез мебельного щита сразу под финишную шлифовку? Если ваша циркулярка хотя бы полупрофессиональная — поставьте 40-резцовый диск с зубьями прямой/трапеция и отрицательным наклоном (предназначенный для алюминия и ЛДСП). Ведите пилу медленно, преодолевая чувствительное сопротивление, возможно, на предельной мощности. Результат будет стоить неудобств: распил выйдет гладкий — под «нулёвку», а вы сэкономите время, ранее уходившее на доводку лицевых кромок.
Нет пильного диска, подходящего для любого инструмента и способного одновременно обеспечить качество и производительность работы. Приходится подбирать несколько вариантов, учитывая наиболее часто выполняемые задачи.
рмнт.ру
17.01.16
Профессиональные строители и домашние мастера в ходе подбора диска для циркулярного инструмента рекомендуют учитывать следующие нюансы:
следует определить, какие параметры присущи самому инструменту – в данном случае нужно установить мощность пилы, максимально допустимое число оборотов, а также посадочный размер на валу устройства и внутренний диаметр круга для работы с инструментом;
если приобретаются диски с отрицательным наклоном резцов, то стоит заранее учесть, что подобные элементы будут предполагать, что устройство станет работать на максимуме своих возможностей;
наружный диаметр пильного диска не может быть более чем внутренний, поскольку такое изделие не получится зафиксировать в механизме;
в ходе подбора диска нужно также учесть объем предполагаемых работ, а также тип обрабатываемого материала; исходя из вида работ, можно остановиться на более дорогостоящем твердосплавном или же монолитном диске, который можно заточить по мере надобности;
от того какой режим работы предполагается для инструмента, можно правильно выбрать конфигурацию и количество резцов на элементе; самым ходовым вариантом считается диск со средним числом зубьев, которые будут иметь трапециевидную заточку с положительным отклонением от радиуса;
на хорошее качество диска укажут такие внешние признаки, как наличие маркировки, нанесенной при помощи лазера, изделие должно быть чистым и отполированным; важно чтобы элемент перед реализацией прошел процедуру балансировки;
качественная продукция будет иметь несколько прорезей, которые необходимы для стойкости изделия к температурным изменениям;
предпочтение стоит отдавать пильным дискам от известных производителей, которые следят за своей репутацией и реализуют только высококачественную и проверенную продукцию.
Разновидности диаметров фрез и их выбор
В первую очередь необходимо выяснить какого диаметра фрезы используются в имеющемся оборудовании. Существует два варианта измерения: в миллиметрах (6, 8 или 12 мм) или в дюймах (1/4 или 1/2 дюйма). При пересчете дюймов в миллиметры и наоборот могут получиться очень близкие значения, и если так вышло, то такие фрезы не совместимы с оборудованием.
Необходимо приобретать инструмент соответствующего диаметра, указанный как на станке либо в миллиметрах, либо в дюймах. Вызвано это тем, что фреза вращается с очень большими оборотами, поэтому малейшие несоответствия в диаметре могут привести к аварии.
Крупные производители выпускают инструмент любого диаметра и в любой размерности. Например, можно приобрести набор фрез bosch, точно подходящий к имеющемуся оборудованию.
Назначение инструмента
Большая часть продукции из пиломатериалов производятся при применении ручного фрезера. Он характеризуется весьма высокой функциональностью за счет возможности смены насадки. Для подобного прибора требуется соответствующая насадка. Фрезы для фрезера по дереву можно встретить в специализированных магазинах. Назначение фрез может существенно отличаться, зависеть от формы режущей кромки. Предназначение заключается в нижеприведенных моментах:
- Получение технологических выемок.
- Изменение формы.
- Доведение шероховатости поверхности до требующегося значения.
Рабочая поверхность во многом определяет то, какие могут проводится технологические операции. Распространен дисковый фрезер по дереву, являющийся функциональным инструментом.
Любая фреза по дереву для ручного инструмента используется для достижения нижеприведенных целей:
- Кромочная обработка. Очень часто для получения готового изделия проводится создание поверхности, напоминающей шип/паз.
- Для врезания петель в поверхность создается соответствующая ниша. Чтобы поверхность выглядела привлекательно, паз должен быть качественным и иметь точные размеры.
- Декоративные поверхности также получаются при применении фрез различной формы.
В продаже встречаются фрезы проходные или фасонные. Кроме этого, классификация проводится по типу применяемого материала при изготовлении основной части или режущей кромки, а также некоторым другим признакам.
Широкая область применения определила появление самых различных фрез. При этом рабочая часть может иметь свою определенную форму, которая определяет конечный результат после фрезерования. К примеру, овальная фреза не является универсальным инструментом. Именно поэтому специалисты сами решают то, какие требуются инструменты для получения той или иной детали.





