
Как выбрать гравер для работы вручную
Ручная гравировка на дереве занимает много времени, требует наличия:
- набора штихелей – стальных стержней с концами разной формы,
- пуансона для проведения пунктиров,
- лампы с линзой,
- приспособление под укладку заготовки,
- плоской подушечки с песком.
Ручные фрезеры оснащаются так называемыми пальчиковыми конструкциями. Благодаря научно-техническому прогрессу современный рынок предлагает граверам современные виды инструментов для резьбы по дереву, работающие от электросети. Производители позиционируют их как дрели небольших форматов.
Начинающим мастерам следует обращать внимание на основные параметры:
- количество оборотов шпинделя,
- уровень энергопотребления.
Изображение в виде штрихового орнамента получается после прорезки дерева на необходимую глубину.
Комплекты электрических инструментов оснащаются:
- эргономичной рукояткой,
- цангами,
- фрезерной, угловой приставками.
В 99% случаях комплектация ручного гравера по дереву состоит из:
- классических фрез, фиксирующихся цангой или переходником,
- буров с шарообразными наконечниками,
- щеток для черновой обработки заготовок и финишной обработки,
- набора сверл,
- раскроечных дисков.
Какие бывают фрезы по металлу
Фреза по металлу — это специальный инструмент, с помощью которого режут металлические заготовки. Это делается посредством поступательно-вращательных движений. Данный вид имеет большое количество разновидностей, благодаря чему спектр выполняемых операций с его помощью очень большой.
Сегодня мы расскажем принцип работы такого инструмента и узнаем, какие существуют виды фрез по металлу.
Непосредственно сама фреза — это исходная часть движения, и при обработке заготовки соприкасается с ее поверхностью. Данный инструмент характеризуется большим количеством видов рабочей поверхности.
Благодаря тому, что существуют разные типы фрез по металлу, выборку материала можно выполнять даже на самых сложных участках
Но при этом крайне важно выбрать тот или иной тип инструмента, а также способ его подачи. Он может быть поступательно-вращательным, винтовым и т. д
д.
Режущие кромки делаются на основе таких материалов, как:
- некоторые сорта стали;
- твердые сплавы;
- алмазы;
- керамика;
- кардная проволока и т. д.
Далее мы рассмотрим ключевые типы фрез, предназначенные для обработки металлических заготовок и их характерные особенности.
Классификация
Фрезы по металлу отличаются друг от друга по таким признакам:
- по размещению своих режущих частей (или зубьев);
- по типу заточки;
- по направлению (винтовые, наклонные или другие);
- по конструкции (составные, монолитные или сборные);
- по материалу;
- по креплению режущих инструментов.
Существует больше видов с учетом разных особенностей, однако перечислять все без исключения будет достаточно долго.
Разновидности и применение
Каждый вид фрезы применяется только на определенном технологическом этапе обработки материалов. Здесь все зависит от того, какая поставлена задача.
Например, цилиндрические бывают двух видов:
- винтовые;
- с прямыми зубьями.
Последний тип применяется для более примитивных задач и преимущественно на узких ограниченных участках. А вот фрезы с режущими винтовыми частями имеют более универсальное назначение.
Но поскольку осевые усилия могут быть значительными, то применение такого инструмента ограничено углом наклона режущей грани, а это не больше 450. Именно в таких случаях требуется устанавливать цилиндрические сдвоенные инструменты. Такое исполнение характерно тем, что в процессе обработки материалов режущие части перекрывают место стыка половин.
Другие типы инструментов
Червячные фрезы имеют специфическую сферу применения. В этом случае материал обрабатывается посредством метода обката. Выборка заготовок выполняется в процессе точечного касания их фрезой. В зависимости от направления их винтов они бывают правыми или левыми, также они могут быть одно- или же многозаходными, цельными или сборными, иметь шлифованные или нешлифованные зубья.
Концевые изделия применяются с целью обработки уступов, пазов и не только. Их хвостовки могут иметь цилиндрическую или коническую форму. Также они предназначаются для предварительной обработки материалов (с крупными зубьями) или же финишной, с мелкими зубьями. Могут оснащаться напаянными режущими пластинами или быть монолитными.
Обдирочные концевые инструменты используются для обработки кованых или литых сплавов. А с помощью шпоночных изделий выполняется выборка Т-профилей. Они имеют два зуба, один при этом находится на конце, а второй — посередине. Параметры зоны выборки заготовки определяются интервалом между ними.
Еще один тип подобного инструмента — отрезной. С их помощью производят полную или частичную обрезку металлических заготовок. Режущие кромки размещены лишь на верхних гранях зубьев, а вот на кромках их нет.
В зависимости от размеров зубьев, отрезные фрезы бывают:
- крупными;
- средними;
- мелкими.
При этом мелкие и средние используются для обрезки стали и чугуна, а крупные — для обработки легких магниевых, алюминиевых и других сплавов.
Для обработки изделия из металлов чаще всего мастера используют именно фрезу. При этом она может быть одновременно оснащена несколькими видами зубьев, режущих кромок или лезвий. Данный инструмент может иметь разные профили, формы, типы, размеры и сферы применения. Некоторые виды фрез по металлу и особенности их применения и работы мы уже рассмотрели выше.









Как сделать правильный выбор фрезы по металлу
Чтобы получить конструкции из металла правильной формы, с соблюдением параметров, указанных в проекте, предварительно проводят обработку всех ее элементов. Для этого существует несколько способов, наиболее востребованный из которых — фрезерование. Точность выполненной работы напрямую зависит от правильно подобранной фрезы — непосредственно режущего материала.
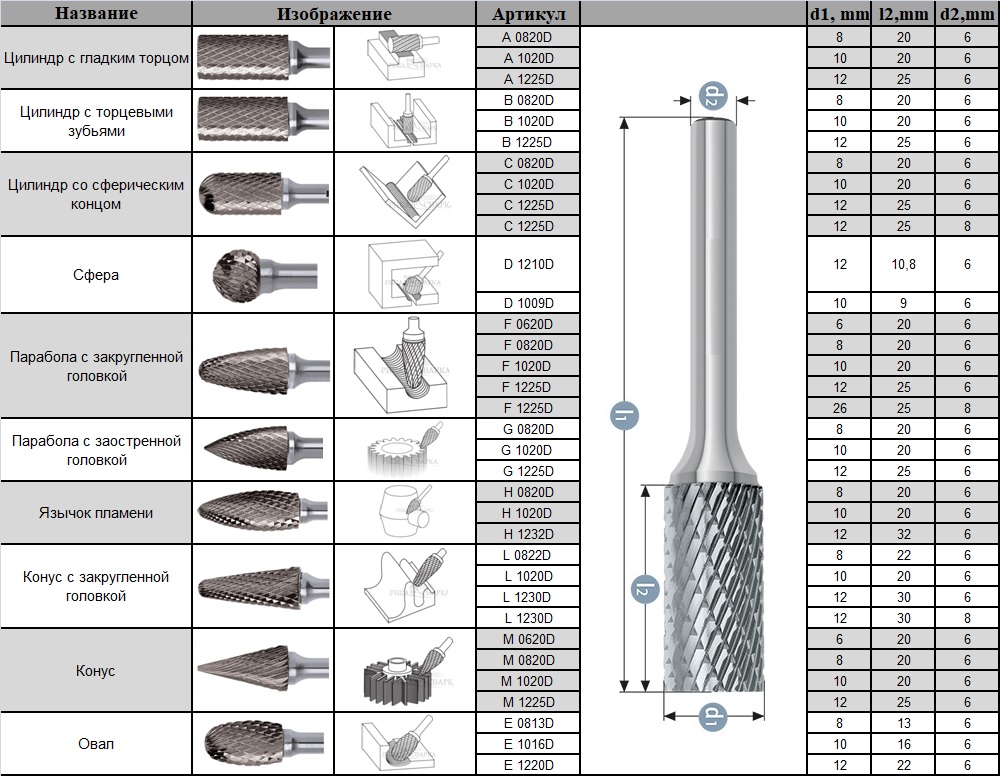
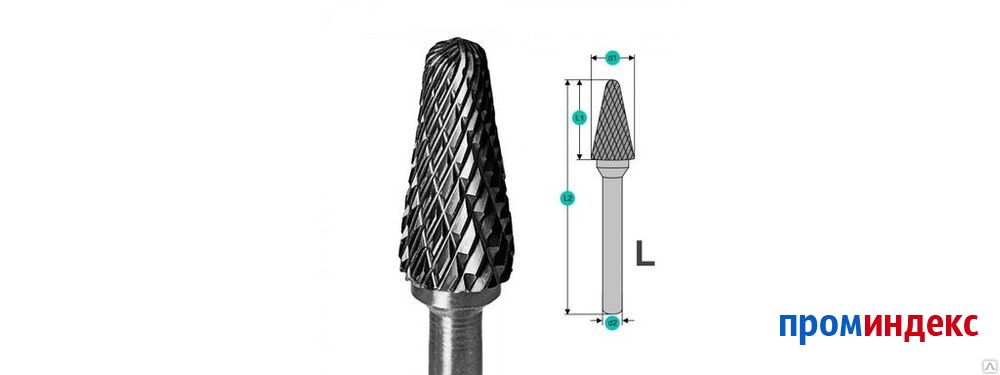
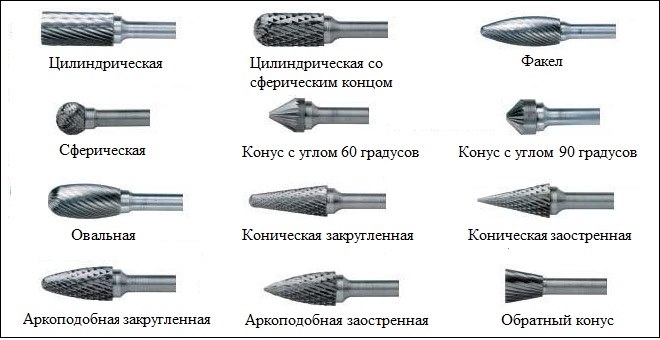
Классификация борфрез по типу режущей головки
По конструктивному решению борфрезы бывают разными. В зависимости от стоящих технологических задач, выбирается и форма режущей части инструмента. Правильно выбранный тип борфрезы значительно облегчает работу, делает геометрию точной, а результат близким к идеальному.
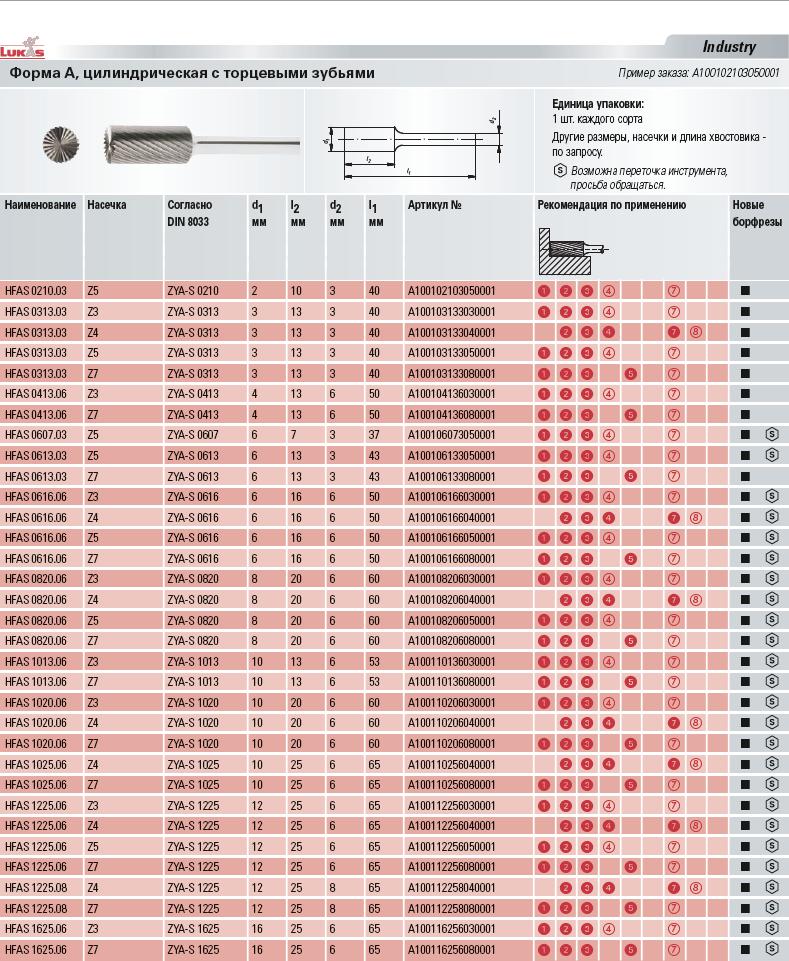
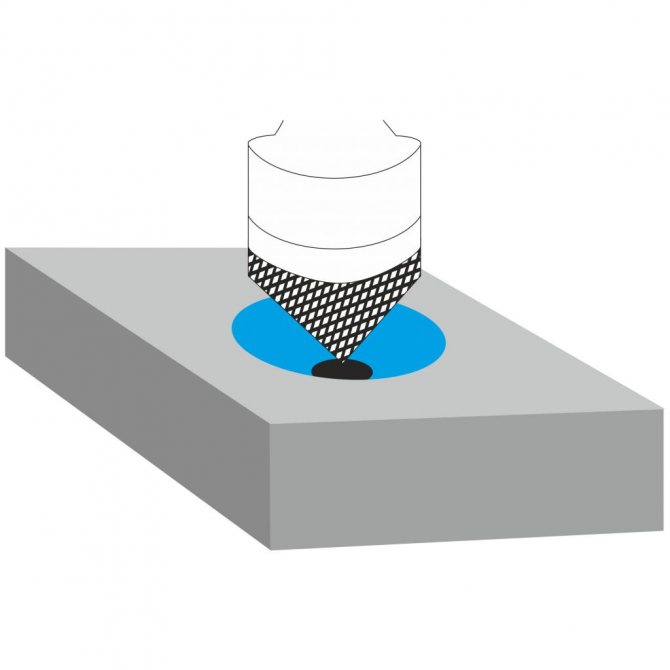
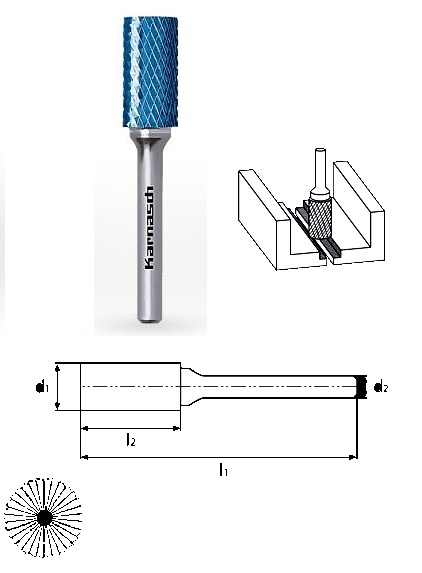
Тип А – борфрезы цилиндрические. Универсальные. Идеальны для плоскостей, заусенцев и отверстных выборок.
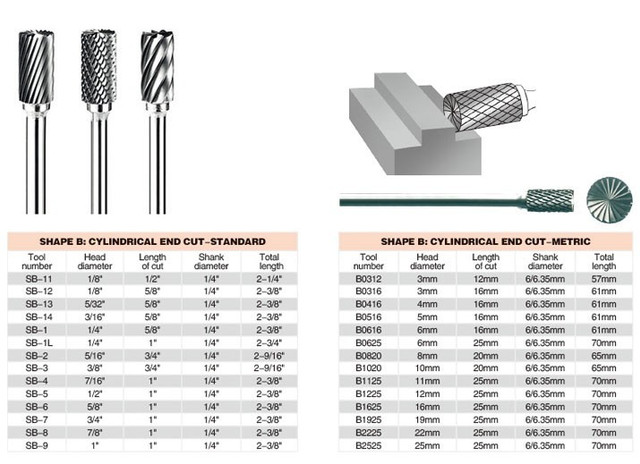
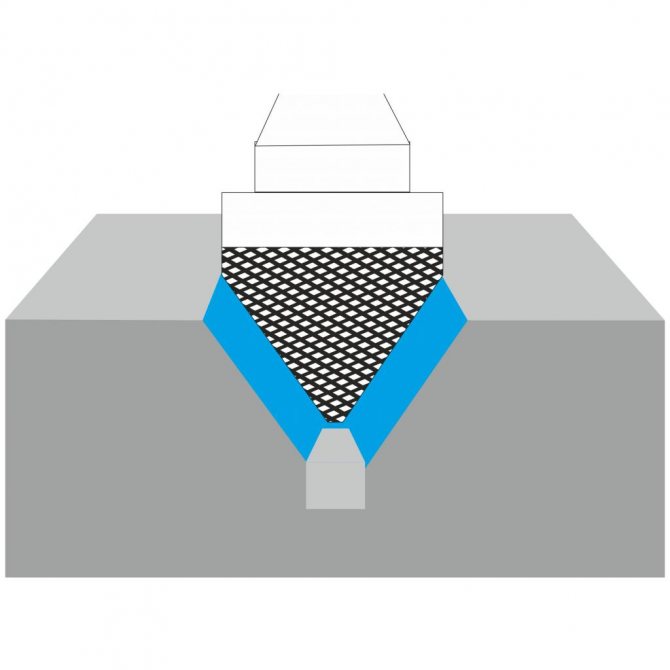
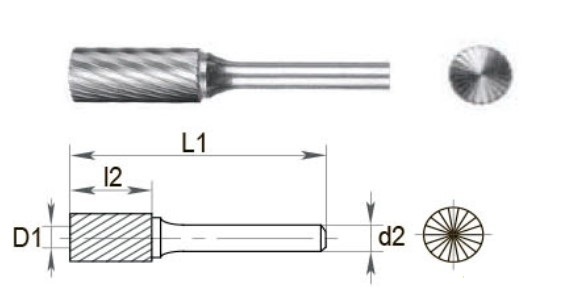
Тип В – борфрезы цилиндрические с торцом. В отличие от борфрез типа А имеют и торец с сечением. Универсальны, отлично обрабатывают поверхности и делают выборки.
Тип С – борфрезы сфероцилиндрические. Для поверхностей и радиусов. Закруглённый торец – рациональное решение для плавных изгибов.
Тип D – борфрезы сферические. Отлично обрабатывают внутренние отверстия, посадочные места под подшипник и контуры.
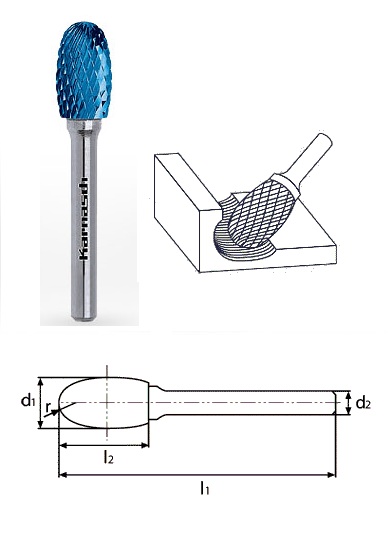
Тип Е – борфрезы овальные. Они идеальны для закруглённых углов и плавных траекторий.
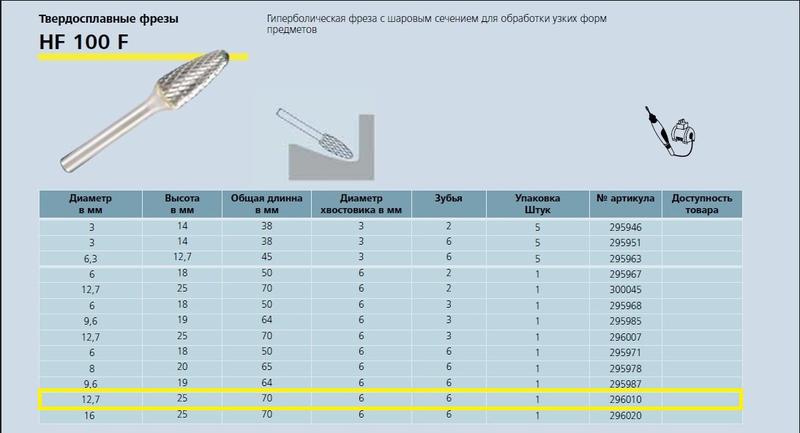
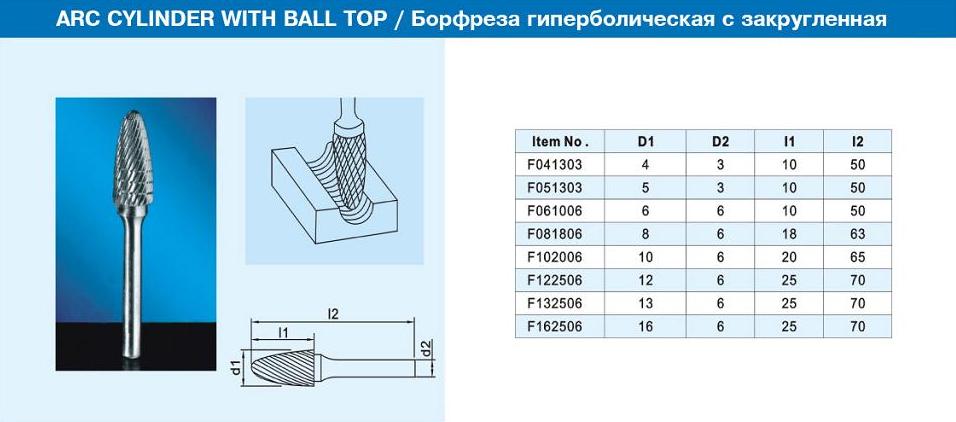
Тип F – борфрезы гиперболические со сферическим торцом. Проверенное решение для формованных деталей с мягким контуром.
Тип G – борфрезы гиперболические с точечным торцом. Для снятия фаски, формирования точного угла, гравировки.
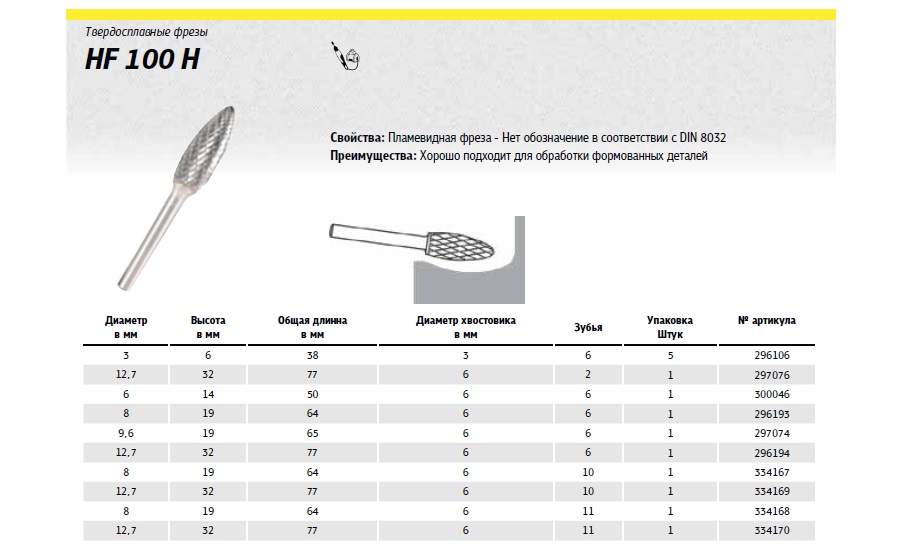
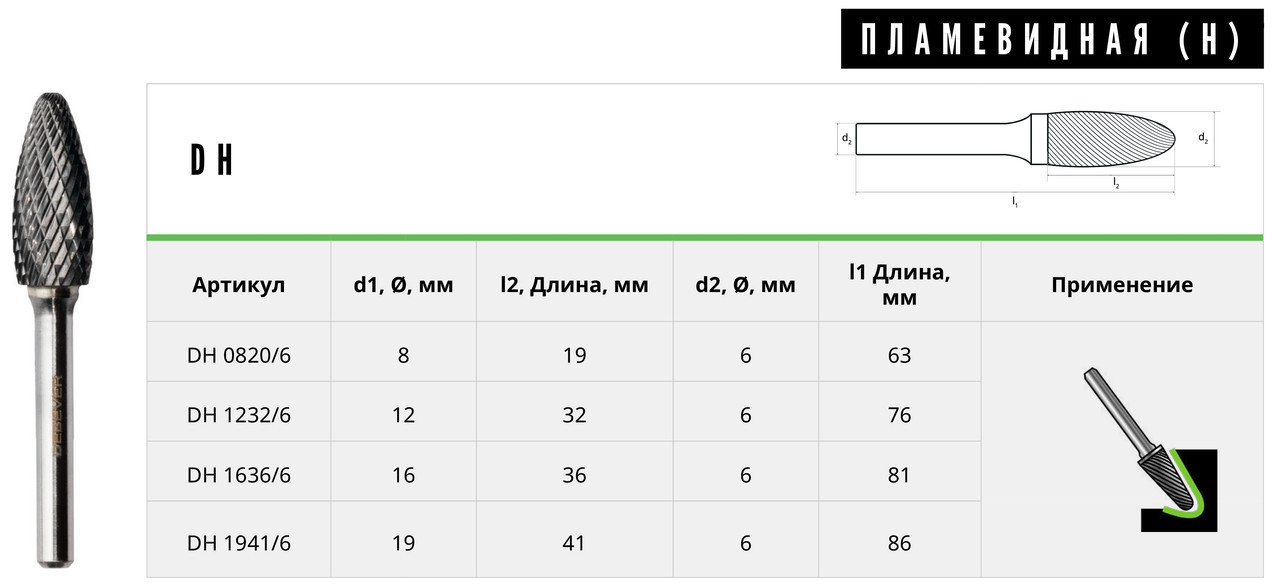
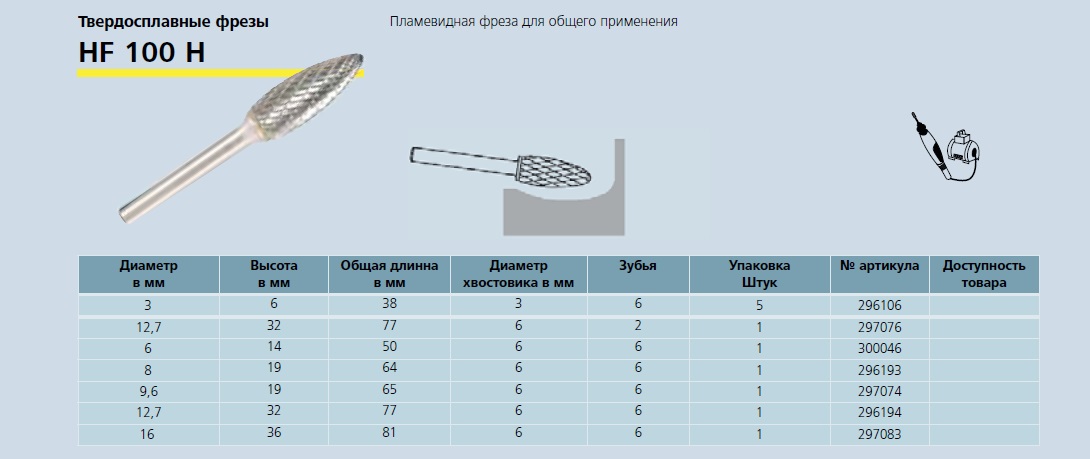
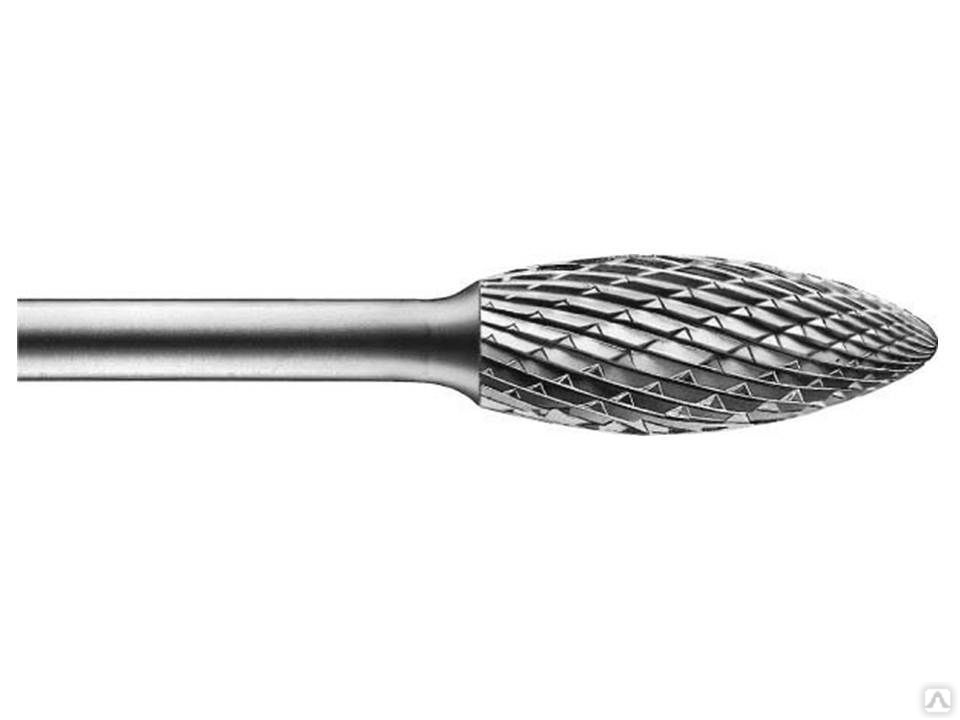
Тип H – борфрезы пламевидные. Идеально для обработки формованных изогнутых деталей.
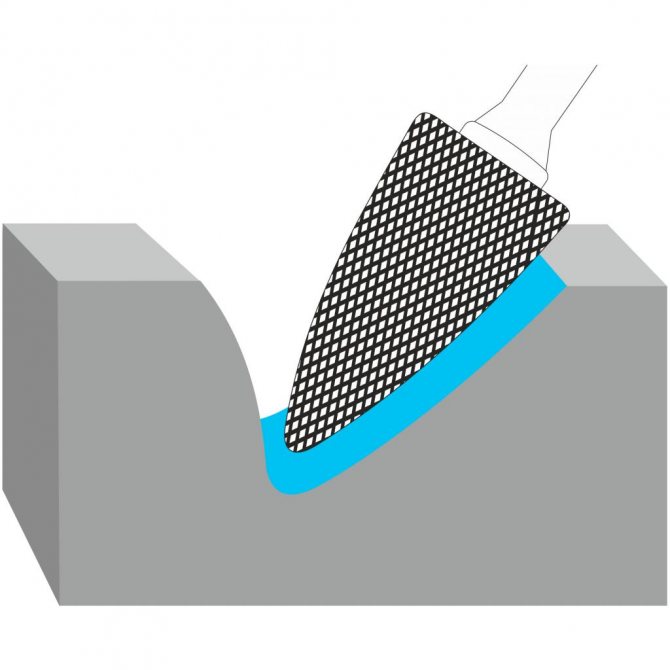
Тип J – борфрезы конические 60%. Лучший вариант для зенкования под заданным углом.
Тип К – борфрезы конические 90%. Для кромок, фасок, зенкования.
Тип L – борфрезы сфероконические. Для сложных мест.
Тип М – борфрезы конические. Для труднодоступных мест, тонких задач и точечных рассверловок.

Тип N – с обратным конусом. Такая твердосплавная борфреза надёжна и удобна для углов и скрытых выборок.
Учимся резьбе по дереву гравером для начинающих своими руками
Как правильно выбрать бормашинку?
На смотря на великое разнообразие бормашин, представленных на рынке, выбрать подходящую, зная необходимые технические характеристики, не так уж и сложно. Основными критериями выбора являются мощность двигателя, определяющая количество оборотов бура в минуту, и крутящий момент.
Выбирая бормашину, вам всегда придется делать выбор между способностью выдерживать большие нагрузки и способностью работать длительное время на высоких оборотах, ибо ни одна машина, к сожалению, не совмещает в себе два этих важных качества. Именно по этой причине наилучшим вариантом становится приобретение двух бормашин с разными техническими характеристиками.
Самым оптимальным вариантом для резьбы по дереву станут:
- Мощная бормашина с усиленным наконечником.
- Компактный микромотор, способный работать на высоких оборотах.
Если вы очень любите экономить, а так же ладите с техническим оборудованием, то первую бормашину можете собрать самостоятельно: для этого необходимо взять мотор от стиральной машины или любой другой двигатель достаточной мощности и, при помощи ременной передачи, подсоединить к рукаву от бормашины. Все данное действо требует сноровки и некоторых умений, к тому же сам рукав и наконечник всё равно придется покупать.
Технические бормашины.
Российское производство выпускает достаточно мощные безрукавные бормашины “Профиль” с педалью – Эта модель очень надежна и позволяет выполнять невероятно широкий ряд технических операций: сверление, шлифование и многое многое другое, не смотря на низкие обороты.
Годами завоевывала свой авторитет на рынке бормашины фирмы Foredom SR из США (можете наблюдать этот аппарат на фото ниже). Очень надежная в работе, даже при высоких нагрузках. Все запчасти можно приобрести практически в любом магазине, торгующем инструментами для ювелиров. Выбор насадок очень велик и разнообразен: от силовых цанговых, до удобных быстросъёмных.
Микромоторы.
Микромоторы Это своеобразные мини бормашины – они более компактны и обходятся без гибкого вала. Двигатель у них крепится непосредственно позади наконечника. Такие машины очень удобно использовать для самой тонкой работы, именно для этих целей они очень удобны.
Среди Российских следует выделить бормашину ДПМ 25-2 со специализированным медицинским наконечником. Она очень удобно сидит в руке, боры меняются легко и быстро, а цена для машинки с такими характеристиками совершенно не высока. Но все же следует заметить, что медицинский наконечник не предназначен для больших нагрузок, а потому при слишком частом использовании может быстро выйти из строя. Микромотор не подлежит ремонту, поскольку стираемые со временем угольные щётки невозможно заменить. Таким образом временами придется менять двигатель или приобретать новую бормашину целиком. В остальном это очень не плохой, бюджетный и удобный вариант. Так же можно поискать неплохие аналоги родом из Кореи.
Слудеющие бормашины привлекают своим функционалом и надёжностью, но в России бормашины Marathon или Strong стоят дороговато. Они имеют очень высокие показатели по оборотам и мощности – до 30000 об/мин и мощность 65Вт. Для микромотора эти показатели очень достойные. Лучшие мастера работают именно с такими бормашинами.
Нужно отметить, приведённые выше микромоторы пригодны только для маленьких боров и небольших бор фрез. Используя на них крупные фрезы, вы существенно уменьшите ресурс инструмента и срок его службы. Именно по этой причине необходимо иметь в своём арсенале не менее двух видов бормашин.




Обычно бормашинка комплектуется гибким валом.Им удобно пользоваться, выполняя мелкие детали в резьбе. Однако при использовании гибкого вала, бормашинка теряет половину мощности.
Советы по выполнению резьбы.
Итак, резьбу лучше всего делать на породах дерева с монолитной структурой: это липа, бук, ольха, груша. Сосна, ясень и дуб менее пригодны для этой цели.
Первым шагом следует перенести эскиз на доску и заштриховать фон , который вы будете убирать.
Картинку по контору следует обводить маленьким буром с круглым звездчатым сечением. После чего весь фон забивается таким же буром, разве что большего диаметра, для более скорого выполнения работы.
Для того, чтобы выбирать фон в большом объеме, удобно пользоваться насадкой- ограничителем, который идет в комплекте с бормашинкой.
Глубину прорезания нужно предварительно отрегулировать и потренироваться на лишнем кусочке дерева.
После полного прорезания фона его шлифуют шкуркой.
После этого прорезаются детали на самом рисунке.
После завершения работы следует отшлифовать всю картину и покрыть морилкой, после чего пройтись шкуркой, чтобы морилка осталась лишь в тех местах, где фон ниже.
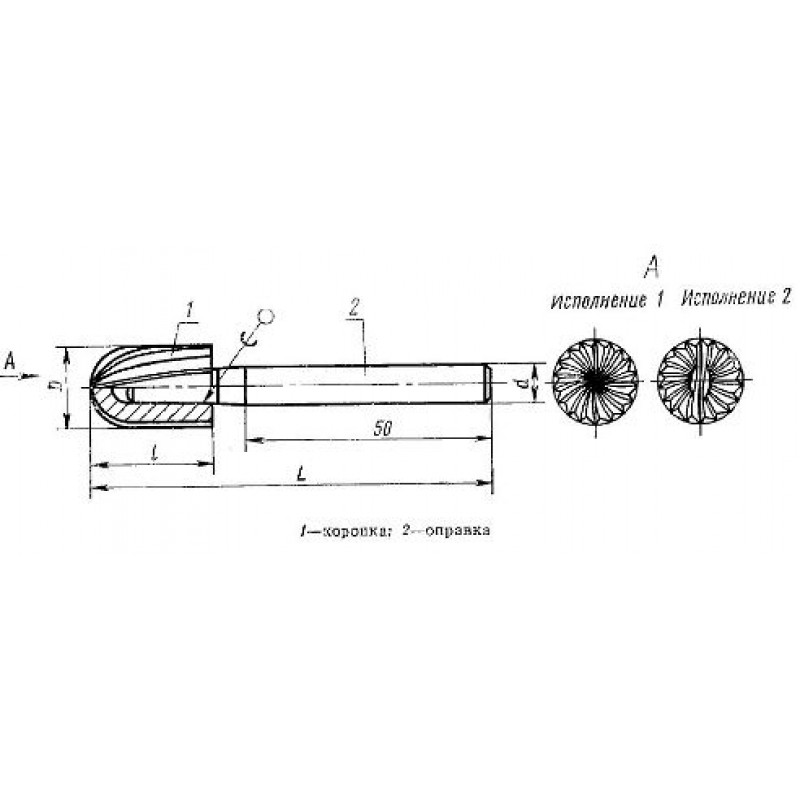
Технология изготовления борфрез
Изготовление борфрез ведется в два этапа.
- Изготовление хвостовика для борфрезы.
Пруток разрезается.
- Один его конец заправляется на шлифовально-обдирочном станке.
- Пруток правится на правильно-калибровочном станке.
- Конец подрезается, центрируется и отрезается.
- Подрезается второй конец.
- Протачивается конус и снимается фаска.
- На конусе фрезеруется канавка.
Производство борфрезы.
- К хвостовику припаивается заготовка.
Удаляются остатки флюса.
Хвостовик протачивается по наружному диаметру.
Снимается фаска и подрезается шейка.
Происходят закалка и отпуск.
Хвостовик шлифуется по диаметру.
Рабочая часть шлифуется по наружному диаметру.
Обрабатывается профиль головки.
Шлифуются шейка рабочей части и торец хвостовой части.
Шлифуются зубья борфрезы.
Изделие промывается.
Наносится маркировка.
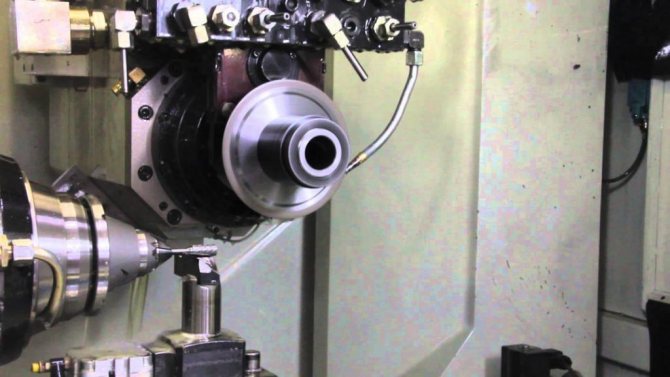
Фотография №3: изготовление борфрезы
Типы борфрез по металлу
Типы борфрез по металлу определяют по их основным характеристикам. Расскажем о них.
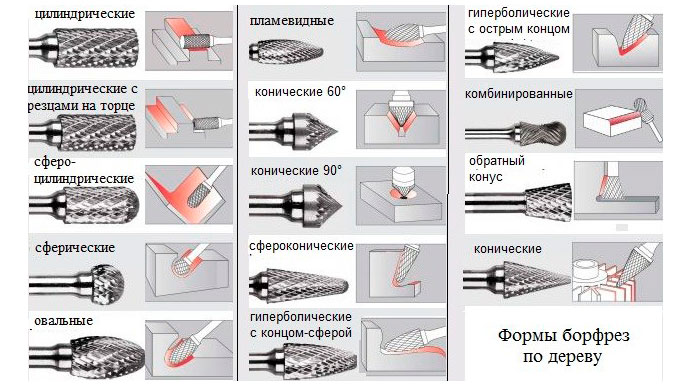
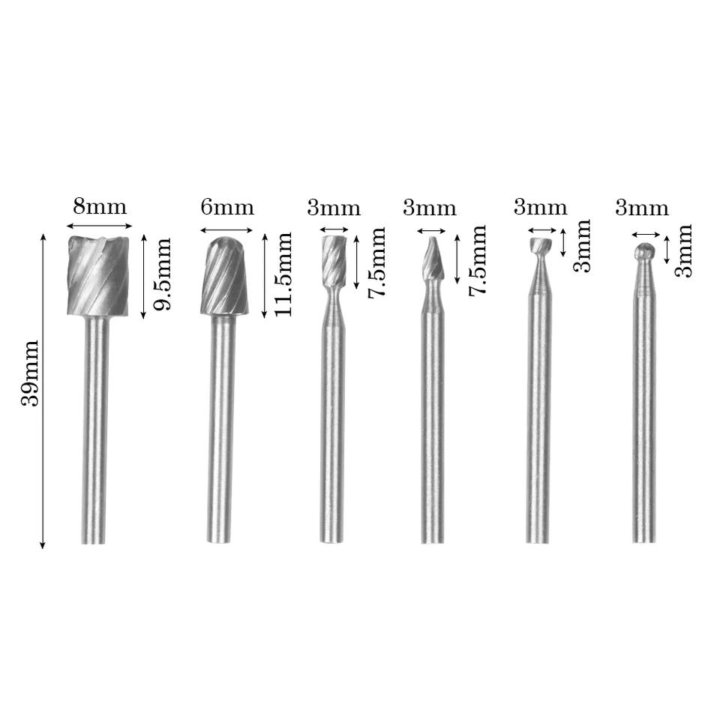
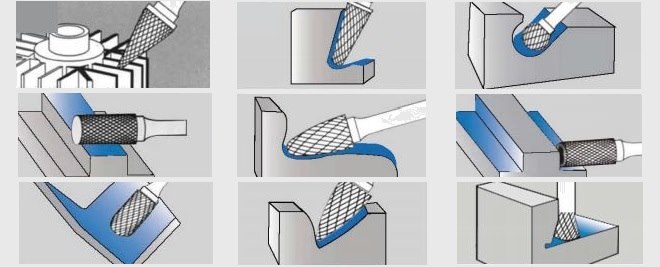
Формы борфрез
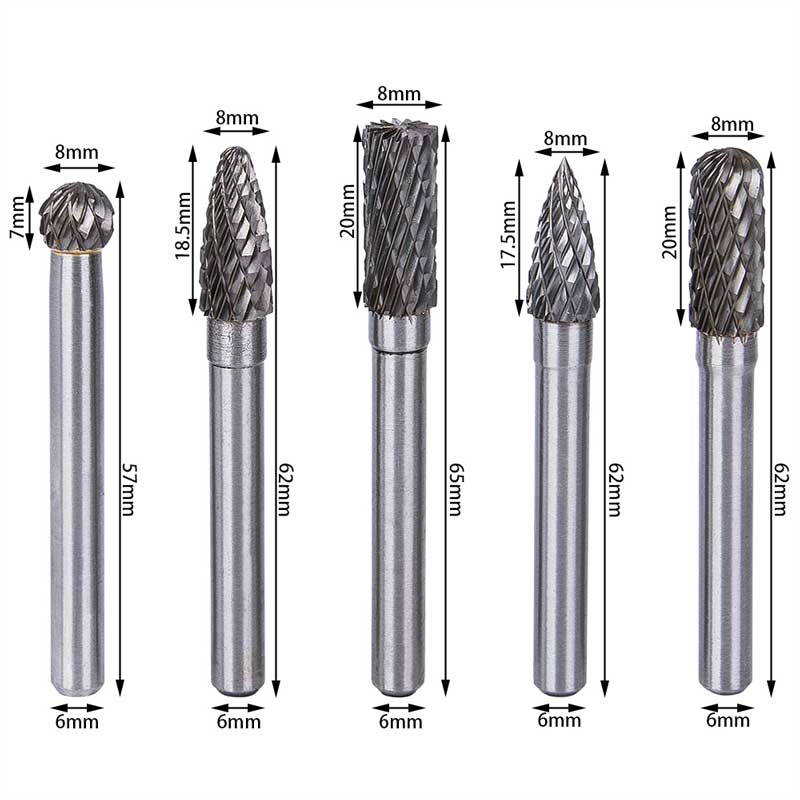
Борфрезы выпускают с различными по форме головками.
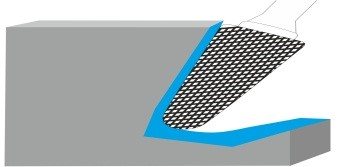
- Цилиндрические борфрезы (тип A). Предназначены для обработки плоских поверхностей и снятия заусенцев.
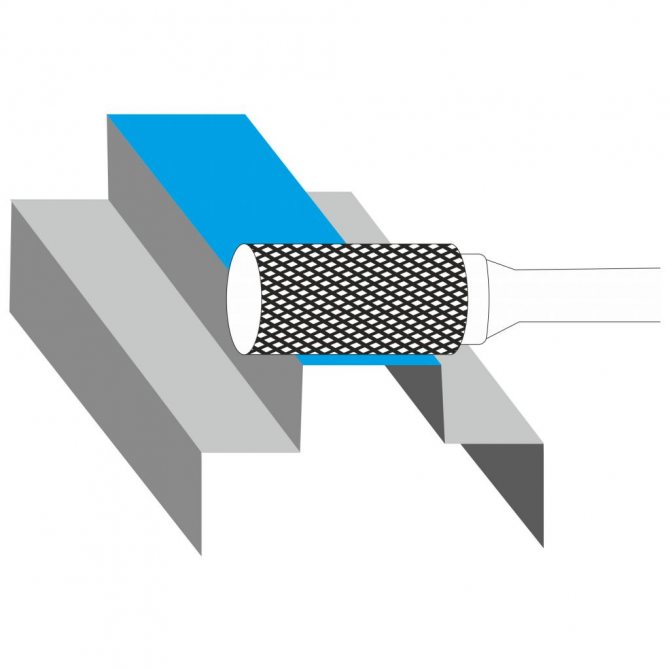
Изображение №2: обработка заготовки цилиндрической борфрезой
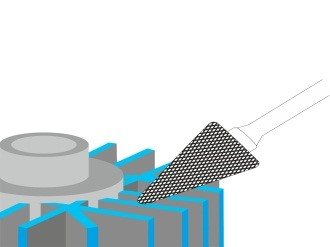
Цилиндрические борфрезы с торцами (тип B). Ими обрабатывают не только плоские поверхности, но и различные выборки.
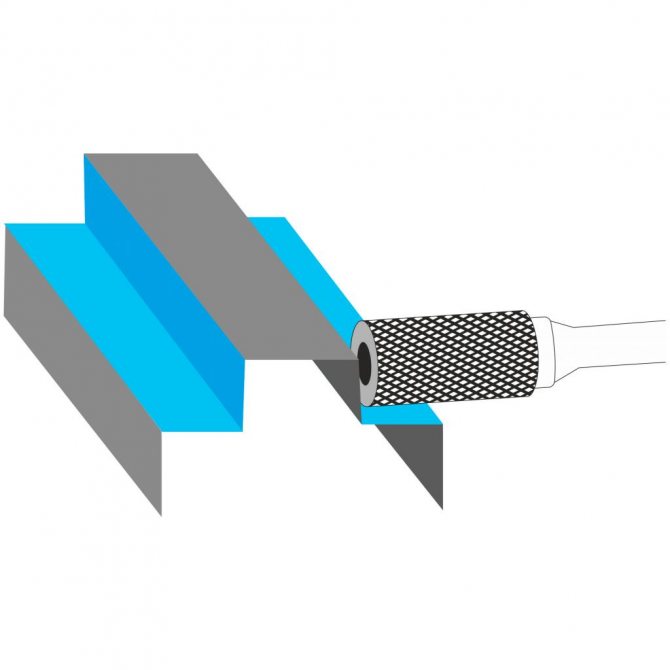
Изображение №3: обработка заготовки цилиндрической бофрезой с торцом
Сфероцилиндрические борфрезы (тип C). Применяются для обработки поверхностей и радиусных переходов.
Изображение №4: обработка детали сфероцилиндрической бофрезой
Сферические борфрезы (тип D). Их сфера применения — обработка контуров и глухих отверстий.
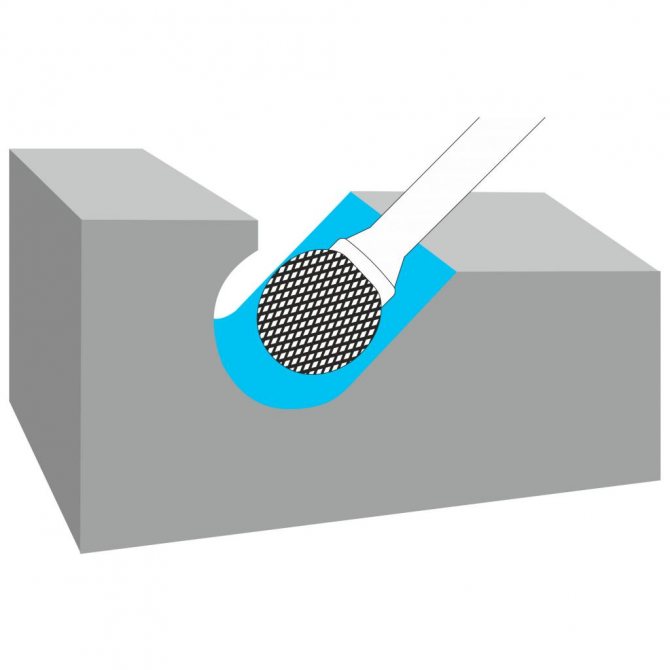
Изображение №5: применение сферической борфрезы
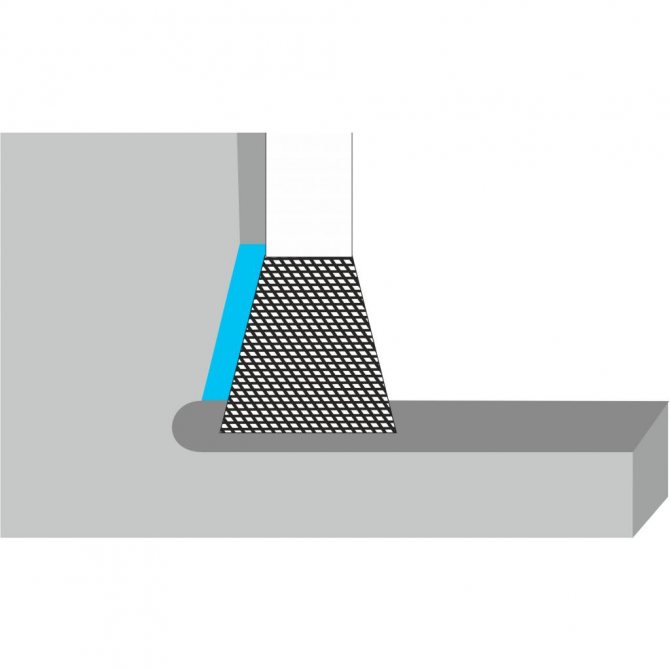
Овальные борфрезы (тип E). Предназначены для обработки угловых швов и формованных деталей.
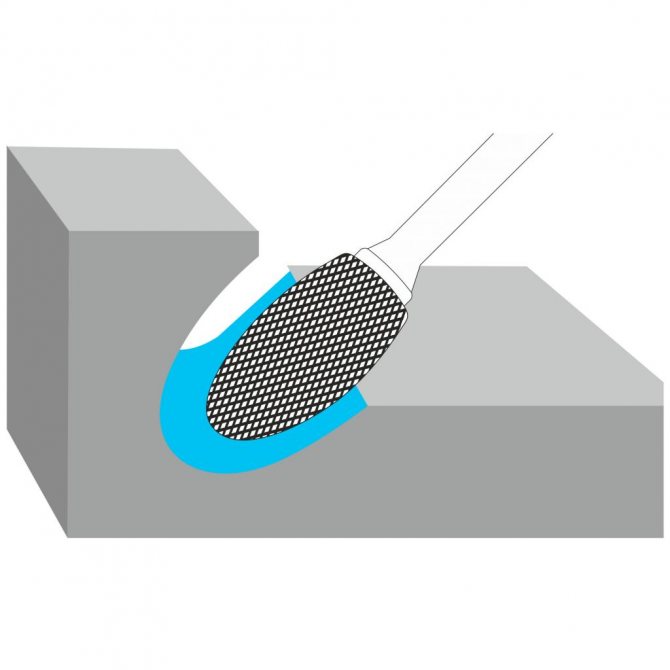
Изображение №6: обработка заготовки овальной борфрезой
Параболические борфрезы с закругленными концами (тип F). Их используют для тех же целей, что и инструменты с овальными головками.

Изображение №7: обработка детали параболической борфрезой типа F
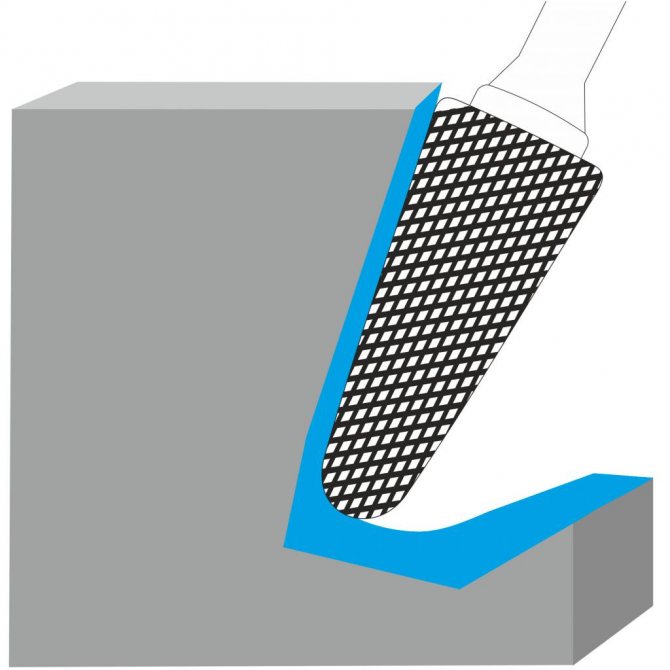
Параболические борфрезы с заостренными концами (тип G). С их помощью выполняют финишную обработку угловых швов и снимают фаски.
Изображение №8: применение параболической борфрезы типа G
Пламевидные борфрезы (тип H). Используются для обработки формованных деталей.
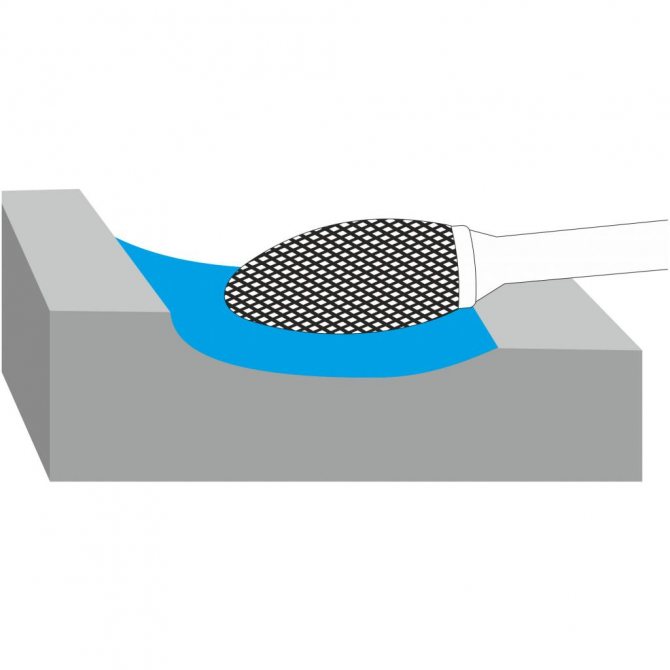
Изображение №9: обработка детали пламевидной борфрезой
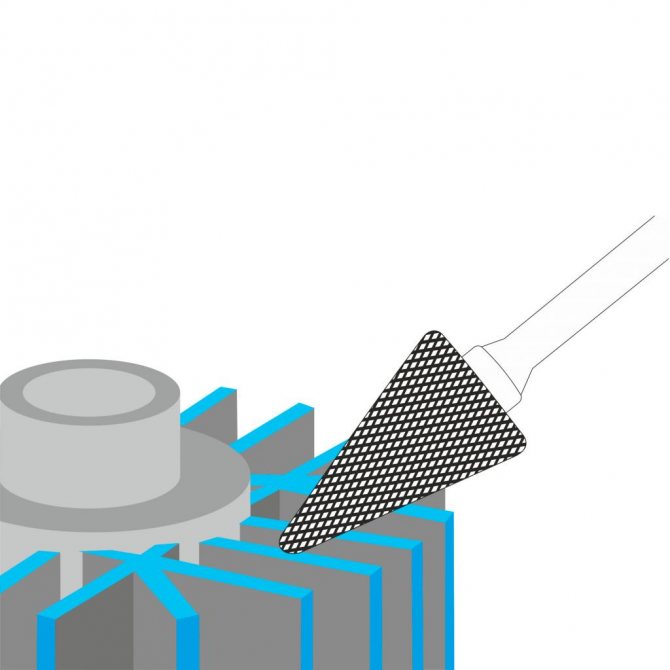
Конические борфрезы (конусность — 60°, тип J). Их основные сферы применения — зенкование, снятие фасок и обработка кромок.


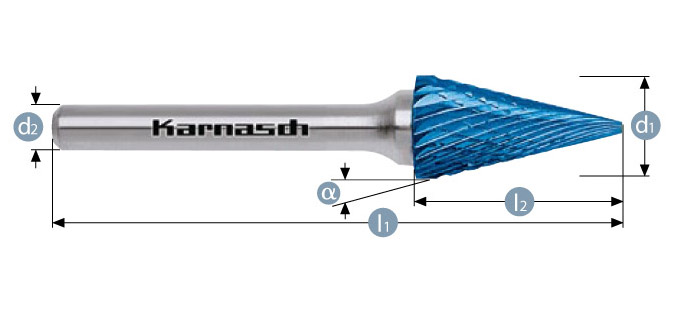


Изображение №10: обработка детали конической борфрезой типа J
Конические борфрезы (конусность — 90°, тип K). Применяются для тех же целей.
Изображение №11: применение конической борфрезы типа K
Конические борфрезы с закругленными концами (тип L). Лучше всего подходят для обработки формованных деталей и труднодоступных мест.
Изображение №12: обработка детали конической борфрезой с закругленным концом
Конические борфрезы с заостренными концами (тип M). Сферы применения те же.
Изображение №13: применение конической борфрезы с заостренным концом
Конические борфрезы с обратными конусами (тип N). Ими обрабатывают углы и пазы.
Изображение №14: применение конической борфрезы с обратным конусом
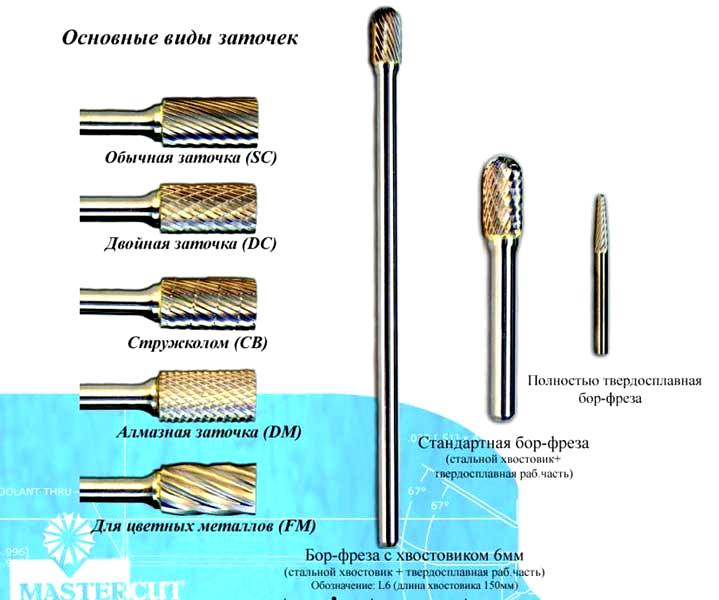
Типы заточек (насечек)
Существуют борфрезы с заточками следующих типов.
- Заточка-стружколом. Борфрезы с такими насечками применяют для черновой обработки.
- Укрупненная. Борфрезы с такой заточкой предназначены для обработки алюминия и иных мягких металлов.
- Одинарная. Профиль зуба используется максимально. Борфрезы с одинарными насечками используют для быстрого снятия припусков. Качество обработки — высокое. Стружка получается длинной.
- Двойная. Слои металла при использовании инструментов с такой заточкой снимаются легко и точно. Качество поверхности также на высоте.
- Улучшенная. Борфрезы с улучшенными насечками предназначены для обработки заготовок из закаленных сталей и для использования при очень высоких требованиях к качеству поверхности.
- Алмазная. Борфрезами с такими заточками обрабатывают заготовки из особо твердых материалов. Поверхности получаются очень чистыми.
Фотография №2: борфрезы с алмазными заточками
Немного о главном
Резьба по дереву данным способом проходит в несколько этапов:
- В первую очередь необходимо подготовить эскиз для работы. Его можно найти в интернете и распечатать, или же нарисовать самим (если имеются такие навыки).
- Перенести готовый эскиз на подготовленную поверхность. Для удобства лучше всего воспользоваться копировальной бумагой.
- Производим обработку в черновом варианте.
- Обводим по контуру.
- Производим окрашивание изделия.
- Покрываем лаком и дожидаемся полного высыхания.
Это стандартная технология по работе с гравером. Подходит для работы любой сложности, а самое главное — понятна будет даже для начинающего мастера.
В основном гравер продается уже в своей полной комплектации, но производители также создали и другие дополнительные устройства, которые могут пригодиться при работе.
Прочтите это: Игрушки из дерева своими руками для детей
Основные инструменты, которые требуются в дополнении к ручному граверу:
- Рукоятка эргономичная, требуется для удобной работы. Так как сам инструмент не имеет такого приспособления, а значит и работа будет сложной и неудобной;
- Цанги;
- Приставка фрезерная — аналогичная деталь речного фрезера, только в данном случае она маленького размера;
- Штатив — требуется для работы с гибким валом;
- Приставка угловая — уменьшает угол вращения на 90 градусов, помимо этого его конструкция очень жесткая.
Говоря про затраты на данный инструмент, если приобретать исключительно гибкий вал и штатив, то цена будет не такой уж и большой. Если же покупать полностью все оборудование, то в данном случае ценовой вопрос значительно вырастает.
Если вы начинающий в данном ремесле, то лучше всего будет приобрести минимальный набор, у которого будет средняя комплектация без всяких излишек. Это необходимо для того, чтобы более детально понять, какие же насадки будут использоваться во всех видах работ.
Покупать дорогостоящее оборудование не стоит, порой обычный дешевый китайский набор даже лучше работает, чем дорогостоящий и фирменный.
В любом случае, решение остается за вами при выборе гравера.
Прочтите это: Резьба по дереву бензопилой для начинающих и опытных мастеров
Готовимся к Пасхе
Работа по дереву — очень нелегкое занятие, благодаря которому получаются произведения искусств. Это говорится лишь про ручную резьбу по дереву, потому что ни одна в мире машина не сравнится с ручной работой.
Почему? Человек, работая и создавая свой шедевр руками, вкладывает в свою работу много сил, времени, ну и конечно же самое главное — свою душу. Порой достаточно взглянуть на поделку и понимаешь, с каким настроением мастер ее создавал, что было у него в душе в тот момент.
Ведь настроение и эмоции полностью передаются к создаваемому изделию.
Сегодня вашему вниманию предлагается рассмотреть пошаговую инструкцию по украшению яиц из дерева. Основным инструментом, конечно же, будет гравер.
Итак, для работы потребуются следующие инструменты и материалы:
- Гравер;
- Насадка для шлифовки;
- Заготовленные деревянные изделия;
- Простой черный карандаш;
- Бумага наждачная;
- Морилка;
- Лак;
- Кисточки для нанесения;
- Стирательная резинка.
Пошаговая инструкция по работе.
Деревянный изделия необходимо немного зашкурить наждачной бумагой. Поверхность должна быть ровной. После чего выбираем рисунок и переносим его на заготовку. Делать это требуется аккуратно.







В гравер устанавливаем насадку для шлифовки и начинаем делать насечки, как показано на фото.
На больших оборотах деревянное изделие может немного подгорать. Чтобы этого не происходило, необходимо двигать гравер вперед и назад по предполагаемому рисунку.
После работы с гравером необходимо убрать все карандашные линии стирательной резинкой. Должно получиться так, как на картинке:
Остается лишь дело за малым. Теперь необходимо раскрасить наши яичные сувениры. В данном случае можно использовать морилку, причем разных оттенков. Кисточкой наносим на готовое изделие, убираем в сторону до полного высыхания.
После чего проходим немного наждачкой, тем самым создаем необычный эффект. Теперь необходимо покрыть лаком, ждем полного высыхания. Это лишь пример. Насколько хватит вашей фантазии, зависит только от вас.
Пробуйте, экспериментируйте, тогда вы станете настоящим мастером в резьбе по дереву гравером.
Вот и все, мастер-класс подошел к концу, наши сувениры на Пасху полностью готовы. Помимо всего вышесказанного, вашему вниманию предлагается ознакомиться с видео-уроками для того, чтобы полностью разобраться в данном ремесле.
Борфрезы бывают
Из инструментальной углеродистой стали
С маркировками У – углеродистая инструментальная, цифра от 7 д 13 — процентное содержание углерода, А – высококачественная.
Например, У10А — распространенная марка стали с 10% содержанием углерода для производства борфрез.
Стойкость таких борфрез относительно невелика, ресурс ограничен, но изделия из мягких материалов без большой интенсивности работы они обрабатывают отлично. Цена очень доступна;
Из быстрорежущей стали Р6М5
Такой инструмент значительно дороже, но им можно обрабатывать углеродистые стали, среднелегированные и другие твёрдые материалы.
Он устойчивее к высоким температурам, неизбежным при работе на больших оборотах, поэтому мало деформируется, обеспечивая высокую точность работ;
Твердосплавные
Выполненные из карбида вольфрама (ВК25, ВК30) и других карбидов тугоплавких металлов, из минералокерамики, такие борфрезы легко берут высокопрочные стали, чугун.
Твердосплавные борфрезы – наиболее распространены на предприятиях, где работы борфрезами ведутся практически непрерывно;
Алмазные
Профессиональный инструмент, отличающийся особой стойкостью и максимальной ценой. Легко растачивает самые прочные материалы.
Часто используется для финишной доводки фигурных отверстий. После работы алмазными борфрезами на изделии практически не видно следов обработки, она становится предельно гладкой;
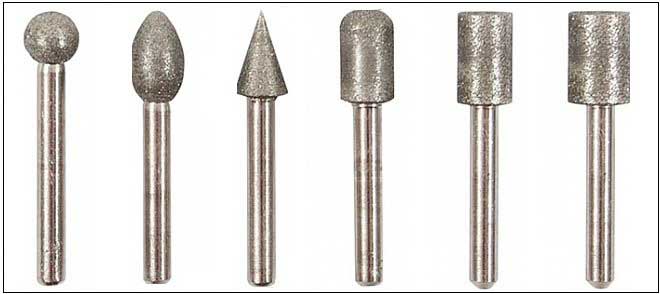
Абразивные
Делятся на два вида: с металлической рабочей головкой, на которую нанесено напыление из абразива и полностью выполненные из абразива – электрокорунда.
На предприятиях борфрезы зачастую работают в режиме нон-стоп. Чтобы увеличить тепло- и износоустойчивость и продлить инструменту жизнь, производители твердосплавных борфрез используют дополнительное покрытие.
Варианты покрытий:
- TiN, обладающий твёрдостью 2400 HV;
- TiAlN, с твёрдостью 3400 HV.
Как выбрать?
Выбор и приобретение фрез для работы по металлу – это довольно сложный и длительный процесс. При этом пользователь должен учитывать несколько ключевых факторов. Рассмотрим подробнее основные из них.
Для начала нужно определиться с назначением приобретаемого вами устройства. Например, вы можете приобретать детали для металлообработки, для снятия фаски, для ручного фрезера, для обработки, для сверления отверстий, для дремеля, на дрель. Для каждого из этих процессов понадобятся различные типы устройств.
Сегодня на строительном рынке для приобретения доступны как одиночные фрезы, так и полноценные наборы таких деталей. Очевидно, что набор будет значительно дороже по стоимости, но, с другой стороны, вам не придется заботиться о приобретении нескольких фрез.
С помощью фрез можно осуществлять разнообразные типы работы: грубая обдирка заготовки, чистовая обработка по плоскости, создание канавок, обработка углов и кромок, выборка шпоночных пазов и многое другое. Так, в зависимости от конкретного случая вам может понадобиться угловая, фигурная, шпоночная или фреза другого типа.
В связи с широкой распространенностью фрез и востребованностью данных деталей среди пользователей производством, выпуском и продажей таких деталей занимается большое количество компаний (как отечественных и зарубежных). Соответственно, при покупке у пользователя может возникнуть большое количество трудностей, связанных с выбором. В любом случае следует отдавать предпочтение только той продукции, которая была изготовлена проверенным производителем, пользующемся доверием и любовью покупателей.
В процессе приобретения фрез обязательно убедитесь в том, что рабочий элемент хорошо сочетается с фрезерным устройством, которое уже у вас есть. В противном случае вы просто зря потратите свои средства.
Прежде чем приобретать ту или иную модель фрезы по металлу, нужно изучить отзывы потребителей. Таким образом вы сможете убедиться в том, насколько заявленные производителем характеристики соответствуют реальному положению дел.
Несколько профессиональных советов
Если вы хотите увеличить время работы борфрезы для обработки металла, необходимо соблюдать несколько правил:
- Когда обрабатывается металлическая поверхность, рабочая часть должна находиться в полном контакте с обрабатываемой деталью.
- Хвостовик не должен дотрагиваться до обрабатываемого изделия. Борфреза может сломаться.
- Обрабатывая поверхность, необходимо исключить сильное давление на инструмент. Это может привести к перегреву шарошки и её поломке.
- Использование приспособления должно проводиться только на высокооборотистом оборудовании. Это позволит исключить заклинивание инструмента в металле. Высокая скорость даст возможность более тщательно обработать поверхность пазов.
- Для предотвращения сильного износа приспособления рабочая головка во время работы должна смазываться специальной смазкой. Она улучшит скольжение, а также уменьшит давление на инструмент.
- Для уменьшения износа режущей головки можно использовать особую суспензию. В её состав входит синтетическое машинное масло. Во время обработки инструмент постоянно смазывают таким составом.
- Не стоит начинать работу изношенной борфрезой. Придётся затратить немало физических усилий. Причём может поломаться сама фреза, а также используемое оборудование.
Классификация
Основной характеристикой является форма режущей части инструмента, которая определяет и назначение фрезы. В зависимости от данного параметра они подразделяются на:
- цилиндрические применяемые для нарезания шпоночных пазов и других работ;
- сферические, используются для подготовки круглых выемок;
- радиусные для нарезания пазов сложной конфигурации.
Инструмент имеет неравномерный шаг зубьев, который зависит от количества режущих кромок. Это т. н. окружной шаг и его размер определен требованиями ГОСТ.






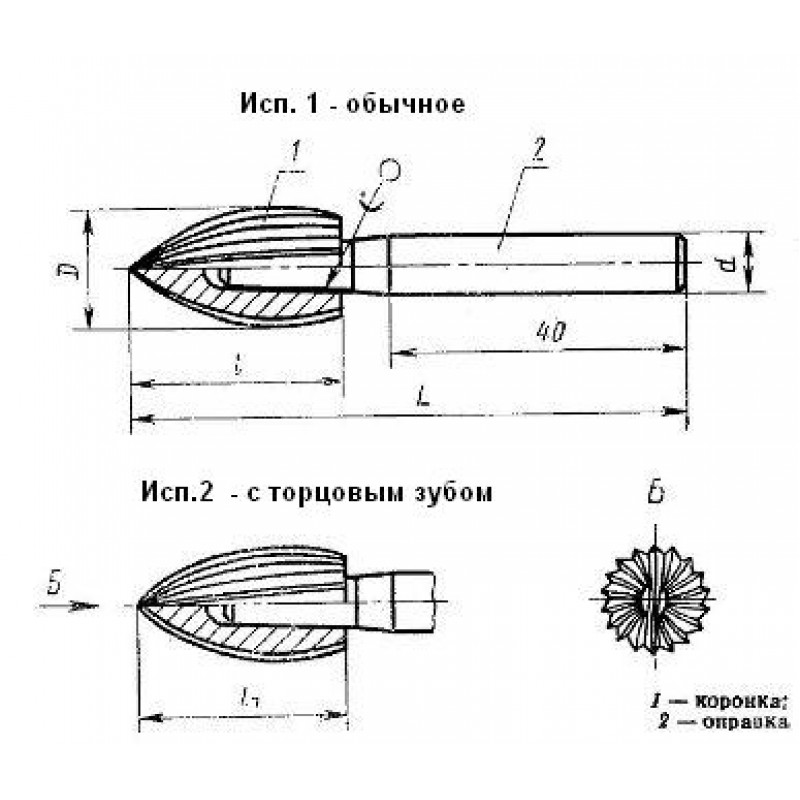
В зависимости от направления реза пальчиковые фрезы делятся на право- и леворежущие. Также они подразделяются по типу хвостовика на конические и цилиндрические. По исполнению данный инструмент может быть цельным, со съёмными твердосплавными пластинками или коронками. Цельными являются фрезы малого диаметра, применение инструмента большого диаметра целесообразно с заменой режущих частей по мере износа.
Пальчиковые фрезы имеют маркировку на хвостовой части, в которой указан материал, диаметр и логотип производителя. Исключением является инструмент диаметром до 5 мм. когда указывается только данный размер. Фрезы повышенной точности маркируются литерой «Т» перед маркой сплава.
Классификация борфрез
Различия в конструкции борфрез разных категорий позволяют оптимально подбирать такой инструмент для решения определенных технологических задач. Борфрезы по металлу классифицируются по своему конструктивному исполнению. Так, в зависимости от данного параметра они могут быть:
- одноконусными;
- двухконусными;
- трехконусными.
Каждый из представленных выше типов борфрез выбирается в зависимости от характера технологических задач, которые предстоит решить с их помощью.

Маркировка твердосплавеных борфрез
Форма рабочей (режущей) головки – еще один параметр, по которому борфрезы разделяются на различные категории. На сегодняшний день борфрезы выпускаются с рабочими головками следующих форм:
- цилиндрической;
- конической;
- круглой;
- полуовальной;
- овальной.
Формы режущей части борфрез по металлу
На выбор инструмента с рабочей головкой определенной формы также оказывает влияние характер предстоящих технологических задач. Например, для гравировки по металлу используется борфреза коническая, для расточки и шлифовки отверстий и пазов – инструмент с цилиндрической рабочей головкой, для зачистки сварных швов и обработки плоских поверхностей – шарошки, режущая часть которых имеет круглую форму.
Форма борфрезы подбирается в зависимости от конфигурации обрабатываемой поверхности
Если говорить о материале изготовления борфрез по металлу, то в зависимости от данного параметра они делятся на следующие
- изготовленные из углеродистой стали;
- абразивные (борфрезы данной категории делятся на два типа: с металлической рабочей головкой, на поверхность которой нанесено напыление из абразивного материала, и с режущей частью, целиком выполненной из абразива – электрокорунда);
- с напылением из алмазной крошки (алмазные борфрезы);
- твердосплавные (к их хвостовику из углеродистой стали методом пайки крепится рабочая головка из твердого сплава).
Борфрезы по металлу, изготовленные из углеродистой стали, самые недорогие из представленных, но их рабочий ресурс минимальный. Приобретать шарошки данного типа можно в том случае, если использоваться они будут не слишком часто и не в интенсивном режиме. Свою эффективность борфрезы из углеродистых сталей проявляют при несложной обработке не слишком твердых материалов.

Простые борфрезы из углеродистой стали
Алмазные борфрезы, при помощи которых можно успешно выполнять обработку высокопрочных и хрупких металлов, являются профессиональным инструментом, подходящим как для домашнего, так и для промышленного использования. При помощи таких шарошек, рабочие головки которых могут иметь любые размеры и конфигурацию, можно выполнять расточку и тонкую шлифовку отверстий, при этом поверхность, формируемая после такой обработки, получается идеально ровной и гладкой. Именно алмазными борфрезами чаще всего оснащают гравировальные установки.

Алмазные борфрезы
Борфрезы твердосплавные, отличающиеся самым высоким рабочим ресурсом среди инструментов подобного назначения, используются преимущественно в производственных условиях. Применяя твердосплавные борфрезы, которыми оснащается мощное и высокооборотистое оборудование, можно выполнять обработку металлов самой высокой твердости (чугуна, нержавеющей и жаропрочной стали, титана и др.).

Борфрезы из твердого сплава подходят для подгонки форм и завершающей обработки различных металлических поверхностей
Борфрезы, используемые для выполнения работ по металлу, различаются и по типу заточки режущей части. Так, в зависимости от данного параметра борфрезы могут быть:
- с тонкой нарезкой режущей части;
- с универсальной нарезкой;
- с ультратонкой нарезкой;
- предназначенные для выполнения работ по алюминию.
Области применения
Известно, что шарошки используются с давних пор. Их функции настолько многообразны, что практически нет ни одной хозяйственной сферы, где бы они не нашли применение:

Примеры применения шарошек различного типа
- в горном деле получили распространение борфрезы с большим диаметром и высокопрочными зубьями, способными дробить камень;
- важная функция насадок состоит в обработке матриц;
- в производстве пластиковых окон они необходимы при зачистке швов оконного профиля;
- обширную сферу для применения насадок малых размеров представляет граверное дело;
- в лечении и протезировании зубов не обойтись без борфрез;
- в строительной отрасли их можно использовать в монтажных работах с любым материалом;
- в сварочных операциях – для зачистки внутренних, труднодоступных швов;
- комплект шарошек по металлу обязательно присутствует в гараже каждого автолюбителя;
- без насадок на дрель невозможны мелкие ремонтные работы в доме.





