
Мощность пилы
Все инструменты можно разделить на несколько категорий мощности:
- Мощность колеблется в пределах 500-1200 Вт. Используются для распила досок толщиной до 45 см. При этом диаметр диска не может превышать 160 мм. Довольно дешёвые пилы, которых хватит для большинства домашних работ.
- Мощность варьируется от 1200 до 1800 Вт. Применяются для разреза брусьев толщиной до 60 см. Диаметр диска в таком инструменте можно увеличивать до 200 мм. Данную пилу можно назвать полупрофессиональным аппаратом.
- Самые крупные инструменты имеют мощность от 1800 до 2500 Вт. Используются для распиливания брёвен диаметром до 75 см. Такой агрегат можно применять и для разрезания стали. В него можно вставлять диски диаметром до 350 мм. Довольно большой и тяжёлый профессиональный инструмент.
Способы
Заточить инструмент своими руками (если он не имеет победитового покрытия) можно в домашних условиях самостоятельно. А также в подобных случаях можно использовать простой станок, на котором можно успешно наточить любые кромки
Очень важно корректно подобрать круг
Бывают они таких видов:
- корундовые;
- алмазные.

Оборудование для заточки дисков с напайками стоит недешево, его можно найти только в специализированных технических центрах.
Возбраняется двигать заточку самостоятельно:
- это стоит лишних трудозатрат;
- точность перемещения вручную будет плохая;
- если отсутствует навык по заточке кругов, то рекомендуется обратиться к профессионалам.

Существуют правила:
- главный дефект случается на краю сверху, то есть грани округляются в пределах 0,11-0,31 мм – это является исходной точкой, с которой следует начинать заточку;
- обрабатывать следует как фронтальную, так и тыловую части, это следует сделать не менее 26 раз;
- размер не превышает 0,051-0,151 мм;
- передние и задние грани обрабатываются идентично;
- после окончания цикла следует реализовать процесс доводки, то есть почистить поверхность «нулевой» наждачной бумагой.

Работа по созданию новой конфигурации требует соблюдения регламента и имеет свою сложность.
- Ознакомиться с требованиями, в частности, уточнить число оборотов. Понятно, что для металла это показатель будет заметно меньше. Деревянные элементы обрабатываются большим числом оборотов.
- Материал, из которого сделаны напайки, выдерживает большие нагрузки, срок его службы значителен, но даже он рано или поздно получает дефекты, появляются сколы и трещины.
- Верный признак, что материал начинает «уставать» – это появление на поверхности микрозаусенцев, шершавости. В этих местах через некоторое время возникнут дефекты.

Чтобы правильно реализовывать заточку, следует знать, какие бывают зубья:
- прямой;
- зуб со скосом с задней части;
- трапециевидный;
- в форме конуса;
- вогнутый.

Как затачивать:
- следует тщательно очистить диск, используя спирт или химические средства;
- обрабатываются все рабочие плоскости;
- снимать металл допустимо 0.051-0.151 миллиметра;
- затачивать, возможно, не более двадцати пяти раз;
- затачивать можно с помощью специального напильника, если существует практический опыт;
- твердосплавные зубья рекомендуется затачивать на отдельном оборудовании;
- победитовые напайки можно «взять», только используя специальный станок, в котором присутствует алмазный круг.

Разводка зубьев бывает нескольких видов.
- Волнистая, каждый зуб рихтуется под определенным углом наклона, таким образом, возникает подобие волны.
- Защитная, два зуба имеет углы наклона, третий зуб присутствует без наклона. Такой способ эффективен при работе даже с красным деревом и дубом.
- Классика, когда зубья вариативные – углы наклона влево и вправо.
- Фронтальная.
- Тыловая.
- Делается наклон у фронтальной плоскости.
- Делается наклон у задней плоскости.


Существует еще один параметр – это угол заострения, но он обычно «работает» как дополнительное средство.
Для ручной заточки потребуются:
- деревянные бруски (2 шт. размером 52х32 мм);
- дрель, шуруповерт;
- коронка для шуруповерта;
- ножовка, чтобы обрабатывать керамику;
- маркер;
- линейка;
- шурупы или саморезы.

Поверхность подставки совпадает с поверхностью диска. Круг лежит на подставке, плоскость затачивания должна находиться под углом 90 градусов к полотну пилы. Такое нехитрое приспособление снабжается поворотным узлом. Такое надежное крепление позволяет равномерно обработать все зубья инструмента. С помощью маркера делаете разметка, что дает возможность правильно определиться с углом наклона.

Техническая характеристика
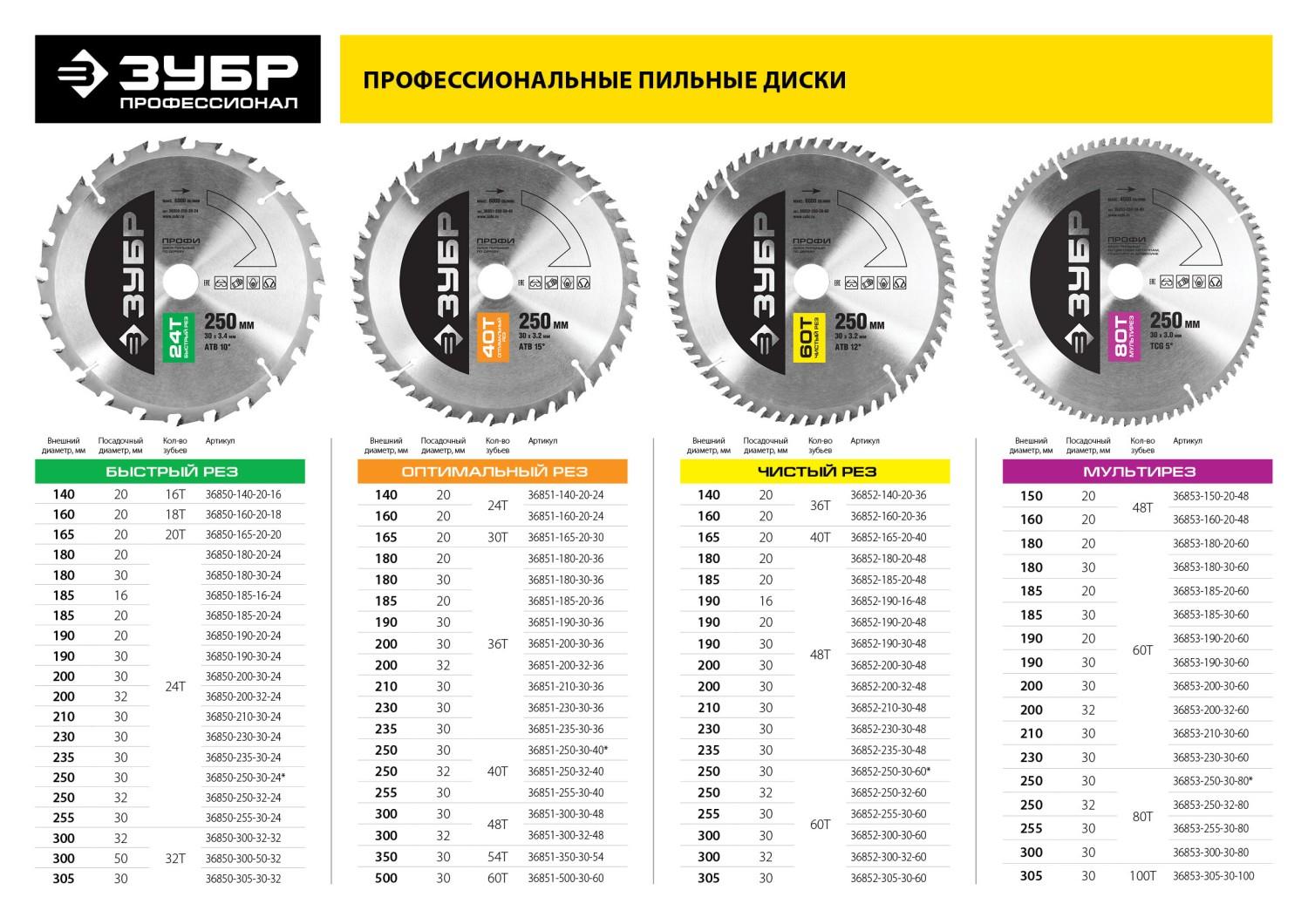
Каждый выпускаемый производителями пильный диск имеет свои технические характеристики.
- Серия диска. Она позволит определить, для каких типов работ оснастка изготавливалась.
- Конструкция диска. Она говорит о качестве полотна. К качественным полотнам можно отнести те, что изготавливаются лазерной порезкой, проходят компьютерную балансировку, шлифовку и калибровку каждый в отдельности. Чтобы снизить температуру, шум пилы и вредные вибрации, на диске должны быть компенсационные прорези. В конце прорези находятся отверстия округлой формы, у некоторых конструкций предусмотрены медные заклёпки, которые предотвращают полотно от разлома. У хорошей модели должны быть волнообразные расширения, кольца жёсткости, специальное покрытие.
- Диаметр диска (внешний). Если диаметр диска больше, чем предусмотрено у инструмента, это повлияет на глубину пиления. Специалисты рекомендуют не превышать выступ зубьев над материалом более чем на 10—20 мм, так как при превышении увеличивается нагрузка на двигатель.
- Диаметр посадочного отверстия. Для безопасной и качественной работы необходимо, чтобы оснастка плотно сидела на посадочном штифте.
- Количество зубьев. От количества зубьев зависит чистота распила. Чем больше зубьев, тем чистота распила выше, но тем больше и нагрузка на мотор инструмента. Кроме этого, из-за стружки снижается скорость вращения. Оснастка с маленьким количеством зубьев лежит в диапазоне от 10 до 40, со средним — от 40 до 80, с большим — от 80 и выше.
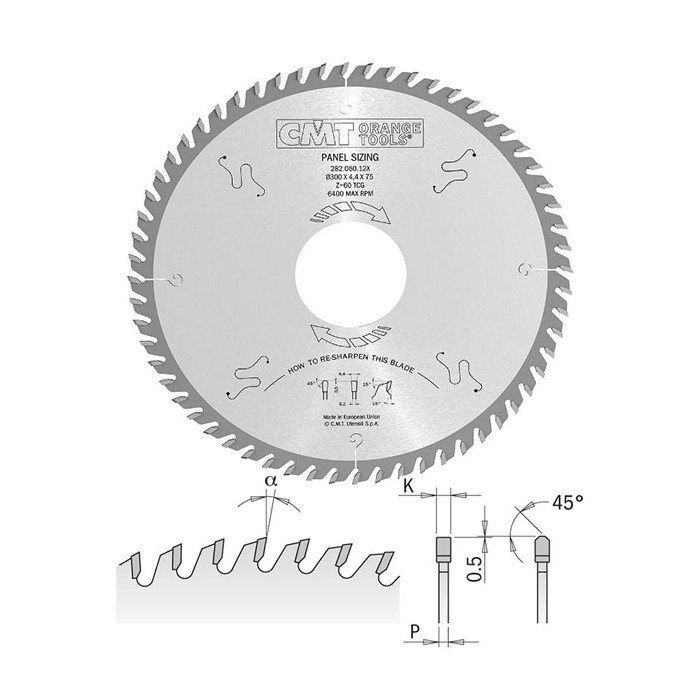
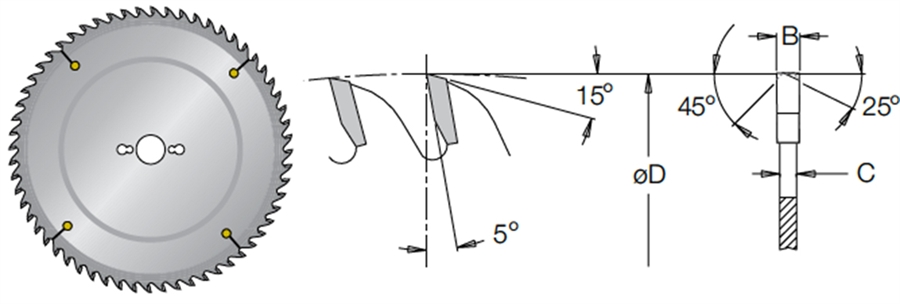
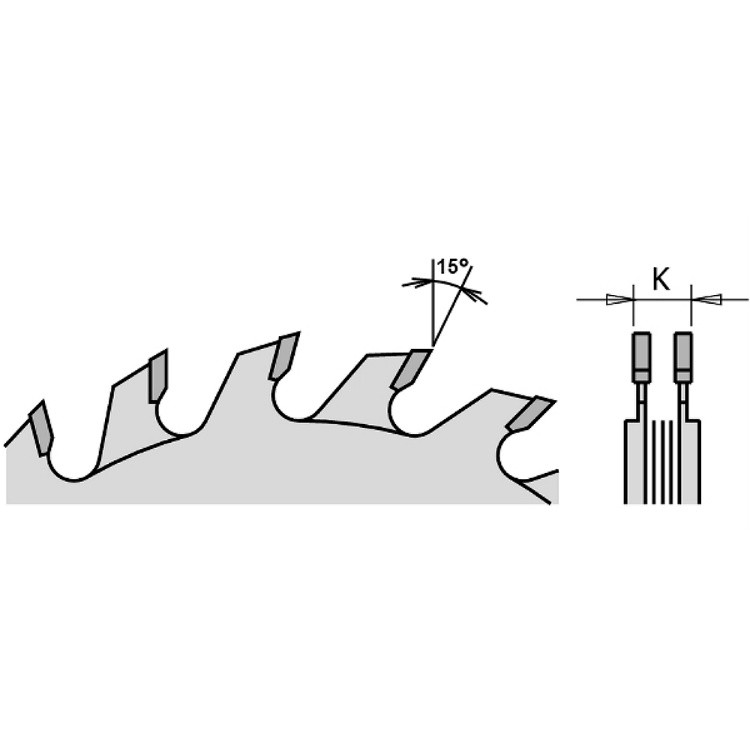
- Тип и угол зубьев. Каждый тип сконструирован под определённые задачи. Тип F. T. (плоский резец) предназначен для продольного пиления различного вида древесины. Тип АТВ (сменный резец) предназначен для продольного и поперечного распила разных пород древесины, обработки ДСП, ОСП и фанеры. Тип Combi (комбинированный резец) предназначен для любых видов пропила. Тип TCG (трапециевидный плоский резец) применяется для обработки изделий из древесины. Тип HiFND (сменный резец) предназначен для работы с материалом, который склонен к раскалыванию. Важным параметром является угол наклона зубьев. Положительный угол наклона от 15 º до 20 º увеличивает подачу инструмента, но делает грубым распил. Отрицательный угол наклона от 0 º до -5 º замедляет скорость инструмента, но делает чистый распил.
- Толщина диска. Чем тоньше оснастка, тем меньше затрачивается энергии, уменьшается нагрузка на мотор, снижаются потери на опилки. Одновременно с этим у тонкого полотна меньше эксплуатационный период, больше вибрация, быстрее происходит нагрев.
- Маркировка. На качественных моделях маркировка наносится лазером. Её наличие позволяет сделать правильный выбор и в дальнейшем правильно обслуживать полотно.
- Количество оборотов. В целях безопасности, предотвращения потери чистоты распила и снижения срока эксплуатации необходимо, чтобы скорость вращения пильного диска была выше максимальной скорости вращения шпинделя на инструменте.
Достоинство полотна состоит в его сбалансированности, стойкости к затуплению, нагреванию и боковым нагрузкам.
Циркуляционные пилы – какими они бывают
Существует несколько видов режущих полотен для циркуляционной пилы:

Пила циркулярная твердосплавная — характеристика
- Диски с основой и режущей областью из цельного металла;
- Диски с основой из цельного металла и напылением материалов твердой структуры на зубьях;
- Металлические полотна с твердосплавными напайками.
Качественный распил заготовок невозможен, когда зубья выработались или затупились. Сопутствующим явлением работы тупым инструментом будет чрезмерная нагрузка на двигатель, риск заклинивания, небезопасность проведения режущих операций. Необходимо делать заточку циркулярных пил.







Для раскроя твердых пород древесины допустимо применять только диски, имеющие специальные пазы. Технологические разрывы на полотне предотвращают общую деформацию инструмента при возможном нагреве в процессе работы. Это исключает появление вибрационного фона, ухудшение линии распила.
Это интересно: Циркулярка из болгарки своими руками: чертежи и сборка
Разновидности дисков для распила древесины
Все диски, предназначенные для распила древесины, подразделяют на две основные категории:
- Монолитные, которые изготавливают из сплошного листа специальной инструментальной стали. Ввиду того что заточку пильных дисков, выполненных по такой технологии, приходится производить довольно часто, они пользуются наименьшим спросом у пользователей.
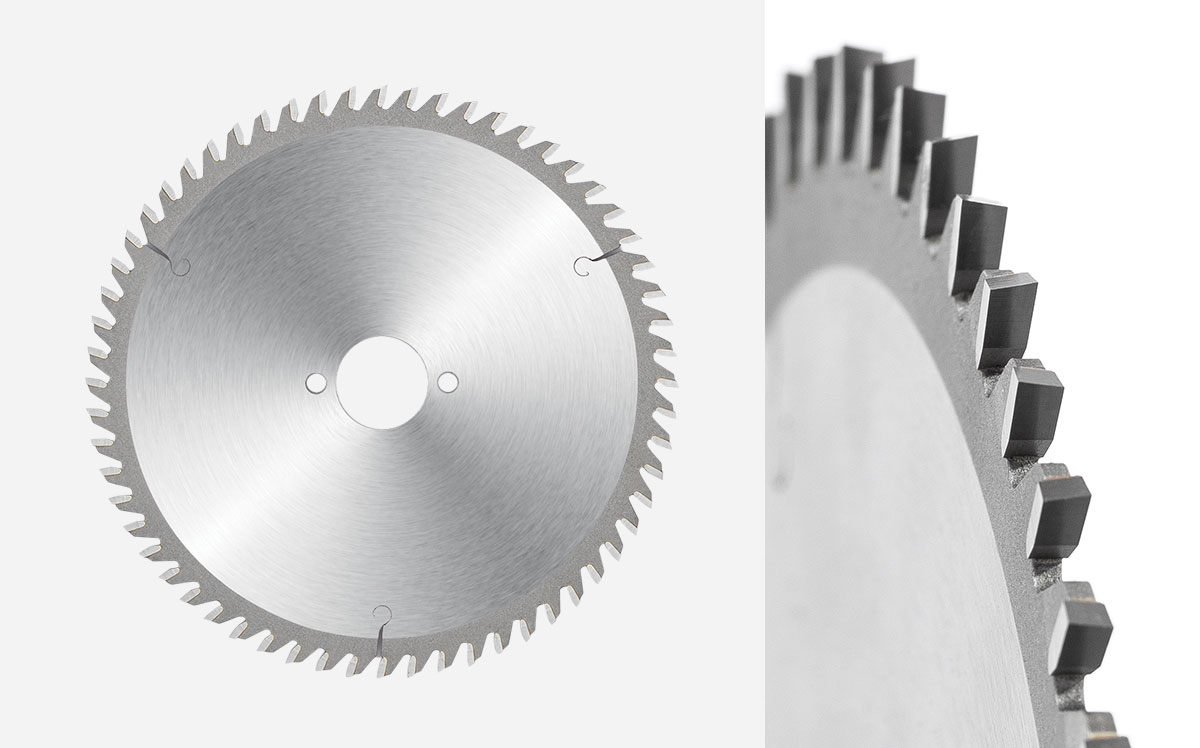
- С твердосплавными напайками на режущей кромке зубцов, с помощью которых можно добиться высокой чистоты среза, а также они способствуют долговечности дисков. Именно эта категория режущих насадок получила в последнее время наибольшую популярность (как у профессионалов, так и у любителей).
На производстве пильные диски изготавливают двумя способами:
- штамповкой (изделие вырубают из листового металла с помощью шаблонов);
- методом лазерной резки, которая позволяет наиболее точно соблюсти все заданные геометрические размеры.
На заметку! Способ изготовления влияет как на цену диска (штампованные, естественно, дешевле), так и на его качество и долговечность (лазерные в этом отношении вне всякой конкуренции).
Особенности диска
Диск на торцовку по металлу может иметь диаметр от 15 до 35,5 см, внутренний диаметр всегда равен 3 мм. Диск можно менять по необходимости. Рассматривая диаметр диска, можно учесть рекомендации специалистов, которые говорят о необходимости покупки сразу нескольких элементов разного диаметра. Набор позволит выбрать наиболее подходящий вариант для конкретного металла с максимально качественной резкой. Однако при выборе нужно учитывать, что далеко не каждый диск можно установить на конкретный станок.
Исходя из этого, стоит присмотреться к моделям с диском, имеющим мелкие зубья и плавную волну. Такие агрегаты качественно пилят металл и при этом не перегревают рабочее лезвие диска
Важно обращать внимание на тот факт, что диски для торцовочных и циркулярных пил разные, о чем должна указывать маркировка. Говоря о посадочном месте, равном диаметру оси на редукторе, нельзя не отметить: его надлежит подбирать особенно тщательно, соотнося с параметром оси
Конечно, можно воспользоваться и переходными кольцами, но только правильный вариант будет способствовать качественной и эффективной работе торцовочной пилы
Конечно, можно воспользоваться и переходными кольцами, но только правильный вариант будет способствовать качественной и эффективной работе торцовочной пилы
Важно наличие напаянных вставок на самом диске, а также количество зубьев. Такое изделие дороже монолитных разновидностей, но прослужит в разы дольше иных аналогов. Чем большим будет диаметр, тем дороже будет стоить диск
Чем большим будет диаметр, тем дороже будет стоить диск.

Нужна ли нам высокая скорость?
Мощность двигателя и частота вращения диска определяют производительность пилы. От частоты вращения зависит и качество выполненного пропила. Правда, при этом нужно учитывать, что для различных материалов оптимальная скорость резки тоже будет разной. Так, полимеры с низкой температурой плавления лучше обрабатывать на малой скорости вращения (чтобы не оплавить края), а твердые породы дерева и МДФ — на высокой. Именно для целевой настройки под нужный материал и применяется регулировка частоты вращения. В остальных случаях эта опция остается невостребованной. Поэтому у дисковых пил нередко всего одна частота вращения холостого хода — около 5000 об/мин. Так что совет для дачников, не стремящихся к высотам пильного творчества: приобретайте односкоростную пилу.
Различия рабочих зубьев по геометрической форме
Зуб имеет несколько рабочих плоскостей. Передняя плоскость «А» вместе с задней «Б» в месте пересечения образуют основную режущую кромку «1». В местах пересечения поредей плоскости с боковыми «В» образуются вспомогательные кромки «2» и «3».
Схематическое представление режущей кромки диска
Для эффективной работы с материалами разработаны различные виды режущих зубьев.
- Базовая форма – прямой зуб
Предназначен для грубого и быстрого распила. Качество среза невысокое, поэтому для тонких работ и расшивки твердых материалов не подходит.
Такая форма режущей кромки позволяет делать ровные точные пропилы и хорошо подходит для композитных материалов, например – ДСП с двусторонним ламинированием. На твердом покрытии практически не остается сколов. Зубья со скошенной задней поверхностью отлично режут твердые заготовки, но при этом быстрее тупятся. Наклон чередуется, поэтому полотно с такой формой называется переменно скошенным. Скошенной может быть как задняя, так и передняя кромка.
Главное достоинство – медленное затупление. Такие рабочие зубья чередуются с прямыми, работая комплексно. Трапеция несколько выше основного зуба, и как бы прорубает материал «по черновому», облегчая работу прямой кромке. Применяется при распиле пластмасс и материалов с прочным двусторонним ламинатом.
Диски с коническим зубом являются вспомогательными. С их помощью делается предварительный надрез ламината, для предотвращения образования сколов при распиле. В качестве самостоятельного инструмента не используется.
Кроме того, передняя плоскость зубьев может иметь вогнутую форму. Такие пилы предназначены для поперечных распилов. Вогнутая плоскость и острая кромка подобно серпу разрезают поперечные волокна материала.
Заточка дисковых пил своими руками видео
Существуют диски с чередующимися активными и пассивными зубьями. У пассивных отрицательный угол заточки.
Техническая информация для дисковых пил из инструментальной стали
Дисковые пилы по дереву
Дисковая пила является вращающимся режущим инструментом в форме круглого полотна с множеством режущих зубьев по периметру, который предназначен для механической резки дерева и материалов на основе дерева.
Дисковая пила изготавливается из легированной инструментальной стали, с проведением термообработки, выравнивания, калибровки, разводки и заточки.
материал:Дисковая пила изготовлена из стали 75Cr1. (DIN 1.2003); (ČSN 19418)





термообработка: Дисковая пила закалена на 44-48 HRc для толщины корпуса до 3 мм и на 42-46 HRc для толщины корпуса более 3 мм.
- выравнивание: При выравнивании дисковой пилы устраняются отклонения от плоскостности поверхности, т.е. так, чтобы осевое (торцовое) биение дисковой пилы не превышало:
- значения 0,2 мм у дисковой пилы диаметром до 200 мм
- значения 0,4 мм у дисковой пилы диаметром до 500 мм
- значения 0,6 мм у дисковой пилы диаметром до 800 мм
- значения 0,8 мм у дисковой пилы диаметром свыше 800 мм
Биение дисковой пилы изменяется в зажатом состоянии вблизи крепежного отверстия, причем необходимо обращать внимание на качество зажимных фланцев, которые должны быть диаметром минимум 5x√D пилы. калибровка: Подходящим выправлением предварительной нагрузки повышается прочность дисковых пил, что позволяет повысить подачу и тем самым повысить точность резания и качество поверхности разреза. Дисковые пилы при изготовлении калибрируются для скорости резания 60 м/сек у меньшей толщины и 80 м/сек у большей толщины дисковых пил
Соответствующие обороты, на которые пила откалибрирована, указаны на дисковой пиле
Дисковые пилы при изготовлении калибрируются для скорости резания 60 м/сек у меньшей толщины и 80 м/сек у большей толщины дисковых пил. Соответствующие обороты, на которые пила откалибрирована, указаны на дисковой пиле
калибровка: Подходящим выправлением предварительной нагрузки повышается прочность дисковых пил, что позволяет повысить подачу и тем самым повысить точность резания и качество поверхности разреза. Дисковые пилы при изготовлении калибрируются для скорости резания 60 м/сек у меньшей толщины и 80 м/сек у большей толщины дисковых пил. Соответствующие обороты, на которые пила откалибрирована, указаны на дисковой пиле.
разводка:Величина разводки (на одну сторону) как правило бывает размером 1/4 толщины корпуса диска. Разводится только верхняя треть зуба. Разводка должна быть симметричной, иначе дисковая пила начинает отклоняться в сторону большей разводки. Разводка делается всегда перед заточкой, после заточки она только контролируется и исправляется в случае необходимости. При использовании слишком малой разводки дисковая пила перегревается, теряет прочность и ведет в сторону. При чрезмерно большой разводке возникают потери от слишком широкого реза, большего потребления энергии и повышенной шероховатости поверхности разреза. Для мягкого дерева выбираем большую разводку, чем для твердого дерева. Для продольной резки выбираем большую разводку, чем для поперечной резки. Для мокрого дерева выбираем большую разводку, чем для сухого дерева. Для замерзшего дерева выбираем меньшую разводку, чем для незамерзшего дерева. При плохом состоянии станка выбираем большую разводку.
заточка:Для заточки дисковых пил можно порекомендовать шлифовальный круг из белого или серого корунда, средней зернистости и твердости, с пористой или очень пористой структурой с керамической или бакелитовой основой. Круг с керамическим вяжущим материалом обозначается:
- A99 60L 9V (белый)
- A96 60L 9V (серый)
Наиболее часто встречающиеся причины короткой выдержки заточки:
Перегрев режущих пластин: проявляется изменением цвета кончиков режущих пластин, возникающим из-за перегрева материала при заточке. Перегрев может возникать из-за слишком большого давления (снятие большого количества материала) шлифовального круга на затачиваемую поверхность, из-за применения слишком твердого шлифовального круга, слишком мелкой зернистости шлифовального круга, неправильного крепления инструмента или интенсивной заточки без охлаждения.
Лучшие пильные диски диаметром 190 мм
Такая оснастка применяется для разделки небольших деревянных материалов — досок и бруса высотой до 75 мм. Малый размер диска разрешает использовать его на ручных циркулярных пилах компактных размеров. Вот рейтинг пильных дисков по дереву для циркулярной пилы с таким диаметром, которые отличаются быстротой реза, чистотой и тонким пропилом, а также пригодны для ДСП и МДФ.
Bosch 2.608.640.633 190х30 мм – быстрый рез
Когда в приоритете скорость реза, то выбирают диски с небольшим количеством зубьев. Такая конструкция имеет меньшее сопротивление при вращении и содействует быстрой разделке материала. Но ввиду большого расстояния между режущими элементами разрезаемые стороны получаются грубыми и для чистовой обработки их придется шлифовать.
Данный диск от немецкого бренда имеет 12 зубьев с напайкой и дополнительным усилением с задней стороны. Оставляет пропил 2.6 мм в ширину.
+ Плюсы Bosch 2.608.640.633 190х30 мм
- Подойдет не только для дерева, но и для газобетона, волокнистых плит на цементной основе.
- Режет даже доски с гвоздями.
- Очень низкая цена и проверенный бренд.
- Взаимодействует с инструментом выдающим обороты до 4900 в минуту.
– Минусы Bosch 2.608.640.633 190х30 мм
- Может повести металл, если пилить очень долго — у диска отсутствуют вырезы для температурного расширения.
- Рез не чистый и нуждается в дополнительной последующей обработке.
- Больше подходит для продольного реза — на поперечном сильнее рвет волокна, что портит качество.
- Со временем начинает пилить медленнее — ориентировочный срок службы 4 года.
- Заточка на вид тупая (особенность формы и технологии), поэтому определить качество в магазине не возможно — нужно только устанавливать на пилу и пробовать.
Вывод. Этот недорогой диск пригодится для быстрой резки древесины при выполнении черновых работ.
CMT 272.190.42M (190х30/20/16х1,7/1,1 мм; Z42) – чистый тонкий пропил
Для особо тонких пропилов с чистой кромкой нужны тонкие диски с большим количеством зубьев. Такая оснастка применяется при производстве мебели, где нужны аккуратные точные резы и рациональный расход материала. Но платой за это выступает тонкое сечение металла, что приводит к закусыванию или деформации
Работать таким диском следует более осторожно, чем другими
CMT 272.190.42M (190х30/20/16х1,7/1,1 мм; Z42) – особо тонкий диск с толщиной 1.1 мм. Имеет 42 зуба и оставляет пропил шириной 1.7 мм. Изготовляется непосредственно в Италии и предназначен для финишного реза.
+ Плюсы CMT 272.190.42M (190х30/20/16х1,7/1,1 мм; Z42)
- Подходит для циркулярных пил с оборотами до 8000 в минуту.
- Очень тихая работа.
- С ним легко делать продольные и поперечные резы в материалах различной плотности.
- Не оставляет топорщащиеся волокна на краях.
– Минусы CMT 272.190.42M (190х30/20/16х1,7/1,1 мм; Z42)
- Цена гораздо выше аналогов.
- Сложная заточка, которую нелегко восстановить в домашних условиях.
- Для установки на некоторые циркулярные пилы нужны переходные кольца — те, что в комплекте бывают толще самого диска, поэтому последний не зажимается до конца.
- Нельзя сильно спешить при выполнении реза, иначе он будет со сколами.
Вывод. Идеальный вариант для мебельной мастерской. Позволит прорезать OSB и подобные материалы максимально чисто и точно. Восемь прорезей внутри диска обеспечивают хорошее гашение вибраций и содействую тихой работе.
Inforce 11-01-095 (190х30/20 мм; 48 зубьев) – чистый рез фанеры, ДСП, МДФ, древесины
МДФ, ДСП и фанера не очень плотные, но способны сильно крошиться при грубом воздействии оснастки, поэтому диск должен быть максимально острый и резать требуется со средней скоростью. Данный диск оснащен 48-ю зубьями и имеет толщину 2 мм, что обеспечивает прочность и ровность реза.
+ Плюсы Inforce 11-01-095 (190х30/20 мм; 48 зубьев)
- Предусмотрены четыре выреза под расширение от нагрева.
- Есть переходник в комплекте для установки на пилы с посадочным местом 20 мм в диаметре.
- Не оставляет сколов на ДСП.
- Не закусывается в материале.
- Устойчив к изгибам и деформациям.
– Минусы Inforce 11-01-095 (190х30/20 мм; 48 зубьев)
- Переходник для установки диска на вал меньшего диаметра приклеен с обратной стороны оснастки — некоторые пользователи сперва пугаются, что его не положили в комплект.
- Качество пайки зубцов не ровное.
Вывод. Модель имеет напайки из карбина вольфрама, поэтому долго держит заточку и обеспечивает чистый рез спрессованных материалов. Диск оптимален по соотношению цены и качества и подойдет для применения в личной столярной мастерской, но не для каждодневного использования.
Подготовка
Перед началом работ необходимо обесточить инструмент, деталь которого утратила прежние характеристики. Диск плотно фиксируется при помощи специальных брусков, которые размещаются по обеим его сторонам. Для всех зубьев ставятся отметки на полотне, при этом в процессе прикладываются равные усилия и идентичное количество движений инструмента. Так можно произвести качественную, равномерную обработку диска.
Деталь устанавливается обратно после достижения необходимого вида и проверки углов заточки. Далее необходимо сделать пробный распил на станке и удостовериться в качестве проведенных работ
Важно, чтобы все зубья размещались на одной плоскости, в ином случае перемещение бруска будет неравномерным, а работа станка будет сопровождаться характерным шумом. Также это возможно в случае если некоторые зубья требуют корректировки
Если заточка пильных дисков выполняется самостоятельно, стоит помнить про развод кромок, при котором все зубья постепенно отгибаются в различные стороны, но расстояние между ними остается одинаковым. Эти действия можно выполнить при помощи специального инструмента под названием разводка, он обеспечивает равномерный отгиб в средней части всех элементов. После проведения такой процедуры пила приобретет более свободный ход, а ширина пропила станет больше.








С учетом того, что пропил производится не самим диском, а его кромками, которые постепенно снимают слои древесины, становится ясно, что с увеличением развода зубцов снижается вероятность заклинивания, а пропил приобретает большую ширину. Стоит отметить, что в этом случае для работы инструмента приходится прикладывать больше усилий. При отсутствии специальных приспособлений многие пользуются разводным ключом для разведения зубьев, но такая методика имеет множество ограничений и подходит не для всех пил.
На вид разводки в первую очередь влияет порода древесины, которая впоследствии будет обрабатываться. К примеру, для получения ровного распила без каких-либо недочетов и выступов на мягкой породе требуется большая разводка. Желательно, чтобы зубья отклонялись в выбранную сторону на 5-10 мм. Заточка пильных дисков по дереву производится только после осуществления разводки, иначе зубья окажутся непригодными для использования из-за возникшей деформации.
Что такое сабельная пила и как ее выбрать
Теперь давайте разберемся, как выбрать электроножовку по дереву, на языке профессионалов такой инструмент именуют сабельной пилой. По сравнению с ручным инструментом критерии выбора здесь немного иные. Так помимо возвратно-поступательного движения сабельная пила имеет еще и маятниковый ход.
Для обрезки деревьев сабельной пилой на инструменте предусмотрен маятниковый режим работы
Колебания полотна по принципу маятника позволяют гораздо эффективней работать, к примеру, при обрезке деревьев или иных черновых работах. А стандартный режим хорош при роспуске листов разной плотности.
В данном случае вопрос, какая ножовка по дереву лучше будет не совсем корректным, потому как в сабельных пилах эффективность инструмента зависит от правильного выбора лезвия. Здесь есть лезвия, предназначенные для работы по дереву, металлу, камню, гипсокартону и т.д.
Каждое сменное лезвие сабельной пилы рассчитано на работу с определенным материалом
Но выбор сабельной пилы не заканчивается только на покупке качественного полотна под соответствующий материал, есть еще целый ряд тонкостей:
Я, как и большинство мастеров в данной области, считаю, что покупка электроножовки мощностью до 600 Вт – это просто зря потраченные деньги. Ею вы сможете резать веточки до 20 мм в диаметре и не более
От 600 Вт, до 1 КВт подходит для разноплановых дачных работ, а инструмент мощностью от 1,2 КВт уже относится к полупрофессиональному и им можно эффективно резать любые материалы; Желательно выбирать модель, где для смены полотна не нужен специальный ключ; Лучше брать инструмент с ограничителем глубины реза, который, кстати, также может регулироваться ключом и без ключа, соответственно второй тип ножовок удобней; Обратите внимание на головку удерживающую лезвие. Есть универсальные модели, в которые вставляется любое полотно, а есть головки «заточенные» только под фирменные полотна данного производителя
Не факт, что в магазине окажется нужная модель фирменного полотна, поэтому берите универсал; Теоретически во всех сабельных пилах есть возможность отключения маятникового хода, но при покупке желательно проверить насколько адекватно эта опция работает; Сабельная пила с регулятором скорости хода значительно расширит ваши возможности в работе, причем желательно, чтобы этот регулятор имел функцию тонкой настройки; Еще одной полезной функцией считается возможность поворота лезвия под разным углом, особенно полезна такая опция при работах на потолке и в труднодоступных, тесных метах;
Не факт, что в магазине окажется нужная модель фирменного полотна, поэтому берите универсал; Теоретически во всех сабельных пилах есть возможность отключения маятникового хода, но при покупке желательно проверить насколько адекватно эта опция работает; Сабельная пила с регулятором скорости хода значительно расширит ваши возможности в работе, причем желательно, чтобы этот регулятор имел функцию тонкой настройки; Еще одной полезной функцией считается возможность поворота лезвия под разным углом, особенно полезна такая опция при работах на потолке и в труднодоступных, тесных метах;
Сабельная пила с аккумулятором, по сравнению с сетевыми моделями, имеет меньшую мощность, но зато ею удобней работать





