
Станки среднего диапазона от 30 до 150 тыс. рублей
Средний ценовой диапазон заточных станков для дисковых пил включает в себя оборудование как китайского, так и российского производства
Среди них обращает на себя внимание модель УЗС-2, которая имеет вертикальную компоновку и предназначена для работы с дисковыми пилами большого диаметра (до 1200 мм). У всех этих станков предусмотрена возможность обработки косых зубьев наклонным абразивным кругом
| № | Модель | Макс. диаметр (мм) | Мощность привода (Вт) | Вес (кг) | Тип управления | Цена (руб.) |
| 1 | MF 126A | 600 | 370 | 45 | ручное | 33 000 |
| 2 | УЗС-2 | 1200 | 550 | 80 | ручное | 36 000 |
| 3 | CЗТП-600Т/600 ТМ | 70 | 250 | 55 | ручное | 50 000 |
| 4 | ТчБК | 560 | 370 | 130 | ручное | 110 000 |
Особенности использования острой и тупой пилы
Ручная ножовка для распиливания дерева так же, как и другой любой инструмент имеет определенные характеристики. Одним из таких важных параметров для пилы является острота ее зубьев. Если они будут тупыми, тогда дерево невозможно или трудно пилить.
Необходимость в заточке возникает тогда, когда во время распиливания древесины пильщик прикладывает много усилий. Тупой пилой процесс осуществляется примерно в два или даже три раза дольше. Нельзя работать ножовкой, зубья которой сильно притупились, по нескольким причинам:
- Существенное уменьшение производительности. Ведь человек тратит много сил, а также времени.
- Значительное снижение точности распила. Тупая ножовка не позволит ровно разрезать деревянную заготовку. Ведь полотно с затупленными зубьями будет постоянно уходить в сторону от запланированного направления реза.
- Уменьшение уровня безопасности. Ведь пила с не острыми зубьями будет застревать в древесине и при ее резком выдергивании человек может пораниться.
При резком выдергивании застрявшей ножовки можно легко пораниться Источник timoelliott.com Хорошо заточенная ручная ножовка распиливает дерево быстро. Она моментально вгрызается в материал уже при первом движении. При этом пильщику даже не придется прижимать инструмент к пиломатериалу.
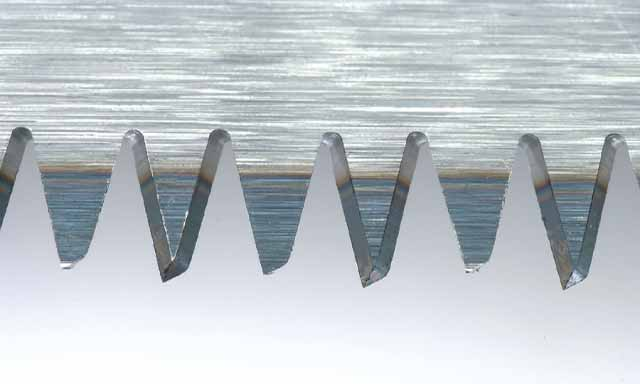
О необходимости заточки пилы также свидетельствует появление звенящего и приглушенного звука во время распиливания дерева. Точить инструмент также придется, если у зубьев изменилась форма. Ведь они должны быть в виде треугольников с острыми кромками. Когда концы зубьев закругляются, тогда пилить становится практически невозможно.
Острые и треугольные зубья ножовки Источник onlinetrade.ru
Определение степени износа
Одним из условий правильной заточки инструмента является определение степени износа зубьев. Самый простой и легкий способ это сравнить две одинаковых пилы — новую, не бывшую в работе и старую, которая нуждается в правке. Достаточно просто наложить диски друг на друга и разница станет очевидной.
Ну а если пилы уже были в использовании, то тогда требуется изготовить шаблон, чтобы выполнить промер каждого из зубьев пилы. Это обязательное условие правки инструмента. Перед тем как заточить диск на циркулярную пилу самостоятельно шаблоном из жести или пластика промеряется каждый зуб и определяется поверхность, которую необходимо обработать для достижения нужного угла режущей кромки.
Необходимость заточки
Заточка дисков для циркулярной пилы требуется тогда, когда ведение работы становится невозможным. Это можно понять по трем сигналам:
- Нагрев защитного кожуха. Из-под него появляется дым, выходит из зоны резания.
- Необходимость добавочных усилий при подаче заготовки в момент резания.
- При соприкосновении дерева с режущим металлом появляется гарь и запах.
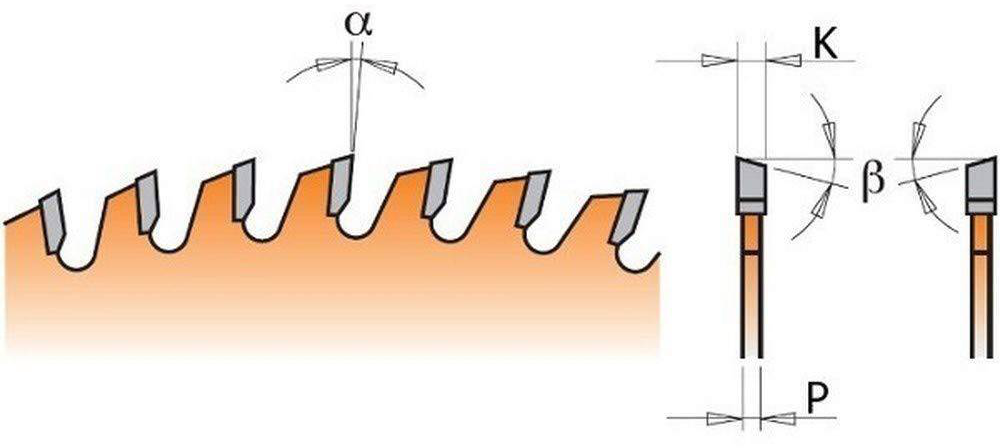
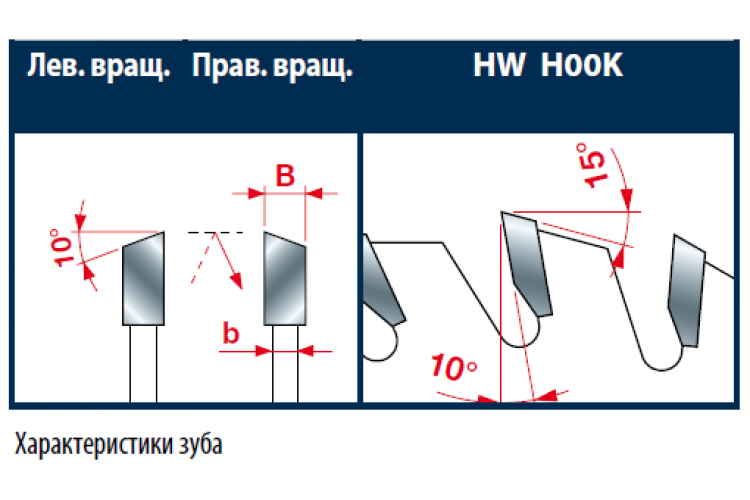
Геометрия твердосплавных зубьев
Твердосплавный зуб имеет четыре рабочие плоскости — переднюю (А), заднюю (Б), и две вспомогательные боковые (В). Пересекаясь между собой, эти плоскости образуют режущие кромки — главную (1) и две вспомогательные (2 и 3). Приведенное определение граней и кромок зуба дано в соответствии с ГОСТ 9769-79.
Твердосплавный зуб пильного диска
По форме различают следующие виды зубьев.
Прямой зуб
. Обычно используется в пилах для продольного быстрого пиления, при котором качество не имеет особого значения.
Прямой зуб
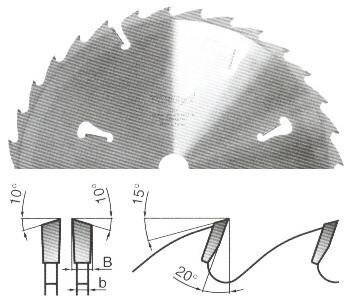
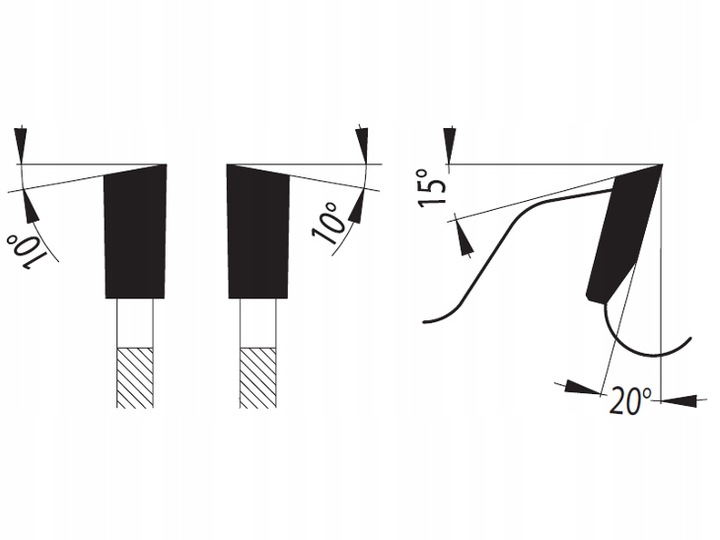
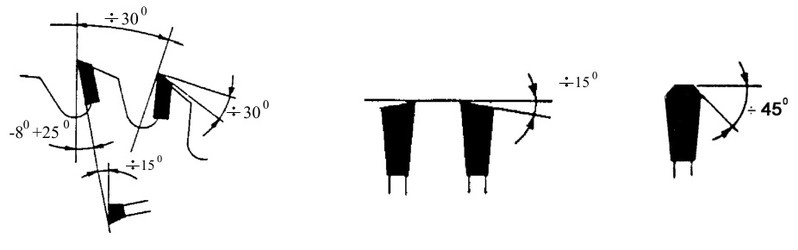
Косой (скошенный) зуб
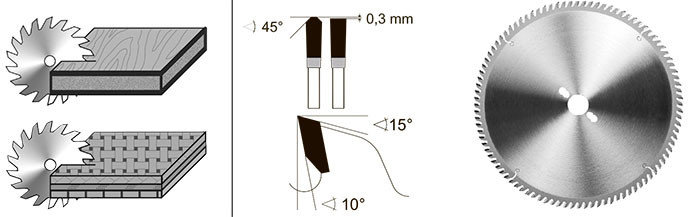
с левым и правым углом наклона задней плоскости. Зубья с разным углом наклона чередуются между собой, из-за чего называются попеременноскошенными. Это наиболее распространенная форма зуба. В зависимости от величины углов заточки, пилы с попеременноскошенным зубом используются для пиления самых разных материалов (дерева, ДСП, пластмасс) — как в продольном, так и поперечном направлении. Пилы с большим углом наклона задней плоскости используются как подрезные при резке плит с двухсторонним ламинированием. Их использование позволяет избежать сколов покрытия на краях пропила. Увеличение угла скоса снижает усилие резания и уменьшает опасность сколов, однако одновременно уменьшает стойкость и прочность зуба.
Косой зуб со скошенной задней плоскостью
Зубья могут иметь наклон не только задней, но и передней плоскости.
Косой зуб со скошенной передней плоскостью
Трапециевидный зуб
. Особенностью этих зубьев является относительно медленная скорость затупления режущих кромок в сравнении с попеременноскошенными зубьями. Обычно они применяются в сочетании с прямым зубом.
Трапециевидный зуб
Чередование зубьев разной формы
Чередуясь с последним и слегка возвышаясь над ним, трапециевидный зуб выполняет черновое пиление, а прямой, следующий за ним — чистовое. Пилы с чередующимися прямыми и трапециевидными зубьями применяются для резки плит с двухсторонним ламинированием (ДСП, МДФ и пр.), а также для пиления пластмасс.
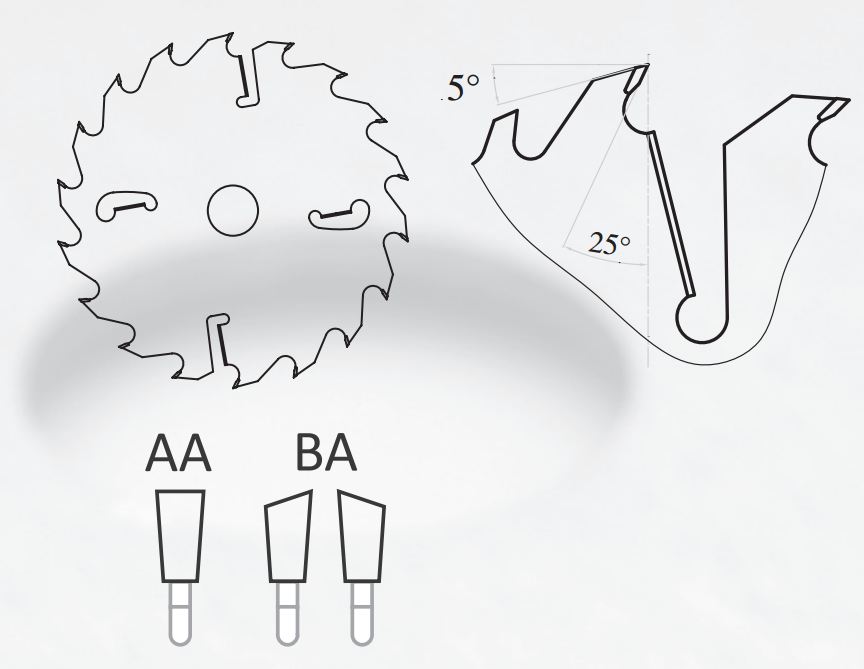
Конический зуб
. Пилы с коническим зубом являются вспомогательными и используются для надрезки нижнего слоя ламината, предохраняя его от сколов при прохождении основной пилы.
Конический зуб
В подавляющем большинстве случаев передняя грань зубьев имеют плоскую форму, но существуют пилы и с вогнутой передней гранью. Они применяются для чистового поперечного пиления.
Зуб с вогнутой передней поверхностью
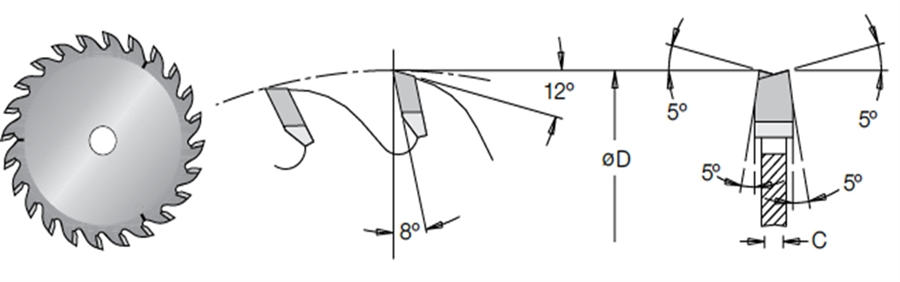
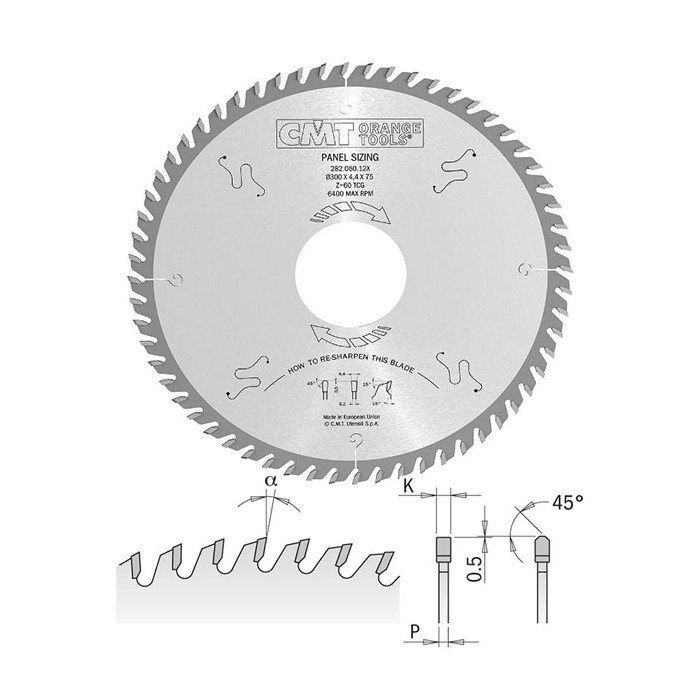
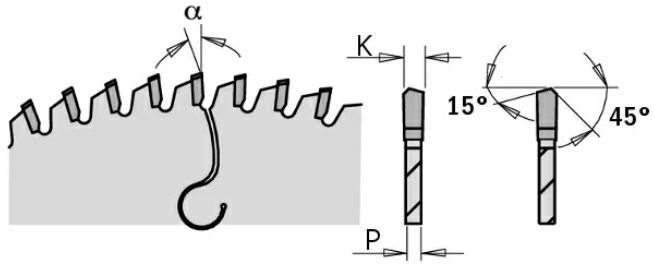
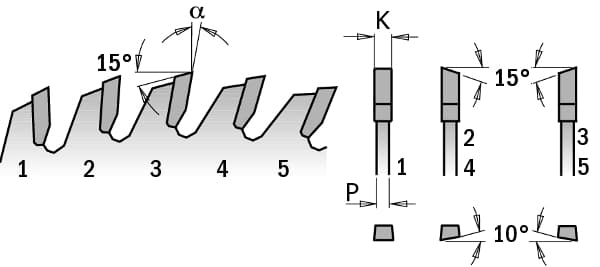
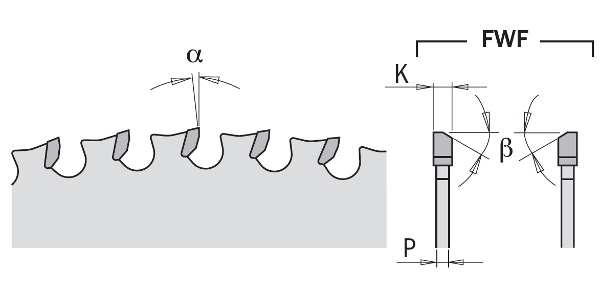
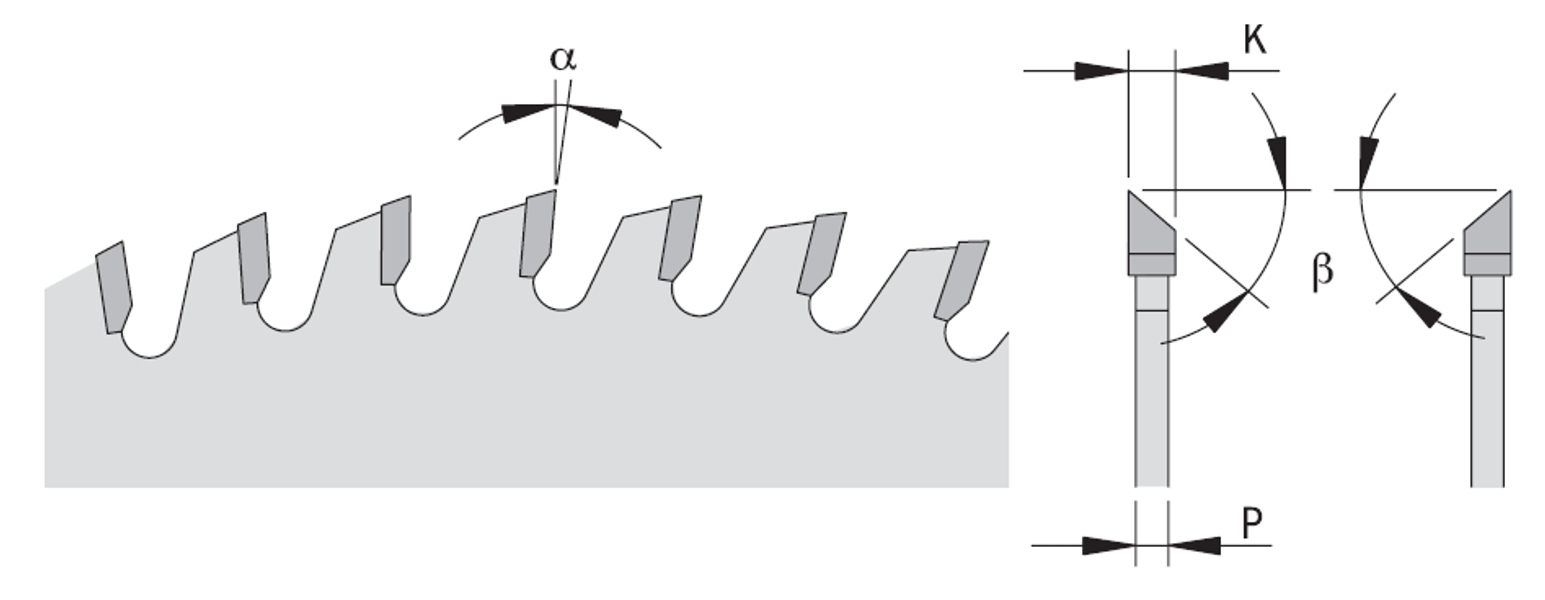
Углы заточки зубьев
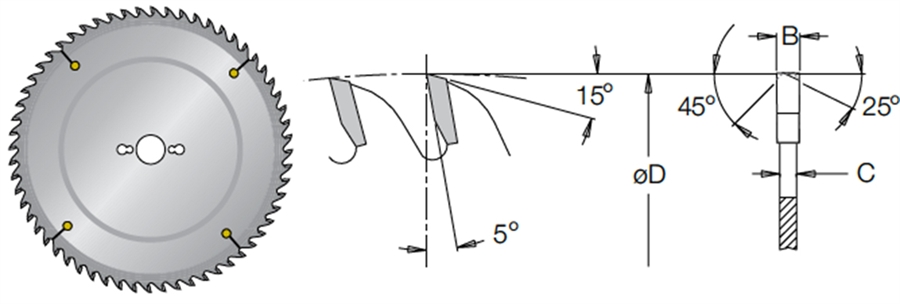
Имеется четыре основных угла заточки дисковой пилы, которые наравне с формой зуба определяют её характеристики. Это передний угол (γ), задний (α) и углы скоса передних и задних плоскостей (ε1 и ε2). Угол заострения (β) имеет вспомогательное значение, поскольку задается передним и задним углами (β=90°-γ-α).
Углы заточки зубьев дисковой пилы
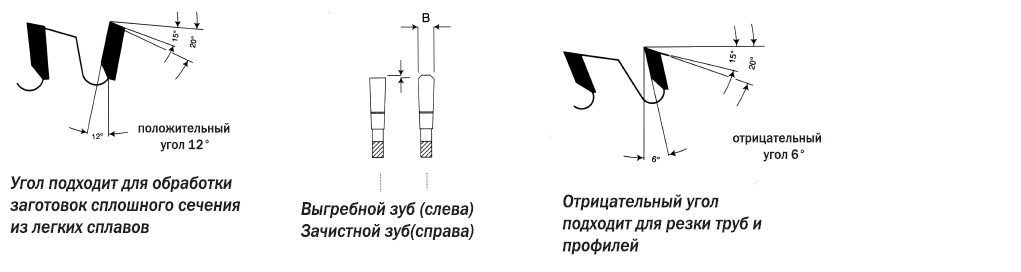
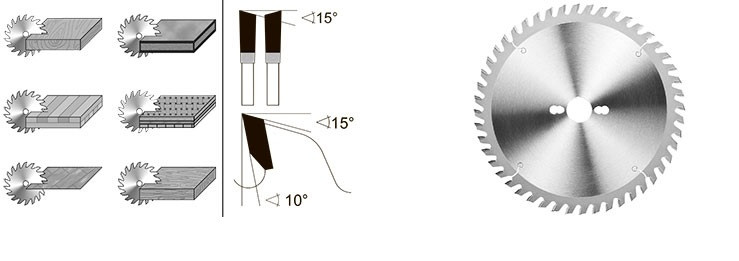
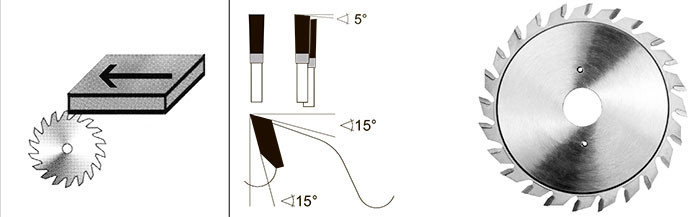
Значения углов заточки определяются назначением пилы — т.е. тем, для резки какого материала и в каком направлении она предназначена. Пилы для продольного пиления имеют относительно большой передний угол (15°-25°). У пил поперечного пиления угол γ обычно колеблется в пределах 5-10°. Универсальные пилы, предназначенные для поперечного и продольного пиления, имеют усредненное значение переднего угла — обычно 15°.
Величины углов заточки определяются не только направлением распила, но и твердостью распиливаемого материала. Чем выше твердость, тем меньше должны быть передний и задний углы (меньше заострение зуба).



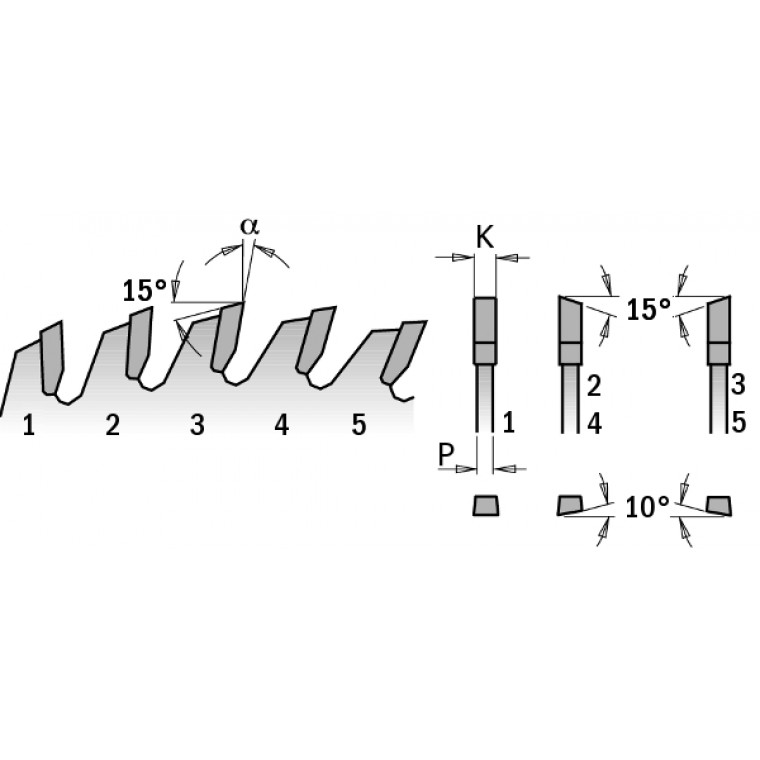
Передний угол может быть не только положительным, но и отрицательным. Пилы с таким углом используются для раскроя цветных металлов и пластмасс.
Выравнивание высоты
После того, как была выполнена разводка, ножовку нужно проверить на одинаковость высоты зубьев. Так как усилие к ней могло прикладываться неравномерно, есть шанс появления зубцов с меньшим износом, которые будут выступать над остальными.
Чтобы выявить такие зубья на ножовке, можно воспользоваться простым методом. Для него понадобится плотная бумага или картон по длине режущего полотна. Лист нужно положить на ровную поверхность, например стол, хорошо выровнять, после чего с силой прижать к нему режущую часть полотна. Зубцы, которые выбиваются из общего ряда, сделают более глубокие вмятины на поверхности.
Благодаря этому их можно легко обнаружить и скорректировать до начала заточки. Чтобы убрать лишнюю высоту, применяются различные надфили. Во время выполнения этой работы следует стремиться максимально сохранить форму каждого зуба ножовки.
Зачем и когда точить
Рассматриваемый инструмент в ходе эксплуатации подвергается различным нагрузкам, что приводит к притуплению зубьев. Если пилить пилой, у которой притуплены зубья, то результат будет гораздо менее эффективен, по сравнению с острой. Кроме того, использовать пилу с притупленными зубьями не рекомендуется по следующим причинам:
- Снижение производительности инструмента. Будут расходоваться не только силы мастера, но еще и его время.
- Снижение точности работ. Ножовкой с тупыми зубьями невозможно ровно пилить древесные материалы, а тем более делать это аккуратно.
- Опасность применения инструмента. В ходе работ пилка будет застревать, заклинивать, сходить с косильной лески распила, поэтому такие работы могут быть опасными для мастера.
Острой ножовкой не только легче работать, но и намного безопаснее
Чтобы определить, что пришла пора для заточки полотна ножовки по дереву, следует обратить внимание на такие факторы:
- Полотно издает характерный тупой звук. Если мастер часто использует ножовку, то ему не составит труда определить такой звук.
- Кончики зубьев скругляются.
- Пилка при попытке пилить древесину, отказывается выполнять свою задачу.
Эти факторы говорят о том, что пришла пора затачивать ножовку по дереву своими руками. Но прежде чем браться за напильник, следует определить, подлежат ли данные звенья заточке.
Заточка
Заточка ножовки по металлу или дереву для продольного распиливания или универсального выполняется двумя способами:
- Прямым. Напильником под углом 90 в горизонтальном направлении к полотну удаляют слои с граней зубцов. Затем переставляют полотно в зажиме обратной стороной и проделывают аналогичную обработку дальних зубцов.
- Косым. Отличается от прямого способа углом заточки, который составляет 80. Сначала обрабатывают зубья одного ряда, а потом и другого.
Для заточки универсальной пилы потребуется грубый надфиль или напильник с ромбическим сечением. Выбор способа зависит от особенностей обработки заготовок и предпочтений мастера.
Заточить ножовку по дереву в домашних условиях можно следующим образом:
- Подобрать напильник с трёхгранным сечением со специальными насечками для удобства точения.
- Зафиксировать полотно под углом 45-50 к рабочей поверхности.
- Напильником в направлении параллельном столу под углом к зубцам от 60 до 75 выполнить заточку.
Чтобы восстановить тупые зубцы сначала точат нечётные резцы, а затем чётные. После нечётных полотно разворачивают в обратном направлении и точат чётные.
Основные правила точения:
- режущий инструмент следует двигать равномерно с одинаковым усилием;
- для удаления заусенцев применяют напильники с небольшими насечками;
- по окончании работ требуется выполнить проверку остроты зубцов.
Заточка ножовки по дереву
Профессиональное оборудование от тыс. до 1.5 млн рублей
Профессиональные заточные станки предназначены для использования в ремонтных цехах крупных лесопильных предприятий или сервисными компаниями, специализирующимися на работе с таким инструментом. Все они оснащены промышленными контроллерами с возможностью выбора программы обработки определенной модели пильного диска.
| № | Модель | Макс. диаметр (мм) | Мощность привода (Вт) | Вес (кг) | Тип управления | Цена (руб.) |
| 1 | MF1263 | 630 | 300 | 260 | автомат | 165 000 |
| 2 | Unimac 600А 288 000 | 630 | 300 | 250 | п/автомат | 288 000 |
| 3 | GRIGGIO GA U5 | 400 | 560 | 115 | п/автомат | 451 000 |
| 4 | OS-2M | 1500 | 1 100 | 270 | п/автомат | 525 000 |
| 5 | OTOMAT-96 | 750 | 1 000 | 850 | автомат | 1 500 000 |
Подготовка
Перед началом работ необходимо обесточить инструмент, деталь которого утратила прежние характеристики. Диск плотно фиксируется при помощи специальных брусков, которые размещаются по обеим его сторонам. Для всех зубьев ставятся отметки на полотне, при этом в процессе прикладываются равные усилия и идентичное количество движений инструмента. Так можно произвести качественную, равномерную обработку диска.
Деталь устанавливается обратно после достижения необходимого вида и проверки углов заточки. Далее необходимо сделать пробный распил на станке и удостовериться в качестве проведенных работ
Важно, чтобы все зубья размещались на одной плоскости, в ином случае перемещение бруска будет неравномерным, а работа станка будет сопровождаться характерным шумом. Также это возможно в случае если некоторые зубья требуют корректировки
Если заточка пильных дисков выполняется самостоятельно, стоит помнить про развод кромок, при котором все зубья постепенно отгибаются в различные стороны, но расстояние между ними остается одинаковым. Эти действия можно выполнить при помощи специального инструмента под названием разводка, он обеспечивает равномерный отгиб в средней части всех элементов. После проведения такой процедуры пила приобретет более свободный ход, а ширина пропила станет больше.
С учетом того, что пропил производится не самим диском, а его кромками, которые постепенно снимают слои древесины, становится ясно, что с увеличением развода зубцов снижается вероятность заклинивания, а пропил приобретает большую ширину. Стоит отметить, что в этом случае для работы инструмента приходится прикладывать больше усилий. При отсутствии специальных приспособлений многие пользуются разводным ключом для разведения зубьев, но такая методика имеет множество ограничений и подходит не для всех пил.
На вид разводки в первую очередь влияет порода древесины, которая впоследствии будет обрабатываться. К примеру, для получения ровного распила без каких-либо недочетов и выступов на мягкой породе требуется большая разводка. Желательно, чтобы зубья отклонялись в выбранную сторону на 5-10 мм. Заточка пильных дисков по дереву производится только после осуществления разводки, иначе зубья окажутся непригодными для использования из-за возникшей деформации.
Способы заточки диска для выполнения работ по дереву
Следующие способы гарантируют эффективную и безопасную заточку циркулярных пил.
Болгаркой — пошаговая инструкция
Специальные станки для заточки дисков циркулярных пил имеют высокую стоимость и требуют определенных навыков при эксплуатации, поэтому в качестве эффективной и доступной альтернативы выступают УШМ-машинки, то есть «болгарки».
Для фиксации диска используется специальная гладкая подставка, которая конструируется с учетом того, что зуб должен быть перпендикулярен к диску болгарки и иметь минимальное отклонение от него.
Для заточки с помощью болгарки применяется алгоритм:
- Болгарка оснащается шлифовальным диском, а затачиваемый диск крепится к площадке.
- Болгарка удерживается руками или с помощью удерживающего приспособления.
- Режущая кромка зуба циркулярки обрабатывается болгаркой. При этом выполняется легкое равномерное движение.
Свидетельством о том, что грань получила заточку станет визуальное обновление кромки – она перестанет быть потемневшей.
Запрещается включать болгарку, если диск помещен в зев между зубьями затачиваемого диска.
Напильником
Если в качестве инструмента используется напильник или надфиль, то все мероприятия по заточке аналогичны тем же, что и при использовании УШМ. Кроме того, для соблюдения угла заточки необходим специальный шаблон, который используется в качестве направляющей плоскости между зубом и напильником.
Но при этом работа будет производиться значительно дольше, так как циркулярные пилы используют насадки из твердого сплава.
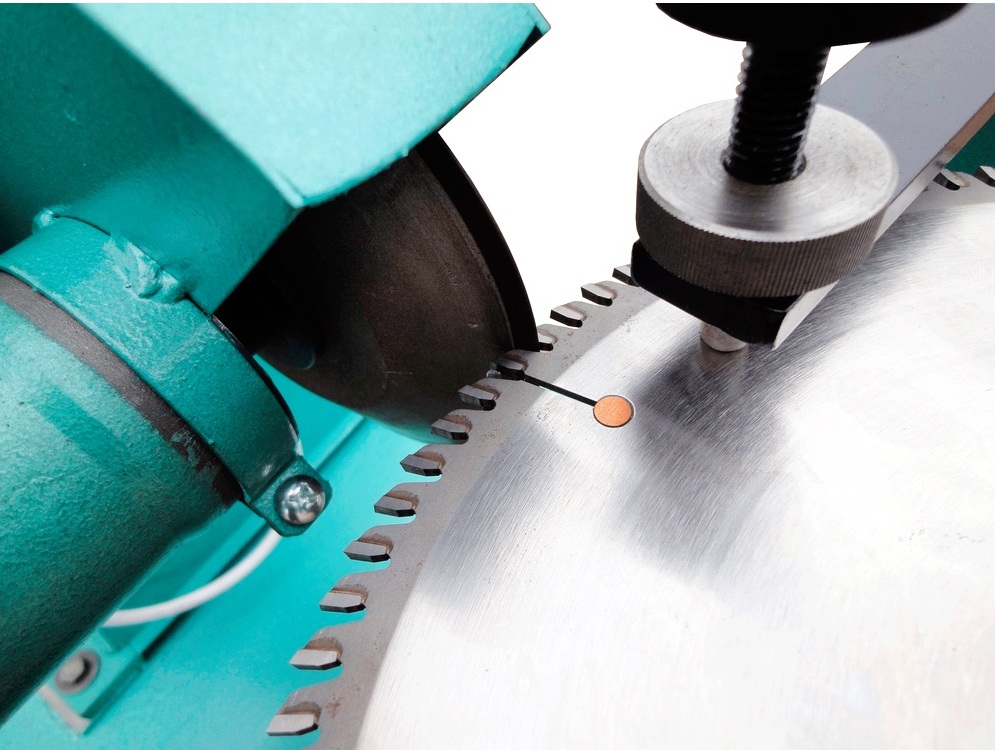
Специальным станком
Станки для точения резцов циркулярной пилы представляют собой сложные инженерные и технические устройства, которые кроме механизмов оснащаются еще и автоматической электроникой.
Данные станки позволяют выполнять наиболее эффективное восстановление режущих кромок с соблюдением всех нужных конфигураций. Эффективность станков объясняется следующими критериями:
- Возможность автоматизации процесса заточки.
- Сохранение параметров угла заточки для каждого резца.
- Все резцы затачиваются идентично с минимальной погрешностью.
- Возможность полного восстановления и реставрации.
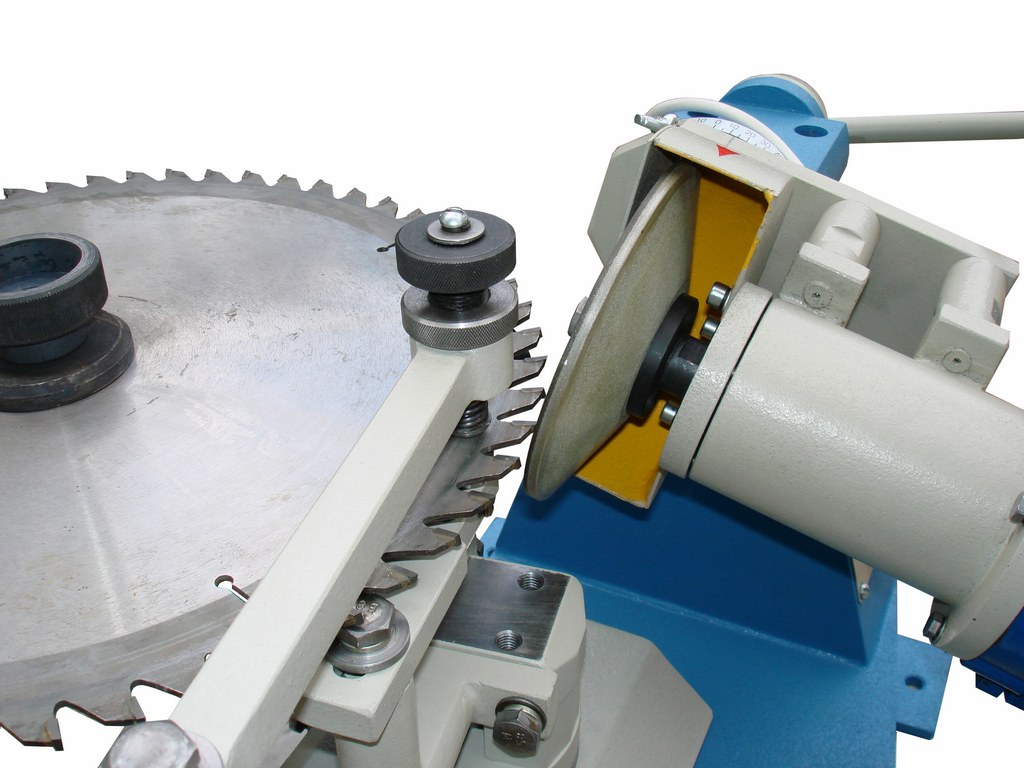
Для заточки на станке, диск пилы помещается в специальный суппорт и закрепляется.
Выбираются параметры заточки, которые обеспечиваются специальными механизмами для наклона затачиваемого диска или наклона заточного диска в станке.
Затачиваемый диск помещается в рабочую зону устройства.
Станок запускается, и заточка производится в автоматическом режиме.
Самодельным станком
Самодельные станки для эффективной работы должны включать следующие составные части:
- УШМ (болгарка) в качестве непосредственного заточного устройства.
- Суппорт для закрепления пильного полотна циркулярной пилы.
- Механизмы для обеспечения наклона суппорта, чтобы регулировать конфигурацию заточки.
- Весь механизм закрепляется на станине, в качестве которой может использоваться швеллер или двутавр.
Процесс работы аналогичен использованию оригинального станка для заточки с единственным отличием – полотно циркулярки подается к рабочей зоне устройства вручную.
Как станком заточить диск
Для восстановления целостности режущих дисков используется два способа — это ручной и автоматизированный. Ручным методом выполнять процедуру не только сложно, но еще и требуется много времени. Именно поэтому имеет смысл купить заточной станок для пильных дисков или же изготовить устройство самостоятельно.

![Как правильно заточить пилу по дереву | [инструкция]](https://molibden-wolfram.ru/wp-content/uploads/1/7/4/1741862c7de05d3a12e5decf656098a7.jpeg)
Простым приспособлением для заточки пильных дисков считается точило или наждачный станок, на валу которого нужно закрепить специальный круг — алмазный, эльборовый, а также из напыления карбида кремния. Сложность реализации процесса в том, что затачиваемую оснастку необходимо зафиксировать в неподвижном положении, поэтому держать диск в руках при его заточке не рекомендуется. Это не только опасно, но еще и способствует снижению качества заточки.
Это интересно!Перед тем, как приступать к реализации работ, необходимо очистить поверхность затачиваемой оснастки от нагара. Для этого можно использовать керосин, солярку или промышленные очистители. Если не произвести очистку, то производительность насадки удастся восстановить до 75%-80%. Инструкция по правильной заточке режущих дисков для циркулярных пил:
- Каждый зуб, который подвергается заточке, должен располагаться перпендикулярно к полотну
- Принцип заточки заключается в том, что к вращающемуся полотну (алмазному кругу), необходимо подводить каждый зуб диска
- От величины усилия прижима зависит количество снимаемого слоя металла. Чем больше износ или стертость зубьев, тем сильнее следует прижимать оснастку к полотну
- Аналогичным способом выполняется процедура для каждого звена
Чтобы выполнять заточку дисков от циркулярных пил, для этого не обязательно покупать специальное оборудование. К домашнему точильному станку нужно приделать стойку, которая состоит из неподвижной и подвижной части, а также крепление. При помощи такого приспособления можно легко и быстро выполнять затачивание в домашних условиях.
Задача усложняется, когда необходимо выдержать соответствующий угол затачивания. Чтобы модернизировать и расширить функционал установки, понадобится изготовить регулятор наклона подвижной подставки. В качестве регуляторов используются болты с гайками, за счет которых можно выставить необходимый угол наклона подставки.
Подвижная подставка представляет собой квадратную рамку, в центре которой располагается фиксатор для установки диска. Фиксатор имеет одинаковый диаметр с затачиваемой оснасткой. В подставке делается паз, через который выполняется выдерживание необходимого угла заточки. Производить работы по затачиванию не трудно, поэтому при частых работах с обработкой древесины циркулярной пилой, изготовить заточной станок необходимо обязательно.
Это интересно!Выполнять работы по затачиванию автоматизированным способом намного быстрее и проще, однако для этого понадобится специальное оборудование. Ручной способ в этом плане не требует никакого оборудования, кроме напильника.
Заточка дисковых пил на проф. станках
Одним из направлений нашей специализации является заточка алмазных дисковых пил
, которая требует особого контроля. Профессионалы нашей компании осуществляют заточку режущего инструмента на лучших станках, которые предназначены для бережной и высокоточной заточки любого режущего инструмента, от заточки цепей для пил, до заточки топоров и рубанков. После заточки на наших современных станках пильные диски будут пригодны к использованию и прослужат очень долго. Наши специалисты в совершенстве владеют всеми новейшими методами заточки пильных дисков и выполняют ее максимально аккуратно и качественно.
| Заточка ножа — экономия денег и времени. Заточка японских ножей выполняется нами только на водных камнях Заточку охотничьих ножей необходимо выполнять с фиксацией ножа для соблюдение угла 30-40º Мы выполняем заточку ножей на шведских станках марки Tormek Заточка керамических ножей требует специального оборудования. Керамические ножи очень хрупкие Заточка складных ножей и охотничьих ножей. Видео |
| Мы выполняем заточку плоских ножей: ножей рубанков, фуганков, рейсмусов. Центр заточки инструментов в Москве на м. Площадь Ильича работает без выходных и праздников. Цены на заточку ножей и других инструментов у нас самые низкие в Москве. Выполняем заточку ножниц и инструментов для парикмахеров с восстановлением режущей поверхности»под слайсинг» и «конвекс» Заточка маникюрных инструментов и кусачек выполняется только мастерами с опытом работы от трех |
|
| Не устраненные своевременно сколы зубьев диска пилы не только влияют на качество работы, но и могут стать причиной преждевременной порчи инструмента |

Нам известно, что заточка победитовых дисковых
пил требует большого внимания и ответственности. Стоит сказать, что наши профессионалы выполняют обработку дисков эффективно и быстро. Наша компания ценит каждого клиента и предоставляет качественное и профессиональное обслуживание. Кроме того, такие низкие цены, как у нас, вам не сможет предложить ни одна подобная фирма. Мы прилагаем все усилия, чтобы каждый заказчик остался доволен и сотрудничал с нами постоянно. Преимущества нашей компании уже оценили многие клиенты, которые давно работают с нами.
Одной из самых востребованных услуг в нашей компании является заточка дисковой пилы по дереву
, ведь такие инструменты теряют свои свойства чаще других. Если вы хотите, чтобы ваша пила служила как можно дольше, необходимо затачивать ее на специальном оборудовании. Только наши специалисты могут качественно выполнить заточку диска, независимо от размера. Знания и профессиональные навыки наших мастеров позволяют выполнять:
· откорректировать режущую кромку пильного диска,
· выровнять лезвие или заточить его под определенным углом,
· выполнить заточку ножей из материала любой твердости,
· максимально продлить срок службы пильного диска.
Если вас интересует, где самая выгодная заточка дисковых пил в Москве
, уверяем вас, что вы не найдете более выгодных условий и более низкой стоимости на подобные услуги. Мы не просто выполняем заточку пильных дисков, а полностью восстанавливаем режущие свойства инструмента. Обращаясь в нашу компанию, вам больше не придется беспокоиться о сохранности инструмента и сроке его службы — наши специалисты избавят вас от подобных проблем.

Профессиональная заточка инструмента, выполняемая нашими специалистами, позволит не только восстановить свойства пильных дисков, но и продлить срок их безупречной службы. Кроме того, вы сможете избежать преждевременной поломки инструмента и, таким образом, сэкономить на покупке новой пилы. Нашими услугами пользуется большое количество людей и мы гордимся, что многие из них — наши постоянные клиенты.
Видео о заточке дисковой пилы на автоматизированном станке для заточки дисковых пил
Кроме этого наши специалисты всегда помогут с заточкой топоров, рубанков, цепей для пил, ножей блендера и многое другое.
Также мы затачиваем ножи
| Заточка ножей кухонных | 150 — 250 руб. |
| Заточка ножей керамических | 200 — 250 руб. |
| Заточка ножи японских | 200 — 300 руб. |
| Заточка ножей охотничьих, складных | 300 — 400 руб. |
| Заточка ножей охотничьих, складных на проф. станке Tormek | 350 — 450 руб. |
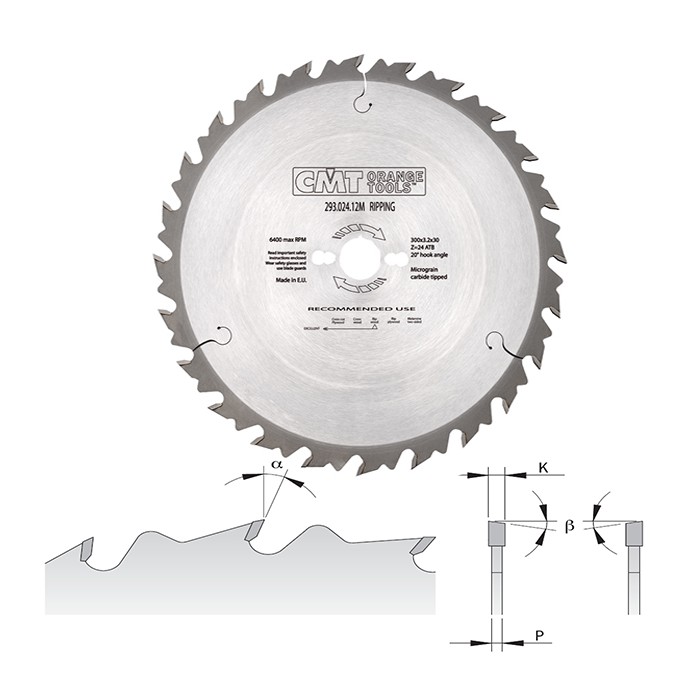
Принцип и угол заточки дисков для циркулярной пилы
Рабочая часть циркулярной пилы затачивается на 4 главных углах заточки. Они относятся к основным техническим параметрам режущего диска, также как и тип формы режущих зубьев.

Стоит отметить, что все зубья циркулярной пилы характеризуются передними (γ), задними (α) углами, а также углом среза передней и задней поверхности (ε1 и ε2). Значение каждого указанного угла должно соответствовать назначению распиливающих устройств, распиливаемых материалов и направлению пиления.
В особенности, пила для продольного распила затачивается под довольно большими передними углами (15° — 25°).
Показатели заточек передних углов для поперечных видов пропила находятся в пределе 5° — 10°. Универсальные варианты, применяемые для обработки материалов по всем видам направления, стандартно затачивают под 15°.
При этом на значение указанного угла также оказывает влияние то факт, какой твердостью обладают разрезаемые объекты. Их величина имеет строгую зависимость: при большей твердости материала, который подвергается распилу, режущие зубья должны быть менее заострены.
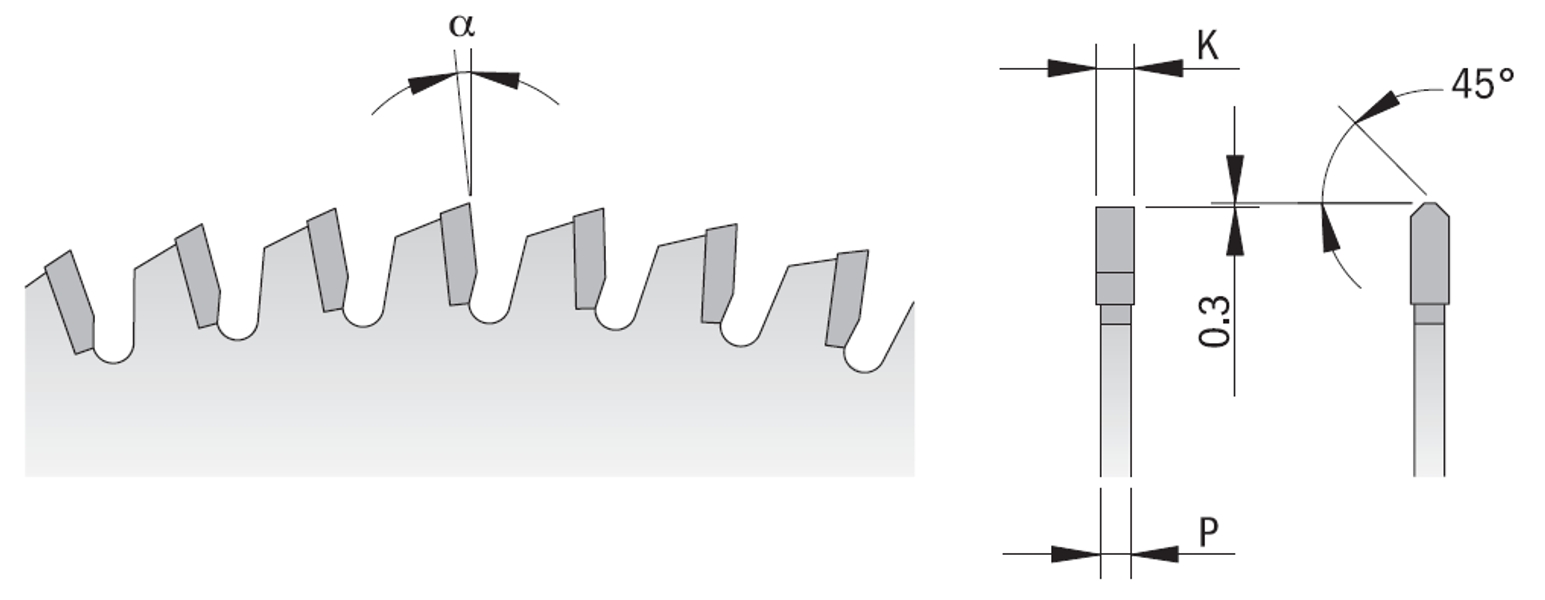
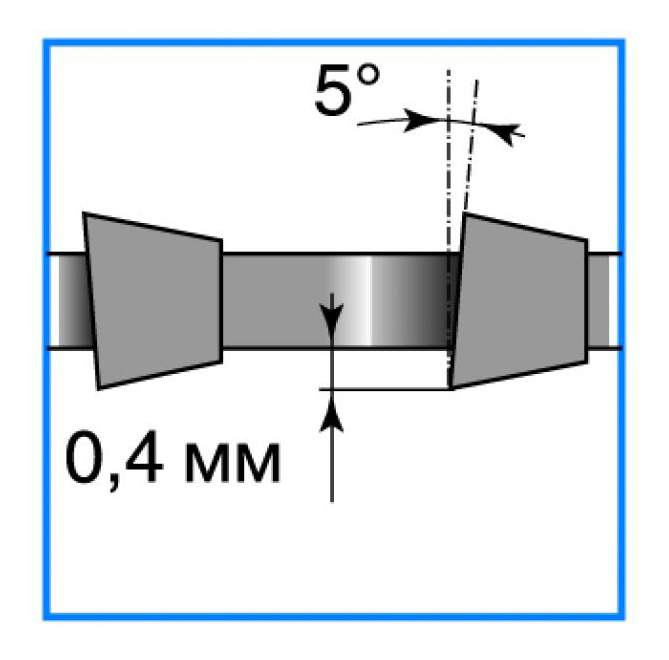
Согласно главного принципа заточки зубьев на твердосплавном пильном диске важно учитывать, что при длительных эксплуатация самые значительные процессы износа происходят на верхних режущих кромках. В итоге при интенсивном использовании их линии могут округляться до 0,3 мм и больше
Касательно плоскостей зубьев стоит отметить, что наибольший износ происходит на передних поверхностях.
При правильном затачивании режущего элемента должны обеспечиваться такие формы режущих кромок, при которых радиус их скруглений не будет превышать значения в 0,2 мм. В связи с этим рекомендуется выполнять параллельное стачивание металла на передних и задних плоскостях зубьев. Применение такого способа считается наиболее целесообразным. Можно выполнять заточку только одной передней плоскости, но в таких случаях на выполнение данной операции требуется больше временных затрат. Кроме того, произойдет более быстрое стачивание зубьев, поскольку возникает необходимость в стачивании большего слоя металла с передних поверхностей.
Стандартный слой для стачивания металла является значение в 0,05-0,15 мм.





