Как обозначают типы сварок
Огромное количество возможностей перед мастером открывают современные разновидности сварки, позволяющие любые задумки воплощать в действительности. Но чтобы применять на практике какую-либо сварочную технологию необходимо понимать обозначение сварки и научиться составлять чертежи.
В зависимости от технологии условное обозначение сварки на чертежах следующее:
- Э – электродуговая;
- Kт – контактная;
- Г – газовая;
- З – выполняемая в среде защитных газов.
В чертежах содержится вся информация, которая может понадобиться мастеру в процессе сваривания металлоконструкций, поэтому обязательным условием для каждого профессионального сварщика является умение читать и составлять сварочные чертежи.
Основные величины
Существуют несколько геометрических параметров, которые характеризуют любой объект. Это:
- длина;
- ширина;
- высота;
- глубина;
- межцентровое и межосевое расстояние;
- площадь и т. д.
Данные характеристики могут быть как физическими, так и математическими. Единое буквенное обозначение, которое употребляется на всей планете, появилось в середине ХХ столетия и вошло в Международную систему единиц (СИ). За основу взяты латинские буквы, таким образом начертание кириллицей при проектировании не допускается.
Существуют двухмерные и трёхмерные изображения. На плоскости присутствуют два измерения, для ширины обозначение буквой В было взято из геометрии. Она измеряется в поперечном направлении. При очерчивании фигур чаще всего пользуются латинским алфавитом: а, b, с. Длина измеряется в продольном разрезе. Это численная характеристика протяжённости линий. В английском языке она звучит как length. Собственно благодаря этому изначально применяемая буква L была взята за основу и внесена в ГОСТ. Стандарт разрешает как заглавное, так и строчное начертание.
Длину и ширину в международной системе измеряют в метрах или других производных от него кратных 10 единицах. Всем известны сантиметры, миллиметры, микроны и др.
Если работа с построением идёт в трёхмерном пространстве, то добавляется ещё и высотный параметр H, в отдельных случаях ещё и толщина. Эта величина характеризует величину объекта по вертикали. Обозначение толщины — буква S. А при работе с круглыми и сферическими объектами появляется такое понятие, как радиус: это отрезок, соединяющий соединяет центр со второй точкой, расположенной на окружности. В международной практике его принято обозначать как R или r, от латинского слова radius. Нередко применяется понятие диаметра. Это отрезок, проходящий через центр и соединяющий две точки на окружности.
Цифровые значения на чертёжных документах наносятся над размерными линиями заканчивающихся с двух сторон стрелками. Выносные линии показывают, к какому именно элементу относится то или иное число. Размеры стрелок подбираются в зависимости от толщины основных линий контура и прорисовываются примерно одинаковыми. На рисунке приведены ГОСТированные параметры стрелок.
Способы изготовления
Методы, применяемые для изготовления кромок, зависят от следующих условий:
- назначения подготавливаемой фаски;
- материала, из которого изготовлен элемент конструкции;
- применяемого оборудования.
По применяемому методу различают следующие виды подготовки кромок:
- механическая нарезка;
- газокислородная;
- воздушно-плазменная.
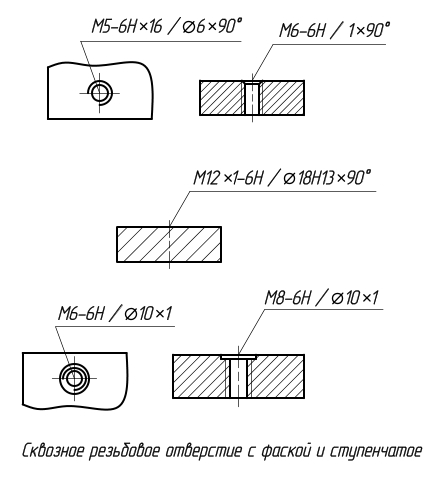
Для нарезания скоса на металлических изделиях применяют различное металлообрабатывающее оборудование, оснащённое специальным инструментом. С его помощью можно получить требуемый размер фаски под резьбу. Применение специальных резцов, фрезерного инструмента позволяет провести снятие фасок в отверстиях.
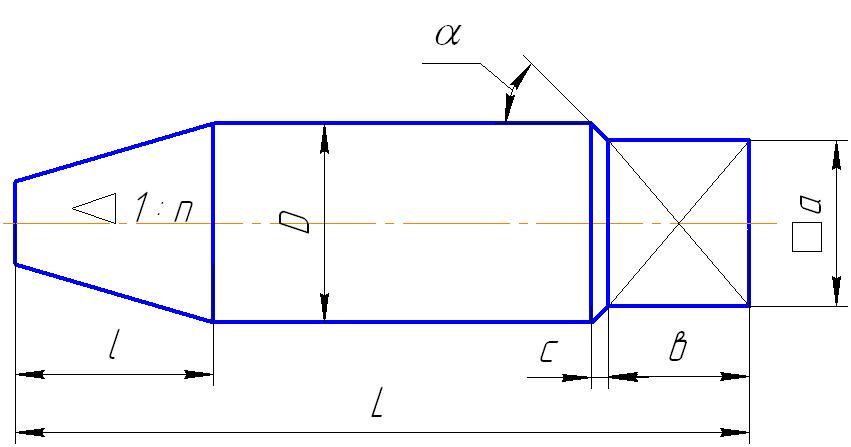
Особое внимание уделяется подготовке кромок перехода от одного диаметра вала к другому. Этот переход называется галтелем
Он достаточно распространён в машиностроении. Оформление галтелей валами производится различными способами с соблюдением установленных стандартов.

Как уже отмечалось, для более точного снятия кромки применяются специальные фаскосниматели. Они позволяют получить заданный угол и длину катета.
Почему необходимо выполнять снятие фаски
Финишная обработка торцов деталей, края отверстий, внешней стороны втулок, болтов необходимо для решения задач определяемых в отдельных видах обработки индивидуально.
При изготовлении изделий из металла:
- устраняются с помощью фаски сбеги недорезы;
- уменьшение времени на монтаж конструкции;
- увеличение надёжности элементов крепления (объясняется необходимость снятия фаски болтового соединения);
- снижает травмоопасность при проведении сборочных работ;
- повышается скорость и точность сборки отдельных элементов конструкции узлов и механизмов.
Перед проведением сварочных работ:
- получения надёжного сварного соединения (происходит лучший прогрев швов и прилегания припоя);
- соблюдение правил техники безопасности и снижение травматизма;
- снижается время на проведение сварочной операции.

Снятие фаски в мебельном производстве позволяет:
- устранить последствия распила элементов мебельных изделий при проведении деревообработки;
- придать необходимый эстетический внешний вид каждому элементу мебели (изделию из дерева);
- подготовить поверхность и края детали для декоративной обработки;
- создать отверстия для потайного крепления отдельных мебельных элементов с последующим применением декоративных заглушек и вставок.
Для выбора необходимых параметров разработана специальная таблица, которая позволяет производить необходимую обработку.
Единая система конструкторской документации. Основные требования к чертежам
| Обозначение: | ГОСТ 2.109-73 |
| Статус: | действующий |
| Название рус.: | Единая система конструкторской документации. Основные требования к чертежам |
| Название англ.: | Unified system for design documentation. Basic requirements for drawings |
| Дата актуализации текста: | 07.11.2012 |
| Дата актуализации описания: | 07.11.2012 |
| Дата введения в действие: | 01.07.1974 |
| Область и условия применения: | Настоящий стандарт устанавливает основные требования к выполнению чертежей деталей, сборочных, габаритных и монтажных на стадии разработки рабочей документации для всех отраслей промышленности |
| Взамен: | ГОСТ 2.107-68 ГОСТ 2.109-68 |
| Взамен в части: | ГОСТ 5292-60 в части разд. VIII |
| Список изменений: | №0 от 01.12.2002 (рег. 01.12.2002) «Дата введения перенесена» №1 от 01.01.1981 (рег. 18.02.1980) «Срок действия продлен» №2 от 01.04.1982 (рег. 29.01.1982) «Срок действия продлен» №3 от 01.07.1984 (рег. 16.05.1984) «Срок действия продлен» №4 от 01.07.1985 (рег. 18.12.1984) «Срок действия продлен» №5 от 04.03.1985 (рег. 01.07.1985) «Срок действия продлен» №6 от 01.03.1986 (рег. 18.09.1985) «Срок действия продлен» №7 от 01.01.1987 (рег. 13.03.1986) «Срок действия продлен» №8 от 01.01.1988 (рег. 08.09.1987) «Срок действия продлен» №9 от 01.07.1999 (рег. 25.02.1998) «Срок действия продлен» №10 от 01.07.2001 (рег. 08.12.2000) «Срок действия продлен» №11 от 01.09.2006 (рег. 22.06.2006) «Текстовое изменение; Изменены ссылочные НД» |
| Приложение №1: | |
| Приложение №2: | |
| Приложение №3: | |
| Расположен в: |
|
Резцы, которые применяются для чистовой обточки
Для чистовой обточки необходимо применять резцы такой формы, которые обеспечат самое малое образование шероховатостей на обрабатываемых поверхностях. На этом этапе лучше использовать обычный проходной резец, если его применение позволяет обеспечить это требование. Случается, что при обработке различные вкрапления в сплаве металлов, из которого изготовлена деталь, вырываются, и тогда не ее поверхности возникают углубления. Добиться чистоты поверхности и предупредить возможность деформации позволит обработка деталей резцами, установленными на пружинном держателе. Резцы в этом случае будут сглаживать неровность, а не усугублять ее.
Этот метод демонстрирует свои наилучшие результаты при выполнении неоднократных проходов. Его применяют для выполнения индивидуальных заказов, так как он значительно снижает общую производительность.
Легкие кромкоскалывающие станки
Скажу сразу, что оборудование данной категории позволяет обрабатывать кромку только под углом. Если вам требуются дополнительные задачи, например, торцевание — смело переходите к следующему разделу «Универсальные кромкофрезерные станки».
Ультралегкий автоматический кромкорез UZ-12
Как следует из названия, максимальная ширина фаски — 12 мм. Достигается она путем скалывания материала специальной кромкоскалывающей фрезой, благодаря чему достигается высокая скорость обработки — 1,8 м/мин и практически бесшумная работа. А рекордно низкая для машин данного типа масса в 30 кг, позволяет перемещать станок по цеху одним оператором без использования специальных средств. Более того, в станке используется редуктор червячного типа, благодаря которому заявленная гарантия производителя составляет 5 лет! Стоит также отметить высокий ресурс фрезы и возможность ее многократной заточки.
 Кромкорез автоматический UZ-12
Кромкорез автоматический UZ-12
 Фаска, выполненная кромкорезом UZ-12
Фаска, выполненная кромкорезом UZ-12
Быстрый автоматический кромкорез UZ-15
Одна из самых популярных моделей, сочетающая высокую скорость обработки 3,6 м/мин, плавную регулировку угла от 15° до 50°. При максимальной ширине фаски 15 мм. UZ-15 прекрасно справляется с обработкой нержавеющей стали, сохраняя при этом высокий ресурс кромкоскалывающей фрезы.
 Кромкорез автоматический UZ-15
Кромкорез автоматический UZ-15
 Фаска, выполненная кромкорезом UZ-15
Фаска, выполненная кромкорезом UZ-15
Мощный автоматический кромкорез UZ-18
Новинка! Одна из самых производительных автоматических кромкоскалывающих машин на рынке!
Сочетает в себе все преимущества перечисленных моделей при еще большей производительности. Максимальная фаска до 18 мм, скорость обработки — 1,9 м/мин. Используется редуктор червячного типа, позволяющий продлить срок гарантии до 5-и лет!
Таким образом, можно отметить, что данные модели позволяют легко выполнять двухстороннюю фаску формы X и K, без необходимости кантования громоздких листов. Процесс обработки кромки происходит быстро и бесшумно. А универсальный 3D-манипулятор позволяет легко перемещать оборудование по цеху.
Соединение с вентилями, смесителями и фильтрами
В большинстве случаев соединения полипропиленовых труб с упомянутыми изделиями и приспособлениями осуществляются резьбовым способом. Если для монтажа используются накидные гайки, то герметизация в них достигается за счёт наличия внутри прокладок из резины; в противном же случае резьбовому соединению требуется дополнительная подмотка из льняной пряди с пропитками, сантехнической нити, фум-ленты, пакли и т. д.

Само осуществление резьбовых соединений потребует наличия разводного или гаечного ключа, либо набора рожковых ключей различного размера.
Перечисленный комплект инструментов является достаточным при монтаже полипропиленовых труб в домашних условиях, и если они есть под рукой, вполне можно браться за сборку домашнего водопровода собственными силами.
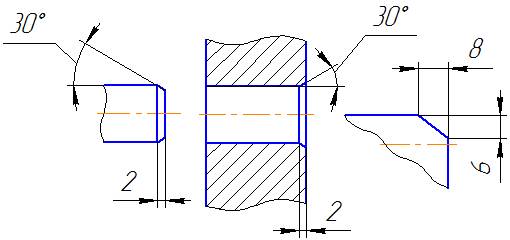
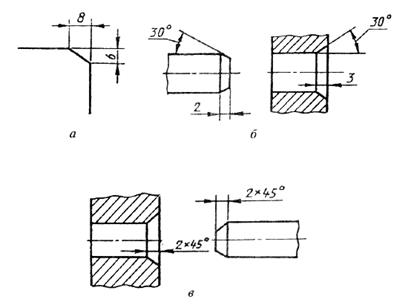
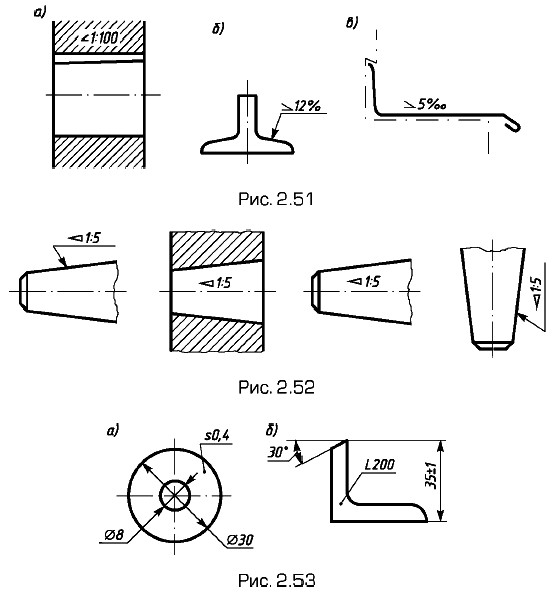
Угол снятия фаски
Этот параметр определяется особенностями конструкции изготавливаемой детали, узла или агрегата в целом. Угол снятия фаски определяется принятыми стандартами и техническими условиями. Значения этого показателя зависит от выбранного материала и назначения конкретного элемента конструкции. Для изделий из металла государственным стандартом установлены следующие значения:
- металлических листов — 45°;
- труб и цилиндрических изделий 37,5°.
В соответствии с требованиями ГОСТ определяется возможное значение размера катета фаски. Величина того параметра изменяется от 0,1 мм до 250 мм в зависимости от формы и размеров детали.
Для конструкций из дерева или синтетических материалов значения угла определяется требованиями, предъявляемыми к конкретному изделию. Они прописаны в конструкторской документации, где устанавливается минимальное и максимальное значение угла и размер катета.
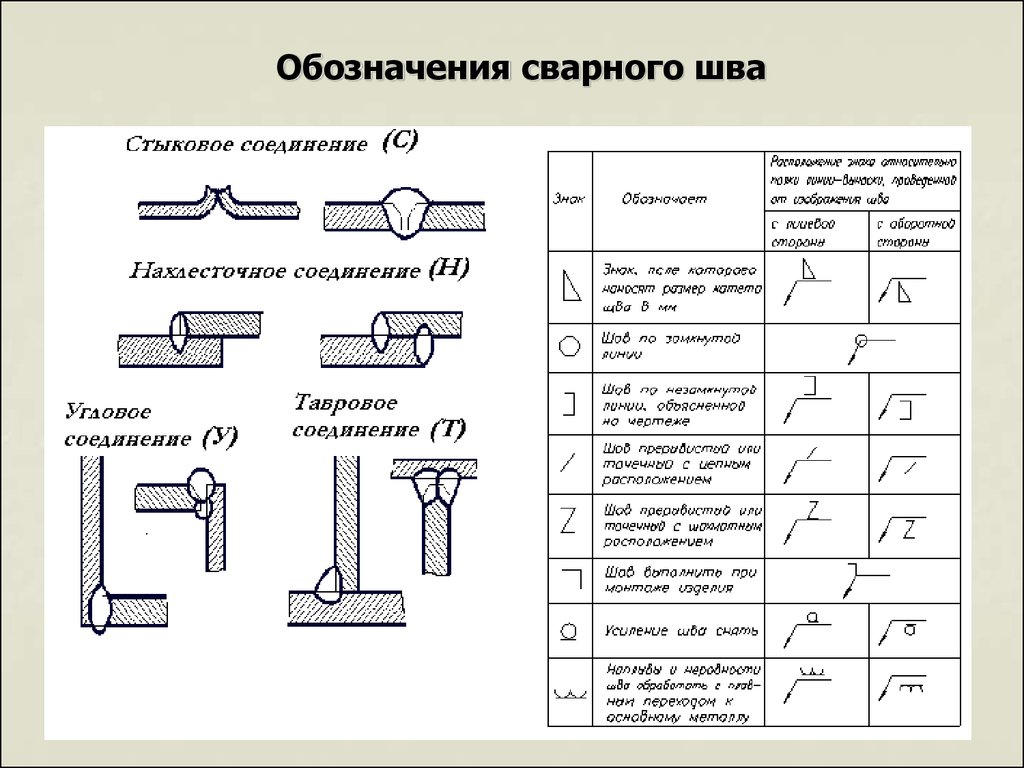
Дополнительные данные стыковых соединений
К дополнительной информации относят следующие особенности соединительных швов:
- круговой стык. В такой разновидности кружок является обозначающим символом;
- монтажный стык. Здесь флажок выступает в качестве обозначения.
Если в изображении сварочного соединения дополнительно нужно указать:
- в соответствии ISO 4063 код сварочной технологии;
- в соответствии ISO 10042 и ISO 5817 выдвигаемый к стыку уровень качества;
- в соответствии ISO 6947 положение сварки;
- в соответствии ISO 544, 2560, 3581 используемый сварочный материал
то размещать такую информацию необходимо за вилкой, добавленной к сплошной линии-выноске.
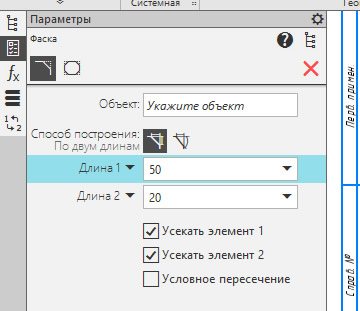
Как поставить фаску по двум длинам
Запускаем команду Фаска, расположенную на инструментальной панели Геометрия.
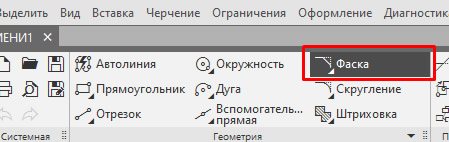
На Панели параметров выбираем способ построения «По двум длинам»

Указываем две длины фаски
Также важное значение имеют свойства «Усекать элемент 1» и «Усекать элемент 2». Как определить, что такое элементы 1 и 2? При построении фаски необходимо кликнуть по двум объектам между которыми фаска и будет строиться
Элемент 1 — элемент по которому кликаем вначале.
Например, нам нужно построить фаску на углу с длиной 1=50 мм, длиной 2=20 мм и чтобы оба элемента усекались. В таком случае настройки будут иметь вид:
Было вот так:

Вначале указали горизонтальный отрезок, потом вертикальный, получили вот так:

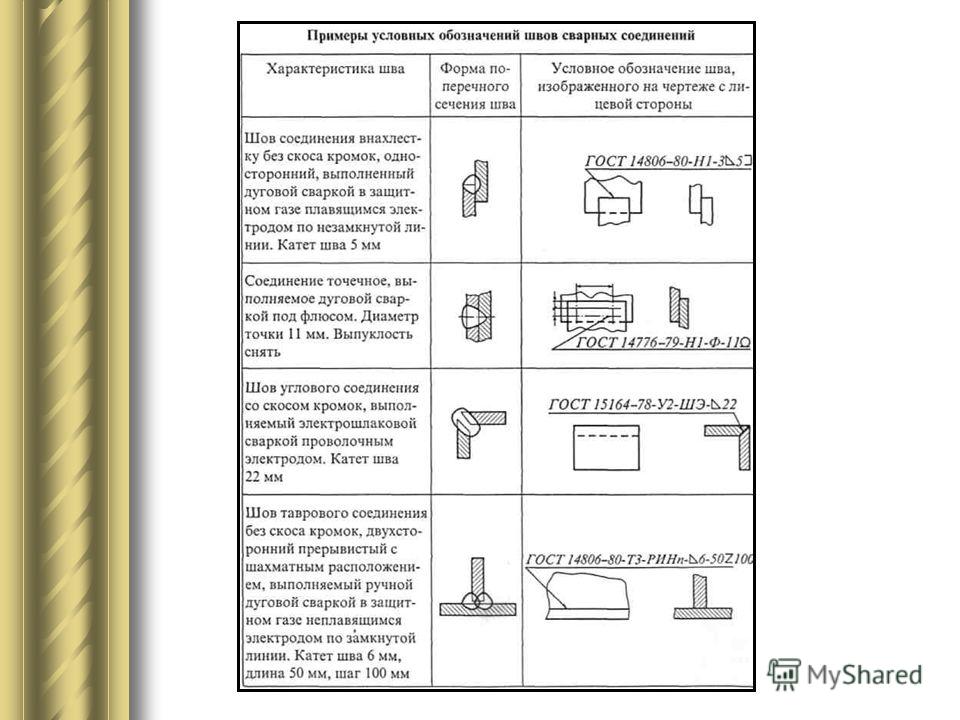
Нестандартные швы
Соединения, в которых четко не указаны размеры конструктивных элементов называют нестандартными. Обозначение нестандартных сварных швов на чертежах необходимо выполнять с указанием размеров всех составляющих элементов.

![[команда автокад фаска] как сделать фаску (произвести скос углов)](https://molibden-wolfram.ru/wp-content/uploads/5/6/6/5668071d782b078d15850e07e4db86bd.jpeg)
На приведенном ниже фото можно детально рассмотреть, как на чертеже показывается сварка, выполненная нестандартными швами.
В процессе сварочных работ вследствие неравномерного нагрева стыковых соединений образуется остаточная деформация укорочения, которая становится причиной появления остаточных напряжений.
Разные факторы влияют на распределение таких напряжений: режим сварки, геометрические параметры соединительного шва и многие другие. Если принимать ко вниманию толщину соединяемых элементов, то в этом плане может возникать объемное или плоское состояние напряжения.
Границы нестандартного стыка изображаются основными сплошным линиями, а находящиеся в пределах шва конструктивные элементы – тонкими сплошными линиями.
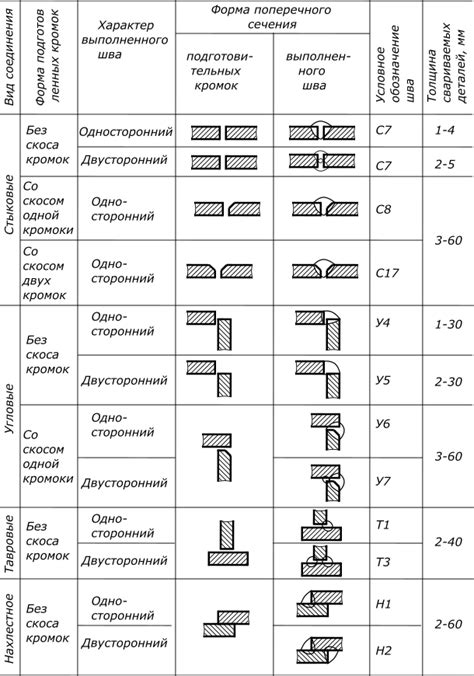
Изображение соединений при разных типах сварки
В зависимости от типа используемой сварочной технологии по-разному изображаются виды сварных швов и соединений, их обозначения на чертежах указаны в таблице.
| Способ выполнения сварки | Как на чертеже показать сварку |
| Для изготовления конструкции используется сварка с применением автоматического аппарата. Выполняется под слоем флюса, предварительная проварка стыка не требуется. Подкладки или подушки в работе не используются | А |
| Сварка под флюсом с помощью автоматической установки с использованием специальной подушки с флюсовой основой | Аф |
| Соединение деталей должно происходить в среде инертного газа. Работы проводятся вольфрамовым тугоплавким электродом. Технология не требует использования дополнительного присадочного материала | ИН |
| Элементы соединяются вольфрамовым электродом посредством сварки в инертных газах с применением присадочного металла | ИНп |
| В среде инертного газа свариваются друг с другом детали с помощью плавящегося электрода | ИП |
| Сварочные работы проводятся в среде защитного газа, для этого используется углекислый газ | УП |
| Применять нужно газосварочную технологию | Г |
| Соединение элементов электродуговым методом | Э |
| Выполнять работы необходимо с применением защитного газа | З |
ГОСТ 4541-70. Машины электрические вращающиеся. Обозначения буквенные установочно-присоединительных и габаритных размеров
(текст документа с изменениями и дополнениями на ноябрь 2014 года)
Утвержден и введен в действие Постановлением Госстандарта СССР от 26 февраля 1970 г. N 235
Взамен ГОСТ 4541-48
Срок введения с 1 января 1971 года
Постановлением Комитета стандартов, мер и измерительных приборов при Совете Министров СССР от 26 февраля 1970 г. N 235. Проверен в 1984 г.
Переиздание (ноябрь 1984 г.) с Изменением N 1, утвержденным в сентябре 1984 г. (ИУС 12-84).
1. Настоящий стандарт распространяется на вновь проектируемые и модернизируемые вращающиеся электрические машины и преобразовательные агрегаты и устанавливает буквенные обозначения установочно-присоединительных и габаритных размеров.
2. Номера чертежей с примерами буквенных обозначений установочно-присоединительных и габаритных размеров электрических машин и концов валов указаны в табл. 1.
(Измененная редакция, Изм. N 1).
3. Буквенные обозначения установочно-присоединительных и габаритных размеров отдельных видов электрических машин и агрегатов с иными конструктивными разновидностями монтажных поверхностей и форм исполнения, не предусмотренных табл. 1, рекомендуется устанавливать аналогично приведенным в настоящем стандарте.
4. Для обозначений установочно-присоединительных и габаритных размеров электрических машин и преобразовательных агрегатов следует применять строчные буквы латинского и греческого алфавитов с подстрочными индексами:
b — для ширины (в направлении, перпендикулярном к оси вала),
d — для диаметров,
l — для длины (в направлении оси вала),
r — для радиусов,
t — для размеров в шпоночных соединениях,
— для угловых размеров.
Примечание. Высоту оси вращения (h) проставляют без подстрочного индекса.
5. Подстрочные индексы к буквенным обозначениям следует устанавливать в зависимости от следующего их назначения:
1 — 9 — для концов валов,
10 — 19 — для размеров лап и фундаментных плит (рам),
20 — 29 — для размеров фланца,
30 — 80 — для остальных установочно-присоединительных размеров,
80 и более — для размеров агрегатов и специальных машин.
6. Буквенные обозначения установочно-присоединительных и габаритных размеров должны соответствовать указанным на черт. 1 — 12 и в табл. 2.
Электрическая машина группы 1М1
Электрическая машина группы 1М2
Электрическая машина группы 1М3
Электрическая машина группы 1М4
Электрическая машина группы 1М5
Электрическая машина группы 1М6
Электрическая машина группы 1М7
Агрегаты преобразовательные двухмашинные
Агрегаты преобразовательные трехмашинные
Выступающий конец вала электрической машины
Второй выступающий конец вала электрической машины
Участок вала под посадку шкива
В чертежах и каталогах проставлять один из размеров или , или .
Чертежи служат лишь для пояснения размеров, приведенных в табл. 2.
Количество размеров, проставляемых в чертежах конкретных исполнений машин, устанавливается применительно к каждому исполнению.
(Измененная редакция, Изм. N 1).
7. При простановке обозначений размеров на рабочих чертежах и в каталогах следует избегать образования замкнутых размерных цепочек, например (см. черт. 8) один из размеров , или должен быть опущен.
8. В случае одинаковых по форме и размерам обоих выступающих концов вала следует устанавливать обозначения, принятые для первого выступающего конца вала.
9. Буквенные обозначения размеров вентиляционных каналов настоящим стандартом не устанавливаются.
10. Буквенные обозначения на чертежах следует выполнять с наклоном. Допускается применение в обозначениях прямых букв и цифр. Форма и размеры букв латинского и греческого алфавитов и арабских цифр должны соответствовать ГОСТ 2.304-81.
Фаски — это что такое: определение и виды фасок – это что такое
фаска — и, ж. face f., facette f. Скошенная часть острого ребра или кромки на металлических или деревянных изделиях. БАС 1. Постепенно от только профильного изображения перешли к игрушке с различной плотностью дощечек, с отдельными срезами фасками, что… … Исторический словарь галлицизмов русского языка
фаска — грань, срез; сторона, край Словарь русских синонимов. фаска сущ., кол во синонимов: 2 • край (84) • сторона … Словарь синонимов
ФАСКА — ФАСКА, фаски, жен. (см. фас) (спец.). Отточенная сторона лезвия. Обыкновенный плотничий топор, двухсторонний, имеет две фаски (лезвие его заточено с двух сторон). Толковый словарь Ушакова. Д.Н. Ушаков. 1935 1940 … Толковый словарь Ушакова
ФАСКА — ФАСКА, и, жен. (спец.) Отточенная сторона лезвия, скошенный край картона, стекла. Толковый словарь Ожегова. С.И. Ожегов, Н.Ю. Шведова. 1949 1992 … Толковый словарь Ожегова
ФАСКА — ? пск. миска, чашка. Толковый словарь Даля. В.И. Даль. 1863 1866 … Толковый словарь Даля
фаска — лыска — [https://slovarionline.ru/anglo russkiy slovar neftegazovoy promyishlennosti/] Тематики нефтегазовая промышленность Синонимы лыска EN flat … Справочник технического переводчика
Фаска — скошенный под углом примерно 45° край картонной сторонки из толстого (толщиной более 2 мм) картона. Спуск Ф. применяется при выпуске изданий большого объема в улучшенном оформлении, т. к. Ф. повышает качество переплета … Издательский словарь-справочник
Фаска — – плоскость, образуемая срезом острого ребра кромки под углом 45°, реже 30° (снять фаску). Предназначается для предохранения ребра от сбивания и придания изделию более красивого вида. [Шепелев А. М. Столярные работы в сельском доме.… … Энциклопедия терминов, определений и пояснений строительных материалов
ФАСКА — скошенная часть поверхности детали у торца или в местах перехода; «снять фаску» означает сострогать угол у бруса, плиты и т. п … Большая политехническая энциклопедия
фаска — (фр. facette) скошенная часть острого ребра или кромки на металлических, деревянных, картонных и т. п. изделиях. Новый словарь иностранных слов. by EdwART, , 2009. фаска [ Словарь иностранных слов русского языка
Основные положения
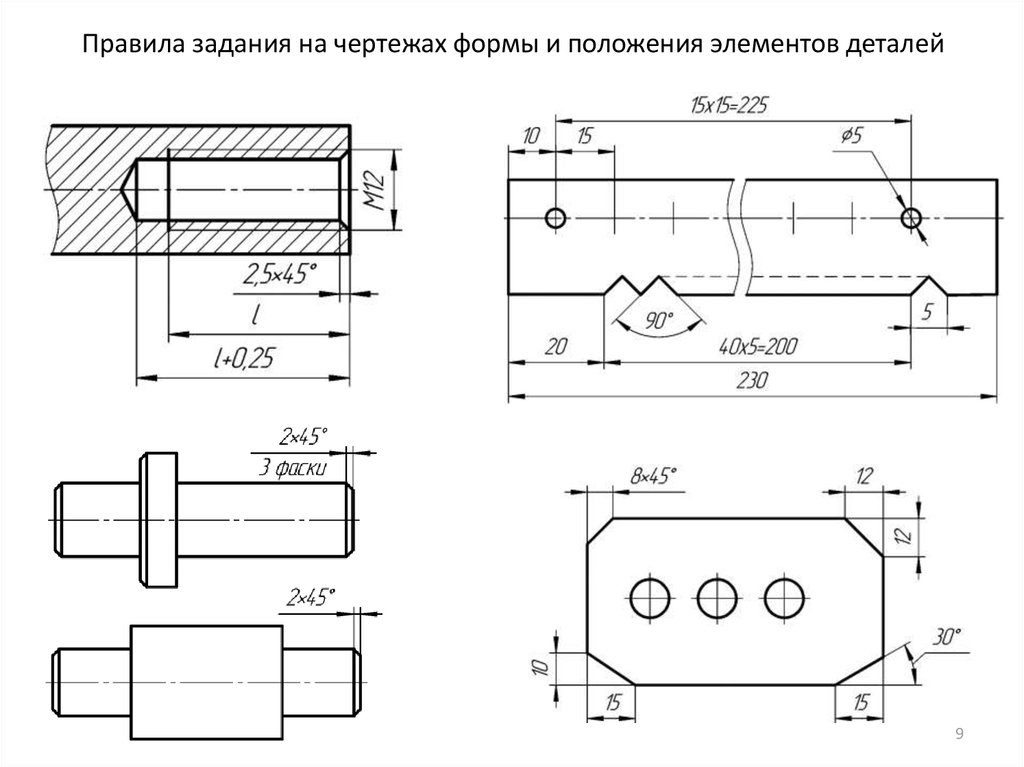
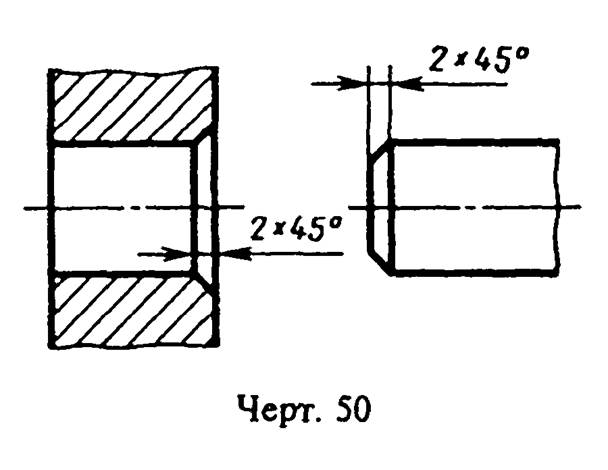
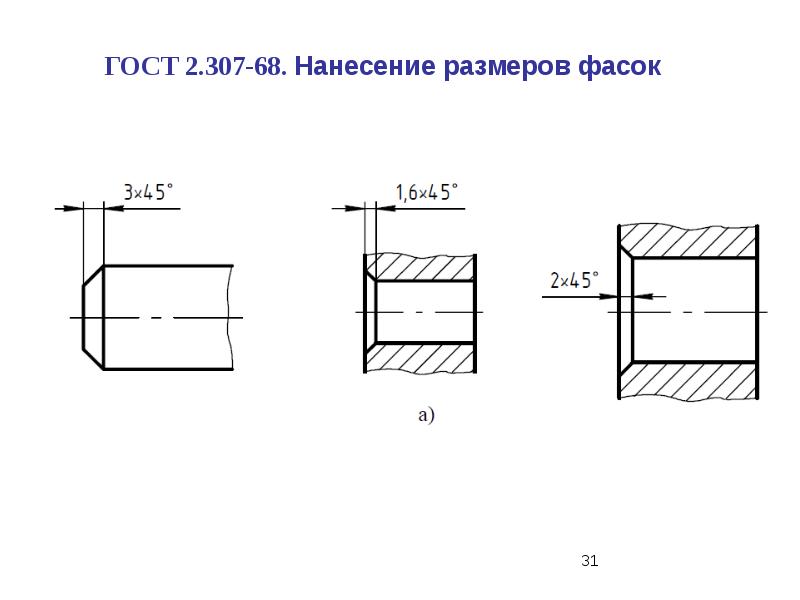
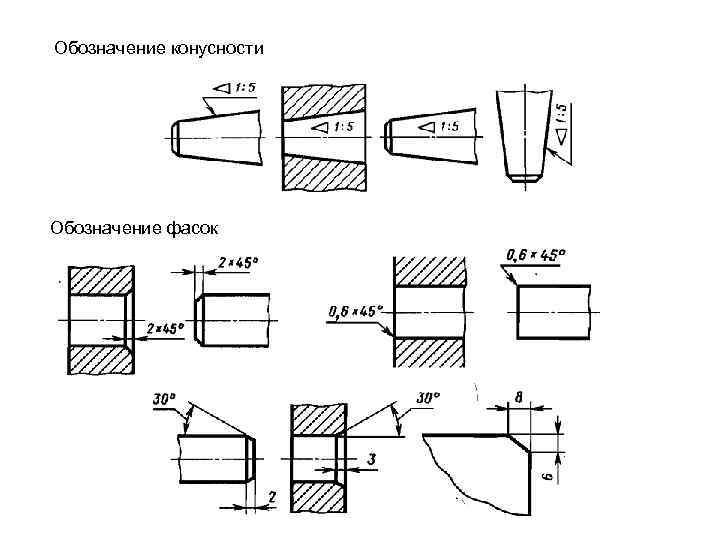
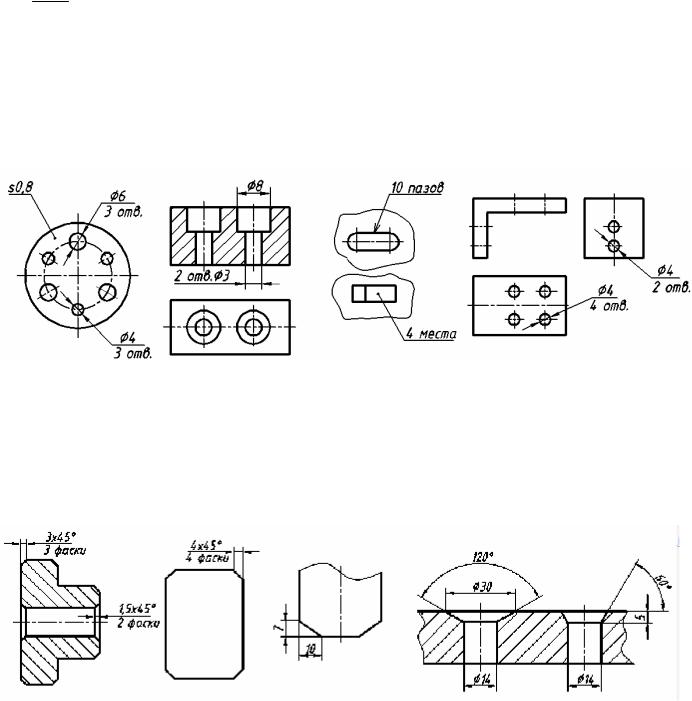
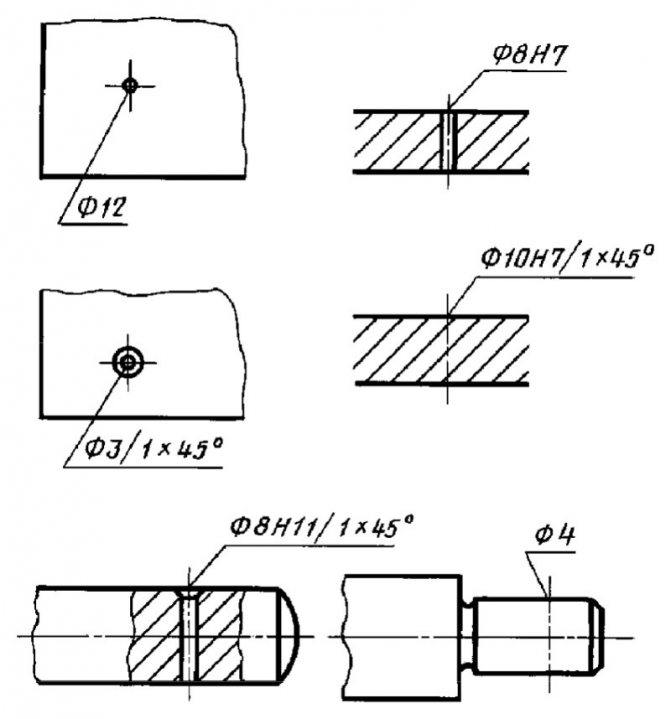
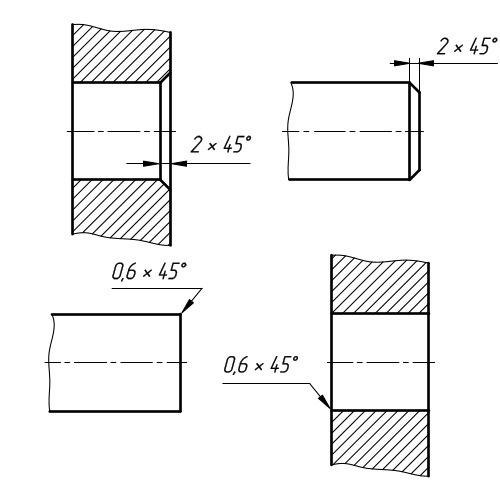
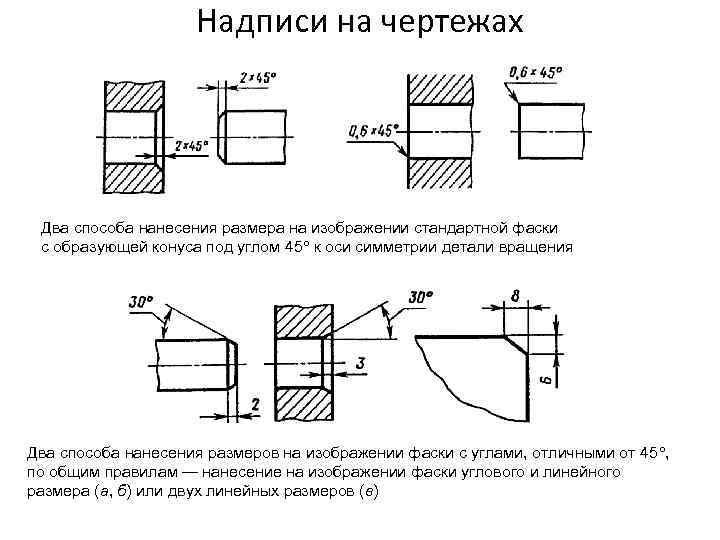
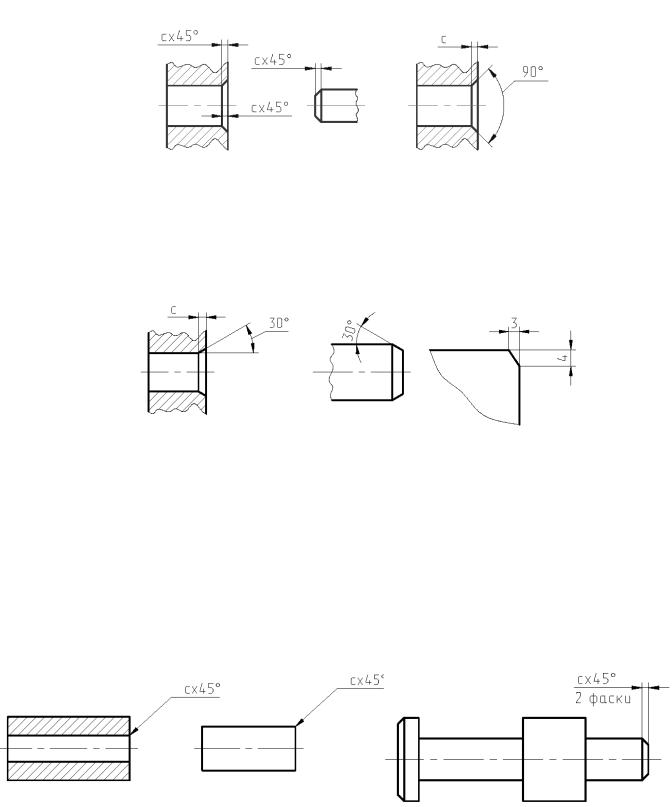
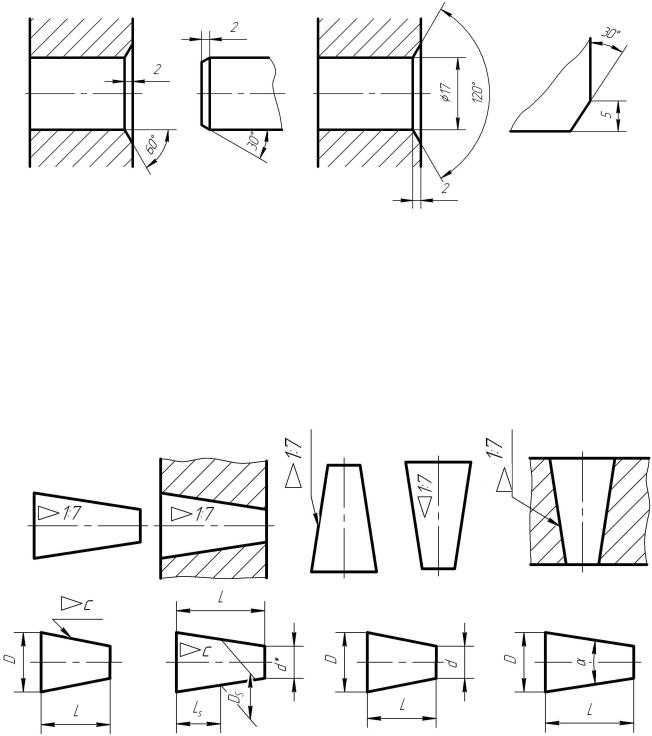
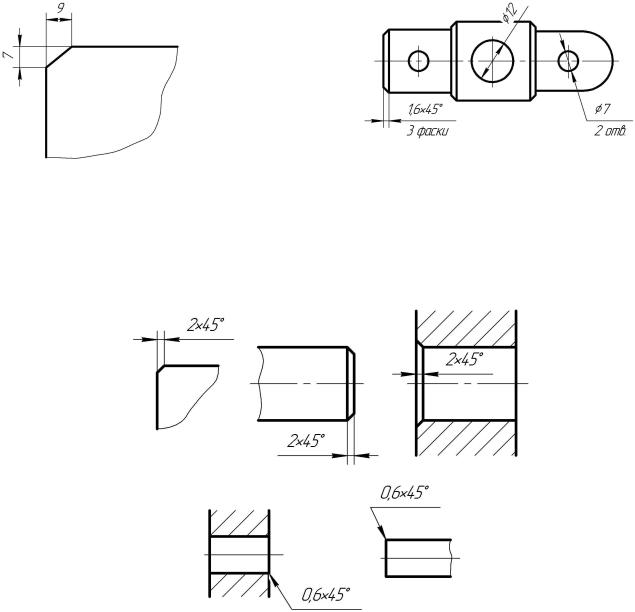
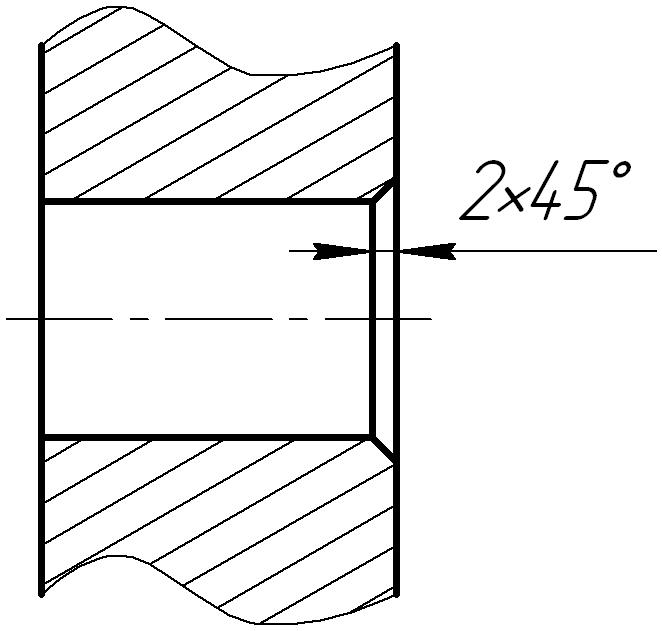
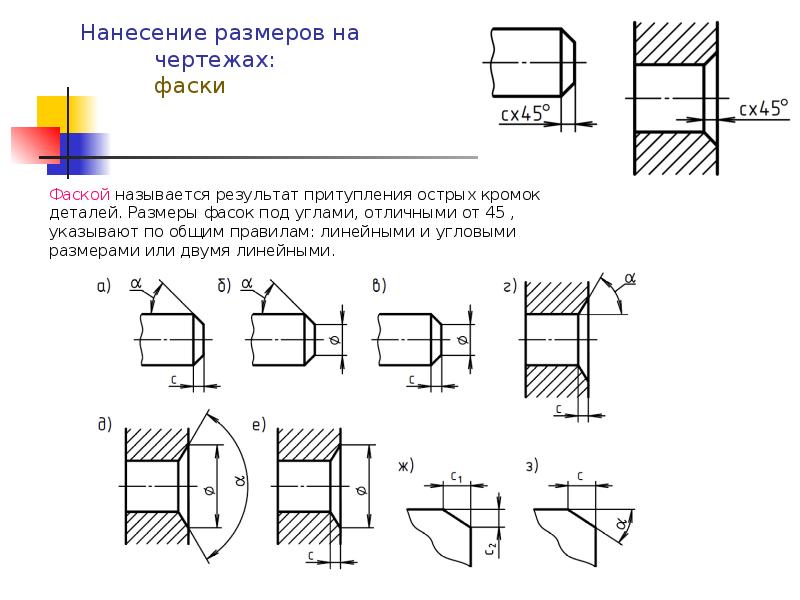
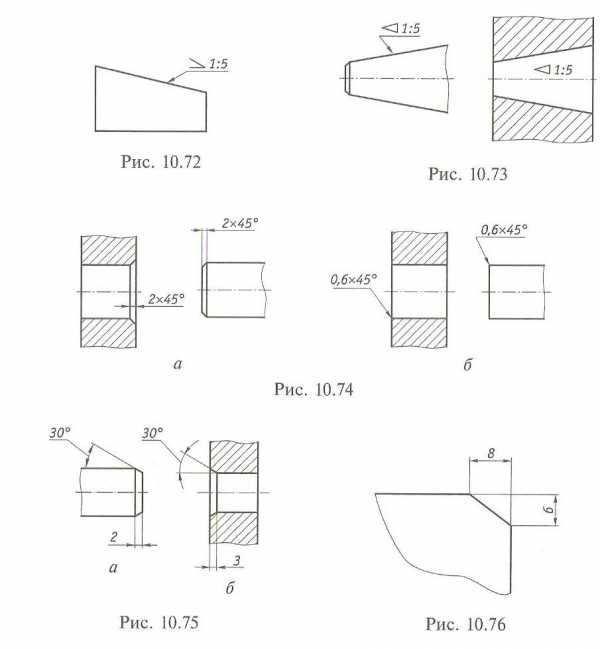
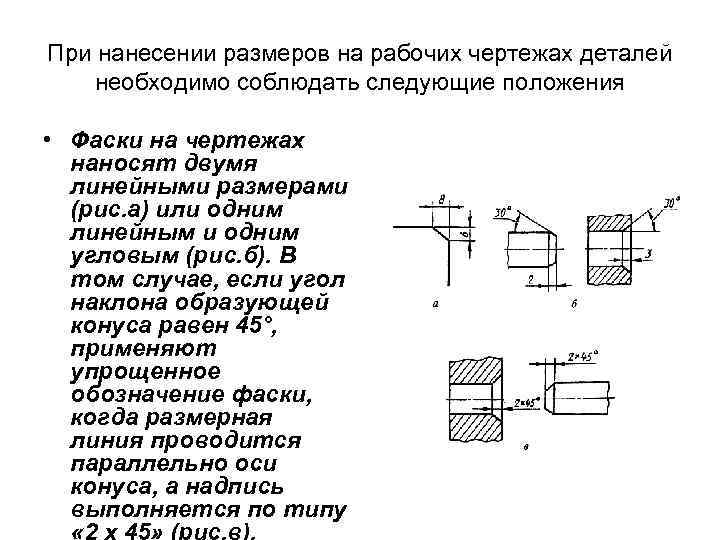
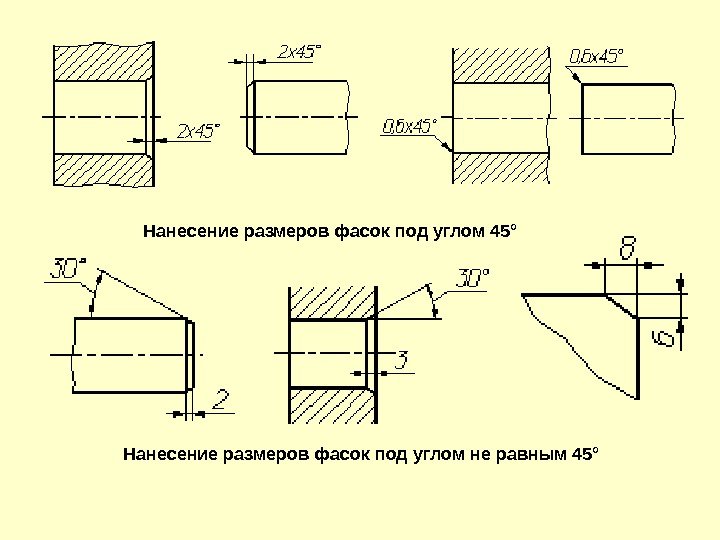
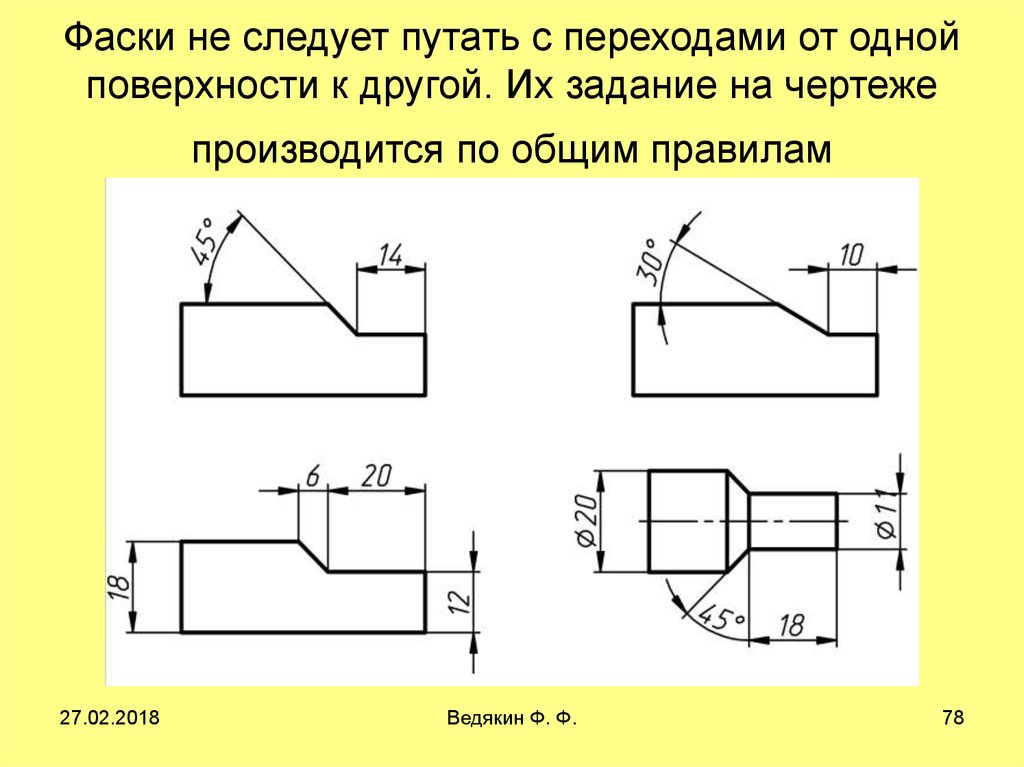
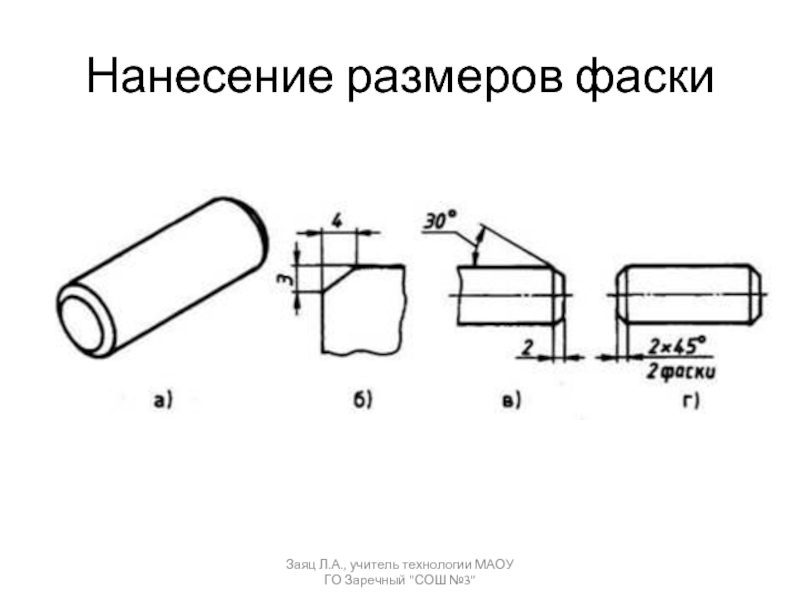
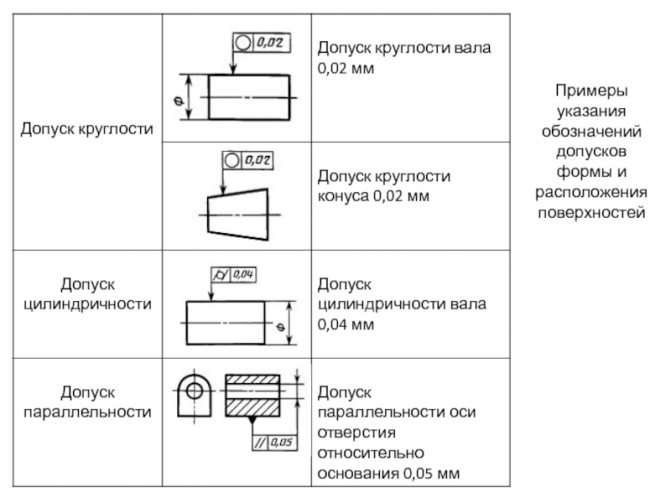
Имеющиеся в проекте даже небольшие скосы острых граней в обязательном порядке должны быть указаны в технической документации в случае, если подобное сглаживание несет функциональное значение. Однако зачастую в этом нет необходимости, так как по ЕСКД (Единая система конструкторской документации) все острые кромки, образованные в результате изготовления и контактирующие с человеком, должны быть притуплены. В зависимости от масштаба и особенностей узла, возможно показать фаску несколькими способами.
Обычно фаска на чертеже обозначается с помощью размерных линий, использование для этого контурных или осевых запрещается стандартами ГОСТ.
Главным критерием является возможность удобного чтения, чтобы при изготовлении не возникло сомнений, к какому узлу относится параметр. При этом обязательно указывается два числовых значения: первое — ширина скоса в мм, второе — величина угла относительно главной оси всего механизма или отдельного элемента. При изображении симметричных фасок под одинаковым углом на одной детали, возможно отдельно указать первое значение, а второе изобразить величиной тупого угла, который они образуют. Часто используется обозначение фаски на чертеже двумя линейными размерами, каждый из которых указывает величину среза в разных плоскостях.
Обозначение фаски на чертеже согласно ГОСТ производится стандартным шрифтом и только на одном виде, дублирование на других проекциях не требуется. При этом с главной стороны наносятся размеры внешних фасок, а внутренние указываются только на разрезе.
/
0,01
Допуск биения конуса относительно оси отверстия А в направлении, перпендикулярном к образующей конуса, — 0,01 мм
1 У//ш>
А
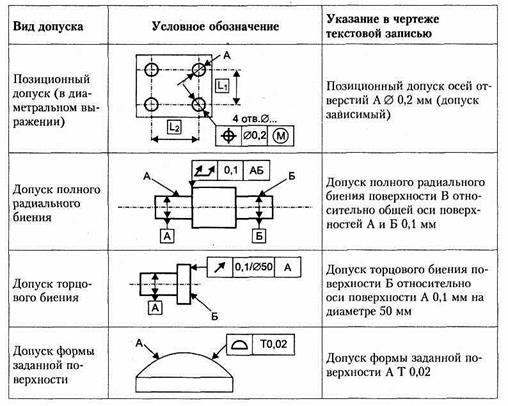
16 Допуск полного радиального биения
| А/ | 0,1 | АБ |
Допуск полного радиального биения относительно общей оси поверхностей Л и Б — 0,1 мм
И
17 Допуск полного торцового биения
| 0,1 |
Допуск полного торцового биения поверхности относительно оси поверхности — 0,1 мм
18 Допуск формы заданного профиля
\Г\\Т0М
Допуск формы заданного профиля — 70,04 мм
| 1 | iD |
| □ |
Указания допусков формы и
Вид допуска
расположения условным обозначением
Пояснение
19 Допуск формы заданной поверхности
Допуск формы заданной поверхности относительно поверхностей А, Б, В — 70,1 мм
20 Суммарный допуск параллельности и плоскостности
Суммарный допуск параллельности и плоскостности поверхности относительно основания — 0,1 мм
21 Суммарный допуск перпендикулярности и плоскостности
Суммарный допуск перпендикулярности и плоскостности поверхности относительно основания — 0,02 мм
22 Суммарный допуск наклона плоскостности
и
Суммарный допуск наклона и плоскостности поверхности относительно основания — 0,05 мм
Окончание таблицы Б. 1
Примечания
1 В приведенных примерах допуски соосности, симметричности, позиционные, пересечения осей, формы заданного профиля и заданной поверхности указаны в диаметральном выражении.
Допускается указывать их в радиусном выражении, например:
| R0.0A | — | Т/2 0,025 | А |
В ранее выпущенной документации допуски соосности, симметричности, смещения осей от номинального расположения (позиционного допуска), обозначенные соответственно знаками i— ; ; + или текстом в тех
нических требованиях, следует понимать как допуски в радиусном выражении.
2 Указание допусков формы и расположения поверхностей в текстовых документах или в технических требованиях графического документа следует приводить по аналогии с текстом пояснений к условным обозначениям допусков формы и расположения, приведенным в настоящем приложении.
При этом поверхности, к которым относятся допуски формы и расположения или которые приняты за базу, следует обозначать буквами или приводить их конструкторские наименования.
Допускается вместо слов «зависимый допуск» указывать знак @ и вместо указаний перед числовым значением символов 0 ; R; Т; Т/2 — запись текстом, например «позиционный допуск оси 0,1 мм в диаметральном выражении» или «допуск симметричности 0,12 мм в радиусном выражении».
3 Во вновь разрабатываемой документации запись в технических требованиях о допусках овальности, кону-сообразности, бочкообразности и седлообразности должна быть, например, следующей: «Допуск овальности поверхности А 0,2 мм (полуразность диаметров)».
В технической документации, разработанной до 1 января 1980 г., предельные значения овальности, конусообразное, бочкообразности и седлообразности определяют как разность наибольшего и наименьшего диаметров.


Библиография
Основные нормы взаимозаменяемости. Характеристики изделий геометрические. Допуски формы, ориентации, местоположения и биения
УДК 744.43:006.354 МКС 01.080 Т52 ОКСТУ 0002
Ключевые слова: конструкторская документация, допуск формы, допуск расположения
Редактор Р.Г. Говердовская Технический редактор В.Н. Прусакова Корректор М.С. Кабашова Компьютерная верстка А.Н. Золотаревой
Подписано в печать 13.02.2012. Формат 60×84%. Бумага офсетная. Гарнитура Ариал. Печать офсетная. Уел. печ. л. 3,26. Уч.-изд. л. 2,70. Тираж 600 экз. Зак. 155.
, 123995 Москва, Гранатный пер., 4.
Набрано во на ПЭВМ.
Отпечатано в филиале — тип. «Московский печатник», 105062 Москва, Лялин пер., 6.
Создание чертежей с применением САПР
Практически все чертежи, по которым в дальнейшем с помощью сварочных технологий изготавливаются разнообразные металлоконструкции, выполняются с использованием специального программного обеспечения (САПР). Автоматизация процесса создания технических схем позволяет разработчикам существенно сэкономить время на составление проектной документации.
Благодаря САПР конструкторы быстро и с максимальной точностью наносят все сварочные швы на чертежах, обозначение их также выполняется соответственными программными комплексами, которые способны не только моделировать самые сложные металлоизделия, но практически мгновенно проводить самые сложные расчеты сварочных соединений за счет подбора готовых инженерных решений в специализированных встроенных библиотеках.
В настоящее время конструкторам предложено большое количество разных продуктов, из числа которых наиболее эффективными и востребованными являются следующие программные комплексы:
- Kompas;
- AutoCAD;
- SolidWorks.
Например, за считанные секунды Компас находит любые необходимые сварочные чертежи, и их расшифровка сразу же высвечивается на мониторе без необходимости тратить время на поиск дополнительных источников.
Бесспорно, профессиональный конструктор должен уметь вручную выполнять технические схемы и тем более знать, как на чертеже обозначается сварка. Но при этом производительность работ будет намного выше, если в процессе оформления документации использовать специализированные программы.
С помощью программных комплексов разрабатывать можно не только агрегаты и узлы сварных конструкций, но также осуществлять расчеты максимально допустимых нагрузок в процессе их эксплуатации. В свою очередь это позволяет специалистам еще на стадии разработки проектов применять правильные решения в отношении конструктивных особенностей металлоизделий, исключая при этом образование неточностей из-за неточного подбора сварных технологий и в частности типов соединительных стыков.
Все современные автоматизированные программы, предлагаемые инженерам-конструкторам, разработаны с максимальным соответствием установленных техническими регламентами и нормативно-правовыми документами требований.
Умение использовать обозначение швов сварных соединений на чертежах и в частности создавать схемы в автоматизированном режиме с помощью САПР позволяет корректно и безошибочно составить документацию и обеспечить условия успешного изготовления изделий из металла посредством проведения сварочных работ.
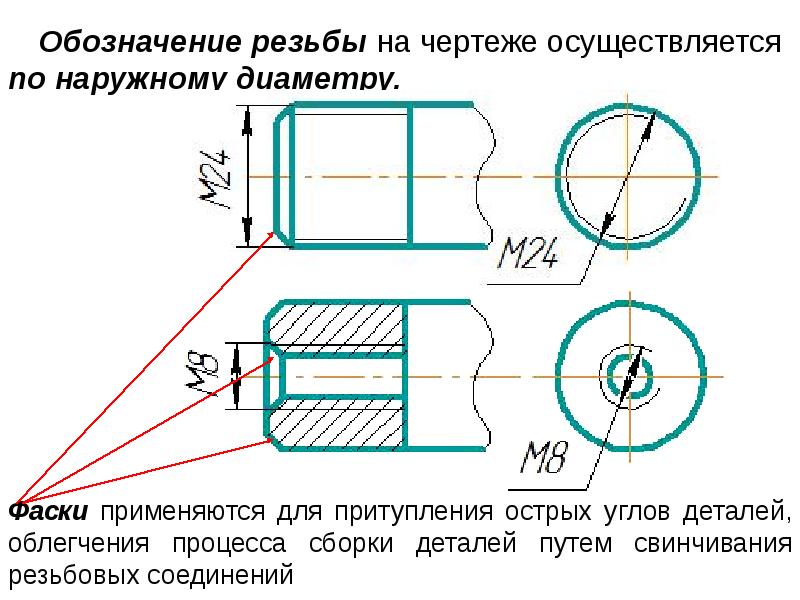
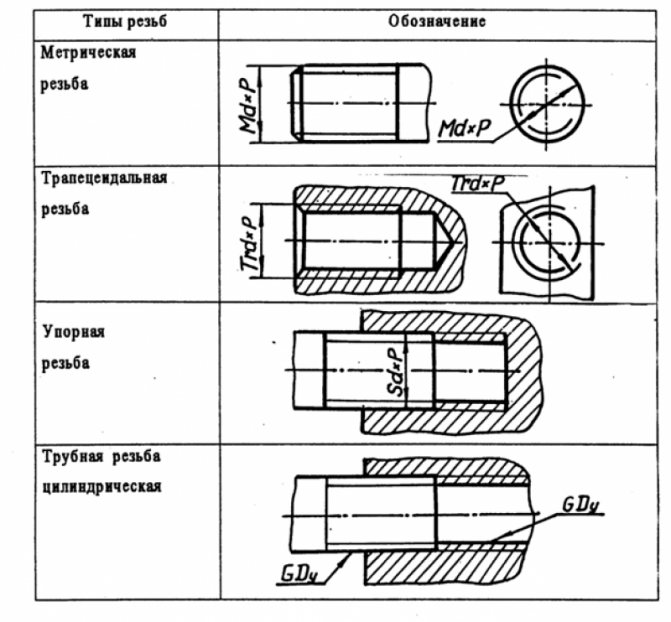
Ходовые резьбы
В некоторых случаях предназначение рассматриваемой поверхности заключается в не креплении деталей, а обеспечении плавного хода в определенном диапазоне. К особенностям подобных изделий можно отнести следующие моменты:
- Профиль имеет форму, которая обеспечивает плавный ход. Для этого создается поверхность с наименьшим количеством углов.
- Как правило, рабочая часть длинная, в начале и в конце есть ограничители хода.
- Применяемый материал при создании заготовки должен обладать высокой износостойкостью.
Встречаются подобные изделия сегодня крайне редко, так как их надежность и срок службы относительно невысокие.
Фиксация при выполнении чистовой обточки
Выполнение чистовой обточки обеспечивается надежной фиксацией. Обтачиваемые поверхности при их небрежной фиксации, не совпадут относительно основной оси, а сама деталь окажется в дальнейшем непригодной. Однако нужно быть аккуратным с усилием, которое оказывают на деталь при ее закреплении.
Например, при обработке тонкостенных колец и чрезмерном зажатии кулачков патрона детали могут получить деформации, которые вызовут отклонение оси обрабатываемой поверхности и участка, зафиксированного в держателях. Однако, если чистовая обточка следует после черновой обработки, то деформаций обычно удается избегать послаблением патронных кулачков.
Квадрат №5, размеры шва
Это обязательные размеры шва. Удобнее всего обозначить длину катета, так как речь идет о тавровом варианте с перпендикулярным объединением под прямым углом. Катет определяют в зависимости от предела текучести.

Классификация сварных швов.
Дополнительно соединения бывают:
- SS односторонними, для которых дуга или электрод передвигаются с одной стороны.
- BS двусторонними, источник плавления передвигается с обеих сторон.
В дело вступает третий участник нашей чертежно-сварочной тусовки – ГОСТ 2.312-72, как раз посвященный изображениям и обозначениям.
Согласно этому стандарту швы подразделяются на:
- Видимые, которые изображаются сплошной линией.
- Невидимые, обозначаемые на чертежах пунктирной линией.
Теперь вернемся к нашему первоначальному шву. Нам по силам перевести это условное обозначение сварки в простой и понятный для человеческого уха текст:
Двусторонний тавровый шов методом ручной дуговой сварки в защитном углекислом газе с кромками без скосов, прерывистый с шахматным расположением, катет шва 6 мм, длина провариваемого участка 50 мм, шаг 100 мм, выпуклости шва снять после сварки.